

The Effect of Heat Treatment on a 3D-Printed PLA Polymer’s Mechanical Properties





Abstract
1. Introduction
2. Materials and Methods
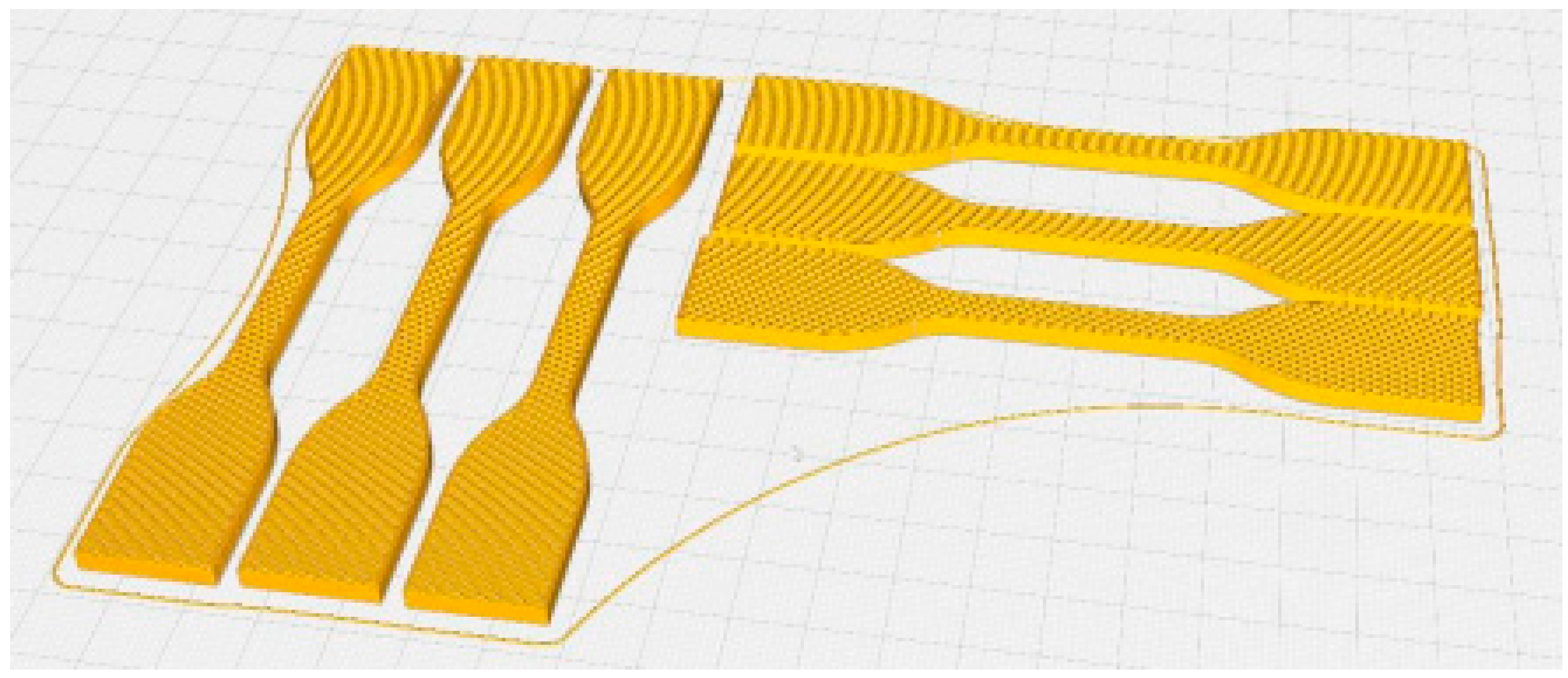
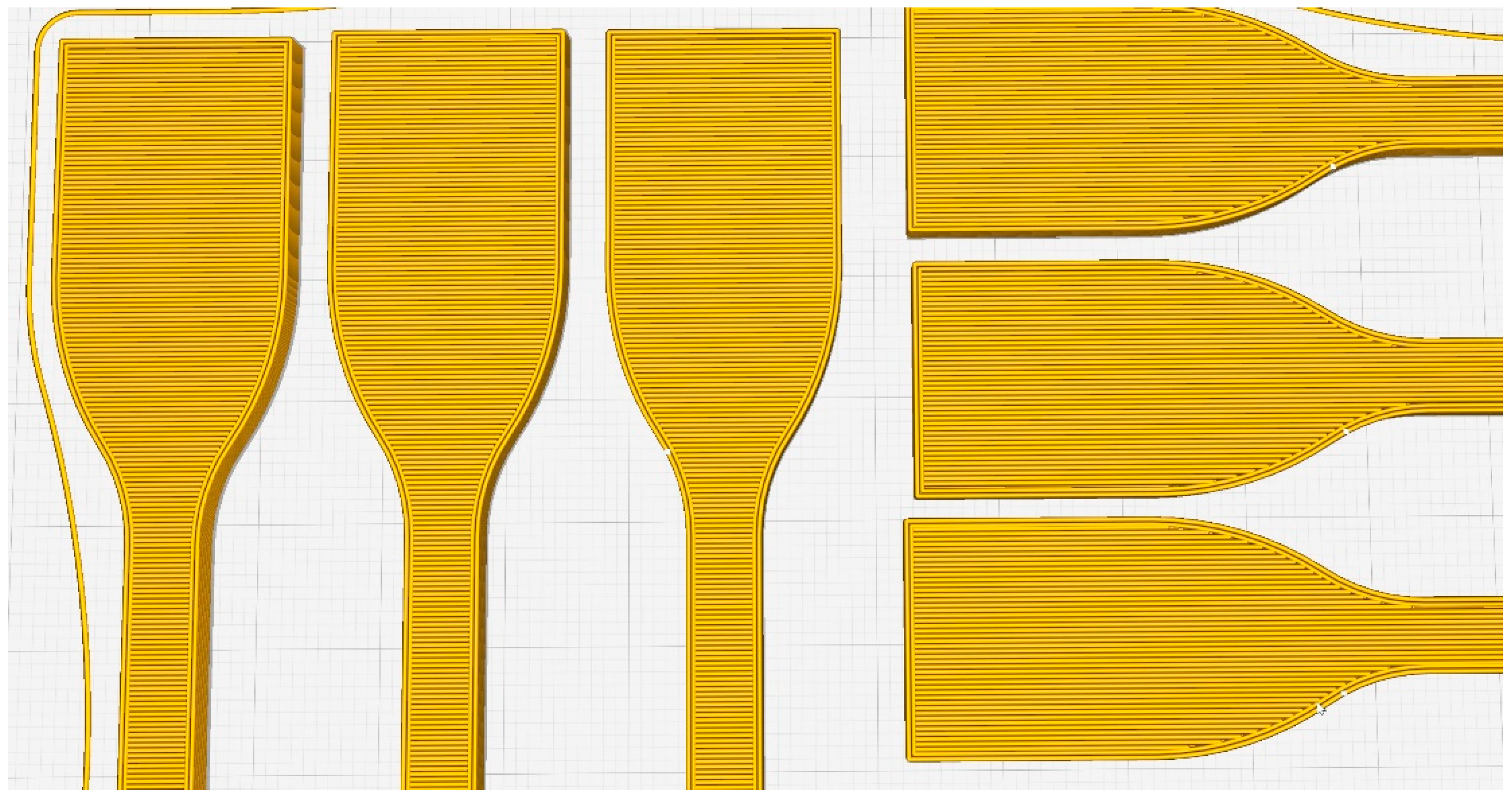
2.1. 3D Printing of the Test Specimens
2.2. Heat Treatment Process
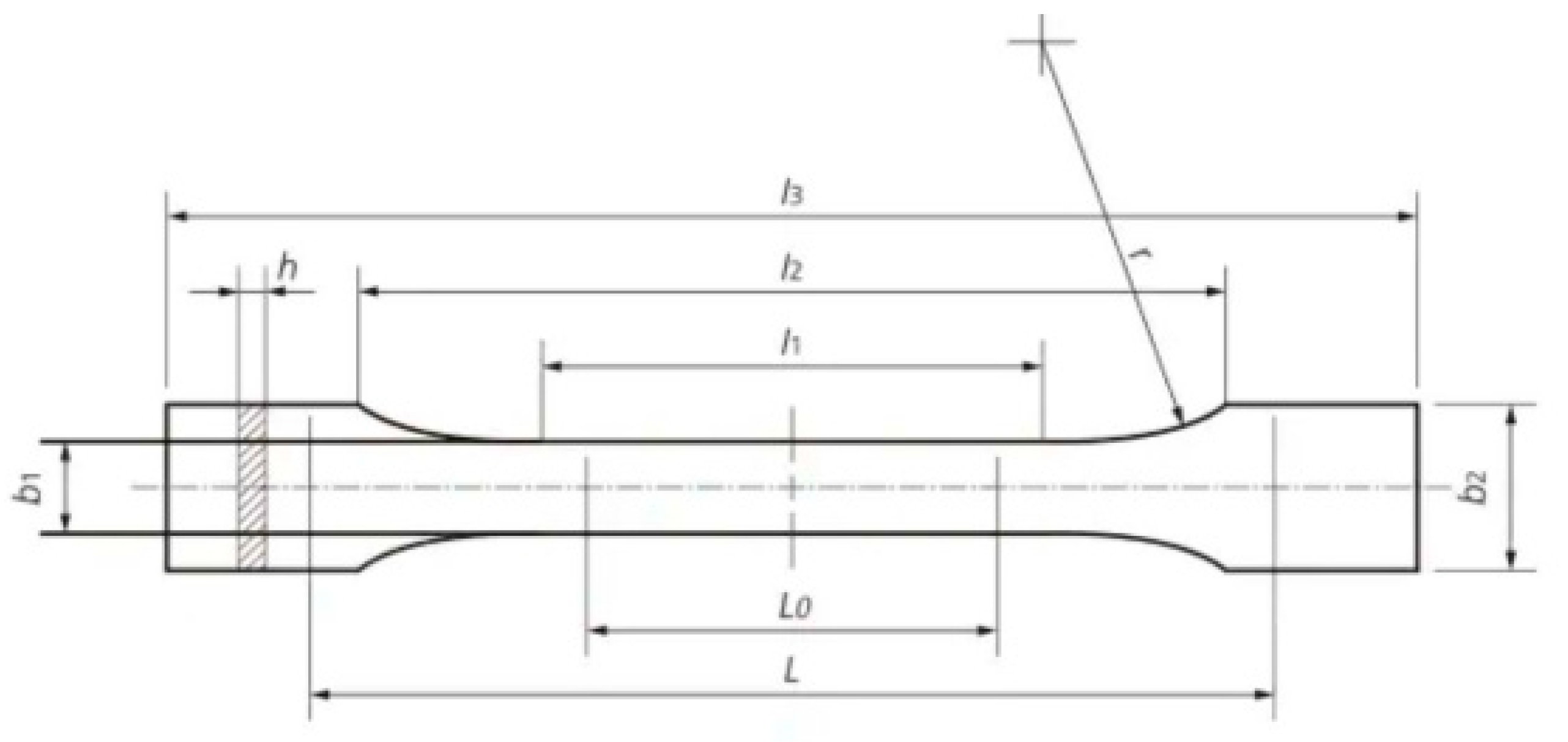
2.3. Tensile Test
2.4. Microscopy
2.5. Shore D Test
3. Results and Discussions
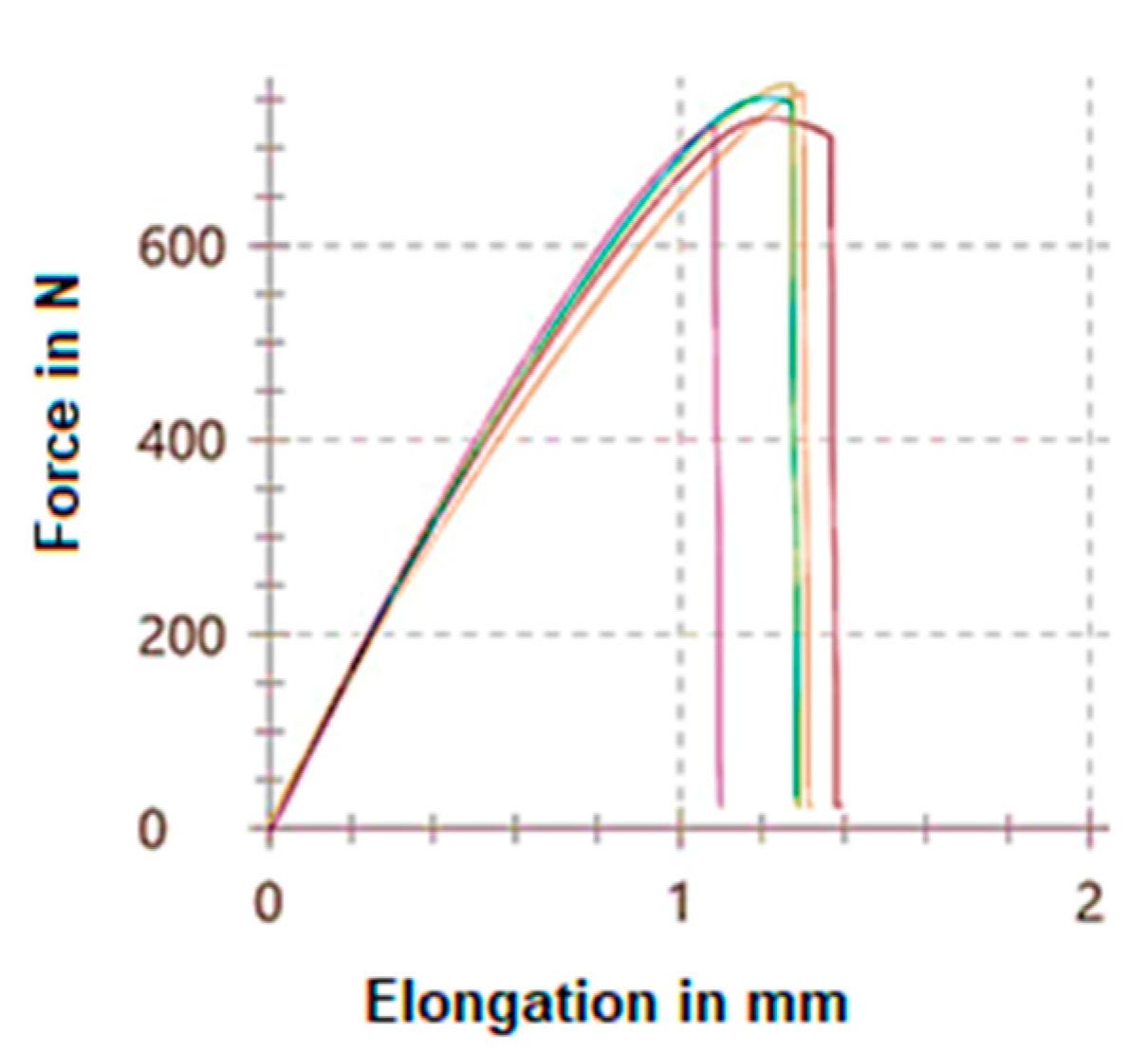
3.1. Heat-Treated Specimens’ Tensile Test Results
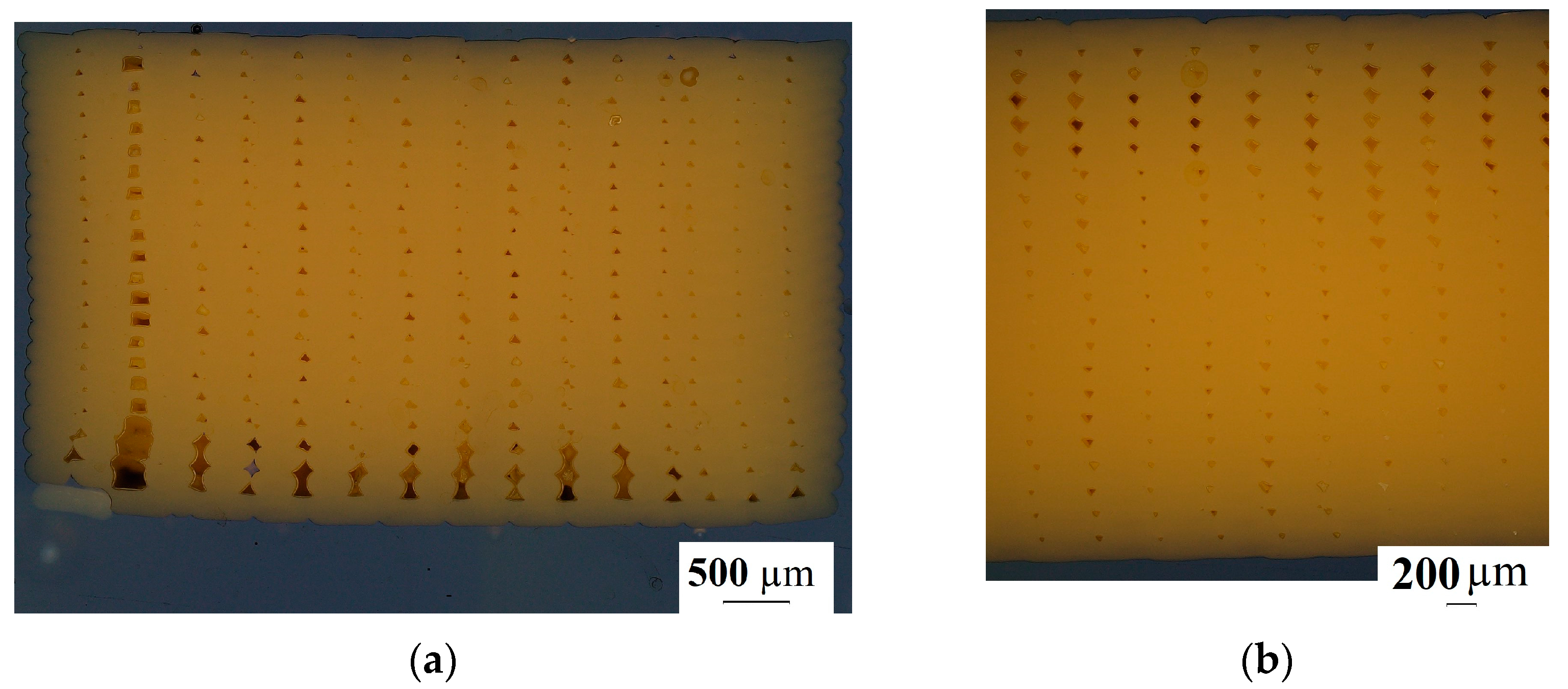
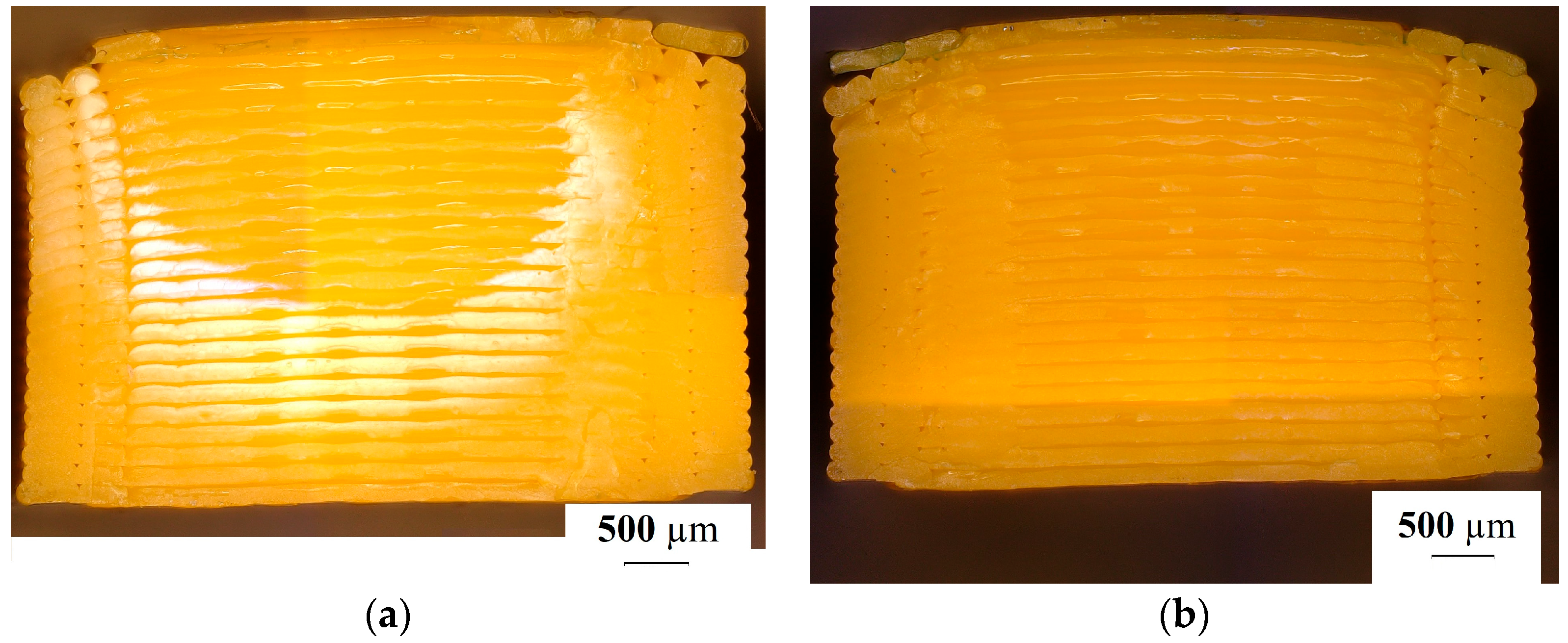
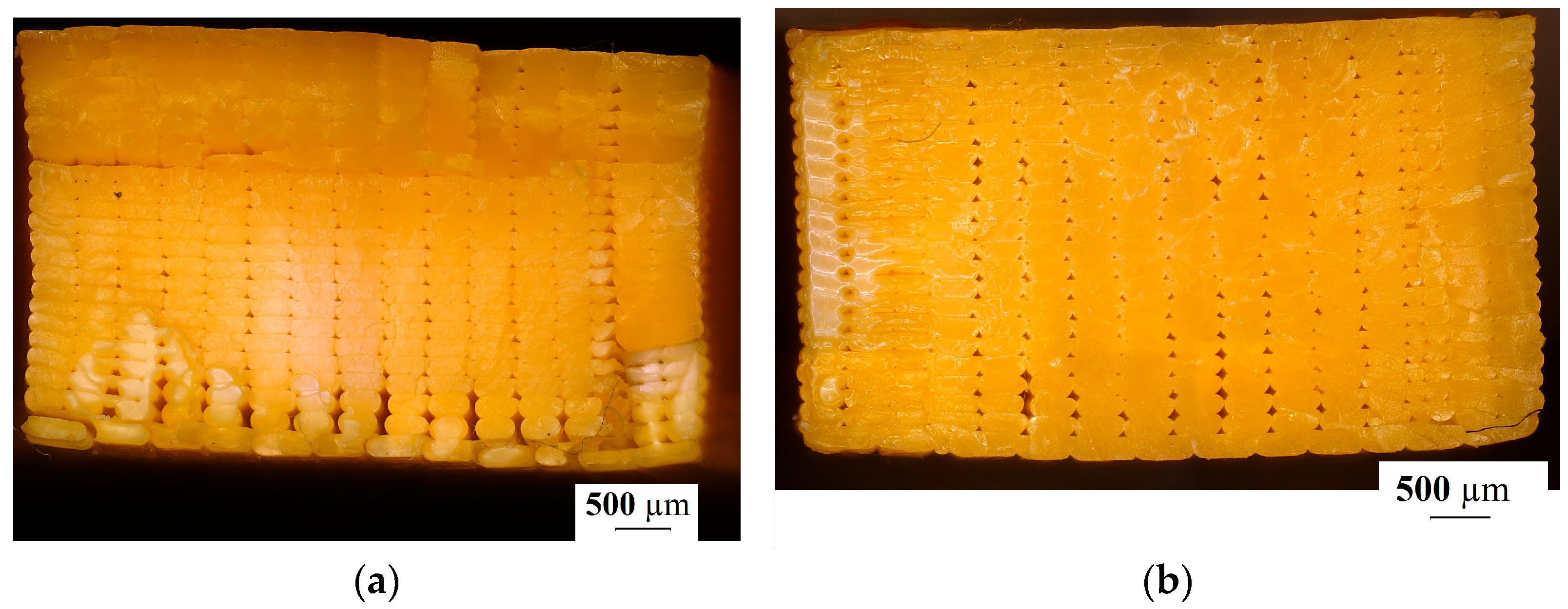
3.2. Tensile Test Resulted in Ruptured Surfaces
3.3. Microscopy of the Specimen Cross-Section
3.4. Shore D Hardness Tests
4. Conclusions
Author Contributions
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chang, J.-H.; Chen, M.J.; Farris, R.J. Effect of Heat Treatment on the Thermal and Mechanical Properties of a Precursor Polymer: Polyhydroxyamide. Polymer 1998, 39, 5649–5654. [Google Scholar] [CrossRef]
