Dry and Minimum Quantity Lubrication Machining of Additively Manufactured IN718 Produced via Laser Metal Deposition

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
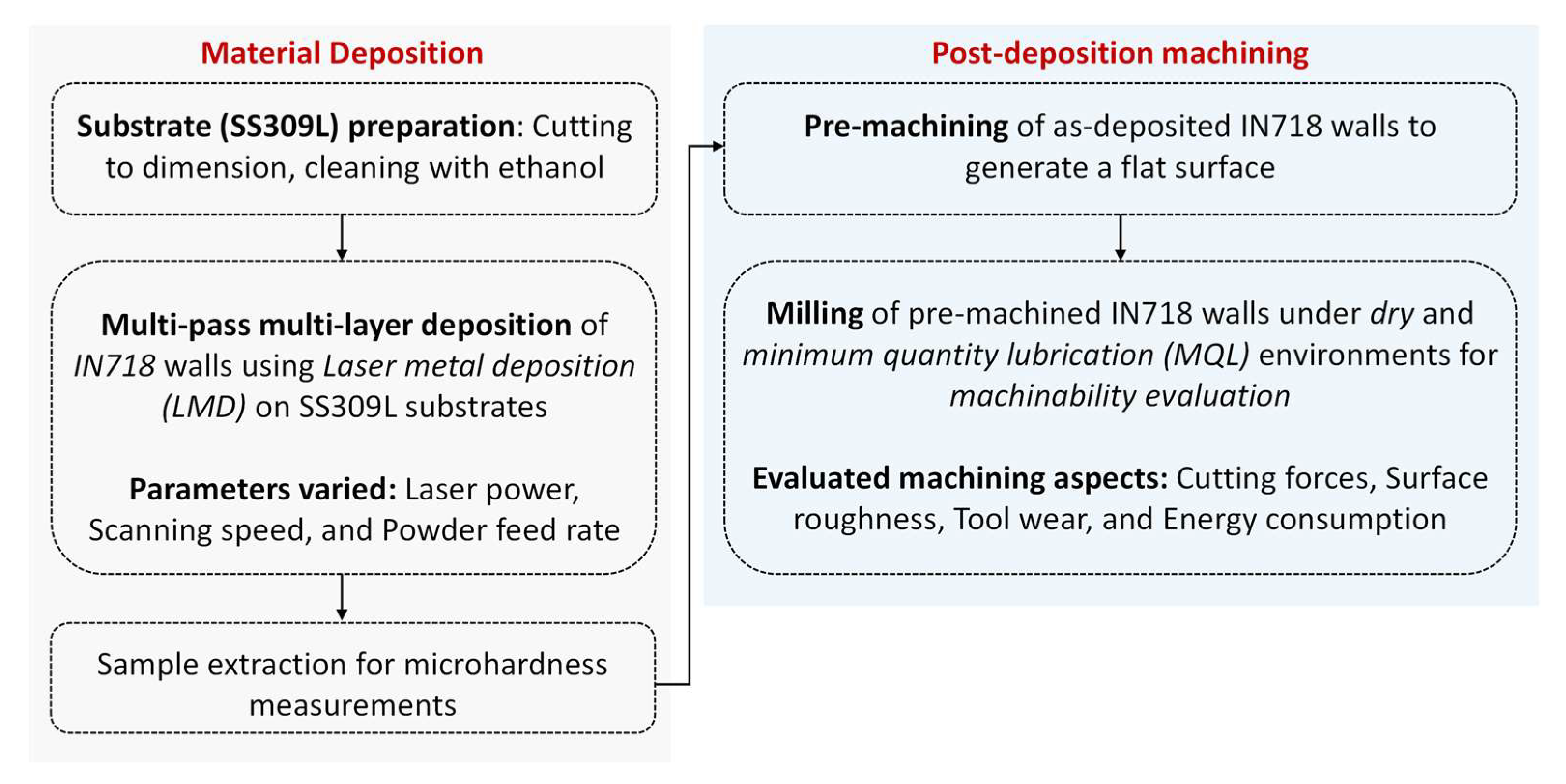
2.1. Material Deposition
