1. Introduction
The application of integrated permanent magnet synchronous motors (IPMSMs) is no longer limited to traditional fields such as textiles and welding; it is increasingly being used in high-end areas such as precision instruments and aerospace electromechanical actuators [
1,
2,
3,
4,
5]. These high-tech fields often have extremely high requirements for the speed control accuracy of IPMSM electromechanical servo systems [
6,
7], and any errors in control accuracy are often intolerable in these advanced technology sectors [
8,
9]. Whether in precision instruments or electromechanical actuators, basic mechanical components, such as ball screws, are commonly used in devices aimed at positioning [
10,
11]. Ball screws can effectively convert the rotation of the electromechanical servo system into linear motion [
12], offering advantages such as high transmission efficiency, high transmission accuracy, and long service life [
13].
IPMSMs are typically used in conjunction with mechanical devices such as ball screws and reducers under a weak magnetic control framework [
14,
15,
16]. However, such assemblies can lead to complex nonlinear friction issues [
17], resulting in significant “flexibility” in the electromechanical servo system [
18], which, ultimately, greatly reduces position control accuracy [
19]. Many studies have shown that in this type of flexible servo system, position errors often occur in the zero-speed reversal region during reciprocating motion. In this region, there exist the phenomena of a “flat-top” position and a “ramp-up” speed, which manifest as a severe distortion similar to “loss of response” in position and speed tracking [
20,
21,
22]. The cause of these phenomena is the nonlinear friction in flexible electromechanical servo systems, which is particularly strong at low speeds, thereby significantly affecting the repeatability of positioning accuracy [
23]. If the design of the speed loop controller can be improved to enable it to compensate for and suppress nonlinear friction, it would greatly enhance the positioning accuracy of such precision machinery without increasing economic costs [
24,
25,
26].
Many engineers and scholars have proposed different methods to address the nonlinear friction problem in IPMSM electromechanical servo systems. Reference [
27] proposed a friction force identification and compensation method based on a matching-following algorithm. This method does not rely on a friction model but compensates for the friction dynamics through orthogonal polynomial approximation. The method offers high compensation accuracy, but due to the need for real-time online calculation and the large computational load, it is still in the offline simulation stage. Reference [
28] proposed a sliding mode control strategy that leverages the LuGre friction model in conjunction with genetic algorithm-based identification techniques. This method improves the accuracy of friction compensation due to the high order of the friction model and the high precision of the identification algorithm. However, as it requires offline identification of the LuGre friction model using genetic algorithms and then uses the identified model to improve sliding mode control, the method’s online performance is still not sufficient, lacking real-time capability and adaptability for practical applications. Reference [
29] introduced an adaptive control approach that incorporates the Stribeck friction model. In this method, the Stribeck friction model is approximated by piecewise linearization, and the Stribeck linearized model is identified online using a least squares method, which can be used in real time and is computationally efficient. The adaptive control improves the accuracy of friction compensation, and the entire algorithm works in real time and is easy to implement.
Based on a comprehensive mechanism modeling and analysis of the IPMSM electromechanical servo system, this paper proposes a nonlinear predictive speed control (NPC + GPIO + FRIC) based on Stribeck piecewise linearized friction compensation and a GPI observer. Initially, the Stribeck friction model, capable of thoroughly reflecting the nonlinear friction properties of flexible electromechanical servo systems, was selected, considering real-time efficiency and feasibility while ensuring model accuracy. The Stribeck friction model undergoes piecewise linearization using a least squares matrix algorithm with reduced online computation. Subsequently, using the identified friction model, the terms associated with speed dynamics, deviations in the model, and load torques (excluding friction) are collectively treated as a lumped disturbance. A GPI observer is employed to estimate the lumped disturbance. GPIO was initially introduced in [
30] and further studied in [
31,
32,
33], demonstrating its effectiveness in estimating different disturbance sources. Building on the lumped disturbance estimation, a nonlinear predictive control framework was further developed. Nonlinear predictive control (NPC), an iteration of Model Predictive Control (MPC), facilitates optimized control strategies for nonlinear control systems.
The major contributions of this paper include three aspects: (1) Taking nonlinear friction into account, the accurate mathematical model of the IPMSM electromechanical servo system is reconstructed. This achievement encompasses Stribeck friction modeling, linearization, and identification while ensuring real-time capability, versatility, and minimal computational load. (2) The time-varying parameters of the motor and the deviations of the identified friction model are treated as a type of lumped disturbance. A GPIO-based compensation method is designed to mitigate this disturbance, thereby ensuring robustness in speed control. (3) A nonlinear predictive control strategy is formulated, incorporating symmetry-inspired friction model identification and disturbance compensation, with the aim of enhancing speed closed-loop tracking performance.
After conducting a stability analysis of the proposed approach, comprehensive comparative experiments were performed on an IPMSM servo system platform to assess the practical feasibility and effectiveness of the suggested control strategy. The experimental outcomes reveal that the proposed speed control method delivers robust performance, effectively managing parameter variations and nonlinear friction disturbances. Compared with the integral NPC scheme and traditional PI control, it basically eliminates the position “flat-top” phenomenon and speed “ramp-up” phenomenon in position control mode without significantly increasing the online computational workload.
3. Controller Design
Here, considering the motor parameter variations, the various load torques, and the nonlinear friction torque, a novel nonlinear predictive control based on friction compensation was designed to minimize the deviation between the feedback speed and the reference speed in the IPMSM electromechanical servo system.
3.1. Symmetry-Inspired Stribeck Segmented Linearized Friction Model Identification
The Stribeck friction characteristic curve of the electromechanical servo system is shown in
Figure 2, and the expression for the friction torque is [
17]
Within the ultra-low-speed range
, the friction torque demonstrates significant nonlinearity, decreasing with rising speed. In the adjacent speed ranges, the friction torque shows relatively better linearity and increases with higher speed. Directly employing the Stribeck friction model shown in Equation (
8) as the fitting function, given its complexity relative to polynomials, necessitates the use of genetic algorithms or simulated annealing algorithms for identification. This yields a highly precise Stribeck friction model for electromechanical servo systems, but the online computational burden is too heavy for the DSP chip of such systems. Consequently, it is essential to explore methods to reduce the complexity of the fitting algorithm while ensuring that the control performance of the speed controller based on friction compensation is minimally affected.
The Stribeck friction characteristic curve shown in
Figure 2 reveals that both when the motor is in reverse rotation (
) and forward rotation (
), the absolute value of the friction torque reaches a minimum. These two speed points are denoted as
(reverse rotation) and
(forward rotation), respectively.
