A Novel Dual Air-Bearing Fixed-χ Diffractometer for Small-Molecule Single-Crystal X-ray Diffraction on Beamline I19 at Diamond Light Source

 , , and
, , and
Abstract
:1. Introduction and Background
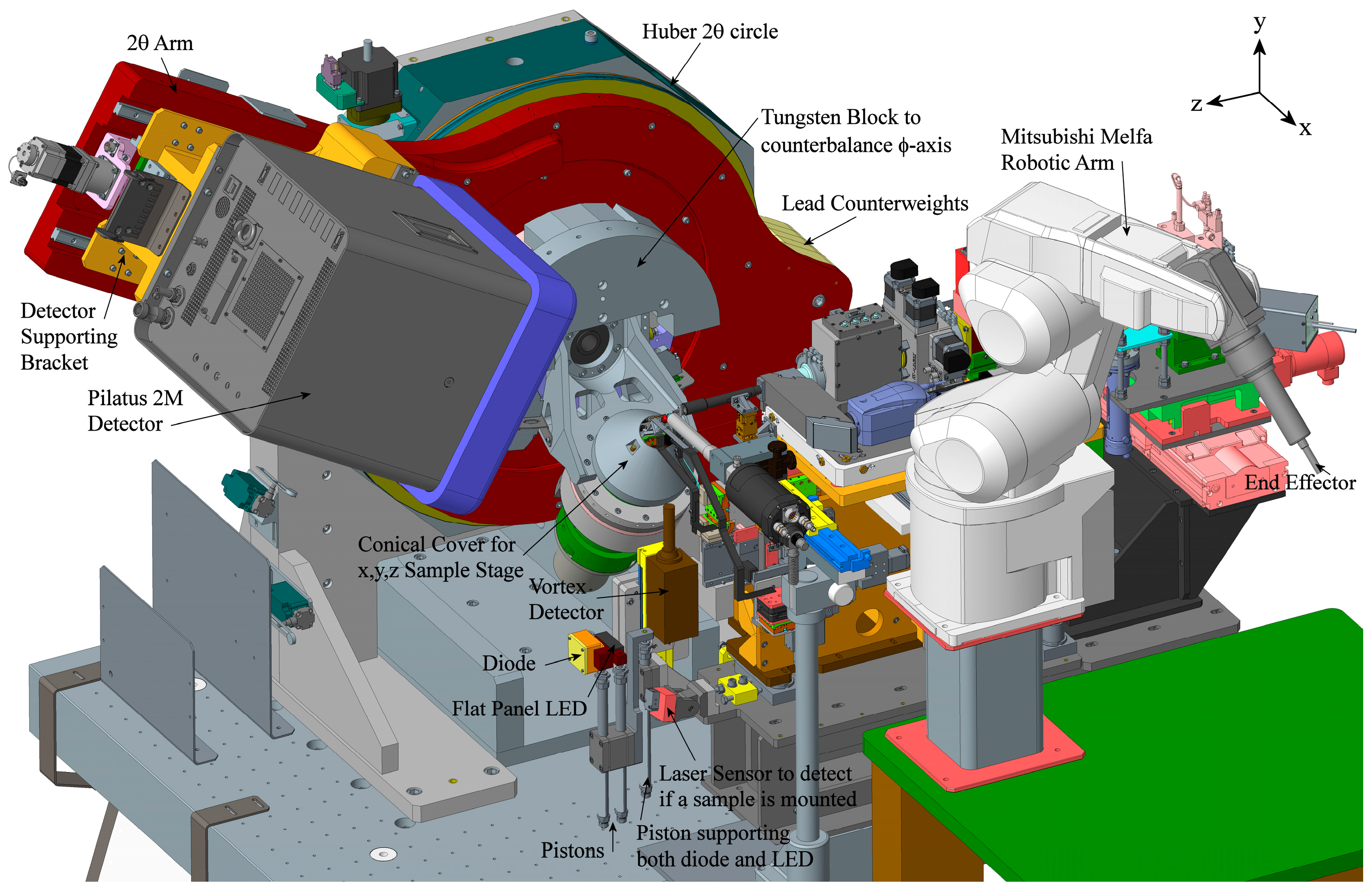
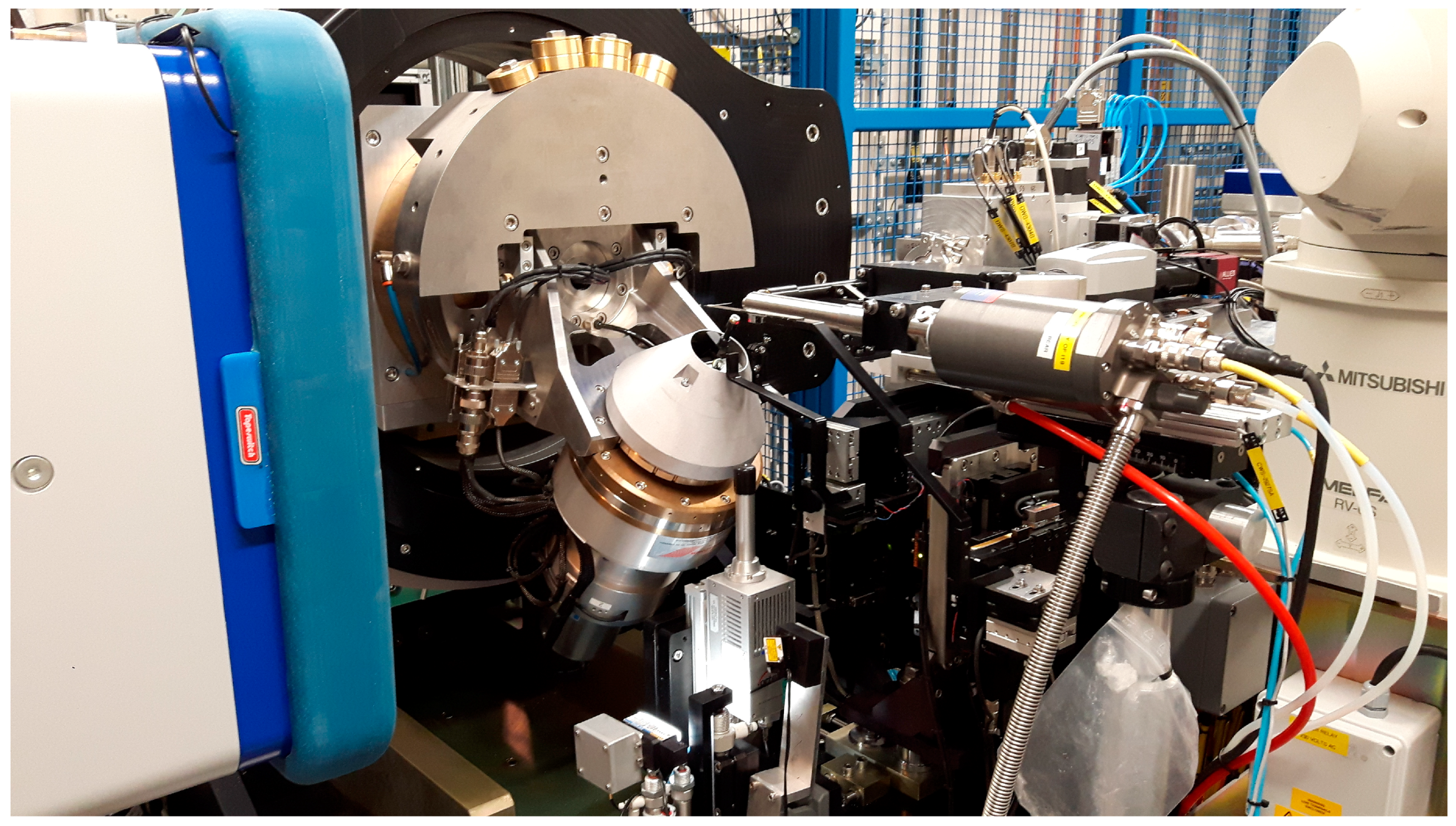
2. Diffractometer Description and Key Principles
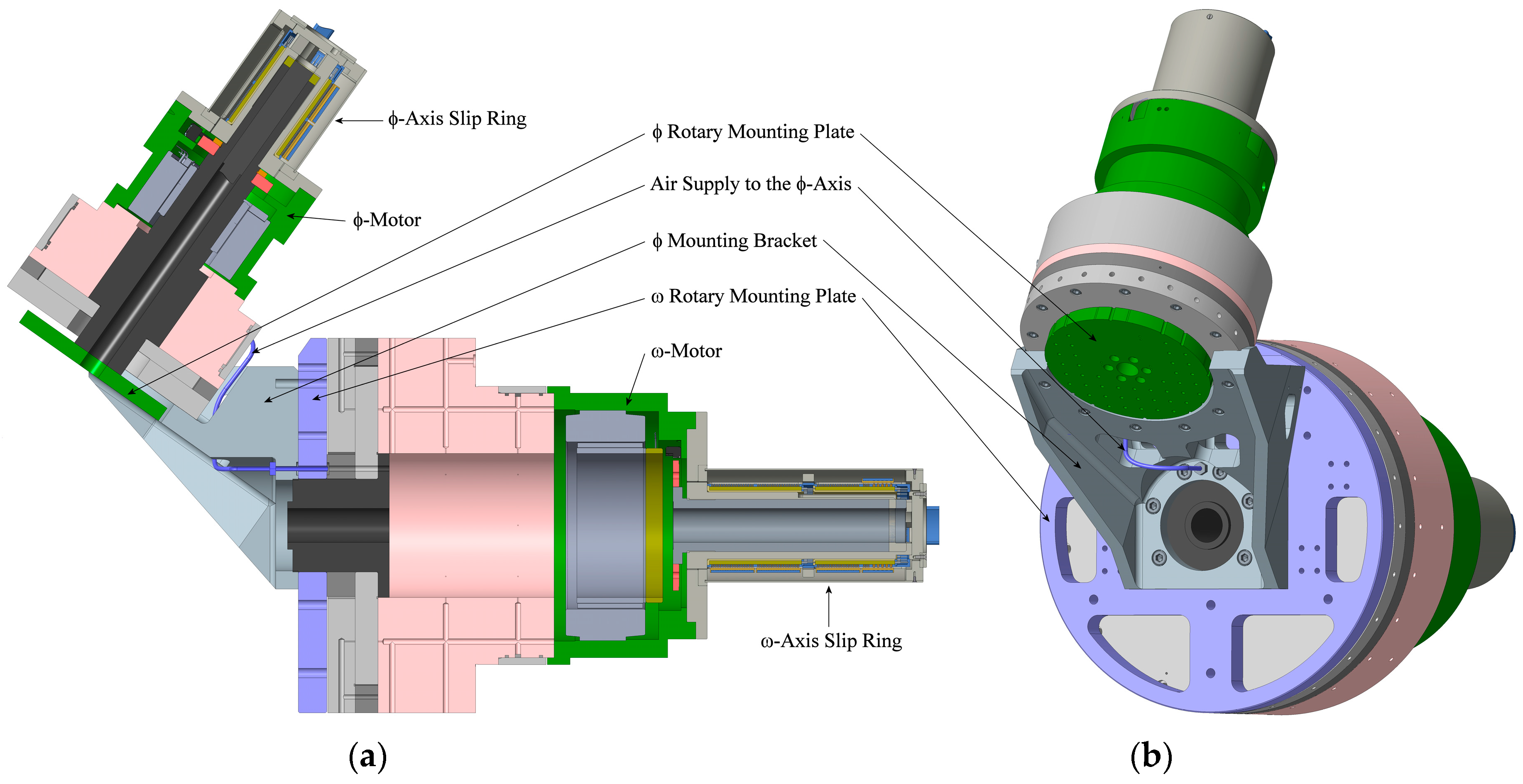
2.1. The Dual Air-Bearing Fixed-χ Goniometer
2.2. Properties of the Air-Bearings Used in the Goniometer
2.2.1. Inherent Accuracy
2.2.2. Absence of the “Stick Slip” Effect
2.2.3. Air-Bearings
Details of the Air-Bearings Used in the Goniometer
Air-Bearing Design Philosophy
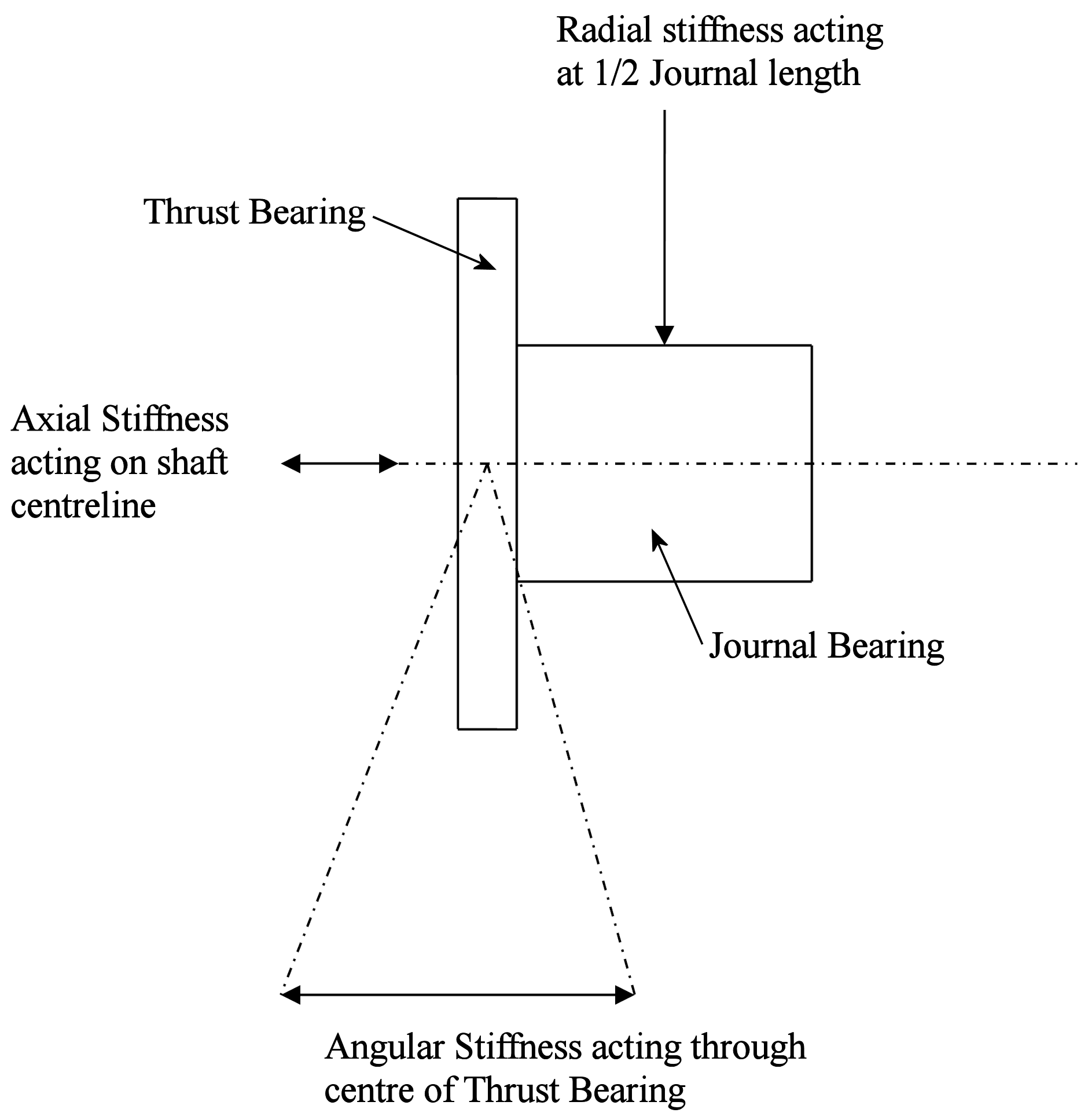