2.2. Post-Deposition Machining
3. Results and Discussion
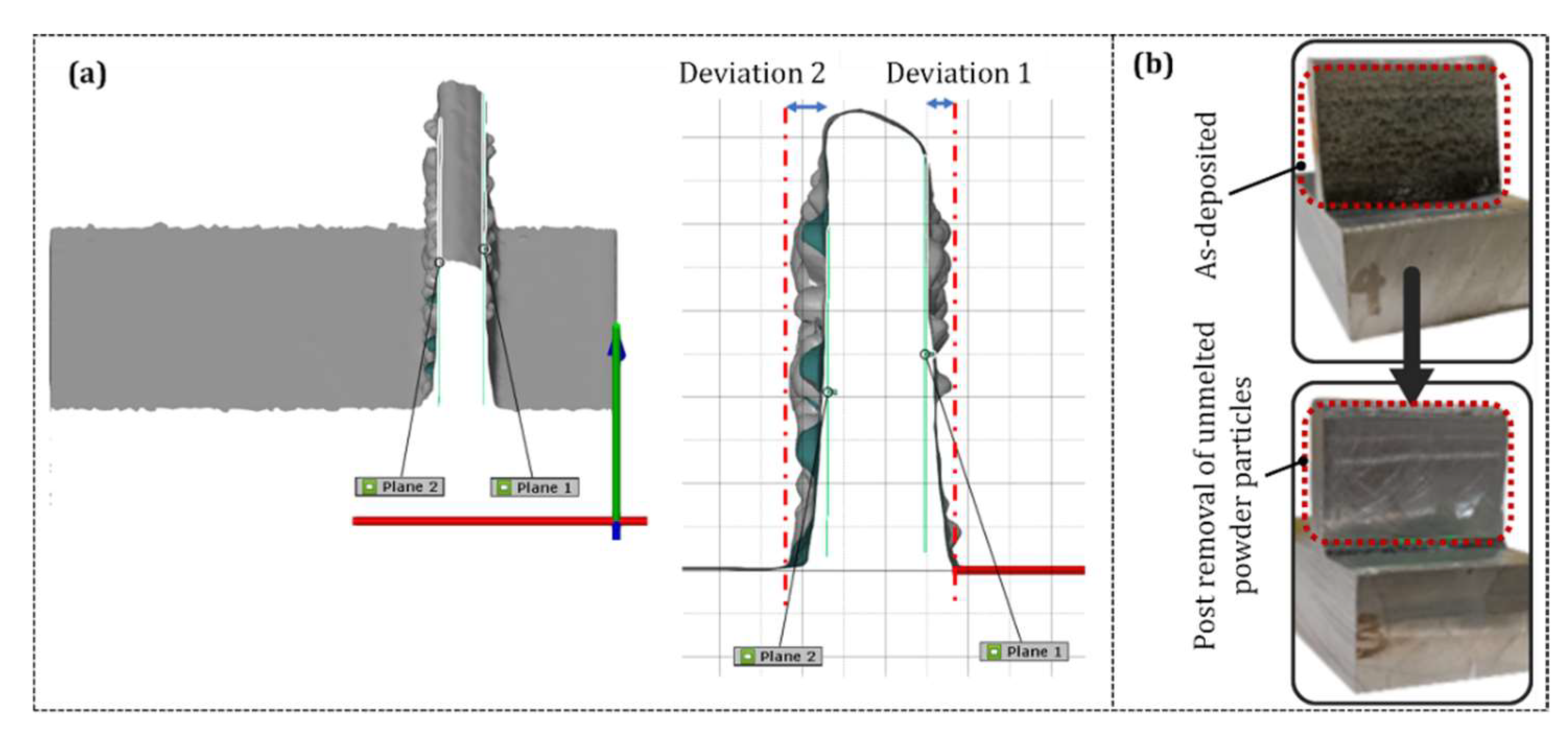
3.1. Surface Appearance
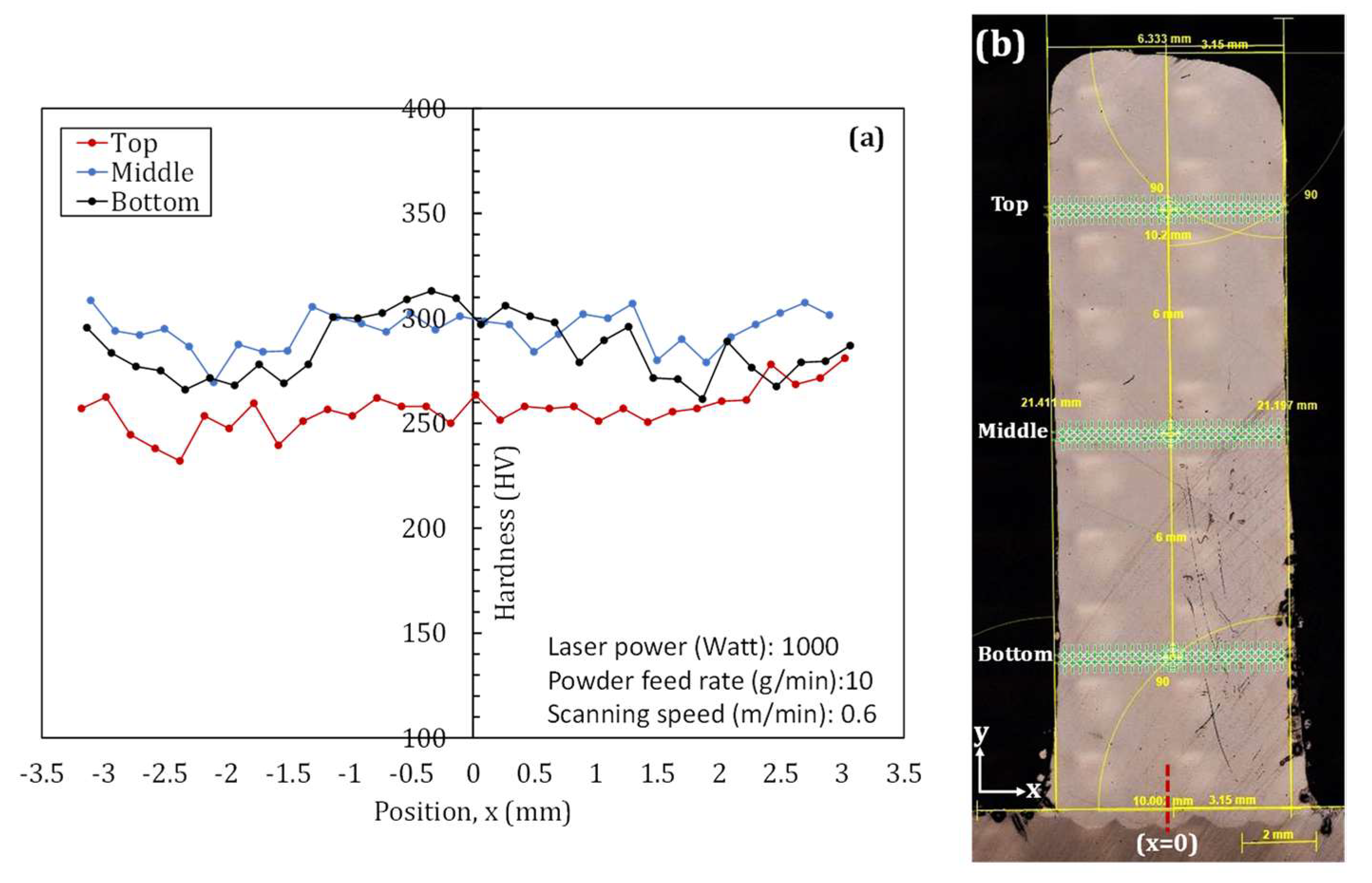
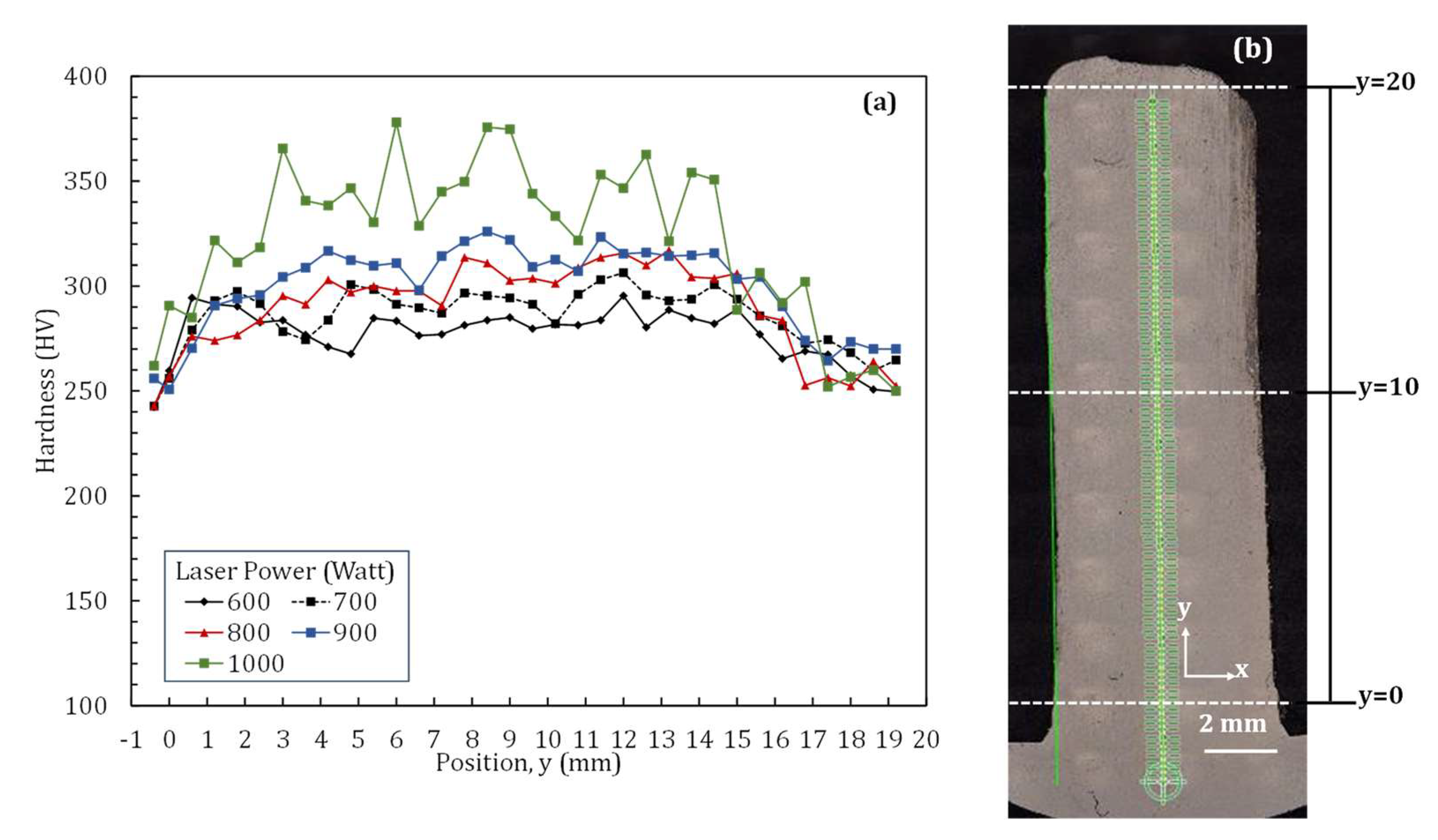
3.2. Build Direction Hardness Variation
