On the Recovery and Fatigue Life Extension of Stainless Steel 316 Metals by Means of Recovery Heat Treatment



Abstract
1. Introduction
2. Materials and Methods
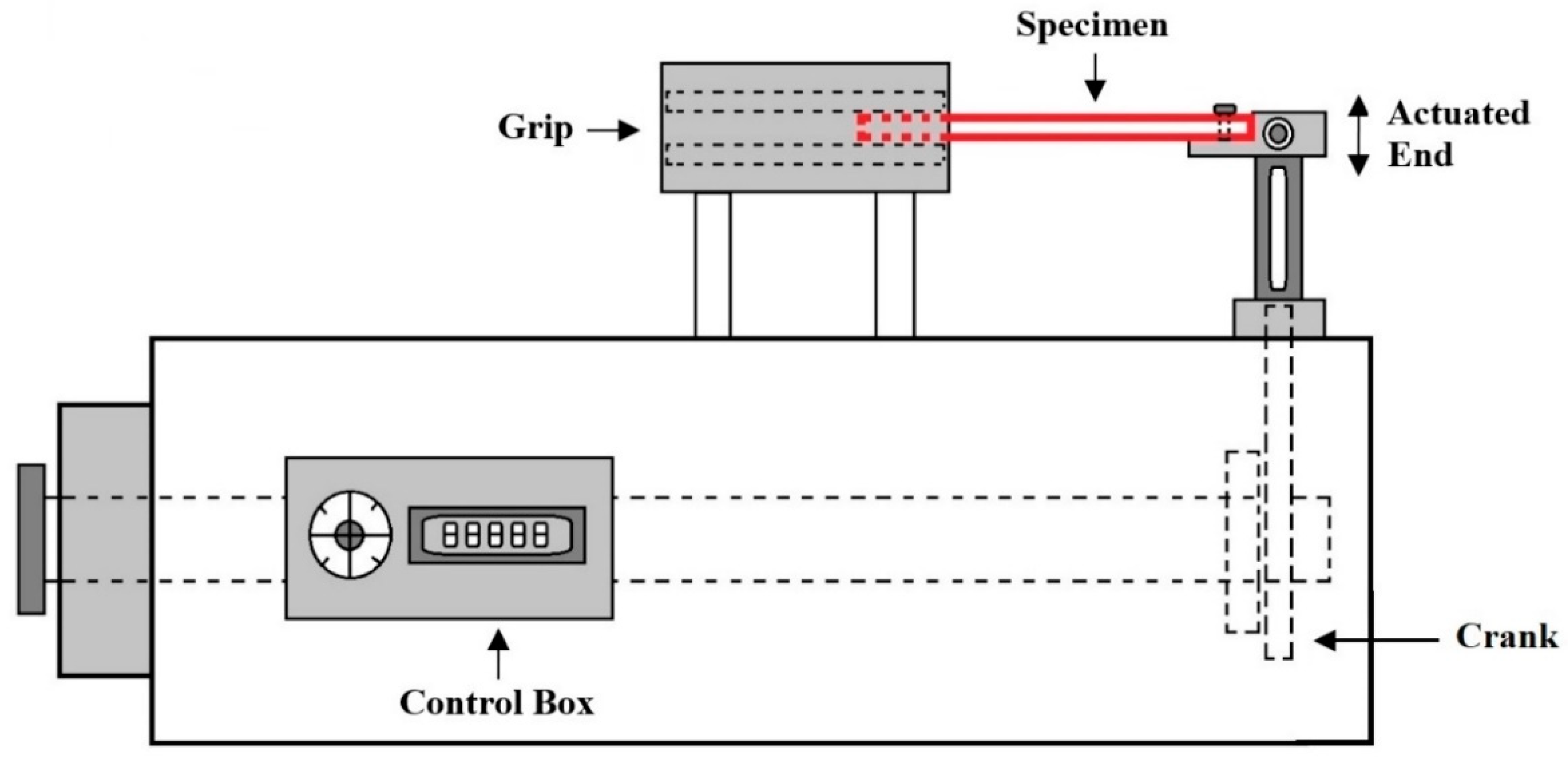
2.1. Fatigue Test
2.2. Material and Specimen Preparation
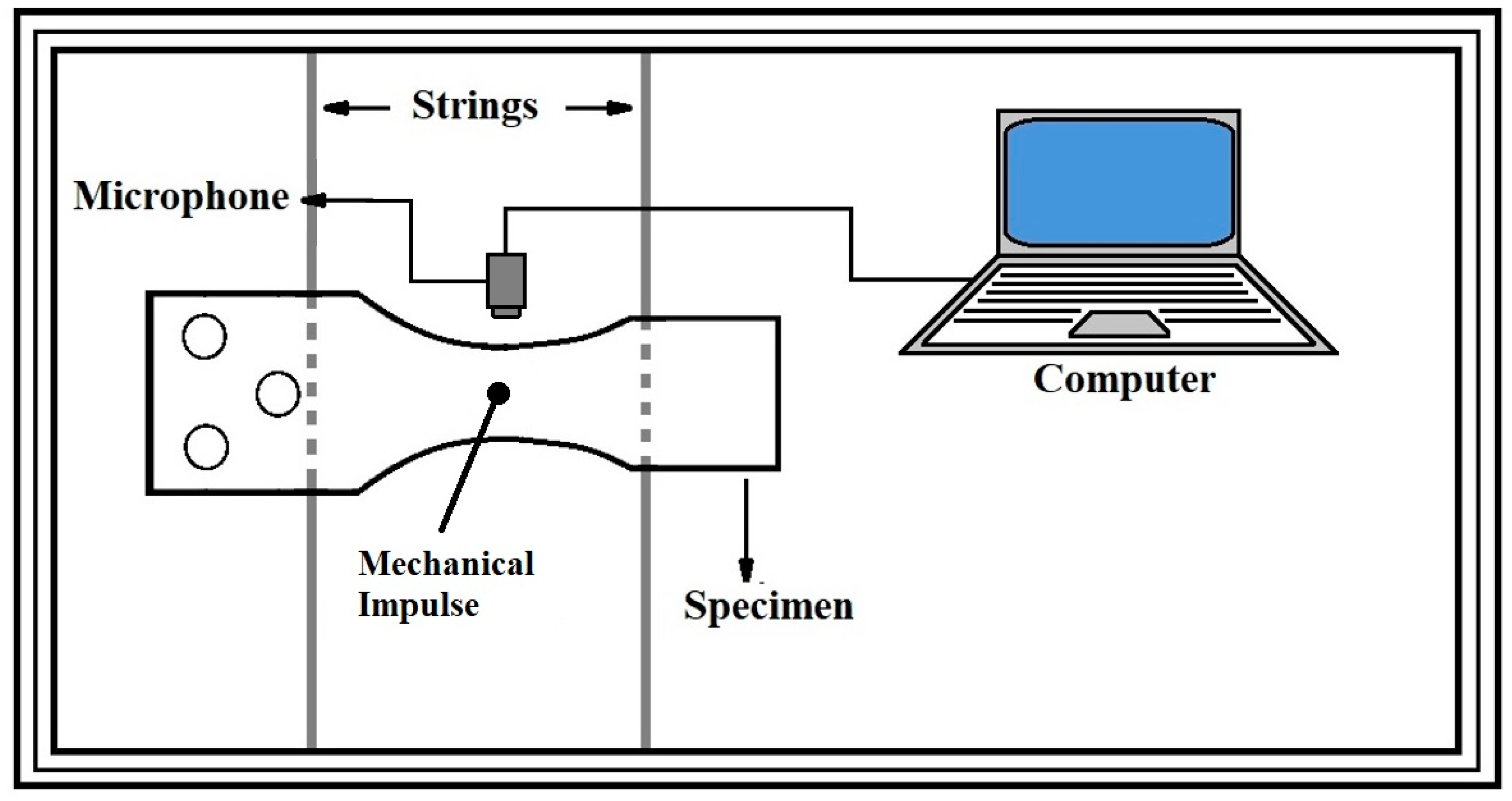
2.3. Impulse Excitation Technique (IET)
2.4. Experimental Procedure
3. Results
3.1. Case I. RHT at Half-life
3.2. Case II. RHT Close to the Crack Initiation
3.3. Case III. RHT after Crack Initiation
3.4. Recovery Heat Treatment at 400 °C
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Haghshenas, A.; Khonsari, M.M. Damage accumulation and crack initiation detection based on the evolution of surface roughness parameters. Int. J. Fatigue 2018, 107, 130–144. [Google Scholar] [CrossRef]
- Mortazavi, V.; Haghshenas, A.; Khonsari, M.M.; Bollen, B. Fatigue analysis of metals using daping parameter. Int. J. Fatigue 2016, 91, 124–135. [Google Scholar] [CrossRef]
- Mughrabi, H. The cyclic hardening and saturation behaviour of copper single crystals. Mater. Sci. Eng. 1978, 33, 207–223. [Google Scholar] [CrossRef]
- Man, J.; Obrtlík, K.; Polák, J. Extrusions and intrusions in fatigued metals. Part 1. State of the art and history. Philos. Mag. 2009, 89, 1295–1336. [Google Scholar] [CrossRef]
- Gupta, S.; Barrios, A.; England, N.; Pierron, O.N. Improved very high cycle bending fatigue behavior of Ni microbeams with Au coatings. Acta Mater. 2018, 161, 444–455. [Google Scholar] [CrossRef]
- Hackel, L.; Rankin, J.; Racanellia, T.; Mills, T.; Campbell, J.H. Laser peening to improve fatigue strength and lifetime of critical components. Procedia Eng. 2015, 133, 545–555. [Google Scholar] [CrossRef]
- Haghshenas, A.; Khonsari, M.M. On the removal of extrusions and intrusions via repolishing to improve metal fatigue life. Theor. Appl. Fract. Mech. 2019, 103, 102248. [Google Scholar] [CrossRef]
