Behavior of Tin and Antimony in Secondary Copper Smelting Process



Abstract
1. Introduction
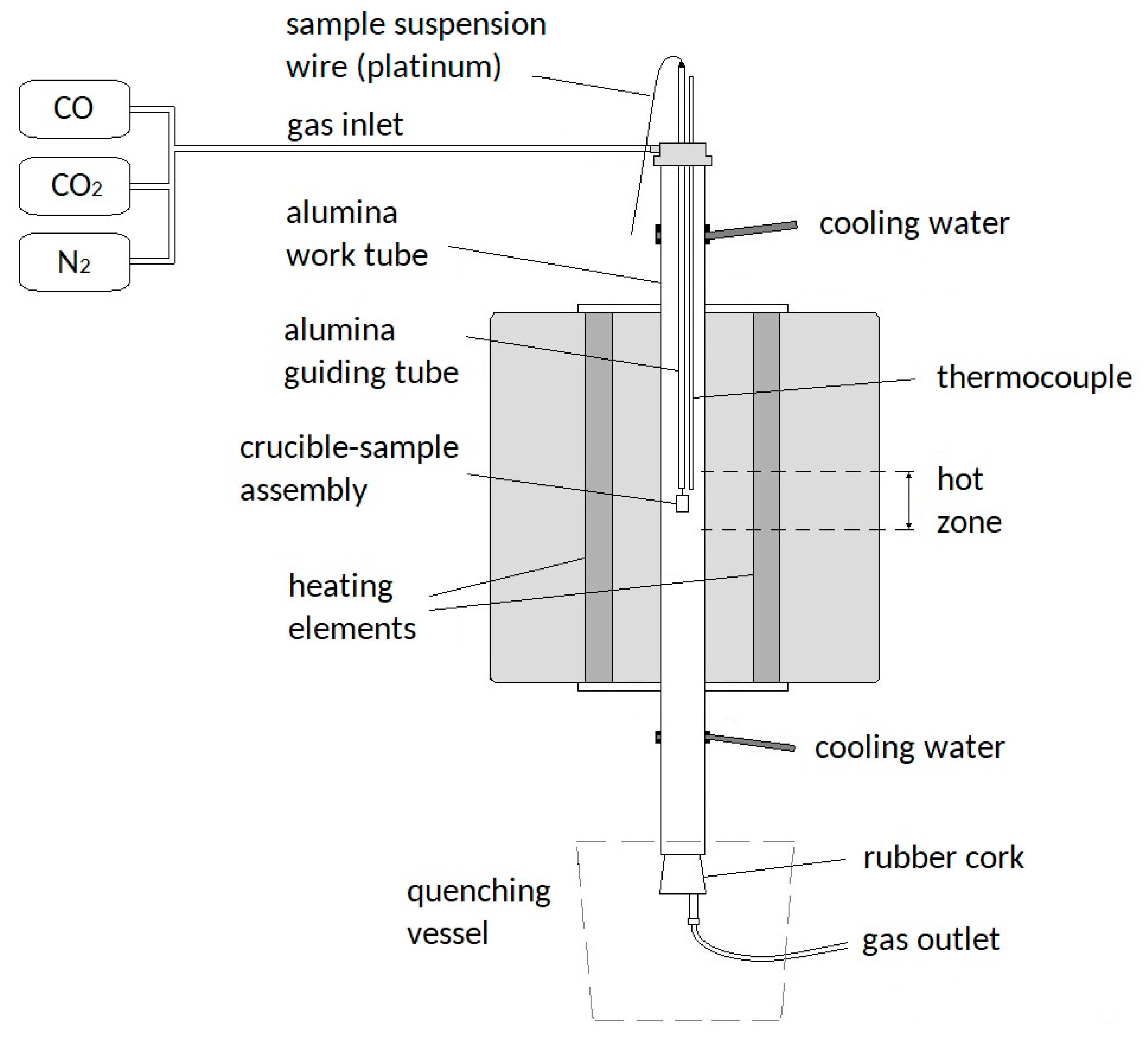
2. Materials and Methods
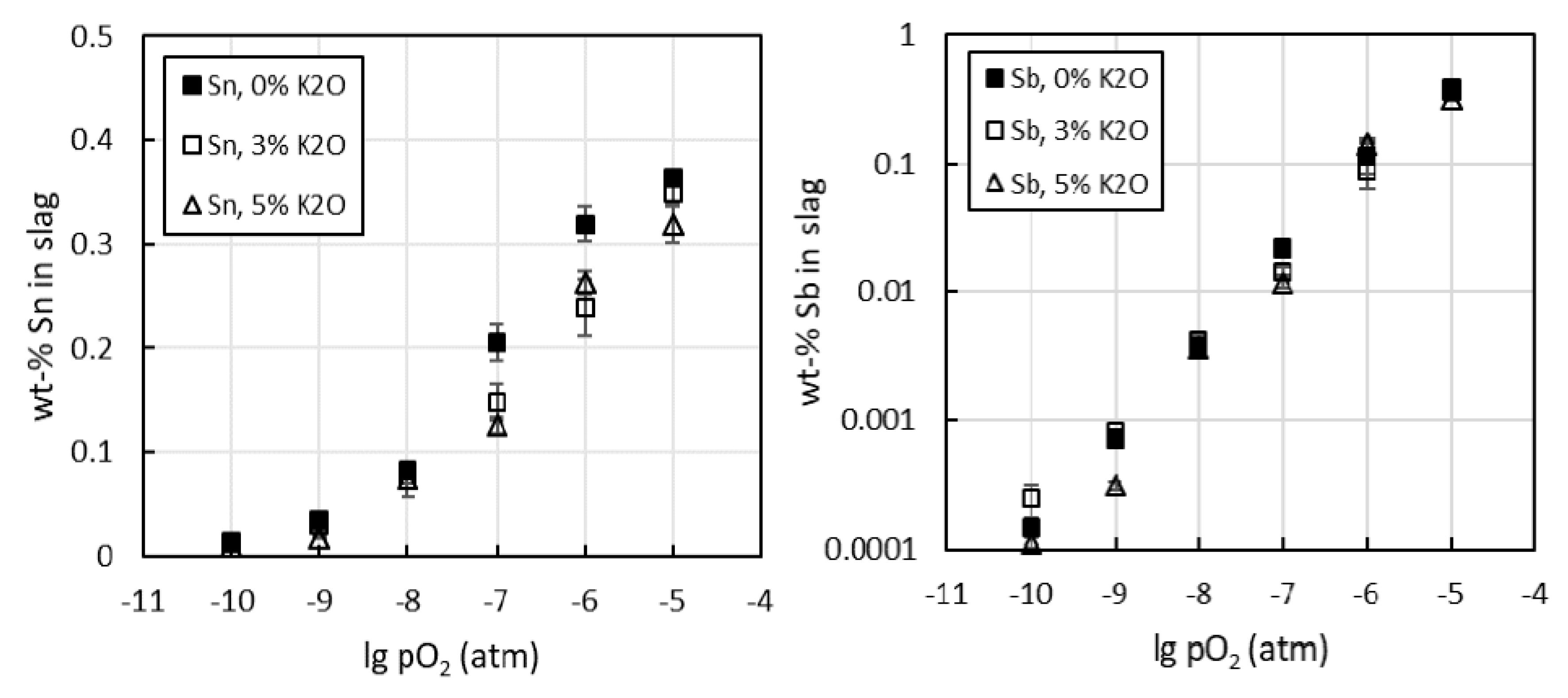
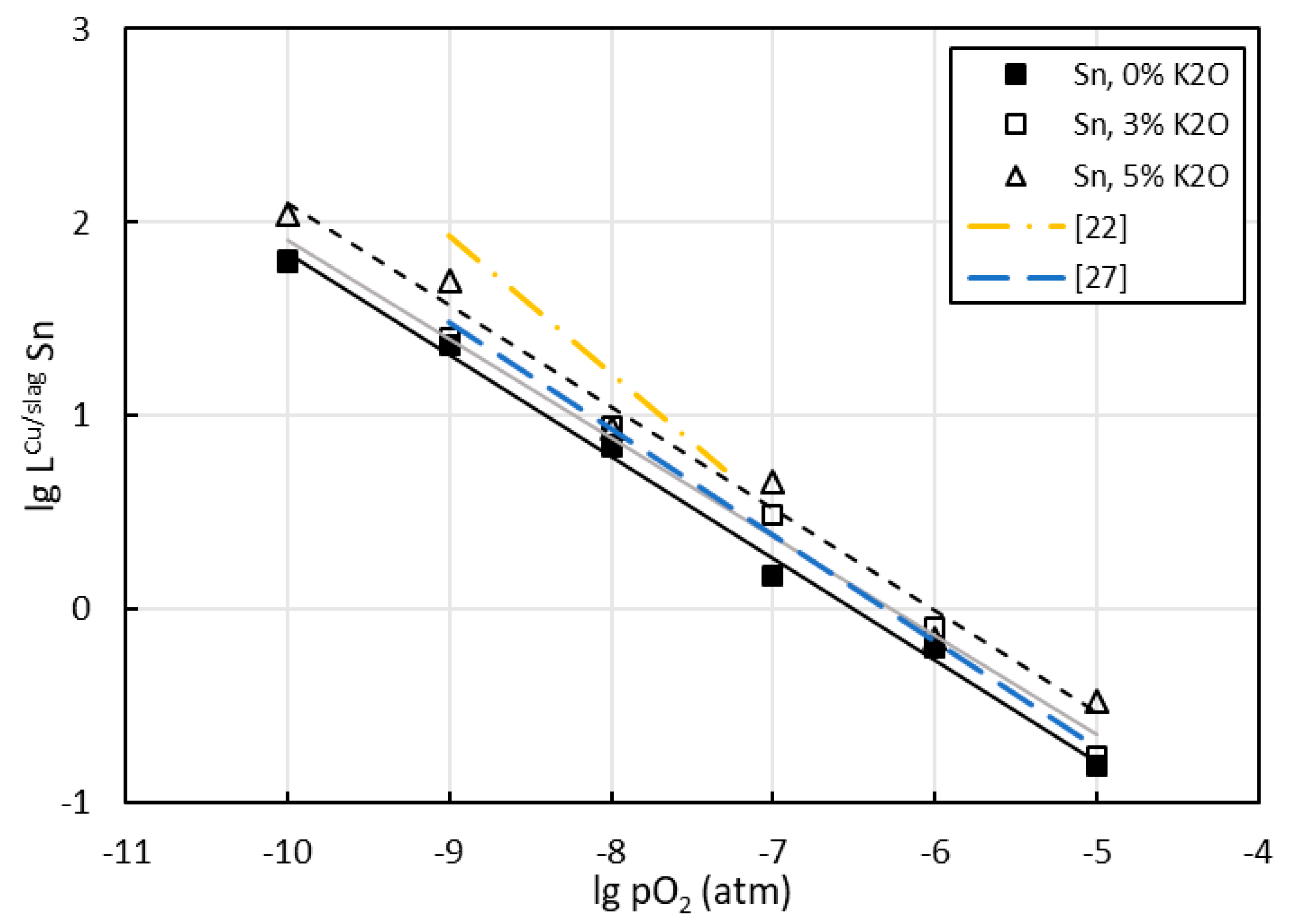
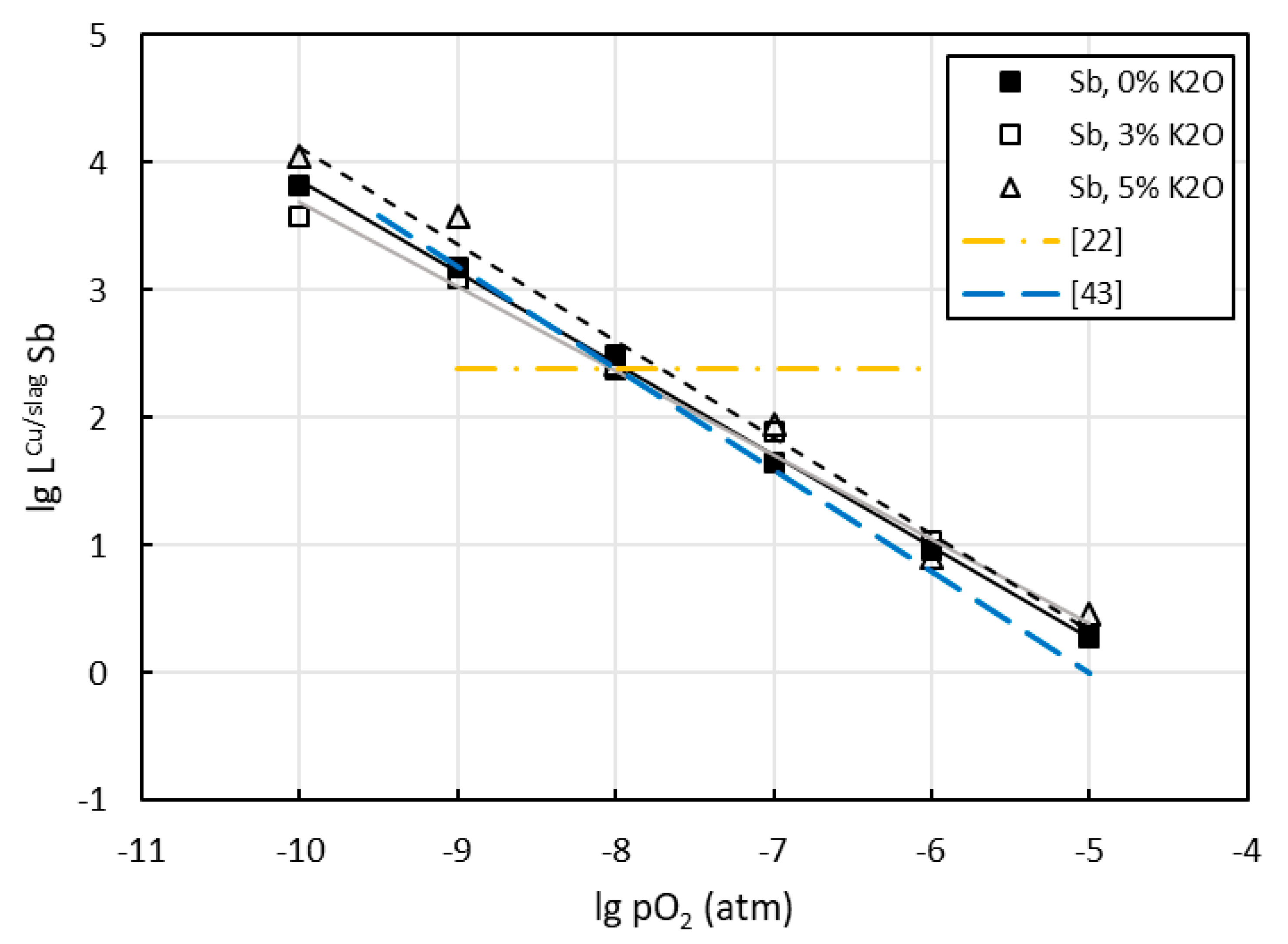
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Slag | pO2 (atm) | CO (mL/min) | CO2 (mL/min) | Equilibration Time (hours) |
|---|---|---|---|---|---|
| V3 1 | 3 wt % K2O | 10−6 | 4.1 | 295.9 | 8 |
| V1 1 | 3 wt % K2O | 10−6 | 4.1 | 295.9 | 16 |
| V2 1 | 3 wt % K2O | 10−6 | 4.1 | 295.9 | 24 |
| V25 | no K2O | 10−5 | 1.3 | 298.7 | 16 |
| V12, V13 | no K2O | 10−6 | 4.1 | 295.9 | 16 |
| V11, V14 | no K2O | 10−7 | 12.6 | 287.4 | 16 |
| V15, V18 | no K2O | 10−8 | 36.6 | 263.4 | 16 |
| V16, V19 | no K2O | 10−9 | 91.5 | 208.5 | 16 |
| V39 | no K2O | 10−10 | 174.4 | 125.6 | 16 |
| V8 | 3 wt % K2O | 10−5 | 1.3 | 298.7 | 16 |
| V7, V10 | 3 wt % K2O | 10−6 | 4.1 | 295.9 | 16 |
| V6, V9 | 3 wt % K2O | 10−7 | 12.6 | 287.4 | 16 |
| V21, V23 | 3 wt % K2O | 10−8 | 36.6 | 263.4 | 16 |
| V20, V24 | 3 wt % K2O | 10−9 | 91.5 | 208.5 | 16 |
| V22 | 3 wt % K2O | 10−10 | 174.4 | 125.6 | 16 |
| V26 | 5 wt % K2O | 10−5 | 1.3 | 298.7 | 16 |
| V38 | 5 wt % K2O | 10−6 | 4.1 | 295.9 | 16 |
| V28 | 5 wt % K2O | 10−7 | 12.6 | 287.4 | 16 |
| V35 | 5 wt % K2O | 10−8 | 36.6 | 263.4 | 16 |
| V30 | 5 wt % K2O | 10−9 | 91.5 | 208.5 | 16 |
| V31 | 5 wt % K2O | 10−10 | 174.4 | 125.6 | 16 |
| Copper Alloy Phase | |||
|---|---|---|---|
| 0% K2O | wt % | ||
| lg pO2 (atm) | Cu | Sn | Sb |
| −5 | 96.66 | 0.06 | 0.70 |
| −6 | 96.69 | 0.20 | 1.05 |
| −7 | 97.14 | 0.30 | 1.00 |
| −8 | 95.31 | 0.57 | 1.15 |
| −9 | 95.43 | 0.81 | 1.11 |
| −10 | 94.92 | 0.83 | 0.97 |
| 3% K2O | wt % | ||
| lg pO2 (atm) | Cu | Sn | Sb |
| −5 | 97.47 | 0.06 | 0.72 |
| −6 | 96.89 | 0.19 | 0.94 |
| −7 | 96.45 | 0.45 | 1.12 |
| −8 | 96.18 | 0.65 | 1.00 |
| −9 | 95.66 | 0.77 | 1.01 |
| −10 | 96.11 | 0.76 | 0.92 |
| 5% K2O | wt % | ||
| lg pO2 (atm) | Cu | Sn | Sb |
| −5 | 94.96 | 0.11 | 0.91 |
| −6 | 95.08 | 0.19 | 1.15 |
| −7 | 95.07 | 0.58 | 1.05 |
| −8 | 95.13 | 0.64 | 0.97 |
| −9 | 93.95 | 0.90 | 1.20 |
| −10 | 93.71 | 1.06 | 1.26 |
| Slag Phase | |||||||
|---|---|---|---|---|---|---|---|
| 0% K2O | wt % | ppmw | |||||
| lg pO2 (atm) | Fe | Si | Cu | Al | K | Sn | Sb |
| −5 | 23.54 | 13.07 | 20.75 | 9.42 | - | 3641.8 | 3652.8 |
