

Insights into Ball Milling for the Production of Highly Active Zeolites for Catalytic Cracking of VGO


Abstract

1. Introduction
2. Results and Discussion
2.1. Synthesis of Nanozeolites
2.2. Nanozeolite Characterization
2.3. Catalytic Activity of Milled Zeolites
3. Materials and Methods
3.1. Ball Milling
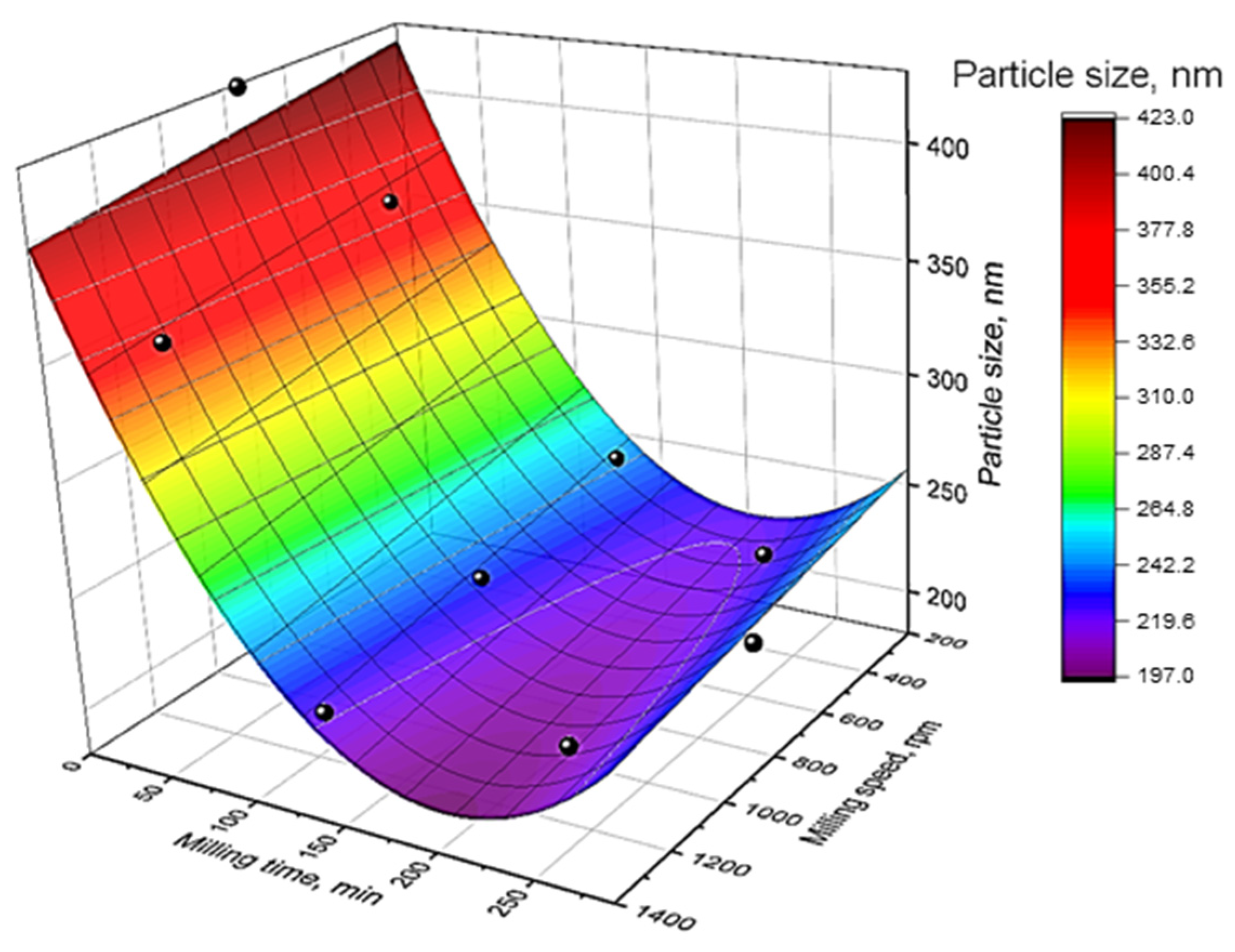
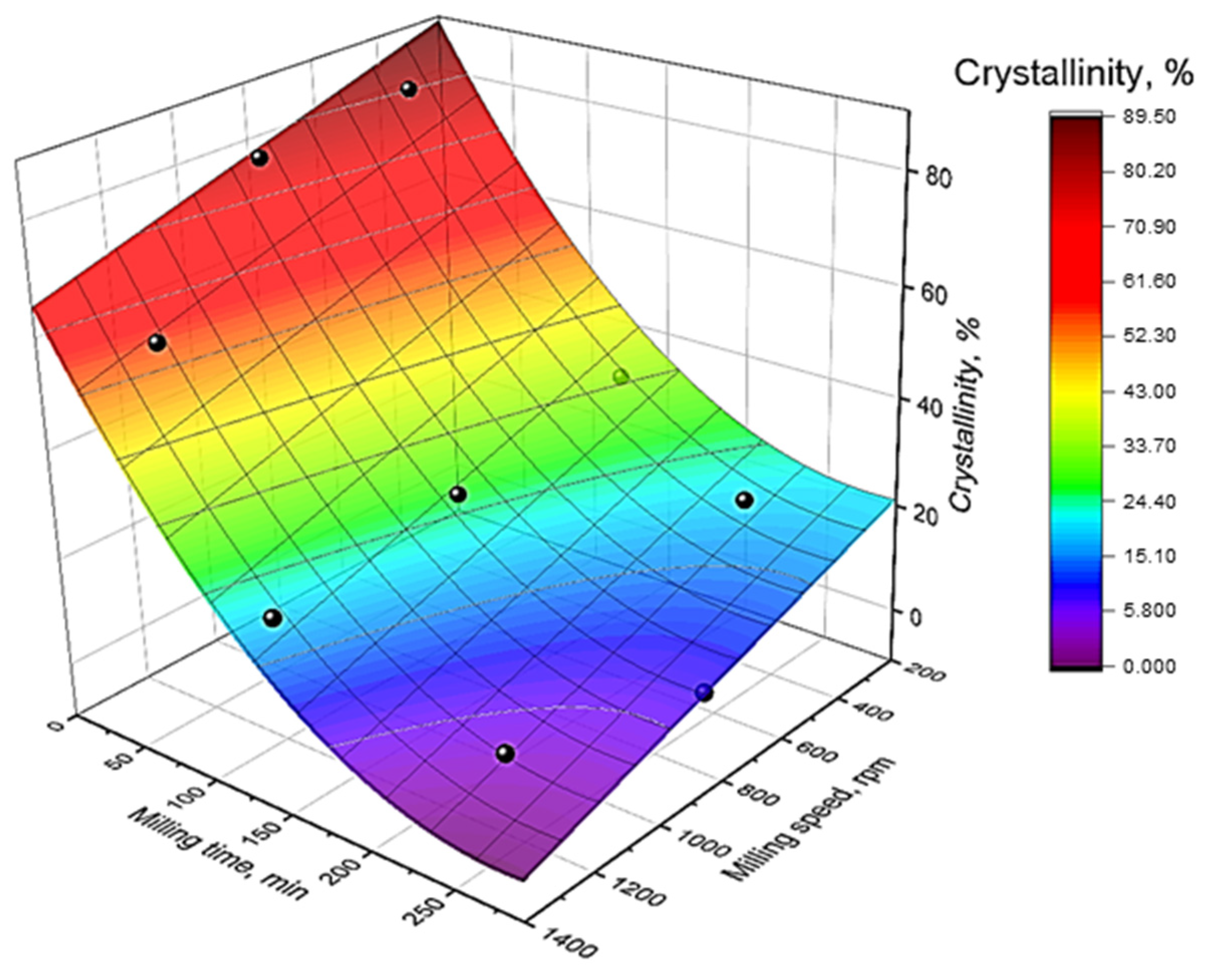
3.2. Design of Experiments to Optimize Ball-Milling Parameters
3.3. Response Surface Methodology
3.4. Characterization of the Zeolites
3.5. Catalytic Testing Procedure
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BBF | Butane-butylene fraction |
| BET | Brunauer–Emmett–Teller theory |
| BJH | Barrett–Joyner–Halenda theory |
| BM | High-energy ball milling |
| CCRD | Central composite rotatable design |
| FBP | Final boiling point |
| IBP | Initial boiling point |
| IUPAC | International Union of Pure and Applied Chemistry |
| MS | Milling speed |
| MT | Milling time |
| PPF | Propane-propylene fraction |
| RES | Response surface methodology |
| VGO | Vacuum gas oil |
References
- Xie, Y.; Zhang, Y.; He, L.; Jia, C.Q.; Yao, Q.; Sun, M.; Ma, X. Anti-deactivation of zeolite catalysts for residue fluid catalytic cracking. Appl. Catal. A 2023, 657, 119159. [Google Scholar] [CrossRef]
- Dement’ev, K.I.; Sagaradze, A.D.; Kuznetsov, P.S.; Palankoev, T.A.; Maximov, A.L. Selective production of light olefins from Fischer-Tropsch synthetic oil by catalytic cracking. Ind. Eng. Chem. Res. 2020, 59, 15875–15883. [Google Scholar] [CrossRef]
- Vogt, E.T.C.; Weckhuysen, B.M. Fluid catalytic cracking: Recent developments on the grand old lady of zeolite catalysis. Chem. Soc. Rev. 2015, 44, 7342–7370. [Google Scholar] [CrossRef] [PubMed]