3.3. Machinability Evaluation
3.3.1. Effect of Build Direction Anisotropy and Cutting Environment
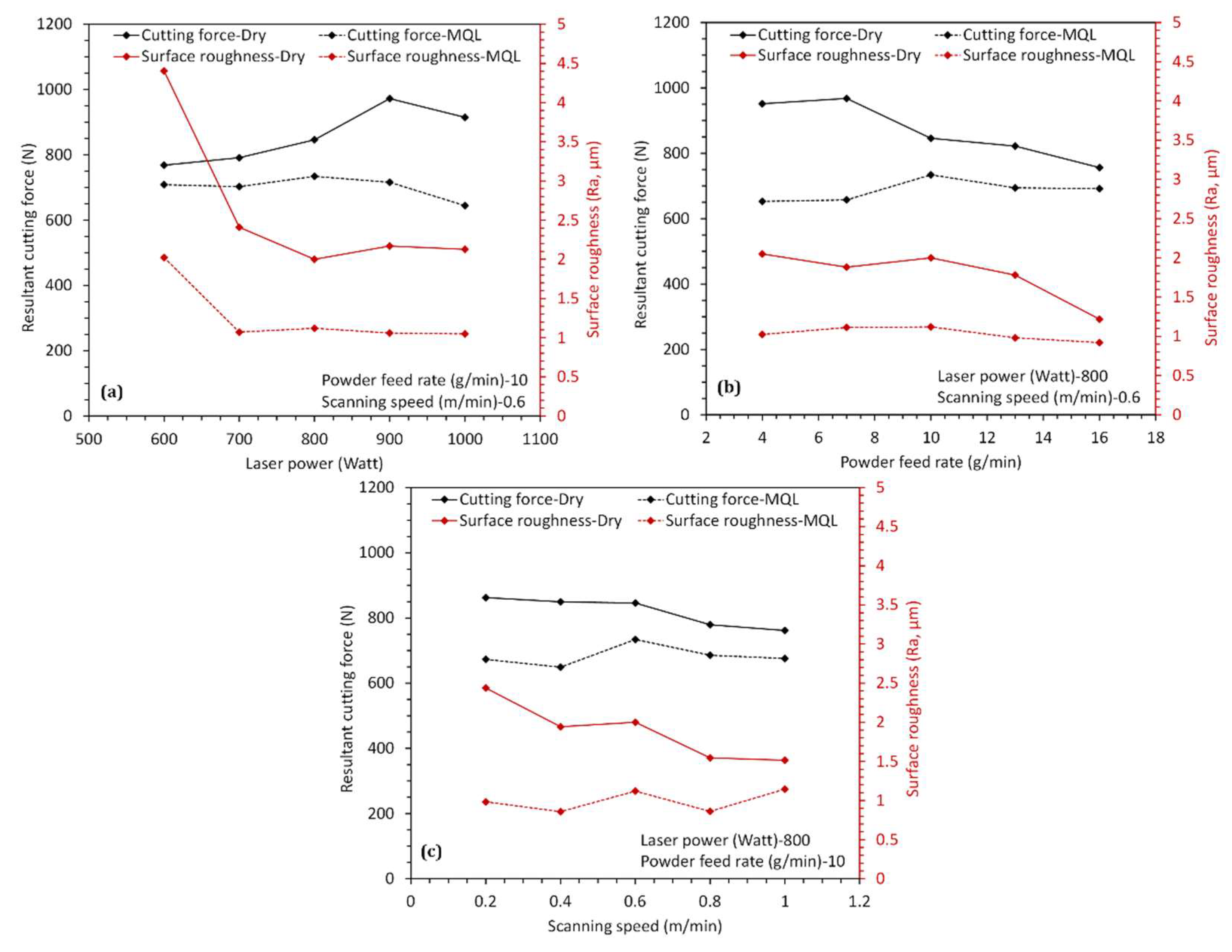
3.3.2. Process Parameter–Cutting Environment Interplay
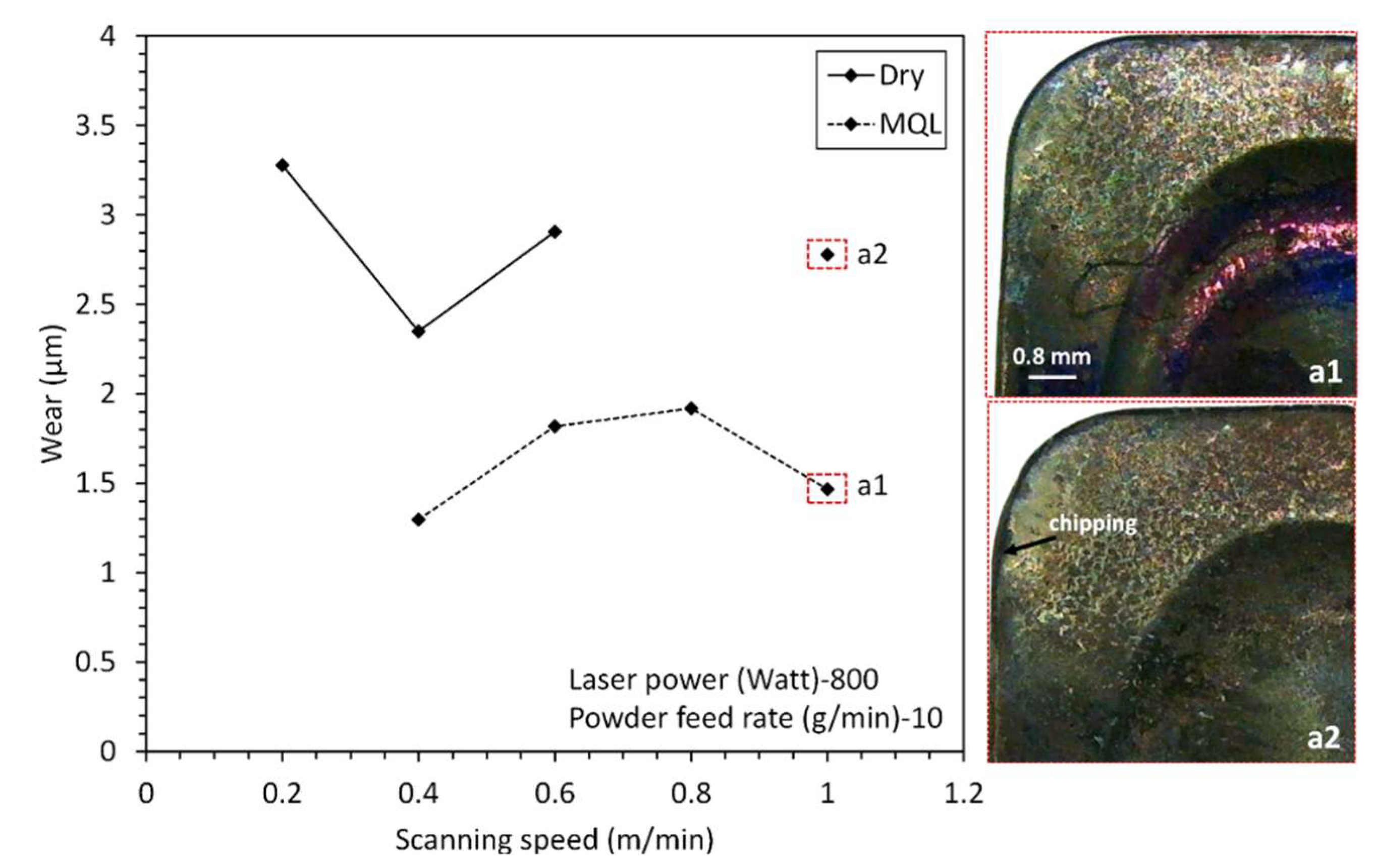
