
Evaluation of Surface Integrity of Multi-Energy Field Coupling-Assisted Micro-Grinding Hastelloy Alloy

 , , , and
, , , and
Abstract
1. Introduction
2. Experimental Process
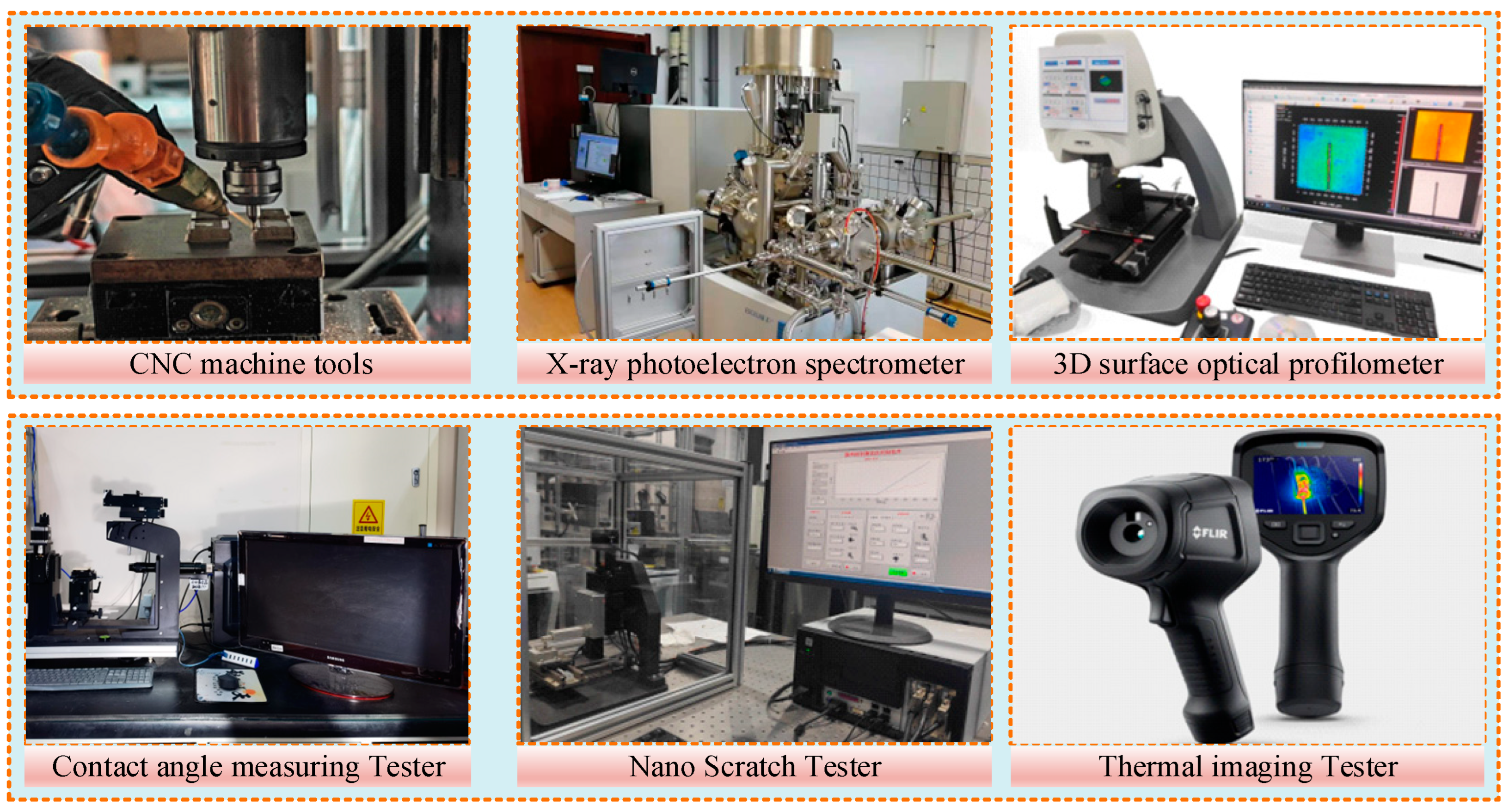
2.1. Description of Equipment
2.2. Workpiece and Tool
2.3. Preparation of Nano-Lubricant
2.4. Experimental Procedures