By dividing the Stribeck friction model into four speed ranges , , , and , and using linear fitting functions in each range to approximate the Stribeck characteristic curve, it can be seen that the resulting piecewise linearized friction model remains quite close to the Stribeck characteristics. The Stribeck friction characteristics exhibit higher linearity in the speed ranges and , while the linearity is relatively poor in the ultra-low speed ranges of and . Therefore, the piecewise linearization method introduces some deviation in the friction model in the ultra-low speed ranges. In the design of the speed controller in this study, targeted treatment was applied to this friction model deviation.
The SRIBECK friction model can be written in the form of four linearized segments [
17], given by
Remark 6 (Inherent Symmetry in the Stribeck Friction Torque). We note that the Stribeck friction model, as shown in Equation (8), is a classical model that describes the relationship between friction force and velocity, encompassing static friction, viscous friction, and Coulomb friction. The Stribeck friction model exhibits an inherent symmetry, where the Stribeck curve is approximately symmetric about the origin when the sign of the velocity changes. Specifically, when the velocity changes sign, the magnitude of the friction force remains unchanged, but its sign reverses. Overall, the Stribeck friction torque exhibits an approximately odd-function characteristic with respect to the rotational speed. In real-time applications, the inherent symmetry of the Stribeck friction model can be validated through experimental data collection and processing. Under different mechanical configurations, factors such as mechanical structure, load conditions, and operating environment need to be considered to determine the rotational speed range and sampling point distribution. The sampling procedure is as follows: Since the SRIBECK friction model exhibits stronger nonlinearity in the two ultra-low-speed segments and , the sampling points in this range of need to be relatively dense. On the other hand, the nonlinearities in the speed ranges and are weaker, so the sampling points in these ranges can be more sparse. Sampling is performed sequentially from the lowest to the highest speed, and the values of and can be determined by identifying the minimum value of .
Using the sampling method described above, a set of friction torque samples
can be obtained. The eight parameters
of the piecewise linearized model (
9) can be identified using the least squares method. Considering that the friction torque only depends on the rotational speed, the sample characteristic is 1. Moreover, since the total number of
sample points is not large, there is no need to use iterative methods like gradient descent for parameter identification, as this would unnecessarily increase the DSP computation workload. The eight parameters can be identified using the matrix solution of the least squares method. As an example, for the speed range
, the Stribeck parameter matrix to be identified is defined as follows:
Let the electromechanical servo system drive the flexible load to collect
m sets of friction torque data
within the speed range
. The input matrix of the samples is then an
matrix, which is given by
where the
output matrix of the samples is given by
The loss function is defined based on the sample input matrix and output matrix as follows:
According to the basic principles of the least squares method, by taking the derivative of the loss function
with respect to
and setting the derivative equal to zero, we obtain
The Stribeck parameter matrix for the rotational speed range
is rewritten as follows:
and this treatment is applied to all four rotational speed intervals of the Stribeck friction model, allowing the identification of the eight parameters of the Stribeck friction model
.
3.2. Model Preprocessing
The friction torque
is expressed as the sum of the identification model and model deviation, specifically as
For convenience, the speed dynamic in Equation (
4) is rewritten in the following form:
where
x,
u,
d, and
y are, respectively, the states, inputs, disturbances, and outputs, and they are defined as follows:
where
and
are, respectively, the input and disturbance gains, given by
and the functions
and
are as follows:
The preprocessing is now completed.
3.3. Cost Function
To obtain the optimized control input
, a quadratic cost function is designed based on the nonlinear speed model and the reference speed command, given by
where
is the prediction horizon for the speed loop,
is the predicted output from the speed dynamic model, and
is the reference speed command.
3.4. GPI Observer Design
In this section, a speed loop GPI observer is designed to estimate
, which includes time-varying parameters and load torque information. The observer equation is given by
where
are the estimates of