3.3.3. Tool Wear
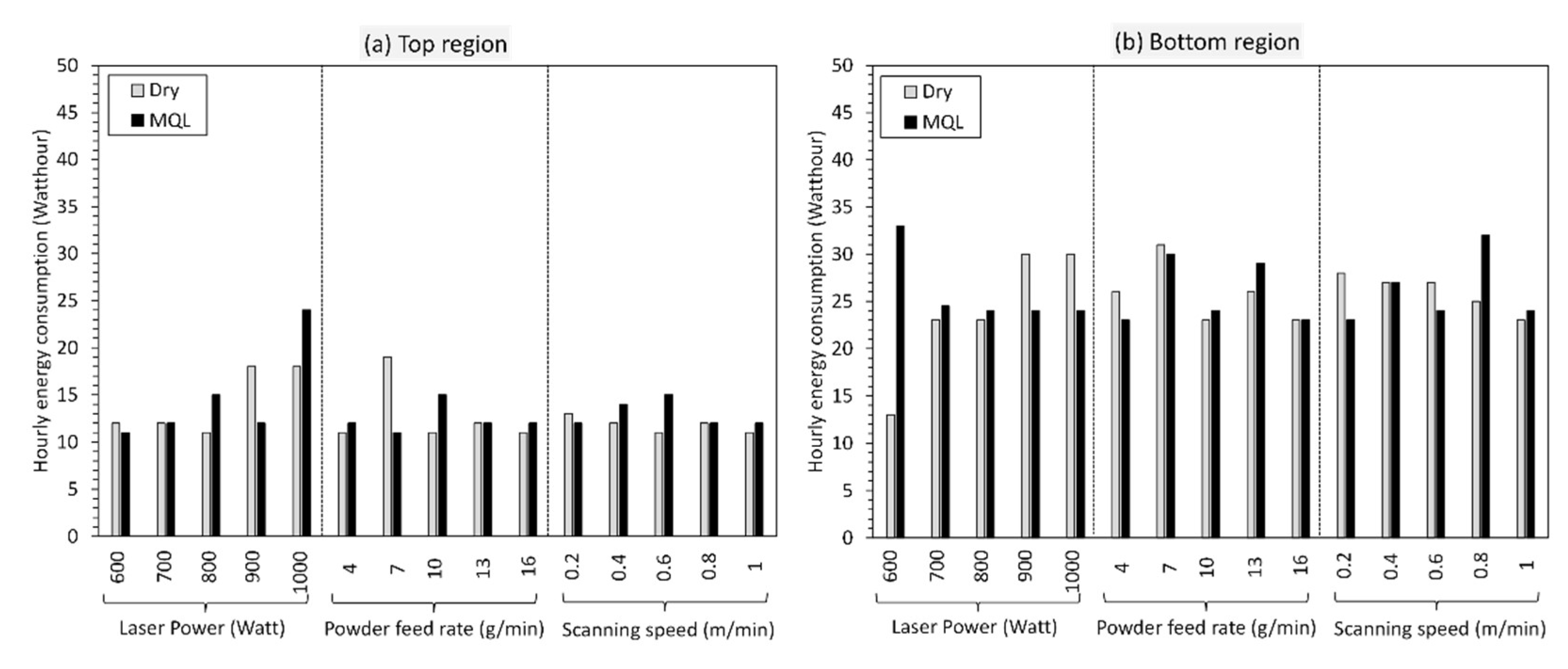
3.3.4. Energy Consumption
4. Conclusions and Future Directions
- The machinability of the LMDed IN718 wall is location-dependent owing to the build direction hardness heterogeneity. The bottom region of the IN718 wall, i.e., the initially deposited layers, with considerably higher hardness than the top region, makes machining of the deposited wall closer to the substrate notably more difficult than away from the substrate.
