The Effect of the Characteristics of the Partition Plate Unit on the Separating Process of −6 mm Fine Coal in the Compound Dry Separator

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
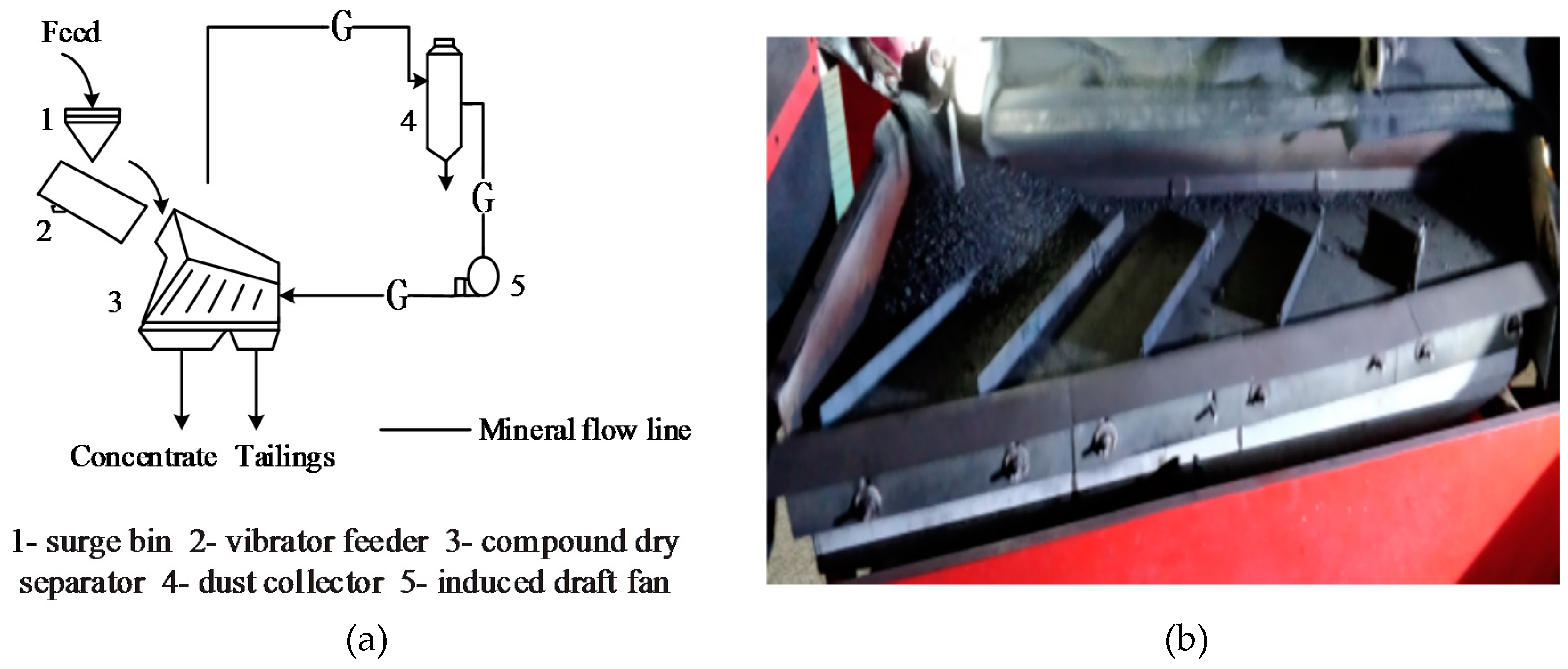
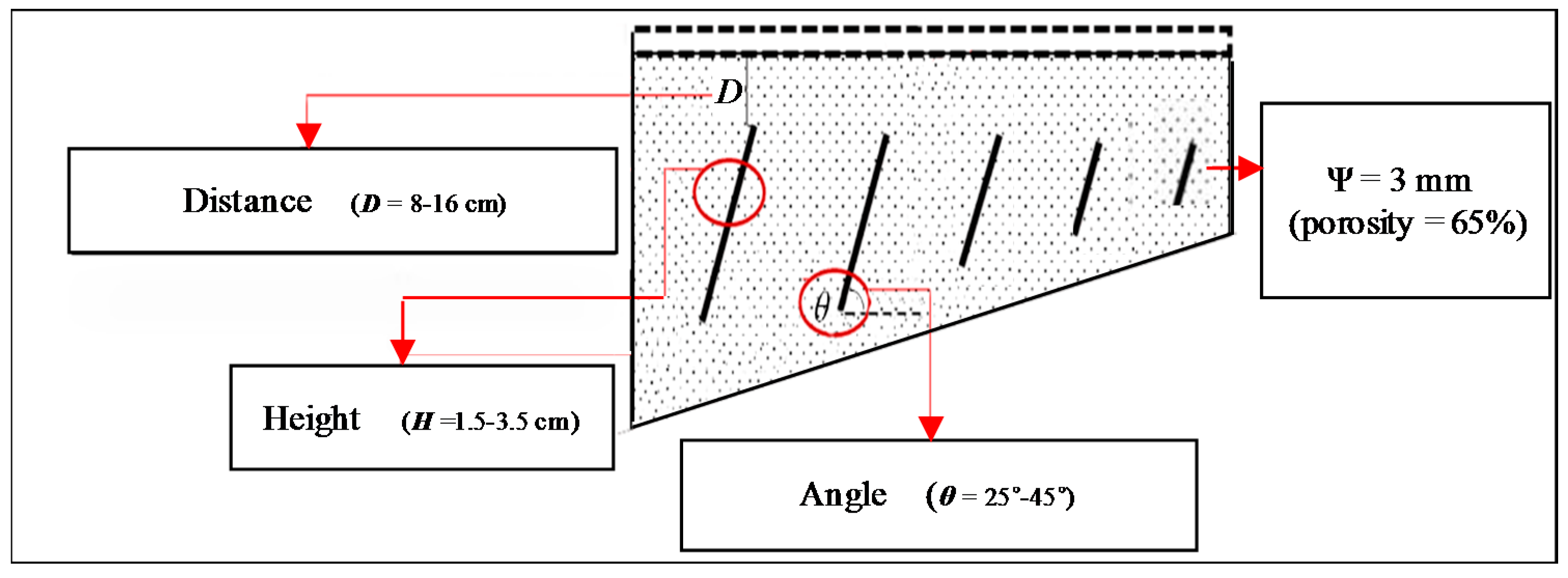
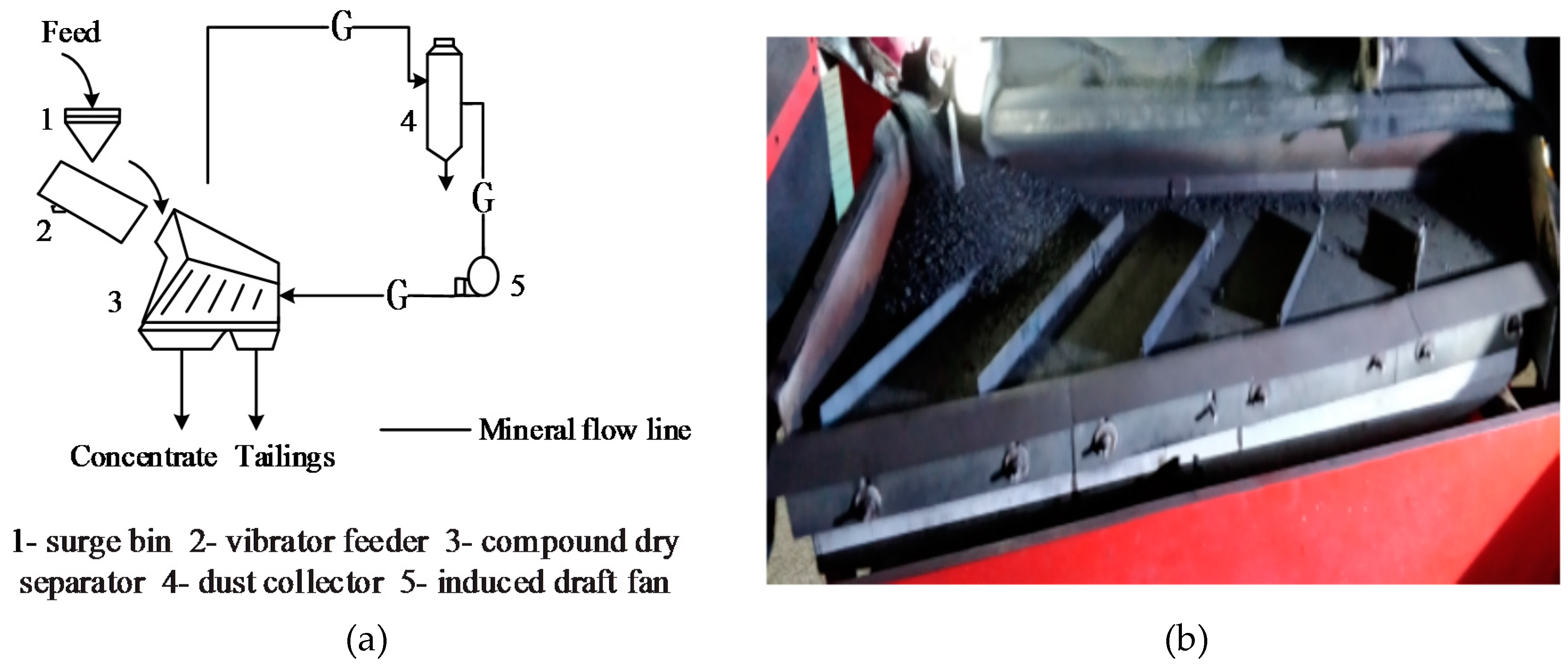
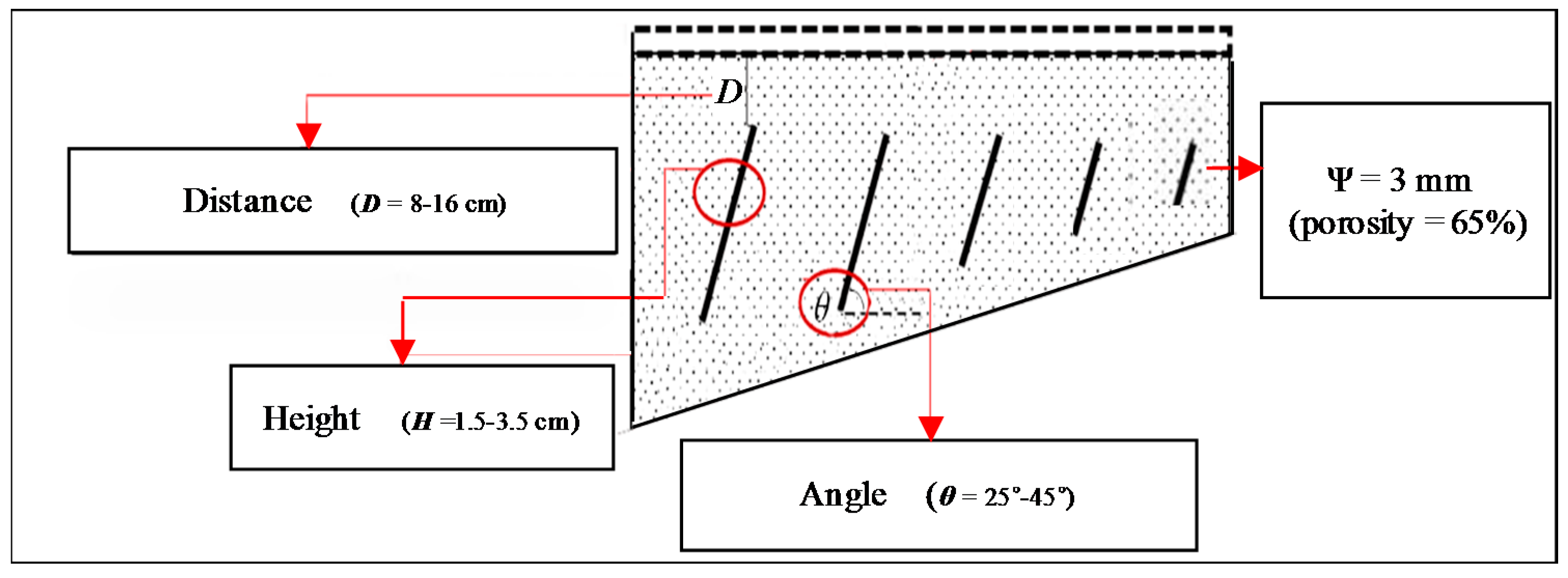
2.1. Experimental Equipment
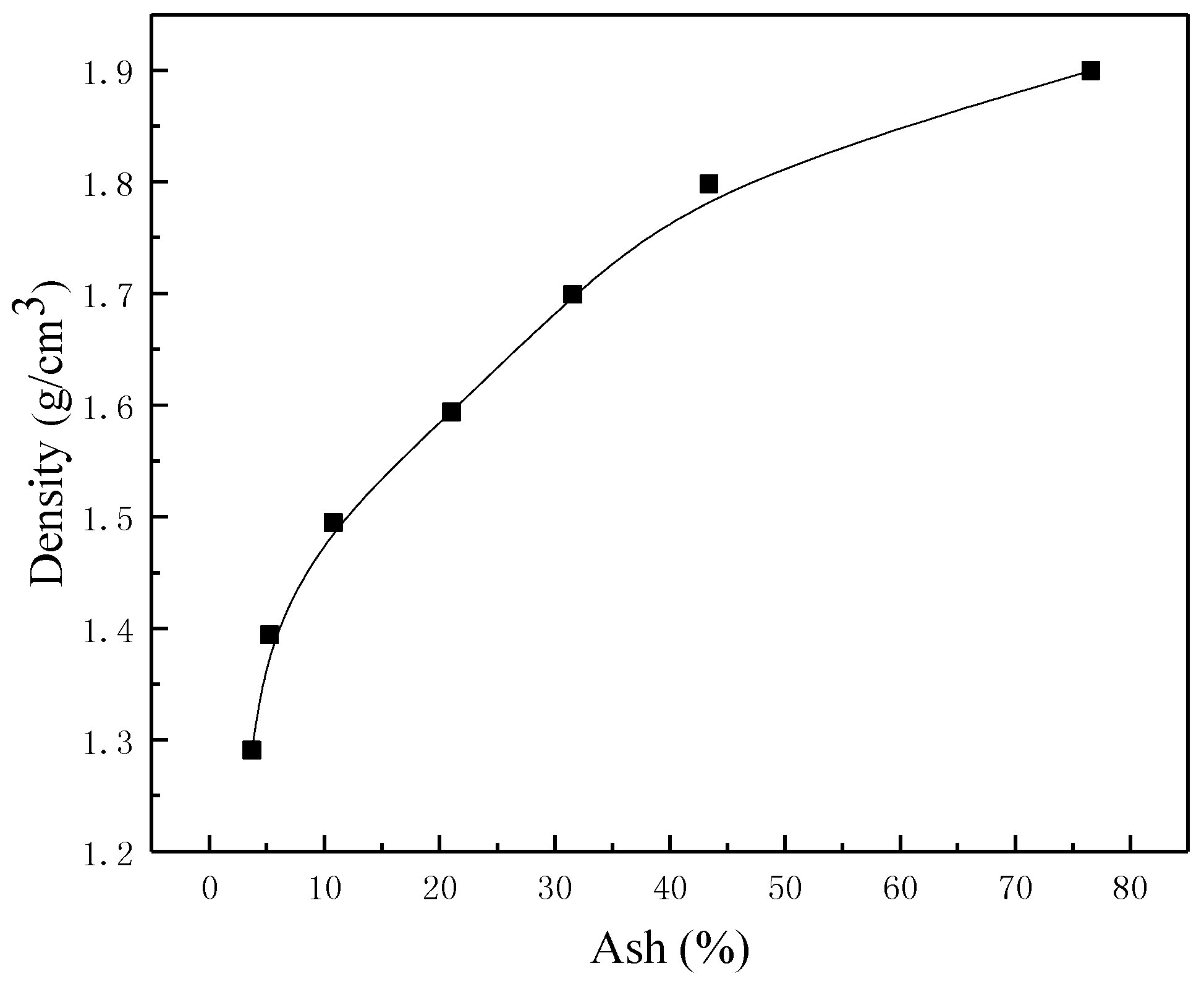
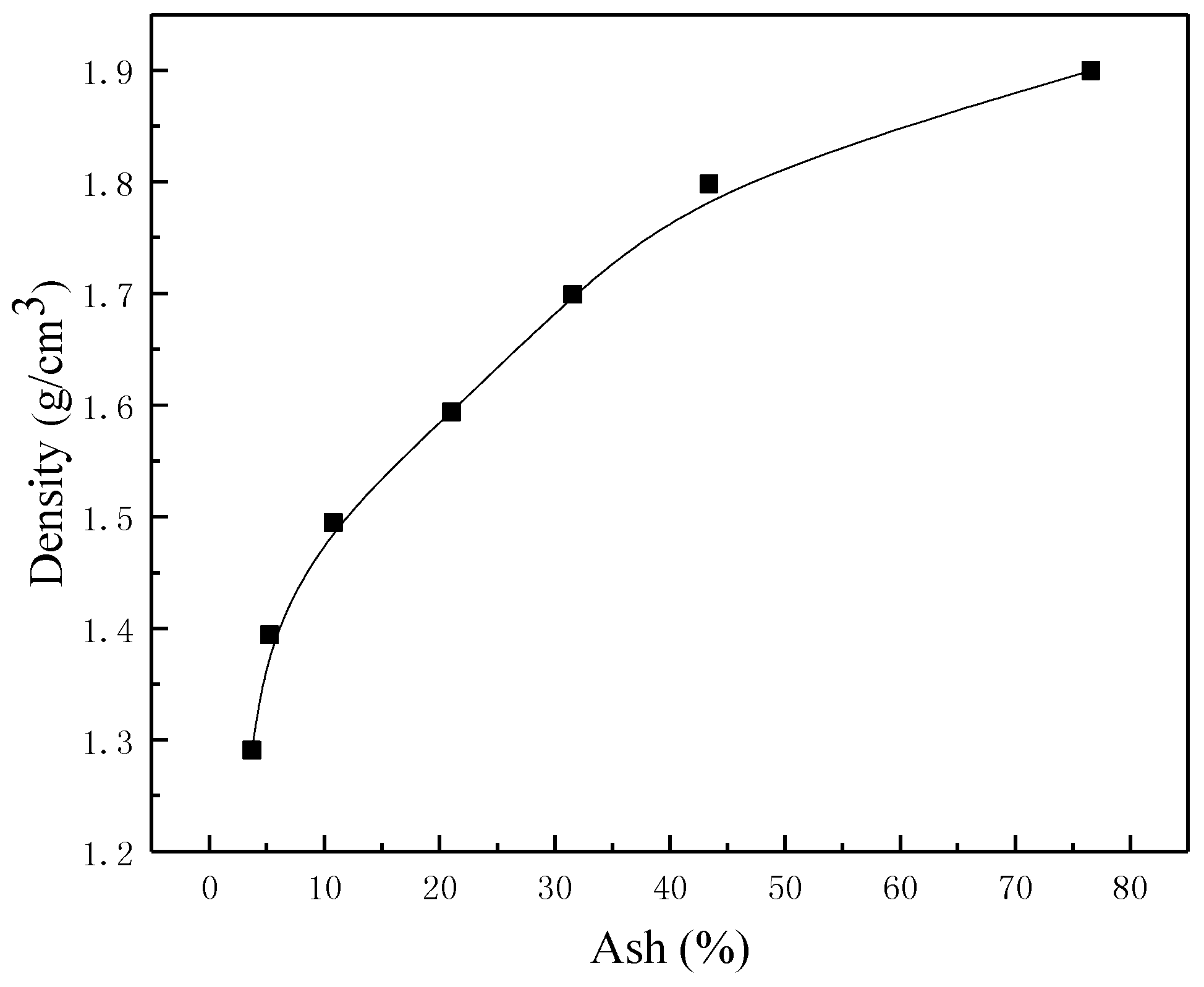
2.2. Material Properties
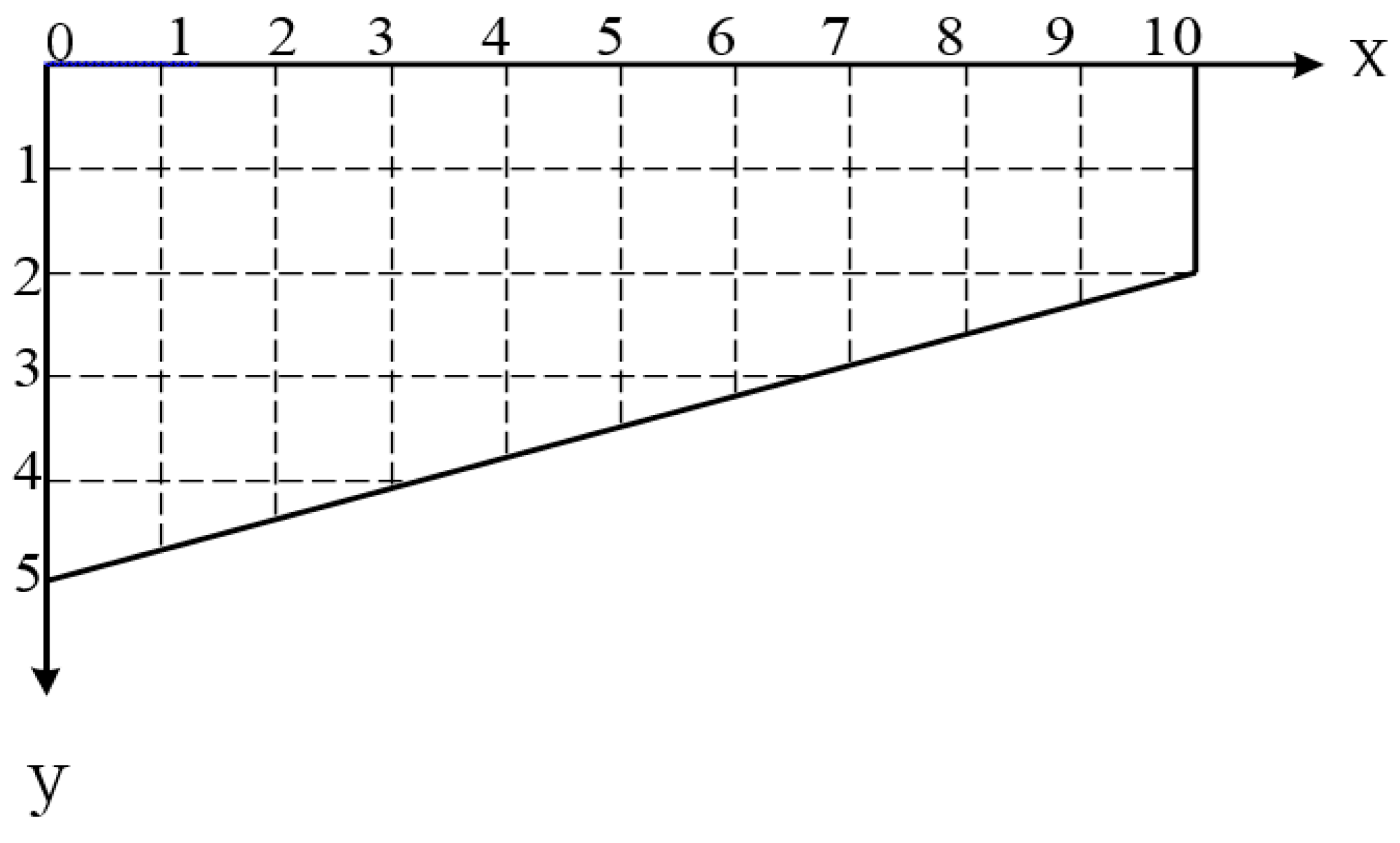
2.3. Experimental Method
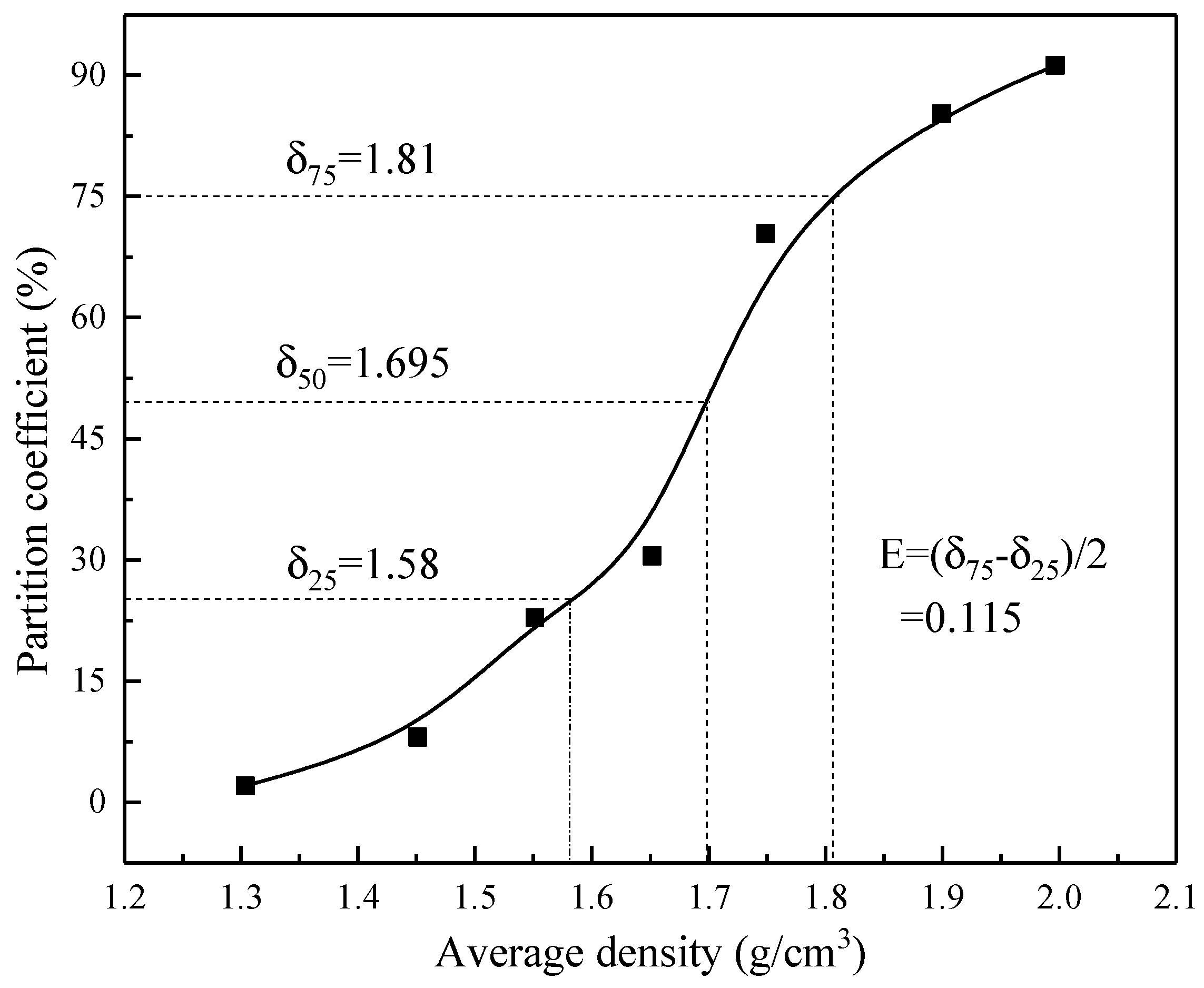
2.4. Evaluation Index
3. Results and Discussion
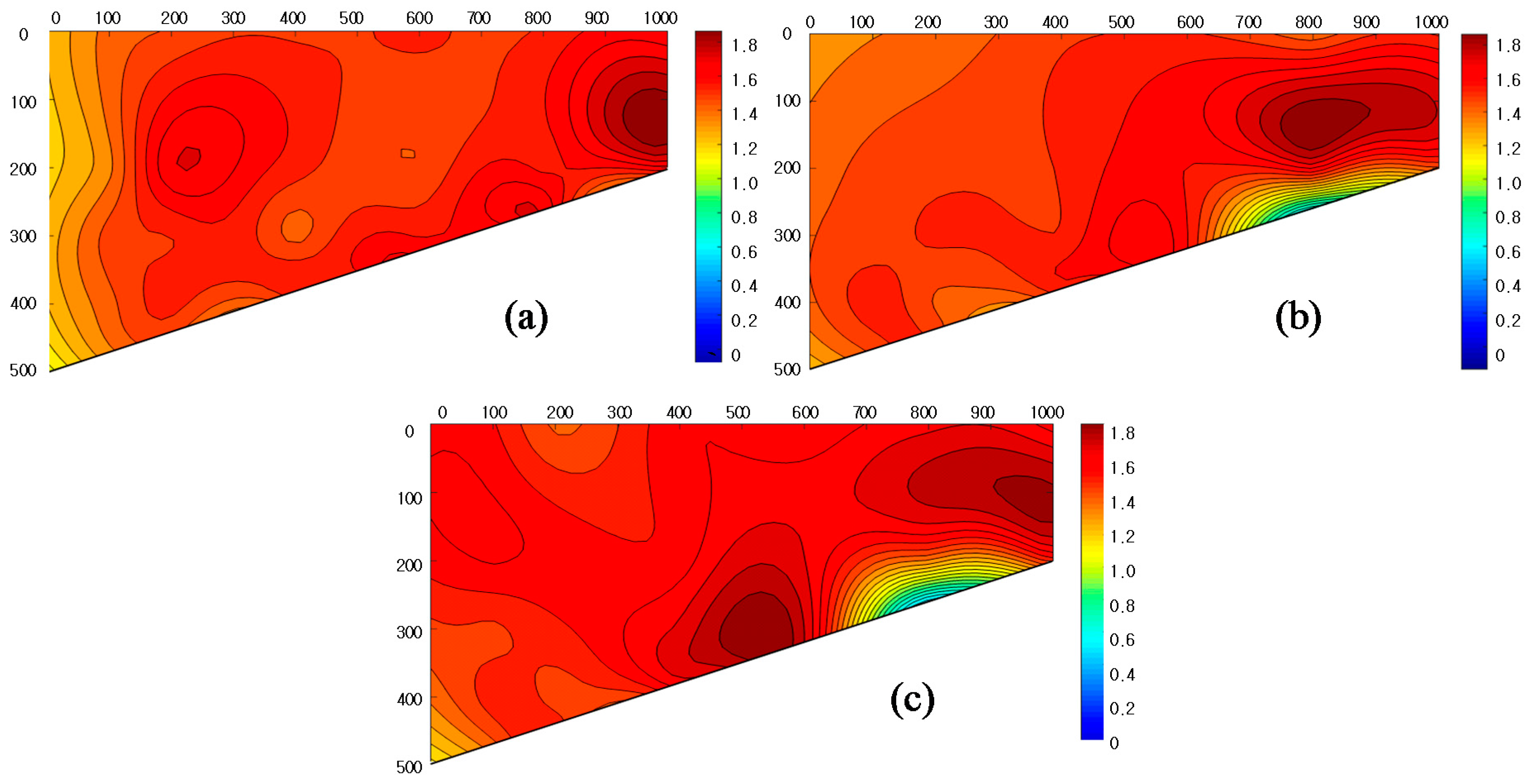
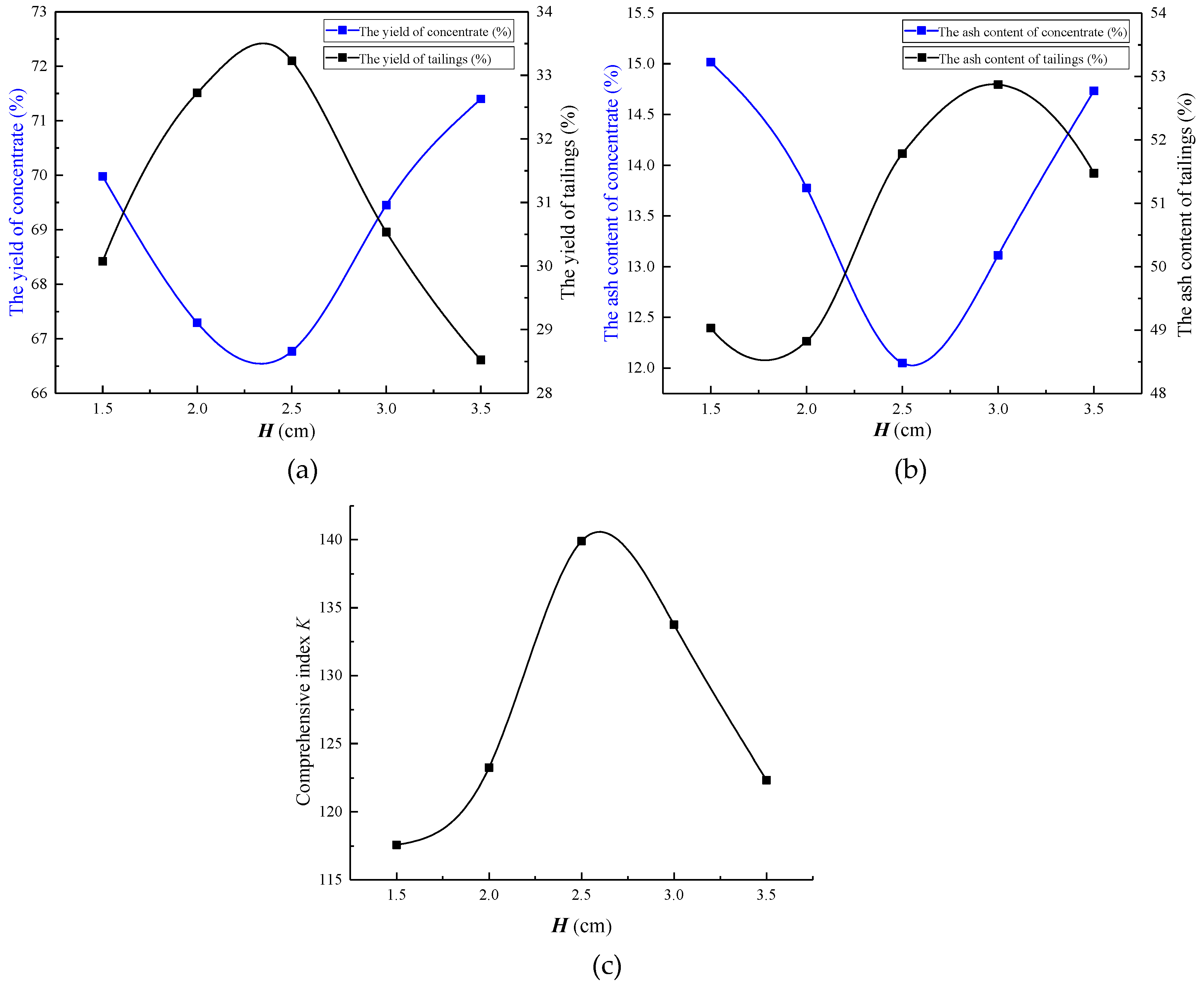
3.1. Effect of the Height of the Partition Plate (H) on the Separation Process
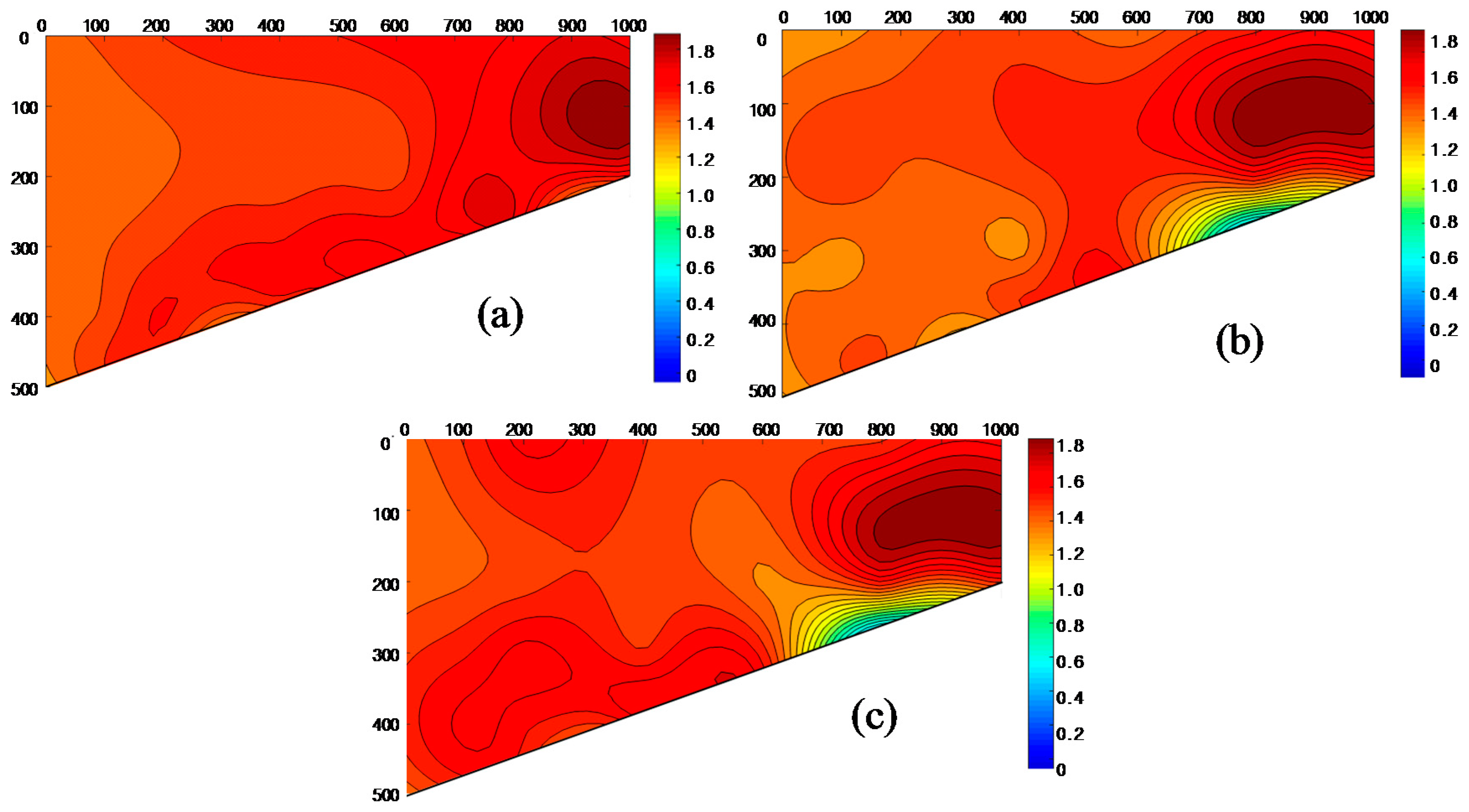
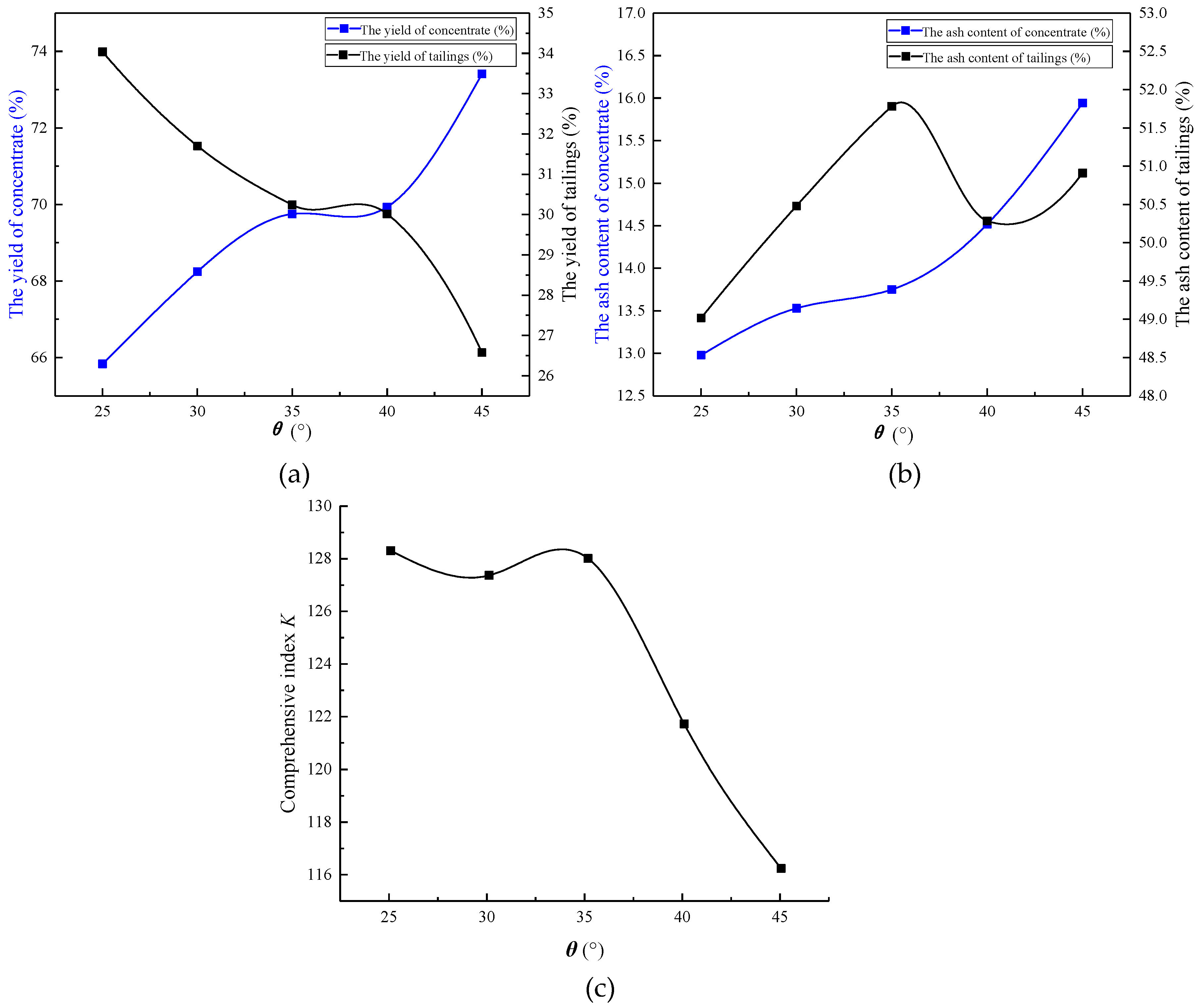
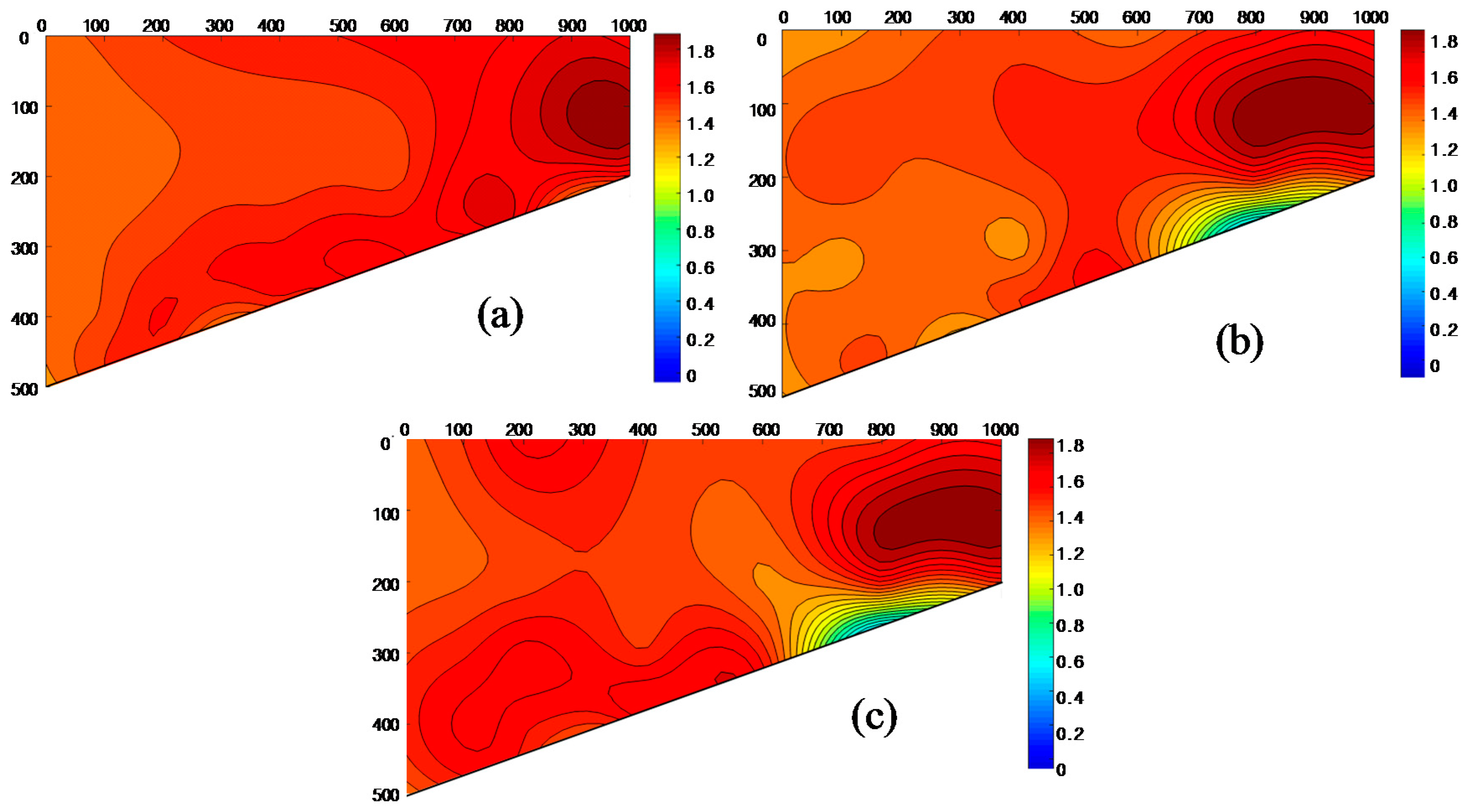
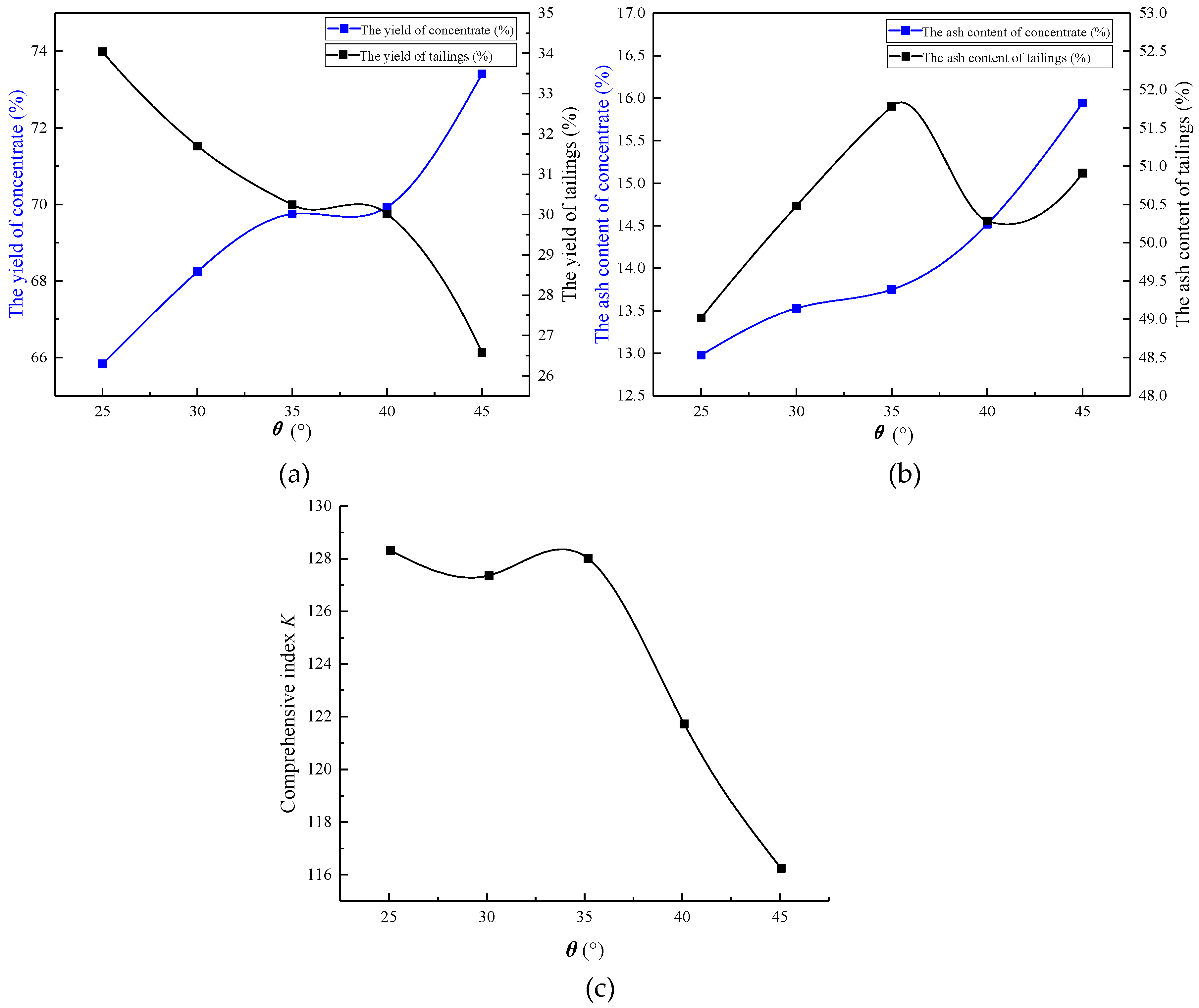
3.2. Effect of the Partition Plate Angle (θ) on the Separation Process
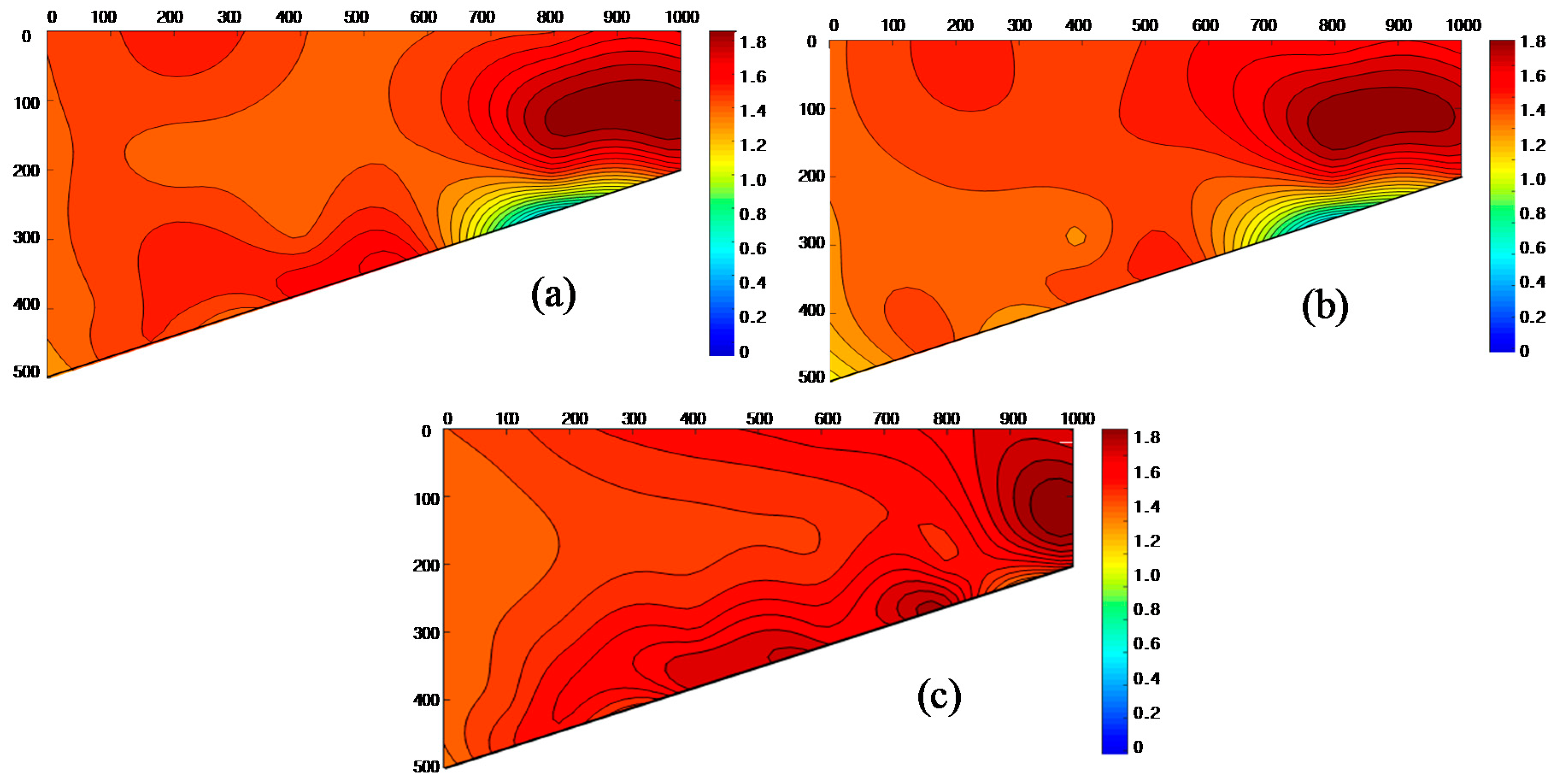
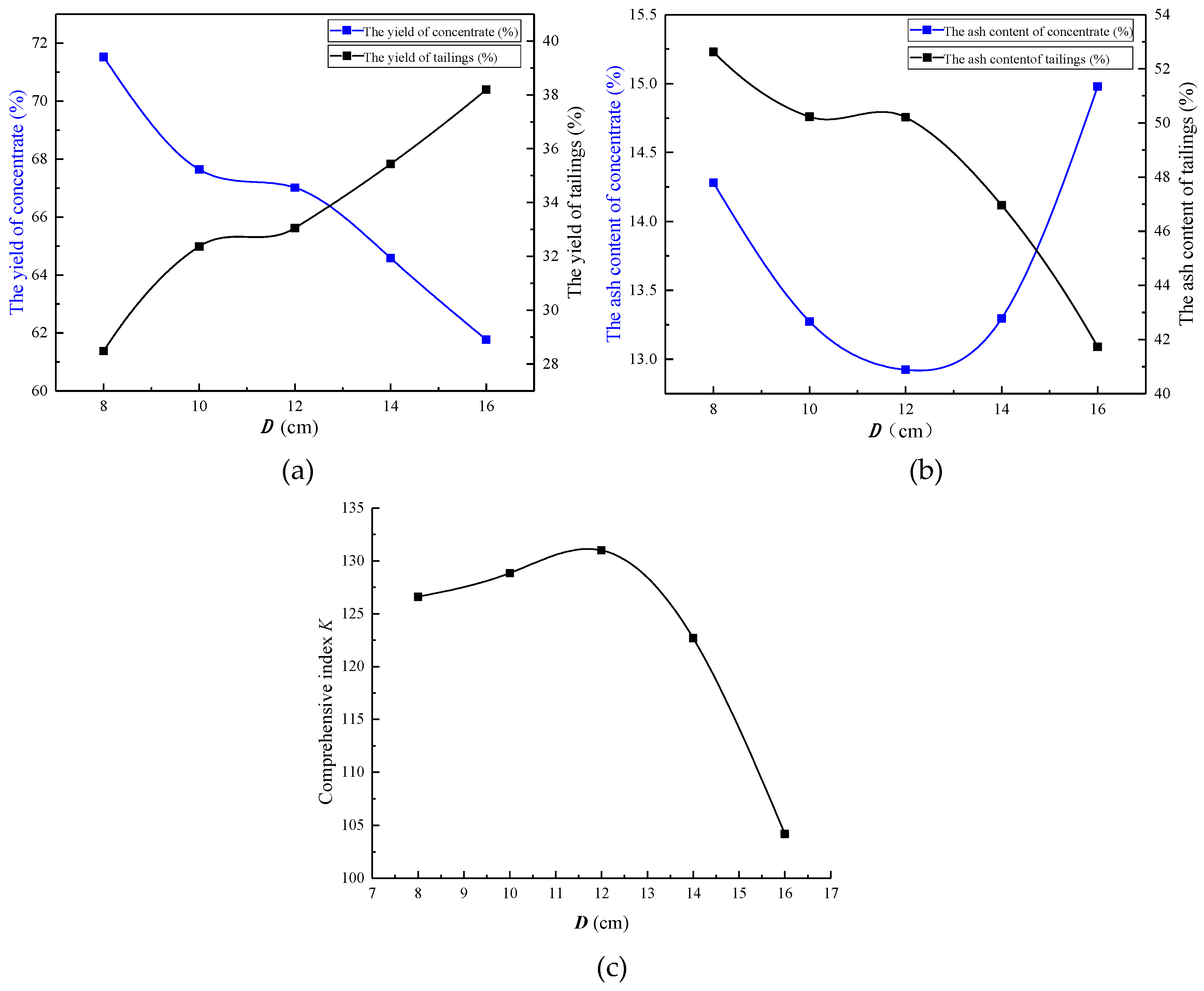
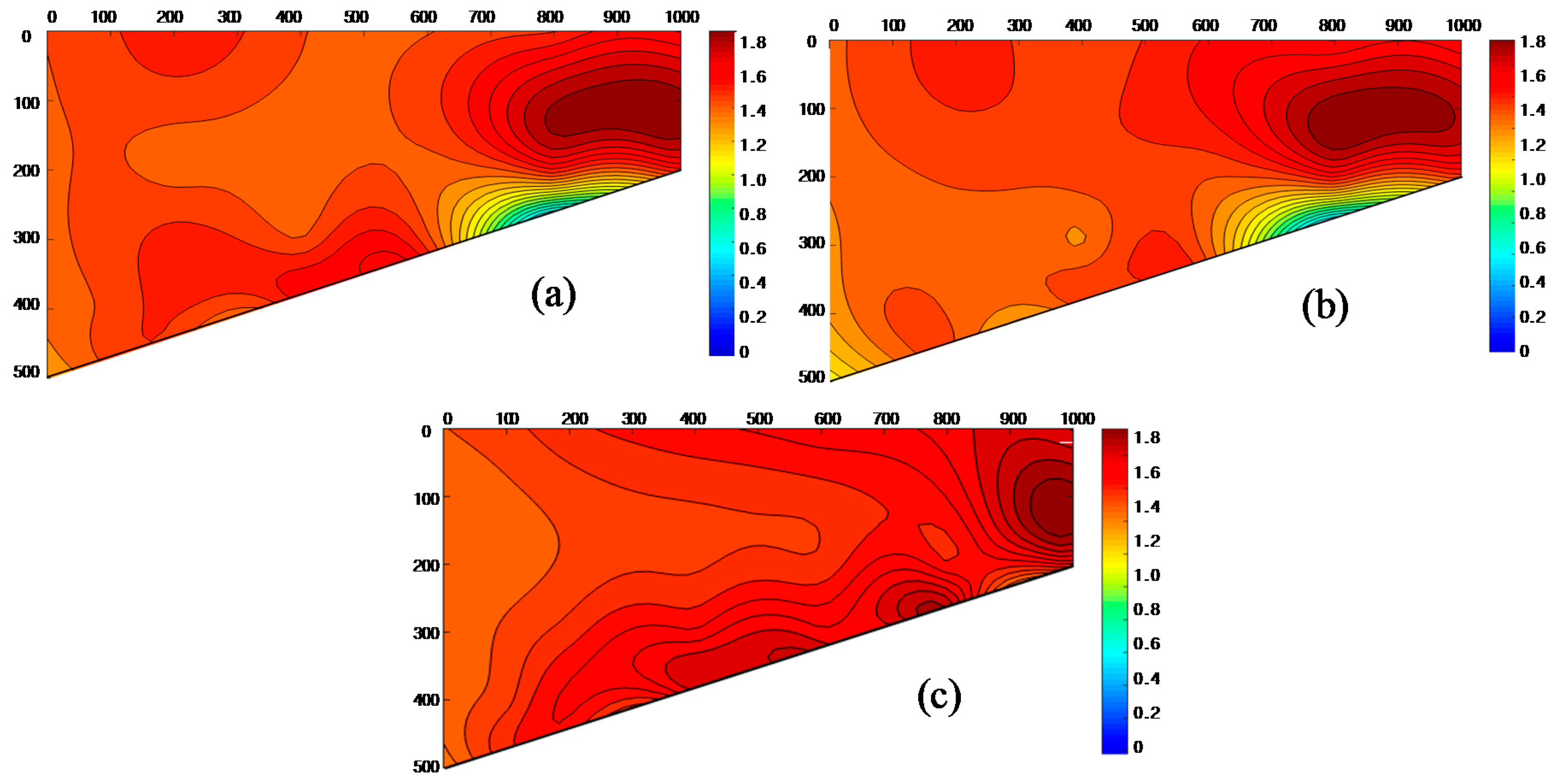
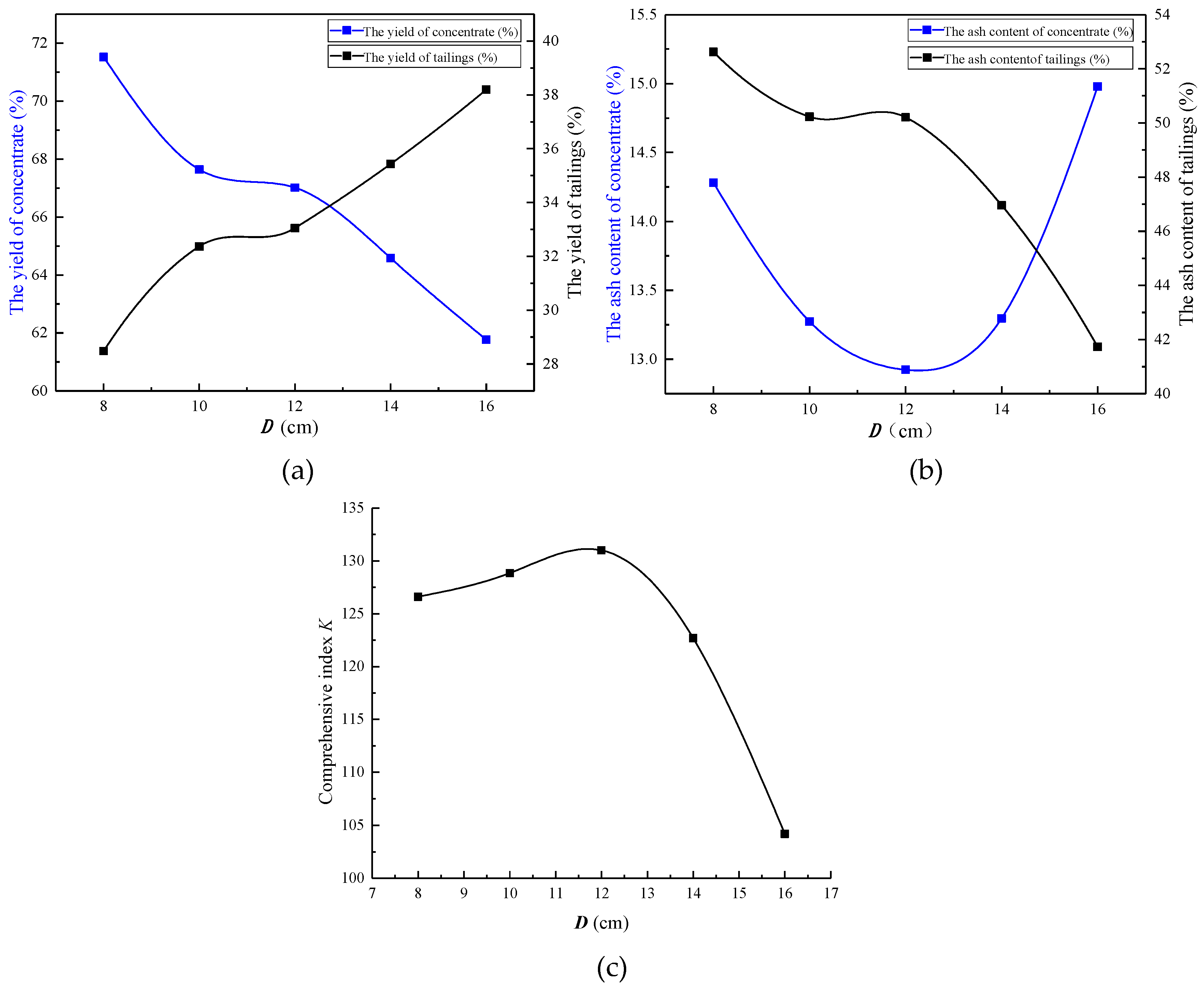
3.3. Effect of the Distance from the Apex of the Partition Plate to the Backplane (D) on the Separation Process
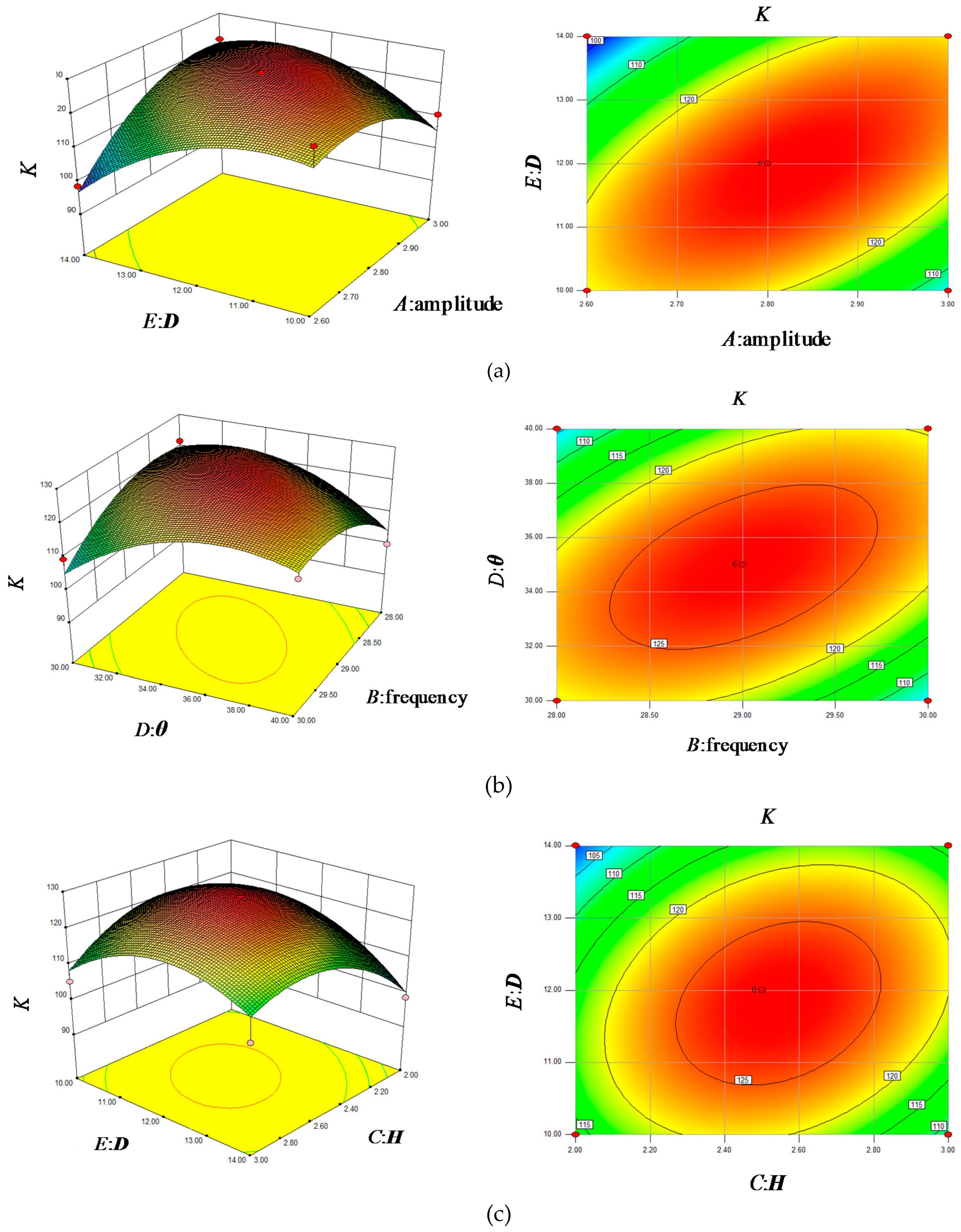
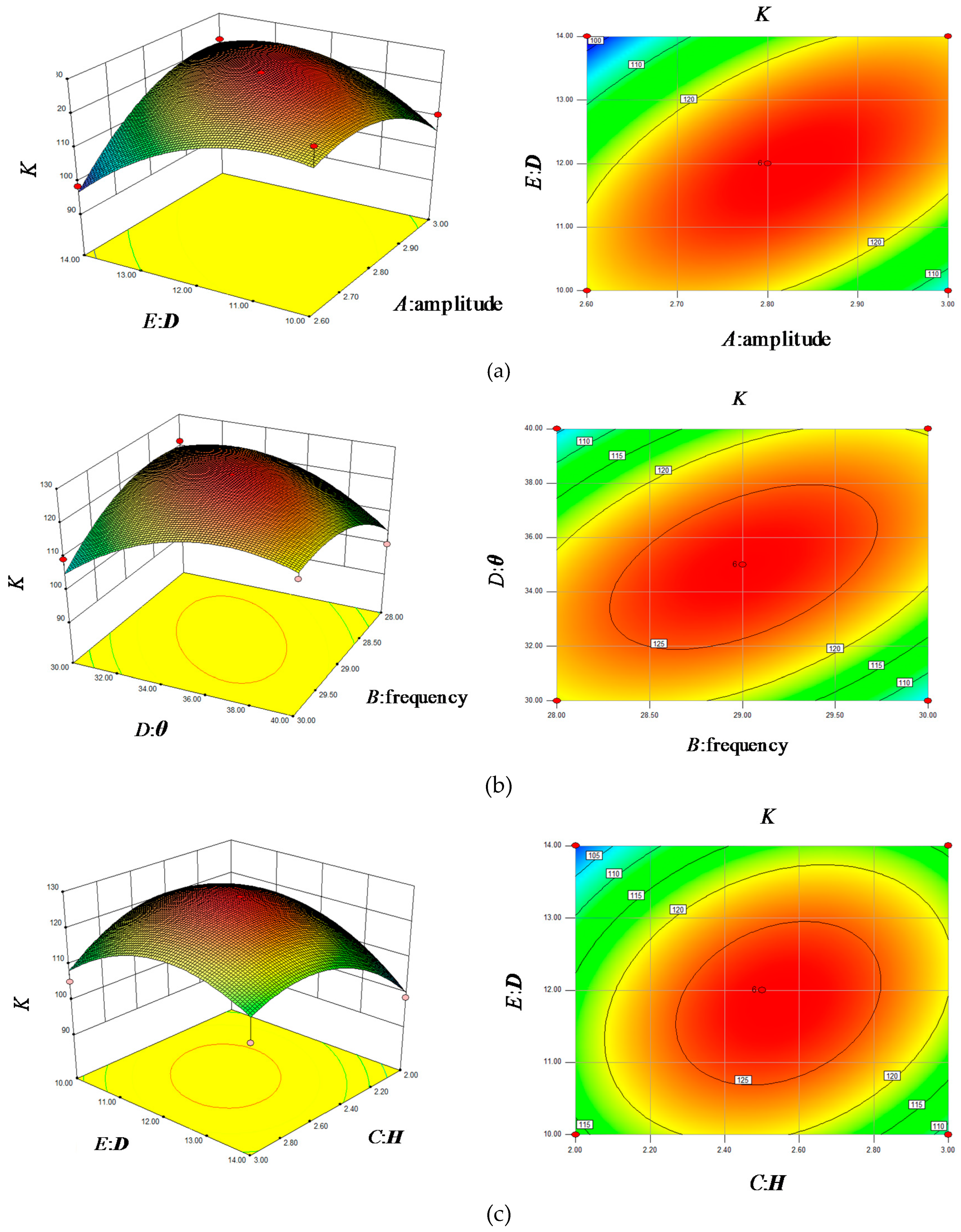
3.4. Determination of the Optimum Partition Parameter
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Circular of the National Energy: Administration on the Issuance of Guidance on Energy Work in 2018. National Energy Administration, 2017; pp. 2–26. Available online: http://zfxxgk.nea.gov.cn/auto82/201803/t20180307_3125.htm (accessed on 3 April 2019). (In Chinese)