2.2.4. Properties of the ω and φ Air-Bearings
2.2.5. Air Supply to the φ-Axis Bearing
2.2.6. The φ-Axis Bracket
2.2.7. The φ-Axis, ω-Axis and Sample Stage Motions Hardware
2.3. The 2θ Circle, Detector Arm and Detector Translation Stage
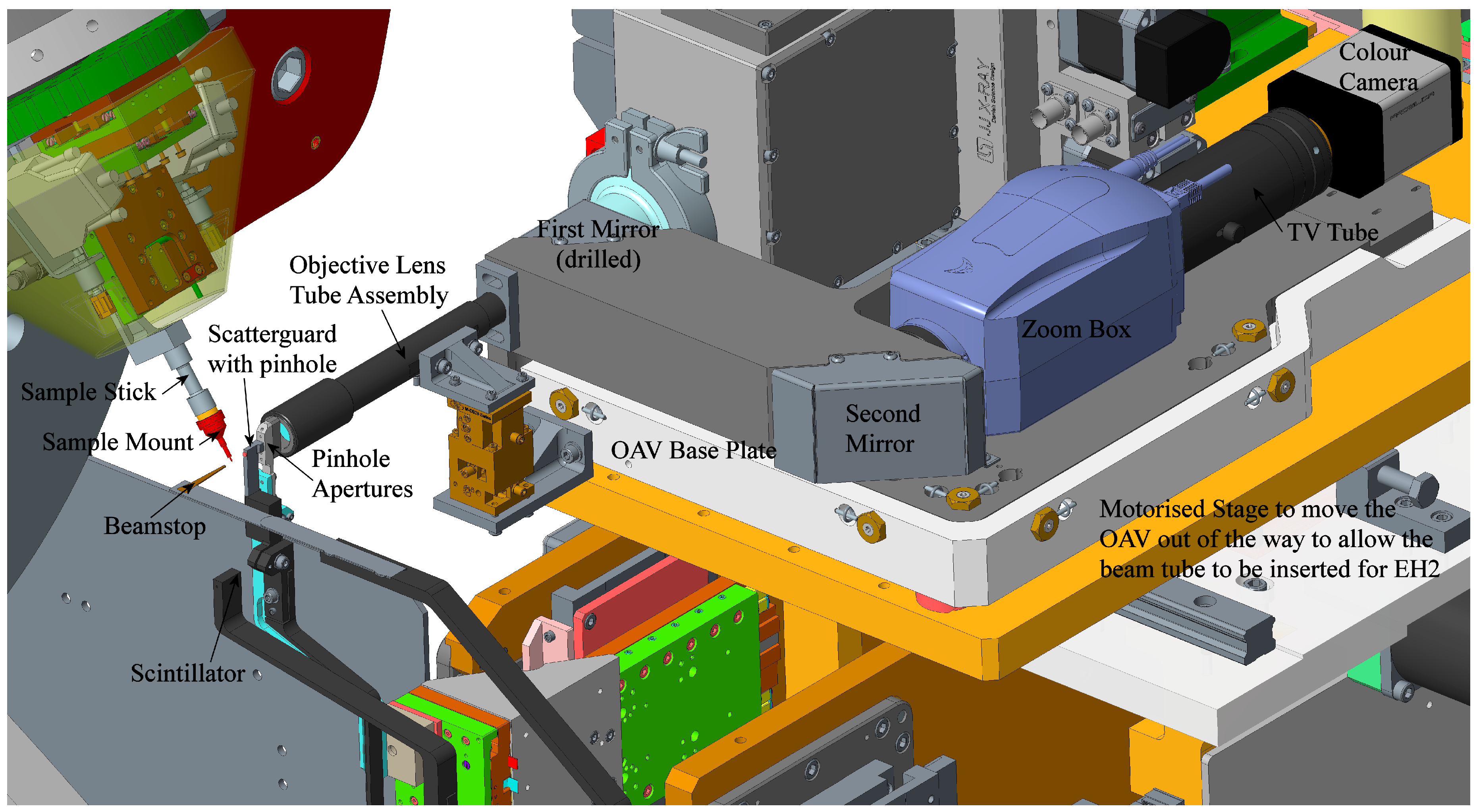
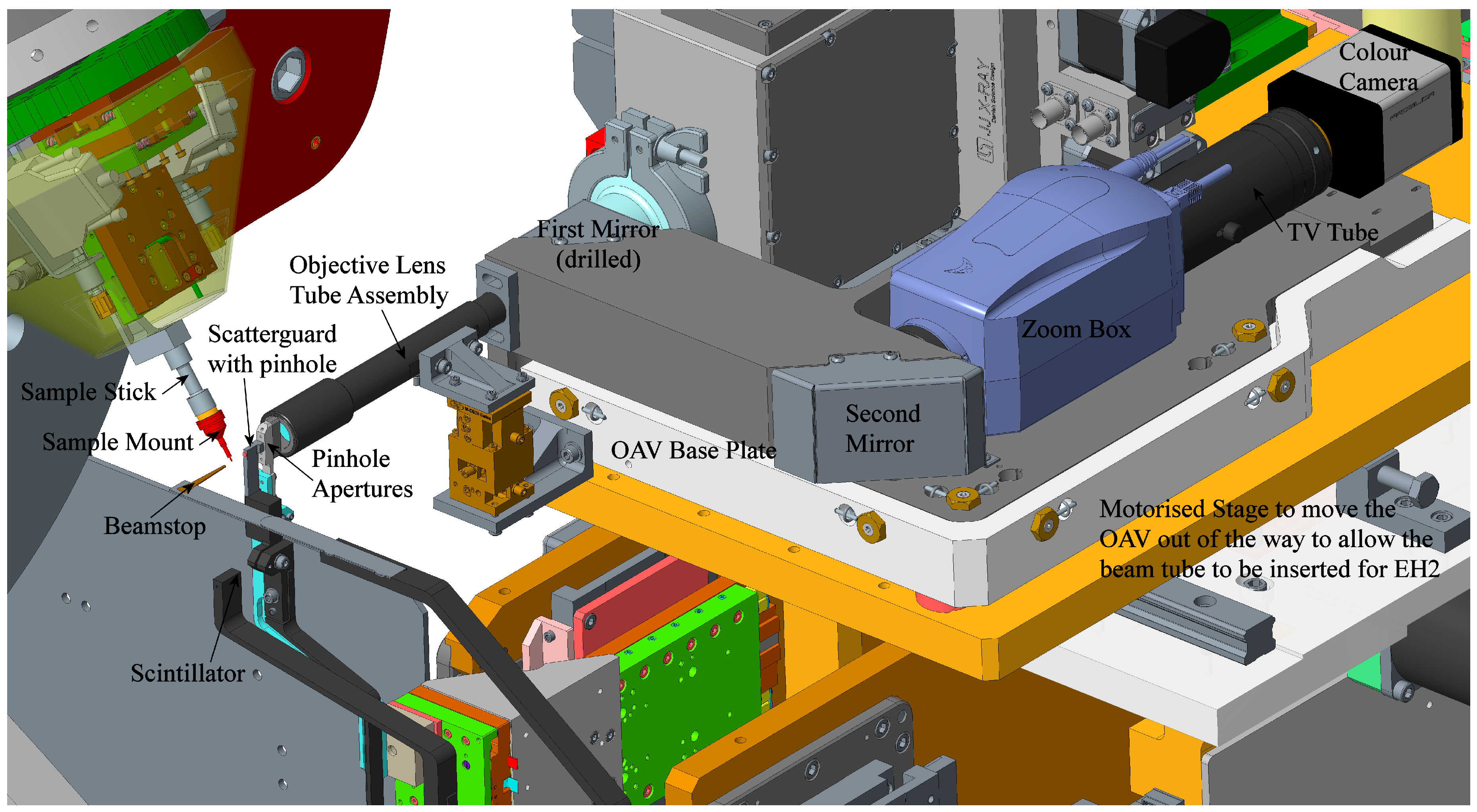
2.4. The On-Axis Viewing Camera
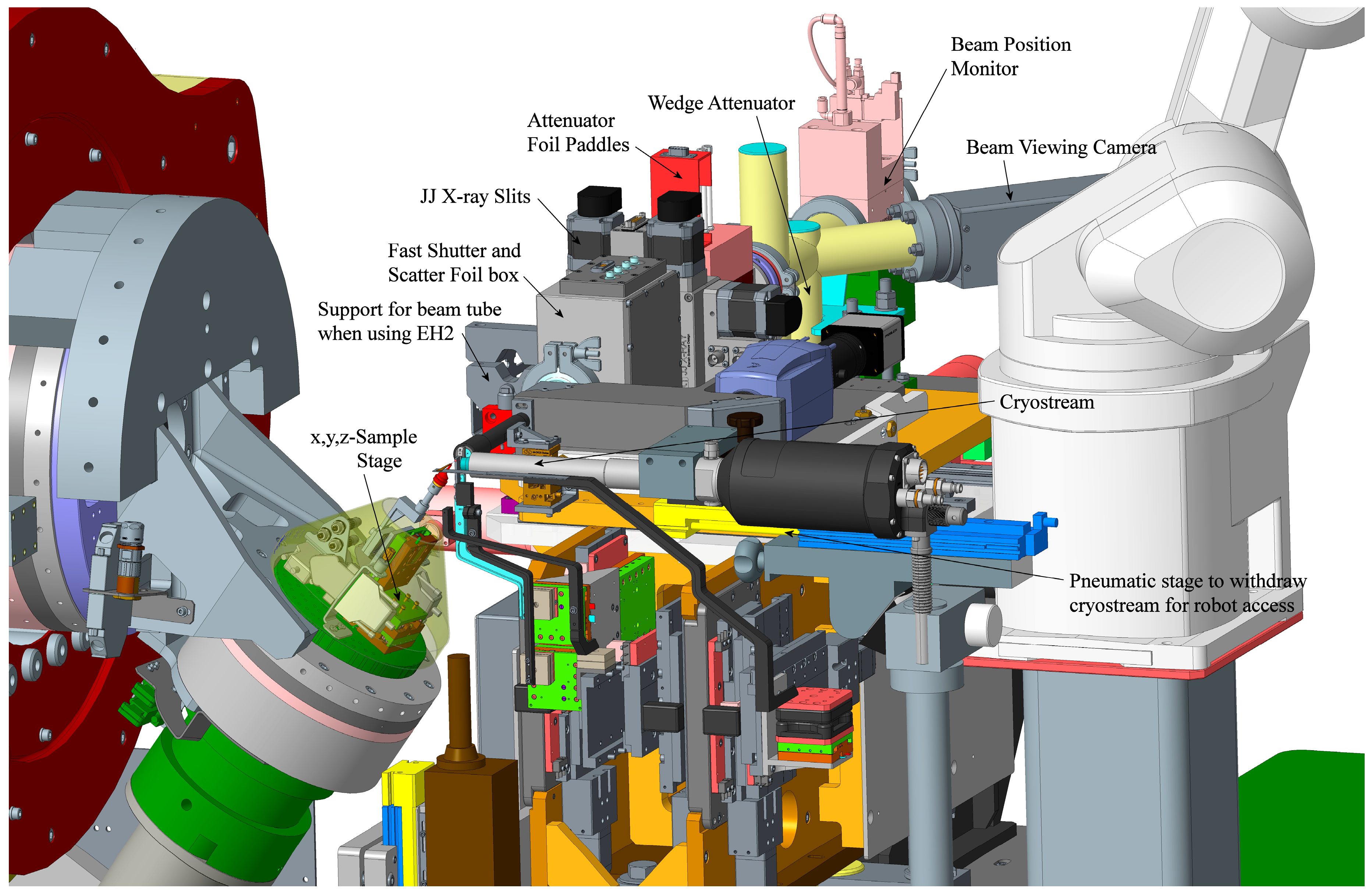
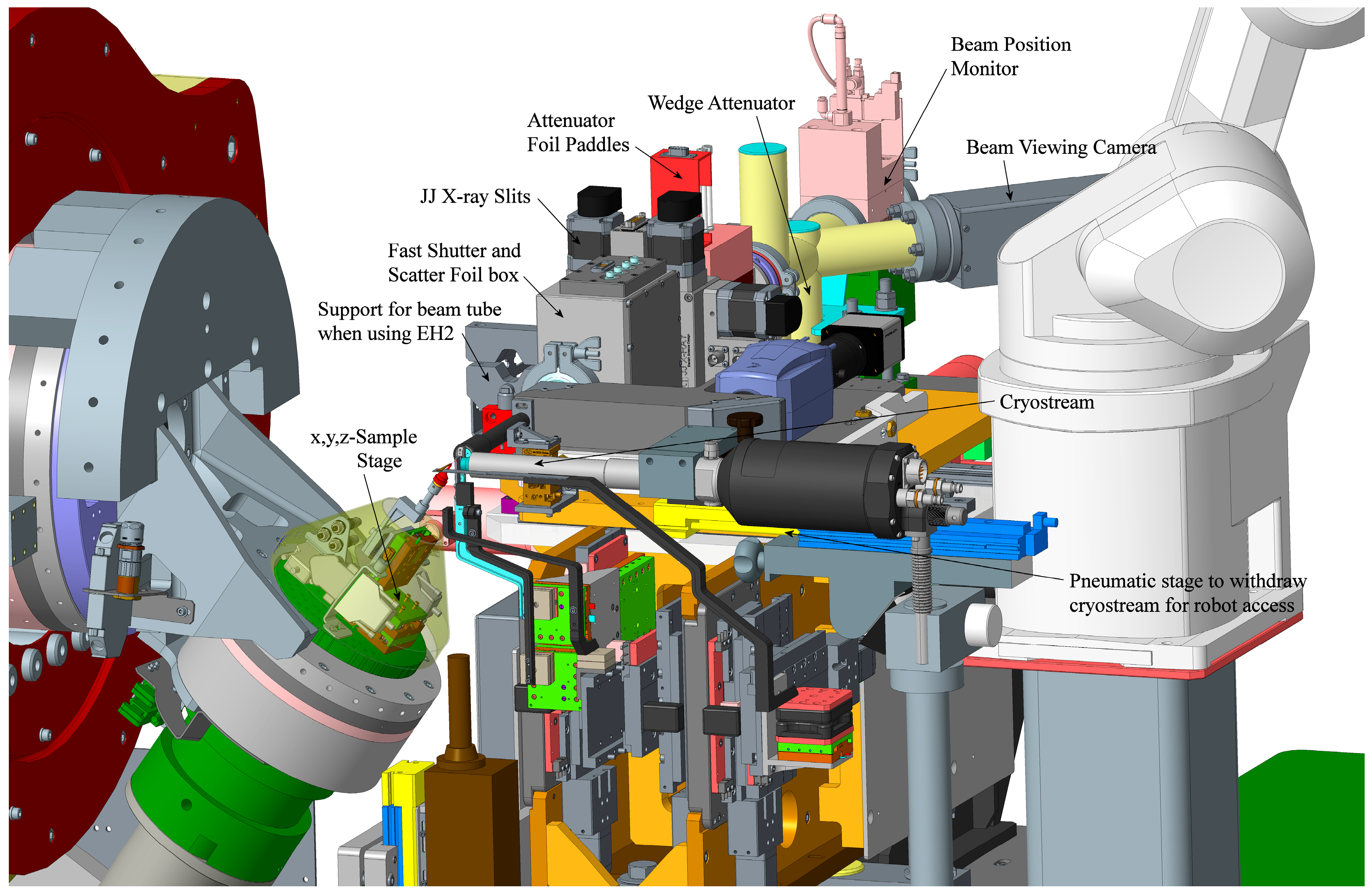
2.5. The Beam Conditioning Assembly Containing: The Beam Collimation and Beamstop Stages; the Fast Shutter and Beam Diagnostic Assembly; the Beam Defining Slits; and the Attenuators
2.6. Backlight and Backstop Diode Assembly