- Zhang, B.; Haghshenas, A.; Zhang, X.; Zhao, J.; Shao, S.; Khonsari, M.M.; Guo, S.; Meng, W.J. On the failure mechanisms of Cr-coated 316 stainless steel in bending fatigue tests. Int. J. Fatigue 2020, 139, 105733. [Google Scholar] [CrossRef]
- Steel Heat Treatment Handbook-2 Volume Set; Totten, G.E., Ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]
- Li §, S.X.; Li, M.Y.; Zhu, R.; Chao, Y.S. Annihilation of persistent slip bands and its effect on the fatigue life of copper single crystals. Philos. Mag. 2004, 84, 3323–3334. [Google Scholar] [CrossRef]
- Eshelby, J.D. Dislocations as a Cause of Mechanical Damping in Metals. Proceedings of the Royal Society of London. Ser. A Math. Phys. Sci. 1949, 197, 396–416. [Google Scholar]
- Hoyos, J.J.; Ghilarducci, A.A.; Mari, D. Evaluation of dislocation density and interstitial carbon content in quenched and tempered steel by internal friction. Mater. Sci. Eng. A 2015, 640, 460–464. [Google Scholar] [CrossRef]
- Swanson, S.R. (Ed.) Handbook of Fatigue Testing; American Society for Testing and Materials: West Conshohocken, PA, USA, 1974. [Google Scholar]
- Montero Sistiaga, M.; Nardone, S.; Hautfenne, C.; Van Humbeeck, J. Effect of heat treatment of 316L stainless steel produced by selective laser melting (SLM). In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 July 2016; AT&T Conference Center, The University of Texas: Austin, TX, USA, 2016; pp. 558–565. [Google Scholar]
- Chastell, J.D.; Flewitt, P.E.J. The formation of the σ phase during long term high temperature creep of type 316 austenitic stainless steel. Mater. Sci. Eng. 1979, 38, 153–162. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; Wang, H.; Huang, Z. Effect of heat treatment on microstructure, mechanical and corrosion properties of austenitic stainless steel 316L using arc additive manufacturing. Mater. Sci. Eng. A 2018, 715, 307–314. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Atkinson, V.H.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Fergani, O.; Bratli Wold, A.; Berto, F.; Brotan, V.; Bambach, M. Study of the effect of heat treatment on fatigue crack growth behaviour of 316L stainless steel produced by selective laser melting. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1102–1119. [Google Scholar] [CrossRef]
- George, E. Totten, Steel Heat Treatment, Metallurgy and Technology; Taylor & Francis Group: Oxfordshire, UK, 2004. [Google Scholar]
- Weiss, B.F.; Stickler, R. Phase instabilities during high temperature exposure of 316 austenitic stainless steel. Metall. Mater. Trans. B. 1972, 3, 851–866. [Google Scholar] [CrossRef]
- Ettefagh, H.; Guo, S. Electrochemical behavior of AISI316L stainless steel parts produced by laser-based powder bed fusion process and the effect of post annealing process. Addit. Manuf. 2018, 22, 153–156. [Google Scholar]
- Blinn, B.; Klein, M.; Gläßner, C.; Smaga, M.; Aurich, J.C.; Beck, T. An Investigation of the Microstructure and Fatigue Behavior of Additively Manufactured AISI 316L Stainless Steel with Regard to the Influence of Heat Treatment. Metals 2018, 8, 220. [Google Scholar] [CrossRef]
- Kamariah, M.S.I.N.; Harun, W.S.W.; Khalil, N.Z.; Ahmad, F.; Ismail, M.H.; Sharif, S. Effect of heat treatment on mechanical properties and microstructure of selective laser melting 316L stainless steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 257, 012021. [Google Scholar] [CrossRef]
- Jinlong, L.; Meng, Y.; Miura, H.; Tongxiang, L. The effect of surface enriched chromium and grain refinement by ball milling on corrosion resistance of 316L stainless steel. Mater. Res. Bull. 2017, 91, 91–97. [Google Scholar] [CrossRef]
- Sangid, M.D. The physics of fatigue crack initiation. Int. J. Fatigue 2013, 57, 58–72. [Google Scholar] [CrossRef]