- Statistical Bulletin of National Economic and Social Development for 2018. National Bureau of Statistics of the people’s Republic of China, 2018; pp. 2–28. Available online: http://www.stats.gov.cn/tjsj/zxfb/201902/t20190228_1651265.html (accessed on 3 April 2019). (In Chinese)
- Lu, X.; Yu, Z.F.; Wu, L.X.; Yu, J.; Chen, G.F.; Fan, M.H. Policy study on development and utilization of clean coal technology in China. Fuel Process. Technol. 2008, 89, 475–484. [Google Scholar] [CrossRef]
- Yang, X.L.; Zhao, Y.M.; Luo, Z.F. Dry cleaning of fine coal based on gas-solid two-phase flow-a review. Chem. Eng. Technol. 2017, 40, 439–449. [Google Scholar] [CrossRef]
- Zhao, Y.M.; Tang, L.G.; Luo, Z.F.; Liang, C.C.; Xing, H.B.; Duan, C.L.; Song, S.L. Fluidization characteristics of a fine magnetite powder fluidized bed for density-based dry separation of coal. Sep. Sci. Technol. 2012, 47, 2256–2261. [Google Scholar]
- Yang, X.L.; Zhao, Y.M.; Luo, Z.F.; Song, S.L.; Duan, C.L.; Dong, L. Fine coal dry cleaning using a vibrated gas-fluidized bed. Fuel Process. Technol. 2013, 106, 338–343. [Google Scholar] [CrossRef]
- Yang, X.L.; Zhao, Y.M.; Luo, Z.F.; Song, S.L.; Chen, Z.Q. Fine coal dry beneficiation using autogenous medium in a vibrated fluidized bed. Int. J. Miner. Process. 2013, 125, 86–91. [Google Scholar] [CrossRef]
- Luo, Z.F.; Tang, L.G.; Dai, N.N.; Zhao, Y.M. The effect of a secondary gas-distribution layer on the fluidization characteristics of a fluidized bed used for dry coal beneficiation. Int. J. Miner. Process. 2013, 118, 28–33. [Google Scholar] [CrossRef]