| −6 | 28.62 | 15.02 | 11.27 | 9.64 | - | 3195.2 | 1136.4 |
| −7 | 32.75 | 15.48 | 6.37 | 9.75 | - | 2055.4 | 221.1 |
| −8 | 36.10 | 15.42 | 3.02 | 9.75 | - | 823.3 | 37.0 |
| −9 | 36.60 | 15.04 | 1.75 | 9.58 | - | 349.5 | 7.3 |
| −10 | >36.34 | >15.05 | 1.07 | 9.94 | - | 134.5 | 1.5 |
| 3% K2O | wt % | ppmw | |||||
| lg pO2 (atm) | Fe | Si | Cu | Al | K | Sn | Sb |
| −5 | 19.74 | 15.32 | 16.93 | 9.47 | 2.46 | 3487.3 | 3870.4 |
| −6 | 22.93 | 17.50 | 8.89 | 9.56 | 2.76 | 2389.1 | 877.0 |
| −7 | 28.57 | 17.39 | 4.49 | 9.26 | 2.77 | 1476.4 | 145.0 |
| −8 | 32.12 | 16.99 | 2.48 | 9.35 | 2.61 | 731.0 | 41.4 |
| −9 | 33.63 | 16.39 | 1.36 | 9.23 | 2.54 | 303.7 | 8.1 |
| −10 | >34.57 | >16.62 | 0.93 | 9.48 | 2.47 | 117.6 | 2.5 |
| 5% K2O | wt % | ppmw | |||||
| lg pO2 (atm) | Fe | Si | Cu | Al | K | Sn | Sb |
| −5 | 15.88 | 17.63 | 13.81 | 9.87 | 4.40 | 3181.9 | 3159.5 |
| −6 | 17.28 | 19.48 | 9.03 | 9.31 | 5.05 | 2627.8 | 1423.4 |
| −7 | 23.09 | 18.89 | 3.85 | 10.02 | 4.48 | 1255.9 | 118.4 |
| −8 | 29.65 | 16.08 | 2.39 | 8.41 | 4.04 | 740.1 | 36.9 |
| −9 | 29.10 | 17.17 | 1.07 | 9.81 | 3.97 | 179.5 | 3.1 |
| −10 | 30.31 | 16.80 | 0.70 | 9.92 | 4.02 | 95.7 | 1.1 |
| Spinel Phase | |||||||
|---|---|---|---|---|---|---|---|
| 0% K2O | wt % | ||||||
| lg pO2 (atm) | Fe | Si | Cu | Al | K | Sn | Sb |
| −5 | 43.79 | 0.03 | 2.14 | 20.23 | - | 0.02 | <MDL |
| −6 | 45.01 | 0.04 | 0.69 | 20.34 | - | 0.02 | 0.02 |
| −7 | 41.67 | 0.05 | 0.30 | 22.93 | - | <MDL | 0.03 |
| −8 | 38.99 | 0.05 | 0.12 | 25.87 | - | <MDL | <MDL |
| −9 | 35.54 | 0.05 | 0.11 | 27.73 | - | <MDL | <MDL |
| −10 | 32.71 | 0.03 | 0.08 | 29.61 | - | <MDL | <MDL |
| 3% K2O | wt % | ||||||
| lg pO2 (atm) | Fe | Si | Cu | Al | K | Sn | Sb |
| −5 | 49.42 | 0.03 | 1.94 | 15.53 | <MDL | 0.05 | 0.03 |
| −6 | 50.50 | 0.06 | 0.59 | 15.65 | <MDL | 0.03 | 0.02 |
| −7 | 45.51 | 0.06 | 0.19 | 20.18 | <MDL | <MDL | 0.02 |
| −8 | 40.76 | 0.09 | 0.17 | 25.00 | 0.01 | <MDL | <MDL |
| −9 | 37.29 | 0.06 | 0.05 | 27.45 | <MDL | <MDL | <MDL |
| −10 | 36.24 | 0.06 | 0.05 | 29.38 | <MDL | <MDL | <MDL |
| 5% K2O | wt % | ||||||
| lg pO2 (atm) | Fe | Si | Cu | Al | K | Sn | Sb |
| −5 | 56.47 | 0.09 | 1.54 | 9.55 | <MDL | 0.12 | <MDL |
| −6 | 60.10 | 0.06 | 0.70 | 7.98 | 0.01 | 0.10 | <MDL |
| −7 | 45.07 | 0.06 | 0.27 | 20.06 | 0.03 | <MDL | <MDL |
| −8 | 46.17 | 0.08 | 0.17 | 18.00 | 0.01 | <MDL | <MDL |