2.7. The Cryostream Mount Assembly
2.8. X-ray Fluorescence Detector Mount
3. Motion and Controls Systems
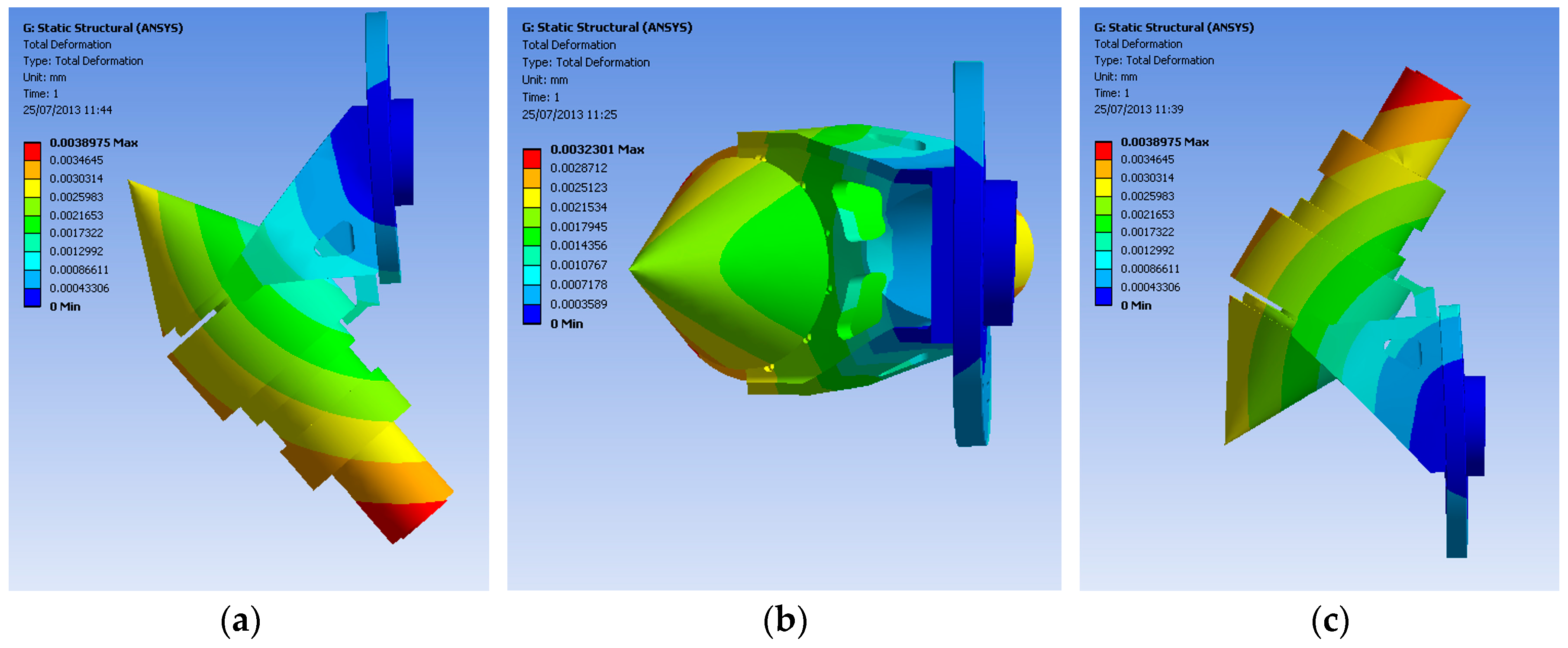
Dynamic Correction of the Sphere-of-Confusion
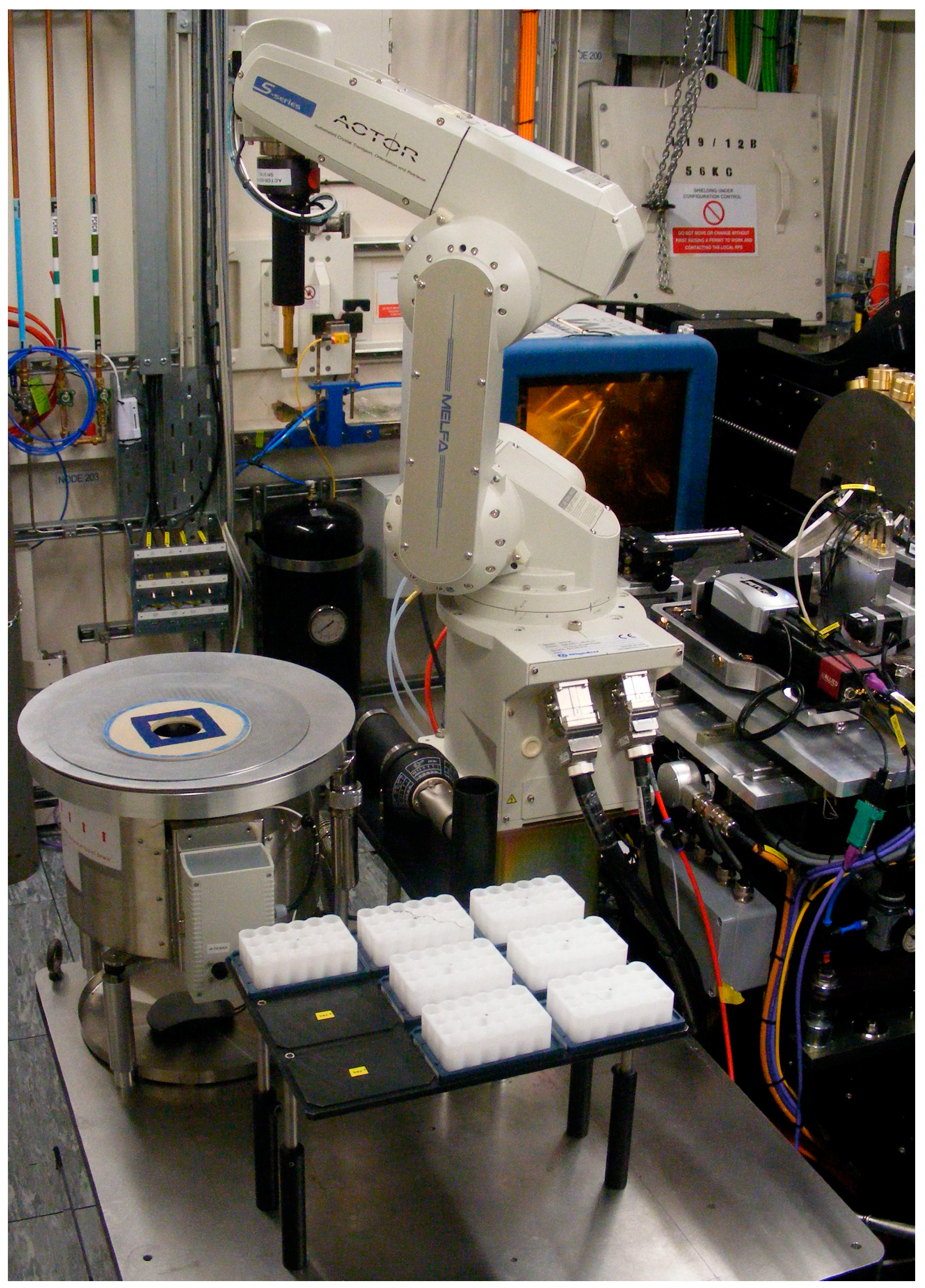
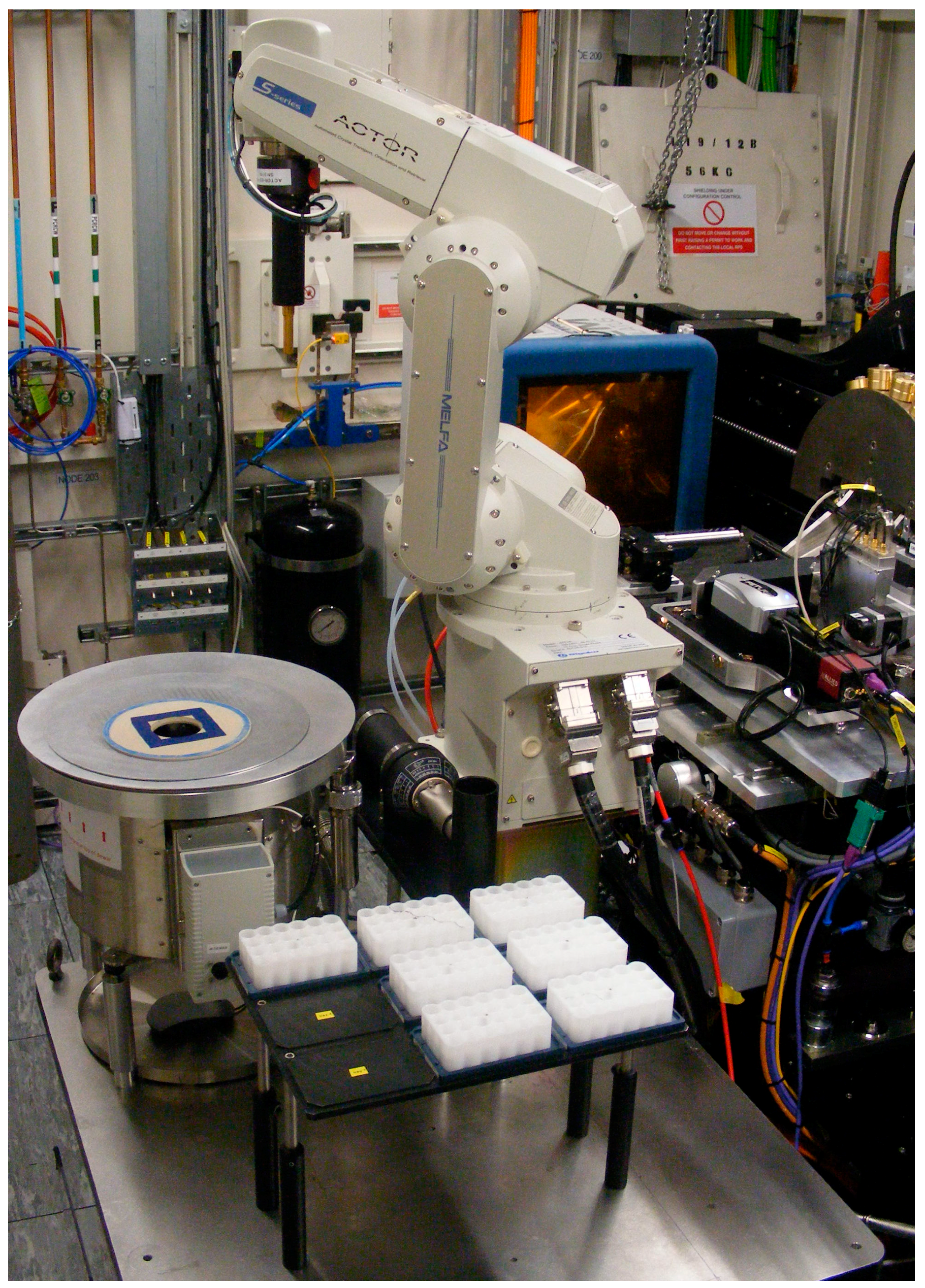
4. Robotic Sample Changer
5. Data Acquisition and Data Processing
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References and Notes
- Johnson, N.T.; Waddell, P.G.; Clegg, W.; Probert, M.R. Remote Access Revolution: Chemical crystallographers enter a new era at Diamond Light Source beamline I19. Crystals 2017. submitted. [Google Scholar]
- Dectris AG. Available online: https://www.dectris.com/ (accessed on 5 October 2017).