- Coppola, B.; Cappetti, N.; Di Maio, L.; Scarfato, P.; Incarnato, L. 3D Printing of PLA/Clay Nanocomposites: Influence of Printing Temperature on Printed Samples Properties. Materials 2018, 11, 1947. [Google Scholar] [PubMed]
- Gao, Q.; Lan, P.; Shao, H.; Hu, X. Direct Synthesis with Melt Polycondensation and Microstructure Analysis of Poly(L-Lactic Acid-Co-Glycolic Acid). Polym. J. 2002, 34, 786–793. [Google Scholar]
- Büşra, K.; Smith, J.P.; Patrick, J.; Fairclough, A.; Kamran, M. Additive Manufacturing of High-Density Carbon Fibre Reinforced Polymer Composites. Addit. Manuf. 2022, 58, 103044. [Google Scholar]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of Fused Deposition Modelling Process Parameters: A Review of Current Research and Future Prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Mehta, R.; Kumar, V.; Bhunia, H.; Upadhyay, S.N. Synthesis of Poly(Lactic Acid): A Review. J. Macromol. Sci. Part B Polym. Rev. 2005, 45, 325–349. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive Manufacturing of PLA Structures Using Fused Deposition Modelling: Effect of Process Parameters on Mechanical Properties and their Optimal Selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical Properties of Components Fabricated with Open-Source 3-D Printers under Realistic Environmental Conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic Mechanical Properties of Fused Deposition Modelling Parts Described by Classical Laminate Theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and A Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar]
- Domingo-Espin, M.; Puigoriol-Forcada, J.M.; Garcia-Granada, A.-A.; Llumà, J.; Borros, S.; Reyes, G. Mechanical Property Characterization and Simulation of Fused Deposition Modelling Polycarbonate Parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Mishra, S.B.; Abhishek, K.; Satapathy, M.P.; Mahapatra, S.S. Parametric Appraisal of Compressive Strength of FDM Build Parts. Mater. Today Proc. 2017, 4, 9456–9460. [Google Scholar] [CrossRef]
- Ayatollahi, M.R.; Nabavi-Kivi, A.; Bahrami, B.; Yazid Yahya, M.; Reza Khosravani, M. The Influence of In-Plane Raster Angle on Tensile and Fracture Strengths of 3D-Printed PLA Specimens. Eng. Fract. Mech. 2020, 237, 107225. [Google Scholar] [CrossRef]
- Ferracane, J.L.; Condon, J.R. Post-Cure Heat Treatments for Composites: Properties and Fractography. Dent. Mater. 1992, 8, 290–295. [Google Scholar] [CrossRef] [PubMed]
- He, P.; Jia, D.; Lin, T.; Wang, M.; Zhou, Y. Effects of High-Temperature Heat Treatment on the Mechanical Properties of Unidirectional Carbon Fiber Reinforced Geopolymer Composites. Ceram. Int. 2010, 36, 1447–1453. [Google Scholar] [CrossRef]
- Kim, H.S.; Jang, J.U.; Lee, H.; Kim, S.Y.; Kim, S.H.; Kim, J.; Yang, B.J. Thermal Management in Polymer Composites: A Review of Physical and Structural Parameters. Adv. Eng. Mater. 2018, 20, 180020. [Google Scholar] [CrossRef]
- Kim, K.W.; Han, W.; Kim, B.S.; Kim, B.J.; An, K.H. A Study on EMI Shielding Enhancement Behaviours of Ni-Plated Cfs-Reinforced Polymer Matrix Composites by Post-Heat Treatment. Appl. Surf. Sci. 2017, 415, 55–60. [Google Scholar] [CrossRef]
- Liang, J.Z. Effects of Heat Treatment on the Electrical Conductivity of HDPE/CB Composites. Polym. Test. 2017, 62, 219–224. [Google Scholar] [CrossRef]