- Dong, L.; Zhao, Y.M.; Xie, W.N.; Duan, C.L.; Li, H.; Hua, C.P. Insights in active pulsing air separation technology for coarse coal slime by DEM-CFD approach. J. Cent. South Univ. 2013, 20, 3660–3666. [Google Scholar] [CrossRef]
- Zhao, Y.M.; Li, G.M.; Luo, Z.F.; Zhang, B.; Dong, L. Industrial application of a modularized dry-coal-beneficiation technique based on a novel air dense medium fluidized bed. Int. J. Coal Prep. Util. 2016. [Google Scholar] [CrossRef]
- Dong, L.; Zhao, Y.M.; Peng, L.P.; Zhao, J.; Luo, Z.F.; Liu, Q.X.; Duan, C.L. Characteristics of pressure fluctuations and fine coal preparation in gas-vibro fluidized bed. Particuology 2015, 21, 146–153. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, G.Q.; Lv, B.; Yan, G.H. A novel and effective method for coal slime reduction of thermal coal processing. J. Clean. Prod. 2018, 198, 19–23. [Google Scholar] [CrossRef]
- Chao, N.I.; Yuan, X.G.; Gui, J.Z.; Bo, L.; Li, P.Y. Problem analysis and optimization test for “2+2” coal slime separation process. J. China Coal Soc. 2013, 38, 2035–2041. [Google Scholar]
- Luo, Z.F.; Zhao, Y.M.; Chen, Q.R.; Tao, X.X.; Fan, M.M. Research on gas distribution of dense phase high density fluidized bed for separation. J. China Univ. Min. Technol. 2004, 33, 237–240. [Google Scholar]
- Luo, Z.F.; Zhao, Y.M.; Fan, M.M.; Tao, X.X.; Chen, Q.R. Density calculation of a compound medium solids fluidized bed for coal separation. J. South. Afr. Inst. Min. Metall. 2006, 106, 749–752. [Google Scholar]
