Influence of Lubrication Status on Milling Performance of Bionic Micro-Textured Tools

Abstract
1. Introduction
2. Theoretical Analyses
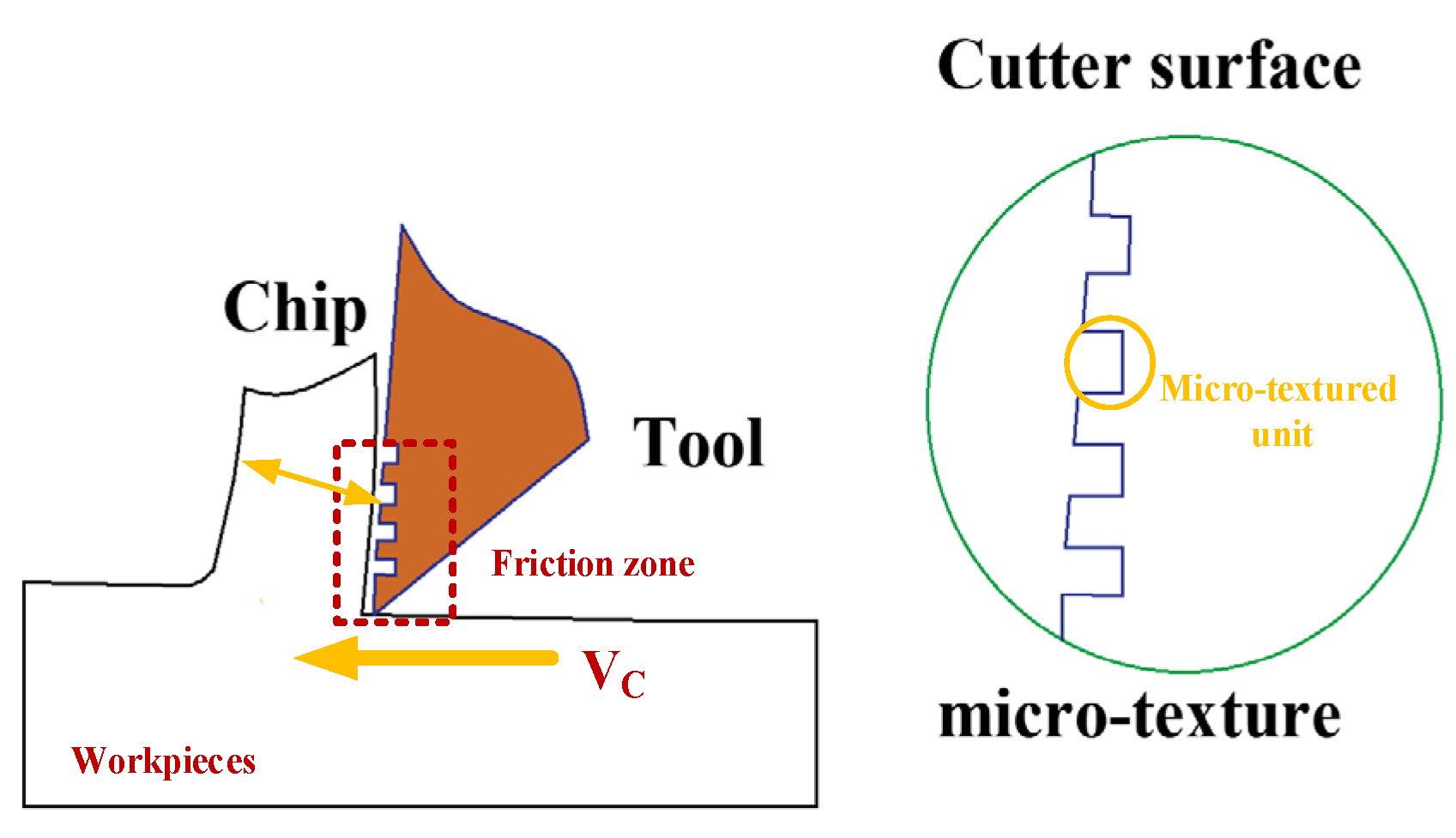
2.1. Analysis of Friction Reduction and Anti-Wear Mechanism of Micro-Texture
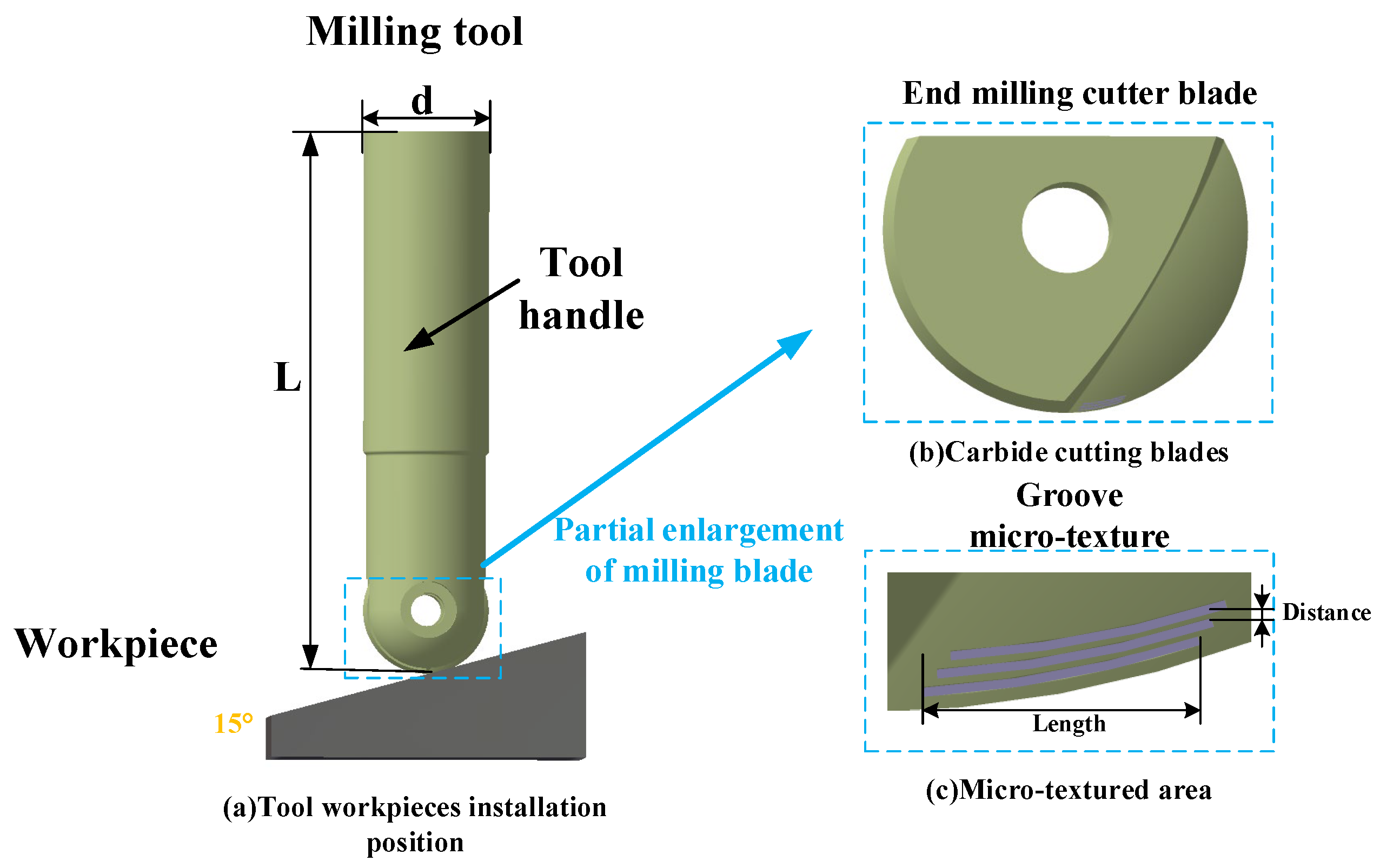