, and
are the observer gain parameters to be designed.
3.5. Speed Prediction Based on the GPI Observer
By designing an appropriate GPI observer parameter
, the lumped disturbance of the speed loop
d can be well estimated by the sub-output
. Hence, the estimate for
d is given by
To compensate for the lumped disturbance, a virtual control input is designed, expressed as
Substituting Equation (
24) into Equation (
17) yields a disturbance-compensated system, given by
The prediction output of the speed model can be computed from Equation (
25). The speed model prediction can be obtained through Taylor series expansion, given by
The relative order of system (
17) is
, and we chose the control order as
, where
and
are obtained as
where
and the sequence of speed model prediction outputs is derived as
where the speed output weight matrix
is given by
3.6. Receding Optimization
Similar to Equation (
29), the reference output sequence for the velocity model can also be obtained as
Let
, and the (i,j)th element of
can be expressed as
By combining Equations (
29)–(
32) and substituting them into Equation (
21), the cost function can be rewritten as
Let
, and an optimal virtual control law
can be obtained, which minimizes the value function (
33), given by
where
Substitute Equation (
24) into Equation (
34); the optimized control input with friction compensation and disturbance compensation can be obtained as
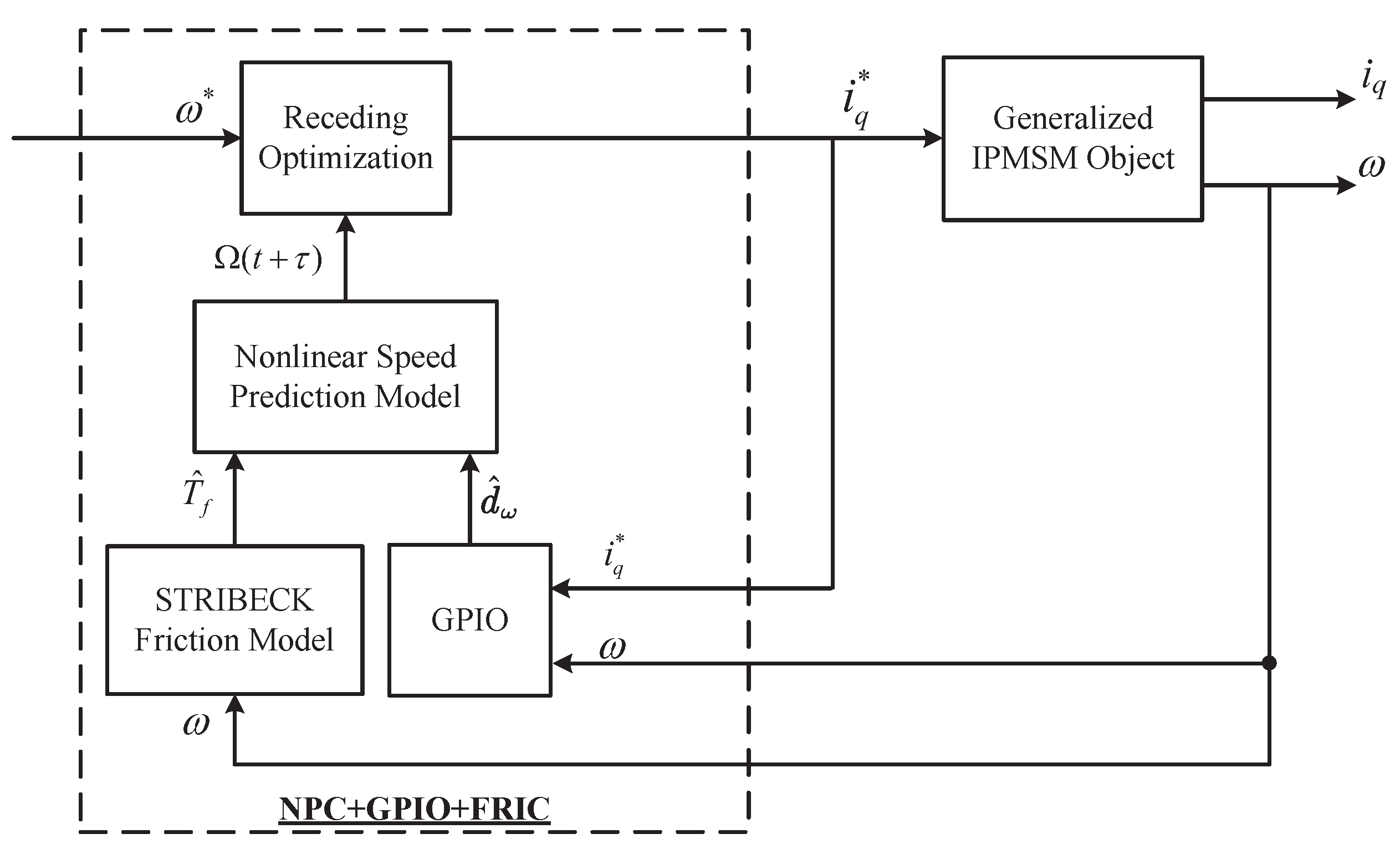
Remark 7. The speed control law given by Equation (36) is employed by the proposed nonlinear predictive control based on friction compensation and the GPI observer, and it can be abbreviated as NPC + GPIO + FRIC. For comparison, we also provide the control law using nonlinear predictive control based on the GPI observer without friction compensation (NPC + GPIO), given by The entire control block diagram of the proposed nonlinear speed predictive control based on friction compensation and the GPI observer is shown in
Figure 3, where
represents represents the identified friction torque.
Remark 8 (Robustness against the error of friction model). When the proposed symmetrical Stribeck friction model is extended to different mechanical mechanisms, friction test measurements are required in each case. It should be noted that even for the same type of mechanical mechanism, such as a ball screw, the friction model may exhibit subtle differences when the specification is varying. Occasionally, certain friction data measurement points inevitably contain some errors. Therefore, there is a strong need for a composed control method that exhibits high robustness against friction measurement errors. In this paper, the proposed method treats modeling errors as part of a lumped disturbance, which is estimated via GPIO, and a new predictive model is obtained for control, ensuring the robustness of the approach.
3.7. Convergence Analysis
Assumption 1. For the nonlinear time-varying model of speed dynamics (17), at least n time derivatives of the disturbance d exist. Assumption 2. The disturbance has a constant value in a steady state, i.e., .
The closed-loop convergence of the velocity controller for the designed electromechanical servo system is guaranteed by the following theorem.
Theorem 1. Suppose that assumptions 1 and 2 are satisfied, and the disturbance observation error gain matrix is defined as If the parameters are designed such that the disturbance observation error gain matrix is Hurwitz stable, then the closed-loop system (17) will converge under the control input (36). Proof. By substituting Equations (
35)–(
36) into Equation (
27),
and
can be obtained as
Define the tracking error
as
and substitute Equation (
39) into Equation (
40); the derivative of
e can be given by
Define the estimation error of the velocity dynamic GPI observer (
22) as
and construct a new error vector
consisting of the tracking error
and the estimation error
, given by
Let
and the error dynamics equation of the entire closed-loop system is given by
where
Since
,
is Hurwitz stable. Therefore, as long as the parameters
are designed such that
is Hurwitz stable, the close-loop system (
17) under the control input (
36) is convergent. □
4. Experimental Validation
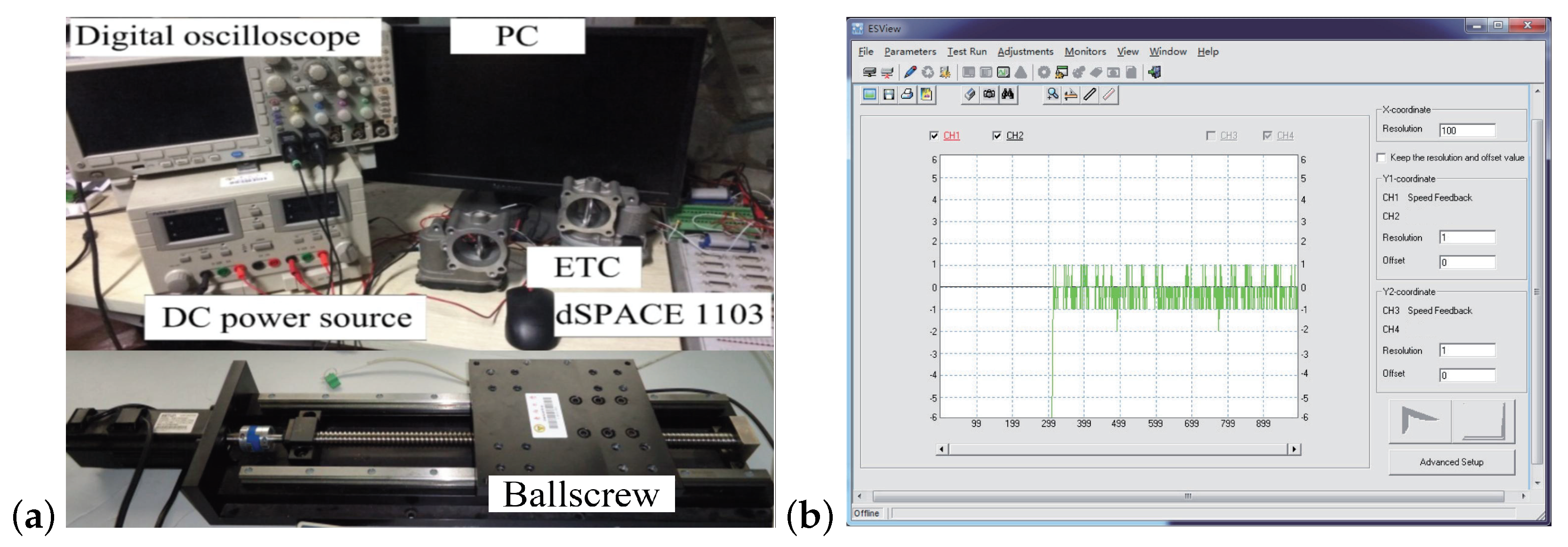
In this section, a series of experiments are detailed on a DSP-based IPMSM servo system. The experimental setup is shown in
Figure 4. The processor used in the experimental drive is a fixed-point DSP (TMS3202812). The PWM period was set to 100
s, with a dead-time of 3.2
s. The power driving circuit consists of a single-phase diode bridge rectifier, a large capacitor filter, and an IGBT inverter. The DC link voltage is 310 V. The phase currents are measured using Hall-effect sensors, and the rotor position is detected by a 17-bit absolute encoder. The experimental motor is an eight-pole IPMSM, and its nominal parameters are provided in
Table 1.
