

Effect of Hot Isostatic Pressing on Mechanical Properties of K417G Nickel-Based Superalloy


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
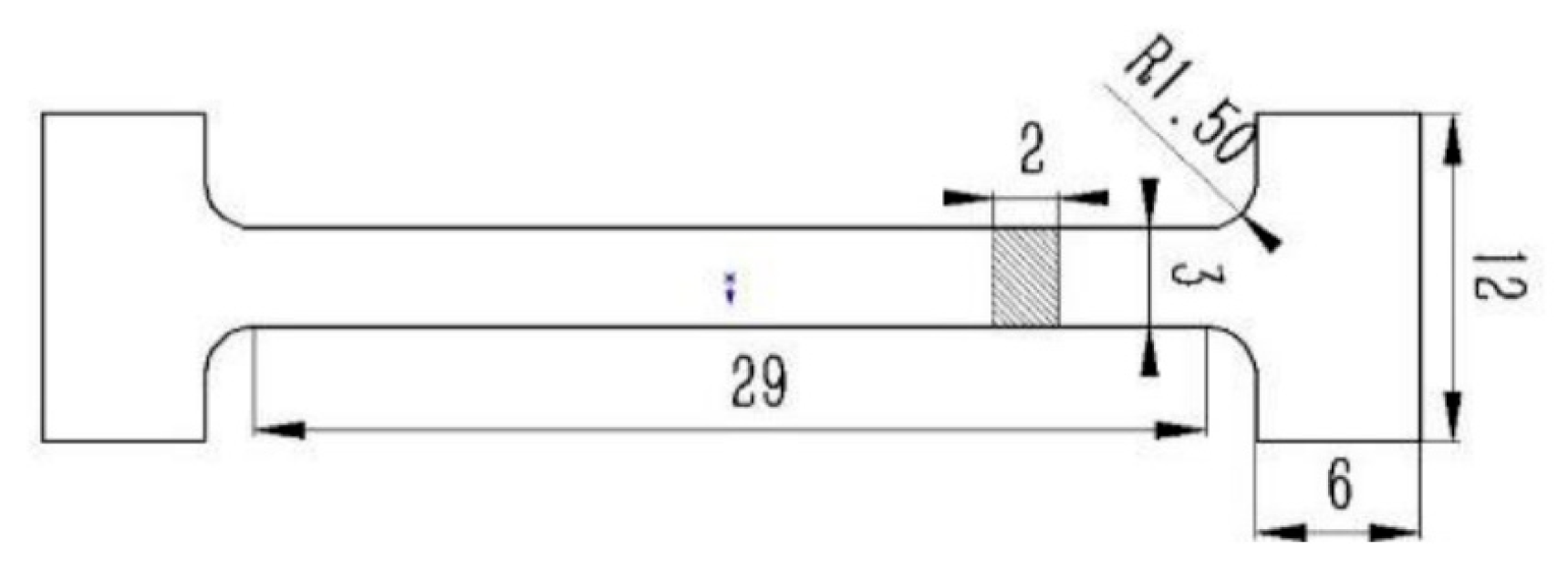
2.2. Methods
3. Results and Discussion
3.1. The Influence of HIP on the Microstructure of K417G Alloy
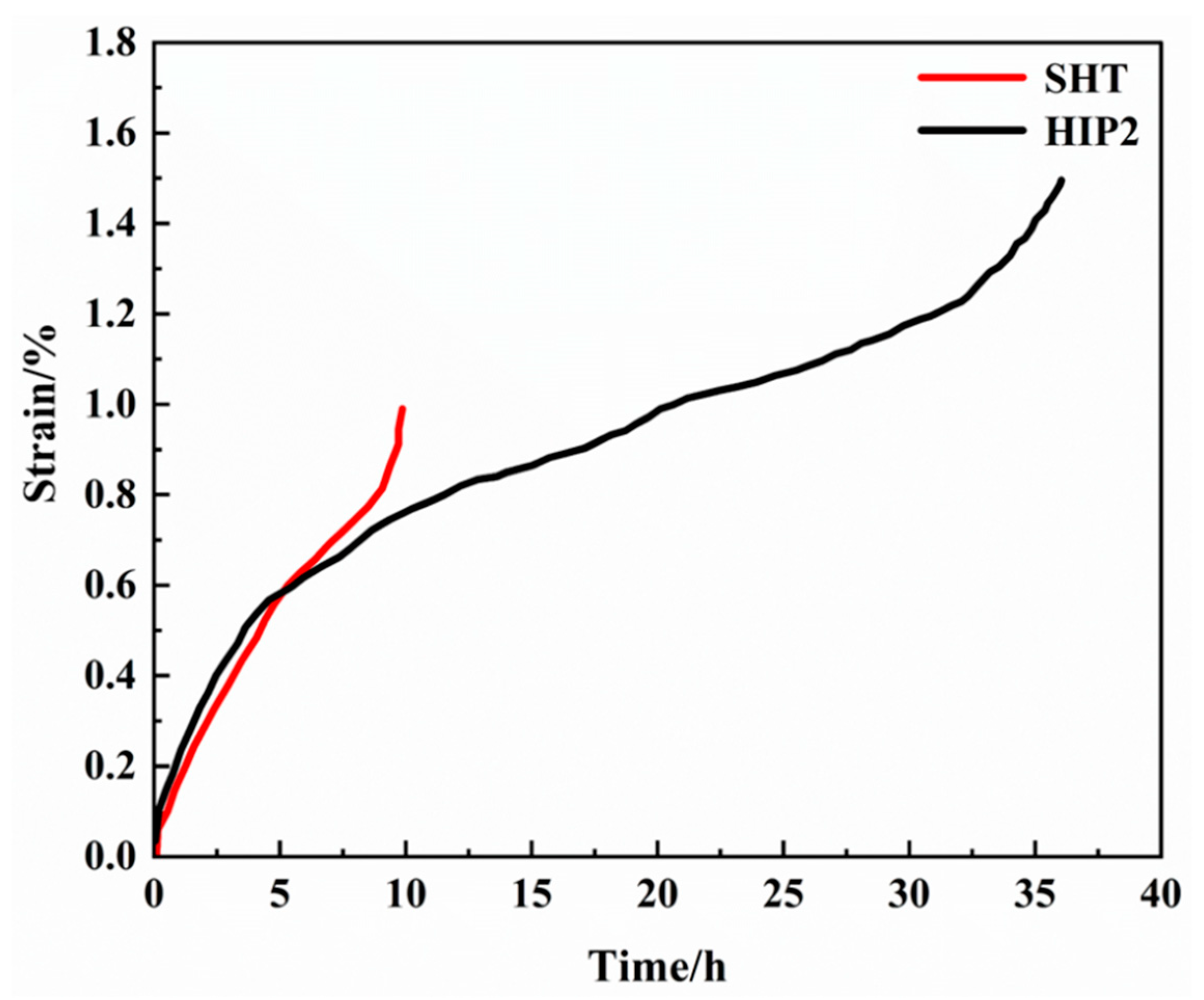
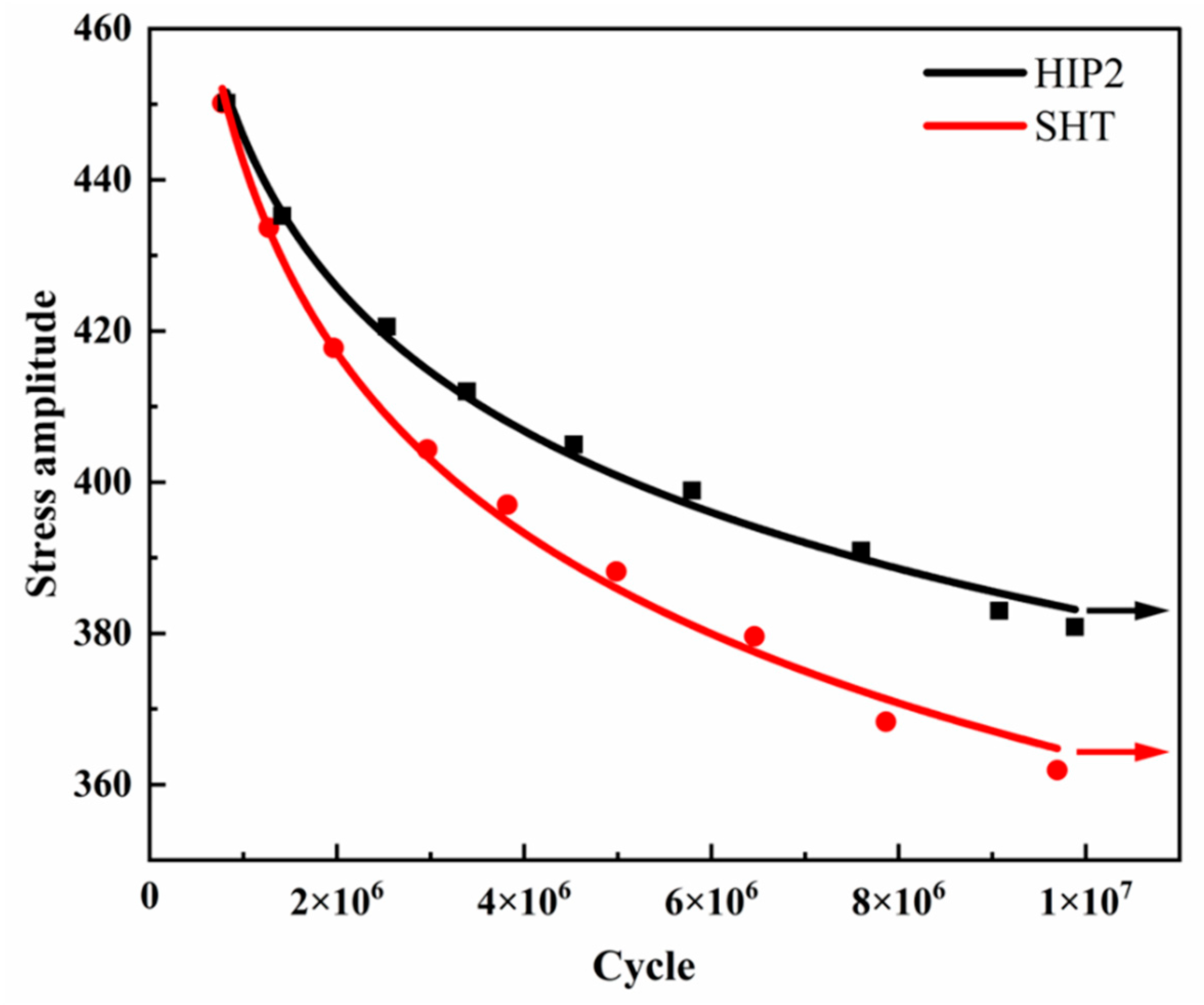
3.2. The Effect of HIP on Mechanical Properties at 760 °C
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gudivada, G.; Pandey, A.K. Recent developments in nickel-based superalloys for gas turbine applications: Review. J. Alloys Compd. 2023, 963, 171128. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Zhao, B.; Wang, Y.; Peng, J.; Wang, X.; Ding, W.; Lei, X.; Wu, B.; Zhang, M.; Xu, J.; Zhang, L. Overcoming challenges: Advancements in cutting techniques for high strength-toughness alloys in aero-engines. Int. J. Extrem. Manuf. 2024, 6, 062012. [Google Scholar] [CrossRef]
- Ebach-Stahl, A.; Eilers, C.; Laska, N.; Braun, R. Cyclic oxidation behaviour of the titanium alloys Ti-6242 and Ti-17 with Ti–Al–Cr–Y coatings at 600 and 700 C in air. Surf. Coat. Technol. 2013, 223, 24–31. [Google Scholar] [CrossRef]
- Satko, D.P.; Shaffer, J.B.; Tiley, J.S.; Semiatin, S.L.; Pilchak, A.L.; Kalidindi, S.R.; Kosaka, Y.; Glavicic, M.G.; Salem, A.A. Effect of microstructure on oxygen rich layer evolution and its impact on fatigue life during high-temperature application of α/β titanium. Acta Mater. 2016, 107, 377–389. [Google Scholar] [CrossRef]
- Berthaud, M.; Popa, I.; Chassagnon, R.; Heintz, O.; Lavková, J.; Chevalier, S. Study of titanium alloy Ti6242S oxidation behaviour in air at 560 C: Effect of oxygen dissolution on lattice parameters. Corros. Sci. 2020, 164, 108049. [Google Scholar] [CrossRef]
