Definition of Damage Indices for Railway Axle Bearings: Results of Long-Lasting Tests †




Abstract
1. Introduction
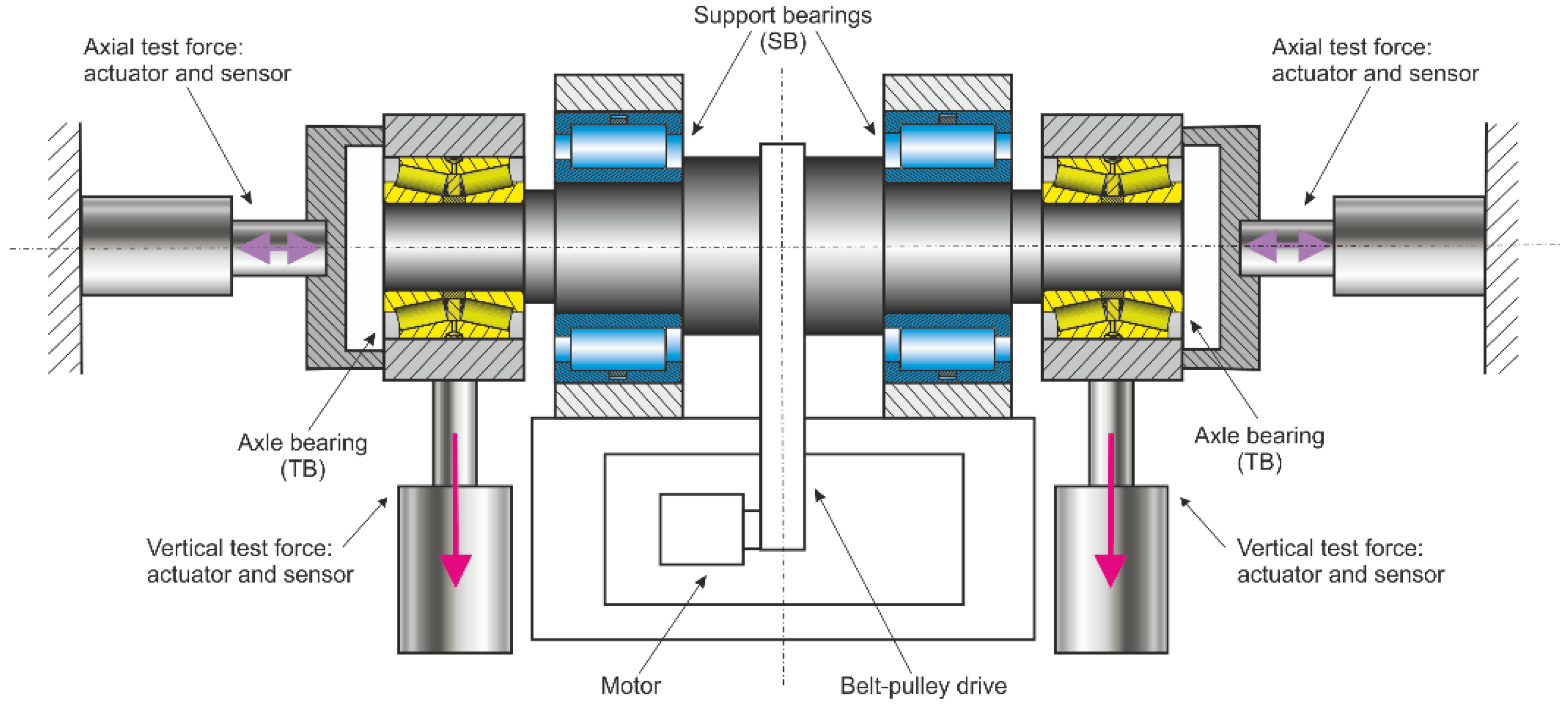
2. Experimental Tests on Railway Axle Bearings
2.1. Experimental Data Measurements
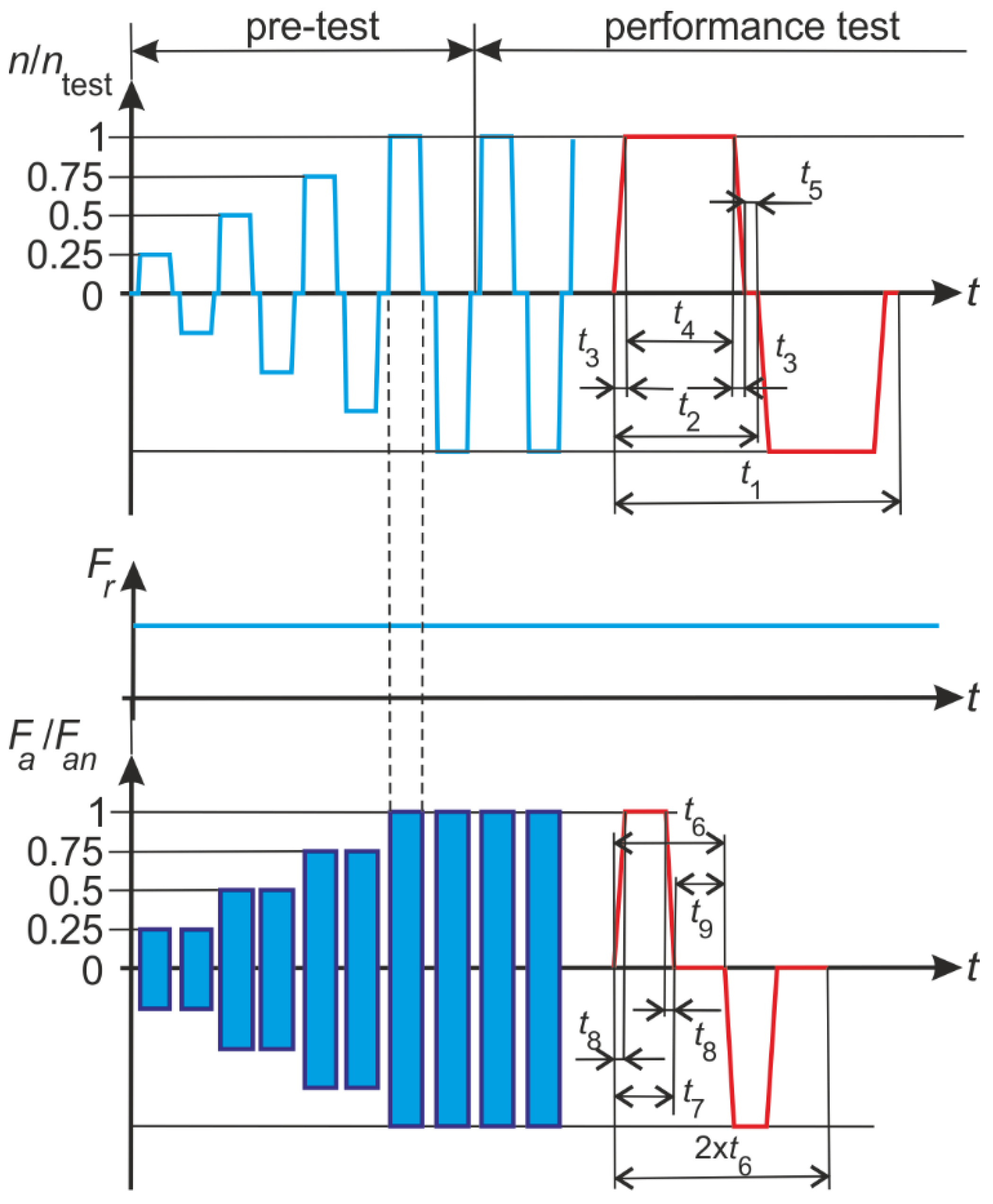
2.2. Test Cycles and Operating Conditions
3. Application of Improved Envelope-Based Algorithms for Bearing Diagnostics and for the Definition of Fault Indices
3.1. Basics of Envelope Analysis and of Squared Envelope Spectrum
- 1.
- The residual signal is filtered by means of a band-pass filter. Actually, this is the most critical part of the “envelope analysis” algorithm, because, generally, the signal is influenced by many modulations, caused by other components of the mechanical system and by environmental or mechanical noise, at low and medium frequencies. Thus, the signal has to filtered in the neighborhood of the frequency of the carrier , which is nearby on of the resonance frequency of the system:
- 2.
- Then, the “analytic signal” of the filtered signal is calculated. The analytic signal is defined as a complex-valued function with no negative frequency components. The real part of the analytic signal is given by the filtered signal , while the imaginary part is the Hilbert transform of the filtered signal:
- 3.