- Machining of the bottom region leads to substantially higher cutting forces, surface roughness, and temperatures compared to the top region. In addition, while in the bottom region, the variation in these aspects across the entire LMD processing range is large, the variation is minimal in the top region.
- The machinability of LMDed IN718 walls under a dry-cutting environment is inferior compared to MQL machining along the entire build direction. MQL greatly improves machining across all processing parameters regardless of the machining location; however, the effect is more pronounced in the bottom region.
- While MQL positively impacts machinability and reduces tool wear to a great extent, the hourly energy consumption remains comparable to dry cutting. This finding holds significance for the ASM process chain, as the negligible increase in hourly energy consumption can largely compensate for the cost of the MQL setup and other accessories.
- Laser power is identified as the parameter that most influences the processing performance. The variation in powder feed rate and scanning speed has little-to-no effect on the cutting force, whereas the increase in laser power significantly increases the cutting forces. Higher laser powers are detrimental, as they contribute to higher hardness and lead to higher surface roughness. In comparison, a combination of a higher power feed rate and lower scanning speed is essential for ease of machining.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Abbreviations: | |
| LMD | Laser metal deposition |
| DED | Directed energy deposition |
| AM | Additive manufacturing |
| MQL | Minimum quantity lubrication |
| SS | Stainless steel |
| LDED | Laser-directed energy deposition |
| ASM | Additive–subtractive manufacturing |
| LMDed | Laser metal deposited |
| FGM | Functionally graded material |
| Symbols: | |
| Vc | Cutting speed (m/min) |
| fz | Feed per tooth (mm/tooth) |
| ap | Depth of cut (mm) |
| ae | Cutting width (mm) |
| G | Temperature gradient |
| R | Solidification growth rate |
| HI | Heat input (J/m) |
| P | Laser power (Watt) |
| V | Scanning speed (m/min) |
Appendix A
References
- Wang, X.; Jiang, J.; Tian, Y. A review on macroscopic and microstructural features of metallic coating created by pulsed laser material deposition. Micromachines 2022, 13, 659. [Google Scholar] [CrossRef] [PubMed]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Cortina, M.; Ruiz, J.E.; Lamikiz, A. Combination of laser material deposition and laser surface processes for the holistic manufacture of inconel 718 components. Materials 2018, 11, 1247. [Google Scholar] [CrossRef] [PubMed]
- Cheng, J.; Xing, Y.; Dong, E.; Zhao, L.; Liu, H.; Chang, T.; Chen, M.; Wang, J.; Lu, J.; Wan, J. An overview of laser metal deposition for cladding: Defect formation mechanisms, defect suppression methods and performance improvements of laser-cladded layers. Materials 2022, 15, 5522. [Google Scholar] [CrossRef]
- Mazzucato, F.; Menerini, M.; Valente, A. Laser-based Hybrid System for Inconel 718 part repairing. Procedia CIRP 2020, 95, 29–34. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Hao, L.; Kong, C.Y. Surface finish improvement of LMD samples using laser polishing. Virtual Phys. Prototyp. 2010, 5, 215–221. [Google Scholar] [CrossRef]
- Rombouts, M.; Maes, G.; Hendrix, W.; Delarbre, E.; Motmans, F. Surface finish after laser metal deposition. Phys. Procedia 2013, 41, 810–814. [Google Scholar] [CrossRef]
- Ostra, T.; Alonso, U.; Veiga, F.; Ortiz, M.; Ramiro, P.; Alberdi, A. Analysis of the machining process of inconel 718 parts manufactured by laser metal deposition. Materials 2019, 12, 2159. [Google Scholar] [CrossRef]
- Rosa, B.; Mognol, P.; Hascoët, J.Y. Laser polishing of additive laser manufacturing surfaces. J. Laser Appl. 2015, 27, S29102. [Google Scholar] [CrossRef]
- Maffia, S.; Chiappini, F.; Maggiani, G.; Furlan, V.; Guerrini, M.; Previtali, B. Enhancing productivity and efficiency in conventional laser metal deposition process for Inconel 718–Part II: Advancing the process performance. Int. J. Adv. Manuf. Technol. 2023, 129, 279–298. [Google Scholar] [CrossRef]
- Paulonis, D.F.; Schirra, J.J. Alloy 718 at Pratt & Whitney–Historical perspective and future challenges. Superalloys 2001, 718, 13–23. [Google Scholar]
- Mazzucato, F.; Forni, D.; Valente, A.; Cadoni, E. Laser metal deposition of Inconel 718 alloy and as-built mechanical properties compared to casting. Materials 2021, 14, 437. [Google Scholar] [CrossRef] [PubMed]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Yin, Q.; Liu, Z.; Wang, B.; Song, Q.; Cai, Y. Recent progress of machinability and surface integrity for mechanical machining Inconel 718: A review. Int. J. Adv. Manuf. Technol. 2020, 109, 215–245. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E.; Ozlu, E.; Koc, B. Machining behavior of Inconel 718 in hybrid additive and subtractive manufacturing. CIRP J. Manuf. Sci. Technol. 2023, 46, 178–190. [Google Scholar] [CrossRef]