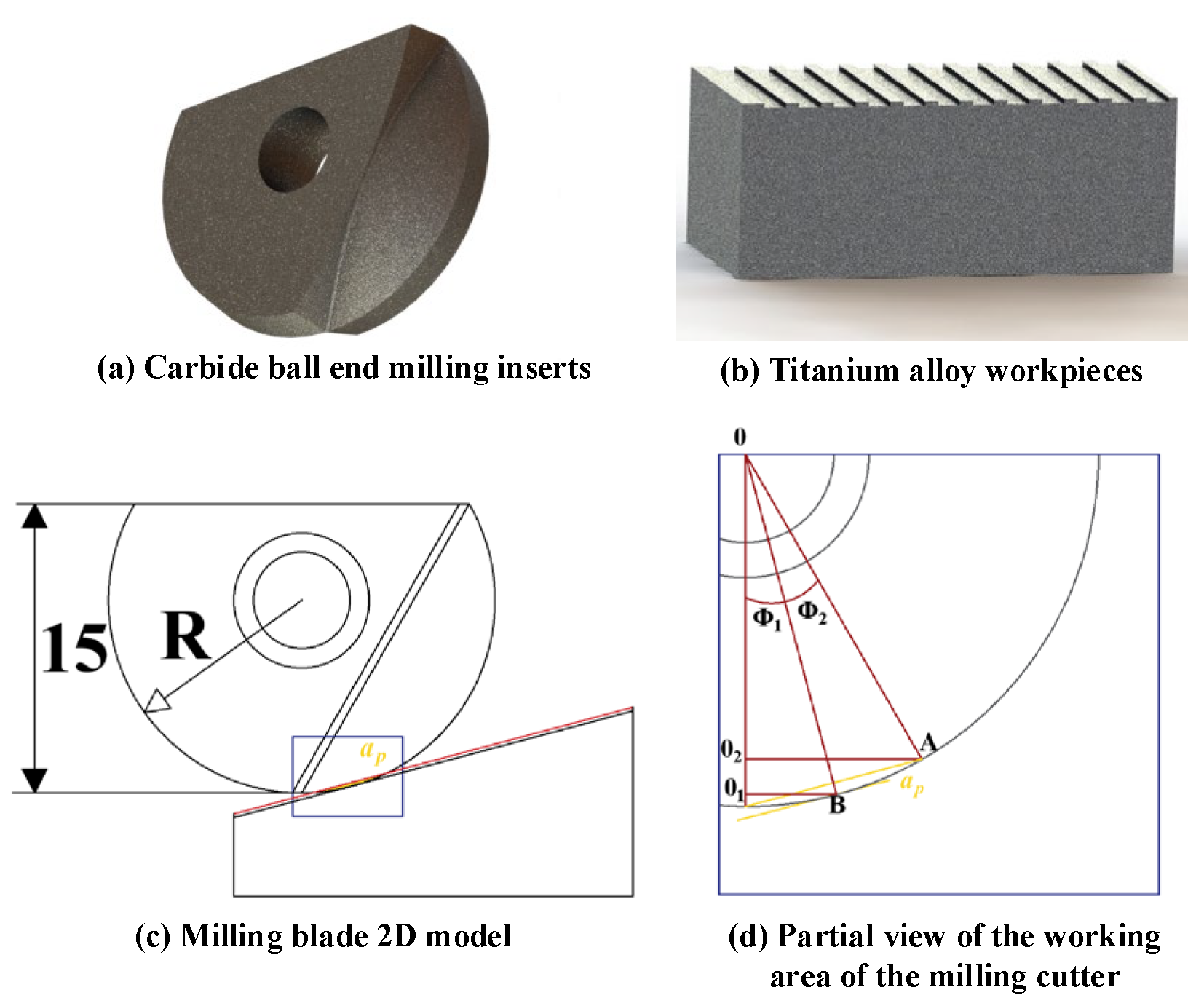
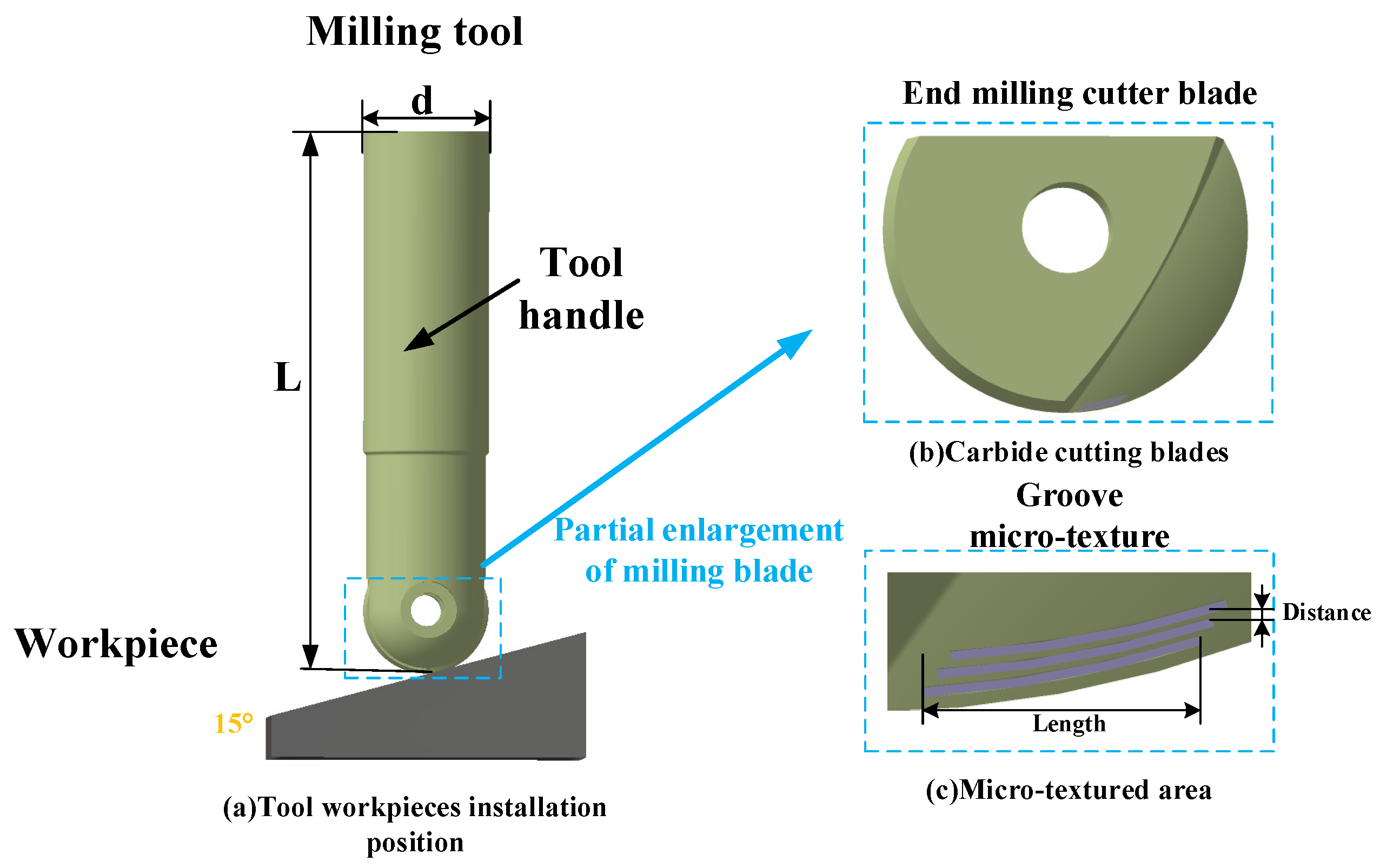
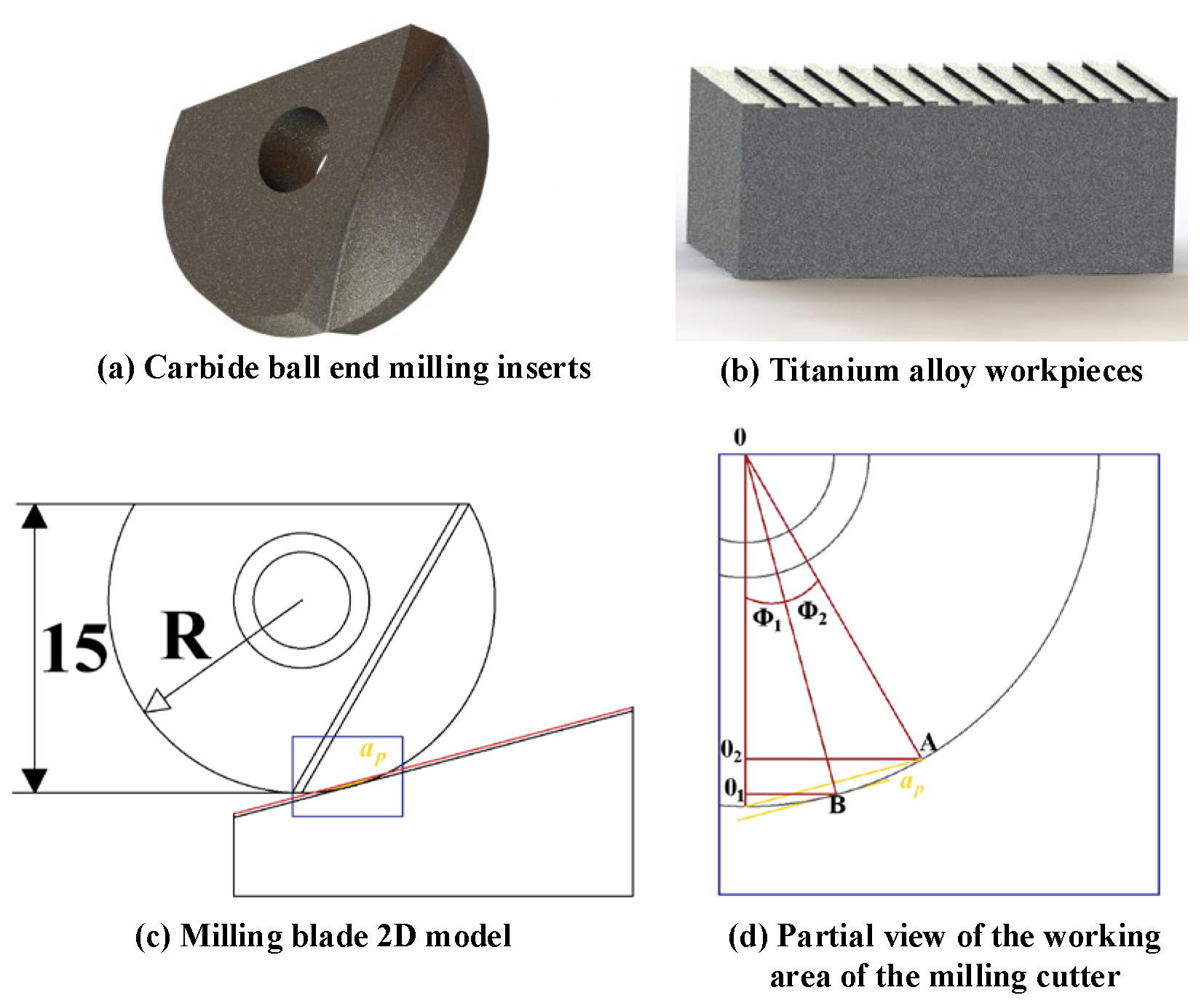
2.2. Effective Position Distribution of Micro-Texture Structure of Carbide Ball End Milling Cutter
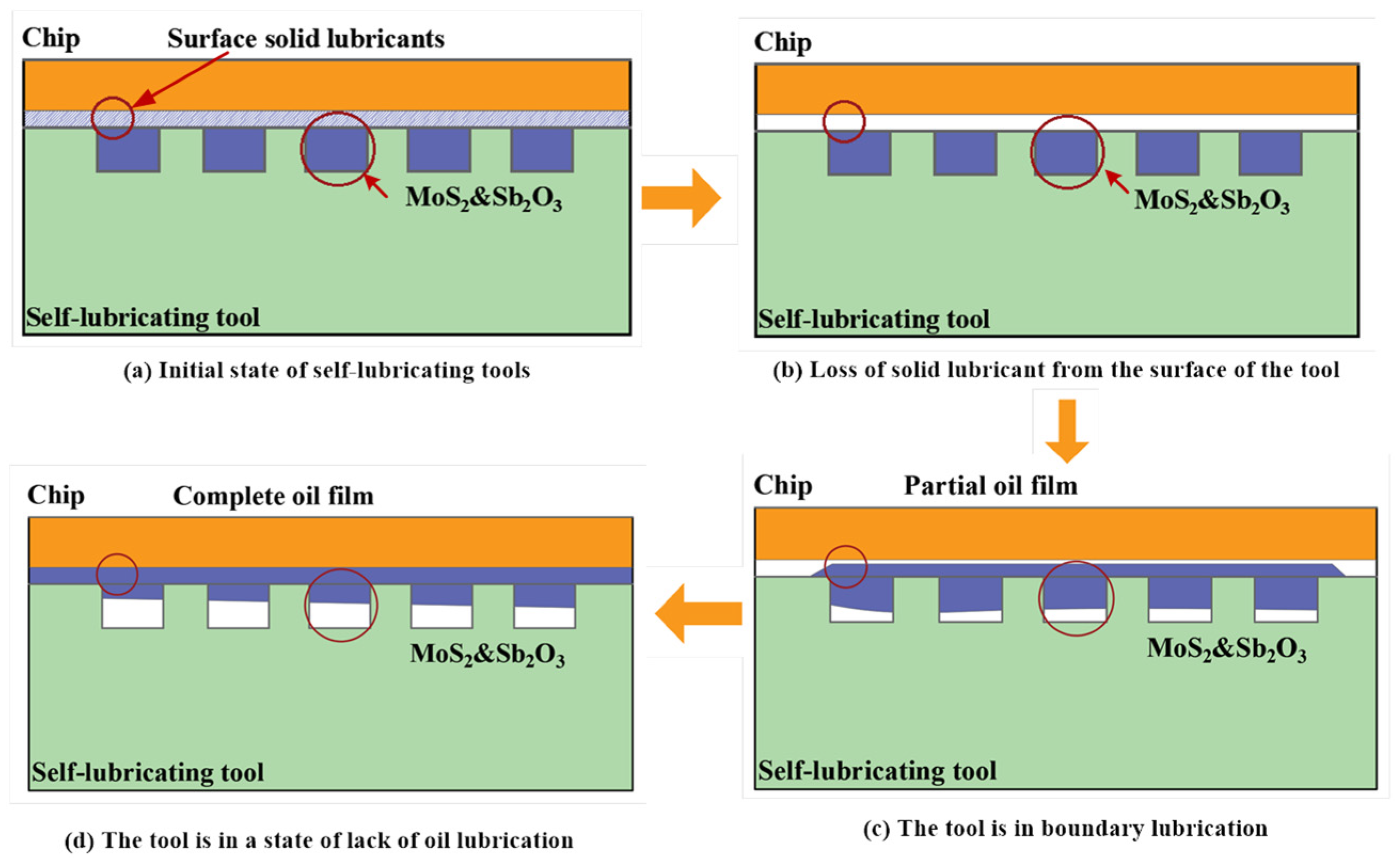
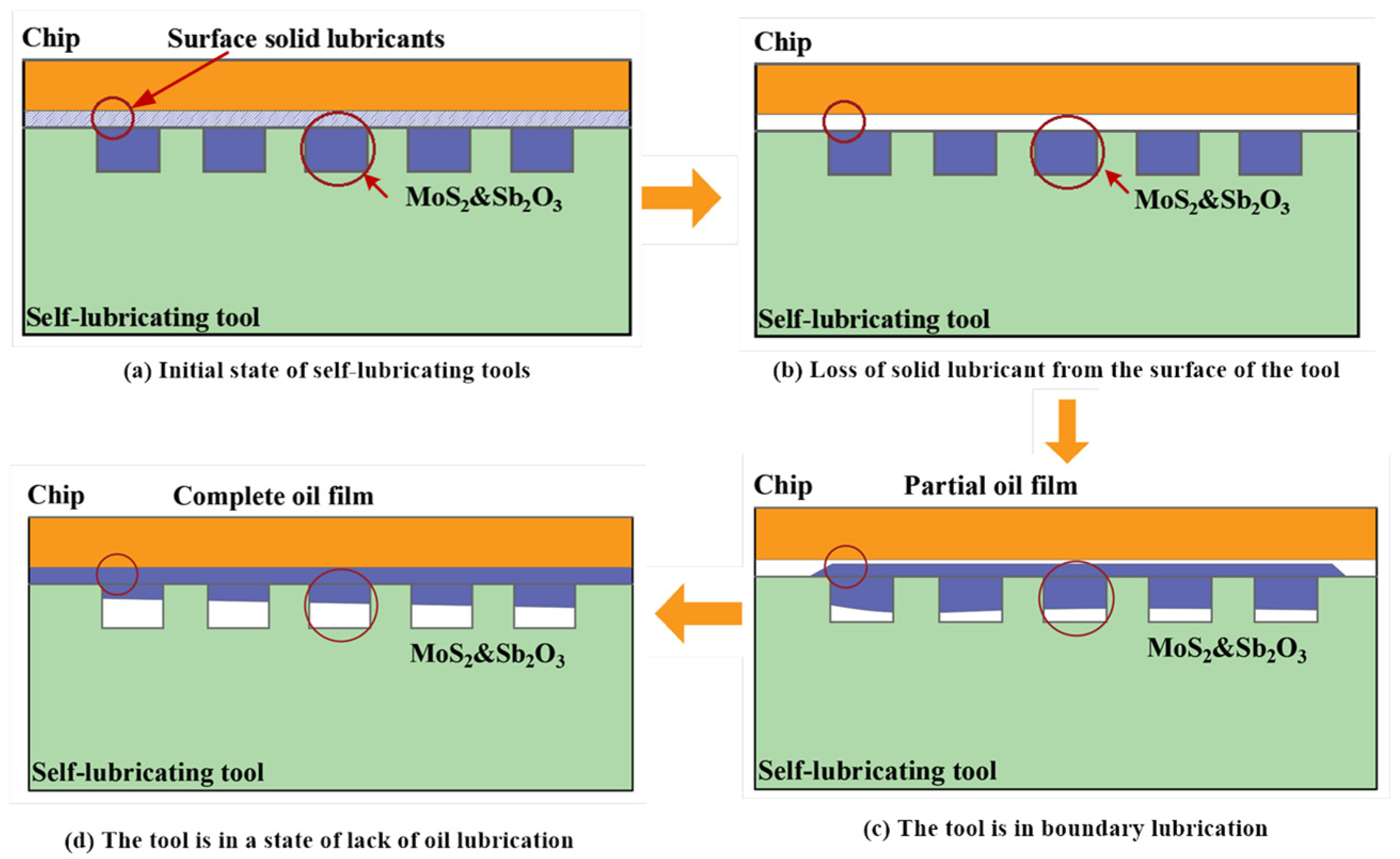