- Farahani, M.; Sattari-Far, I. Effects of residual stresses on crack-tip constraints. Sci. Iran. 2011, 18, 1267–1276. [Google Scholar] [CrossRef][Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Cu | Mn | Mo | N | Ni | P | S | Fe | Yield Strength | Ultimate Strength | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS 316 | 0.015% | 16.7695% | 0.4915% | 1.6285% | 2.033% | 0.0486% | 10.015% | 0.0345% | 0.0158% | Bal. | 290 MPa | 616 MPa |
| Condition | Comments | |
|---|---|---|
| Case I | 600 °C, 2 h | RHT at half-life (50 k) |
| Case II | 600 °C, 2 h | RHT close to the crack initiation (70 k) |
| Case III | 600 °C, 2 h | RHT after crack initiation (90 k) |
| Condition | Comments | Expected Fatigue Life (Average) | Actual Fatigue Life | Fatigue Life Extension | |
|---|---|---|---|---|---|
| Case I | 400 °C 2 h | RHT at half-life (50 k) | 100,500 | 116,500 | 16% |
| Case II | 400 °C 2 h | RHT close to the crack initiation (70 k) | 100,500 | 122,300 | 22% |
| Case III | 400 °C 2 h | RHT after crack initiation (90 k) | 100,500 | 106,700 | 6% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haghshenas, A.; Khonsari, M.M. On the Recovery and Fatigue Life Extension of Stainless Steel 316 Metals by Means of Recovery Heat Treatment. Metals 2020, 10, 1290. https://doi.org/10.3390/met10101290
Haghshenas A, Khonsari MM. On the Recovery and Fatigue Life Extension of Stainless Steel 316 Metals by Means of Recovery Heat Treatment. Metals. 2020; 10(10):1290. https://doi.org/10.3390/met10101290
Chicago/Turabian StyleHaghshenas, Ali, and M. M. Khonsari. 2020. "On the Recovery and Fatigue Life Extension of Stainless Steel 316 Metals by Means of Recovery Heat Treatment" Metals 10, no. 10: 1290. https://doi.org/10.3390/met10101290
APA StyleHaghshenas, A., & Khonsari, M. M. (2020). On the Recovery and Fatigue Life Extension of Stainless Steel 316 Metals by Means of Recovery Heat Treatment. Metals, 10(10), 1290. https://doi.org/10.3390/met10101290