
Collaborative Production Task Decomposition and Allocation among Multiple Manufacturing Enterprises in a Big Data Environment


Abstract
:1. Introduction
2. Conceptual Model of Task Decomposition and Allocation Based on Big Data
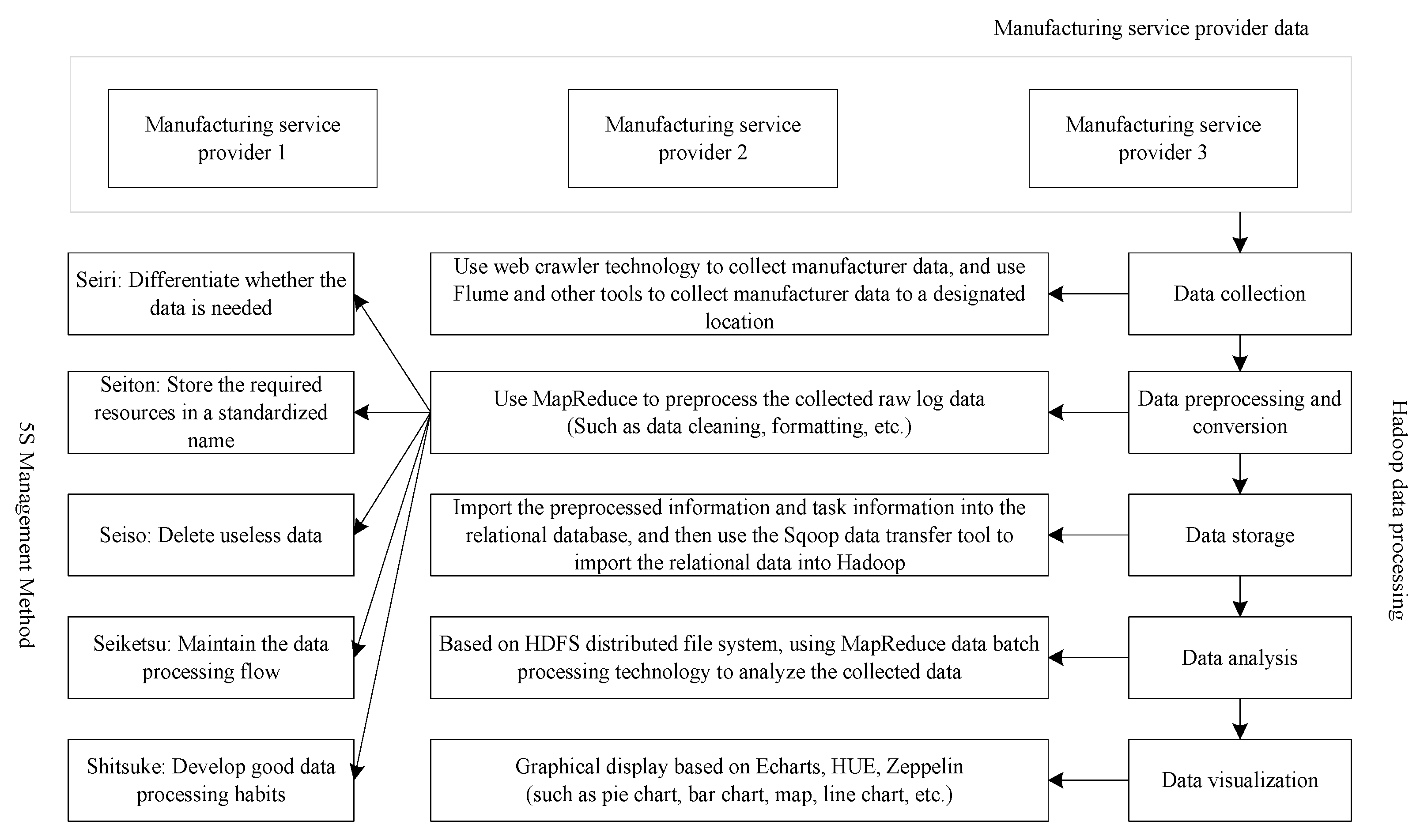
2.1. The 5S Management Method and Data Preprocessing
2.2. Conceptual Model of Manufacturing Task Decomposition and Allocation
3. Selection of Manufacturing Service Providers
4. Mathematical Model of Task Decomposition and Assignment
4.1. Problem Description
4.2. Model Assumptions
4.3. Objective Function
4.4. Constraints
5. Test of the Mathematical Model of Task Decomposition and Assignment
6. Conclusions
- (1)
- Big data technology was used to screen the information of candidate manufacturing service providers. The current popular big data platform, Hadoop processing technology, is used to screen candidate manufacturing service providers, and the 5S management method is integrated into the data processing. In addition, the specific process of data cleaning and conversion is established to improve the efficiency of data processing for manufacturing service providers.