2.3. Self-Lubricating Tool Action Mechanism
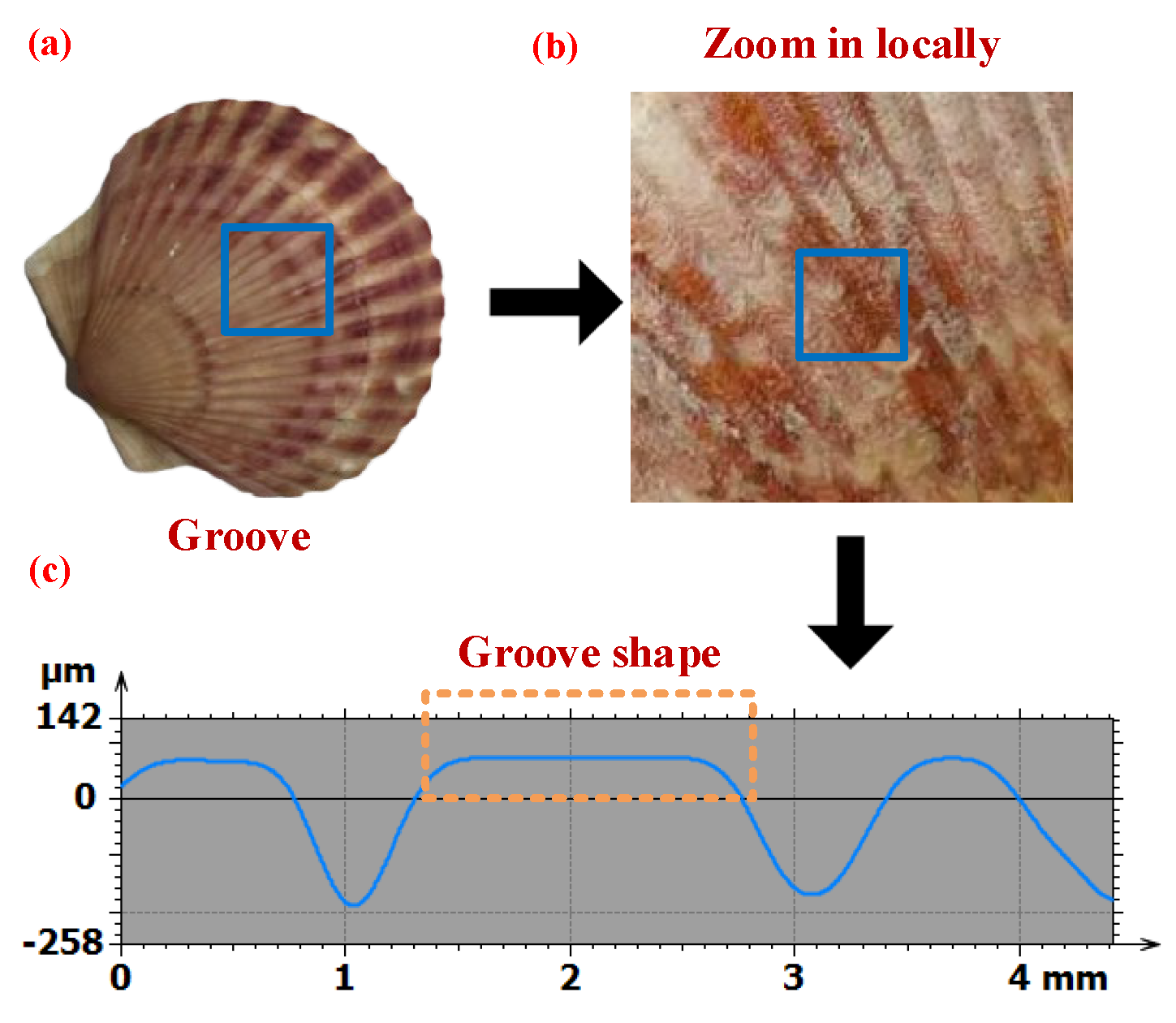
2.4. Trench Microweave Sources
3. Micro-Texture Milling Test
3.1. Preparation of Bionic Groove Micro-Texture Ball End Milling Cutter
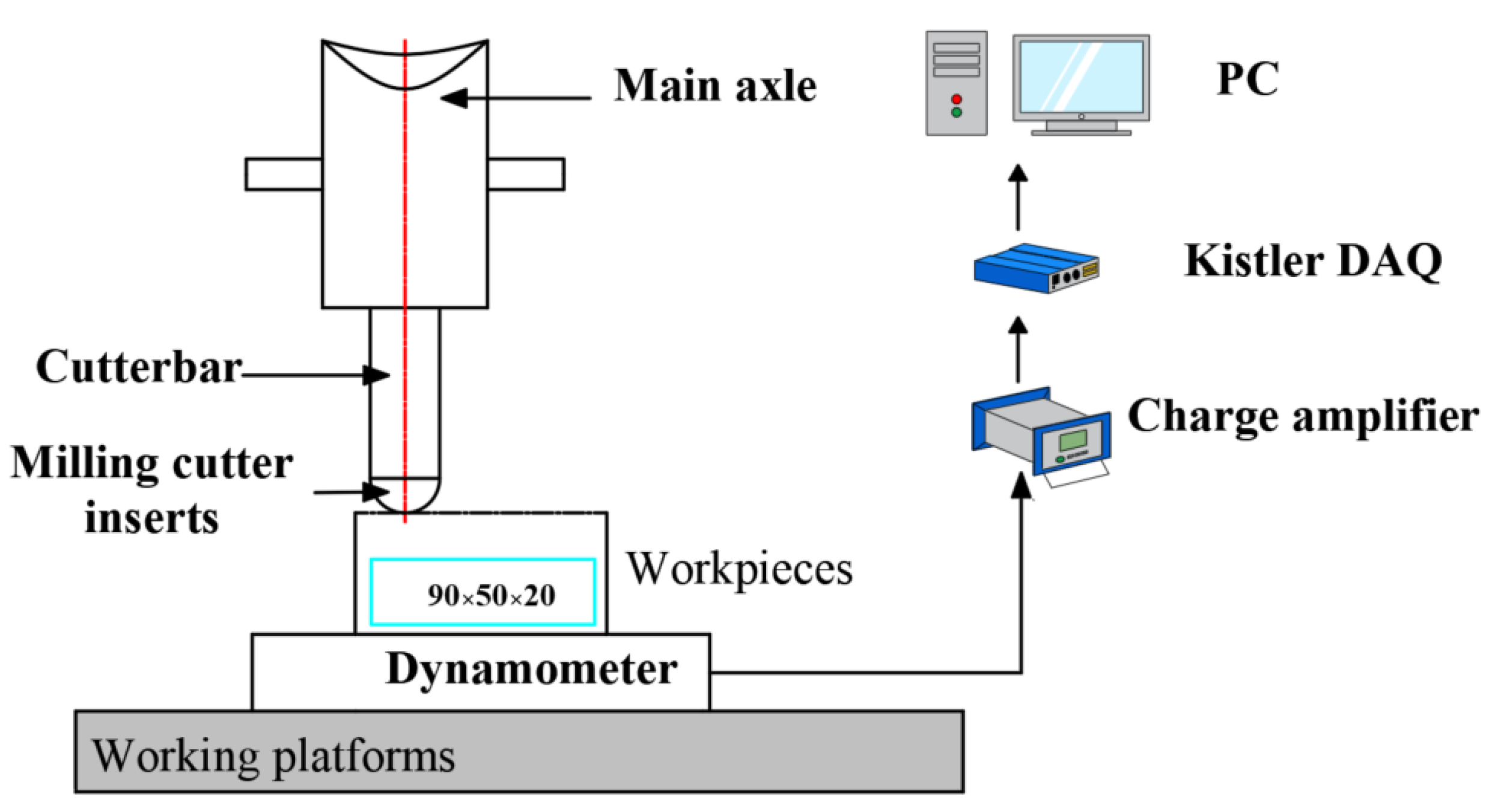
3.2. Milling Test Materials and Equipment