2.4.1. Nano-Scratch Experiment
2.4.2. Hastelloy C-276 Micro-Grinding Experiments
3. Results and Discussion
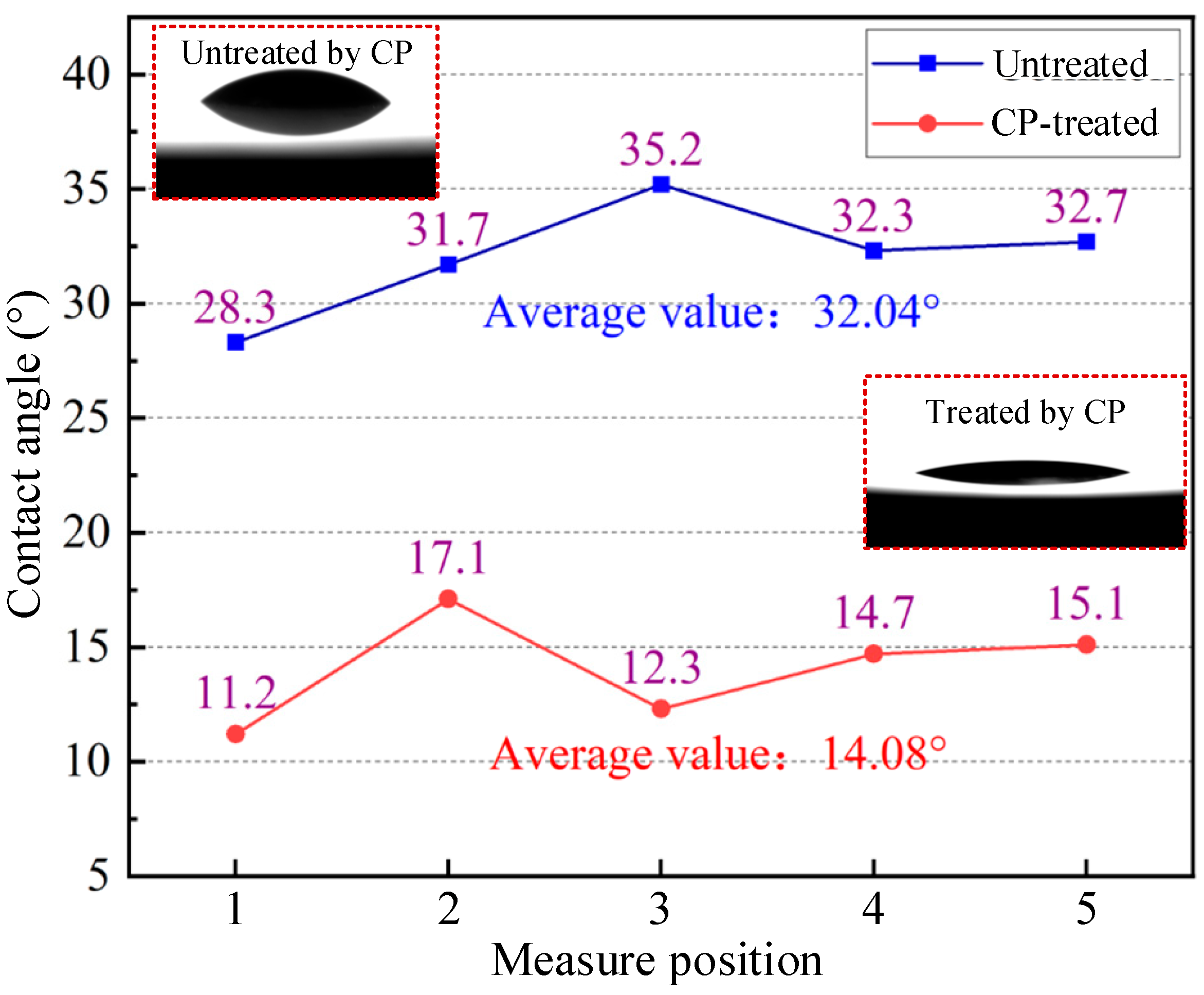
3.1. Wettability
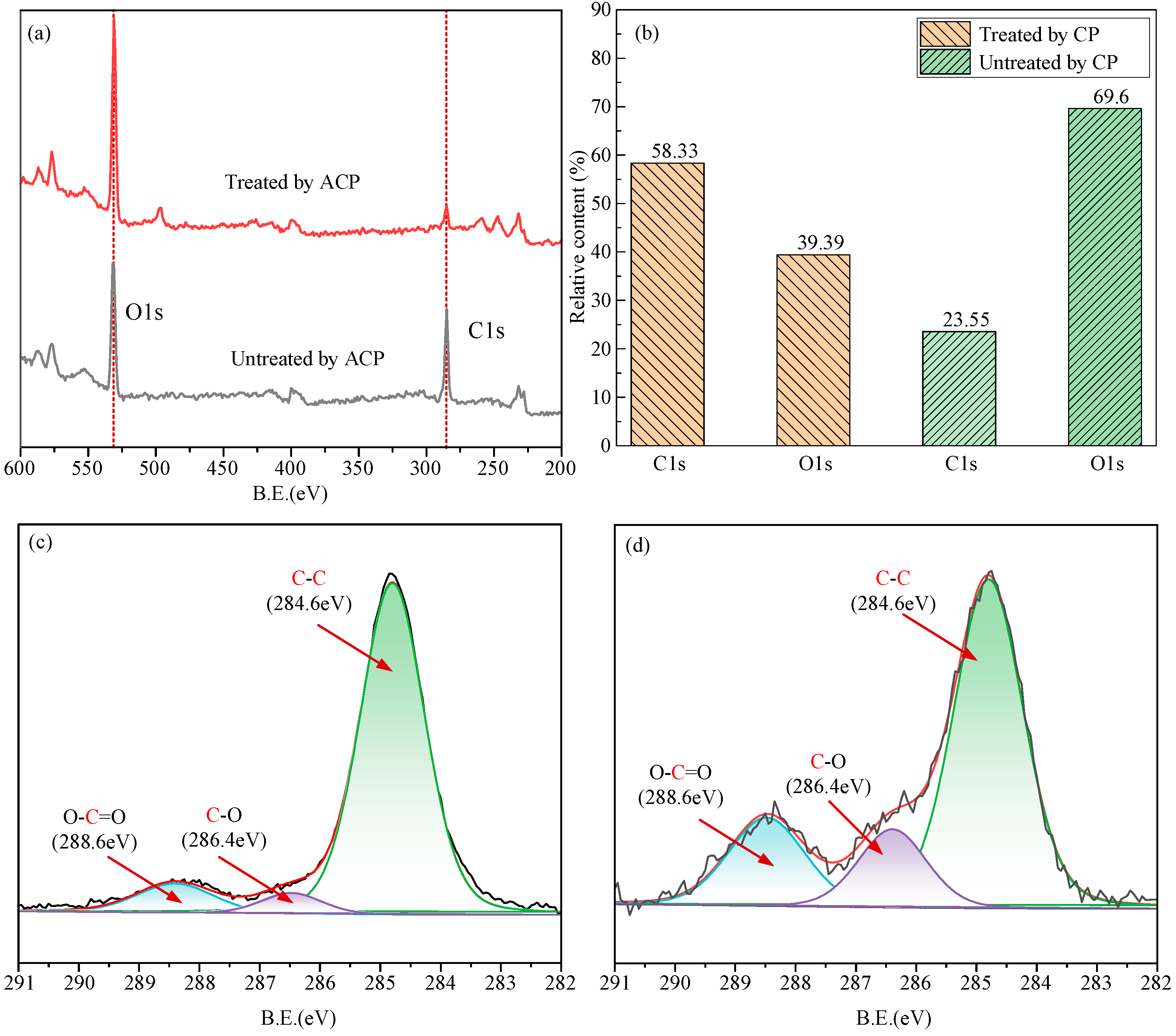
3.2. XPS Analysis of Workpiece Surfaces
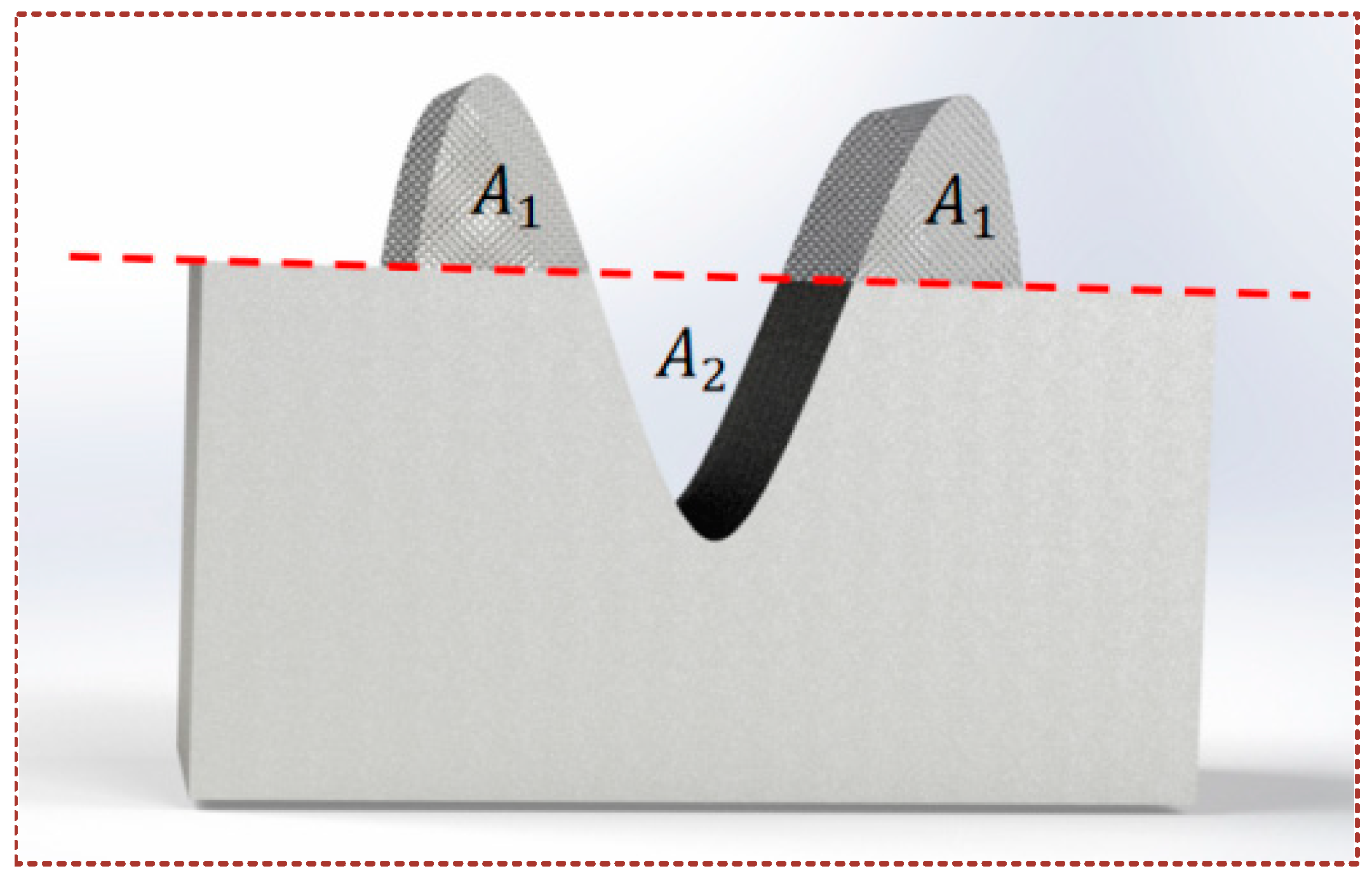
3.3. Material Removal Rate