- Shu, L.; Cang, X.; Zhou, J.; Heng, Z.; Wu, H.; He, W. Study on machinability and grain deformation of laser cladding manufactured and wrought IN718 alloys in dry milling process. Mater. Today Commun. 2023, 34, 105066. [Google Scholar] [CrossRef]
- Zhao, Y.; Han, X.; Xu, Z.; Sun, Y.; Meng, W. Influence of Thermogenetic Effect on Machinability of IN718 Alloy Made by Additive–Subtractive Integrated Manufacturing. J. Mater. Eng. Perform. 2023, 32, 1–19. [Google Scholar] [CrossRef]
- Li, B.; Zhang, R.; Malik, A.; Li, W. Machinability of partition milling stainless steel/Inconel functionally gradient material printed with directed energy deposition. Int. J. Adv. Manuf. Technol. 2022, 122, 3009–3022. [Google Scholar] [CrossRef]
- Zhang, R.; Nagaraja, K.M.; Bian, N.; Fisher, E.; Ahmadyar, S.; Bayazitoglu, K.; Lu, H.; Li, W. Experimental studies on fabricating functionally gradient material of stainless steel 316L-Inconel 718 through hybrid manufacturing: Directed energy deposition and machining. Int. J. Adv. Manuf. Technol. 2022, 120, 7815–7826. [Google Scholar] [CrossRef]
- Souflas, T.; Bikas, H.; Ghassempouri, M.; Salmi, A.; Atzeni, E.; Saboori, A.; Brugnetti, I.; Valente, A.; Mazzucato, A.; Stavropoulos, P. A comparative study of dry and cryogenic milling for Directed Energy Deposited IN718 components: Effect on process and part quality. Int. J. Adv. Manuf. Technol. 2022, 119, 745–758. [Google Scholar] [CrossRef]
- Heigel, J.C.; Phan, T.Q.; Fox, J.C.; Gnaupel-Herold, T.H. Experimental investigation of residual stress and its impact on machining in hybrid additive/subtractive manufacturing. Procedia Manuf. 2018, 26, 929–940. [Google Scholar] [CrossRef]
- Oyelola, O.; Crawforth, P.; M’Saoubi, R.; Clare, A.T. Machining of additively manufactured parts: Implications for surface integrity. Procedia CIRP 2016, 45, 119–122. [Google Scholar] [CrossRef]
- Pereira, J.C.; Zubiri, F.; Garmendia, M.J.; Tena, M.; Gonzalez, H.; López de Lacalle, L.N. Study of laser metal deposition additive manufacturing, CNC milling, and NDT ultrasonic inspection of IN718 alloy preforms. Int. J. Adv. Manuf. Technol. 2022, 120, 2385–2406. [Google Scholar] [CrossRef]
- Careri, F.; Umbrello, D.; Essa, K.; Attallah, M.M.; Imbrogno, S. The effect of the heat treatments on the tool wear of hybrid Additive Manufacturing of IN718. Wear 2021, 470, 203617. [Google Scholar] [CrossRef]
- Calleja, A.; Urbikain, G.; González, H.; Cerrillo, I.; Polvorosa, R.; Lamikiz, A. Inconel® 718 superalloy machinability evaluation after laser cladding additive manufacturing process. Int. J. Adv. Manuf. Technol. 2018, 97, 2873–2885. [Google Scholar] [CrossRef]
- Kelliger, T.; Schraknepper, D.; Bergs, T. Fundamental investigations on the machinability of additively manufactured multi-materials. MM Sci. J. 2021, 5098–5105. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, Y.; Han, C.; Wei, Y.; Liu, Z.; Tai, Z.; Zhang, S.; Wang, D. Laser directed energy deposition/milling hybrid additive manufacturing of thin-walled GH4169 alloy: Effect of processing strategy on its microstructure and mechanical properties. Mater. Sci. Eng. A. 2023, 882, 145480. [Google Scholar] [CrossRef]
- Gupta, M.K.; Boy, M.; Korkmaz, M.E.; Yaşar, N.; Günay, M.; Krolczyk, G.M. Measurement and analysis of machining induced tribological characteristics in dual jet minimum quantity lubrication assisted turning of duplex stainless steel. Measurement 2022, 187, 110353. [Google Scholar] [CrossRef]
- Nadammal, N.; Kromm, A.; Saliwan-Neumann, R.; Farahbod, L.; Haberland, C.; Portella, P.D. Influence of support configurations on the characteristics of selective laser-melted inconel 718. JOM 2018, 70, 343–348. [Google Scholar] [CrossRef]
- Banerjee, N.; Sharma, A. Development of a friction model and its application in finite element analysis of minimum quantity lubrication machining of Ti-6Al-4 V. J. Mater. Process. Technol. 2016, 238, 181–194. [Google Scholar] [CrossRef]
- Jang, D.Y.; Jung, J.; Seok, J. Modeling and parameter optimization for cutting energy reduction in MQL milling process. Int. J. Precis. Eng. Manuf.—Green Technol. 2016, 3, 5–12. [Google Scholar] [CrossRef]