- (2)
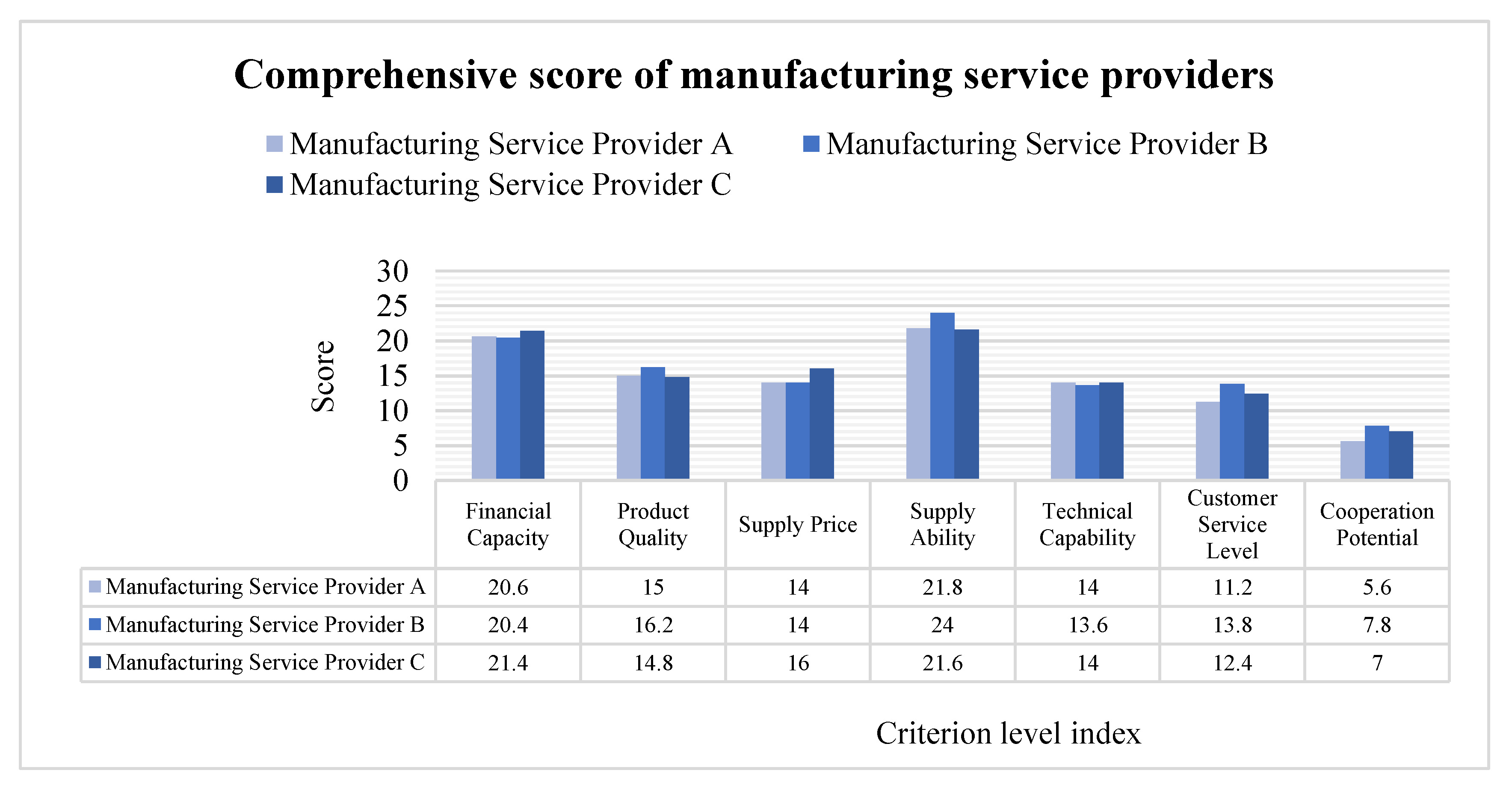
- Based on the understanding and analysis of the research results in related fields, AHP is selected to screen the optimal manufacturing service provider; the fuzzy evaluation indicators, due to the enterprise’s requirements or the difficulty of refining evaluation indicators, are quantified to render them more three-dimensional. One of the resulting three candidate manufacturing service providers is selected as the optimal service provider, according to the index weight ranking after normalization.
- (3)
- This paper builds a task allocation model that considers time, manufacturing cost, product quality, service quality, and other indicators, and refines the assumptions, parameter settings, objective functions, constraint conditions, and other issues of the task decomposition and allocation model for collaborative production among multiple manufacturing enterprises in the big data environment. Substituting specific data into the model solution proved the validity of the established model scheme.
- (4)
- A closed loop between big data technology and task allocation was completed. After data cleaning, the information from manufacturing service providers was integrated, and the AHP was used to quantify the indicators, which provided a new idea for the preparation of efficient collaborative production among multiple manufacturing enterprises. In terms of actual cooperative production activities among multi-manufacturing enterprises, production tasks are appropriately allocated to manufacturing service providers with different production capacities, to provide more opportunities for small- and medium-sized manufacturing enterprises to participate in the task of mass production.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Select Manufacturing Service Provider | Financial Capacity | Product Quality | Supply Price | Supply Ability | Technical Capability | Customer Service Level | Cooperation Potential |
|---|---|---|---|---|---|---|---|
| Financial Capacity | 1 | 1/3 | 1/3 | 1/3 | 1 | 5 | 2 |
| Product Quality | 3 | 1 | 1 | 3 | 5 | 5 | 5 |
| Supply Price | 3 | 1 | 1 | 1/3 | 5 | 5 | 4 |
| Supply Ability | 3 | 1/3 | 3 | 1 | 5 | 5 | 2 |
| Technical Capability | 1 | 1/5 | 1/5 | 1/5 | 1 | 1 | 1 |
| Customer Service Level | 1/5 | 1/5 | 1/5 | 1/5 | 1 | 1 | 1 |
| Cooperation Potential | 1/2 | 1/5 | 1/4 | 1/2 | 1 | 1 | 1 |
| Sum | 82/7 | 13/4 | 6 | 39/7 | 19 | 23 | 16 |
| Financial Capacity | Human Capital | Financial Capital | Equity Capital | Debt Paying Ability | Ability to Operate | Profitability | Development Capacity | Weight value |
|---|---|---|---|---|---|---|---|---|
| Human Capital | 1 | 1/3 | 1 | 1/3 | 1/4 | 1/5 | 1/3 | 0.0047 |
| Financial Capital | 3 | 1 | 3 | 1 | 1/2 | 1/3 | 1/3 | 0.108 |
| Equity Capital | 1 | 1/3 | 1 | 1/3 | 1/3 | 1/3 | 1/5 | 0.046 |
| Debt-Paying Ability | 3 | 1 | 3 | 1 | 1 | 1 | 1/3 | 0.140 |
| Ability to Operate | 4 | 2 | 3 | 1 | 1 | 1 | 2 | 0.232 |
| Profitability | 5 | 3 | 5 | 1 | 1/2 | 1/2 | 1/2 | 0.182 |
| Development Capacity | 3 | 3 | 5 | 3 | 1/2 | 1/2 | 1 | 0.241 |
| Product Quality | Quality System | Quality of Manufacturing Service Provider | Manufacturing Process | Test Indicators | Traceability | Weight Value |
|---|---|---|---|---|---|---|