- Bruker AXS Ltd. Available online: https://www.bruker.com/products/x-ray-diffraction-and-elemental-analysis/single-crystal-x-ray-diffraction.html (accessed on 5 October 2017).
- Nowell, H.; Barnett, S.A.; Christensen, K.E.; Teat, S.J.; Allan, D.R. I19, the small-molecule single-crystal diffraction beamline at Diamond Light Source. J. Synchrotron Radiat. 2012, 19, 435–441. [Google Scholar] [CrossRef] [PubMed]
- Allan, D.R.; Collins, S.P.; Evans, G.; Hall, D.; McAuley, K.; Owen, R.L.; Sorensen, T.; Tang, C.C.; von Delft, F.; Wagner, A.; et al. Status of the crystallography beamlines at Diamond Light Source. Eur. Phys. J. Plus 2015, 130, 56. [Google Scholar] [CrossRef]
- Barnett, S.A.; Nowell, H.; Warren, M.; Wilcox, A.; Allan, D.R. Facilities for small-molecule crystallography at synchrotron sources. Protein Pept. Lett. 2016, 23, 211–216. [Google Scholar] [CrossRef] [PubMed]
- Pflugrath, J.W. The finer things in X-ray diffraction data collection. Acta Crystallogr. D Biol. Crystallogr. 1999, 55, 1718–1725. [Google Scholar] [CrossRef] [PubMed]
- He, B.B. 5.1.3 Sample Stages. In Two-Dimensional X-ray Diffraction; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2009; ISBN 978-1-118-21075-8. [Google Scholar]
- Helliwell, J.R. Section 2.2.6. Diffractometry. In International Tables for Crystallography, 3rd ed.; Prince, E., Ed.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2006; pp. 36–37. ISBN 978-1-4020-1900-5. [Google Scholar]
- International Organization for Standardization, ISO 492:2014. Available online: www.iso.org (accessed on 14 September 2017).
- HUBER Diffraktionstechnik GmbH & Co. KG. Available online: http://www.xhuber.de/en/product-groups/1-positioning-devices/12-rotation/1-circle-goniometers/480/ (accessed on 21 September 2017).
- Fluid Film Devices Ltd. Unit 8, Greatbridge Business Park, Budds Lane, Romsey, Hampshire, SO51 0HA, UK. Available online: http://www.fluidfilmdevices.co.uk/static.htm (accessed on 14 September 2017).