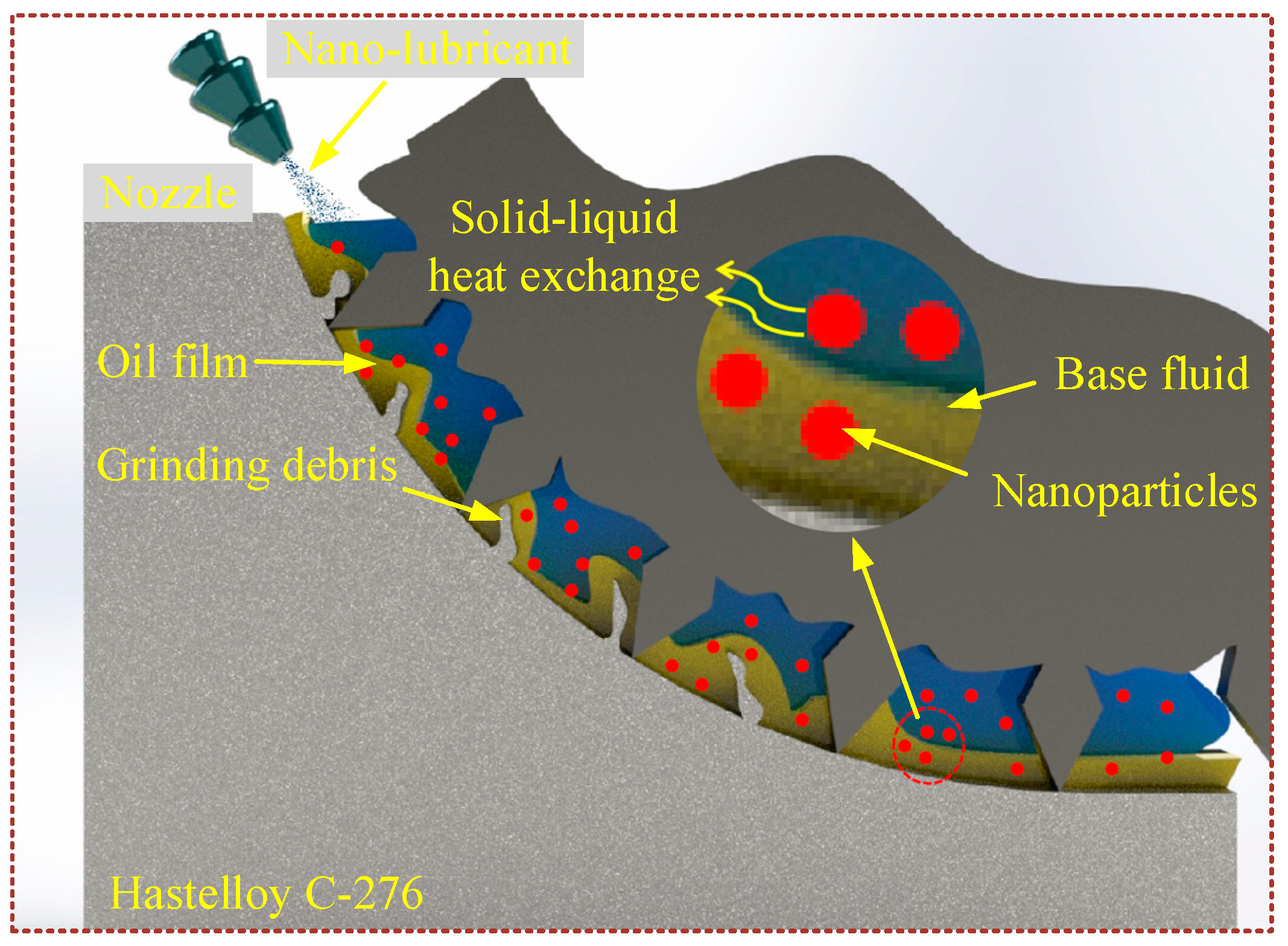
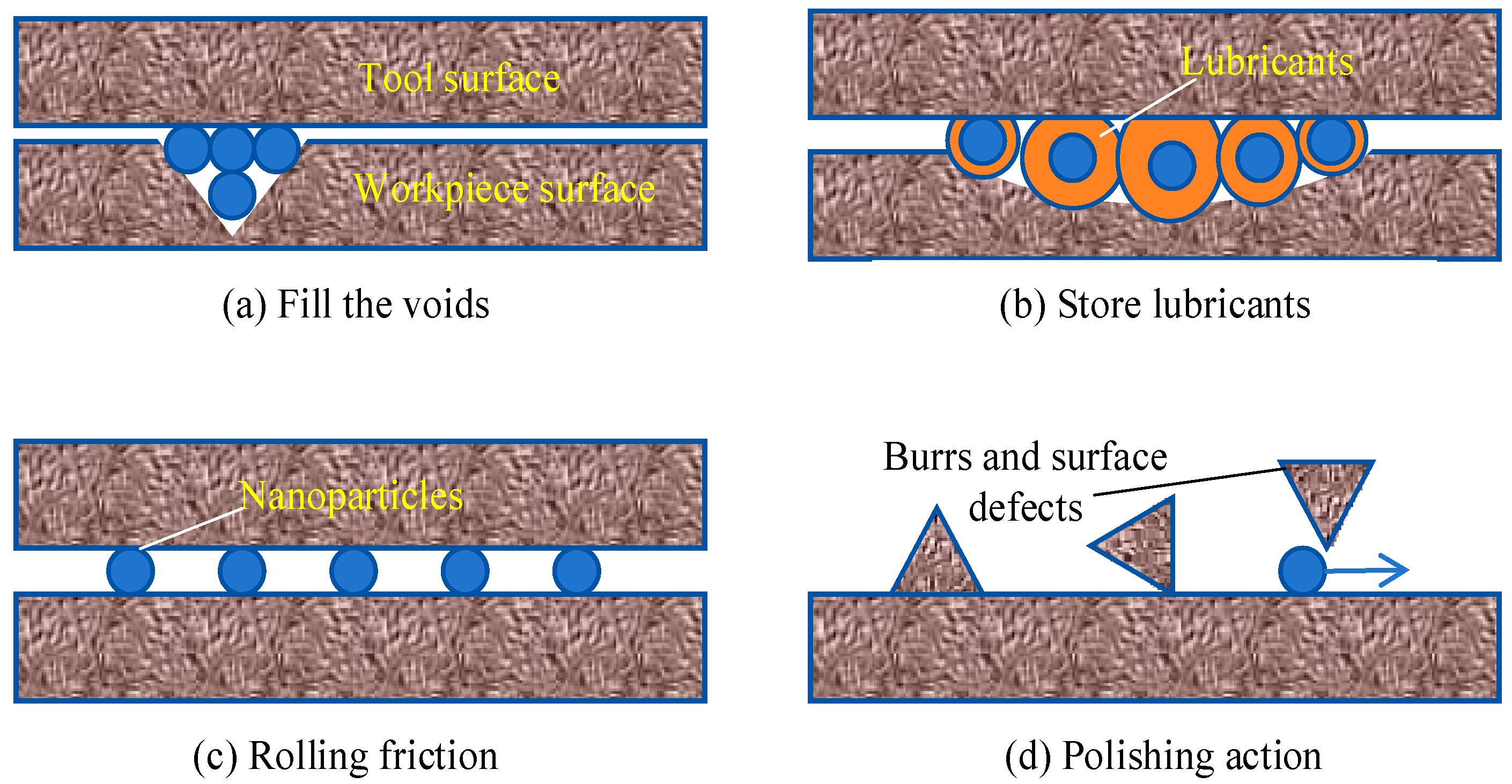
3.4. Analysis of the CPNMQL Mechanism
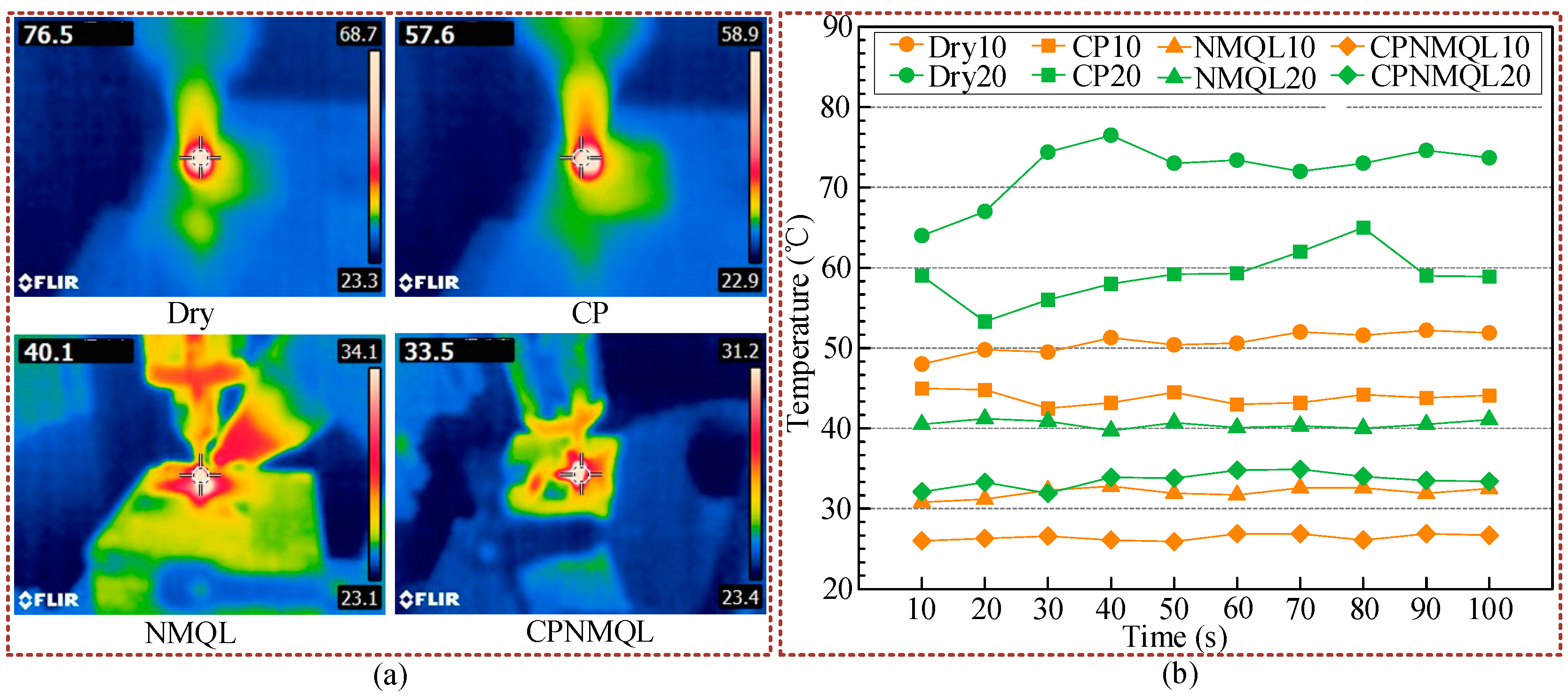
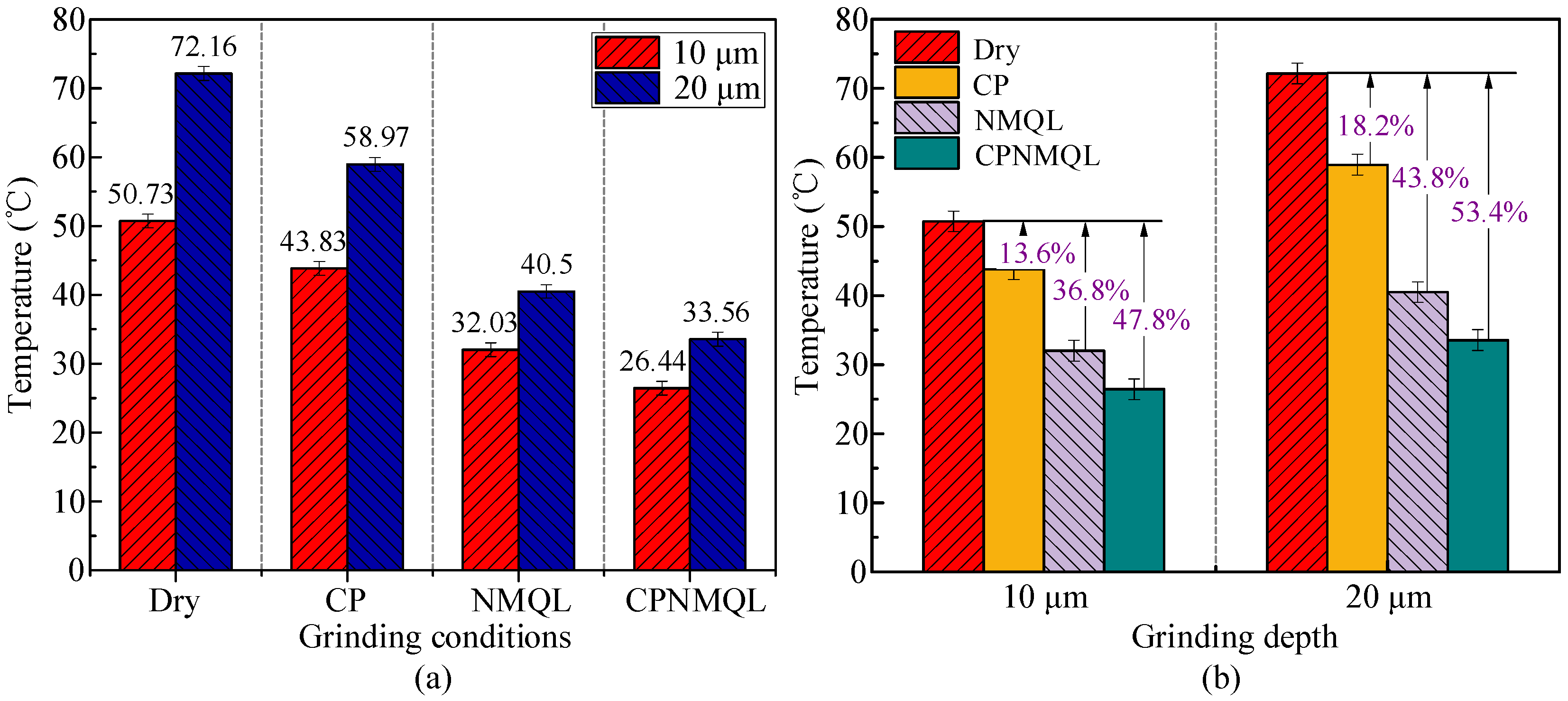
3.5. Temperature
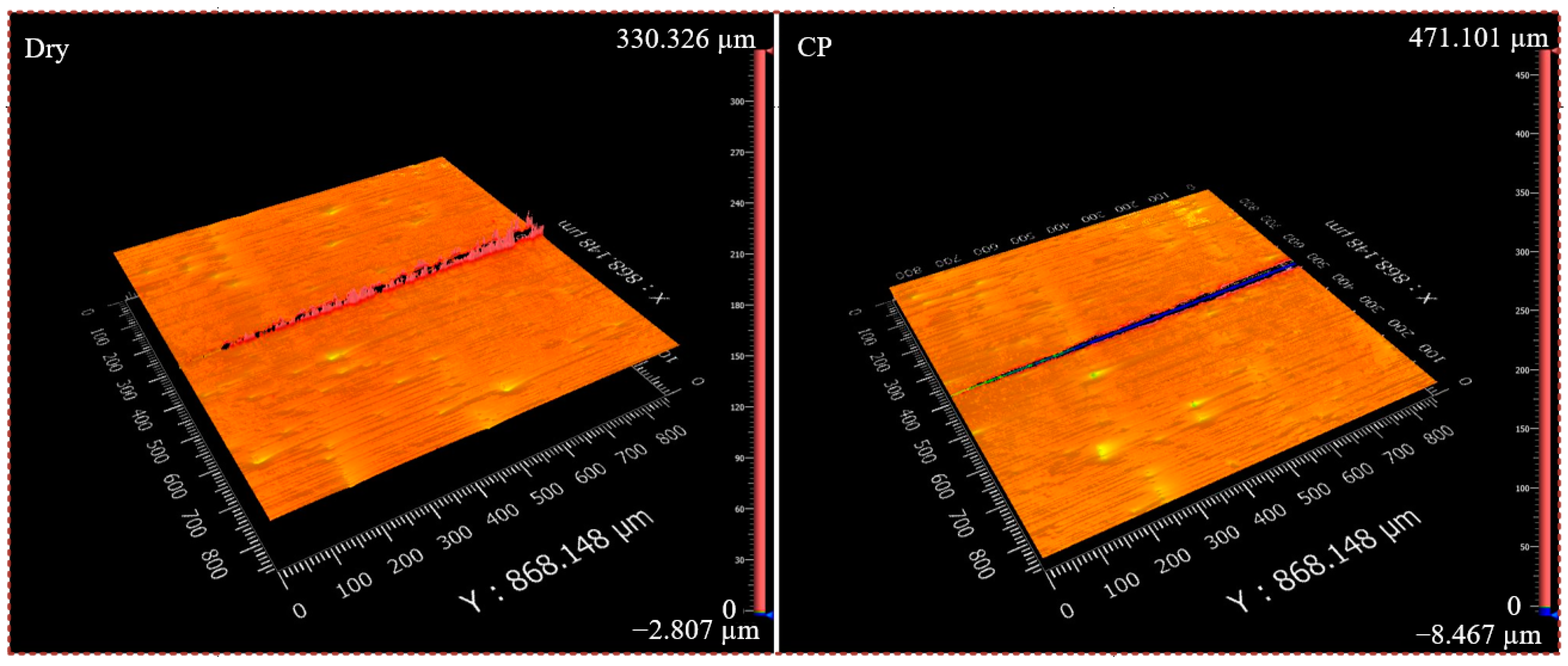
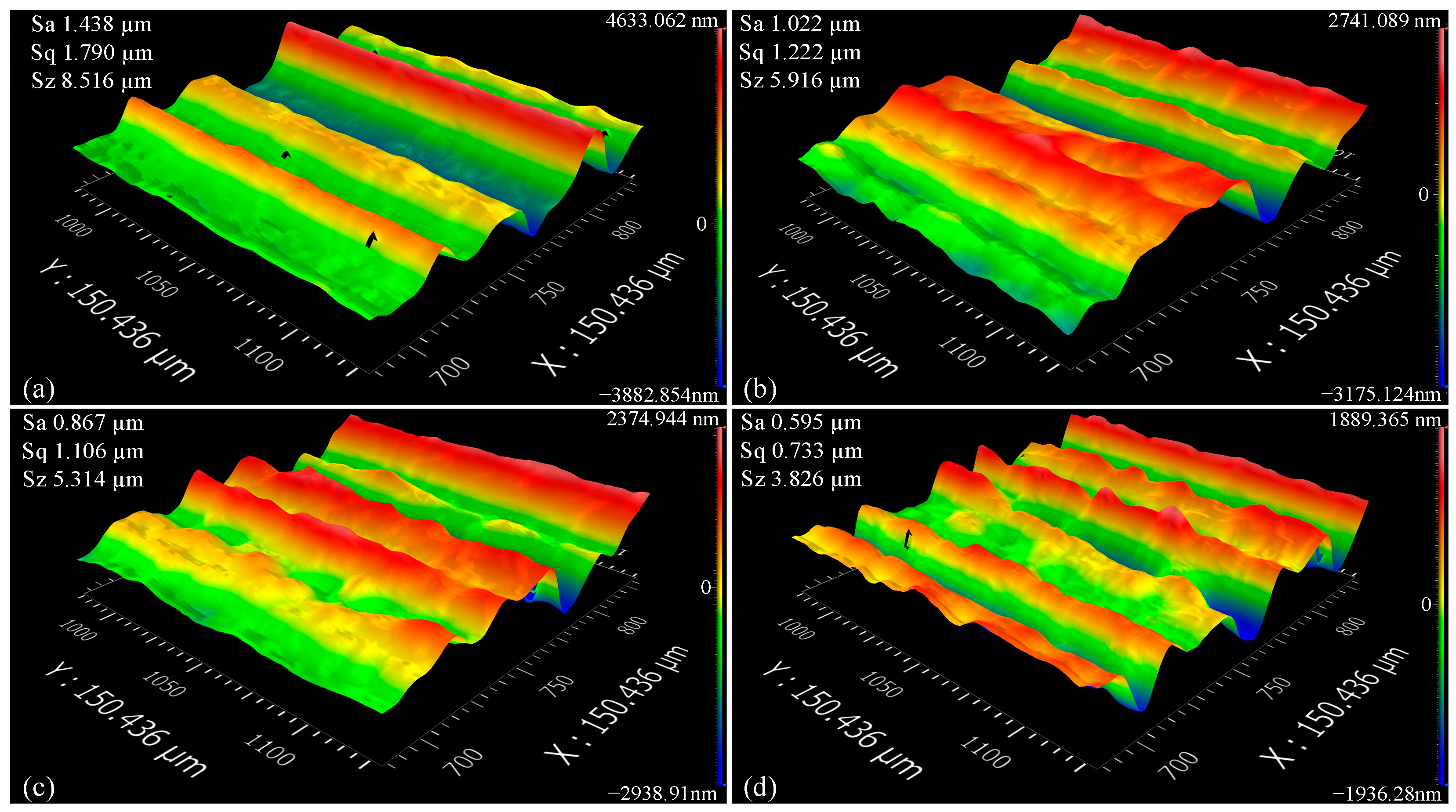
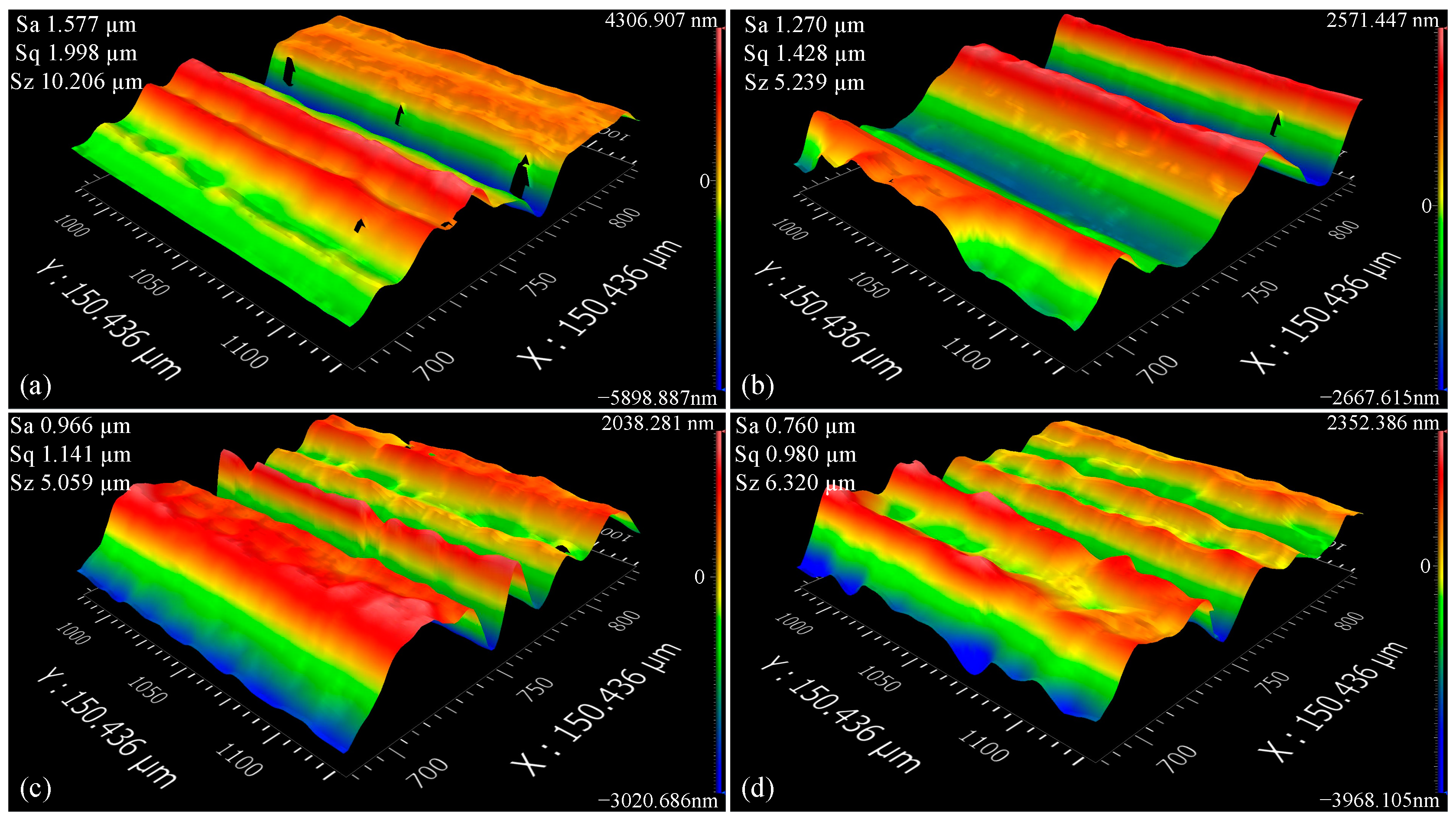