- Ozaner, O.C.; Klobčar, D.; Sharma, A. Machining Strategy Determination for Single-and Multi-Material Wire and Arc Additive Manufactured Thin-Walled Parts. Materials 2023, 16, 2055. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.; McAllister, D.; Colijn, H.; Mills, M.; Farson, D.; Nordin, M.; Babu, S. Rationalization of microstructure heterogeneity in INCONEL 718 builds made by the direct laser additive manufacturing process. Metall. Mater. Trans. A 2014, 45, 4470–4483. [Google Scholar] [CrossRef]
- Stevens, E.L.; Toman, J.; To, A.C.; Chmielus, M. Variation of hardness, microstructure, and Laves phase distribution in direct laser deposited alloy 718 cuboids. Mater. Des. 2017, 119, 188–198. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; Sui, S.; Zhong, C.; Lu, X.; Lin, X. The microstructure evolution and tensile properties of Inconel 718 fabricated by high-deposition-rate laser directed energy deposition. Addit. Manuf. 2020, 31, 100941. [Google Scholar] [CrossRef]
- Reddy, S.; Kumar, M.; Panchagnula, J.S.; Parchuri, P.K.; Kumar, S.S.; Ito, K.; Sharma, A. A new approach for attaining uniform properties in build direction in additive manufactured components through coupled thermal-hardness model. J. Manuf. Process. 2019, 40, 46–58. [Google Scholar] [CrossRef]
- Alhuzaim, A.; Imbrogno, S.; Attallah, M.M. Controlling microstructural and mechanical properties of direct laser deposited Inconel 718 via laser power. J. Alloys Compd. 2021, 872, 159588. [Google Scholar] [CrossRef]
- Zhang, K.; Liu, W.; Shang, X. Research on the processing experiments of laser metal deposition shaping. Opt. Laser Technol. 2007, 39, 549–557. [Google Scholar] [CrossRef]
- Moradi, M.; Pourmand, Z.; Hasani, A.; Moghadam, M.K.; Sakhaei, A.H.; Shafiee, M.; Lawrence, J. Direct laser metal deposition (DLMD) additive manufacturing (AM) of Inconel 718 superalloy: Elemental, microstructural and physical properties evaluation. Optik 2022, 259, 169018. [Google Scholar] [CrossRef]
- Banerjee, N.; Sharma, A. A comprehensive assessment of minimum quantity lubrication machining from quality, production, and sustainability perspectives. Sustain. Mater. Technol. 2018, 17, e00070. [Google Scholar] [CrossRef]
- Sharma, V.S.; Singh, G.; Sørby, K. A review on minimum quantity lubrication for machining processes. Mater. Manuf. Process. 2015, 30, 935–953. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. High speed machining of Inconel 718 focusing on tool surface topography of CBN tool. Procedia Manuf. 2015, 1, 675–682. [Google Scholar] [CrossRef]
- Muñoz-Escalona, P.; Shokrani, A.; Newman, S.T. Influence of cutting environments on surface integrity and power consumption of austenitic stainless steel. Robot. Comput.-Integr. Manuf. 2015, 36, 60–69. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Laser Power (W) | Powder Feed Rate (g/min) | Scanning Speed (m/min) | Number of Layers * |
|---|---|---|---|---|
| 1 | 600 | 10 | 0.6 | 56 |
| 2 | 700 | 10 | 0.6 | 52 |
| 3 | 800 | 10 | 0.6 | 52 |
| 4 | 900 | 10 | 0.6 | 52 |
| 5 | 1000 | 10 | 0.6 | 40 |
| 6 | 800 | 4 | 0.6 | 80 |
| 7 | 800 | 7 | 0.6 | 56 |
| 8 | 800 | 10 | 0.6 | 52 |
| 9 | 800 | 13 | 0.6 | 32 |
| 10 | 800 | 16 | 0.6 | 32 |
| 11 | 800 | 10 | 0.2 | 14 |
| 12 | 800 | 10 | 0.4 | 25 |
| 13 | 800 | 10 | 0.6 | 52 |
| 14 | 800 | 10 | 0.8 | 68 |
| 15 | 800 | 10 | 1.0 | 94 |
| Machining Parameter | Value |
|---|---|
| Cutting speed, Vc (m/min) | 50 |
| Feed per tooth, fz (mm/tooth) | 0.1 |
| Depth of cut, ap (mm) | 0.8 |
| Cutting width, ae (mm) | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ozaner, O.C.; Kapil, A.; Sato, Y.; Hayashi, Y.; Ikeda, K.; Suga, T.; Tsukamoto, M.; Karabulut, S.; Bilgin, M.; Sharma, A. Dry and Minimum Quantity Lubrication Machining of Additively Manufactured IN718 Produced via Laser Metal Deposition. Lubricants 2023, 11, 523. https://doi.org/10.3390/lubricants11120523
Ozaner OC, Kapil A, Sato Y, Hayashi Y, Ikeda K, Suga T, Tsukamoto M, Karabulut S, Bilgin M, Sharma A. Dry and Minimum Quantity Lubrication Machining of Additively Manufactured IN718 Produced via Laser Metal Deposition. Lubricants. 2023; 11(12):523. https://doi.org/10.3390/lubricants11120523
Chicago/Turabian StyleOzaner, Ozan Can, Angshuman Kapil, Yuji Sato, Yoshihiko Hayashi, Keiichiro Ikeda, Tetsuo Suga, Masahiro Tsukamoto, Sener Karabulut, Musa Bilgin, and Abhay Sharma. 2023. "Dry and Minimum Quantity Lubrication Machining of Additively Manufactured IN718 Produced via Laser Metal Deposition" Lubricants 11, no. 12: 523. https://doi.org/10.3390/lubricants11120523
APA StyleOzaner, O. C., Kapil, A., Sato, Y., Hayashi, Y., Ikeda, K., Suga, T., Tsukamoto, M., Karabulut, S., Bilgin, M., & Sharma, A. (2023). Dry and Minimum Quantity Lubrication Machining of Additively Manufactured IN718 Produced via Laser Metal Deposition. Lubricants, 11(12), 523. https://doi.org/10.3390/lubricants11120523