- The “envelope” of the filtered signal is defined as the absolute value of the analytic signal:
- 4.
- The “envelope spectrum” (ES) is obtained by applying the Fourier transform to the square of the envelope:
3.2. Definition of the Indices for the Selection of the Optimal Frequency Band for Signal Filtering and for the Monitoring of the Fault Severity
- 5.
- Root mean square:where n is the record length.
- 6.
- Kurtosis:
- 7.
- Band kurtosis:where the indexes l and h represent the boundaries of the filtering band.
- 8.
- Kurtosis of the SES:representing the kurtosis of the SES evaluated only in a portion of SES across the defect frequency, where, the range p,q is assumed to be equal to three times the rotational speed.
- 9.
- Ratio of Content Component (RCC), associated to the cyclic band :
- 10.
- The range l,h is assumed equal to 10% of the fault frequency. SES peak at the damaged frequency:
- 11.
- Normalized SES peak at the damaged frequency:
- 12.
- STR index (SES to Threshold Ratio):
- 13.
- Continuous phase status (CPS):
- 14.
- Spectral entropy (SE):
4. Results of the Long-Lasting Tests
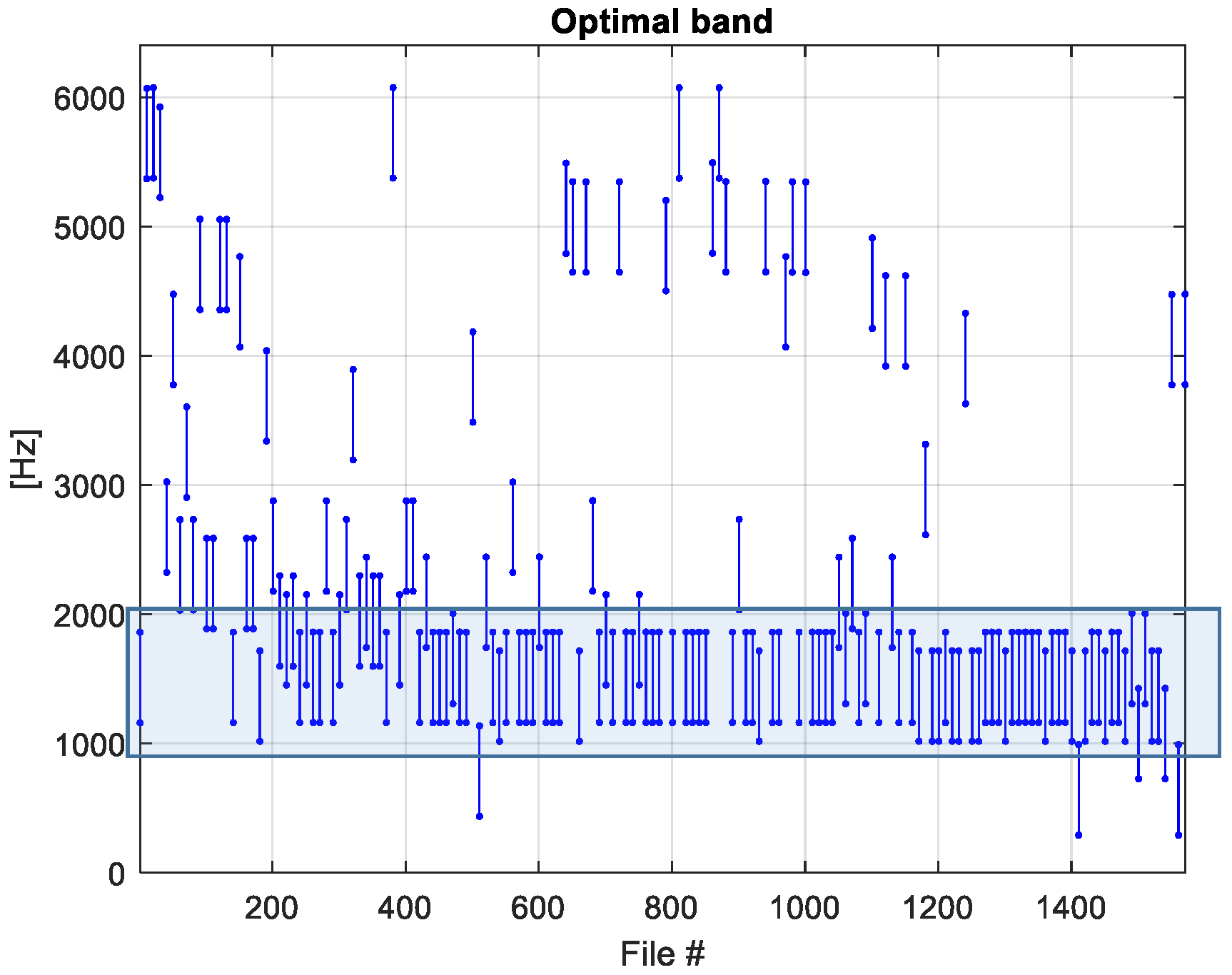
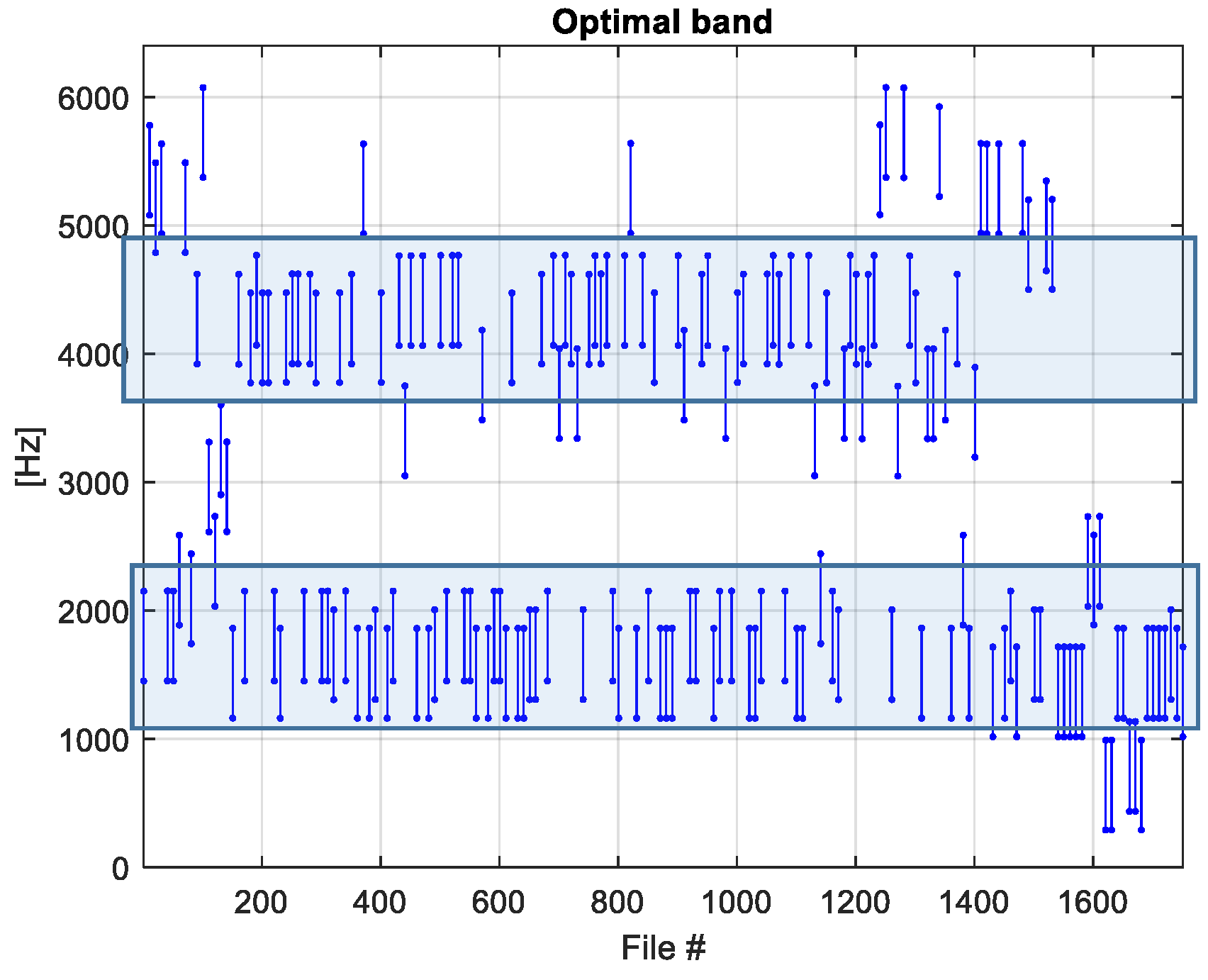
4.1. Definition of the Optimal Frequency Band of the Filter for the Left Bearing
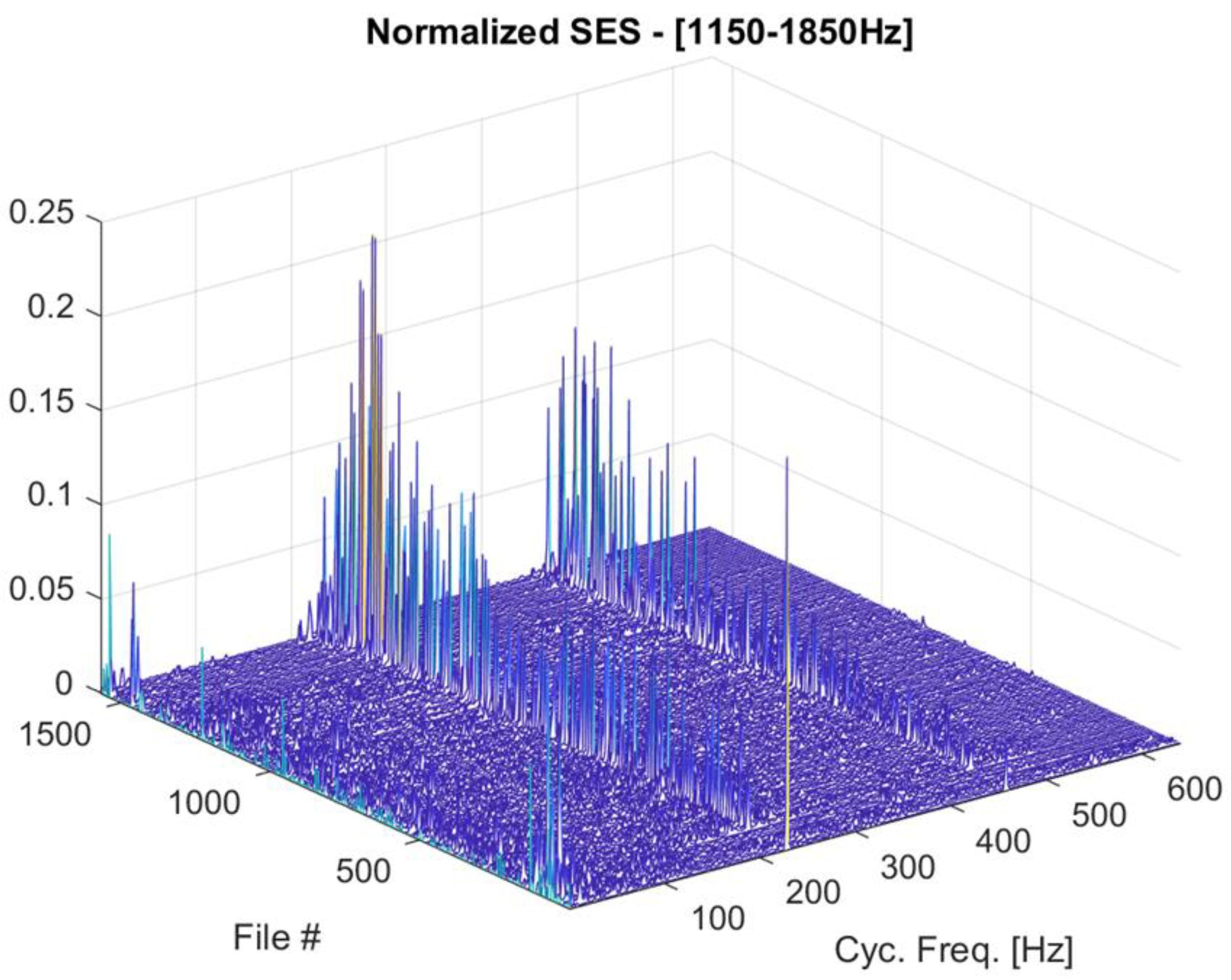
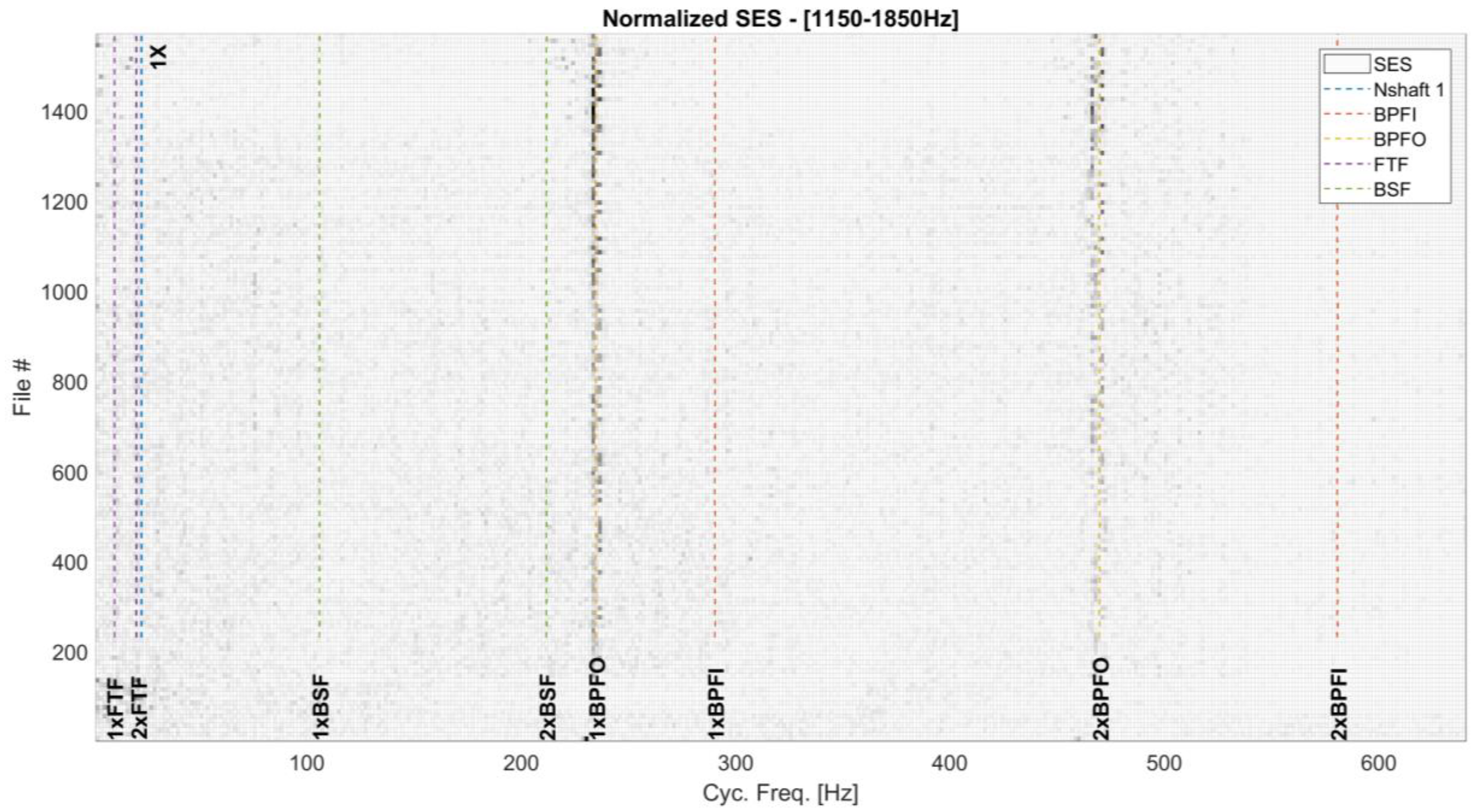
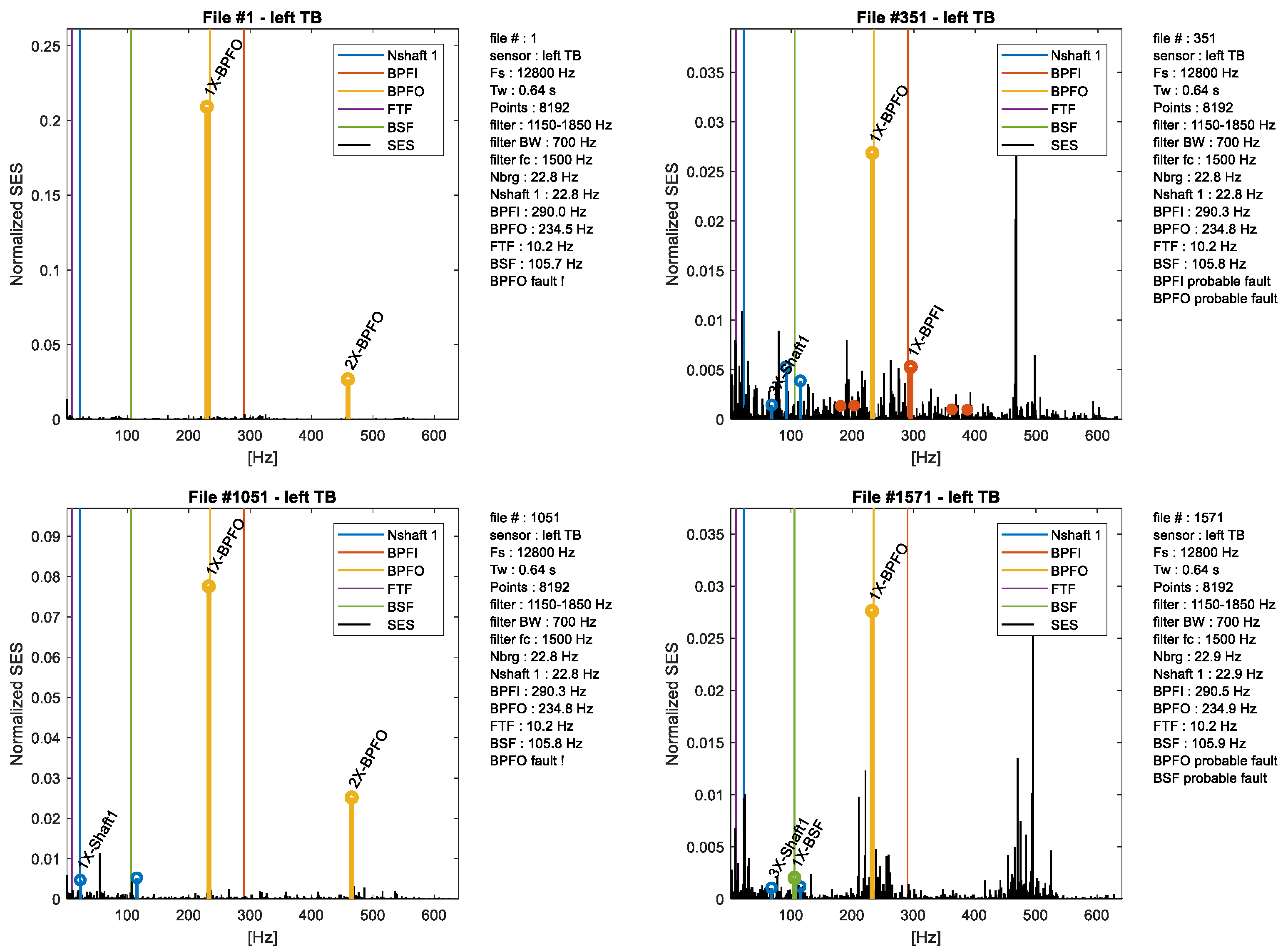
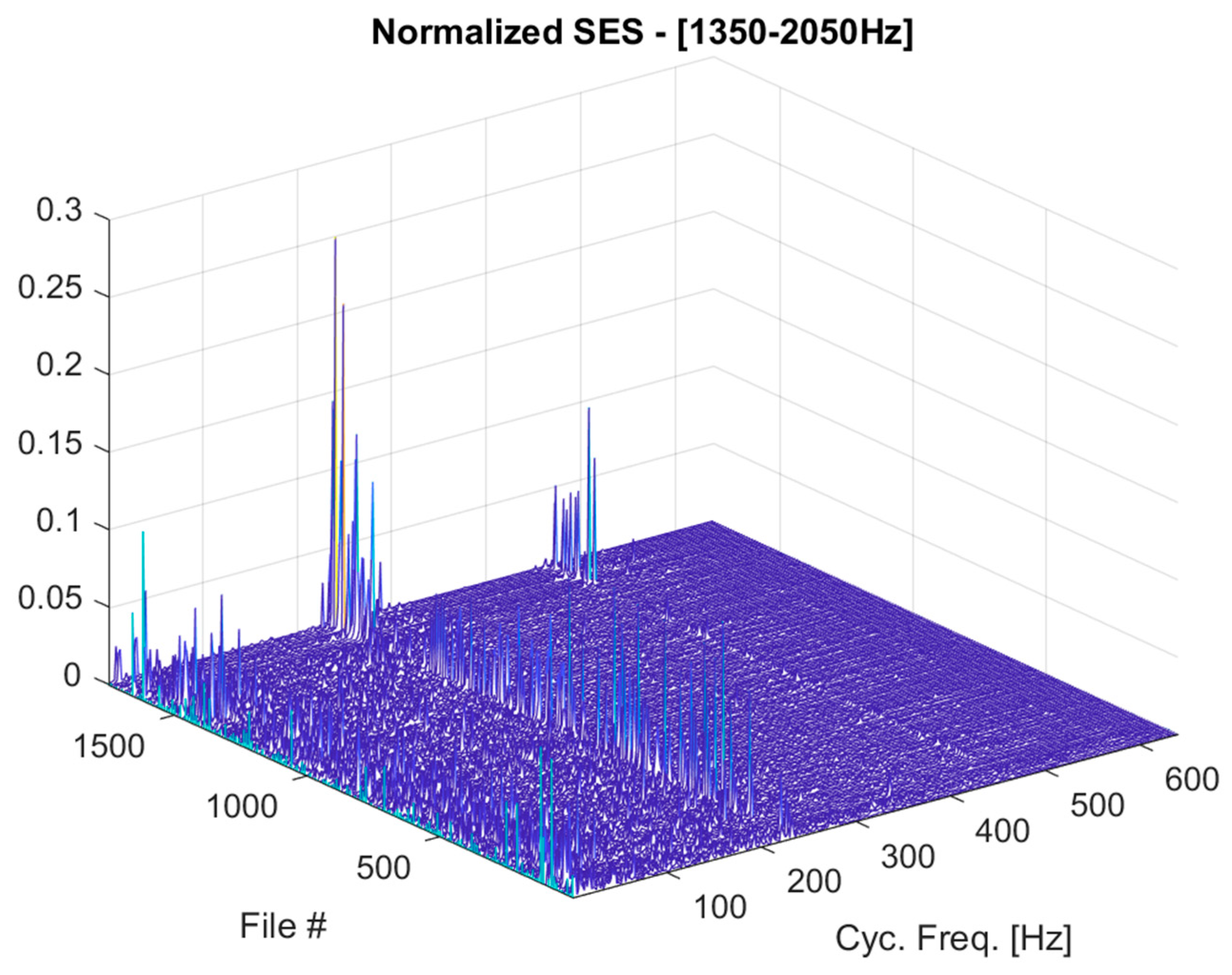
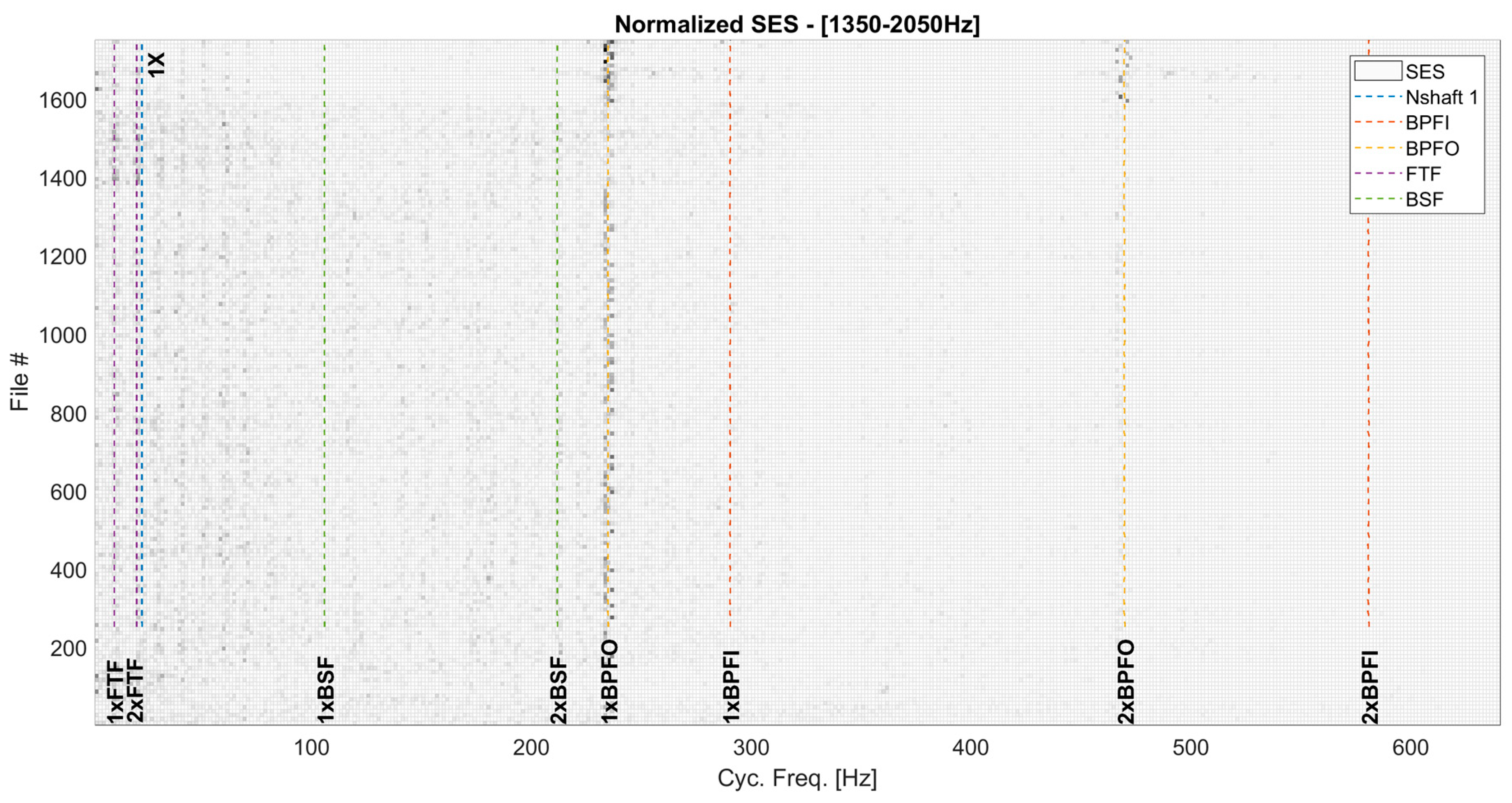
4.2. Fault Detection and Localization for the Left Bearing
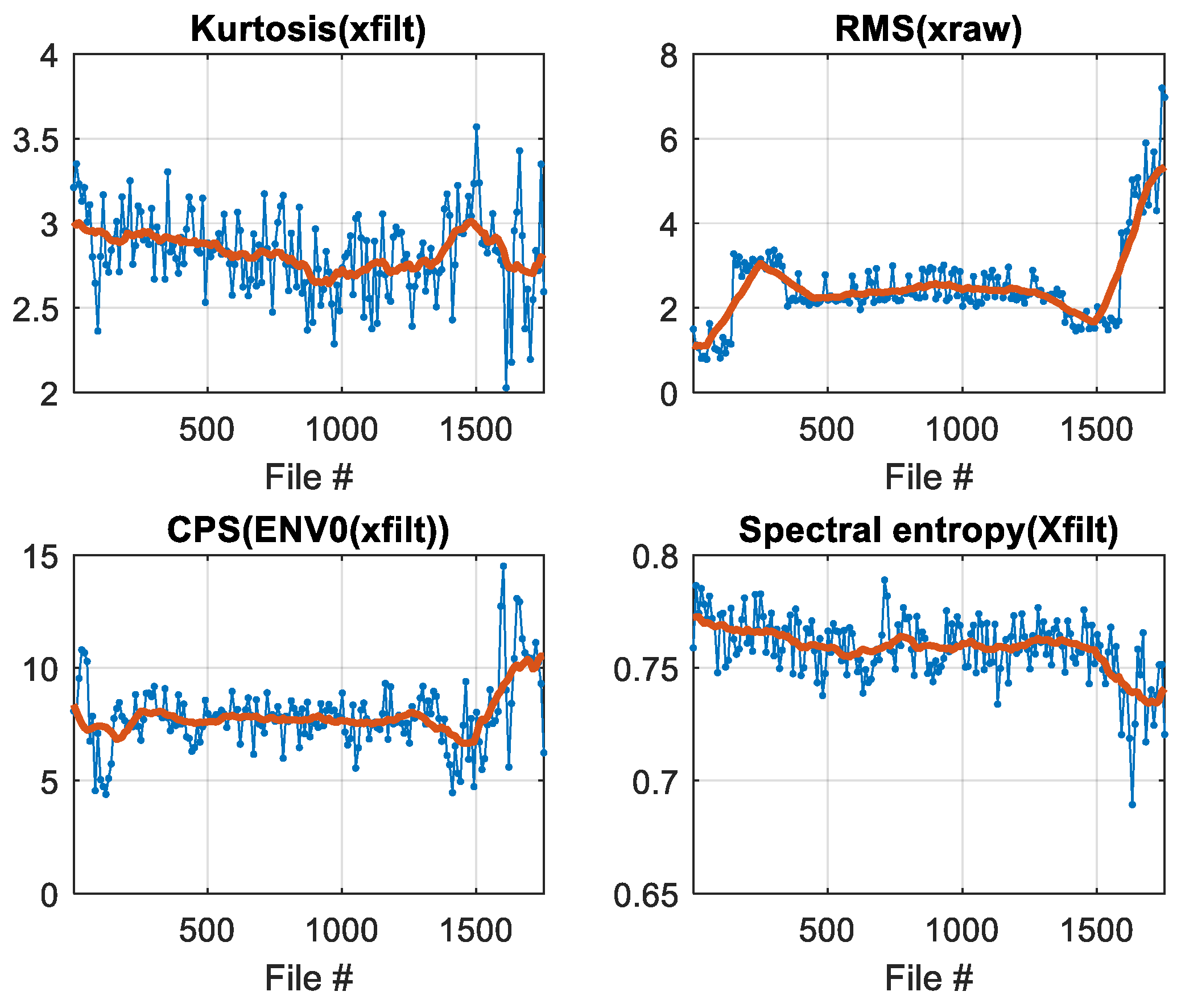
- the RMS of the raw signal shows a drop after about 1/8 of the total bearing cycles, then it is almost constant for the main bearing life and increases at the end of acquisitions;