- Dwari, R.K.; Rao, K.H. Dry beneficiation of coal-A review. Miner. Process. Extr. Metall. Rev. 2007, 28, 177–234. [Google Scholar] [CrossRef]
- Tang, L.G.; Zhao, Y.M.; Luo, Z.F.; Liang, C.C.; Chen, Z.Q.; Xing, H.B. The Effect of fine coal particles on the performance of gas-solid fluidized beds. Coal Prep. 2009, 29, 265–278. [Google Scholar] [CrossRef]
- Dong, H.L.; Liu, C.S.; Zhao, Y.M.; Zhao, L.L. Review of the development of dry coal preparation theory and equipment of the development of dry coal preparation theory and equipment. Adv. Mater. Res. 2013, 619, 239–243. [Google Scholar] [CrossRef]
- Zhao, Y.M.; Luo, Z.F.; Chen, Z.Q.; Tang, L.G.; Wang, H.F.; Xing, H.B. The effect of feed-coal particle size on the separating characteristics of a gas-solid fluidized bed. J. South Afr. Inst. Min. Metall. 2010, 110, 219–224. [Google Scholar]
- Luo, Z.F.; Zuo, W.; Tang, L.G.; Zhao, Y.M.; Fan, M.M. Preparation of solid medium for use in separation with gas-solid fluidized beds. Min. Sci. Technol. 2010, 20, 743–746. [Google Scholar] [CrossRef]
- Zhang, B.; Luo, Z.F.; Zhao, Y.M.; Lv, B.; Song, S.L.; Duan, C.L.; Chen, Z.Q. Effect of a high-density coarse-particle layer on the stability of a gas-solid fluidized bed for dry coal beneficiation. Int. J. Miner. Process. 2014, 132, 8–16. [Google Scholar] [CrossRef]
- Yu, X.D.; Luo, Z.F.; Li, H.; Yang, X.; Cai, L. Effect of vibration on the separation efficiency of high-sulfur coal in a compound dry separator. Int. J. Miner. Process. 2013, 157, 195–204. [Google Scholar] [CrossRef]