3.3. Influence of Lubrication Conditions on Milling Performance of Bionic Micro-Texture Structure Ball End Milling Cutter
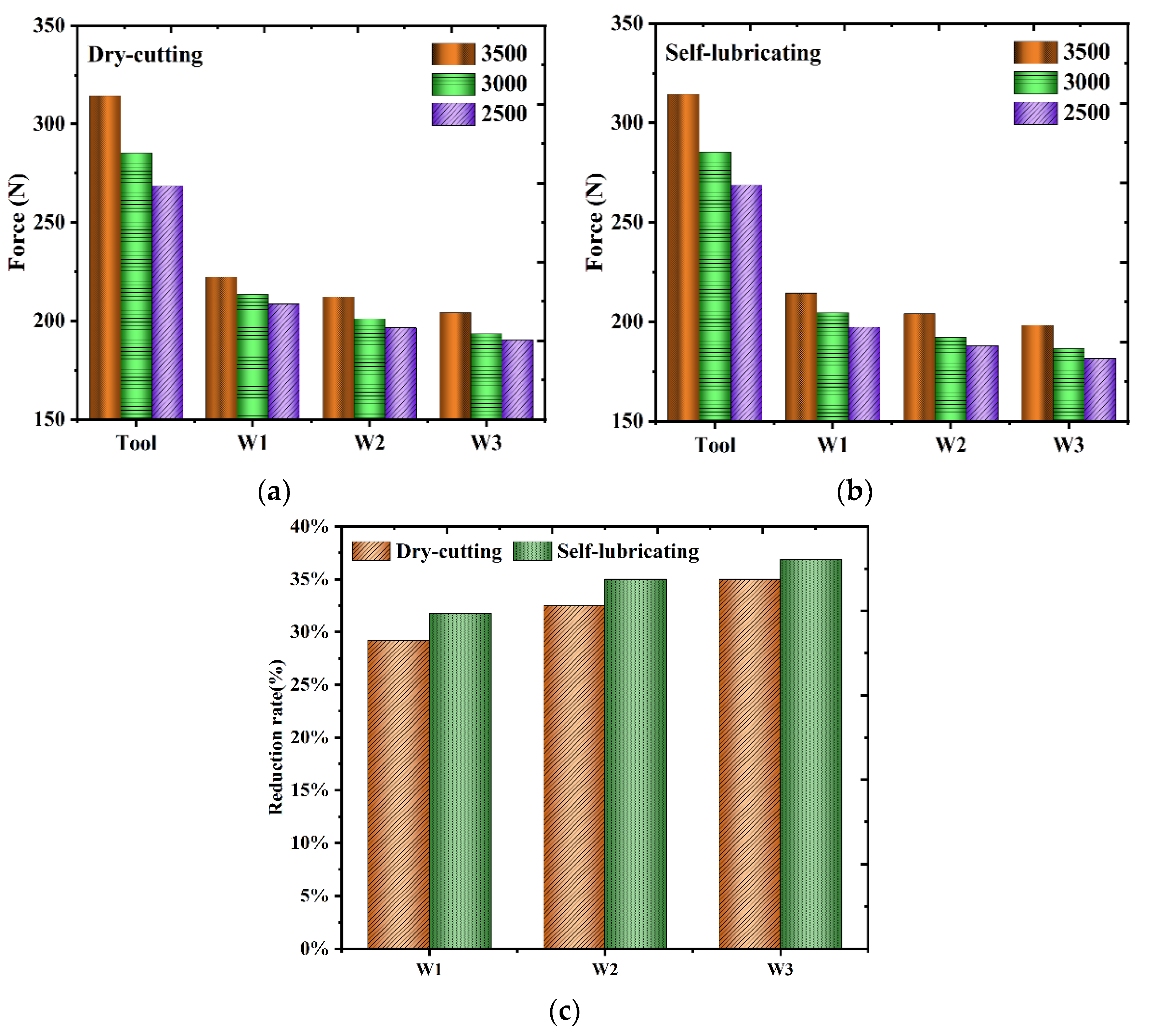
3.3.1. Effect of Lubrication Conditions on Milling Forces
3.3.2. Effect of Lubrication Conditions on the Coefficient of Friction
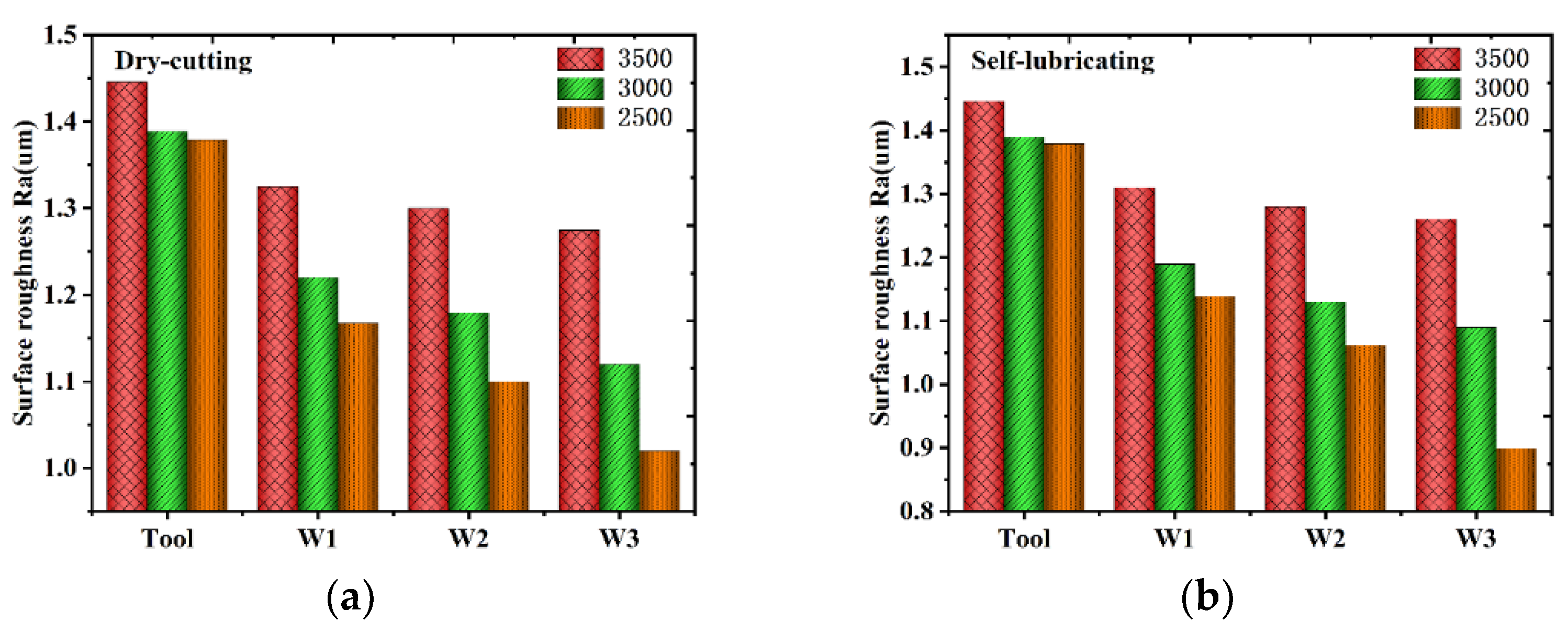