- Gialanella, S.; Malandruccolo, A.; Gialanella, S.; Malandruccolo, A. Titanium and titanium alloys. In Aerospace Alloys; Springer: Berlin/Heidelberg, Germany, 2020; pp. 129–189. [Google Scholar]
- Fecht, H.; Furrer, D. Processing of Nickel—Base Superalloys for Turbine Engine Disc Applications. Adv. Eng. Mater. 2000, 2, 777–787. [Google Scholar] [CrossRef]
- Lee, H.-T.; Hou, W.-H. Development of fine-grained structure and the mechanical properties of nickel-based Superalloy 718. Mater. Sci. Eng. A 2012, 555, 13–20. [Google Scholar] [CrossRef]
- Lamm, M.; Singer, R. The effect of casting conditions on the high-cycle fatigue properties of the single-crystal nickel-base superalloy PWA 1483. Metall. Mater. Trans. A 2007, 38, 1177–1183. [Google Scholar] [CrossRef]
- Cervellon, A.; Cormier, J.; Mauget, F.; Hervier, Z. VHCF life evolution after microstructure degradation of a Ni-based single crystal superalloy. Int. J. Fatigue 2017, 104, 251–262. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, X.; Li, J.; Cheng, Y.; Yang, Y.; Meng, J.; Liu, J.; Liu, J.; Zhou, Y.; Sun, X. The low-cycle fatigue deformation mechanisms of two single crystal superalloys at room temperature and 600 °C. Scr. Mater. 2019, 171, 122–125. [Google Scholar] [CrossRef]
- Roncery, L.M.; Lopez-Galilea, I.; Ruttert, B.; Bürger, D.; Wollgramm, P.; Eggeler, G.; Theisen, W. On the effect of hot isostatic pressing on the creep life of a single crystal superalloys. Adv. Eng. Mater. 2016, 18, 1381–1387. [Google Scholar] [CrossRef]
- Epishin, A.; Camin, B.; Hansen, L.; Schmidt, J. Synchrotron 3D μ-Tomography of Porosity during Hot Isostatic Pressing of a Single-Crystal Nickel-Base Superalloy. In Proceedings of the Materials Science Forum, Edinburgh, UK, 4–6 November 2021; pp. 102–106. [Google Scholar]
- Whitesell III, H.S. Influence of Solidification Variables on the Cast Microstructure and Porosity in Directionally Solidified Mar-M247; Auburn University: Auburn, AL, USA, 2002. [Google Scholar]