To illustrate the superiority of the proposed control method (NPC + GPIO + FRIC), experiments were carried out to compare NPC + GPIO, the integral control (NPC + I), and the traditional PI control. The effectiveness of these controllers was evaluated in both current control and speed control modes, addressing nonlinear cross-coupling effects and motor parameter variations to simulate diverse operating conditions and ensure an unbiased comparative analysis.
To demonstrate the advantages of the proposed control method (NPC + GPIO + FRIC), experiments were conducted to compare it with NPC + GPIO, the integral control (NPC + I), and the traditional PI control. The control performance of each controller was comprehensively compared and fairly evaluated under the same experimental conditions. The experiments were conducted on both a dynamometer loading system and a ball screw system.
Remark 9. Using an integrator to compensate for the disturbance d, the speed control law of NPC + I is given bywhere The control parameters of the speed loop controller are shown in
Table 2, and a proportional control is uniformly used for the position loop, with the proportional gain set to 100.
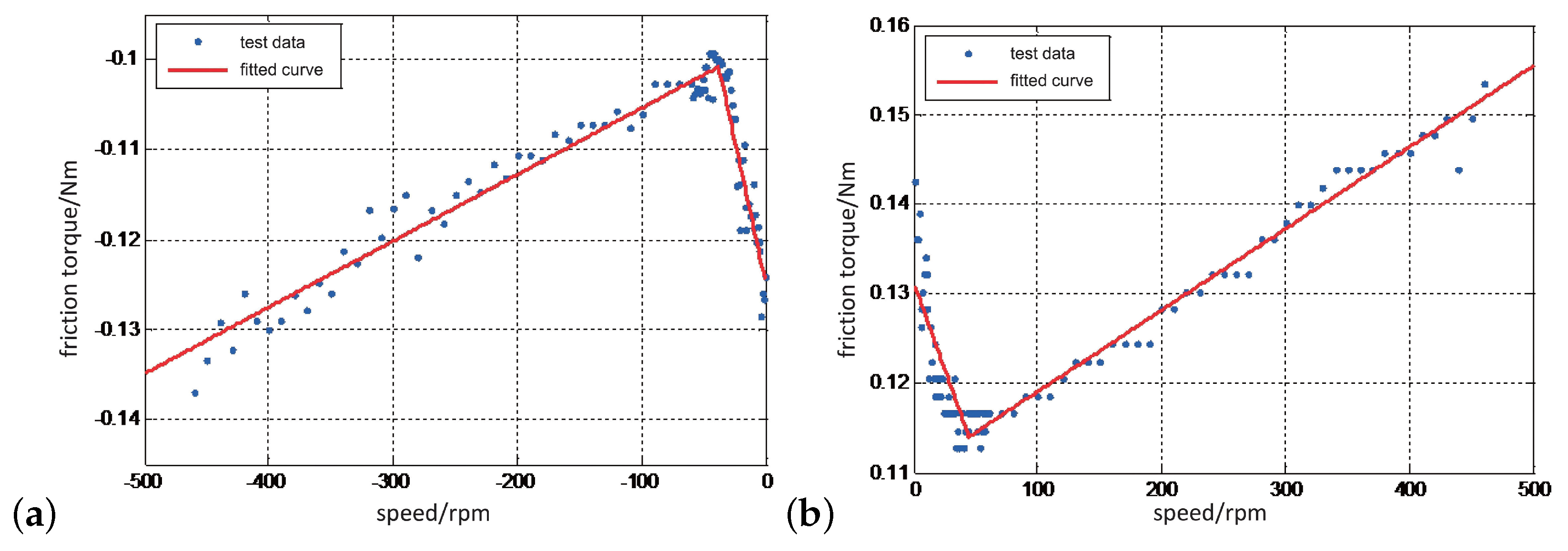
Based on the Stribeck friction characteristics, in the ultra-low-speed range of
rpm, due to the strong nonlinearity of friction, the sampling interval is set to 1 rpm. For speed ranges where the absolute value of the rotational speed exceeds 100 rpm, the sampling interval is set to 10 rpm. The sampling results are shown as scatter points in
Figure 5. The eight Stribeck linearized friction model identification results, obtained using the matrix-based least squares method, are shown in
Table 3, and the resulting fitting curve is shown in
Figure 5.
4.1. Dynamometer Loading Experiment
In this subsection, we detail the performed load surge and load removal tests using a dynamometer. Note that the dynamometer test platform does not exhibit nonlinear friction torque, so the control law of NPC + GPIO + FRIC is the same as that of NPC + GPIO. When the motor operates in a stable speed state, the dynamometer is used to apply sudden torque increases and decreases to test the load speed control performance under three controllers (NPC + GPIO, NPC + I, and PI).