3.6. Three-Dimensional Surface Topography
3.7. Surface Roughness
4. Conclusions
- (1)
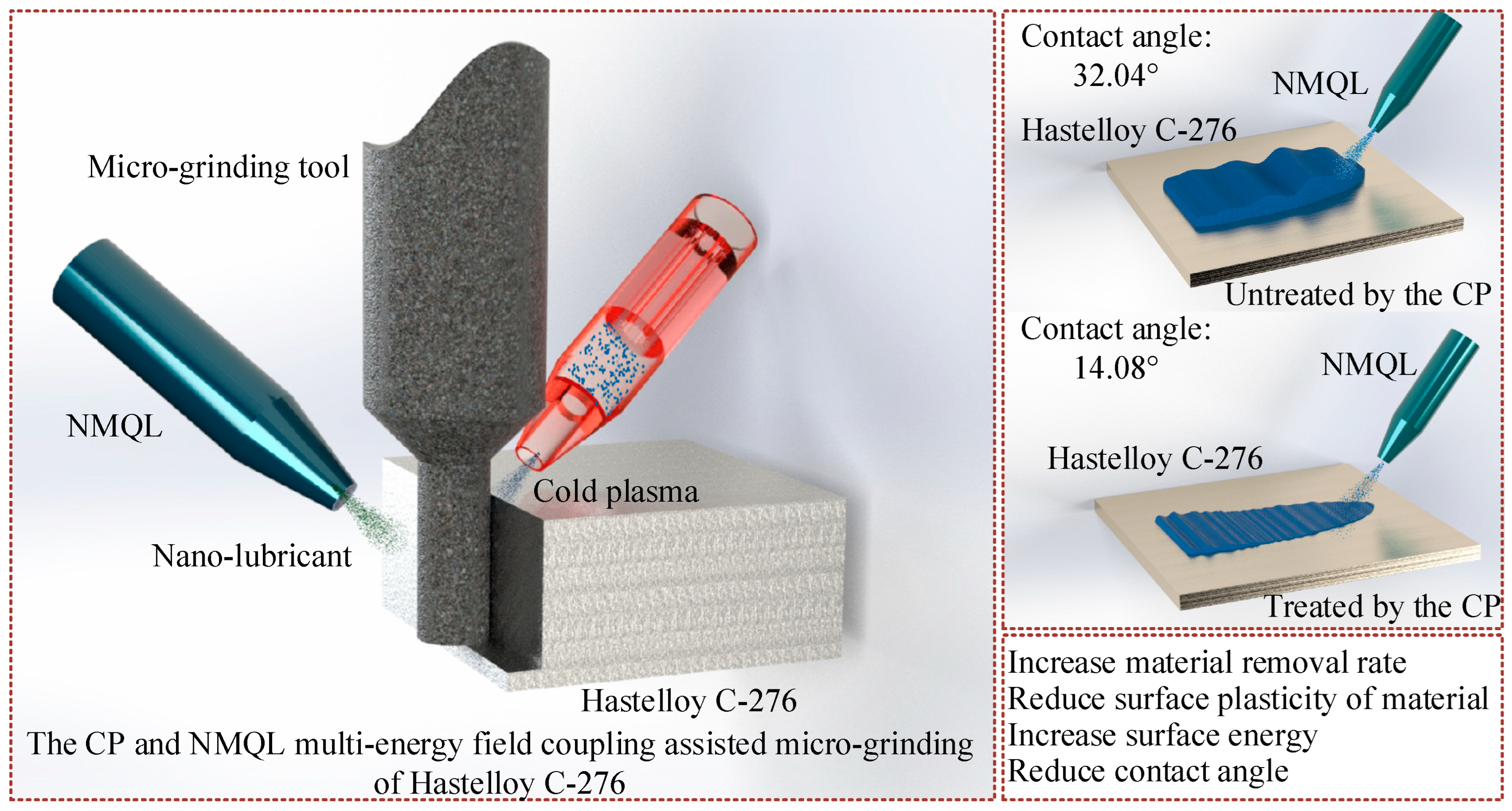
- CP can improve the material removal rate during micro-grinding, increase the surface energy of the material, and thus promote the penetration and adhesion of h-BN nano-lubricants.
- (2)
- CPNMQL can significantly reduce the grinding temperature during the grinding process. Compared with the dry condition, the grinding temperature was reduced by 13.6%, 36.8%, and 47.8% for CP, NMQL, and CPNMQL conditions, respectively, at a grinding depth of 10 μm; and the reduction rates were 18.2%, 43.8%, and 53.4%, respectively, at a grinding depth of 20 μm.
