Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Cutting Tool and Workpiece Specifications
2.2. Experimental Design and Physical Tests
2.3. Quadratic Regression Model
· f2 + 0.597705 · vc · f − 0.259394· vc · ap + 476.286 · f · ap
· f2 + 1.31582 · vc · f − 0.148916 · vc · ap + 84.4365 · f · ap
· f2 + 0.118337 · vc · f − 0.329519 · vc · ap + 328.492 · f · ap
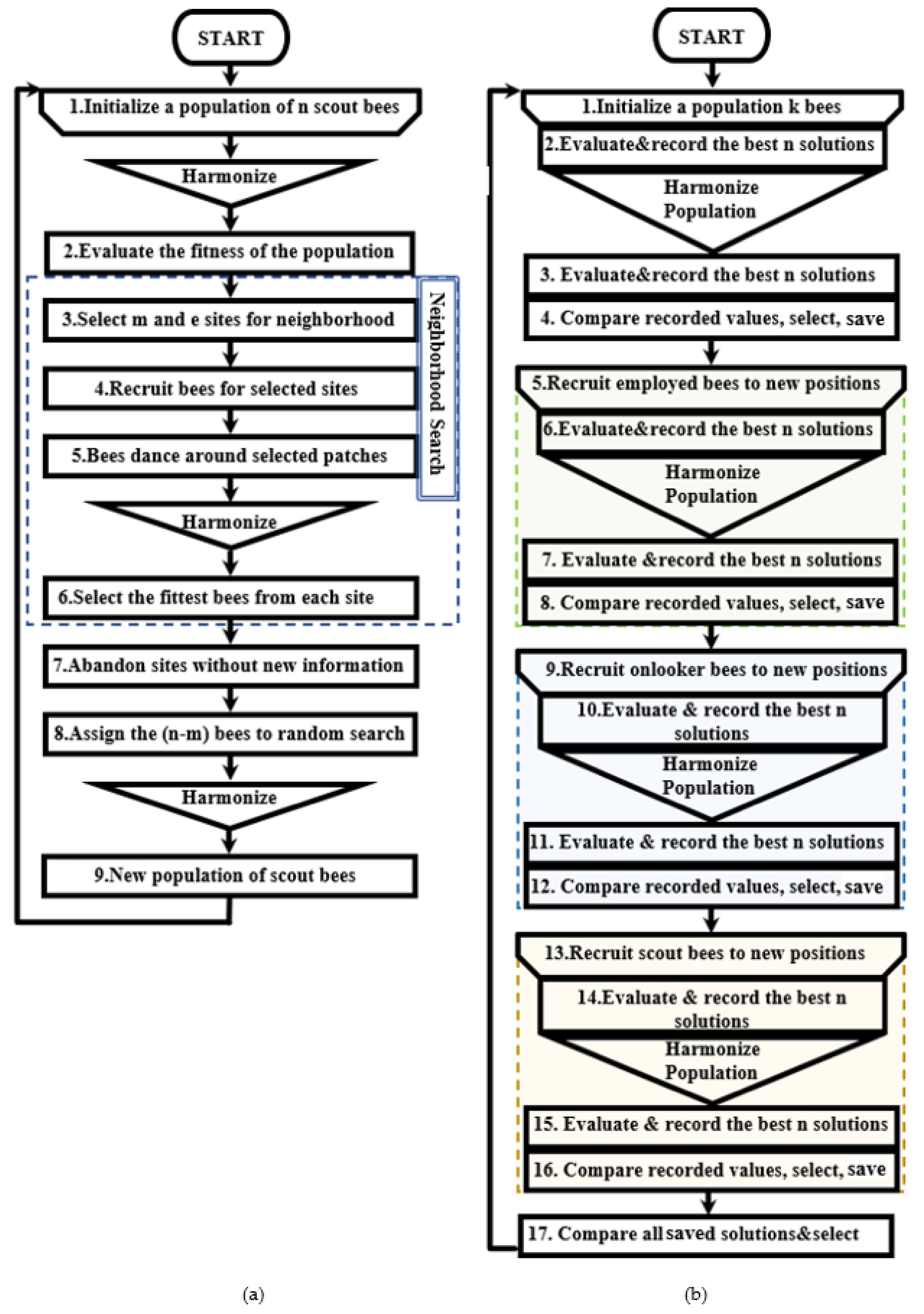
2.4. Harmonic Artificial Bee Colony Algorithm
- Place the employed bees on the food sources in the memory.
- Place the onlooker bees on the food sources in the memory.
- Place the scouts in the search area for the discovery of a new food source.