- Powell, J.W. The Design of Aerostatic Bearings; The Machinery Publishing Co., Ltd.: Brighton, UK, 1970. [Google Scholar]
- ANSYS Workbench Platform, Ozen Engineering Inc., 1210 E Arques Ave #207, Sunnyvale, CA 94085. Available online: www.ozeninc.com/ansys-workbench/ (accessed on 14 September 2017).
- Acrona Engineering Ltd. Available online: https://www.acrona-engineering.co.uk/ (accessed on 25 September 2017).
- Heason Technology Ltd. Available online: https://www.heason.com/ (accessed on 14 September 2017).
- Pandect Precision Components Ltd. Available online: http://www.slipring.co.uk/ (accessed on 14 September 2017).
- Renishaw. Available online: http://www.renishaw.com/en/1030.aspx (accessed on 14 September 2017).
- PM-Bearings. Available online: http://www.pm-bearings.nl/ (accessed on 14 September 2017).
- CA Models. Available online: http://www.camodels.co.uk/ (accessed on 14 September 2017).
- THK (Toughness High-Quality Know-How). Available online: http://www.thk.com/ (accessed on 14 September 2017).
- Qioptiq. Available online: http://www.qioptiq.com/ (accessed on 14 September 2017).
- Agate Products Ltd. Available online: http://agateproducts.co.uk/ (accessed on 20 September 2017).
- Newport. Available online: https://www.newport.com (accessed on 14 September 2017).
- Allied Vision. Available online: https://www.alliedvision.com (accessed on 14 September 2017).
- JJ X-ray. Available online: http://www.jjxray.dk/ (accessed on 14 September 2017).
- Thorlabs. Available online: https://www.thorlabs.com/ (accessed on 14 September 2017).
- Parker Motion Control Systems. Available online: https://www.parkermotion.com/ (accessed on 14 September 2017).
- CRYTUR spol. s r.o., Palackeho 175, 51101 Turnov, Czech Republic. Available online: https://www.crytur.cz/ (accessed on 14 September 2017).
- Keyence (UK) Ltd. Available online: http://www.keyence.co.uk/ (accessed on 14 September 2017).
- IMI Precision Engineering, Norgren Ltd. Available online: https://www.imi-precision.com/uk/en/ (accessed on 14 September 2017).
- Oxford Cryosystems Ltd. Available online: http://www.oxcryo.com/ (accessed on 14 September 2014).
- Hitachi High-Technologies Science America Inc. Available online: http://www.hitachi-hightech.com (accessed on 14 September 2017).
- Experimental Physics and Industrial Control System. Available online: http://www.aps.anl.gov/epics/ (accessed on 14 September 2017).
- Delta Tau Data Systems, Inc. Available online: http://www.deltatau.com (accessed on 14 September 2017).
- Tapeswitch Ltd. Available online: http://www.tapeswitch.co.uk/ (accessed on 14 September 2017).
- Cobb, T.; Chernousko, Y.; Uzun, I. I19, Zebra: A flexible solution for controlling scanning experiments. In Proceedings of the ICALEPS2013, San Francisco, CA, USA, 6–11 October 2013; pp. 736–739, ISBN 978-3-95450-139-7. [Google Scholar]
- BART Robot System, Diamond Light Source. Available online: http://www.diamond.ac.uk/Home/Corporate-Literature/Annual-Review/Review2015/Villages/Macromolecular-Crystallography-Village/Macromolecular-Crystallography-Village-Developments/BART---the-new-robotic-sample-changer-for-MX-beamlines-at-Diamond.html (accessed on 14 September 2017).
- O’Hea, J.D.; Burt, M.J.; Jones, K.M.; McAuley, K.E.; Preece, G.; Williams, M.A. BART: A sample exchange system for MX Beamlines. In Proceedings of the 16th International Conference on Accelerator and Large Experimental Physics Control Systems. in preparation.
- Mitsubishi Electric. Available online: http://mitsubishirobotics.com/ (accessed on 14 September 2017).
- Omron. Available online: https://industrial.omron.co.uk/en/home (accessed on 14 September 2017).
- Unipuck (The Universal Puck Project). Available online: http://smb.slac.stanford.edu/robosync/Universal_Puck/ (accessed on 14 September 2017).
- Diamond Light Source Generic Data Acquisition (GDA) Software. Available online: http://www.opengda.org/ (accessed on 14 September 2017).
- Gibbons, E.P.; Heron, M.T.; Rees, N.P. GDA and EPICS working in unison for science driven data acquisition and control at Diamond Light Source. In Proceedings of the ICALEPCS, Grenoble, France, 10–14 October 2011; pp. 529–532. [Google Scholar]
- ISPyB (Information System for Protein crystallographY Beamlines). Available online: http://www.esrf.eu/home/UsersAndScience/Experiments/structural-biology-2/software/ispyb.html (accessed on 14 September 2017).
- Delageniere, S.; Brenchereau, P.; Launer, L.; Ashton, A.W.; Leal, R.; Veyrier, S.; Gabadinho, J.; Gordon, E.J.; Jones, S.D.; Levik, K.E.; et al. ISPyB: An information management system for synchrotron macromolecular crystallography. Bioinformatics 2011, 27, 3186–3192. [Google Scholar] [CrossRef] [PubMed]
- Kraft, P.; Bergamaschi, A.; Broennimann, C.; Dinapoli, R.; Eikenberry, E.F.; Henrich, B.; Johnson, I.; Mozzanica, A.; Schleputz, C.M.; Willmott, P.R.; et al. Performance of single-photon-counting PILATUS detector modules. J. Synchrotron Radiat. 2009, 16, 368–375. [Google Scholar] [CrossRef] [PubMed]
- Gerstel, M.; Gildea, R.J.; Waterman, D.G.; Ashton, A.W.; Winter, G. Automated Data Processing on the Chemical Crystallography Beamline I19 at Diamond Light Source. 2017; in preparation. [Google Scholar]
- Winter, G.; Waterman, D.G.; Parkhurst, J.M.; Brewster, A.S.; Gildea, R.J.; Gerstel, M.; Fuentes-Montero, L.; Vollmar, M.; Michels-Clark, T.; Young, I.D.; et al. DIALS: Implementation and Evaluation of a New Integration Package. 2017; submitted. [Google Scholar]
- Winter, G. xia2: An expert system for macromolecular crystallography data reduction. J. Appl. Cryst. 2010, 43, 186–190. [Google Scholar] [CrossRef]
- Fisher, S.J.; Levik, K.E.; Williams, M.A.; Ashton, A.W.; McAuley, K.E. SynchWeb: A modern interface for ISPyB. J. Appl. Cryst. 2015, 48, 927–932. [Google Scholar] [CrossRef] [PubMed]
- The example data set can be found at https://zenodo.org/record/1036416 (accessed on 30 October 2017).
- Prince, P.; Froncek, F.R.; Gandour, R.D. Two polymorphs of 3,5-dinitrobenzoic acid. Acta Cryst. C 1991, 47, 895–898. [Google Scholar] [CrossRef]
- The Science Highlights Web Page of Beamline I19 at Diamond Light Source. Available online: http://www.diamond.ac.uk/Beamlines/Materials/I19/highlights.html (accessed on 31 October 2017).
- The User Publications Web Page of Beamline I19 at Diamond Light Source. Available online: http://www.diamond.ac.uk/Beamlines/Materials/I19/publications.html (accessed on 31 October 2017).