- the increase of RMS at the end of acquisition is also highlighted by the decrease of the kurtosis;
- the spectral entropy SE continuously decreases with time, indicating that the energy is more concentrated at only a few frequencies (fault frequencies) as happens for a damaged bearing;
- the continuous phase status CPS continuously increases with time;
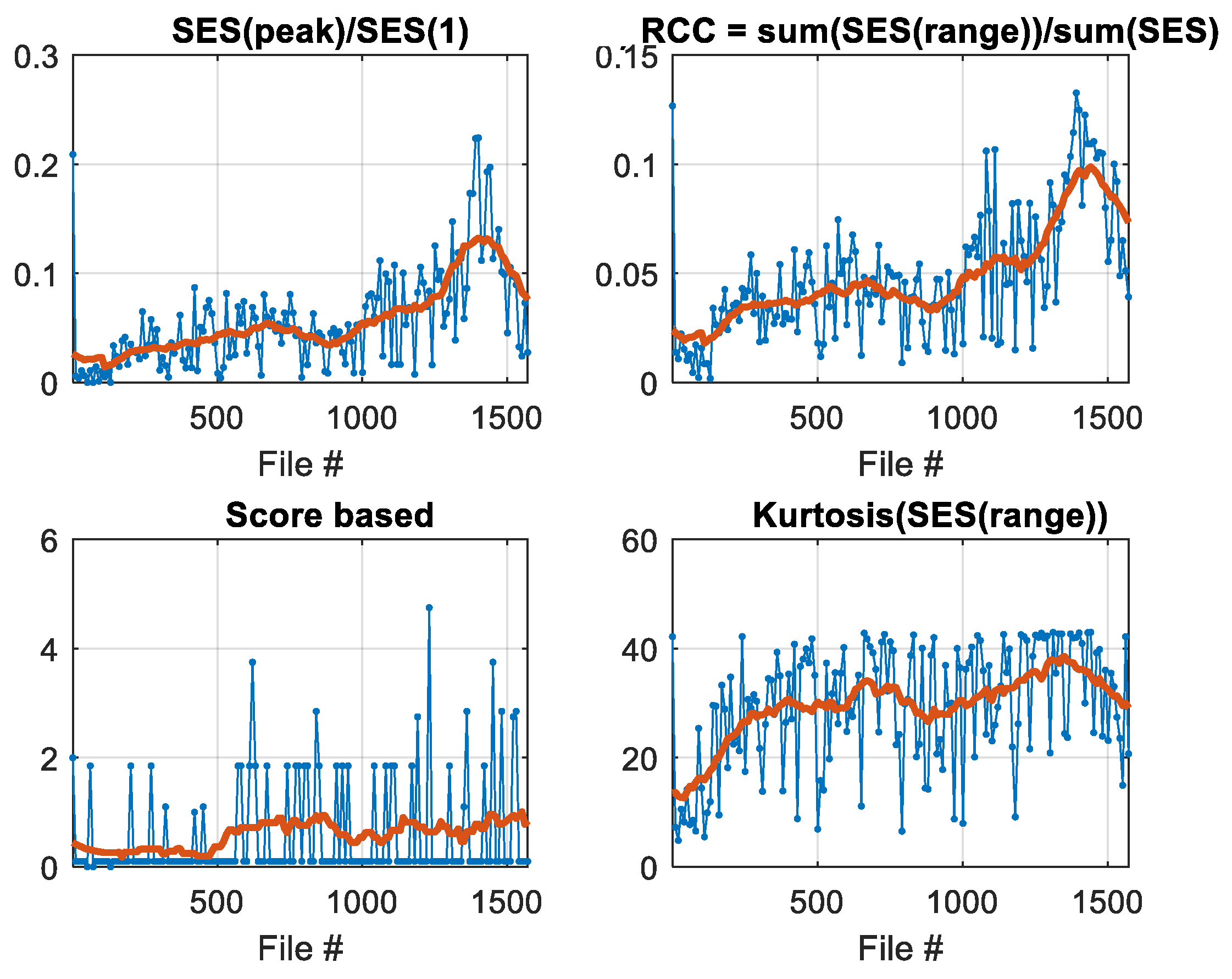
- all the indices that depend on the fault frequency (BPFO) increase in Figure 8.