| Quality System | 1 | 1/3 | 1/3 | 1/2 | 3 | 0.125 |
| Quality of Manufacturing Service Provider | 3 | 1 | 1/2 | 1/2 | 3 | 0.205 |
| Manufacturing Process | 3 | 2 | 1 | 3 | 4 | 0.388 |
| Test Indicators | 2 | 2 | 1/3 | 1 | 2 | 0.208 |
| Traceability | 1/3 | 1/3 | 1/4 | 1/2 | 1 | 0.073 |
| Supply Price | Price Level | Cost Transparency | Payment Period | Cost Control | Weight Value |
|---|---|---|---|---|---|
| Price Level | 1 | 3 | 2 | 2 | 0.406 |
| Cost Transparency | 1/3 | 1 | 1/3 | 1/3 | 0.098 |
| Payment Period | 1/2 | 3 | 1 | 2 | 0.287 |
| Cost Control | 1/2 | 3 | 1/2 | 1 | 0.208 |
| Supply Ability | Production Capacity | Production Management | Production Capacity | Production Management | Safety Management | Order Flexibility | Weight Value |
|---|---|---|---|---|---|---|---|
| Production Capacity | 1 | 2 | 3 | 3 | 2 | 3 | 0.310 |
| Production Management | 1/2 | 1 | 1/2 | 2 | 1/2 | 2 | 0.130 |
| Production Capacity | 1/3 | 2 | 1 | 2 | 1/3 | 3 | 0.157 |
| Production Management | 1/3 | 1/2 | 1/2 | 1 | 1/2 | 3 | 0.106 |
| Safety Management | 1/2 | 2 | 3 | 2 | 1 | 3 | 0.230 |
| Order Flexibility | 1/3 | 1/2 | 1/3 | 1/3 | 1/3 | 1 | 0.063 |
| Technical Capability | Product Design | Production Technology | Technological Innovation | Innovation Investment | Weight Value |
|---|---|---|---|---|---|
| Product Design | 1 | 2 | 2 | 2 | 0.383 |
| Production Technology | 1/2 | 1 | 3 | 2 | 0.299 |
| Technological Innovation | 1/2 | 1/3 | 1 | 1/2 | 0.125 |
| Innovation Investment | 1/2 | 1/2 | 2 | 1 | 0.190 |
| Customer Service Level | Order Confirmation | Service Attitude | Customer Service Response | Problem Handling Effect | Weight Value |
|---|---|---|---|---|---|
| Order Confirmation | 1 | 2 | 2 | 3 | 0.419 |
| Service Attitude | 1/2 | 1 | 1/2 | 1/2 | 0.137 |
| Customer Service Response | 1/2 | 2 | 1 | 1/2 | 0.195 |
| Problem-Handling Effect | 1/3 | 2 | 2 | 1 | 0.248 |
| Cooperation Potential | Business Risk | Cooperation Potential | Competitiveness | Weight Value |
|---|---|---|---|---|
| Business Risk | 1 | 3 | 3 | 0.588 |
| Cooperation Potential | 1/3 | 1 | 1/2 | 0.159 |
| Competitiveness | 1/3 | 2 | 1 | 0.251 |
| Manufacturing Service Provider A | Indicators | Synthesis Score |
|---|---|---|
| Financial Capacity | Human Capital | 2 |
| Financial Capital | 2.6 | |
| Equity Capital | 3 | |
| Debt Paying Ability | 3 | |
| Ability to Operate | 3 | |
| Profitability | 3.6 | |
| Development Capacity | 3.4 | |
| Product Quality | Quality System | 3.2 |
| Quality of Manufacturing Service Provider | 3 | |
| Manufacturing Process | 2.8 | |
| Test Indicators | 3 | |
| Traceability | 3 | |
| Supply Price | Price Level | 4 |
| Cost Transparency | 3 | |
| Payment Period | 3 | |
| Cost Control | 4 | |
| Supply Ability | Production Capacity | 5 |
| Production Management | 4 | |
| Production Capacity | 3.6 | |
| Production Management | 3 | |
| Safety Management | 3.2 | |
| Order Flexibility | 3 | |
| Technical Capability | Product Design | 3.8 |
| Production Technology | 3 | |
| Technological Innovation | 3.2 | |
| Innovation Investment | 4 | |
| Customer Service Level | Order Confirmation | 3 |
| Service Attitude | 2 | |
| Customer Service Response | 3 | |
| Problem Handling Effect | 3.2 | |
| Cooperation Potential | Business Risk | 3 |