- (3)
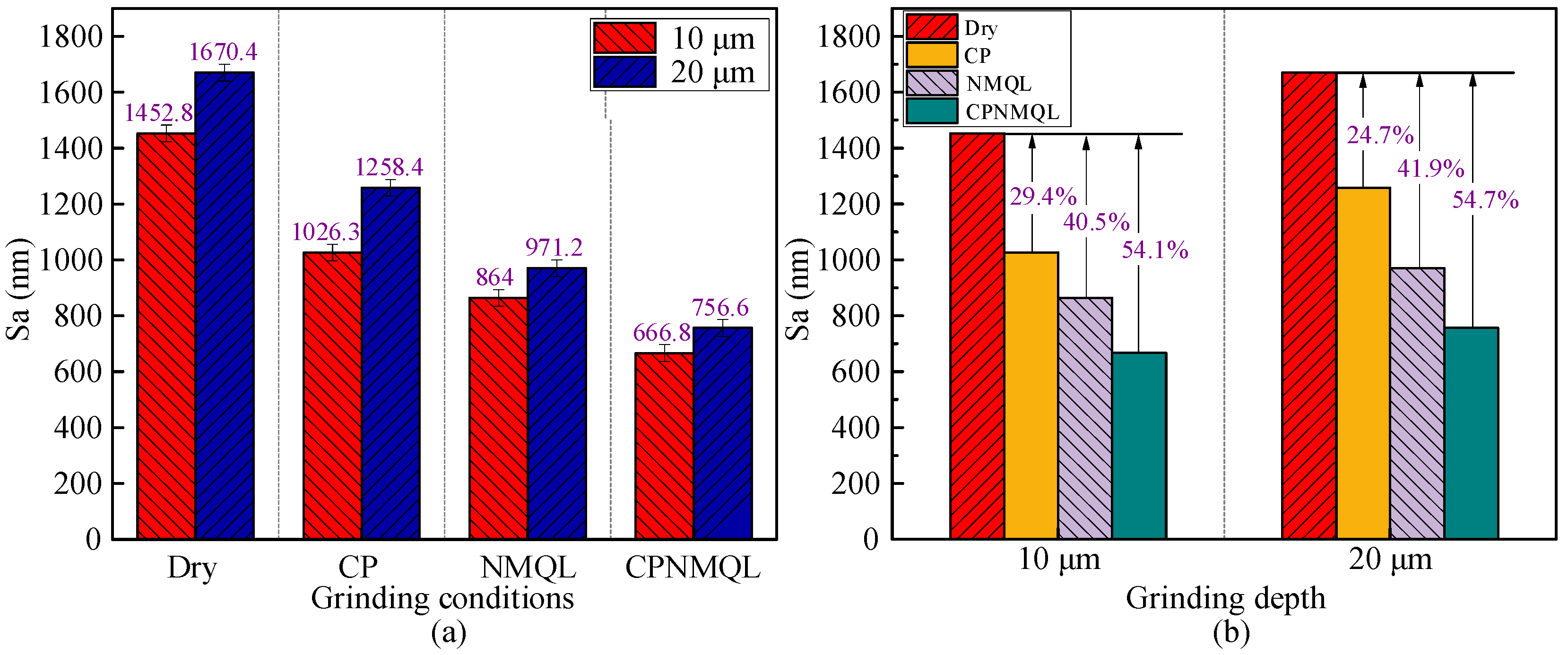
- Compared with dry micro-grinding, the average values of Sa under CP, NMQL, and CPNMQL conditions were reduced by 29.4%, 40.5%, and 54.1%, respectively, at a micro-grinding depth of 10 μm; and by 24.7%, 41.9%, and 54.7%, respectively, at a grinding depth of 20 μm. CPNMQL significantly can reduce the surface of the micro-ground workpiece roughness and significantly improve the surface quality.
- (4)
- Calibration of the CP and NMQL nozzle positions is a tedious and slow step during experiments. Manual calibration makes it difficult to achieve the same nozzle position over multiple experiments. This can lead to fluctuations in the measured data. This will reduce the processing efficiency of CPNMQL-assisted machining.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CP | Cold plasma |
| NMQL | Nano-lubricant minimum quantity lubrication |
| CPNMQL | Cold plasma and nano-lubricant minimum quantity lubrication |
| XPS | X-ray photoelectron spectroscopy |
| MQL | Minimum quantity lubrication |
| CNC | Computerized Numerical Control |
References
- Hasçelik, A.; Aslantas, K.; Yalçın, B. Optimization of Cutting Parameters to Minimize Wall Deformation in Micro-Milling of Thin-Wall Geometries. Micromachines 2025, 16, 310. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Z.; Jing, X.; Song, B.; Song, X.; Chen, Y.; Li, H. Extraction and Assessment of Features Using Shannon Entropy and Rényi Entropy for Chatter Detection in Micro Milling. Micromachines 2025, 16, 161. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y.D.; Wen, X.L.; Yin, G.Q.; Meng, F.T. Micro milling characteristics of LS-WEDM fabricated helical and corrugated micro end mill. Int. J. Mech. Sci. 2020, 167, 105277. [Google Scholar] [CrossRef]
- Sun, Y.; Sun, Y.R.; Huang, Y.M.; Gong, S.Q.; Sun, M.S.; Liu, M. Study on developing predicted system model of cutting-edge trajectory for micro-milling process based on tool runout error, chip thickness and force signal. Mech. Syst. Signal Process. 2025, 228, 112410. [Google Scholar] [CrossRef]
- Liu, Z.; Guo, Q.; Sun, Y.; Wang, W.; Zhao, W.; Yang, Z. Surface roughness and burr generation in micro-milling: A review. J. Adv. Manuf. Sci. Technol. 2024, 4, 2023017. [Google Scholar] [CrossRef]
- Li, X.; Guo, C.; Liu, H.; Liu, C.; Ma, Z.; Chen, M.; Wu, C. An accuracy control strategy for micro-milling process of folded waveguide slow wave structure. J. Adv. Manuf. Sci. Technol. 2023, 3, 2022021. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, L.; Zhang, G.; Ni, C.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 156, 103594. [Google Scholar] [CrossRef]
- Li, Z.; Ma, G.Z.; Xing, Z.G.; Yong, Q.S.; Zhao, H.C.; Huang, Y.F.; Guo, W.L.; Zhang, Z.A.; Wang, H.D. The effects of Cr and B doping on the mechanical properties and tribological behavior of multi-layered hydrogenated diamond-like carbon films. Surf. Coat. Technol. 2022, 431, 127977. [Google Scholar] [CrossRef]
- Lv, B.; Lin, B.; Cao, Z.; Liu, C.; Chen, X.; Sui, T. Damage and crack extension mechanism of hard and brittle materials induced by cyclic indentation. J. Adv. Manuf. Sci. Technol. 2024, 4, 2024003. [Google Scholar] [CrossRef]
- Zhang, C.; Lin, L.; Chen, R.; Zhang, L.; Shao, Z. Grain Boundary Engineering and Its Effect on Intergranular Corrosion Resistance of a Ni-Cr-Mo Based C276 Superalloy. Crystals 2022, 12, 1625. [Google Scholar] [CrossRef]
- Yang, M.; Ma, H.; Hao, J.C.; Li, Z.H.; Li, R.Z.; Zhou, Z.M.; Gao, T.; Liu, M.Z.; Cui, X.; Wang, X.M.; et al. Droplet size distribution model of needle electrode electrostatic atomization and milling nickel-based alloy performance evaluation. J. Manuf. Process. 2024, 119, 682–698. [Google Scholar] [CrossRef]
- Ning, L.; Yang, C.; Jiang, G.; Wang, C.; Wang, S.; Chen, Y.; Zheng, H.; Liu, X.; Liu, J. Electrochemical dealloying of a high-chromium alloy at oxygen evolution potential. J. Mater. Chem. A 2024, 12, 22487–22493. [Google Scholar] [CrossRef]
- Xu, X.P.; Yu, Y.Q.; Xu, H.J. Effect of grinding temperatures on the surface integrity of a nickel-based superalloy. J. Mater. Process. Technol. 2002, 129, 359–363. [Google Scholar] [CrossRef]
- Zhang, Z.N.; Yin, N.; Chen, S.; Liu, C.L. Tribo-informatics: Concept, architecture, and case study. Friction 2021, 9, 642–655. [Google Scholar] [CrossRef]
- Yin, N.; Yang, P.F.; Liu, S.K.; Pan, S.H.; Zhang, Z.A. AI for tribology: Present and future. Friction 2024, 12, 1060–1097. [Google Scholar] [CrossRef]
- Zhang, Z.N.; Pan, S.H.; Yin, N.; Shen, B.; Song, J. Multiscale analysis of friction behavior at fretting interfaces. Friction 2021, 9, 119–131. [Google Scholar] [CrossRef]
- Zhao, G.L.; Zhao, B.; Ding, W.F.; Xin, L.J.; Nian, Z.W.; Peng, J.H.; He, N.; Xu, J.H. Nontraditional energy-assisted mechanical machining of difficult-to-cut materials and components in aerospace community: A comparative analysis. Int. J. Extrem. Manuf. 2024, 6, 022007. [Google Scholar] [CrossRef]
- Danni, L.U.; Kaining, S.H.I.; Jiale, L.I.; Huhu, L.I.; Yuchang, F.A.N.; Zhen, C.; Yaoyao, S.H.I. Surface generation mechanism and efficiency improvement in ultrasonic vibration assisted belt flapwheel flexible polishing GH4169. J. Adv. Manuf. Sci. Technol. 2024, 4, 2024017. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, D.Z.; Wu, S.J.; Gu, G.Q.; Dong, G.J.; An, Q.L.; Guo, H.; Li, C.H. Minimum quantity lubrication machining nickel base alloy: A comprehensive review. Int. J. Adv. Manuf. Technol. 2024, 131, 2407–2445. [Google Scholar] [CrossRef]
- Cui, X.; Li, C.H.; Zhang, Y.B.; Ding, W.F.; An, Q.L.; Liu, B.; Li, H.N.; Said, Z.; Sharma, S.; Li, R.Z.; et al. Comparative assessment of force, temperature, and wheel wear in sustainable grinding aerospace alloy using biolubricant. Front. Mech. Eng.-Prc. 2023, 18, 3. [Google Scholar] [CrossRef]
- He, T.; Liu, N.C.; Xia, H.Z.; Wu, L.; Zhang, Y.; Li, D.G.; Chen, Y. Progress and trend of minimum quantity lubrication (MQL): A comprehensive review. J. Clean. Prod. 2023, 386, 135809. [Google Scholar] [CrossRef]
- Gao, T.; Xu, P.M.; Wang, W.; Zhang, Y.B.; Xu, W.H.; Wang, Y.Q.; An, Q.L.; Li, C.H. Force model of ultrasonic empowered minimum quantity lubrication grinding CFRP. Int. J. Mech. Sci. 2024, 280, 109522. [Google Scholar] [CrossRef]
- Liu, M.; Li, C.; Jia, D.; Liu, X.; Zhang, Y.; Yang, M.; Cui, X.; Gao, T.; Dambatta, Y.S.; Li, R. Model of atomized droplets average particle size and verification of eco-friendly hybrid lubrication (CAMQL). Friction 2025, 13, 9440960. [Google Scholar] [CrossRef]