- Bokstein, B.; Epishin, A.; Link, T.; Esin, V.; Rodin, A.; Svetlov, I. Model for the porosity growth in single-crystal nickel-base superalloys during homogenization. Scr. Mater. 2007, 57, 801–804. [Google Scholar] [CrossRef]
- Ormastroni, L.M.B.; Suave, L.M.; Cervellon, A.; Villechaise, P.; Cormier, J. LCF, HCF and VHCF life sensitivity to solution heat treatment of a third-generation Ni-based single crystal superalloy. Int. J. Fatigue 2020, 130, 105247. [Google Scholar]
- Zhao, Y.; He, S.; Li, L. Application of hot isostatic pressing in nickel-based single crystal superalloys. Crystals 2022, 12, 805. [Google Scholar] [CrossRef]
- Roncery, L.M.; Lopez-Galilea, I.; Ruttert, B.; Huth, S.; Theisen, W. Influence of temperature, pressure, and cooling rate during hot isostatic pressing on the microstructure of an SX Ni-base superalloy. Mater. Des. 2016, 97, 544–552. [Google Scholar] [CrossRef]
- Li, X.; Wang, L.; Dong, J.; Lou, L. Effect of solidification condition and carbon content on the morphology of MC carbide in directionally solidified nickel-base superalloys. J. Mater. Sci. Technol. 2014, 30, 1296–1300. [Google Scholar] [CrossRef]
- Gong, L.; Chen, B.; Yang, Y.; Du, Z.; Liu, K. Effect of N content on microsegregation, microstructure and mechanical property of cast Ni-base superalloy K417G. Mater. Sci. Eng. A 2017, 701, 111–119. [Google Scholar] [CrossRef]
- Du, B.; Hu, Z.; Sheng, L.; Cui, C.; Yang, J.; Zheng, Y.; Sun, X. Tensile, creep behavior and microstructure evolution of an as-cast Ni-based K417G polycrystalline superalloy. J. Mater. Sci. Technol. 2018, 34, 1805–1816. [Google Scholar] [CrossRef]
- Gong, L.; Chen, B.; Du, Z.; Zhang, M.; Liu, R.; Liu, K. Investigation of solidification and segregation characteristics of cast Ni-base superalloy K417G. J. Mater. Sci. Technol. 2018, 34, 541–550. [Google Scholar] [CrossRef]