| −9 | 35.48 | 0.14 | 0.05 | 27.61 | 0.07 | <MDL | <MDL |
| −10 | 34.89 | 0.07 | 0.04 | 28.41 | 0.03 | <MDL | <MDL |
References
- Anindya, A.; Swinbourne, D.; Reuter, M.; Matusewicz, R. Tin distribution during smelting of WEEE with copper scrap. In Proceedings of the European Metallurgical Conference EMC2009, Innsbruck, Austria, 28 June–1 July 2009; GDMB Verlag GmbH: Clausthal-Zellerfeld, Germany, 2009; pp. 555–568. [Google Scholar]
- Tsydenova, O.; Bengtsson, M. Chemical hazards associated with treatment of waste electrical and electronic equipment. Waste Manag. 2011, 31, 45–58. [Google Scholar] [CrossRef] [PubMed]
- Hense, P.; Reh, K.; Franke, M.; Aigner, J.; Hornung, A.; Contin, A. Pyrolysis of Waste Electrical and Electronic Equipment (WEEE) for recovering metals and energy: Previous achievements and current approaches. Environ. Eng. Manag. J. 2015, 14, 1637–1647. [Google Scholar] [CrossRef]
- Kojo, I.V.; Storch, H. Copper production with Outokumpu flash smelting: An update. In Proceedings of the Metals and Materials Volume 8: International Symposium on Sulfide Smelting 2006, San Diego, CA, USA, 27–31 August 2006; pp. 225–238. [Google Scholar]
- Vanbellen, F.; Chintinne, M. Extreme makeover—UPMR’s Hoboken plant. In Proceedings of the European Metallurgical Conference EMC2007, Dusseldorf, Germany, 11–14 June 2007; GDMB Verlag GmbH: Clausthal-Zellerfeld, Germany, 2007; Volume 1, pp. 371–380. [Google Scholar]
- Woerz, H.; Wallner, J. Copper recycling plant at Brixlegg (Austria). In Proceedings of the Symposium on World Survey of Nonferrous Smelters, Phoenix, AZ, USA, 25–29 January 1988; Taylor, J.C., Traulsen, H.R., Eds.; Metallurgical Society of AIME: Warrendale, PA, USA, 1988; pp. 281–288. [Google Scholar]
- Mackey, P.J.; Wraith, A.E. Development of copper quality: An historical perspective. Miner. Process. Extr. Metall. 2004, 113, 25–37. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef] [PubMed]
- Khaliq, A.; Rhamdhani, M.A.; Brooks, G.; Masood, S. Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: A Review and Australian Perspective. Resources 2014, 3, 152–179. [Google Scholar] [CrossRef]
- Havlik, T.; Orac, D.; Berwanger, M.; Maul, A. The effect of mechanical–physical pretreatment on hydrometallurgical extraction of copper and tin in residue from printed circuit boards from used consumer equipment. Miner. Eng. 2014, 65, 163–171. [Google Scholar] [CrossRef]