| Cooperation Potential | 2.6 | |
| Competitiveness | 3 |
| Manufacturing Service Provider B | Indicators | Synthesis Score |
|---|---|---|
| Financial Capacity | Human Capital | 3 |
| Financial Capital | 2.6 | |
| Equity Capital | 3.2 | |
| Debt Paying Ability | 2.8 | |
| Ability to Operate | 3.2 | |
| Profitability | 2.6 | |
| Development Capacity | 3 | |
| Product Quality | Quality System | 3.6 |
| Quality of Manufacturing Service Provider | 3.4 | |
| Manufacturing Process | 3.2 | |
| Test Indicators | 2.8 | |
| Traceability | 3.2 | |
| Supply Price | Price Level | 4 |
| Cost Transparency | 3 | |
| Payment Period | 4 | |
| Cost Control | 3 | |
| Supply Ability | Production Capacity | 5 |
| Production Management | 4 | |
| Production Capacity | 4 | |
| Production Management | 4 | |
| Safety Management | 4 | |
| Order Flexibility | 3 | |
| Technical Capability | Product Design | 3.2 |
| Production Technology | 3 | |
| Technological Innovation | 3.4 | |
| Innovation Investment | 4 | |
| Customer Service Level | Order Confirmation | 3.2 |
| Service Attitude | 3.4 | |
| Customer Service Response | 3.8 | |
| Problem Handling Effect | 3.4 | |
| Cooperation Potential | Business Risk | 3.8 |
| Cooperation Potential | 3.8 | |
| Competitiveness | 4 |
| Manufacturing Service Provider C | Indicators | Synthesis Score |
|---|---|---|
| Financial Capacity | Human Capital | 3 |
| Financial Capital | 3.2 | |
| Equity Capital | 3 | |
| Debt Paying Ability | 3 | |
| Ability to Operate | 3.4 | |
| Profitability | 2.8 | |
| Development Capacity | 3 | |
| Product Quality | Quality System | 2.8 |
| Quality of Manufacturing Service Provider | 3 | |
| Manufacturing Process | 3 | |
| Test Indicators | 3 | |
| Traceability | 3 | |
| Supply Price | Price Level | 5 |
| Cost Transparency | 3 | |
| Payment Period | 4 | |
| Cost Control | 4 | |
| Supply Ability | Production Capacity | 5 |
| Production Management | 4 | |
| Production Capacity | 3 | |
| Production Management | 3.6 | |
| Safety Management | 3 | |
| Order Flexibility | 3 | |
| Technical Capability | Product Design | 3.8 |
| Production Technology | 3 | |
| Technological Innovation | 3.2 | |
| Innovation Investment | 4 | |
| Customer Service Level | Order Confirmation | 3 |
| Service Attitude | 3.4 | |
| Customer Service Response | 3 | |
| Problem Handling Effect | 3 | |
| Cooperation Potential | Business Risk | 3 |
| Cooperation Potential | 3.4 | |
| Competitiveness | 3.6 |
| Criterion | Index | Comprehensive Weight | Original Rating | Final Score | ||||
|---|---|---|---|---|---|---|---|---|
| A | B | C | A | B | C | |||
| Financial Capacity | Human Capital | 0.005 | 2 | 3 | 3 | 0.010 | 0.015 | 0.015 |
| Financial Capital | 0.010 | 2.6 | 2.6 | 3.2 | 0.026 | 0.026 | 0.032 | |
| Equity Capital | 0.004 | 3 | 3.2 | 3 | 0.012 | 0.013 | 0.012 | |
| Debt Paying Ability | 0.014 | 3 | 2.8 | 3 | 0.042 | 0.039 | 0.042 | |
| Ability to Operate | 0.023 | 3 | 3.2 | 3.4 | 0.069 | 0.074 | 0.078 | |
| Profitability | 0.018 | 3.6 | 2.6 | 2.8 | 0.065 | 0.047 | 0.050 | |
| Development Capacity | 0.023 | 3.4 | 3 | 3 | 0.078 | 0.069 | 0.069 | |
| Product Quality | Quality System | 0.037 | 3.2 | 3.6 | 2.8 | 0.118 | 0.133 | 0.104 |
| Quality of Manufacturing Service Provider | 0.060 | 3 | 3.4 | 3 | 0.180 | 0.204 | 0.180 | |