- Guisnet, M.; Magnoux, P. Deactivation by coking of zeolite catalysts. Prevention of deactivation. Optimal conditions for regeneration. Catal. Today 1997, 36, 477–483. [Google Scholar] [CrossRef]
- Khadzhiev, S.N.; Dement’ev, K.I.; Gerzeliev, I.M. Catalytic cracking of alternative raw materials and their mixtures with petroleum fractions over microspherical zeolite-containing catalysts. Pet. Chem. 2014, 54, 1–9. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, R.; Ma, W.; Liu, B.; Li, X.; Yan, B.; Cheng, Z.; Wang, T. Catalytic cracking of model compounds of bio-oil over HZSM-5 and the catalyst deactivation. Sci. Total Environ. 2018, 631–632, 1611–1622. [Google Scholar] [CrossRef]
- Almas, Q.; Naeem, M.A.; Baldanza, M.A.S.; Solomon, J.; Kenvin, J.C.; Müller, C.R.; da Silva, V.T.; Jones, C.W.; Sievers, C. Transformations of FCC catalysts and carbonaceous deposits during repeated reaction-regeneration cycles. Catal. Sci. Technol. 2019, 9, 6977–6992. [Google Scholar] [CrossRef]
- Ponomareva, O.A.; Mal’tseva, A.A.; Maerle, A.A.; Rodionova, L.I.; Pavlov, V.S.; Dobryakova, I.V.; Belova, M.V.; Ivanova, I.I. Production of isobutylene from acetone over micro-mesoporous catalysts. Pet. Chem. 2016, 56, 253–258. [Google Scholar] [CrossRef]
- Kamali, M.; Vaezifar, S.; Kolahduzan, H.; Malekpour, A.; Abdi, M.R. Synthesis of nanozeolite A from natural clinoptilolite and aluminum sulfate; Optimization of the method. Powder Technol. 2009, 189, 52–56. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Y.; Yu, C.; Gu, X.; Xu, N. Ball-milled NaA zeolite seeds with submicron size for growth of NaA zeolite membranes. J. Membr. Sci. 2012, 392–393, 18–28. [Google Scholar] [CrossRef]