- Havlik, T.; Orac, D.; Petranikova, M.; Miskufova, A.; Kukurugya, F.; Takacova, Z. Leaching of copper and tin from used printed circuit boards after thermal treatment. J. Hazard. Mater. 2010, 183, 866–873. [Google Scholar] [CrossRef]
- Mecucci, A.; Scott, K. Leaching and electrochemical recovery of copper, lead and tin from scrap printed circuit boards. J. Chem. Technol. Biotechnol. 2002, 77, 449–457. [Google Scholar] [CrossRef]
- Grimes, S.M.; Yasri, N.G.; Chaudhary, A.J. Recovery of critical metals from dilute leach solutions—Separation of indium from tin and lead. Inorg. Chim. Acta 2017, 461, 161–166. [Google Scholar] [CrossRef]
- Takeda, Y.; Yazawa, A.; Chit, P.P.; Ujiie, H. Equilibria between Liquid Tin and FeOx-CaO-SiO2 Slag. Mater. Trans. JIM 1990, 31, 793–801. [Google Scholar] [CrossRef]
- Xu, X.; Hayes, P.C.; Jak, E. Phase equilibria in the “SnO”-SiO2-“FeO” system in equilibrium with tin–iron alloy and the potential application for electronic scrap recycling. Int. J. Mater. Res. 2012, 103, 529–536. [Google Scholar] [CrossRef]
- Yazawa, A. Thermodynamic Interpretation on Oxidic Dissolution of Metal in Slag. In Proceedings of the Australian Asian Pacific Course and Conference on Pyrometallurgy for Complex Materials and Wastes, Melbourne, Australia, 6–8 June 1994; Nilmani, M., Lehner, T., Rankin, W.J., Eds.; TMS: Warrendale, PA, USA, 1994; pp. 61–72. [Google Scholar]
- Grimsey, E.J.; Dawson, P. High Temperature Electrochemical Measurement of Tin Oxide Activity in Slag. Proc. Australas. Inst. Min. Metall. 1983, 286, 15–21. [Google Scholar]
- Rankin, W.J. The slag-metal equilibrium in tin smelting. Metall. Trans. B 1986, 17, 61–68. [Google Scholar] [CrossRef]
- Anindya, A.; Swinbourne, D.R.; Reuter, M.A.; Matusewicz, R.W. Distribution of elements between copper and FeOx–CaO–SiO2 slags during pyrometallurgical processing of WEEE: Part 1–Tin. Miner. Process. Extr. Metall. 2013, 122, 165–173. [Google Scholar] [CrossRef]
- Nagamori, M.; Mackey, P.J. Distribution equilibria of Sn, Se and Te between FeO-Fe2O3-SiO2-AI2O3-CuO0.5 slag and metallic copper. Metall. Trans. B 1977, 8, 39–46. [Google Scholar] [CrossRef]
- Takeda, Y.; Ishiwata, S.; Yazawa, A. Distribution equilibria of minor elements between liquid copper and calcium ferrite slag. Trans. Jpn. Inst. Met. 1983, 24, 518–528. [Google Scholar] [CrossRef]