3.3.3. Effect of Lubrication Conditions on Surface Roughness
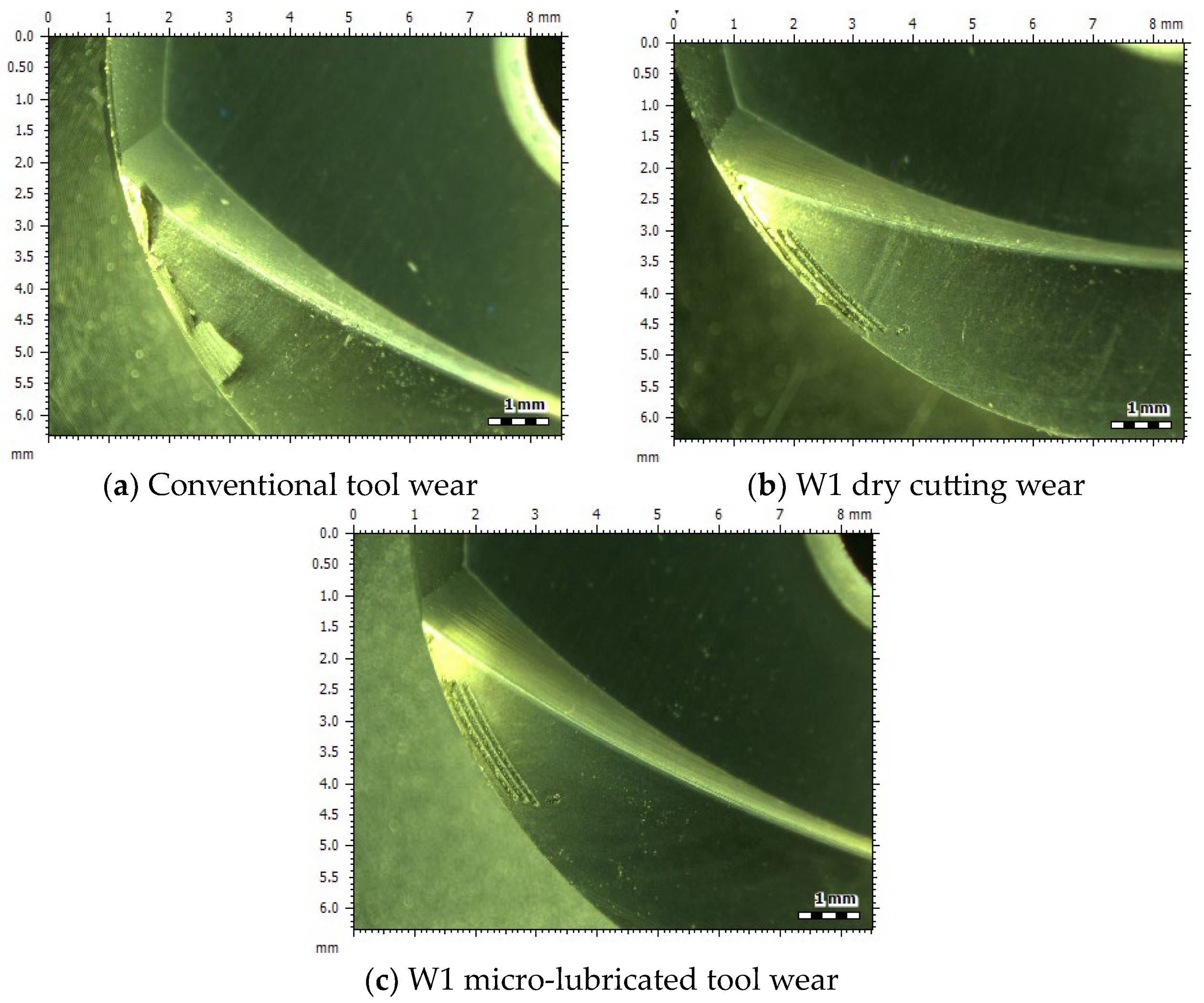
3.3.4. Effect of Lubrication Conditions on Tool Wear
4. Conclusions
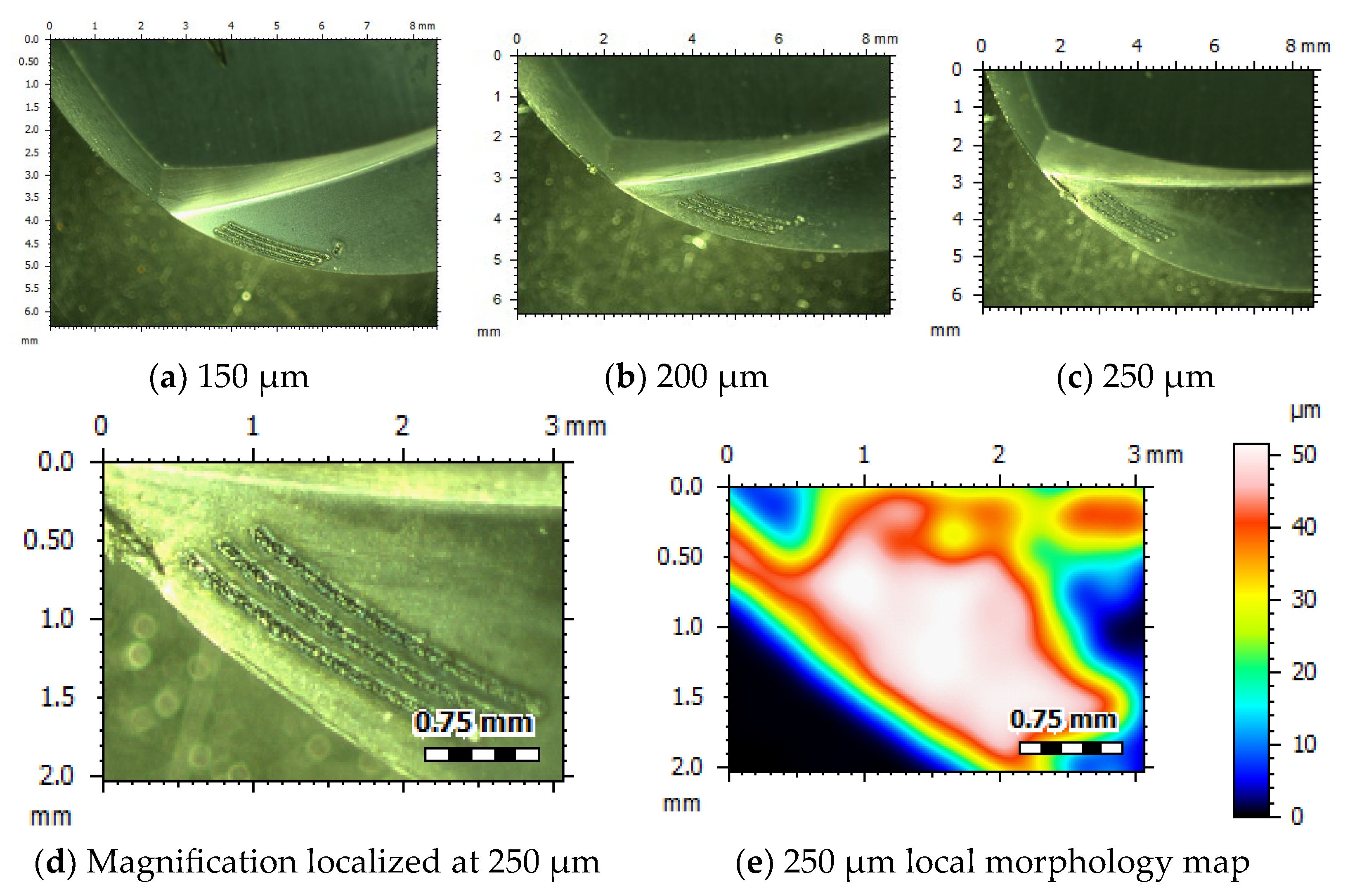
- With the increase in micro-texture spacing, the micro-texture in the cutting-edge part of the tool occupies a larger area, significantly enhancing the milling performance of the milling cutter. At the same time, the surface micro-texture reduces friction on the tool surface, increases the space for heat exchange on the tool surface, and prolongs the service life of the tool.