- Yu, X.D.; Luo, Z.F.; Li, H.B.; Yang, X.L.; Zhou, E.H.; Jiang, H.S.; Wu, J.D.; Song, S.L.; Cai, L.H. Effect of vibration on the separation efficiency of high-sulfur coal in a compound dry separator. Int. J. Miner. Process. 2016, 157, 195–204. [Google Scholar] [CrossRef]
- Yu, X.D.; Luo, Z.F.; Li, H.B.; Yang, X.L. Separation of <6 mm oil shale using a compound dry separator. Sep. Sci. Technol. 2017, 52, 1615–1623. [Google Scholar]
- Yu, X.D.; Luo, Z.F.; Li, H.B.; Gan, D.Q. Effect of vibration on the separation efficiency of oil shale in a compound dry separator. Fuel 2018, 214, 242–253. [Google Scholar] [CrossRef]
- Ling, X.Y.; He, Y.Q.; Zhao, Y.M.; Li, G.M.; Wang, J.; Wen, B.F. Distributions of size, ash, and density of coal particles along the front discharge section of a compound dry separator. Int. J. Coal Prep. Util. 2017, 38, 422–432. [Google Scholar] [CrossRef]
- Zhang, B.; Akbari, H.; Yang, F.; Mohanty, M.K.; Hirschi, J. Performance optimization of the FGX dry separator for cleaning high-sulfur coal. Int. J. Coal Prep. Util. 2001, 31, 161–186. [Google Scholar] [CrossRef]
- Ling, X.Y.; He, Y.Q.; Li, G.M.; Tang, X.L.; Xie, W.N. Separation performances of different particle sizes using an industrial FGX dry separator. Int. J. Coal Prep. Util. 2016. [Google Scholar] [CrossRef]
- Li, H.B.; Luo, Z.F.; Zhao, Y.M.; Wu, W.C.; Zhang, C.Y.; Dai, N.N. Cleaning of South African coal using a compound dry cleaning apparatus. Min. Sci. Technol. (China) 2011, 21, 117–121. [Google Scholar]
- Yang, X.L.; Zhao, Y.M.; Li, G.M.; Luo, Z.F.; Chen, Z.Q.; Liang, C.C. Establishment and evaluation of a united dry coal beneficiation system. Int. J. Coal Prep. Util. 2012, 32, 95–102. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size (mm) | Operation Capacity (t/h) | Amplitude (mm) | Frequency (Hz) | Air Volume (m3/h) |