- See, J.B.; Rankin, W.J. Copper Losses and the Distribution of Impurities in the Systems FeO-Fe2O3-SiO2-Al2O3-Cu and FeO-Fe2O3-SiO2-Al2O3-CaO-Cu at 1300 °C; National Institute for Metallurgy, process development division: Randburg, South Africa, 1981; 22p. [Google Scholar]
- Van den Bulck, A.; Turner, S.; Guo, M.; Malfliet, A.; Blanpain, B. The Distribution of Sn between CaO-CuOx-FeOy-SiO2 Slag and Copper Metal at 1300 °C. In Proceedings of the Extraction 2018, Ottawa, ON, Canada, 26–29 August 2018; Springer: Cham, Switzerland, 2018; pp. 1083–1092. [Google Scholar]
- Gortais, J.; Hodaj, F.; Allibert, M.; Welter, J.M. Equilibrium distribution of Fe, Ni, Sb, and Sn between liquid Cu and a CaO-rich slag. Metall. Mater. Trans. B 1994, 25, 645–651. [Google Scholar] [CrossRef]
- Avarmaa, K.; Yliaho, S.; Taskinen, P. Recoveries of rare elements Ga, Ge, In and Sn from waste electric and electronic equipment through secondary copper smelting. Waste Manag. 2018, 71, 400–410. [Google Scholar] [CrossRef]
- Avarmaa, K.; Taskinen, P. The Influence of Aluminum on Indium and Tin Behaviour during Secondary Copper Smelting. In Proceedings of the Extraction 2018, Ottawa, ON, Canada, 26–29 August 2018; Springer: Cham, Switzerland, 2018; pp. 1061–1071. [Google Scholar]
- Avarmaa, K.; Klemettinen, L.; O’Brien, H.; Taskinen, P. The behavior of tin in black copper smelting conditions with different iron-silicate based slags. In Proceedings of the EMC2019, Dusseldorf, Germany, 23–26 June 2019. [Google Scholar]
- Dupont, D.; Arnout, S.; Jones, P.T.; Binnemans, K. Antimony Recovery from End-of-Life Products and Industrial Process Residues: A Critical Review. J. Sustain. Metall. 2016, 2, 79–103. [Google Scholar] [CrossRef]
- Tostar, S.; Stenvall, E.; Boldizar, A.; Foreman, M. Antimony leaching in plastics from waste electrical and electronic equipment (WEEE) with various acids and gamma irradiation. Waste Manag. 2013, 33, 1478–1482. [Google Scholar] [CrossRef]
- Shotyk, W.; Krachler, M.; Chen, B. Contamination of Canadian and European bottled waters with antimony from PET containers. J. Environ. Monit. 2006, 8, 288–292. [Google Scholar] [CrossRef] [PubMed]
- Cornelis, G.; Van Gerven, T.; Vandecasteele, C. Antimony leaching from uncarbonated and carbonated MSWI bottom ash. J. Hazard. Mater. 2006, 137, 1284–1292. [Google Scholar] [CrossRef] [PubMed]