- Liao, Y.; Liu, C.; Coppola, B.; Barra, G.; Di Maio, L.; Incarnato, L.; Lafdi, K. Effect of Porosity and Crystallinity on 3D Printed PLA Properties. Polymers 2019, 11, 1487. [Google Scholar] [CrossRef]
- Rahaman, M.S.; Ismail, A.F.; Mustafa, A. A Review of Heat Treatment on Polyacrylonitrile Fiber. Polym. Degrad. Stab. 2007, 92, 1421–1432. [Google Scholar] [CrossRef]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the Adhesion Properties of Direct 3D Printing of Polymers and Nanocomposites on Textiles: Effect of FDM Printing Process Parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar]
- Serra, T.; Planell, J.A.; Navarro, M. High-Resolution PLA-Based Composite Scaffolds Via 3-D Printing Technology. Acta Biomater. 2013, 9, 5521–5530. [Google Scholar]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.W.; Tagarielli, V.L. Measurements of the Mechanical Response of Unidirectional 3D-Printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar]
- Wang, X.; Wang, Q.; Gao, L.; Jia, Y. Effect of Heat Treatment on Curing Uniformity of Fiber Composite Laminates. Polym. Polym. Compos. 2017, 25, 29–34. [Google Scholar]
- Jayanth, N.; Jaswanthraj, K.; Sandeep, S.; Mallaya, N.H.; Siddharth, S.R. Effect of Heat Treatment on Mechanical Properties of 3D Printed PLA. J. Mech. Behav. Biomed. Mater. 2021, 123, 104764. [Google Scholar] [PubMed]
- Szabó, L.; Deák, G.; Nyul, D.; Kéki, S. Flexible Investment Casting Wax Patterns for 3D-Printing: Their Rheological and Mechanical Characterizations. Polymers 2022, 14, 4744. [Google Scholar]
- Zhao, Y.; Chen, Y.; Zhou, Y. Novel Mechanical Models of Tensile Strength and Elastic Property of FDM AM PLA Materials: Experimental And Theoretical Analyses. Mater. Des. 2019, 181, 108089. [Google Scholar]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar]
- Simmons, H.; Tiwary, P.; Colwell, J.E.; Kontopoulou, M. Improvements in the Crystallinity and Mechanical Properties of PLA by Nucleation and Annealing. Polym. Degrad. Stabil. 2019, 166, 248–257. [Google Scholar]
- Saeidlou, S.; Huneault, M.A.; Li, H.; Park, C.B. Poly(Lactic Acid) Crystallization. Prog. Polym. Sci. 2012, 37, 1657–1677. [Google Scholar]