|---|---|---|---|---|
| 25–0 | 1–0.5 | 4–2 | 50–0 | 3517 |
| Density (g/cm3) | Yield (%) | Ash Content (%) | Cumulative Float | Cumulative Sink | ||
|---|---|---|---|---|---|---|
| Yield (%) | Ash Content (%) | Yield (%) | Ash Content (%) | |||
| −1.40 | 17.92 | 5.51 | 17.92 | 5.51 | 100 | 25.24 |
| 1.4–1.5 | 31.01 | 7.42 | 48.93 | 6.72 | 82.08 | 29.55 |
| 1.5–1.6 | 18.63 | 14.11 | 67.56 | 8.76 | 51.07 | 42.99 |
| 1.6–1.7 | 7.23 | 21.15 | 74.79 | 9.95 | 32.44 | 59.56 |
| 1.7–1.8 | 4.32 | 34.81 | 79.11 | 11.31 | 25.21 | 70.58 |
| 1.8–2.0 | 3.35 | 54.58 | 82.46 | 13.07 | 20.89 | 77.97 |
| 2.00 | 17.54 | 82.44 | 100 | 25.24 | 17.54 | 82.44 |
| Total | 100 | 25.24 | ||||
| Base Point | Transverse Region | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Longitudinal Region | 1 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 2 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | |
| 3 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | |
| 4 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | ||||
| 5 | 38 | 39 | 40 | ||||||||
| H (cm) | Sρ |
|---|---|
| 1.5 | 0.51 |
| 2.5 | 0.08 |
| 3.5 | 0.35 |
| θ (°) | Sρ |
|---|---|
| 25 | 0.37 |
| 35 | 0.14 |
| 45 | 0.61 |
| D (cm) | Sρ |
|---|---|
| 8 | 0.45 |
| 12 | 0.07 |
| 16 | 0.39 |
| Code | Factors | Unit | Minimum | Maximum | Minimum Code | Maximum Code |
|---|---|---|---|---|---|---|
| A | Amplitude | mm | 2.6 | 3.0 | −1 | 1 |
| B | Frequency | Hz | 28 | 30 | −1 | 1 |
| C | Height | cm | 2.0 | 3.0 | −1 | 1 |
| D | Angle | ° | 30 | 40 | −1 | 1 |
| E | Distance | cm | 10 | 14 | −1 | 1 |