- Kuznetsov, P.S.; Dementiev, K.I.; Palankoev, T.A.; Kalmykova, D.S.; Malyavin, V.V.; Sagaradze, A.D.; Maximov, A.L. Synthesis of highly active nanozeolites using methods of mechanical milling, recrystallization, and dealumination (a review). Pet. Chem. 2021, 61, 649–662. [Google Scholar] [CrossRef]
- Koch, C.C. The synthesis and structure of nanocrystalline materials produced by mechanical attrition: A review. Nanostruct. Mater. 1993, 2, 109–129. [Google Scholar] [CrossRef]
- Zielinski, P.A.; Van Neste, A.; Akolekar, D.B.; Kaliaguine, S. Effect of high-energy ball milling on the structural stability, surface and catalytic properties of small-, medium- and large-pore zeolites. Microporous Mater. 1995, 5, 123–133. [Google Scholar] [CrossRef]
- Kurniawan, T.; Muraza, O.; Miyake, K.; Hakeem, A.S.; Hirota, Y.; Al-Amer, A.M.; Nishiyama, N. Conversion of dimethyl ether to olefins over nanosized mordenite fabricated by a combined high-energy ball milling with recrystallization. Ind. Eng. Chem. Res. 2017, 56, 4258–4266. [Google Scholar] [CrossRef]
- Kurniawan, T.; Muraza, O.; Hakeem, A.S.; Bakare, I.A.; Nishitoba, T.; Yokoi, T.; Al Amer, A.M. Selective isomerization of n-butane over mordenite nanoparticles fabricated by a sequential ball milling–recrystallization–dealumination route. Energy Fuels 2017, 31, 12691–12700. [Google Scholar] [CrossRef]
- Wakihara, T.; Sato, K.; Inagaki, S.; Tatami, J.; Komeya, K.; Meguro, T.; Kubota, Y. Fabrication of fine zeolite with improved catalytic properties by bead milling and alkali treatment. ACS Appl. Mater. Interfaces 2010, 2, 2715–2718. [Google Scholar] [CrossRef]
- Dement’ev, K.I.; Palankoev, T.A.; Kuznetsov, P.S.; Abramova, D.S.; Romazanova, D.A.; Makhin, D.Y.; Maksimov, A.L. Effect of size factor on the activity of zeolites in the liquid-phase cracking of hydrocarbons. Pet. Chem. 2020, 60, 30–38. [Google Scholar] [CrossRef]