- Zeng, Y.-S.; Hsueh, M.-H.; Lai, C.-J.; Hsiao, T.-C.; Pan, C.-Y.; Huang, W.-C.; Chang, C.-H.; Wang, S.-H. An Investigation on the Hardness of Polylactic Acid Parts Fabricated via Fused Deposition Modeling. Polymers 2022, 14, 2789. [Google Scholar] [CrossRef] [PubMed]
- Ji, L.B.; Zhou, T.R. Finite Element Simulation of Temperature Field in Fused Deposition Modeling. Adv. Mater. Res. 2010, 9–101, 2585–2588. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Id. n. | b1 (mm) | h (mm) | S0 (mm2) | Fmax (N) | ΔL (mm) | Rm (MPa) |
|---|---|---|---|---|---|---|
| V | 6.0 | 3.5 | 21.0 | 745.4 | 1.28 | 35.6 |
| H | 6.0 | 3.5 | 21.0 | 1075 | 2.65 | 51.25 |
| Sample | h (mm) | ΔL (mm) | Rm (MPa) | |||
|---|---|---|---|---|---|---|
| V | 6.0 | 3.50 | 21.00 | 745.40 | 1.28 | 35.60 |
| H | 6.0 | 3.50 | 21.00 | 1075.00 | 2.65 | 51.25 |
| Vh55 | 5.99 | 3.50 | 20.97 | 873.00 | 1.23 | 41.33 |
| Hh55 | 6.02 | 3.50 | 21.05 | 1273.33 | 1.90 | 60.33 |
| Vh65 | 6.00 | 3.51 | 21.18 | 969.33 | 1.47 | 46.00 |
| Hh65 | 6.00 | 3.50 | 20.98 | 1403.33 | 2.00 | 67.00 |
| Vh80 | 6.01 | 3.51 | 21.10 | 662.00 | 0.85 | 31.00 |
| Hh80 | 6.01 | 3.50 | 21.03 | 1415.00 | 2.00 | 67.50 |