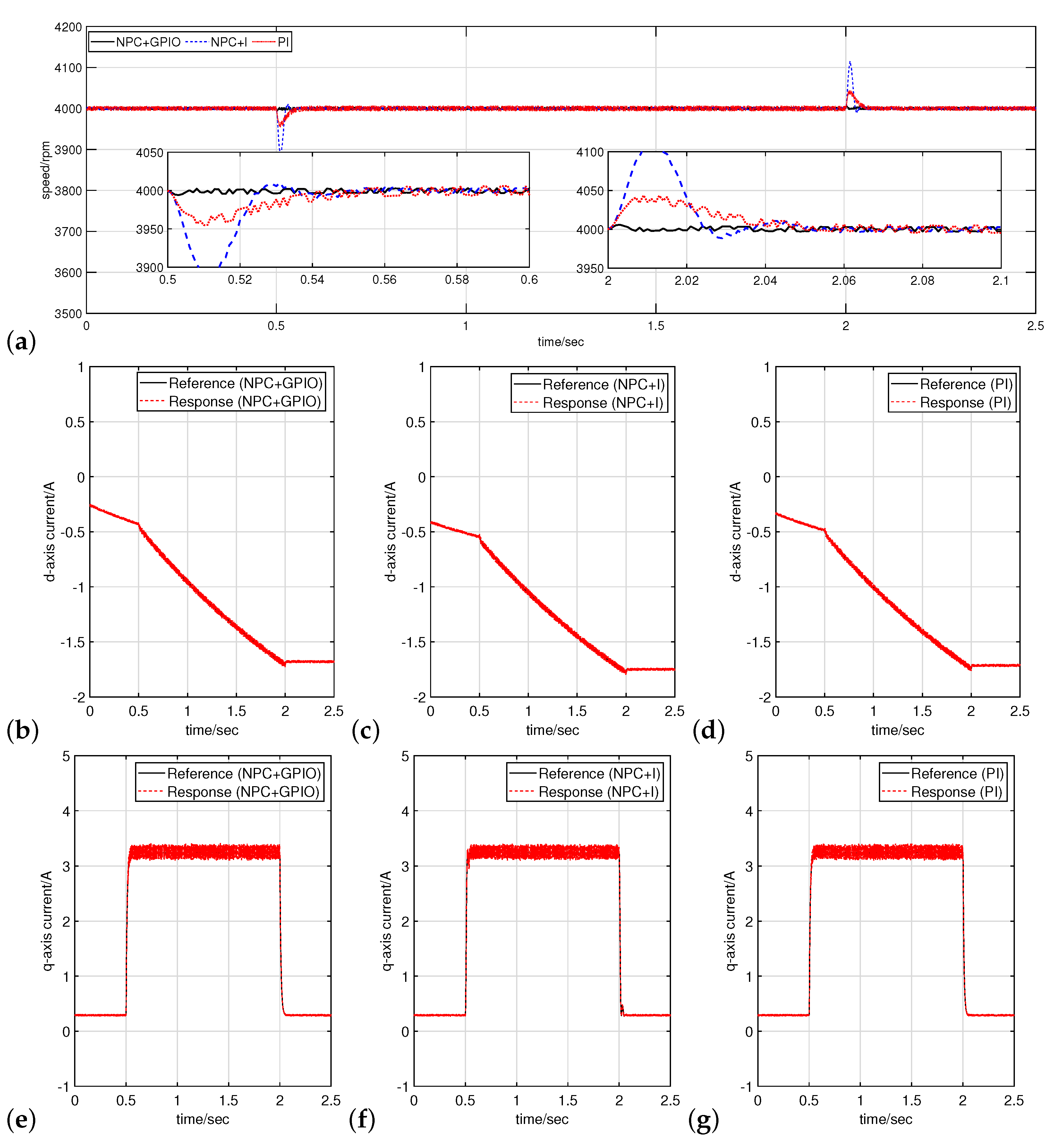
Figure 6 and
Figure 7, respectively, show the speed response waveforms for a given speed of 500 rpm with a sudden increase in and the removal of the rated torque of 2.4 N·m and for a given speed of 4000 rpm with a sudden increase in and the removal of the rated torque of 1.5 N·m. It is important to note that when the given speed is 4000 rpm, the motor operates in the constant power weak magnetic region, so the rated torque decreases compared to the region of constant torque. When the given speed is 500 rpm with a rated torque of 2.4 N·m, from
Figure 6a and
Figure 7a, it can be seen that the NPC + GPIO corresponding waveform shows the smallest decrease (or increase) in speed during load surge (or removal) and the shortest recovery time. This indicates that NPC + GPIO handles external disturbances caused by the load torque (
) in the electromechanical servo system more effectively. Specific speed control performance indicators against load are shown in
Table 4. Since the current loop uses the NPC + GPIO inner controller, it is worth mentioning that there were no steady-state fluctuations during weak magnetic loading, as observed in the experiments of the previous chapter.
4.2. Ball Screw Experiment
In the ball screw experiment, the control performance of three speed controllers (NPC + GPIO, NPC + I, and PI) under the position of closed-loop control mode with a flexible load was first tested. The position loop uses P control with a proportional gain of 100, and the reference position is a sinusoidal signal
with an amplitude of 1 rad and a frequency of 0.667 Hz.
Figure 8 shows the position response waveforms under the influence of the three speed controllers. It can be observed that the position response waveforms for all three controllers exhibit position tracking distortion at both the peaks and valleys, which is known as the “flat-top” phenomenon in the industry. The distortion is most severe for the velocity loop PI controller, followed by NPC + I, and NPC + GPIO performs slightly better, although the distortion is still quite evident.