2.5. Taguchi’s S/N Ratio Method
2.6. Response Surface Methodology
3. Results
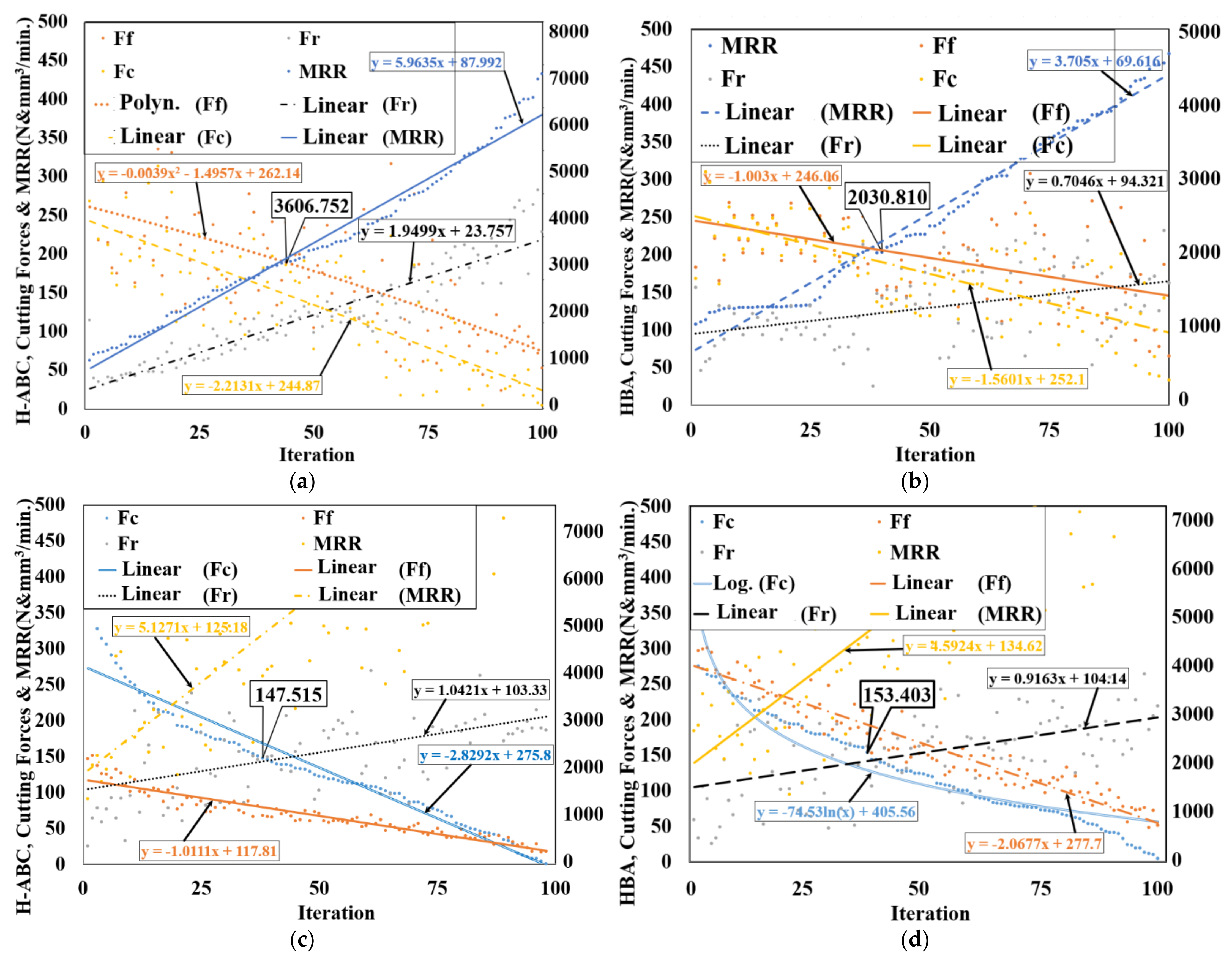
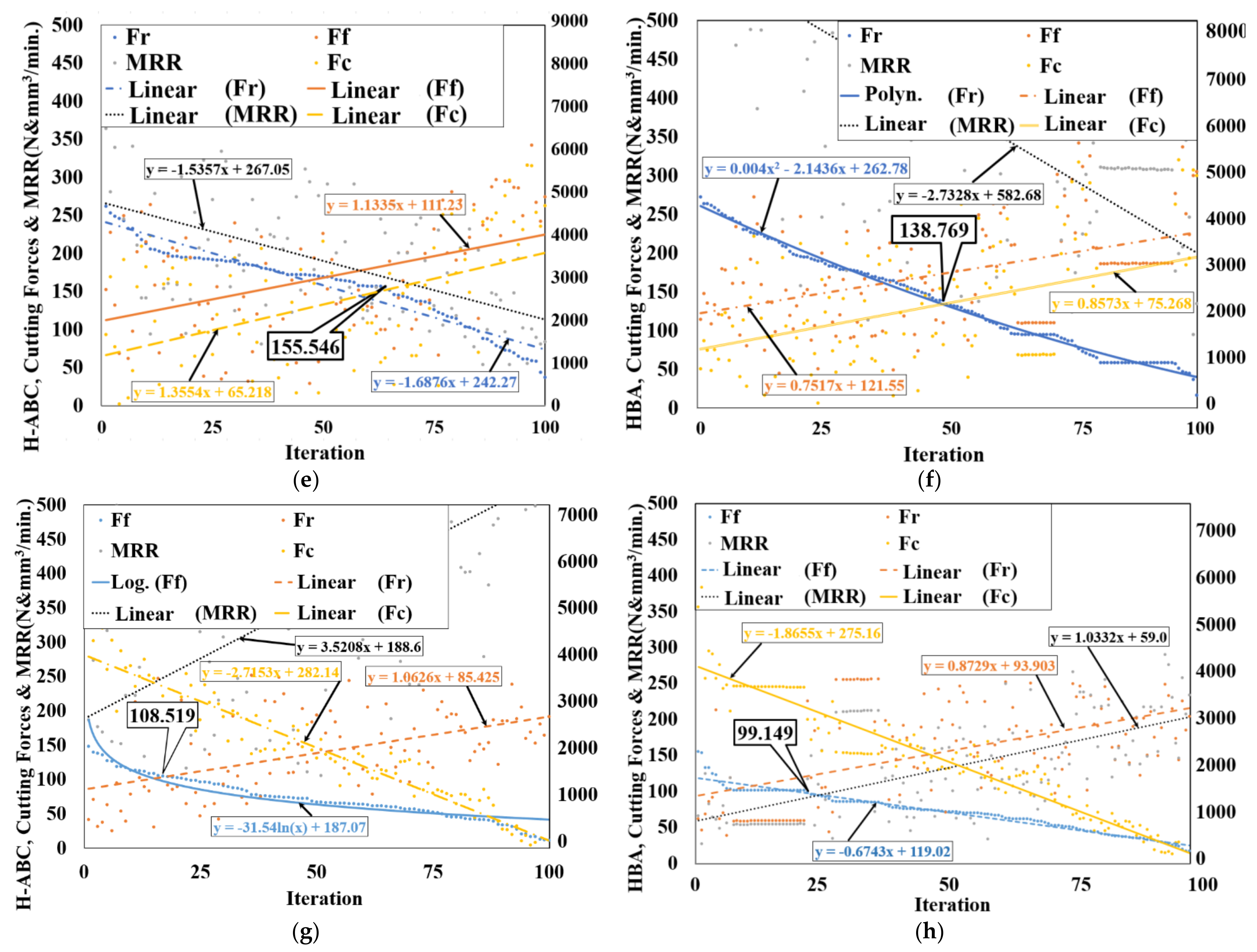
3.1. Optimization with H-ABC and HBA Algorithms
1.80505 E − 11 · f2 + 125.000 · vc · f − 14.0000 · vc · ap + 22666.7 · f · ap
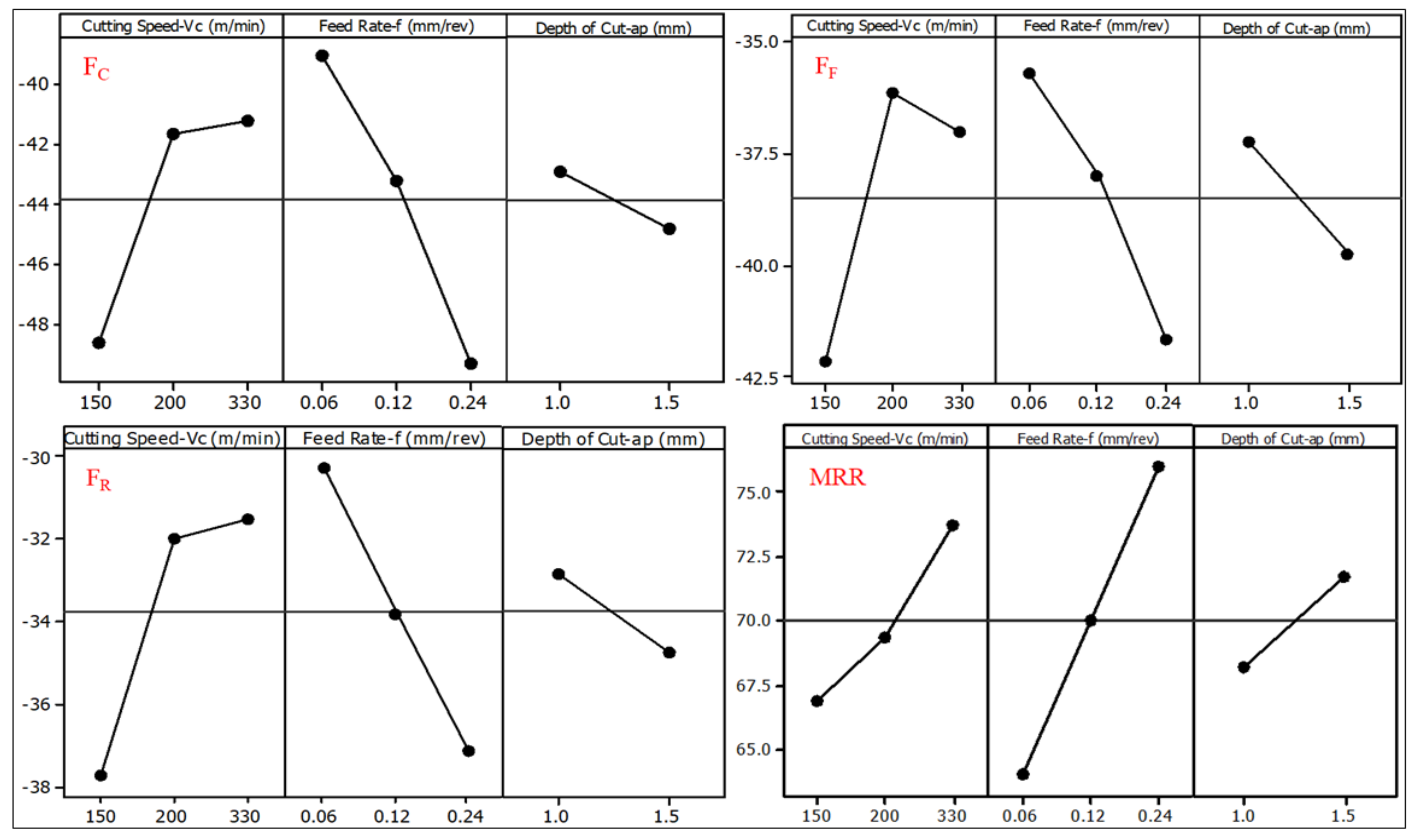
3.2. Optimization with Taguchi S/N Ratio
3.3. Optimization with Response Surface Methodology
4. Discussion
5. Conclusions
- Although traditional methods such as Taguchi and RSM provided reliable optimum results in the past, new methods should be applied to turning operations and related academic studies in order to understand their capabilities.