| Manufacturing Process | 0.112 | 2.8 | 3.2 | 3 | 0.314 | 0.358 | 0.336 | |
| Test Indicators | 0.061 | 3 | 2.8 | 3 | 0.183 | 0.171 | 0.183 | |
| Traceability | 0.215 | 3 | 3.2 | 3 | 0.645 | 0.688 | 0.645 | |
| Supply Price | Price Level | 0.088 | 4 | 4 | 5 | 0.352 | 0.352 | 0.440 |
| Cost Transparency | 0.021 | 3 | 3 | 3 | 0.063 | 0.063 | 0.063 | |
| Payment Period | 0.062 | 3 | 4 | 4 | 0.186 | 0.248 | 0.248 | |
| Cost Control | 0.045 | 4 | 3 | 4 | 0.180 | 0.135 | 0.180 | |
| Supply Ability | Production Capacity | 0.073 | 5 | 5 | 5 | 0.365 | 0.365 | 0.365 |
| Production Management | 0.031 | 4 | 4 | 4 | 0.124 | 0.124 | 0.124 | |
| Production Capacity | 0.037 | 3.6 | 4 | 3 | 0.133 | 0.148 | 0.111 | |
| Production Management | 0.025 | 3 | 4 | 3.6 | 0.075 | 0.100 | 0.090 | |
| Safety Management | 0.054 | 3.2 | 4 | 3 | 0.173 | 0.216 | 0.162 | |
| Order Flexibility | 0.015 | 3 | 3 | 3 | 0.045 | 0.045 | 0.045 | |
| Technical Capability | Product Design | 0.205 | 3.8 | 3.2 | 3.8 | 0.779 | 0.656 | 0.779 |
| Production Technology | 0.160 | 3 | 3 | 3 | 0.480 | 0.480 | 0.480 | |
| Technological Innovation | 0.067 | 3.2 | 3.4 | 3.2 | 0.214 | 0.228 | 0.214 | |
| Innovation Investment | 0.102 | 4 | 4 | 0.408 | 0.408 | 0.408 | ||
| Customer Service Level | Order Confirmation | 0.183 | 3 | 3.2 | 3 | 0.549 | 0.586 | 0.549 |
| Service Attitude | 0.060 | 2 | 3.4 | 3.4 | 0.120 | 0.204 | 0.204 | |
| Customer Service Response | 0.085 | 3 | 3.8 | 3 | 0.255 | 0.323 | 0.255 | |
| Problem-Handling Effect | 0.108 | 3.2 | 3.4 | 3 | 0.346 | 0.367 | 0.324 | |
| Cooperation Potential | Business Risk | 0.331 | 3 | 3.8 | 3 | 0.993 | 1.258 | 0.993 |
| Cooperation Potential | 0.090 | 2.6 | 3.8 | 3.4 | 0.234 | 0.342 | 0.306 | |
| Competitiveness | 0.141 | 3 | 4 | 3.6 | 0.423 | 0.564 | 0.508 | |
| Weight Sorting: B > C > A | 8.239 | 9.048 | 8.594 | |||||
Appendix B. Genetic Algorithm
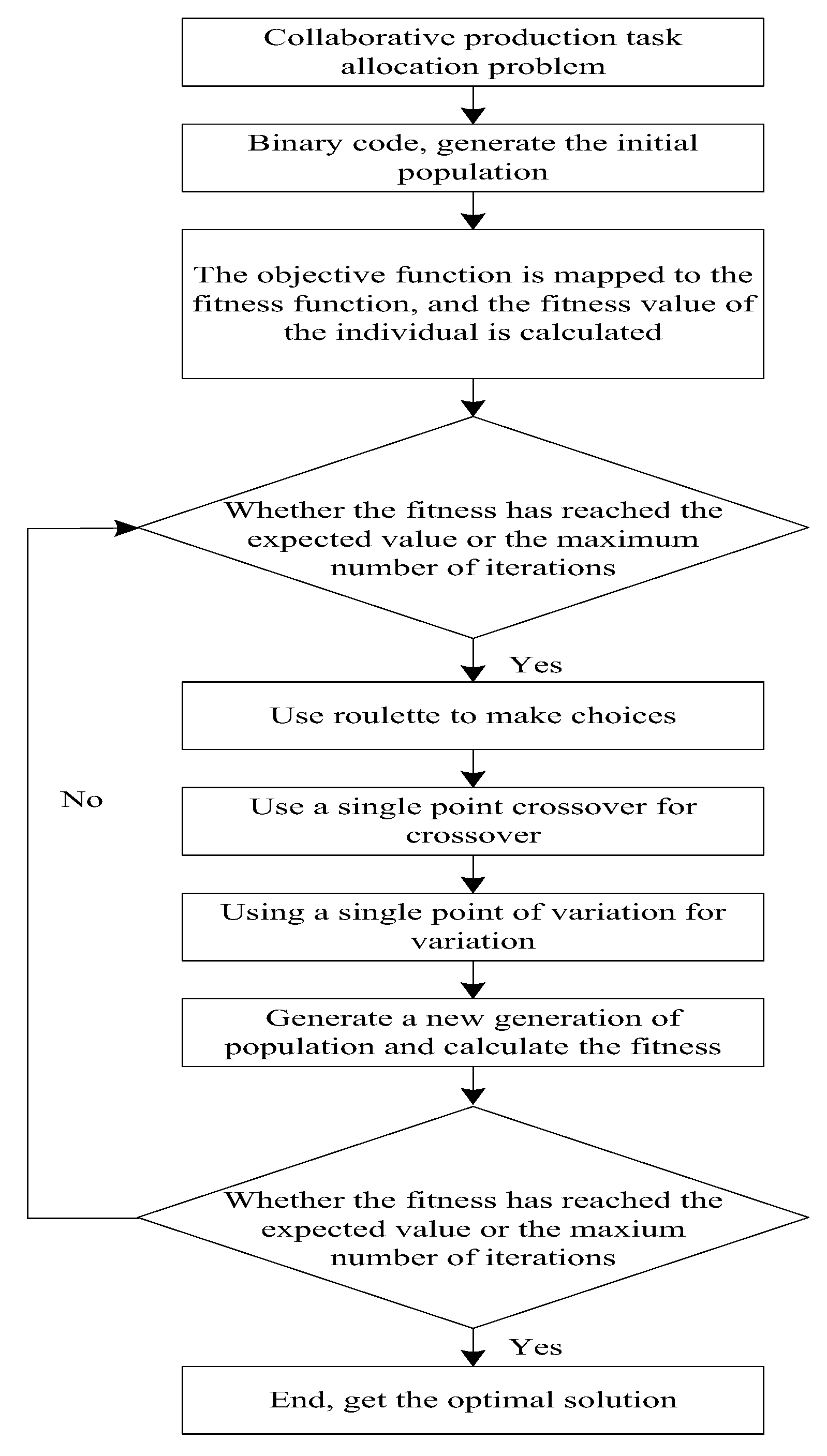
| Algorithm A1. Pseudocode for GA |
| Input: instance Q, |
| size M of population, |
| rate Pc of crossover, |
| rate Pm of mutation, |
| number G of iterations, |
| value fmax of f(i)max |
| Output: solution Pop |
| //Initialization |
| 1 generate M feasible solutions randomly; |
| 2 save them in the population Pop; |
| //Loop until the terminal condition |
| 3 Initialize the empty population newPop |
| 4 Calculate the fitness of each individual in population Pop |
| 5 Choose the best individuals according to the roulette system, |
| g is chosen with probability |
| 6 Two individuals were selected from population Pop by proportional selection algorithm based on fitness |
| 7 if (random (0,1) < Pc) |
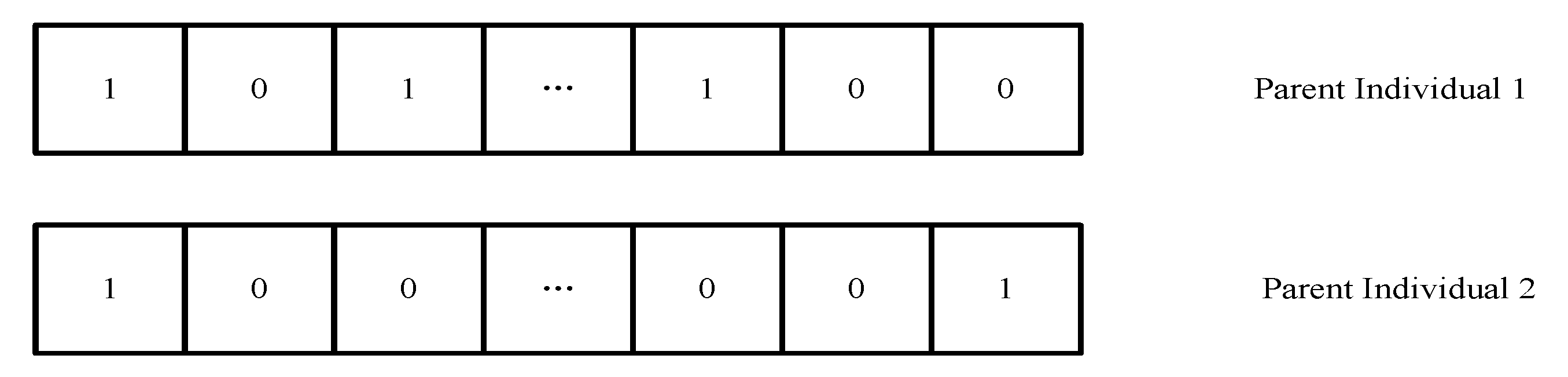
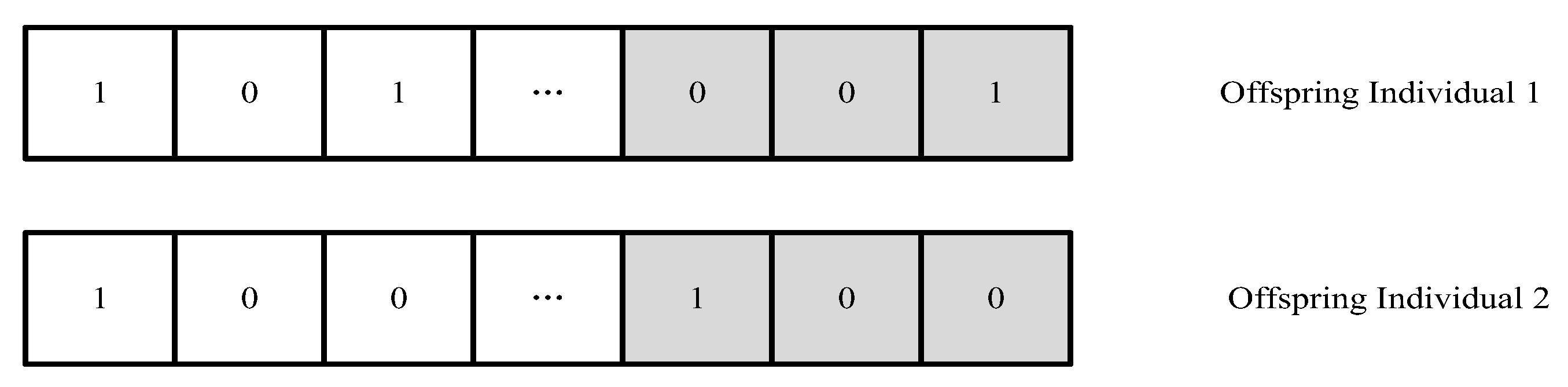
| 8 Perform crossover operation on 2 individuals according to crossover probability Pc |
| 9 if (random (0, 1) < Pm) |
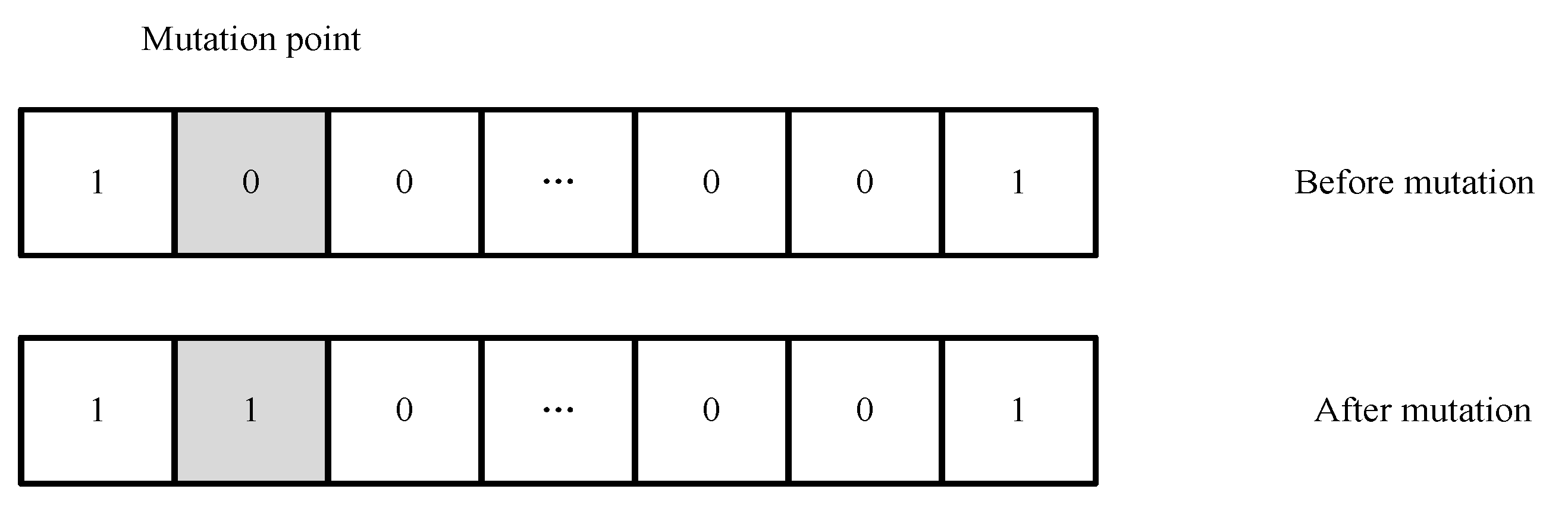
| 10 Mutation operation was performed on 2 individuals according to mutation probability Pm |
| 11 Add 2 new individuals to the population newPop |
| 12 until (M children are created) |
| 13 Replace Pop with newPop |
| 14 until (any chromosome score exceeds fmax, or reproductive algebra exceeds G) |
| Algorithm A2. Pseudocode for example of GA |
| 1 Inherits the Problem superclass |