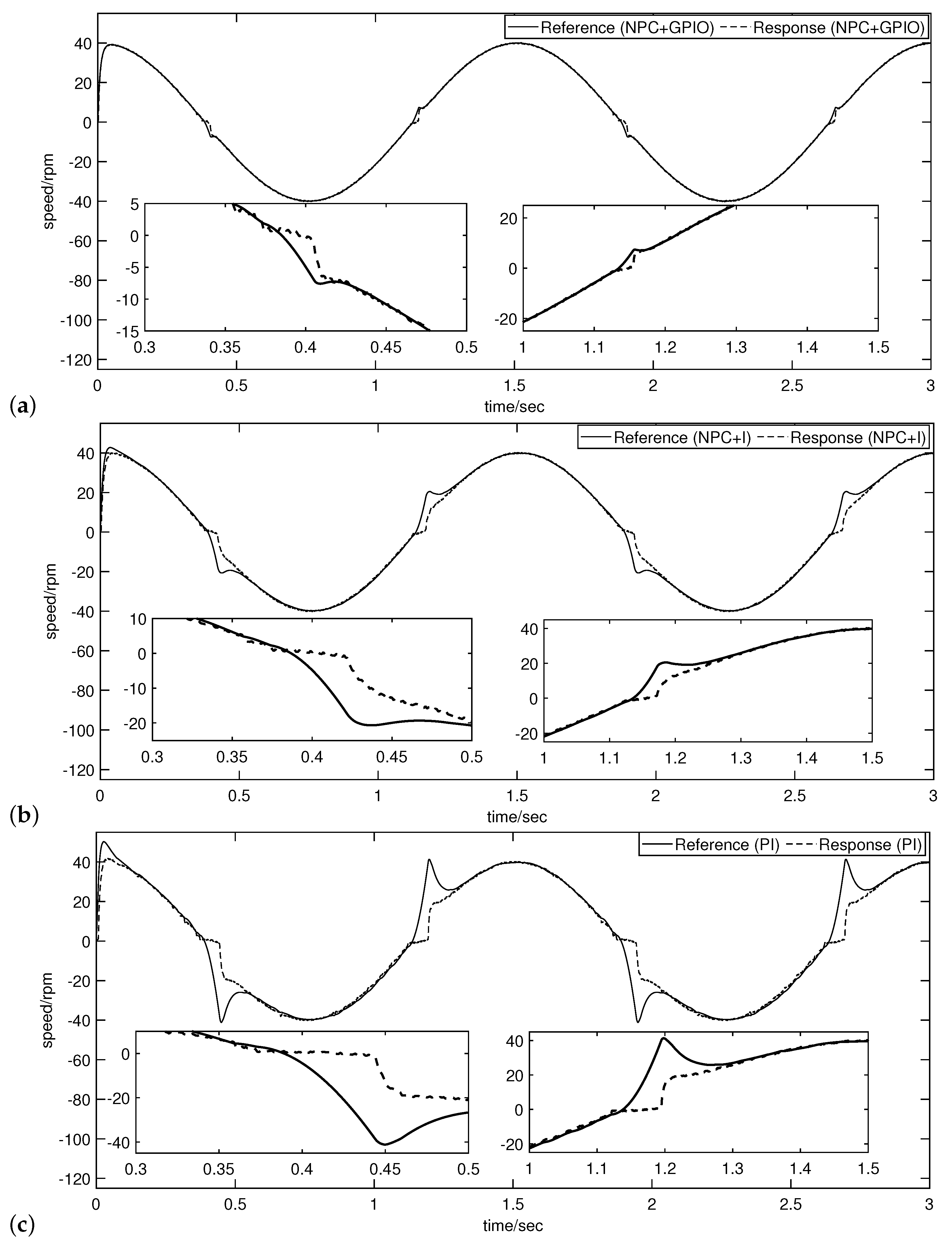
Figure 9 shows the speed response waveforms under the influence of the three speed controllers. It can be seen that all three controllers exhibit speed tracking distortion near zero speed, and the time interval coincides with the “flat-top” phenomenon in position tracking. This is referred to as the “ramp-up” phenomenon near zero speed in the industry. The speed tracking distortion is most severe for the velocity loop PI controller, followed by NPC + I, and NPC + GPIO performs slightly better, though the distortion is still quite noticeable.
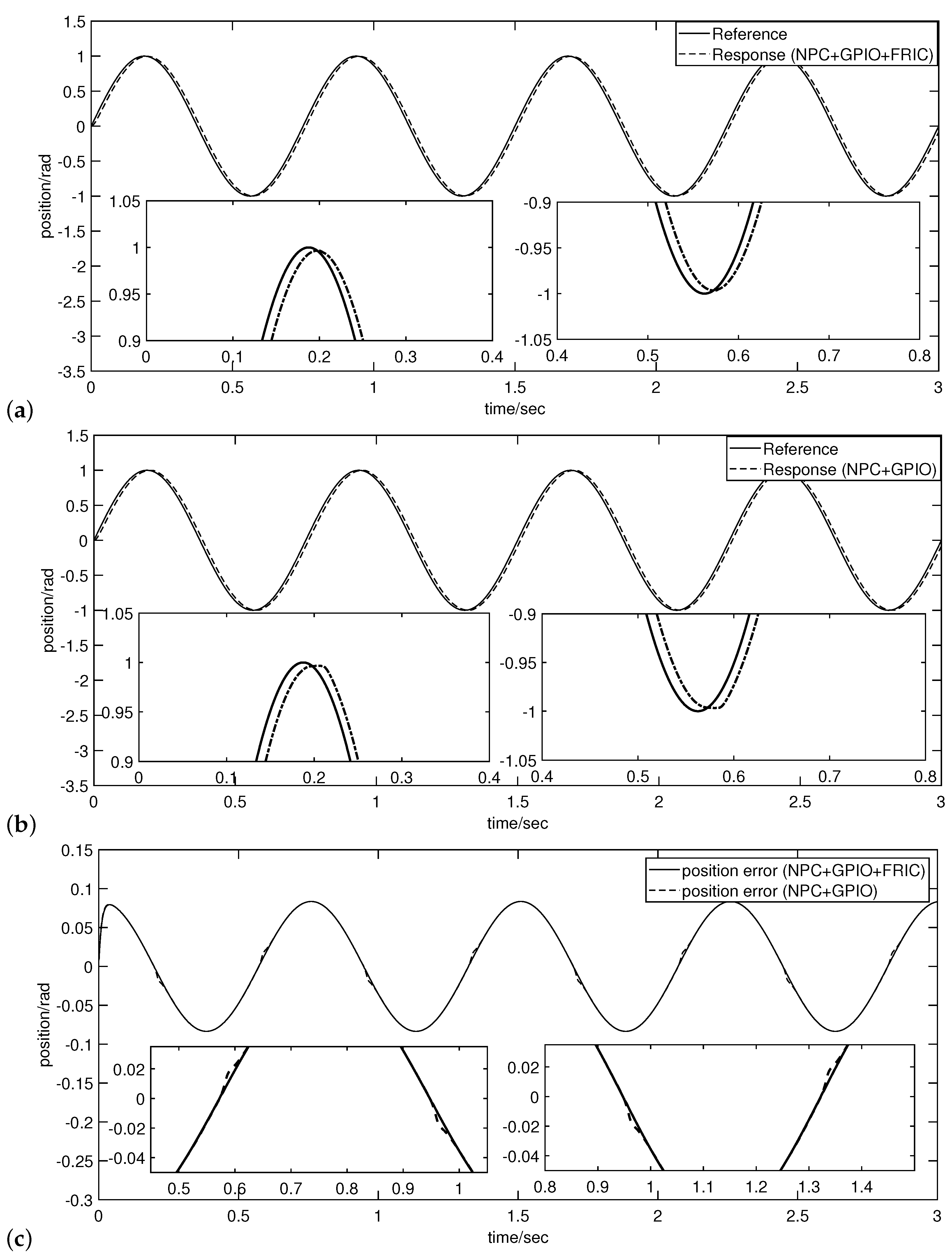
Next, a targeted comparison is made between NPC + GPIO + FRIC and NPC + GPIO. The given position is a sinusoidal signal with an amplitude of 1 rad and a frequency of 0.667 Hz: (
).