- Inagaki, S.; Shinoda, S.; Hayashi, S.; Wakihara, T.; Yamazaki, H.; Kondo, J.N.; Kubota, Y. Improvement in the catalytic properties of ZSM-5 zeolite nanoparticles via mechanochemical and chemical modifications. Catal. Sci. Technol. 2016, 6, 2598–2604. [Google Scholar] [CrossRef]
- Vuong, G.T.; Hoang, V.T.; Nguyen, D.T.; Do, T.O. Synthesis of nanozeolites and nanozeolite-based FCC catalysts, and their catalytic activity in gas oil cracking reaction. Appl. Catal. A 2010, 382, 231–239. [Google Scholar] [CrossRef]
- Saepurahman; Hashaikeh, R. Insight into ball milling for size reduction and nanoparticles production of H-Y zeolite. Mater. Chem. Phys. 2018, 220, 322–330. [Google Scholar] [CrossRef]
- Kharitonov, A.S.; Fenelonov, V.B.; Voskresenskaya, T.P.; Rudina, N.A.; Molchanov, V.V.; Plyasova, L.M.; Panov, G.I. Mechanism of FeZSM-5 milling and its effect on the catalytic performance in benzene to phenol oxidation. Zeolites 1995, 15, 253–258. [Google Scholar] [CrossRef]
- Sing, K.S.W.; Everett, D.H.; Haul, R.A.W.; Moscou, L.; Pierotti, R.A.; Rouquerol, J.; Siemieniewska, T. Reporting physisorption data for gas/solid systems with special reference to the determination of surface area and porosity. Pure Appl. Chem. 1985, 57, 603–619. [Google Scholar] [CrossRef]
- Broekhoff, J.C.P. Mesopore determination from nitrogen sorption isotherms: Fundamentals, scope, limitations. Stud. Surf. Sci. Catal. 1979, 3, 663–684. [Google Scholar]
- Yaluris, G.; Madon, R.J.; Rudd, D.F.; Dumesic, J.A. Catalytic cycles and selectivity of hydrocarbon cracking on Y-zeolite-based catalysts. Ind. Eng. Chem. Res. 1991, 30, 1013–1022. [Google Scholar] [CrossRef]