| 2 Initialize name (function name, optionally set) |
| 3 Set the row value of the matrix to i4 Set the column value of the matrix to j |
| 5 Initialize Dim (Decision variable dimension |
| 6 Initialize maxormins (list of target min Max flags, 1: minimize the target; -1: Maximize this goal) |
| 7 Initialize varTypes (type of decision variable, 0: real; 1: integer) |
| 8 Lower bound of decision variables |
| 9 Upper bound of decision variables |
| 10 Lower boundary of the decision variable (0 means the lower boundary of the variable is not included, 1 means included) |
| 11 Upper boundary of a decision variable (0 means no upper boundary of the variable, 1 means included) |
| 12 Call the parent class constructor to complete the instantiation |
| 13 Defining the objective function |
| 14 The decision variable matrix is obtained |
| 15 Returns the value of the matrix of service S |
| 16 Returns the value of the manufacturing time Tt matrix |
| 17 Returns the value of the transport time Td matrix |
| 18 Returns the value of the manufacturing cost Cm matrix |
| 19 Returns the value of the transport cost Cd matrix |
| 20 The objective function1 is expressed |
| as |
| 21 The objective function2 is expressed |
| as |
| 22 The objective function3 is expressed |
| as |
| 23 The objective function4 is expressed |
| as , and |
| 24 Assign the obtained objective function value to ObjV of population pop |
References
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Li, S.; Li, D.X.; Zhao, S. 5G Internet of Things: A survey. J. Ind. Inf. Integr. 2018, 10, 1–9. [Google Scholar] [CrossRef]
- Li, L. China’s manufacturing locus in 2025: With a comparison of “Made-in-China 2025” and “Industry 4.0”. Technol. Soc. Chang. 2018, 135, 66–74. [Google Scholar] [CrossRef]
- Cheng, Y.; Sun, F.Y.; Zhang, Y.P.; Tao, F. Task allocation in manufacturing: A review. J. Ind. Inf. Integr. 2019, 15, 207–218. [Google Scholar] [CrossRef]
- Ebadifard, F.; Babamir, S.M. Federated Geo-Distributed Clouds: Optimizing Resource Allocation Based on Request Type Using Autonomous and Multi-objective Resource Sharing Model. Big Data Res. 2021, 24, 100188. [Google Scholar] [CrossRef]
- Zhao, Y.; Guo, J.; Chen, X.; Hao, J.; Zheng, K. Coalition-based Task Assignment in Spatial Crowdsourcing. In Proceedings of the 2021 IEEE 37th International Conference on Data Engineering (ICDE), Chania, Greece, 1 April 2021; pp. 241–252. [Google Scholar]
- Liu, J.X.; Zhang, C. Research on member selection mechanism of virtual alliance and collaborative manufacturing among alliance enterprises under public service platform. Chin. J. Manag. Sci. 2020, 28, 126–135. [Google Scholar]
- Zhou, Q.; Fang, M. Research on crowdsourcing task allocation algorithm based on Multi-agent. Intell. Comput. Appl. 2019, 9, 104–107. [Google Scholar]
- Shahrabi, J.; Adibi, M.A.; Mahootchi, M. A reinforcement learning approach to parameter estimation in dynamic job shop scheduling. Comput. Ind. Eng. 2017, 110, 75–82. [Google Scholar] [CrossRef]
- Erişgin Barak, M.Z.; Koyuncu, M. Fuzzy Order Acceptance and Scheduling on Identical Parallel Machines. Symmetry 2021, 13, 1236. [Google Scholar] [CrossRef]