- Jackson, M.; Reed, R. Heat treatment of UDIMET 720Li: The effect of microstructure on properties. Mater. Sci. Eng. A 1999, 259, 85–97. [Google Scholar] [CrossRef]
- Cao, Z.; Jin, N.; Ye, J.; Zhuang, D.; Liu, Y. A first principles investigation on the solid solution behavior of transition metal elements (W, Mo, Ta, Cr) in Ti (C, N). Int. J. Refract. Met. Hard Mater. 2021, 99, 105605. [Google Scholar] [CrossRef]
- Gaag, T.; Ritter, N.; Peters, A.; Volz, N.; Gruber, D.; Neumeier, S.; Zenk, C.; Körner, C. Improving the effectiveness of the solid-solution-strengthening elements Mo, Re, Ru and W in single-crystalline nickel-based superalloys. Metals 2021, 11, 1707. [Google Scholar] [CrossRef]
- Wasielewski, G. Elimination of Casting Defects using HIP, Superalloy. In Proceedings of the Processing, Proceedings 2nd International Conference, Champion, PA, USA, 18–20 September 1972; pp. D1–D24. [Google Scholar]
- Epishin, A.; Fedelich, B.; Link, T.; Feldmann, T.; Svetlov, I.L. Pore annihilation in a single-crystal nickel-base superalloy during hot isostatic pressing: Experiment and modelling. Mater. Sci. Eng. A 2013, 586, 342–349. [Google Scholar] [CrossRef]
- Bokstein, B.S.; Epishin, A.; Esin, V.; Mendelev, M.; Rodin, A.; Zhevnenko, S. Cross diffusion-stresses effects. In Proceedings of the Defect and Diffusion Forum, Lillafüred, Hungary, 19–22 September 2007; pp. 79–89. [Google Scholar]
- Liu, G.; Cantó, J.S.; Birosca, S.; Wang, S.; Zhao, Y. A study of high cycle fatigue life and its correlation with microstructural parameters in IN713C nickel-based superalloy. Mater. Sci. Eng. A 2023, 877, 145161. [Google Scholar] [CrossRef]
- Coyne-Grell, A.; Blaizot, J.; Rahimi, S.; Violatos, I.; Nouveau, S.; Dumont, C.; Nicolaÿ, A.; Bozzolo, N. Recrystallization mechanisms and associated microstructure evolution during billet conversion of a gamma-gamma′ nickel based superalloy. J. Alloys Compd. 2022, 916, 165465. [Google Scholar] [CrossRef]