- McNutt, M.K.; Salazar, K. Mineral Commodity Summaries 2012; U.S. Geological Survey: Reston, VA, USA, 2012; pp. 18–19. ISBN 978-1-4113-3349-9.
- European Commission. Report on Critical Raw Materials for the EU: Report of the Ad hoc Working Group on Defining Critical Raw Materials; European Commission, DG Enterprise & Industry: Brussels, Belgium, 2014. [Google Scholar]
- Cornelis, G.; Van Gerven, T.; Vandecasteele, C. Antimony leaching from MSWI bottom ash: Modelling of the effect of pH and carbonation. Waste Manag. 2012, 32, 278–286. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Li, Q.; Shen, W.; Min, X. Recovery of bismuth and antimony metals from pressure-leaching slag. Rare Met. 2012, 31, 102–106. [Google Scholar] [CrossRef]
- Boerrigter, H. Implementation of thermal processes for feedstock recycling of bromine and antimony, with energy recovery, from plastics waste of electrical and electronic equipment (WEEE). In Phase 1: Literature Survey/Status Update, Evaluation, and Ranking of Combustion, Gasification, and Pyrolysis Based Technologies; Energy research Centre of the Netherlands (ECN): Petten, The Netherlands, 2000. [Google Scholar]
- Boerrigter, H. Implementation of thermal processes for feedstock recycling of bromine, with energy recovery, from plastics waste of electrical and electronic equipment (WEEE). In Phase 2: Production of Bromine Salt in Staged-Gasification to Determine Technical Feasibility of Bromine Recovery; Energy research Centre of the Netherlands (ECN): Petten, The Netherlands, 2001. [Google Scholar]
- Nagamori, M.; Mackey, P.J.; Tarassoff, P. Copper Solubility in FeO-Fe2O3-SiO2-Al2O3 Slag and Distribution Equilibria of Pb, Bi, Sb and As Between Slag and Metallic Copper. Metall. Trans. B 1975, 6B, 295–301. [Google Scholar] [CrossRef]
- Goto, S.; Ogawa, O.; Inoue, Y.; Ohara, H. On the Equilibria Between Cu-Sb Alloys and Silica-Saturated Iron Silicate Slags: Behavior of Impurities in Copper Smelting (1st. Report). J. Min. Inst. Jpn. 1979, 95, 205–211. [Google Scholar] [CrossRef]
- Jimbo, I.; Goto, S.; Ogawa, O. Equilibria between silica-saturated iron silicate slags and molten Cu-As, Cu-Sb, and Cu-Bi Alloys. Metall. Trans. B 1984, 15, 535–541. [Google Scholar] [CrossRef]