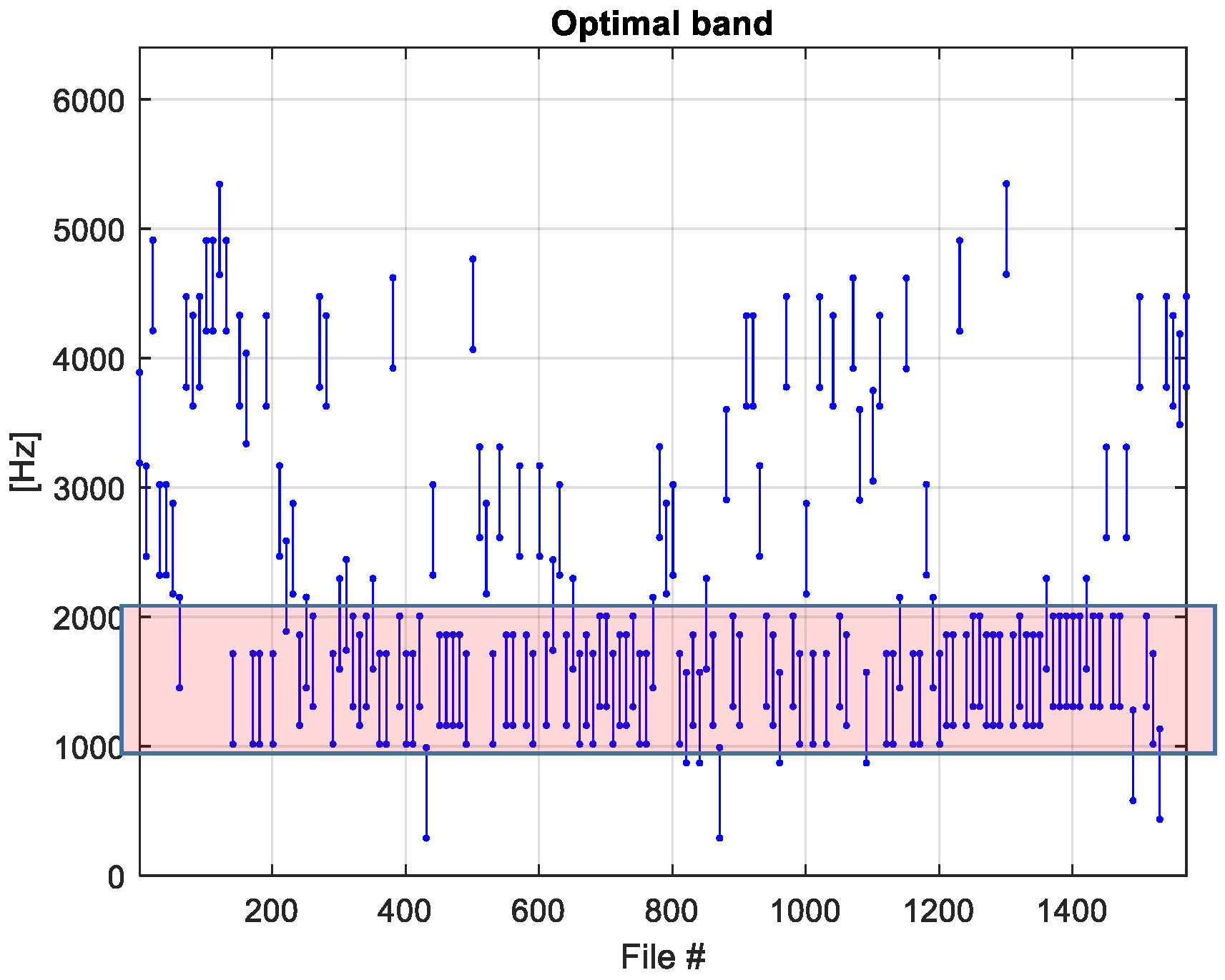
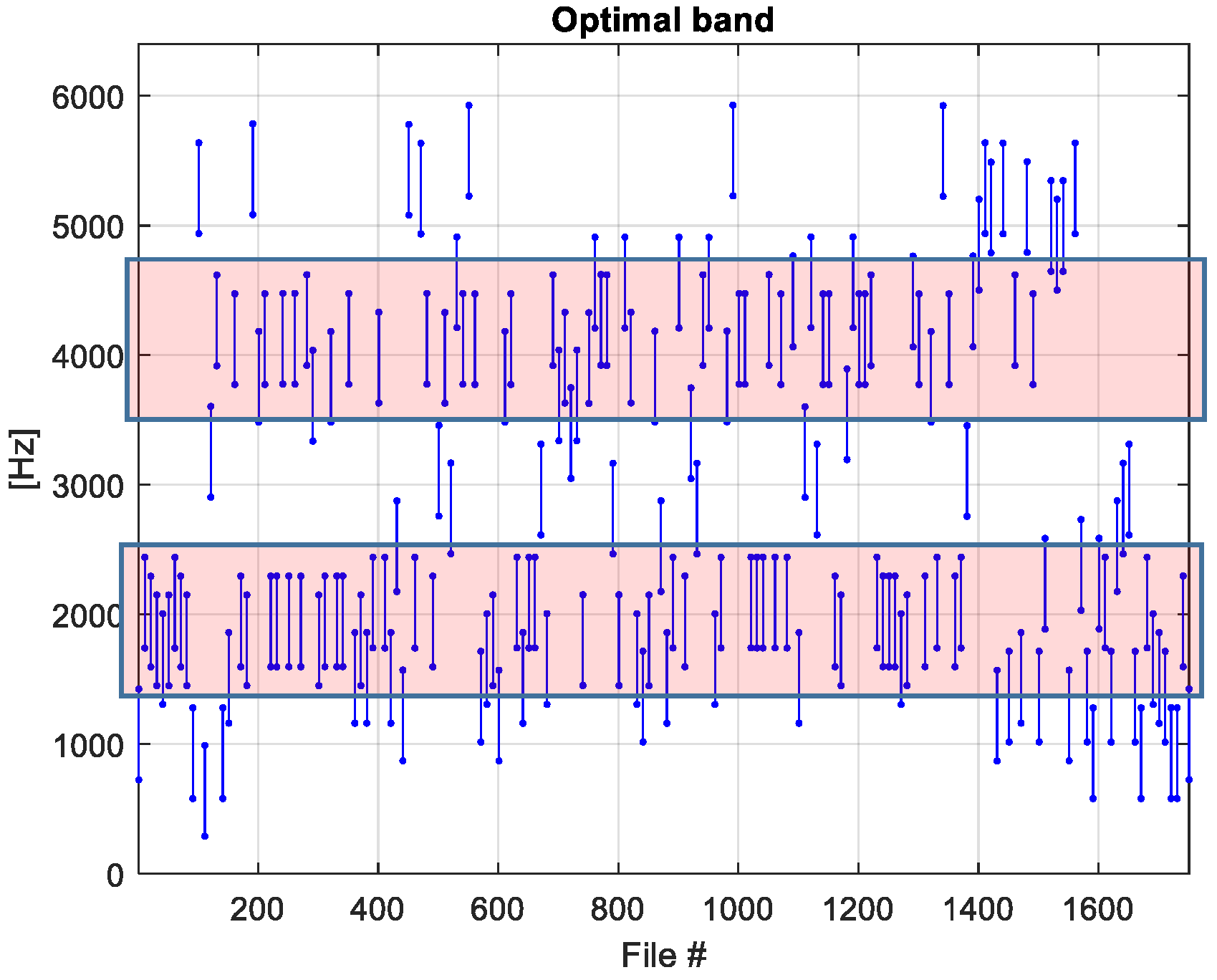
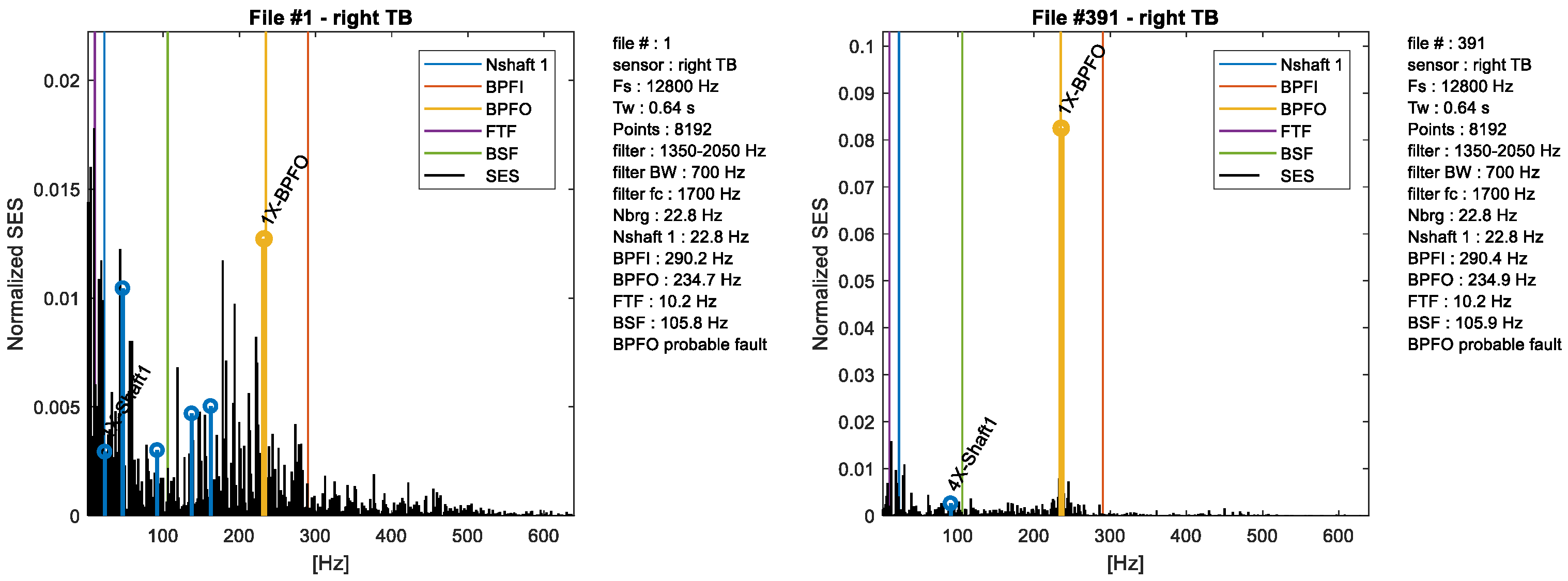
4.3. Definition of the Optimal Frequency Band of the Filter for the Right Bearing
4.4. Fault Detection and Localization for the Right Bearing
5. Conclusions
- increasing the sampling frequency up to 25 kHz in order to include higher frequency resonances;
- increasing the time window of acquisition in order to improve the frequency resolution of the spectra;
- including the axial load information (amplitude and direction), in order to pre-process and classify the data, to compare records acquired in similar conditions. In this way, it is expected to produce more clear trends of the indices of the damage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Entezami, M.; Roberts, C.; Weston, P.; Stewart, E.; Amini, A.; Papaelias, M. Perspectives on railway axle bearing condition monitoring. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit. 2019, 234, 17–31. [Google Scholar] [CrossRef]
- Amini, A.; Huang, Z.; Entezami, M.; Papaelias, M. Evaluation of the effect of speed and defect size on high-frequency acoustic emission and vibration condition monitoring of railway axle bearings. Insight Non-Destr. Test. Cond. Monit. 2017, 59, 184–188. [Google Scholar] [CrossRef]
- Giannouli, E.; Huang, Z.; Amini, A.; Vallely, P.; Soua, S.; Marquez, F.P.G.; Papaelias, M. Remote condition monitoring of railway axle bearings based on data fusion from several sensors. In British Institute of Non-Destructive Testing, School of Metallurgy and Materials; University of Birmingham: Birmingham, UK, 2017; Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-85029416505&partnerID=40&md5=3c80f17007a6ca8f76695e00b781373f (accessed on 12 January 2021).
- Amini, A.; Entezami, M.; Huang, Z.; Rowshandel, H.; Papaelias, M. Wayside detection of faults in railway axle bearings using time spectral kurtosis analysis on high-frequency acoustic emission signals. Adv. Mech. Eng. 2016, 8, 1–9. [Google Scholar] [CrossRef]
- Amini, A.; Entezami, M.; Papaelias, M. Onboard detection of railway axle bearing defects using envelope analysis of high frequency acoustic emission signals, Case Stud. Nondestruct. Test. Eval. 2016, 6, 8–16. [Google Scholar] [CrossRef]
- Huang, Z.; Amini, A.; Wang, L.; Kerkyras, S.; Papaelias, M. Online evaluation of railway axle bearing faults using acoustic emission and vibration Analysis. In British Institute of Non-Destructive Testing, School of Metallurgy and Materials; University of Birmingham B15 2TT: Birmingham, UK, 2014; Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-84918514757&partnerID=40&md5=daf0f36987875971c8e268df777ea50f (accessed on 12 January 2021).