- The complexity of the machining operations makes it hard to reach optimal solutions for cutting parameters. Therefore, it is very important to obtain the best results for improved machining quality. However, momentary alterations due to vibrations and tool wear, etc., usually lead to underperformance relative to the purposed performance criteria. The main aim here was to observe which optimization approach provides the best solution in terms of cutting forces. We expected to obtain limited results because MRR and cutting forces require opposite levels of cutting parameters. If one approach is aimed purely at MRR or cutting forces, higher accuracy can be determined.
- Taguchi presents absolute solutions concerned with the experimental plan. In this way, the optimized parameters and results can be found without additional experiments. Because the method provides only individual optimization, it is not possible to observe the interactive solutions. Thus, Taguchi explored the experimental lines which lead to reduced error rates in the predicted response parameters, such as FC and MRR (0%), FF (20%), FR (8%).
- RSM gives multiple optimization results at intermediate values which require further confirmation experiments. According to the results, vc = 280 m/min, f = 0.18 mm/rev, and aP = 1 mm values were determined as the optimum solution by RSM. An additional experiment was carried out under these cutting conditions, which exhibited the high accuracy (80.2–98.3%) and validity of the model.
- The comparison of the two nature-inspired algorithms demonstrated that the newly developed H-ABC showed preferable results compared to the HBA algorithm. The FC, FF and MRR parameters were obtained with high accuracy (91%, 84.3% and 84.6%), and FR was achieved within an acceptable error rate (28.7%). The HBA algorithm indicated low accuracy for all of the response parameters.
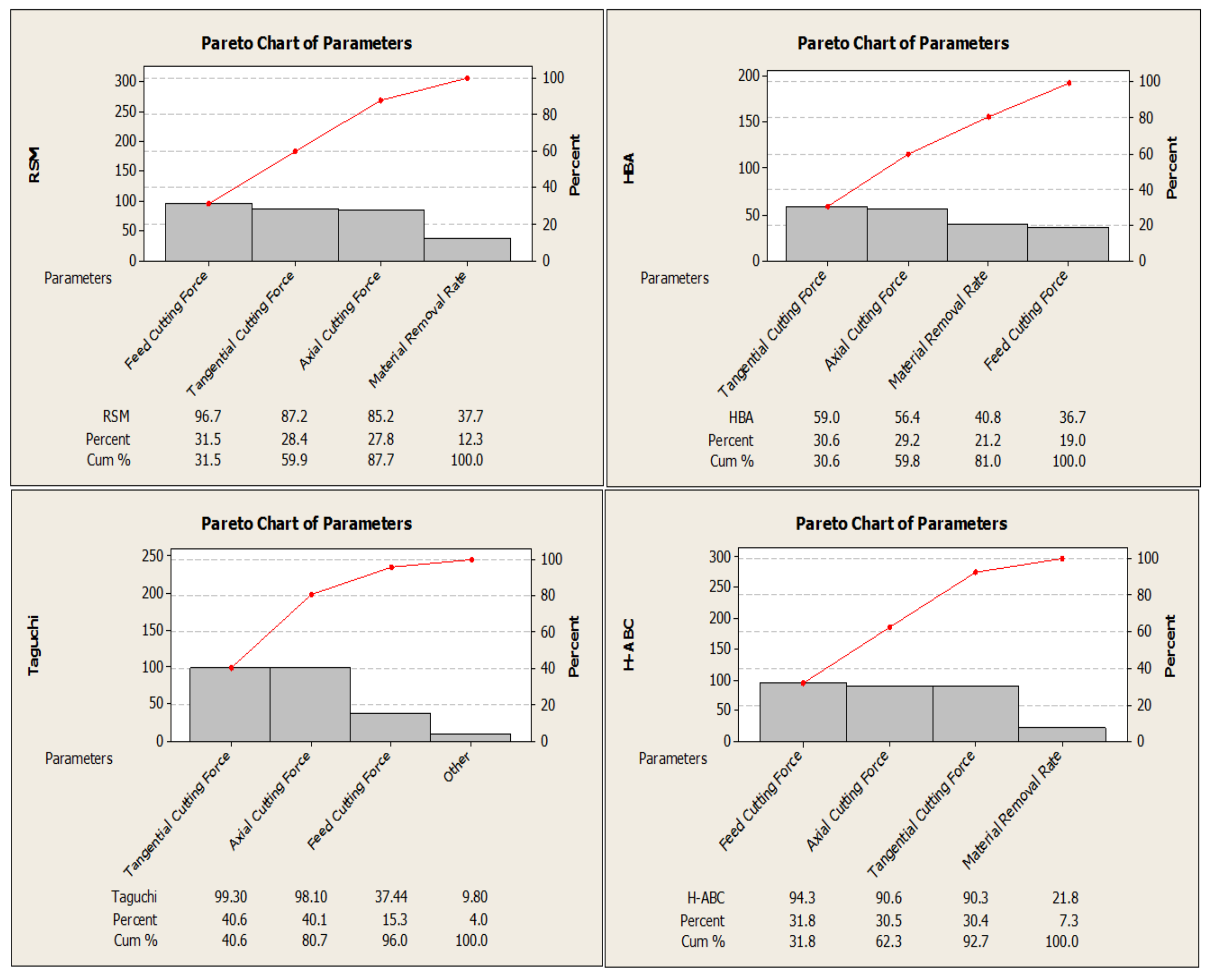
- In order to compare the four optimization methods and provide a clear discussion about their success, the individual and composite desirability of each method for FC, MRR, FF, and FR were calculated. Accordingly, RSM and H-ABC provide higher composite desirability with 72.1% and 64%, respectively, compared to Taguchi (40.2–43.4%) and HBA (47.2%). Because RSM and H-ABC prove the validity with additional experiments, good desirability ratios make them useful for simultaneous optimization.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| FC | Tangential cutting force |
| FF | Axial cutting force |
| FR | Radial cutting force |
| S/N | Taguchi signal-to-noise ratio |
| HBA | Harmonic bee algorithm |
| H-ABC | Harmonic artificial bee colony algorithm |
| RSM | Response surface methodology |
References
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Mia, M.; Jamil, M.; Singla, A.K.; Bansal, A.; Pimenov, D.Y.; Kuntoğlu, M. Tribological performance based machinability investigations in cryogenic cooling assisted turning of α-β titanium alloy. Tribol. Int. 2021, 160, 107032. [Google Scholar] [CrossRef]
- Kundrak, J.; Molnar, V.; Deszpoth, I. Comparative analysis of machining procedures. Machines 2018, 6, 13. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kapłonek, W.; Nadolny, K.; Patra, K.; Mikolajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement 2021, 173, 108582. [Google Scholar] [CrossRef]
- Razeghiyadaki, A.; Molardi, C.; Talamona, D.; Perveen, A. Modeling of material removal rate and surface roughness generated during electro-discharge machining. Machines 2019, 7, 47. [Google Scholar] [CrossRef]
- Su, Y.; Zhao, G.; Zhao, Y.; Meng, J.; Li, C. Multi-objective optimization of cutting parameters in turning aisi 304 austenitic stainless steel. Metals 2020, 10, 217. [Google Scholar] [CrossRef]
- Kilickap, E.; Yardimeden, A.; Çelik, Y.H. Mathematical modelling and optimization of cutting force, tool wear and surface roughness by using artificial neural network and response surface methodology in milling of ti-6242s. Appl. Sci. 2017, 7, 1064. [Google Scholar] [CrossRef]