- Meusinger, J.; Corma, A. Influence of zeolite composition and structure on hydrogen transfer reactions from hydrocarbons and from hydrogen. J. Catal. 1996, 159, 353–360. [Google Scholar] [CrossRef]
- Abbot, J.; Wojciechowski, B.W. The mechanism of paraffin reactions on HY zeolite. J. Catal. 1989, 115, 1–15. [Google Scholar] [CrossRef]
- Kang, N.Y.; Woo, S.I.; Lee, Y.J.; Bae, J.; Choi, W.C.; Park, Y.-K. Enhanced hydrothermal stability of ZSM-5 formed from nanocrystalline seeds for naphtha catalytic cracking. J. Mater. Sci. 2016, 51, 3735–3749. [Google Scholar] [CrossRef]
- Konno, H.; Tago, T.; Nakasaka, Y.; Ohnaka, R.; Nishimura, J.; Masuda, T. Effectiveness of nano-scale ZSM-5 zeolite and its deactivation mechanism on catalytic cracking of representative hydrocarbons of naphtha. Microporous Mesoporous Mater. 2013, 175, 25–33. [Google Scholar] [CrossRef]
- Keyvanloo, K.; Towfighi, J. Comparing the catalytic performances of mixed molybdenum with cerium and lanthanide oxides supported on HZSM-5 by multiobjective optimization of catalyst compositions using nondominated sorting genetic algorithm. J. Anal. Appl. Pyrolysis 2010, 87, 224–234. [Google Scholar] [CrossRef]
- ASTM D 5758:2001; Standard Test Method for Determination of Relative Crystallinity of Zeolite ZSM-5 by X-Ray Diffraction. ASTM: West Conshohocken, PA, USA, 2001.
- ISO 9277:2022; Determination of the Specific Surface Area of Solids by Gas Adsorption—BET Method. ISO: Geneva, Switzerland, 2022.
- ASTM D4463-96(2006); Standard Guide for Metals Free Steam Deactivation of Fresh Fluid Cracking Catalysts. ASTM: West Conshohocken, PA, USA, 2006.
- ASTM D 5154:2010; Standard Test Method for Determining Activity and Selectivity of Fluid Catalytic Cracking (FCC) Catalysts by Microactivity Test. ASTM: West Conshohocken, PA, USA, 2010.