- Ferreira, J.L.A.; Balthazar, J.C.; Araujo, A.P.N. An investigation of rail bearing reliability under real conditions of use. Eng. Fail. Anal. 2003, 10, 745–758. [Google Scholar] [CrossRef]
- Gerdun, V.; Sedmak, T.; Šinkovec, V.; Kovše, I.; Cene, B. Failures of bearings and axles in railway freight wagons. Eng. Fail. Anal. 2007, 14, 884–894. [Google Scholar] [CrossRef]
- Yi, C.; Lin, J.; Zhang, W.; Ding, J. Faults diagnostics of railway axle bearings based on IMF’s confidence index algorithm for ensemble EMD. Sensors 2015, 15, 10991–11011. [Google Scholar] [CrossRef]
- Ricci, R.; Pennacchi, P. Diagnostics of gear faults based on EMD and automatic selection of intrinsic mode functions. Mech. Syst. Signal Process. 2011, 25, 821–838. [Google Scholar] [CrossRef]
- Yao, D.; Yang, J.; Pang, Z.; Nie, C.; Wen, F. Railway axle box bearing fault identification using LCD-MPE and ELM-Adaboost. J. Vibroeng. 2018, 20, 165–174. [Google Scholar] [CrossRef]
- Yi, C.; Wang, D.; Fan, W.; Tsui, K.-L.; Lin, J. Eemd-based steady-state indexes and their applications to condition monitoring and fault diagnosis of railway axle bearings. Sensors 2018, 18, 704. [Google Scholar] [CrossRef]
- Wang, D.; Zhao, Y.; Yi, C.; Tsui, K.-L.; Lin, J. Sparsity guided empirical wavelet transform for fault diagnosis of rolling element bearings. Mech. Syst. Signal Process. 2018, 101, 292–308. [Google Scholar] [CrossRef]
- Huang, Y.; Lin, J.; Liu, Z.; Wu, W. A modified scale-space guiding variational mode decomposition for high-speed railway bearing fault diagnosis. J. Sound Vib. 2019, 444, 216–234. [Google Scholar] [CrossRef]
- Wang, D.; Zhao, X.; Kou, L.-L.; Qin, Y.; Zhao, Y.; Tsui, K.-L. A simple and fast guideline for generating enhanced/squared envelope spectra from spectral coherence for bearing fault diagnosis. Mech. Syst. Signal Process. 2019, 122, 754–768. [Google Scholar] [CrossRef]
- Antoni, J. Fast computation of the kurtogram for the detection of transient faults. Mech. Syst. Signal Process. 2007, 21, 108–124. [Google Scholar] [CrossRef]
- Meehan, P.A.; Milne, C.D.; Liu, S. Investigation of wear degradation of railway spherical roller bearings. In CRC Press/Balkema, School of Mechanical and Mining Engineering; University of Queensland: Rockhampton, Australia, 2018; pp. 777–784. Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-85061542232&partnerID=40&md5=3190608f48539ae20a790640d17549dd (accessed on 12 January 2021).