- Liu, M.; Li, C.; An, Q.; Zhang, Y.; Yang, M.; Cui, X.; Gao, T.; Dambatta, Y.S.; Li, R. Liquid film thickness model formed by atomized droplets during sustainable cryogenic air MQL grinding. Front. Mech. Eng.-Prc. 2025, 20, 8. [Google Scholar] [CrossRef]
- Xu, W.H.; Li, C.H.; Cui, X.; Zhang, Y.B.; Yang, M.; Gao, T.; Liu, M.Z.; Wang, X.M.; Zhou, Z.M.; Sharma, S.; et al. Atomization mechanism and machinability evaluation with electrically charged nanolubricant grinding of GH4169. J. Manuf. Process. 2023, 106, 480–493. [Google Scholar] [CrossRef]
- Cui, X.; Li, C.H.; Yang, M.; Liu, M.Z.; Gao, T.; Wang, X.M.; Said, Z.; Sharma, S.; Zhang, Y.B. Enhanced grindability and mechanism in the magnetic traction nanolubricant grinding of Ti-6Al-4 V. Tribol. Int. 2023, 186, 108603. [Google Scholar] [CrossRef]
- Cui, X.; Li, C.; Zhang, Y.; Said, Z.; Debnath, S.; Sharma, S.; Ali, H.M.; Yang, M.; Gao, T.; Li, R. Grindability of titanium alloy using cryogenic nanolubricant minimum quantity lubrication. J. Manuf. Process. 2022, 80, 273–286. [Google Scholar] [CrossRef]
- Cui, X.; Li, C.H.; Ding, W.F.; Chen, Y.; Mao, C.; Xu, X.F.; Liu, B.; Wang, D.Z.; Li, H.N.; Zhang, Y.B.; et al. Minimum quantity lubrication machining of aeronautical materials using carbon group nanolubricant: From mechanisms to application. Chin. J. Aeronaut. 2022, 35, 85–112. [Google Scholar] [CrossRef]
- Zhang, Y.B.; Li, H.N.; Li, C.H.; Huang, C.Z.; Ali, H.M.; Xu, X.F.; Mao, C.; Ding, W.F.; Cui, X.; Yang, M.; et al. Nano-enhanced biolubricant in sustainable manufacturing: From processability to mechanisms. Friction 2022, 10, 803–841. [Google Scholar] [CrossRef]
- Qu, S.S.; Yao, P.; Gong, Y.D.; Chu, D.K.; Yang, Y.Y.; Li, C.W.; Wang, Z.L.; Zhang, X.P.; Hou, Y. Environmentally friendly grinding of C/SiCs using carbon nanofluid minimum quantity lubrication technology. J. Clean. Prod. 2022, 366, 132898. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Performance of modified jatropha oil in combination with hexagonal boron nitride particles as a bio-based lubricant for green machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]
- Gong, L.; Bertolini, R.; Ghiotti, A.; He, N.; Bruschi, S. Sustainable turning of Inconel 718 nickel alloy using MQL strategy based on graphene nanofluids. Int. J. Adv. Manuf. Technol. 2020, 108, 3159–3174. [Google Scholar] [CrossRef]
- Yildirim, Ç.V.; Kivak, T.; Sarikaya, M.; Sirin, S. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Yildirim, C.V.; Sarikaya, M.; Kivak, T.; Sirin, S. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Sarikaya, M.; Sirin, S.; Yildirim, C.V.; Kivak, T.; Gupta, M.K. Performance evaluation of whisker-reinforced ceramic tools under nano-sized solid lubricants assisted MQL turning of Co-based Haynes 25 superalloy. Ceram. Int. 2021, 47, 15542–15560. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Guenay, M.; Boy, M.; Yasar, N.; Demirsoez, R.; Ross, K.N.S.; Abbas, Y. Comprehensive analysis of tool wear, surface roughness and chip morphology in sustainable turning of Inconel-601 alloy. J. Manuf. Process. 2023, 103, 156–167. [Google Scholar] [CrossRef]
- Sen, B.; Bhowmik, A. Application of minimum quantity GnP nanofluid and cryogenic LN2 in the machining of Hastelloy C276. Tribol. Int. 2024, 194, 109509. [Google Scholar] [CrossRef]
- Liu, J.Y.; Song, J.L.; Chen, Y.; Zhang, J.C.; Wu, L.B.; Wang, G.S.; Zhang, F.; Liu, Z.A.; Sun, J.; Liu, S.; et al. Atmospheric pressure cold plasma jet-assisted micro-milling TC4 titanium alloy. Int. J. Adv. Manuf. Technol. 2021, 112, 2201–2209. [Google Scholar] [CrossRef]
- Katahira, K.; Ohmori, H.; Takesue, S.; Komotori, J.; Yamazaki, K. Effect of atmospheric-pressure plasma jet on polycrystalline diamond micro-milling of silicon carbide. Cirp Ann.-Manuf. Technol. 2015, 64, 129–132. [Google Scholar] [CrossRef]
- Bastawros, A.F.; Chandra, A.; Poosarla, P.A. Atmospheric pressure plasma enabled polishing of single crystal sapphire. Cirp Ann.-Manuf. Technol. 2015, 64, 515–518. [Google Scholar] [CrossRef]
- Lai, M.; Lyu, P.; Wang, W.J. Plasma-assisted cutting for impurity reconstruction of an as-cast cerium-lanthanum alloy. Cirp Ann.-Manuf. Technol. 2023, 72, 53–56. [Google Scholar] [CrossRef]
- Liu, X.; Wang, B.Q.; Li, Y.H.; Zhou, Y.Y.; Zhang, J.H.; Wang, Z.H.; Yan, J.C.; Gu, X.L.; Yuan, Z.Z.; Chen, Y.; et al. Improving machinability of single-crystal silicon by cold plasma jet. J. Manuf. Process. 2023, 99, 581–591. [Google Scholar] [CrossRef]
- Wang, Z.H.; Li, Y.H.; Wang, S.S.; Duan, Z.J.; Cao, X.M.; Zhou, Y.Y.; Liu, X.; Liu, J.Y. Feasibility and mechanism of atmospheric pressure cold plasma jet (APCPJ) assisted micro-milling of bulk metallic glasses (BMGs). Ceram. Int. 2024, 50, 11094–11105. [Google Scholar] [CrossRef]
- Franco, L.A.; Sinatora, A. 3D surface parameters (ISO 25178-2): Actual meaning of Spk and its relationship to Vmp. Precis. Eng. 2015, 40, 106–111. [Google Scholar] [CrossRef]
- Gao, T.; Li, C.H.; Zhang, Y.B.; Yang, M.; Jia, D.Z.; Jin, T.; Hou, Y.L.; Li, R.Z. Dispersing mechanism and tribological performance of vegetable oil-based CNT nanofluids with different surfactants. Tribol. Int. 2019, 131, 51–63. [Google Scholar] [CrossRef]
- Duan, Z.J.; Wang, S.S.; Li, C.H.; Wang, Z.H.; Bian, P.; Song, J.L.; Liu, X. Tribological and micro-milling performance of surfactant-free microwave plasma-modified Al2O3 nanoparticles biodegradable lubricants. J. Clean. Prod. 2025, 493, 144969. [Google Scholar] [CrossRef]
- Sun, X.F.; Yao, P.; Qu, S.S.; Yu, S.M.; Zhang, X.P.; Wang, W.; Huang, C.Z.; Chu, D.K. Material properties and machining characteristics under high strain rate in ultra-precision and ultra-high-speed machining process: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 7011–7042. [Google Scholar] [CrossRef]
- Wu, B.H.; Yan, D.F.; Lin, J.Y.; Song, J.L. Wire Electrochemical Etching of Superhydrophobic Nickel Surfaces with Enhanced Corrosion Protection. Materials 2023, 16, 7472. [Google Scholar] [CrossRef]
- Duan, Z.J.; Wang, S.S.; Shi, S.Y.; Liu, J.Y.; Li, Y.H.; Wang, Z.H.; Li, C.H.; Zhou, Y.Y.; Song, J.L.; Liu, X. Surface quality evaluation of cold plasma and NMQL multi-field coupling eco-friendly micro-milling 7075-T6 aluminum alloy. Adv. Manuf. 2025, 13, 69–87. [Google Scholar] [CrossRef]