| Source | Sum of Squares | df | Mean Square | F value | Prob > F |
|---|---|---|---|---|---|
| Model | 2618.31 | 20.00 | 130.92 | 3.47 | 0.00 |
| A-Amplitude | 98.70 | 1.00 | 98.70 | 2.62 | 0.12 |
| B-Frequency | 1.01 | 1.00 | 1.01 | 0.03 | 0.87 |
| C-Height | 65.55 | 1.00 | 65.55 | 1.74 | 0.20 |
| D-Angle | 1.78 | 1.00 | 1.78 | 0.05 | 0.83 |
| E-Distance | 65.77 | 1.00 | 65.77 | 1.74 | 0.20 |
| AB | 1.44 | 1.00 | 1.44 | 0.04 | 0.85 |
| AC | 1.50 | 1.00 | 1.50 | 0.04 | 0.84 |
| AD | 5.04 | 1.00 | 5.04 | 0.13 | 0.72 |
| AE | 361.76 | 1.00 | 361.76 | 9.60 | 0.00 |
| BC | 0.12 | 1.00 | 0.12 | 0.00 | 0.96 |
| BD | 222.61 | 1.00 | 222.61 | 5.90 | 0.02 |
| BE | 1.97 | 1.00 | 1.97 | 0.05 | 0.82 |
| CD | 0.03 | 1.00 | 0.03 | 0.00 | 0.98 |
| CE | 91.30 | 1.00 | 91.30 | 2.42 | 0.13 |
| DE | 185.78 | 1.00 | 185.78 | 4.93 | 0.04 |
| Residual | 942.53 | 25.00 | 37.70 | ||
| Lack of fit | 942.53 | 20.00 | 47.13 | ||
| Pure error | 0.00 | 5.00 | 0.00 |
| Separation Text | Ash Content of Raw Coal (%) | Concentrate | Tailings | ||
|---|---|---|---|---|---|
| Yield (%) | Ash Content (%) | Yield (%) | Ash Content (%) | ||
| Results | 25.24 | 69.24 | 12.52 | 30.76 | 53.87 |
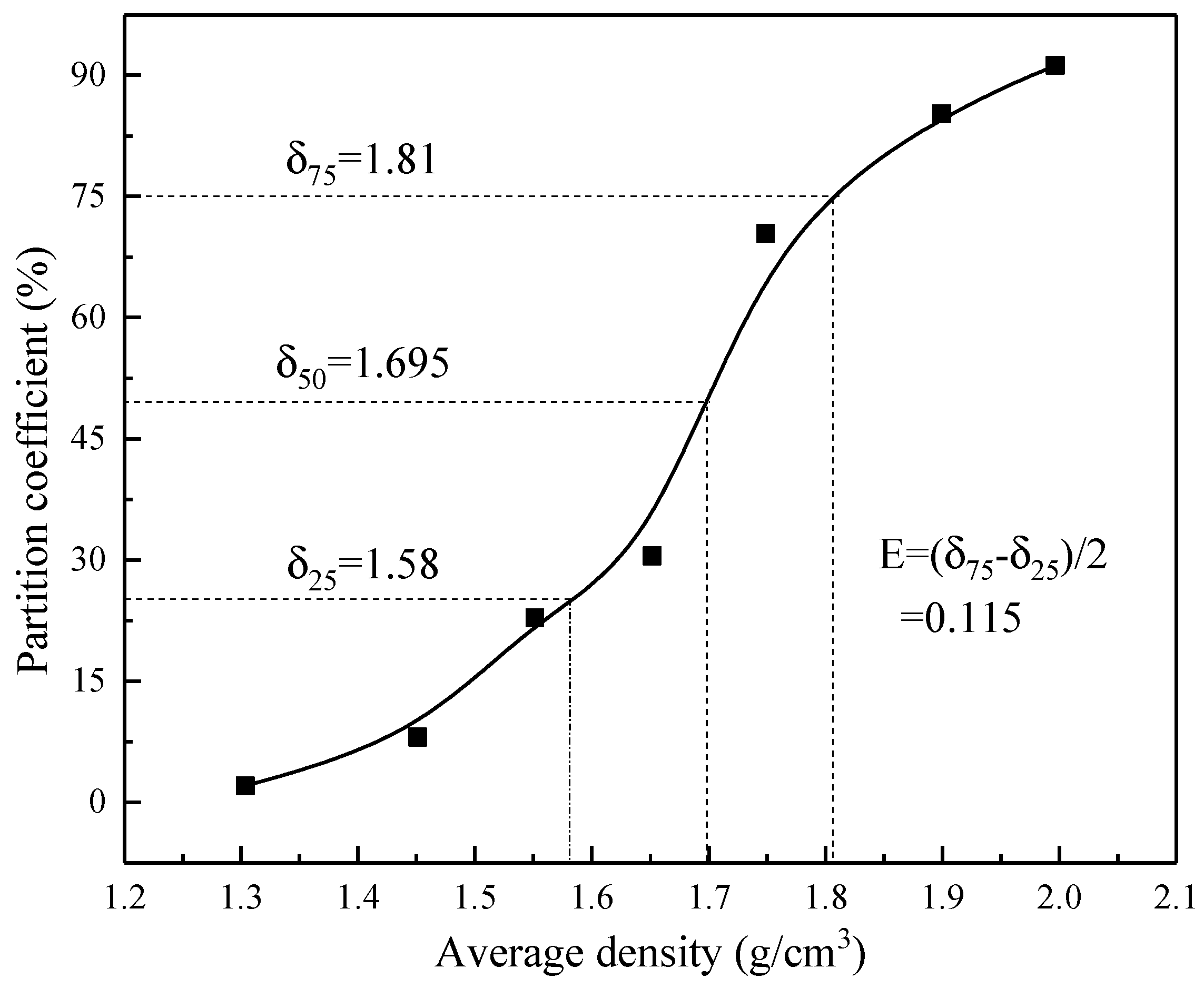
| Density (g/cm3) | Average Density (g/cm3) | Feed Density Distribution (%) | Tailings Sink-Float Results (%) | Concentrate Sink-Float Results (%) | Calculated Feedstock Sink-Float Results (%) | Partition Coefficient (%) | ||
|---|---|---|---|---|---|---|---|---|
| Of Products (%) | Of Feedstock (%) | Of Products (%) | Of Feedstock (%) | |||||
| −1.4 | 1.30 | 17.92 | 0.76 | 0.23 | 25.63 | 17.75 | 17.98 | 1.29 |