| Sample | Hpa | Hpp | Vpa | Vpp | Hh65pa | Hh65pp | Vhpa | Vhpp |
|---|---|---|---|---|---|---|---|---|
| Shore D | 83 | 82 | 82 | 83 | 80 | 81 | 81 | 80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shbanah, M.; Jordanov, M.; Nyikes, Z.; Tóth, L.; Kovács, T.A. The Effect of Heat Treatment on a 3D-Printed PLA Polymer’s Mechanical Properties. Polymers 2023, 15, 1587. https://doi.org/10.3390/polym15061587
Shbanah M, Jordanov M, Nyikes Z, Tóth L, Kovács TA. The Effect of Heat Treatment on a 3D-Printed PLA Polymer’s Mechanical Properties. Polymers. 2023; 15(6):1587. https://doi.org/10.3390/polym15061587
Chicago/Turabian StyleShbanah, Mariam, Márton Jordanov, Zoltán Nyikes, László Tóth, and Tünde Anna Kovács. 2023. "The Effect of Heat Treatment on a 3D-Printed PLA Polymer’s Mechanical Properties" Polymers 15, no. 6: 1587. https://doi.org/10.3390/polym15061587
APA StyleShbanah, M., Jordanov, M., Nyikes, Z., Tóth, L., & Kovács, T. A. (2023). The Effect of Heat Treatment on a 3D-Printed PLA Polymer’s Mechanical Properties. Polymers, 15(6), 1587. https://doi.org/10.3390/polym15061587