- Duan, Z.J.; Wang, S.S.; Wang, Z.H.; Li, C.H.; Li, Y.H.; Song, J.L.; Liu, J.Y.; Liu, X. Tool wear mechanisms in cold plasma and nano-lubricant multi-energy field coupled micro-milling of Al-Li alloy. Tribol. Int. 2024, 192, 109337. [Google Scholar] [CrossRef]
- Duan, Z.J.; Wang, S.S.; Li, C.H.; Wang, Z.H.; Bian, P.; Song, J.L.; Liu, X. Performance evaluation of cold plasma and h-BN nano-lubricant multi-field coupling assisted micro-milling of aluminum alloy 6061-T651. Alex. Eng. J. 2024, 109, 610–625. [Google Scholar] [CrossRef]
- Duan, Z.J.; Wang, S.S.; Li, C.H.; Wang, Z.H.; Bian, P.; Sun, J.; Song, J.L.; Liu, X. Cold plasma and different nano-lubricants multi-energy field coupling-assisted micro-milling of Al-Li alloy 2195-T8 and flow rate optimization. J. Manuf. Process. 2024, 127, 218–237. [Google Scholar] [CrossRef]
- Dang, C.; Wang, X.; Li, H.; Yin, L.; Song, M. Study on droplet wettability of low surface tension working medium based on special-shaped microstructure surface. Colloids Surf. C Environ. Asp. 2023, 1, 100001. [Google Scholar] [CrossRef]
- Wang, X.P.; Zhang, L.W.; Bai, X.B.; Mo, X.B.; Zhang, X.S. Infrared Spectral Characterization of Ultraviolet Ozone Treatment on Substrate Surface for Flexible Electronics. Spectrosc. Spect. Anal. 2022, 42, 1867–1873. [Google Scholar] [CrossRef]
- Xu, Q.H.; Wang, J.L.; Wang, Y.Q.; Gao, H. Exploring the anisotropic damage behaviour during the scratching process of SiCf/SiC composites. Compos. Part. A-Appl. S 2025, 190, 108717. [Google Scholar] [CrossRef]
- Yang, C.Z.; Hou, X.; Li, Z.W.; Li, X.H.; Yu, L.G.; Zhang, Z.J. Preparation of surface-modified lanthanum fluoride-graphene oxide nanohybrids and evaluation of their tribological properties as lubricant additive in liquid paraffin. Appl. Surf. Sci. 2016, 388, 497–502. [Google Scholar] [CrossRef]
- Song, H.J.; Li, N. Frictional behavior of oxide graphene nanosheets as water-base lubricant additive. Appl. Phys. A-Mater. 2011, 105, 827–832. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Hegab, H.; Gong, L.; Mia, M.; Gupta, M.K.; He, N. Effects of hybrid Al2O3-CNT nanofluids and cryogenic cooling on machining of Ti–6Al–4V. Int. J. Adv. Manuf. Technol. 2019, 102, 3895–3909. [Google Scholar] [CrossRef]
- Sayuti, M.; Sarhan, A.A.D.; Salem, F. Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J. Clean. Prod. 2014, 67, 265–276. [Google Scholar] [CrossRef]
- Zareh-Desari, B.; Davoodi, B. Assessing the lubrication performance of vegetable oil-based nano-lubricants for environmentally conscious metal forming processes. J. Clean. Prod. 2016, 135, 1198–1209. [Google Scholar] [CrossRef]
- Qu, S.S.; Gong, Y.D.; Yang, Y.Y.; Sun, Y.; Wen, X.L.; Qi, Y. Investigating Minimum Quantity Lubrication in Unidirectional Cf/SiC composite grinding. Ceram. Int. 2020, 46, 3582–3591. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Kore, S.S.; Hujare, P. A review on nanofluids in minimum quantity lubrication machining. J. Manuf. Process. 2021, 68, 56–70. [Google Scholar] [CrossRef]
- Qu, S.S.; Wei, C.X.; Yang, Y.Y.; Yao, P.; Chu, D.K.; Gong, Y.D.; Zhao, D.; Zhang, X.P. Grinding mechanism and surface quality evaluation strategy of single crystal 4H-SiC. Tribol. Int. 2024, 194, 109515. [Google Scholar] [CrossRef]
- Jin, J.; Mao, J.; Wang, R.; Cui, M. Experimental Study on Ultrasonic Vibration-Assisted Grinding of SiCp/Al Composites Grinding. Micromachines 2025, 16, 302. [Google Scholar] [CrossRef]
- Li, H.B.; Chen, T.; Bie, W.B.; Chen, F.; Suo, Y.H.; Duan, Z.Y. Multi-Step Two-Dimensional Ultrasonic-Assisted Grinding of Silicon Carbide: An Experimental Study on Surface Topography and Roughness. Micromachines 2024, 15, 915. [Google Scholar] [CrossRef] [PubMed]
- Lee, B.H.; Keum, Y.T.; Wagoner, R.H. Modeling of the friction caused by lubrication and surface roughness in sheet metal forming. J. Mater. Process. Technol. 2002, 130, 60–63. [Google Scholar] [CrossRef]
- Yang, M.; Kong, M.; Li, C.H.; Long, Y.Z.; Zhang, Y.B.; Sharma, S.; Li, R.Z.; Gao, T.; Liu, M.Z.; Cui, X.; et al. Temperature field model in surface grinding: A comparative assessment. Int. J. Extrem. Manuf. 2023, 5, 042011. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Mo | Cr | Fe | W | Co | Mn | V | Other |
|---|---|---|---|---|---|---|---|---|---|
| Component (%) | 58.06% | 15.38% | 15.10 | 5.69% | 3.45% | 1.22% | 0.68% | 0.14% | 0.28% |
| Properties | Value | Unit |
|---|---|---|
| Density | 8.89 | g/cm3 |
| Elastic modulus | 205 | GPa |
| Poisson’s ratio | 0.31 | / |
| Tensile strength (ultimate) | 785 | MPa |
| Yield strength (0.2% offset) | 365 | MPa |
| Elongation | 59 | % |
| Hardness | 87 | HRB |
| Specific heat | 427 | J/kg°C |
| Thermal conductivity | 10.5 | W/m°C |
| Melting range | 1323–1371 | °C |
| Scratch Speed | Scratch Length | Force Loading Rate | Maximum Force | Time |
|---|---|---|---|---|
| 10 μm/s | 1000 μm | 10 mN/s | 1000 mN | 100 s |
| Spindle Speed (r/min) | Cutting Speed (m/s) | Feed Speed(μm/s) | Micro-Grinding Depth (μm) | Micro-Grinding Width (mm) | Conditions |
|---|---|---|---|---|---|
| 30,000 | 1.3 | 100 | 10 20 | 1 | Dry CP NMQL CPNMQL |
| Parameter | Value |
|---|---|
| Nozzle distance of NMQL (mm) | 15 |
| Flow rate of NMQL (mL/h) | 8 |
| Air pressure of NMQL (MPa) | 0.5 |
| N2 flow of CP (mL/min) | 12 |
| Power frequency of CP (kHz) | 59.6 |
| Discharge voltage of CP (kV) | 1.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bian, P.; Duan, Z.; Jia, Y.; Wang, Z.; Wang, S.; Tan, J.; Zhou, Y.; Song, J.; Liu, X. Evaluation of Surface Integrity of Multi-Energy Field Coupling-Assisted Micro-Grinding Hastelloy Alloy. Micromachines 2025, 16, 565. https://doi.org/10.3390/mi16050565
Bian P, Duan Z, Jia Y, Wang Z, Wang S, Tan J, Zhou Y, Song J, Liu X. Evaluation of Surface Integrity of Multi-Energy Field Coupling-Assisted Micro-Grinding Hastelloy Alloy. Micromachines. 2025; 16(5):565. https://doi.org/10.3390/mi16050565
Chicago/Turabian StyleBian, Peng, Zhenjing Duan, Yishuai Jia, Ziheng Wang, Shuaishuai Wang, Ji Tan, Yuyang Zhou, Jinlong Song, and Xin Liu. 2025. "Evaluation of Surface Integrity of Multi-Energy Field Coupling-Assisted Micro-Grinding Hastelloy Alloy" Micromachines 16, no. 5: 565. https://doi.org/10.3390/mi16050565
APA StyleBian, P., Duan, Z., Jia, Y., Wang, Z., Wang, S., Tan, J., Zhou, Y., Song, J., & Liu, X. (2025). Evaluation of Surface Integrity of Multi-Energy Field Coupling-Assisted Micro-Grinding Hastelloy Alloy. Micromachines, 16(5), 565. https://doi.org/10.3390/mi16050565