- Zhou, C.; Jiang, J.J.; Yin, M. Task allocation optimization for remote distributed collaborative development based on hybrid leapfrog algorithm. J. Ind. Eng. Eng. Manag. 2020, 34, 148–155. [Google Scholar]
- Chaouch, I.; Driss, O.B.; Ghedira, K. A novel dynamic assignment rule for the distributed job shop scheduling problem using a hybrid ant-based algorithm. Appl. Intell. 2019, 49, 1903–1924. [Google Scholar] [CrossRef]
- Kurdi, M. An effective new island model genetic algorithm for job shop scheduling problem. Comput. Oper. Res. 2016, 67, 132–142. [Google Scholar] [CrossRef]
- Nouri, H.E.; Driss, O.B.; Ghédira, K. Hybrid metaheuristics for scheduling of machines and transport robots in job shop environment. Appl. Intell. 2016, 45, 1–21. [Google Scholar] [CrossRef]
- Salido, M.A.; Escamilla, J.; Giret, A.; Barber, F. A genetic algorithm for energy-efficiency in job-shop scheduling. Int. J. Adv. Manuf. Technol. 2016, 85, 1303–1314. [Google Scholar] [CrossRef]
- Agárdi, A.; Nehéz, K.; Hornyák, O.; Koczy, L.T. A Hybrid Discrete Bacterial Memetic Algorithm with Simulated Annealing for Optimization of the Flow Shop Scheduling Problem. Symmetry 2021, 13, 1131. [Google Scholar] [CrossRef]
- Zhou, P.; Xu, H.; Lu, F. Manufacturer’s optimal output decision with bargaining power and co-production of by-products. Chin. J. Manag. Sci. 2020, 28, 156–163. [Google Scholar]
- Wang, X.L.; Chai, X.D.; Zhang, C.; Zhao, X.F. Cross-enterprise collaborative production scheduling algorithm in cloud manufacturing environment. Comput. Integr. Manuf. Syst. 2019, 25, 412–420. [Google Scholar]
- Meng, J.; Li, W.J.; Yu, G.R.; Wang, J.M.; Zhang, B.L. Utility maximization oriented dynamic resource allocation in data centers. Appl. Res. Comput. 2021, 38, 1728–1733, 1779. [Google Scholar]
- Ren, L.; Ren, M.L. Collaborative assignment model of intelligent manufacturing tasks based on mixed task networks. Comput. Integr. Manuf. Syst. 2018, 24, 838–850. [Google Scholar]
- Zheng, T.; Wang, Y.Y.; Xie, Z.H. Research on Multi-supplier collaborative Production Task allocation based on Big Data. Inn. Mong. Sci. Technol. Econ. 2019, 13, 44–47. [Google Scholar]
- Wang, Q.; Tan, L. Task assignment algorithm for big data group computing based on user topic accurate perception. J. Comput. Appl. 2016, 36, 2777–2783. [Google Scholar]
- Dickson, G.W. An analysis of vendor selection systems and decisions. J. Purch. 1966, 2, 5–17. [Google Scholar] [CrossRef]
- Al-Shihabi, S.; Al-Durgam, M. Multi-objective optimization for the multi-mode finance-based project scheduling problem. Front. Eng. Manag. 2020, 7, 223–237. [Google Scholar] [CrossRef]
- Kucuksayacigil, F.; Ulusoy, G. Hybrid genetic algorithm for bi-objective resource-constrained project scheduling. Front. Eng. Manag. 2020, 7, 426–446. [Google Scholar] [CrossRef]



| Variable | Significance |
|---|---|
| R | Revenue after a product is sold |
| C | The total cost of carrying out manufacturing activities in a manufacturing firm |
| Q | The profit generated when i carries out production activities can be expressed by R-C |
| N | The number of products sold in a collaborative production activity |
| Nij | The quantity produced by manufacturing service provider i to complete production task j |
| P | The price at which a product is sold in a collaborative production activity |