- Experiments with self-lubricating tool milling reveal a stark difference from the micro-textured tool’s dry cutting condition, where the self-lubricating tool’s milling force was reduced by 3% to 5%. Post-machining, the workpiece’s surface precision dropped to 0.973 μm, and there was a notable decrease in the friction coefficient. Additionally, it was observed that applying a 250 μm pitch to the self-lubricating micro-textured ball milling cutter markedly mitigated the softening effect of the chip sticking cutter, preventing the chip from adhering to the cutter’s surface.
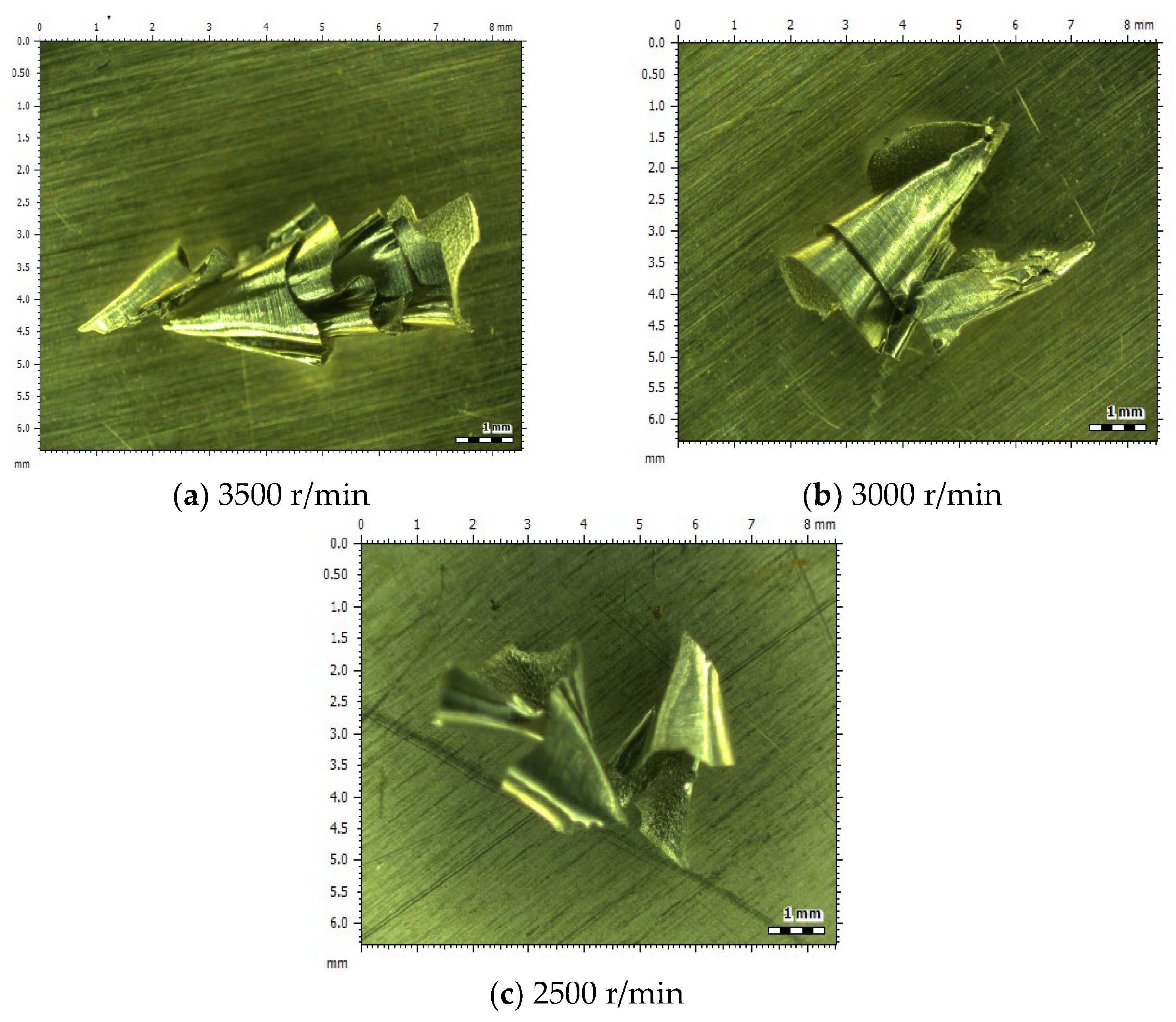
- In the process of using a self-lubricating milling cutter with a 250 μm pitch for machining, there was a gradual shift in chip shapes from chipped to curled as the milling speed accelerated.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yip, W.S.; To, S.; Zhou, H. Current status, challenges and opportunities of sustainable ultra-precision manufacturing. J. Intell. Manuf. 2022, 33, 2193–2205. [Google Scholar] [CrossRef]
- Bergs, T.; Holst, C.; Gupta, P.; Augspurger, T. Digital image processing with deep learning for automated cutting tool wear detection. Procedia Manuf. 2020, 48, 947–958. [Google Scholar] [CrossRef]
- Schultheiss, F.; Zhou, J.; Gröntoft, E.; Ståhl, J.E. Sustainable machining through increasing the cutting tool utilization. J. Clean. Prod. 2013, 59, 298–307. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Review on machinability of titanium alloys: The process perspective. Rev. Adv. Mater. Sci 2013, 34, 148–164. [Google Scholar]
- Duan, R.; Deng, J.; Lei, S.; Ge, D.; Liu, Y.; Li, X. Effect of derivative cutting on machining performance of micro textured tools. J. Manuf. Process. 2019, 45, 544–556. [Google Scholar] [CrossRef]
- Yan, S.; Li, B.; Hong, J. Bionic design and verification of high-precision machine tool structures. Int. J. Adv. Manuf. Technol. 2015, 81, 73–85. [Google Scholar] [CrossRef]
- Yu, H.; Han, Z.; Zhang, J.; Zhang, S. Bionic design of tools in cutting: Reducing adhesion, abrasion or friction. Wear 2021, 482, 203955. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, M.; Liu, Q.; Liu, X.; Yue, C.; Yang, S. A review of the research progress of bionic cutting tools. J. Mech. Eng. 2022, 58, 261–281. [Google Scholar]
- Arulkirubakaran, D.; Senthilkumar, V.; Kumawat, V. Effect of micro-textured tools on machining of Ti–6Al–4V alloy: An experimental and numerical approach. Int. J. Refract. Met. Hard Mater. 2016, 54, 165–177. [Google Scholar] [CrossRef]
- Yang, S.; Wang, Z.; Zhang, Y.; Wang, Q.; Cui, X.; Xie, Y. Finite element simulation of machining titanium alloy by micro-weave configuration ball end milling cutter. J. Shenyang Univ. Technol. 2015, 37, 530–535. [Google Scholar]
- Yang, S.; Guo, C.; Ren, W. Research on optimization of milling performance of V-groove micro-texture ball-end milling cutter. J. Mech. Sci. Technol. 2022, 36, 2849–2860. [Google Scholar] [CrossRef]
- Pan, J.; Ni, J.; He, L.; Cui, Z.; Feng, K. Influence of micro-structured milling cutter on the milling load and surface roughness of 6061 aluminum alloy. Int. J. Adv. Manuf. Technol. 2020, 110, 3201–3208. [Google Scholar] [CrossRef]
- Tong, X.; Zhang, Y.; Shen, J.; Qu, Q.; Han, P. Design of surface micro texture in the cutter-chip contact area of a cemented carbide cutter. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023, 237, 1497–1508. [Google Scholar] [CrossRef]
- Zhang, Y.; Ji, H. Wear optimization of titanium alloy cutter milled with microtextured ball-end milling cutter. Adv. Mech. Eng. 2020, 12, 1687814019892102. [Google Scholar] [CrossRef]
- Yan, P.; Rong, Y.; Wang, G. The effect of cutting fluids applied in metal cutting process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 19–37. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Akhtar, S.S. A critical review on self-lubricating ceramic-composite cutting tools. Ceram. Int. 2021, 47, 20745–20767. [Google Scholar] [CrossRef]
- Ze, W.; Jianxin, D.; Yang, C.; Youqiang, X.; Jun, Z. Performance of the self-lubricating textured tools in dry cutting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2012, 62, 943–951. [Google Scholar] [CrossRef]
- Wu, Z.; Deng, J.; Su, C.; Luo, C.; Xia, D. Performance of the micro-texture self-lubricating and pulsating heat pipe self-cooling tools in dry cutting process. Int. J. Refract. Met. Hard Mater. 2014, 45, 238–248. [Google Scholar] [CrossRef]
- Xing, Y.; Luo, C.; Zhu, M.; Zhao, Y.; Ehmann, K.; Wu, Z.; Liu, L. Assessment of self-lubricating coated cutting tools fabricated by laser additive manufacturing technology for friction-reduction. J. Mater. Process. Technol. 2023, 318, 118010. [Google Scholar] [CrossRef]