- Kim, H.G.; Sohn, H.Y. Effects of CaO, Al2O3, and MgO Additions on the Copper Solubility, Ferric/Ferrous Ratio, and Minor-Element Behavior of Iron-Silicate Slags. Metall. Mater. Trans. B 1998, 29B, 583–590. [Google Scholar] [CrossRef]
- Kaur, R.R.; Swinbourne, D.R.; Nexhip, C. Nickel, lead and antimony distributions between ferrous calcium silicate slag and copper at 1300 °C. Miner. Process. Extr. Metall. 2009, 118, 65–72. [Google Scholar] [CrossRef]
- Hidayat, T.; Chen, J.; Hayes, P.C.; Jak, E. Distributions of Ag, Bi, and Sb as Minor Elements between Iron-Silicate Slag and Copper in Equilibrium with Tridymite in the Cu-Fe-O-Si System at T = 1250 °C and 1300 °C (1523 K and 1573 K). Metall. Mater. Trans. B 2018. [Google Scholar] [CrossRef]
- Yazawa, A. Distribution of various elements between copper, matte and slag. Erzmetall 1980, 33, 377–382. [Google Scholar]
- Klemettinen, L.; Avarmaa, K.; Taskinen, P.; Jokilaakso, A. Behavior of nickel as a trace element and time-dependent formation of spinels in WEEE smelting. In Proceedings of the Extraction 2018, Ottawa, ON, Canada, 26–29 August 2018; Springer: Cham, Switzerland, 2018; pp. 1073–1082. [Google Scholar]
- Pouchou, J.L.; Pichoir, F. Basic expression of “PAP” computation for quantitative EPMA. In Proceedings of the 11th International Congress on X-ray Optics and Microanalysis ICXOM, London, UK, 4–8 August 1986; Brown, J.D., Packwood, R.H., Eds.; Graphic Services, University of Western Ontario: London, ON, Canada, 1986; pp. 249–256. [Google Scholar]
- Jochum, K.P.; Weis, U.; Stoll, B.; Kuzmin, D.; Yang, Q.; Raczek, I.; Jacob, D.E.; Stracke, A.; Birbaum, K.; Frick, D.A.; et al. Determination of Reference Values for NIST SRM 610-617 Glasses Following ISO Guidelines. Geostand. Geoanal. Res. 2011, 35, 397–429. [Google Scholar] [CrossRef]
- Griffin, W.L.; Powell, W.J.; Pearson, N.J.; O’Reilly, S.Y. GLITTER: Data Reduction Software for Laser Ablation ICP-MS. In Laser Ablation-ICP-MS in the Earth Sciences: Current Practices and Outstanding Issues; Sylvester, P.J., Ed.; Short Course Series #40; Mineralogical Association of Canada: Quebec, QC, Canada, 2008; pp. 308–311. ISBN 9-0-921294-49-8. [Google Scholar]
- De Wilde, E.; Bellemans, I.; Kampforts, M.; Guo, M.; Blanpain, B.; Moelans, N.; Verbeken, K. Investigation of High Temperature Slag/Copper/Spinel Interactions. Metall. Mater. Trans. B 2016, 47, 1–14. [Google Scholar] [CrossRef]