| i | Manufacturing service providers participating in collaborative production, i = 1,2,…,m |
| j | Cooperate with assigned tasks in production, j = 1,2,…,n |
| T | The total time it takes a manufacturing firm to complete manufacturing |
| xij | 1, Manufacturing service provider i is assigned to a collaborative production task j, and Nij exists 0, Manufacturing service provider i is not assigned to a collaborative production task j, Nij = 0 |
| Tt | The time generated during the transportation of the produced products, including the time required by Tij manufacturing service provider i to complete the production task j |
| Td | The time generated in the transportation process of the produced products, and the time generated in the transportation process of the product j produced by Tdij for manufacturing service provider i |
| Cd | The cost generated in the process of product transportation, where Cdij is the time generated in the process of manufacturing service provider i producing product j |
| Cm | The manufacturing cost generated during production or things, where Cij is the cost required by manufacturing service provider i to complete the production task j |
| S | Service evaluation of manufacturing service provider |
| Sij | Service evaluation of manufacturing service provider i in completing production task j |
| Production Task | Time/ Day | Cost (CNY) | Service Quality Evaluation | Location of Manufacturing Service Provider | Manufacturing Service Provider |
|---|---|---|---|---|---|
| H1 | 2 | 290 | 0.60 | A | P1 |
| 2.5 | 220 | 0.80 | B | P2 | |
| 3 | 240 | 0.75 | C | P3 | |
| H2 | 3 | 320 | 0.90 | A | P1 |
| 2 | 170 | 0.70 | B | P2 | |
| 4 | 250 | 0.80 | C | P3 | |
| H3 | 7 | 890 | 0.70 | A | P1 |
| 7 | 920 | 0.95 | B | P2 | |
| 6 | 860 | 0.65 | C | P3 | |
| H4 | 15 | 670 | 0.80 | A | P1 |
| 12 | 575 | 0.70 | B | P2 | |
| 14 | 580 | 0.60 | C | P3 | |
| H5 | 8 | 400 | 0.50 | A | P1 |
| 11 | 320 | 0.90 | B | P2 | |
| 9 | 300 | 0.80 | C | P3 |
| Transportation/Day | Region A | Region B | Region C |
|---|---|---|---|
| Region A | 0 | 2 | 3 |
| Region B | 2 | 0 | 4 |
| Region C | 3 | 4 | 0 |
| Cost (CNY) | Region A | Region B | Region C |
|---|---|---|---|
| Region A | 0 | 180 | 260 |
| Region B | 180 | 0 | 320 |
| Region C | 260 | 320 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, F.; Li, X.; Yang, Y.; Xu, Y.; Zhang, Y. Collaborative Production Task Decomposition and Allocation among Multiple Manufacturing Enterprises in a Big Data Environment. Symmetry 2021, 13, 2268. https://doi.org/10.3390/sym13122268
Li F, Li X, Yang Y, Xu Y, Zhang Y. Collaborative Production Task Decomposition and Allocation among Multiple Manufacturing Enterprises in a Big Data Environment. Symmetry. 2021; 13(12):2268. https://doi.org/10.3390/sym13122268
Chicago/Turabian StyleLi, Feng, Xiya Li, Yun Yang, Yan Xu, and Yan Zhang. 2021. "Collaborative Production Task Decomposition and Allocation among Multiple Manufacturing Enterprises in a Big Data Environment" Symmetry 13, no. 12: 2268. https://doi.org/10.3390/sym13122268
APA StyleLi, F., Li, X., Yang, Y., Xu, Y., & Zhang, Y. (2021). Collaborative Production Task Decomposition and Allocation among Multiple Manufacturing Enterprises in a Big Data Environment. Symmetry, 13(12), 2268. https://doi.org/10.3390/sym13122268