- Gómez, M.J.; Castejón, C.; Corral, E.; García-Prada, J.C. Railway axle condition monitoring technique based on wavelet packet transform features and support vector machines. Sensors 2020, 20, 3575. [Google Scholar] [CrossRef]
- Pennacchi, P.; Chatterton, S.; Vania, A.; Ricci, R.; Borghesani, P. Experimental evidences in bearing diagnostics for traction system of high speed trains. Chem. Eng. Trans. 2013, 33, 739–744. [Google Scholar] [CrossRef]
- Chatterton, S.; Pennacchi, P.; Ricci, R.; Borghesani, P. Diagnostics of rolling element bearings for the traction system of high speed trains: Experimental evidences. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Portland, OR, USA, 4–7 August 2013; American Society of Mechanical Engineers: New York, NY, USA, 2013. [Google Scholar] [CrossRef]
- Borghesani, P.; Pennacchi, P.; Chatterton, S. The relationship between kurtosis- and envelope-based indexes for the diagnostic of rolling element bearings. Mech. Syst. Signal Process. 2014, 43, 25–43. [Google Scholar] [CrossRef]
- Pennacchi, P.; Chatterton, S.; Marinis, D.; Didonato, A. Diagnostics of traction system of very high-speed trains: Experimental results and selection of the most suitable signal processing techniques. In Proceedings of the 1th World Congress on Railway Research WCRR2016, Milan, Italy, 29 May–2 June 2016; WCRR Organizing Secretariat: Rome, Italy, 2016; pp. 1–7. [Google Scholar]
- Chatterton, S.; Pennacchi, P.; Vania, A.; Borghesani, P. Architecture of the monitoring system for the traction system bearings of a regional locomotive. In Proceedings of the 9th IFToMM International Conference on Rotor Dynamics, Milan, Italy, 22–25 September 2014; Springer: Cham, Switzerland, 2015; pp. 455–464. [Google Scholar] [CrossRef]
- Pennacchi, P.; Chatterton, S.; Vania, A. Development and testing of health monitoring of the bearings of traction system of a regional train locomotive during commercial service. In Proceedings of the ISMA2018 International Conference on Noise and Vibration Engineering, Leuven, Belgium, 17–19 September 2018; KU Leuven-Departement Werktuigkunde: Leuven, Belgium, 2018; pp. 1–8. [Google Scholar]
- Xu, L.; Chatterton, S.; Pennacchi, P. A Novel Method of Frequency Band Selection for Squared Envelope Analysis for Fault Diagnosing of Rolling Element Bearings in a Locomotive Powertrain. Sensors 2018, 18, 4344. [Google Scholar] [CrossRef]
- Pennacchi, P.; Chatterton, S.; Vania, A.; Xu, L. Diagnostics of Bearings in Rolling Stocks: Results of Long Lasting Tests for a Regional Train Locomotive. In International Conference on Rotor Dynamics; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Xu, L.; Pennacchi, P.; Chatterton, S. A new method for the estimation of bearing health state and remaining useful life based on the moving average cross-correlation of power spectral density. Mech. Syst. Signal Process. 2020, 139. [Google Scholar] [CrossRef]
- Chatterton, S.; Pennacchi, P.; Vania, A.; Borghesani, P. Tracking the damage level in rolling element bearings. In Proceedings of the 9th IFToMM International Conference on Rotor Dynamics, Milan, Italy, 22–25 September 2014; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Borghesani, P.; Ricci, R.; Chatterton, S.; Pennacchi, P. A new procedure for using envelope analysis for rolling element bearing diagnostics in variable operating conditions. Mech. Syst. Signal Process. 2013, 38. [Google Scholar] [CrossRef]
- Gao, S.; Chatterton, S.; Naldi, L.; Pennacchi, P. Ball bearing skidding and over-skidding in large-scale angular contact ball bearings: Nonlinear dynamic model with thermal effects and experimental results. Mech. Syst. Signal Process. 2021, 147. [Google Scholar] [CrossRef]
- Chatterton, S.; Pennacchi, P.; Vania, A.; Borghesani, P. A novel procedure for the selection of the frequency band in the envelope analysis for rolling element bearing diagnostics. In Proceedings of the 9th IFToMM International Conference on Rotor Dynamics, Milan, Italy, 22–25 September 2014; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Randall, R.B.; Antoni, J. Rolling element bearing diagnostics-A tutorial. Mech. Syst. Signal Process. 2011, 25, 485–520. [Google Scholar] [CrossRef]
- Abboud, D.; Elbadaoui, M.; Smith, W.A.; Randall, R.B. Advanced bearing diagnostics: A comparative study of two powerful approaches. Mech. Syst. Signal Process. 2019, 114, 604–627. [Google Scholar] [CrossRef]
- Borghesani, P.; Pennacchi, P.; Ricci, R.; Chatterton, S. Testing second order cyclostationarity in the squared envelope spectrum of non-white vibration signals. Mech. Syst. Signal Process. 2013, 40. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. Fault analysis of the wear fault development in rolling bearings. Eng. Fail. Anal. 2015, 57, 470–482. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. A summary of fault modelling and predictive health monitoring of rolling element bearings. Mech. Syst. Signal Process. 2015, 60–61, 252–272. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fault | Fault Type | Test Bearings—TB | Support Bearings—SB |
|---|---|---|---|
| BPFI | Fault on the inner race | 12.710 (Hz) | 5.0577 (Hz) |
| BPFO | Fault on the outer race | 10.280 (Hz) | 7.9423 (Hz) |
| BSF | Fault on the rolling element | 4.634 (Hz) | 2.1424 (Hz) |
| FTF | Fault on the cage | 0.4475 (Hz) | 0.3888 (Hz) |
| Symbol | Unit | Description |
|---|---|---|
| Fa | (N) | axial test force |
| Fan | (N) | nominal axial test force |
| Fr | (N) | radial test force |
| n | (rpm) | rotational test speed |
| ntest | (rpm) | nominal rotational test speed |
| t1 | (s) | time of one test cycle |
| t2 | (s) | time of one elementary trip |
| t3 | (s) | ramp up or ramp down time from n = 0 → n = ntest or n = ntest → n = 0 during one elementary trip |
| t4 | (s) | time at rotational speed ntest during one elementary trip |
| t5 | (s) | stop time (n = 0) |
| t6 | (s) | time of one half load cycle of the alternating axial test force |
| t7 | (s) | time during which axial test force is applied (including ramp up and ramp down) within the period t6 |
| t8 | (s) | ramp up or ramp down time from Fa = 0 → Fa = Fan or Fa = Fan → Fa = 0 during one half load cycle of the alternating axial test force |
| t9 | (s) | axial test force recovery time |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pennacchi, P.; Chatterton, S.; Vania, A.; Massocchi, D. Definition of Damage Indices for Railway Axle Bearings: Results of Long-Lasting Tests. Machines 2021, 9, 12. https://doi.org/10.3390/machines9010012
Pennacchi P, Chatterton S, Vania A, Massocchi D. Definition of Damage Indices for Railway Axle Bearings: Results of Long-Lasting Tests. Machines. 2021; 9(1):12. https://doi.org/10.3390/machines9010012
Chicago/Turabian StylePennacchi, Paolo, Steven Chatterton, Andrea Vania, and Davide Massocchi. 2021. "Definition of Damage Indices for Railway Axle Bearings: Results of Long-Lasting Tests" Machines 9, no. 1: 12. https://doi.org/10.3390/machines9010012
APA StylePennacchi, P., Chatterton, S., Vania, A., & Massocchi, D. (2021). Definition of Damage Indices for Railway Axle Bearings: Results of Long-Lasting Tests. Machines, 9(1), 12. https://doi.org/10.3390/machines9010012