- The User Access Web Pages of Diamond Light Source. Available online: http://www.diamond.ac.uk/Users.html (accessed on 31 October 2017).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Attribute | Properties of ω Bearing | Properties of φ Bearing |
|---|---|---|
| Journal Bearing | Diameter = 127.0 mm, Length = 127.0 mm | Diameter = 76.2 mm, Length = 76.2 mm |
| Radial Stiffness = 3.5 × 108 Nm−1 | Radial Stiffness = 1.27 × 108 Nm−1 | |
| Air flow = 7.0 L/min (free air) | Air flow = 7.0 L/min (free air) | |
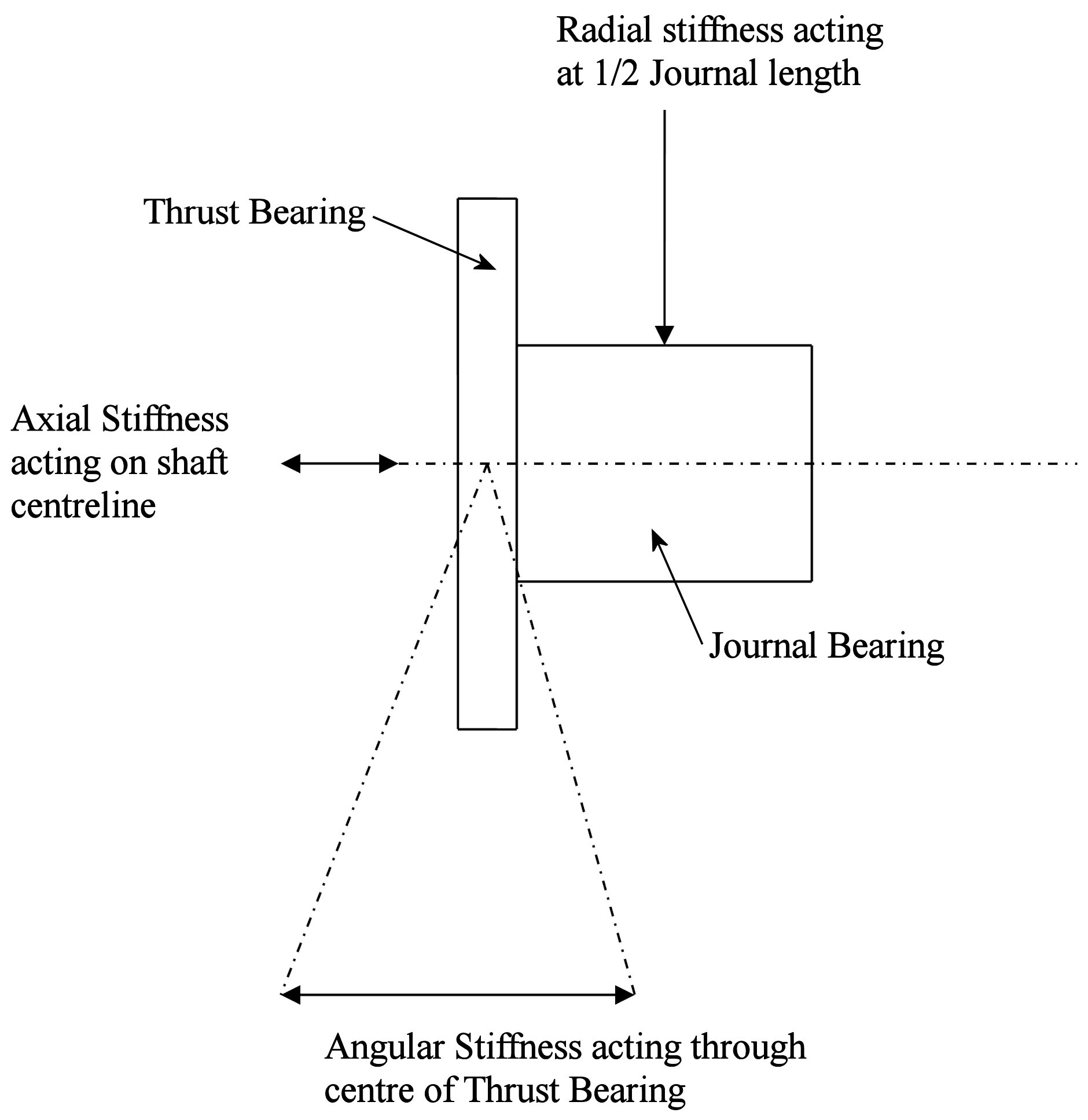
| Thrust bearing (two opposed faces) | External Radius = 139.7 mm, Internal Radius = 65.0 mm | External Radius = 86.2 mm, Internal Radius = 38.1 mm |
| Axial Stiffness = 1.76 × 108 Nm−1 | Axial Stiffness = 6.2 × 108 Nm−1 | |
| Angular Stiffness = 9 × 106 Nmrad−1 | Angular Stiffness = 1.13 × 106 Nmrad−1 | |
| Air Flow = 42.5 L/min (free air) | Air Flow = 42 L/min (free air) | |
| Overall Runout Error | 0.5 μm | 0.25 μm |
| Data Parameter | Suggested | Low | High |
|---|---|---|---|
| High resolution limit | 0.48 | 1.29 | 0.48 |
| Low resolution limit | 9.52 | 9.53 | 0.48 |
| Completeness | 100.0 | 100.0 | 94.5 |
| Multiplicity | 5.7 | 10.9 | 2.5 |
| I/σ(I) | 19.3 | 48.9 | 6.4 |
| Rmerge(I) | 0.036 | 0.028 | 0.100 |
| Rmeas(I) | 0.038 | 0.029 | 0.122 |
| Rpim(I) | 0.013 | 0.009 | 0.069 |
| CC half | 1.000 | 1.000 | 0.992 |
| Total observations | 45,334 | 4812 | 1000 |
| Total unique | 8016 | 440 | 397 |
| Space group | C2/c | ||
| Unit cell (Å, °) | a = 20.26353(8), b = 8.75749(2), c = 9.66975(3), α = 90, β = 109.9413(3), γ = 90 | ||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Allan, D.R.; Nowell, H.; Barnett, S.A.; Warren, M.R.; Wilcox, A.; Christensen, J.; Saunders, L.K.; Peach, A.; Hooper, M.T.; Zaja, L.; et al. A Novel Dual Air-Bearing Fixed-χ Diffractometer for Small-Molecule Single-Crystal X-ray Diffraction on Beamline I19 at Diamond Light Source. Crystals 2017, 7, 336. https://doi.org/10.3390/cryst7110336
Allan DR, Nowell H, Barnett SA, Warren MR, Wilcox A, Christensen J, Saunders LK, Peach A, Hooper MT, Zaja L, et al. A Novel Dual Air-Bearing Fixed-χ Diffractometer for Small-Molecule Single-Crystal X-ray Diffraction on Beamline I19 at Diamond Light Source. Crystals. 2017; 7(11):336. https://doi.org/10.3390/cryst7110336
Chicago/Turabian StyleAllan, David . R, Harriott Nowell, Sarah A. Barnett, Mark R. Warren, Adrian Wilcox, Jeppe Christensen, Lucy K. Saunders, Andrew Peach, Mark T. Hooper, Ljubo Zaja, and et al. 2017. "A Novel Dual Air-Bearing Fixed-χ Diffractometer for Small-Molecule Single-Crystal X-ray Diffraction on Beamline I19 at Diamond Light Source" Crystals 7, no. 11: 336. https://doi.org/10.3390/cryst7110336
APA StyleAllan, D. R., Nowell, H., Barnett, S. A., Warren, M. R., Wilcox, A., Christensen, J., Saunders, L. K., Peach, A., Hooper, M. T., Zaja, L., Patel, S., Cahill, L., Marshall, R., Trimnell, S., Foster, A. J., Bates, T., Lay, S., Williams, M. A., Hathaway, P. V., ... Wooley, R. W. (2017). A Novel Dual Air-Bearing Fixed-χ Diffractometer for Small-Molecule Single-Crystal X-ray Diffraction on Beamline I19 at Diamond Light Source. Crystals, 7(11), 336. https://doi.org/10.3390/cryst7110336