- Vu, N.-P.; Nguyen, Q.-T.; Tran, T.-H.; Le, H.-K.; Nguyen, A.-T.; Luu, A.-T.; Nguyen, V.-T.; Le, X.-H. Optimization of grinding parameters for minimum grinding time when grinding tablet punches by cbn wheel on cnc milling machine. Appl. Sci. 2019, 9, 957. [Google Scholar] [CrossRef]
- Azim, S.; Noor, S.; Khalid, Q.S.; Khan, A.M.; Pimenov, D.Y.; Ahmad, I.; Babar, A.R.; Pruncu, C.I. Sustainable manufacturing and parametric analysis of mild steel grade 60 by deploying cnc milling machine and taguchi method. Metals 2020, 10, 1303. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Karkalos, N.E.; Mia, M.; Pimenov, D.Y.; Gupta, M.K.; Hegab, H.; Khanna, N.; Aizebeoje Balogun, V.; Sharma, S. Sustainability assessment, investigations, and modelling of slot milling characteristics in eco-benign machining of hardened steel. Metals 2020, 10, 1650. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Abbas, A.T.; Gupta, M.K.; Erdakov, I.N.; Soliman, M.S.; El Rayes, M.M. Investigations of surface quality and energy consumption associated with costs and material removal rate during face milling of aisi 1045 steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3511–3525. [Google Scholar] [CrossRef]
- Lyu, Y.; Jamil, M.; He, N.; Gupta, M.K.; Pimenov, D.Y. Development and testing of a high-frequency dynamometer for high-speed milling process. Machines 2021, 9, 11. [Google Scholar] [CrossRef]
- Yaldız, S.; Ünsaçar, F. A dynamometer design for measurement the cutting forces on turning. Measurement 2006, 39, 80–89. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A review of indirect tool condition monitoring systems and decision-making methods in turning: Critical analysis and trends. Sensors 2020, 21, 108. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Güneş, A.; Şahin, Ö.S. Optimization of cutting forces during turning of composite materials. Acad. Platf. J. Eng. Sci. 2020, 8, 423–431. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 2019, 140, 427–436. [Google Scholar] [CrossRef]
- Laghari, R.A.; Li, J.; Mia, M. Effects of turning parameters and parametric optimization of the cutting forces in machining sicp/al 45 wt% composite. Metals 2020, 10, 840. [Google Scholar] [CrossRef]
- Zerti, A.; Yallese, M.A.; Meddour, I.; Belhadi, S.; Haddad, A.; Mabrouki, T. Modeling and multi-objective optimization for minimizing surface roughness, cutting force, and power, and maximizing productivity for tempered stainless steel aisi 420 in turning operations. Int. J. Adv. Manuf. Technol. 2019, 102, 135–157. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; David, C.N.; Sagris, D.S.; Paipetis, A.S. Machinability of eco-friendly lead-free brass alloys: Cutting-force and surface-roughness optimization. Metals 2018, 8, 250. [Google Scholar] [CrossRef]
- Selvaraj, D.P.; Chandramohan, P.; Mohanraj, M. Optimization of surface roughness, cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process using taguchi method. Measurement 2014, 49, 205–215. [Google Scholar] [CrossRef]
- Aouici, H.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Rigal, J.-F. Analysis of surface roughness and cutting force components in hard turning with cbn tool: Prediction model and cutting conditions optimization. Measurement 2012, 45, 344–353. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of aisi 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Leksycki, K.; Feldshtein, E.; Lisowicz, J.; Chudy, R.; Mrugalski, R. Cutting forces and chip shaping when finish turning of 17-4 ph stainless steel under dry, wet, and mql machining conditions. Metals 2020, 10, 1187. [Google Scholar] [CrossRef]
- Lalwani, D.; Mehta, N.; Jain, P. Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of mdn250 steel. J. Mater. Process. Technol. 2008, 206, 167–179. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Yaşar, N.; Günay, M. Numerical and experimental investigation of cutting forces in turning of nimonic 80a superalloy. Eng. Sci. Technol. Int. J. 2020, 23, 664–673. [Google Scholar] [CrossRef]