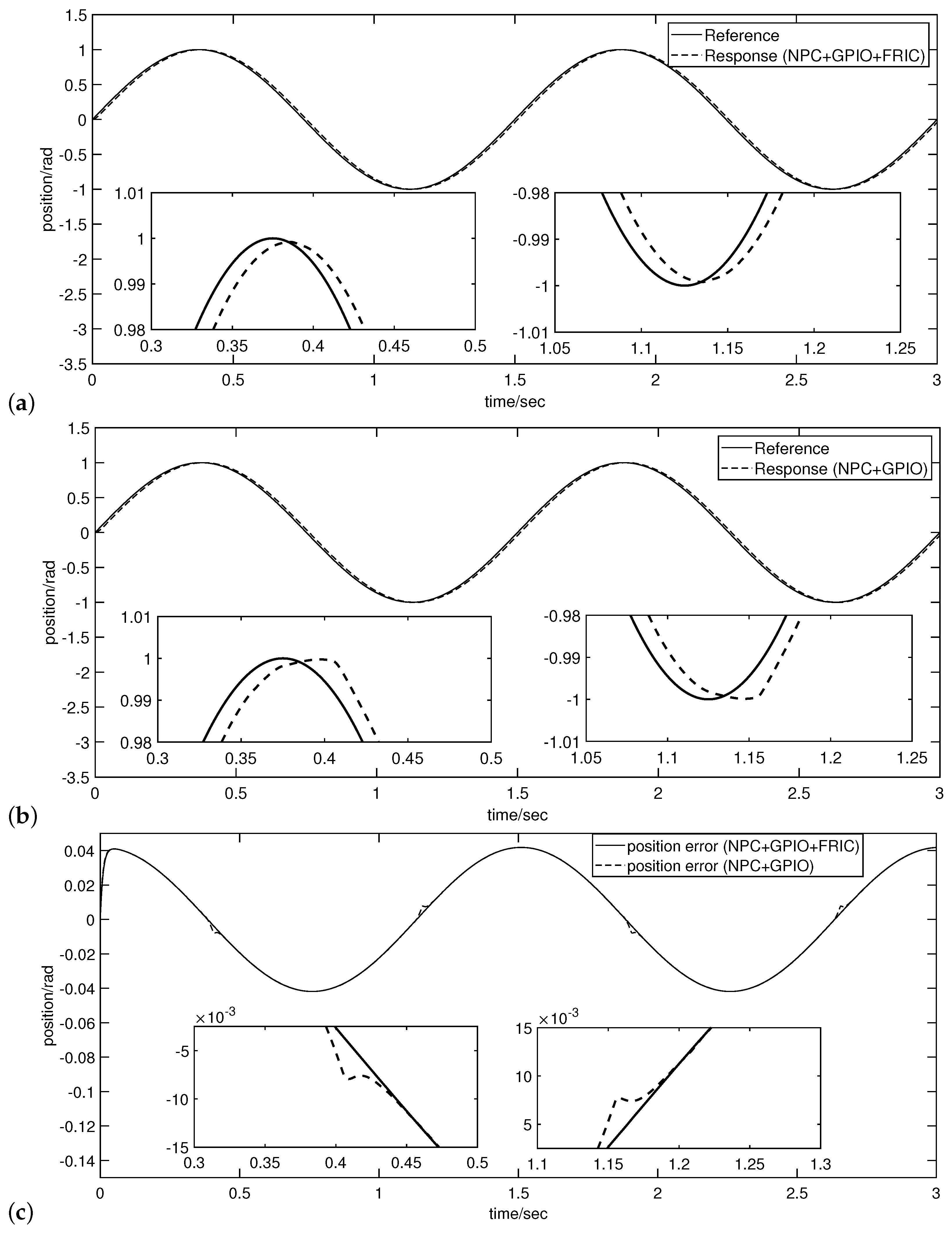
Figure 10 shows the position response waveforms under the influence of two speed controllers (NPC + GPIO + FRIC and NPC + GPIO). It can be seen that, compared to NPC + GPIO, the position response waveform of NPC + GPIO + FRIC does not exhibit position distortion at the peaks and valleys, resolving the “flat-top” phenomenon in the commutation region.
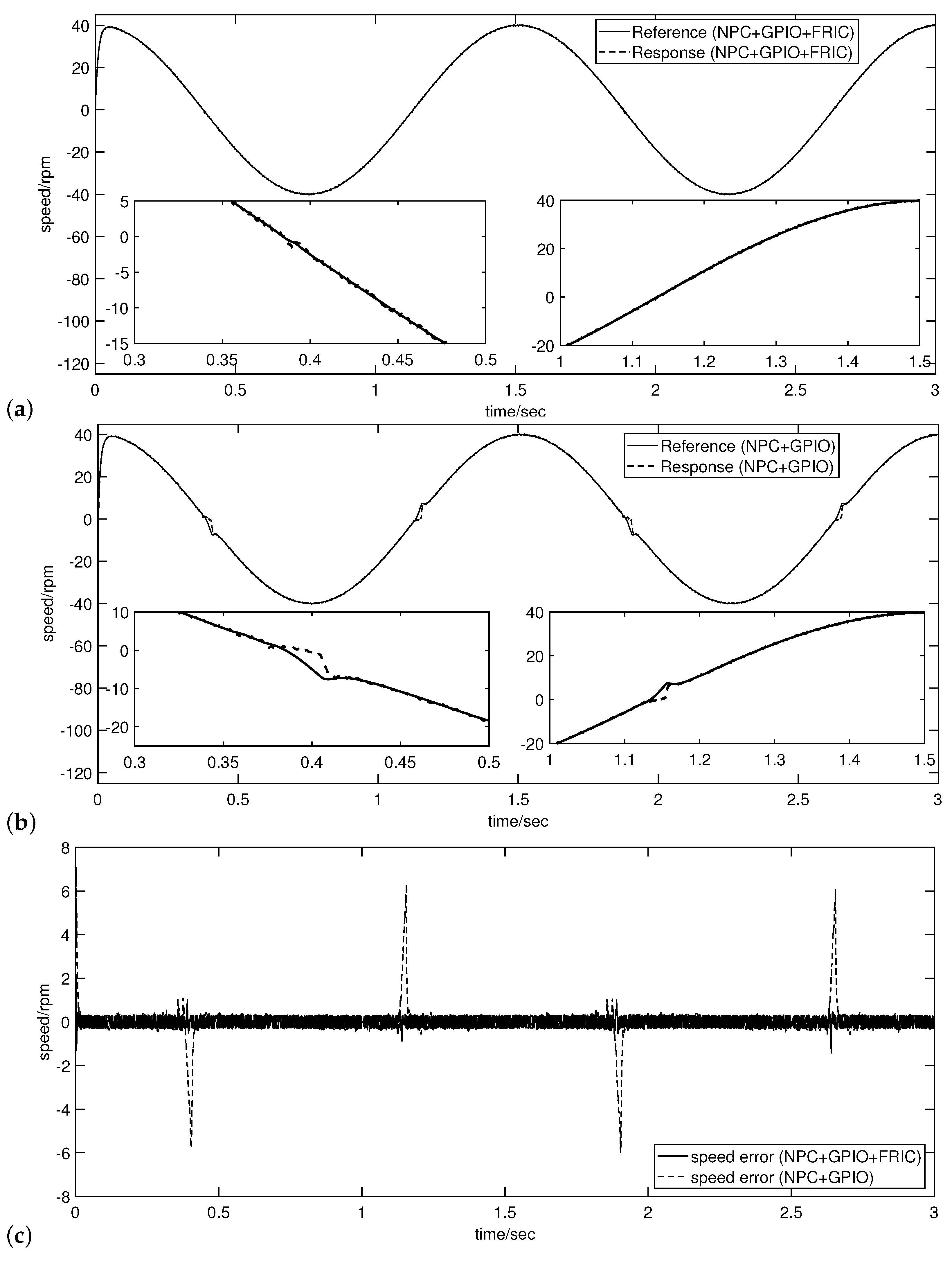
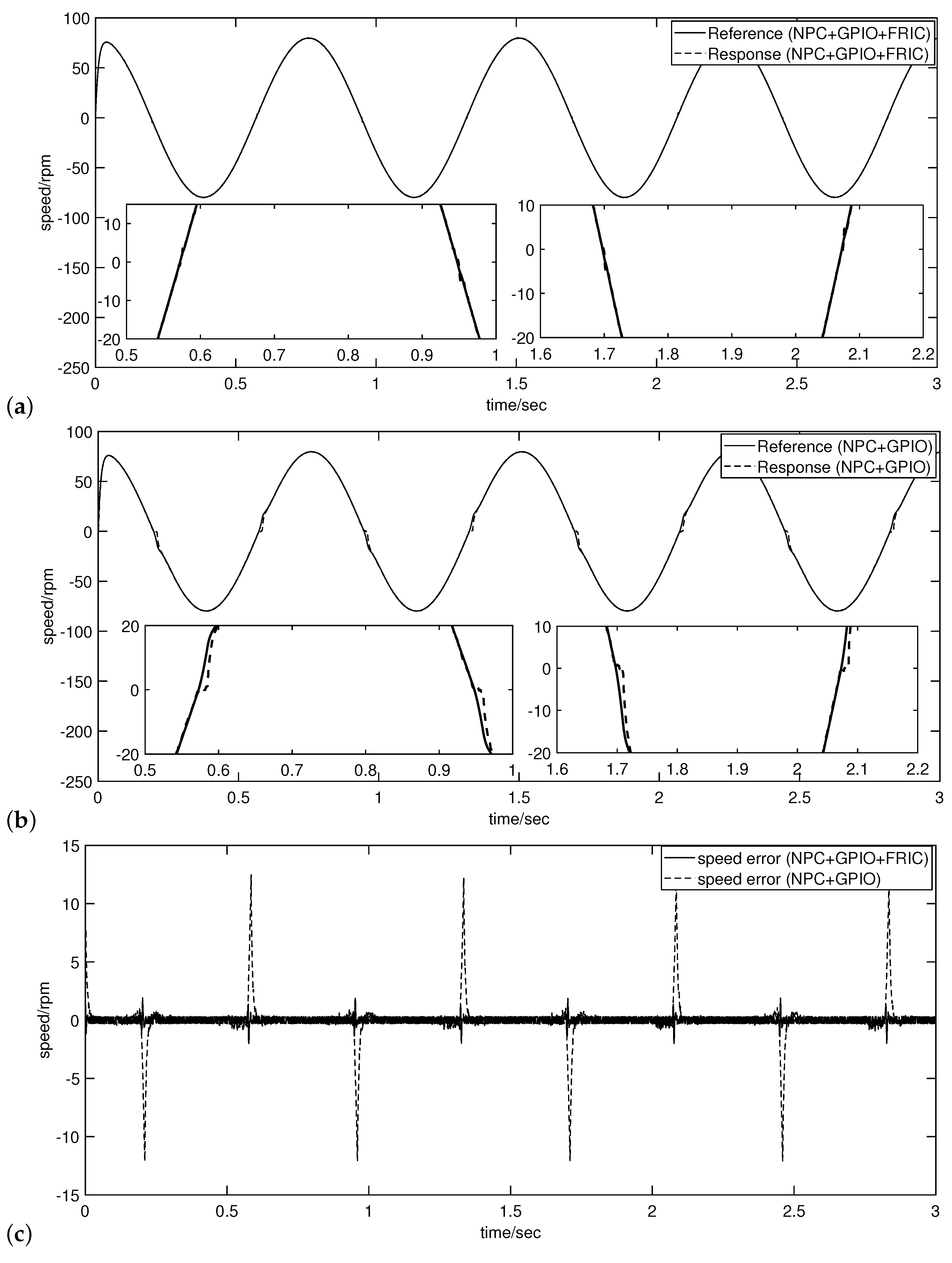
Figure 11 shows the speed response waveforms under the influence of the two speed controllers. It can be observed that NPC + GPIO + FRIC exhibits minimal distortion in the speed range near zero, resolving the “ramp-up” phenomenon near zero speed.
When the frequency of the position sinusoidal signal is doubled, i.e., the given position is a sinusoidal signal with an amplitude of 1 rad and a frequency of 1.333 Hz (
),
Figure 12 and
Figure 13 still show that, compared to NPC + GPIO, the friction-compensated NPC + GPIO + FRIC controller solves the “flat-top” phenomenon in the commutation region and the “ramp-up” phenomenon near zero speed.
Overall, when examining
Figure 10,
Figure 11,
Figure 12 and
Figure 13, it can be observed that in the reciprocating motion test of the ball screw, the control effects of the PI, NPC + I, NPC + GPIO, and NPC + GPIO + FRIC methods mainly differ in their performance during critical velocity reversal regions, which aligns with the practical needs of the industry. Among these methods, the NPC + GPIO + FRIC approach proposed in this paper demonstrates the best suppression effect on both the “flat-top” and the “ramp-up” phenomena during the reversal regions, making it a promising solution to address relevant industrial needs.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}