- Dunne, F.P.E.; Wilkinson, A.J.; Allen, R. Experimental and computational studies of low cycle fatigue crack nucleation in a polycrystal. Int. J. Plast. 2007, 23, 273–295. [Google Scholar] [CrossRef]
- Mughrabi, H. Dislocations in fatigue. In Dislocations and Properties of Real Materials; Institute of Metals: London, UK, 1984; pp. 244–262. [Google Scholar]
- Mughrabi, H. Microstructural fatigue mechanisms: Cyclic slip irreversibility, crack initiation, non-linear elastic damage analysis. Int. J. Fatigue 2013, 57, 2–8. [Google Scholar] [CrossRef]
- Cheong, K.-S.; Busso, E.P. Effects of lattice misorientations on strain heterogeneities in FCC polycrystals. J. Mech. Phys. Solids 2006, 54, 671–689. [Google Scholar] [CrossRef]
- Manonukul, A.; Dunne, F.P.E. High–and low–cycle fatigue crack initiation using polycrystal plasticity. Proc. R. Soc. London Ser. A Math. Phys. Eng. Sci. 2004, 460, 1881–1903. [Google Scholar] [CrossRef]
- Pineau, A.; McDowell, D.L.; Busso, E.P.; Antolovich, S.D. Failure of metals II: Fatigue. Acta Mater. 2016, 107, 484–507. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, B.; Hu, D.; Jiang, K.; Liu, H.; Mao, J.; Jing, F.; Hao, X. Thermomechanical fatigue experiment and failure analysis on a nickel-based superalloy turbine blade. Eng. Fail. Anal. 2019, 102, 35–45. [Google Scholar] [CrossRef]
- Han, L.; Huang, D.; Yan, X.; Chen, C.; Zhang, X.; Qi, M. Combined high and low cycle fatigue life prediction model based on damage mechanics and its application in determining the aluminized location of turbine blade. Int. J. Fatigue 2019, 127, 120–130. [Google Scholar] [CrossRef]
- Ranc, N.; Wagner, D.; Paris, P.C. Study of thermal effects associated with crack propagation during very high cycle fatigue tests. Acta Mater. 2008, 56, 4012–4021. [Google Scholar] [CrossRef]