- Bouzid, L.; Boutabba, S.; Yallese, M.A.; Belhadi, S.; Girardin, F. Simultaneous optimization of surface roughness and material removal rate for turning of x20cr13 stainless steel. Int. J. Adv. Manuf. Technol. 2014, 74, 879–891. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Ullah, M.S.; Zobaer, S.T. Taguchi s/n based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under mql cutting condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Kaladhar, M. Evaluation of hard coating materials performance on machinability issues and material removal rate during turning operations. Measurement 2019, 135, 493–502. [Google Scholar] [CrossRef]
- Kini, M.V.; Chincholkar, A. Effect of machining parameters on surface roughness and material removal rate in finish turning of ±30 glass fibre reinforced polymer pipes. Mater. Des. 2010, 31, 3590–3598. [Google Scholar] [CrossRef]
- Kumar, S.L. Measurement and uncertainty analysis of surface roughness and material removal rate in micro turning operation and process parameters optimization. Measurement 2019, 140, 538–547. [Google Scholar] [CrossRef]
- Yildiz, A.R. Optimization of cutting parameters in multi-pass turning using artificial bee colony-based approach. Inf. Sci. 2013, 220, 399–407. [Google Scholar] [CrossRef]
- Prasanth, R.S.S.; Raj, K.H. Optimization of straight cylindrical turning using artificial bee colony (abc) algorithm. J. Inst. Eng. (India) Ser. C 2017, 98, 171–177. [Google Scholar] [CrossRef]
- Öztürk, O.; Kalyoncu, M.; Ünüvar, A. Multi objective optimization of cutting parameters in a single pass turning operation using the bees algorithm. In Proceedings of the 1st International Conference on Advances in Mechanical and Mechatronics Engineering, Ankara, Turkey, 8–9 November 2018. [Google Scholar]
- Bhor, Y.; Kakuste, N.S.; Gaynar, S. Optimization of Turning Parameters Using Taguchi’s Method and Artificial Bee Colony Algorithm; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; p. 012064. [Google Scholar]
- Shettigar, A.K.; Patel, G.M.; Chate, G.R.; Vundavilli, P.R.; Parappagoudar, M.B. Artificial bee colony, genetic, back propagation and recurrent neural networks for developing intelligent system of turning process. SN Appl. Sci. 2020, 2, 1–21. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of cutting parameters and tool geometry for multi-criteria optimization of surface roughness and vibration via response surface methodology in turning of aisi 5140 steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef] [PubMed]
- Kuntoglu, M. Sensor Fusion Based Tool Condition Monitoring in Machining. Ph.D. Thesis, Selcuk University, Selçuklu, Turkey, 2020. [Google Scholar]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H. Investigation of the effects of approaching angle and cutting parameters on machinability of aisi 5140 steel during turning. J. Polytech. 2010, 135, 99–114. [Google Scholar]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and analysis of surface roughness, flank wear and 5 different sensorial data via tool condition monitoring system in turning of aisi 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.-C.; Wu, K.-D.; Shih, W.-C.; Hsu, P.-K.; Hung, J.-P. Prediction of surface roughness based on cutting parameters and machining vibration in end milling using regression method and artificial neural network. Appl. Sci. 2020, 10, 3941. [Google Scholar] [CrossRef]
- Asiltürk, İ. Predicting surface roughness of hardened aisi 1040 based on cutting parameters using neural networks and multiple regression. Int. J. Adv. Manuf. Technol. 2012, 63, 249–257. [Google Scholar] [CrossRef]
- Lee, K.S.; Geem, Z.W. A new structural optimization method based on the harmony search algorithm. Comput. Struct. 2004, 82, 781–798. [Google Scholar] [CrossRef]
- Acar, O.; Sağlam, H.; Şaka, Z. Measuring curvature of trajectory traced by coupler of an optimal four-link spherical mechanism. Measurement 2021, 176, 109189. [Google Scholar] [CrossRef]
- Geem, Z.W.; Kim, J.H.; Loganathan, G.V. A new heuristic optimization algorithm: Harmony search. Simulation 2001, 76, 60–68. [Google Scholar] [CrossRef]
- Karaboga, D.; Basturk, B. A powerful and efficient algorithm for numerical function optimization: Artificial bee colony (abc) algorithm. J. Glob. Optim. 2007, 39, 459–471. [Google Scholar] [CrossRef]