- De Wilde, E.; Bellemans, I.; Kampforts, M.; Guo, M.; Vanmeensel, K.; Blanpain, B.; Moelans, N.; Verbeken, K. Study of the Effect of Spinel Composition on Metallic Copper Losses in Slags. J. Sustain. Metall. 2017, 3, 416–427. [Google Scholar] [CrossRef]
- Rämä, M.; Nurmi, S.; Jokilaakso, A.; Klemettinen, L.; Taskinen, P.; Salminen, J. Thermal Processing of Jarosite Leach Residue for a Safe Disposable Slag and Valuable Metals Recovery. Metals 2018, 8, 744. [Google Scholar] [CrossRef]
- Yazawa, A.; Nakazawa, S.; Takeda, Y. Distribution behavior of various elements in copper smelting systems. In Proceedings of the International Sulfide Smelting Symposium: Advances in Sulfide Smelting, San Francisco, CA, USA, 6–9 November 1983; Volume 1, pp. 99–117. [Google Scholar]
- Sylvester, P.J. A Practical Guide to Platinum-group Element Analysis of Sulphides by Laser-ablation ICPMS. In Laser-Ablation in the Earth Sciences: Principles and Application; Sylvester, P.J., Ed.; Short Course Series #40; Mineralogical Association of Canada: Quebec, QC, Canada, 2001; pp. 203–213. ISBN 978-092-12942-9-0. [Google Scholar]









| Phase | O | Si | Al | K | Cu | Sn | Sb | Fe |
|---|---|---|---|---|---|---|---|---|
| Detection limit (ppmw) EPMA | ||||||||
| Copper | 1215 | 273 | 4497 | 116 | 348 | 150 | 169 | 179 |
| Slag | 1443 | 202 | 3258 | 94 | 278 | 124 | 121 | 197 |
| Spinel | 1365 | 193 | 183 | 92 | 272 | 121 | 115 | 195 |
| Detection limit (ppmw) LA-ICP-MS | ||||||||
| Slag | 12 (29Si) | 0.03 (117Sn) 0.02 (118,120Sn) | 0.02 (121,123Sb) | |||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klemettinen, L.; Avarmaa, K.; O’Brien, H.; Taskinen, P.; Jokilaakso, A. Behavior of Tin and Antimony in Secondary Copper Smelting Process. Minerals 2019, 9, 39. https://doi.org/10.3390/min9010039
Klemettinen L, Avarmaa K, O’Brien H, Taskinen P, Jokilaakso A. Behavior of Tin and Antimony in Secondary Copper Smelting Process. Minerals. 2019; 9(1):39. https://doi.org/10.3390/min9010039
Chicago/Turabian StyleKlemettinen, Lassi, Katri Avarmaa, Hugh O’Brien, Pekka Taskinen, and Ari Jokilaakso. 2019. "Behavior of Tin and Antimony in Secondary Copper Smelting Process" Minerals 9, no. 1: 39. https://doi.org/10.3390/min9010039
APA StyleKlemettinen, L., Avarmaa, K., O’Brien, H., Taskinen, P., & Jokilaakso, A. (2019). Behavior of Tin and Antimony in Secondary Copper Smelting Process. Minerals, 9(1), 39. https://doi.org/10.3390/min9010039