- ASTM D2887-24; Standard Test Method for Boiling Range Distribution of Petroleum Fractions by Gas Chromatography. ASTM: West Conshohocken, PA, USA, 2024.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Crystallinity, % | Average Particle Size 2, nm | Acidity, μmol NH3/g | ||
|---|---|---|---|---|---|
| Medium Sites | Weak Sites | Σ | |||
| CBV-0 1 | 100.0 | >1000 | 134 | 152 | 286 |
| CBV-15 | 75.9 | 397 | 163 | 170 | 333 |
| CBV-60 | 57.7 | 297 | 91 | 119 | 210 |
| CBV-240 | 22.9 | 215 | 91 | 119 | 210 |
| Sample | Specific Surface Area, m2/g | Specific Pore Volume, cm3/g | Average Pore Diameter 1, nm | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Sexternal | Smeso | Smicro | SBET | Vmeso | Vmicro | Vmeso /Vmicro | Σ | ||
| CBV-0 | 93 | 126 | 704 | 923 | 0.210 | 0.336 | 0.6 | 0.546 | 9.8 |
| CBV-15 | 80 | 118 | 614 | 812 | 0.256 | 0.295 | 0.9 | 0.551 | 11.1 |
| CBV-60 | 77 | 107 | 438 | 622 | 0.412 | 0.222 | 1.9 | 0.634 | 19.1 |
| CBV-240 | 66 | 53 | 159 | 277 | 0.294 | 0.086 | 3.4 | 0.380 | 64.2 |
| Ratio | Thermal Cracking | CBV-0 | CBV-15 | CBV-60 | CBV-240 |
|---|---|---|---|---|---|
| n-olefin/n-paraffin | 1.58 | 1.78 | 2.80 | 2.20 | 1.37 |
| C2=/C2 | 0.61 | 1.07 | 1.15 | 1.23 | 0.55 |
| C3=/C3 | 2.49 | 2.95 | 4.71 | 3.62 | 2.93 |
| C4=/C4 | 6.02 | 3.32 | 4.69 | 4.44 | 5.23 |
| iso-C4/n-C4 | 0.43 | 2.55 | 3.63 | 2.29 | 0.82 |
| Component | CBV-0 | CBV-15 | CBV-60 | CBV-240 |
|---|---|---|---|---|
| Dry gas | 24.8 | 15.5 | 23.1 | 34.9 |
| -hydrogen | 0.5 | 0.6 | 0.5 | 1.3 |
| -methane | 6.7 | 4.4 | 5.9 | 8.4 |
| -ethylene | 9.1 | 5.7 | 9.2 | 8.9 |
| -ethane | 8.5 | 4.8 | 7.5 | 16.3 |
| PPF | 36.2 | 34.6 | 34.9 | 33.0 |
| -propylene | 27.1 | 28.5 | 27.3 | 24.6 |
| BBF | 39.0 | 49.9 | 42.0 | 32.1 |
| -n-butane | 4.6 | 4.4 | 4.2 | 3.1 |
| -isobutane | 11.8 | 16.6 | 9.7 | 2.6 |
| -butene | 22.6 | 28.9 | 28.2 | 26.4 |
| Group Composition, % mass. | Boiling Range Distribution | ||
|---|---|---|---|
| % Off | °C | ||
| Alkanes | 57.9 | IBP | 214 |
| Arenes | 39.8 | 10% | 328 |
| -monocyclic | 20.5 | 30% | 378 |
| -bicyclic | 8.5 | 50% | 413 |
| -polycyclic | 10.8 | 70% | 444 |
| Neutral resins | 1.0 | 90% | 486 |
| Acid resins | 1.3 | FBP | 535 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuznetsov, P.; Malyavin, V.; Dement’ev, K. Insights into Ball Milling for the Production of Highly Active Zeolites for Catalytic Cracking of VGO. Catalysts 2025, 15, 596. https://doi.org/10.3390/catal15060596
Kuznetsov P, Malyavin V, Dement’ev K. Insights into Ball Milling for the Production of Highly Active Zeolites for Catalytic Cracking of VGO. Catalysts. 2025; 15(6):596. https://doi.org/10.3390/catal15060596
Chicago/Turabian StyleKuznetsov, Petr, Vladislav Malyavin, and Konstantin Dement’ev. 2025. "Insights into Ball Milling for the Production of Highly Active Zeolites for Catalytic Cracking of VGO" Catalysts 15, no. 6: 596. https://doi.org/10.3390/catal15060596
APA StyleKuznetsov, P., Malyavin, V., & Dement’ev, K. (2025). Insights into Ball Milling for the Production of Highly Active Zeolites for Catalytic Cracking of VGO. Catalysts, 15(6), 596. https://doi.org/10.3390/catal15060596