- Pham, D.; Kalyoncu, M. Optimisation of a fuzzy logic controller for a flexible single-link robot arm using the bees algorithm. In Proceedings of the 2009 7th IEEE International Conference on Industrial Informatics, Cardiff, Wales, UK, 13–16 June 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 475–480. [Google Scholar]
- Şap, E.; Usca, Ü.A.; Gupta, M.K.; Kuntoğlu, M.; Sarıkaya, M.; Pimenov, D.Y.; Mia, M. Parametric optimization for improving the machining process of cu/mo-sicp composites produced by powder metallurgy. Materials 2021, 14, 1921. [Google Scholar] [CrossRef]
- Stratogiannis, F.I.; Galanis, N.I.; Karkalos, N.E.; Markopoulos, A.P. Optimization of the manufacturing strategy, machining conditions, and finishing of a radial impeller. Machines 2020, 8, 1. [Google Scholar] [CrossRef]
- Kyratsis, P.; Tzotzis, A.; Markopoulos, A.; Tapoglou, N. Cad-based 3d-fe modelling of aisi-d3 turning with ceramic tooling. Machines 2021, 9, 4. [Google Scholar] [CrossRef]
- Taguchi, G. System of Experimental Design: Engineering Methods to Optimize Quality and Minimize Costs; Unipub: New York, NY, USA, 1987. [Google Scholar]
- Şap, E.; Usca, U.A.; Gupta, M.K.; Kuntoğlu, M. Tool wear and machinability investigations in dry turning of cu/mo-sic p hybrid composites. Int. J. Adv. Manuf. Technol. 2021, 114, 379–396. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Aslani, K.-E.; Fountas, N.A.; Vaxevanidis, N.M.; Manolakos, D.E. A comparative investigation of taguchi and full factorial design for machinability prediction in turning of a titanium alloy. Measurement 2020, 151, 107213. [Google Scholar] [CrossRef]
- Viswanathan, R.; Ramesh, S.; Maniraj, S.; Subburam, V. Measurement and multi-response optimization of turning parameters for magnesium alloy using hybrid combination of taguchi-gra-pca technique. Measurement 2020, 159, 107800. [Google Scholar] [CrossRef]
- Sultana, M.; Zaman, P.B.; Dhar, N.R. Gra-pca coupled with taguchi for optimization of inputs in turning under cryogenic cooling for aisi 4140 steel. J. Prod. Syst. Manuf. Sci. 2020, 1, 10. [Google Scholar]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. Part B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Joardar, H.; Das, N.; Sutradhar, G.; Singh, S. Application of response surface methodology for determining cutting force model in turning of lm6/sicp metal matrix composite. Measurement 2014, 47, 452–464. [Google Scholar] [CrossRef]
- Yadav, R.N. A hybrid approach of taguchi-response surface methodology for modeling and optimization of duplex turning process. Measurement 2017, 100, 131–138. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Modeling of machining parameters affecting flank wear and surface roughness in hot turning of monel-400 using response surface methodology (rsm). Measurement 2019, 137, 375–381. [Google Scholar] [CrossRef]
- Abbas, A.T.; Ragab, A.E.; Benyahia, F.; Soliman, M.S. Taguchi robust design for optimizing surface roughness of turned aisi 1045 steel considering the tool nose radius and coolant as noise factors. Adv. Mater. Sci. Eng. 2018, 2018, 1–9. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Cr | Ni | Si | Cu | S | Mo | P |
| Composition | 0.45 | 0.7 | 0.85 | 0.14 | 0.28 | 0.01 | 0.065 | 0.05 | 0.02 |
| Experiment Number | Factors and Levels | ||
|---|---|---|---|
| Factor 1 (Depth of Cut) | Factor 2 (Cutting Speed) | Factor 3 (Feed Rate) | |
| 1 | 1 | 1 | 1 |
| 2 | 1 | 1 | 2 |
| 3 | 1 | 1 | 3 |
| 4 | 1 | 2 | 1 |
| 5 | 1 | 2 | 2 |
| 6 | 1 | 2 | 3 |
| 7 | 1 | 3 | 1 |
| 8 | 1 | 3 | 2 |
| 9 | 1 | 3 | 3 |
| 10 | 2 | 1 | 1 |
| 11 | 2 | 1 | 2 |
| 12 | 2 | 1 | 3 |
| 13 | 2 | 2 | 1 |
| 14 | 2 | 2 | 2 |
| 15 | 2 | 2 | 3 |
| 16 | 2 | 3 | 1 |
| 17 | 2 | 3 | 2 |
| 18 | 2 | 3 | 3 |
| Exp. Number | Design Parameters | Responses | |||||
|---|---|---|---|---|---|---|---|
| Cutting Speed vC (m/min) | Feed Rate f (mm/rev) | Depth of Cut ap (mm) | Material Removal Rate MRR (mm3/min) | Tangential Cutting Force FC (N) | Axial Cutting Force FF (N) | Radial Cutting Force FR (N) | |
| 1 | 150 | 0.06 | 1 | 900 | 167.4 | 100.85 | 84.81 |
| 2 | 150 | 0.12 | 1 | 1800 | 254.28 | 103.99 | 87.44 |