| 1.4–1.5 | 1.45 | 31.01 | 7.62 | 2.34 | 40.50 | 28.04 | 30.39 | 7.71 |
| 1.5–1.6 | 1.55 | 18.63 | 14.35 | 4.41 | 21.73 | 15.05 | 19.46 | 22.68 |
| 1.6–1.7 | 1.65 | 7.23 | 7.11 | 2.19 | 7.33 | 5.08 | 7.27 | 30.11 |
| 1.7–1.8 | 1.75 | 4.32 | 9.93 | 3.05 | 1.83 | 1.27 | 4.32 | 70.70 |
| 1.8–2.0 | 1.90 | 3.35 | 8.48 | 2.61 | 0.63 | 0.43 | 3.04 | 85.72 |
| +2.00 | 2.00 | 17.54 | 51.76 | 15.92 | 2.35 | 1.63 | 17.55 | 90.73 |
| Total | 100.00 | 100.00 | 30.76 | 100.00 | 69.24 | 100.00 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Wang, L.; Luo, Z.; Zhao, Y.; Lv, B.; Fu, Y.; Xu, X. The Effect of the Characteristics of the Partition Plate Unit on the Separating Process of −6 mm Fine Coal in the Compound Dry Separator. Minerals 2019, 9, 215. https://doi.org/10.3390/min9040215
Chen C, Wang L, Luo Z, Zhao Y, Lv B, Fu Y, Xu X. The Effect of the Characteristics of the Partition Plate Unit on the Separating Process of −6 mm Fine Coal in the Compound Dry Separator. Minerals. 2019; 9(4):215. https://doi.org/10.3390/min9040215
Chicago/Turabian StyleChen, Changshuai, Longlong Wang, Zhenfu Luo, Yuemin Zhao, Bo Lv, Yanhong Fu, and Xuan Xu. 2019. "The Effect of the Characteristics of the Partition Plate Unit on the Separating Process of −6 mm Fine Coal in the Compound Dry Separator" Minerals 9, no. 4: 215. https://doi.org/10.3390/min9040215
APA StyleChen, C., Wang, L., Luo, Z., Zhao, Y., Lv, B., Fu, Y., & Xu, X. (2019). The Effect of the Characteristics of the Partition Plate Unit on the Separating Process of −6 mm Fine Coal in the Compound Dry Separator. Minerals, 9(4), 215. https://doi.org/10.3390/min9040215