- Wenlong, S.; Jianxin, D.; Ze, W.; Hui, Z.; Pei, Y.; Jun, Z.; Xing, A. Cutting performance of cemented-carbides-based self-lubricated tool embedded with different solid lubricants. Int. J. Adv. Manuf. Technol. 2011, 52, 477–485. [Google Scholar] [CrossRef]
- Khani, S.; Razfar, M.R.; Haghighi, S.S.; Farahnakian, M. Optimization of microtextured tools parameters in thread turning process of aluminum 7075 aerospace alloy. Mater. Manuf. Process. 2020, 35, 1330–1338. [Google Scholar] [CrossRef]
- Patel, D.S.; Jain, V.K.; Shrivastava, A.; Ramkumar, J. Electrochemical micro texturing on flat and curved surfaces: Simulation and experiments. Int. J. Adv. Manuf. Technol. 2019, 100, 1269–1286. [Google Scholar] [CrossRef]
- Elias, J.V.; Venkatesh, N.P.; Lawrence, K.D.; Mathew, J. Tool texturing for micro-turning applications–an approach using mechanical micro indentation. Mater. Manuf. Process. 2021, 36, 84–93. [Google Scholar] [CrossRef]
- Xu, T.; Ma, C.; Shi, H.; Xiao, K.; Liu, J.; Li, Q. Effect of Composite Bionic Micro-Texture on Cutting Performance of Tools. Lubricants 2024, 12, 4. [Google Scholar] [CrossRef]
- Kümmel, J.; Braun, D.; Gibmeier, J.; Schneider, J.; Greiner, C.; Schulze, V.; Wanner, A. Study on micro texturing of uncoated cemented carbide cutting tools for wear improvement and built-up edge stabilisation. J. Mater. Process. Technol. 2015, 215, 62–70. [Google Scholar] [CrossRef]
- Wang, D.; Yin, H.; Feng, L. Study on the effect of micro-texture coating tool on the milling quality of wood surface. Lubr. Sci. 2024. [Google Scholar] [CrossRef]
- Sun, Y.; Jin, L.; Gong, Y.; Qi, Y.; Zhang, H.; Su, Z.; Sun, K. Experimental Investigation on Machinability of Aluminum Alloy during Dry Micro Cutting Process Using Helical Micro End Mills with Micro Textures. Materials 2020, 13, 4664. [Google Scholar] [CrossRef] [PubMed]
- Pratap, T.; Patra, K. Mechanical micro-texturing of Ti-6Al-4V surfaces for improved wettability and bio-tribological performances. Surf. Coat. Technol. 2018, 349, 71–81. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Wu, Z.; Liu, L.; Huang, P.; Jiao, A. Analysis of tool-chip interface characteristics of self-lubricating tools with nanotextures and WS 2/Zr coatings in dry cutting. Int. J. Adv. Manuf. Technol. 2018, 97, 1637–1647. [Google Scholar] [CrossRef]
- Song, W.; Deng, J.; Zhang, H.; Yan, P.; Zhao, J.; Ai, X. Performance of a cemented carbide self-lubricating tool embedded with MoS2 solid lubricants in dry machining. J. Manuf. Process. 2011, 13, 8–15. [Google Scholar]
- Torres, H.; Podgornik, B.; Jovičević-Klug, M.; Ripoll, M.R. Compatibility of graphite, hBN and graphene with self-lubricating coatings and tool steel for high temperature aluminium forming. Wear 2022, 490, 204187. [Google Scholar] [CrossRef]
- Jia, H. Strong Woven Research on Three-Dimensional Graphene Oxide-Based Biomimetic Shell Pearl Layer Block Material. Master’s Thesis, Taiyuan University of Technology, Taiyuan, China, 2020. [Google Scholar]
- You, C.; Xie, C.; Chu, X.; Zhou, W.; Zhao, G.; Lian, Y. Cutting performance of bionic cutting tools based on surface microstructures of blood clam Tegillarca granosa in dry cutting of CFRP. Int. J. Adv. Manuf. Technol. 2022, 119, 2961–2969. [Google Scholar] [CrossRef]
- Long, Y. Preparation of MoS2 Based Composite Solid Lubricant Micro-Weave Self-Lubricating Tool and Its Cutting Performance. Master’s Thesis, Xiangtan University, Xiangtan, China, 2014. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensional Parameters | Numerical Value (μm) |
|---|---|
| Spacing | 150, 200, 250 |
| Length | 1200 |
| Widths | 60 |
| Depth | 60 |
| Parameters | Numerical Value |
|---|---|
| n (r/min) | 2500, 3000, 3500 |
| f (mm/z) | 0.1 |
| ap (mm) | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, H.; Ma, C.; Wang, B.; Li, Q. Influence of Lubrication Status on Milling Performance of Bionic Micro-Textured Tools. Lubricants 2024, 12, 118. https://doi.org/10.3390/lubricants12040118
Shi H, Ma C, Wang B, Li Q. Influence of Lubrication Status on Milling Performance of Bionic Micro-Textured Tools. Lubricants. 2024; 12(4):118. https://doi.org/10.3390/lubricants12040118
Chicago/Turabian StyleShi, Hu, Chunlu Ma, Baizhong Wang, and Qinghua Li. 2024. "Influence of Lubrication Status on Milling Performance of Bionic Micro-Textured Tools" Lubricants 12, no. 4: 118. https://doi.org/10.3390/lubricants12040118
APA StyleShi, H., Ma, C., Wang, B., & Li, Q. (2024). Influence of Lubrication Status on Milling Performance of Bionic Micro-Textured Tools. Lubricants, 12(4), 118. https://doi.org/10.3390/lubricants12040118