| 3 | 150 | 0.24 | 1 | 3600 | 302.05 | 107.5 | 88.03 |
| 4 | 200 | 0.06 | 1 | 1200 | 68.19 | 36.45 | 19.77 |
| 5 | 200 | 0.12 | 1 | 2400 | 86.2 | 45.78 | 25.44 |
| 6 | 200 | 0.24 | 1 | 4800 | 275.2 | 135.45 | 62.57 |
| 7 | 330 | 0.06 | 1 | 1980 | 55.78 | 37.44 | 21.45 |
| 8 | 330 | 0.12 | 1 | 3960 | 74.38 | 65.78 | 31.82 |
| 9 | 330 | 0.24 | 1 | 7920 | 235.13 | 89.77 | 41.11 |
| 10 | 150 | 0.06 | 1.5 | 1350 | 206.97 | 132.41 | 48.07 |
| 11 | 150 | 0.12 | 1.5 | 2700 | 310.78 | 167.11 | 63.59 |
| 12 | 150 | 0.24 | 1.5 | 5400 | 471.11 | 184.49 | 108.50 |
| 13 | 200 | 0.06 | 1.5 | 1800 | 66.01 | 58.82 | 32.44 |
| 14 | 200 | 0.12 | 1.5 | 3600 | 128.18 | 61.72 | 54.66 |
| 15 | 200 | 0.24 | 1.5 | 7200 | 233.41 | 87.79 | 71.11 |
| 16 | 330 | 0.06 | 1.5 | 2970 | 60.03 | 49.39 | 21.55 |
| 17 | 330 | 0.12 | 1.5 | 5940 | 142.02 | 78.46 | 56.88 |
| 18 | 330 | 0.24 | 1.5 | 11,880 | 294.42 | 152.77 | 81.79 |
| Optimal Cutting Parameter Values | Objective Functions | ||||||
|---|---|---|---|---|---|---|---|
| Algorithms | Cutting Speed vC (m/min) | Feed Sate f (mm/rev) | Depth of Cut ap (mm) | Material Removal Rate MRR (mm3/min) | Tangential Cutting Force FC (N) | Axial Cutting Force FF (N) | Radial Cutting Force FR (N) |
| H-ABC (Calc.) | 165 | 0.1 | 1.2 | 3600 | 113.45 | 51.75 | 39.38 |
| H-ABC (Meas.) | 165 | 0.1 | 1.2 | 3300 | 95.75 | 44.82 | 28.1 |
| H-ABC (% Acc.) | - | 91 | 84.3 | 84.6 | 71.3 | ||
| HBA (Calc.) | 245 | 0.2 | 1.1 | 2030 | 153.4 | 99.14 | 138.7 |
| HBA (Meas.) | 245 | 0.2 | 1.1 | 5390 | 225.78 | 130.15 | 58.44 |
| HBA (% Acc.) | - | 37.7 | 68 | 76.2 | 42.2 | ||
| Parameter | Goal | Lower Value | Target Value | Upper Value | Weight/ Importance | Predicted Value | Desirability (%) |
|---|---|---|---|---|---|---|---|
| Material removal rate (mm3/min) | Max. | 900 | 900 | 11,880 | 1 | 5129.18 | 38.5 |
| Tangential cutting force (N) | Min. | 55.78 | 55.78 | 471.11 | 1 | 100.57 | 89.2 |
| Axial cutting force (N) | Min. | 36.45 | 36.45 | 184.49 | 1 | 49.45 | 91.2 |
| Radial cutting force (N) | Min. | 19.77 | 19.77 | 108.5 | 1 | 26.31 | 92.6 |
| Desirability | - | 73.4 | |||||
| Optimal Cutting Parameter Values | Objective Functions | ||||||
|---|---|---|---|---|---|---|---|
| Algorithms | Cutting Speed vC (m/min) | Feed Rate f (mm/rev) | Depth of Cut ap (mm) | Material Removal Rate MRR (mm3/min) | Tangential Cutting Force FC (N) | Axial Cutting Force FF (N) | Radial Cutting Force FR (N) |
| RSM-Mult. (Calc.) | 280 | 0.18 | 1 | 5129.18 | 100.57 | 49.45 | 26.31 |
| RSM-Mult. (Meas.) | 280 | 0.18 | 1 | 5040 | 108.63 | 41.22 | 32.84 |
| RSM-Mult. (% Acc.) | - | 98.3 | 92.6 | 83.4 | 80.2 | ||
| Optimal Cutting Parameter Values | The Desirability of Objective Functions | |||||||
|---|---|---|---|---|---|---|---|---|
| Algorithms | Cutting Speed vC (m/min) | Feed Rate f (mm/rev) | Depth of Cut ap (mm) | Material Removal Rate MRR (mm3/min) | Tangential Cutting Force FC (%) | Axial Cutting Force FF (%) | Radial Cutting Force FR (%) | Composite Desirability (%) |
| Taguchi | 330 | 0.06 | 1 | 9.8 | 99.3 | 37.44 | 98.1 | 43.4 |
| Taguchi | 200 | 0.06 | 1 | 2.7 | 97 | 100 | 100 | 40.2 |
| Taguchi | 330 | 0.24 | 1.5 | 100 | 42.5 | 21.4 | 30.1 | 40.6 |
| RSM | 280 | 0.18 | 1 | 37.7 | 87.2 | 96.7 | 85.2 | 72.1 |
| HBA | 245 | 0.2 | 1.1 | 40.8 | 59 | 36.7 | 56.4 | 47.2 |
| H-ABC | 165 | 0.1 | 1.2 | 21.8 | 90.3 | 94.3 | 90.6 | 64 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines 2021, 9, 90. https://doi.org/10.3390/machines9050090
Kuntoğlu M, Acar O, Gupta MK, Sağlam H, Sarikaya M, Giasin K, Pimenov DY. Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines. 2021; 9(5):90. https://doi.org/10.3390/machines9050090
Chicago/Turabian StyleKuntoğlu, Mustafa, Osman Acar, Munish Kumar Gupta, Hacı Sağlam, Murat Sarikaya, Khaled Giasin, and Danil Yurievich Pimenov. 2021. "Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140" Machines 9, no. 5: 90. https://doi.org/10.3390/machines9050090
APA StyleKuntoğlu, M., Acar, O., Gupta, M. K., Sağlam, H., Sarikaya, M., Giasin, K., & Pimenov, D. Y. (2021). Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines, 9(5), 90. https://doi.org/10.3390/machines9050090