- Al-Jarba, K.; Fuchs, G. Effect of carbon additions on the as-cast microstructure and defect formation of a single crystal Ni-based superalloy. Mater. Sci. Eng. A 2004, 373, 255–267. [Google Scholar] [CrossRef]
- He, S.; Li, L.; Zhao, Y.; An, W.; Lu, F.; Zhang, J.; Lu, S.; Cormier, J.; Feng, Q. Low-cycle fatigue behavior of a solution-treated and HIPped nickel-based single-crystal superalloy at 760 °C. Mater. Sci. Eng. A 2023, 881, 145369. [Google Scholar] [CrossRef]
- Hong, Y.; Lei, Z.; Sun, C.; Zhao, A. Propensities of crack interior initiation and early growth for very-high-cycle fatigue of high strength steels. Int. J. Fatigue 2014, 58, 144–151. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cast | SHT | HIP1 | HIP2 | ||
|---|---|---|---|---|---|
| K417G | Size/nm | 316 | 119 | 758 | 331 |
| Volume Fraction/% | 54 | 55 | 53 | 57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Wei, Y.; Zhou, Y.; Guo, W.; Yang, Z.; Jia, J.; Li, S.; Zhao, H. Effect of Hot Isostatic Pressing on Mechanical Properties of K417G Nickel-Based Superalloy. Crystals 2025, 15, 643. https://doi.org/10.3390/cryst15070643
Wang F, Wei Y, Zhou Y, Guo W, Yang Z, Jia J, Li S, Zhao H. Effect of Hot Isostatic Pressing on Mechanical Properties of K417G Nickel-Based Superalloy. Crystals. 2025; 15(7):643. https://doi.org/10.3390/cryst15070643
Chicago/Turabian StyleWang, Fan, Yuandong Wei, Yi Zhou, Wenqi Guo, Zexu Yang, Jinghui Jia, Shusuo Li, and Haigen Zhao. 2025. "Effect of Hot Isostatic Pressing on Mechanical Properties of K417G Nickel-Based Superalloy" Crystals 15, no. 7: 643. https://doi.org/10.3390/cryst15070643
APA StyleWang, F., Wei, Y., Zhou, Y., Guo, W., Yang, Z., Jia, J., Li, S., & Zhao, H. (2025). Effect of Hot Isostatic Pressing on Mechanical Properties of K417G Nickel-Based Superalloy. Crystals, 15(7), 643. https://doi.org/10.3390/cryst15070643