
An Elementary Approximation of Dwell Time Algorithm for Ultra-Precision Computer-Controlled Optical Surfacing


Abstract
:1. Introduction
2. Dwell Time Algorithm Model
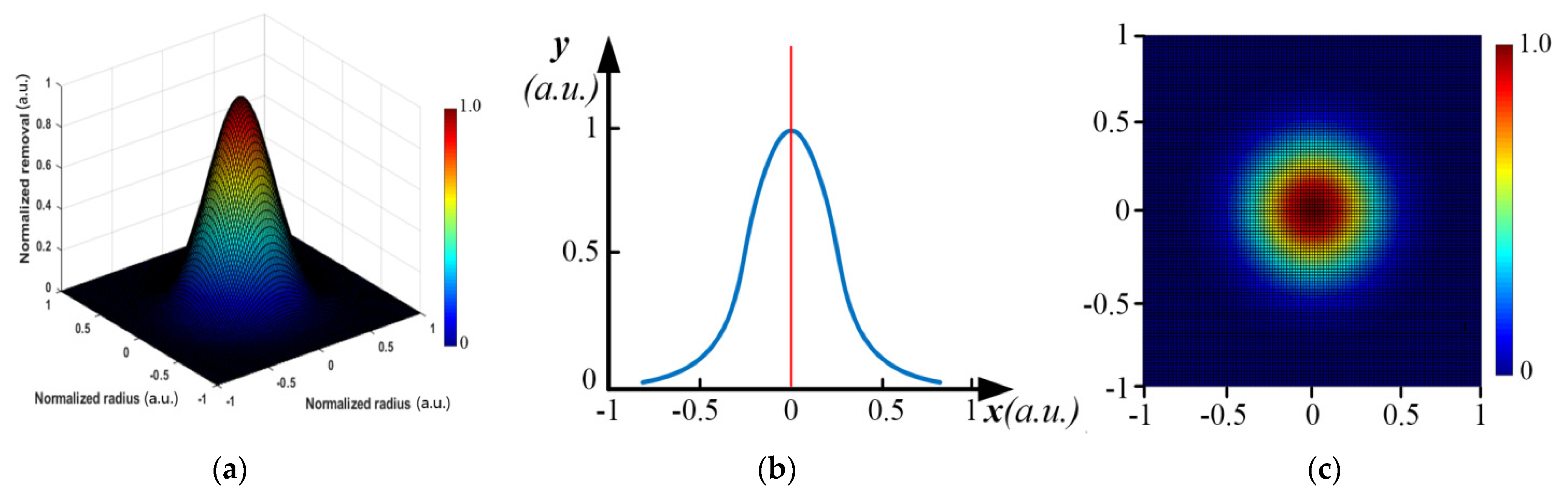
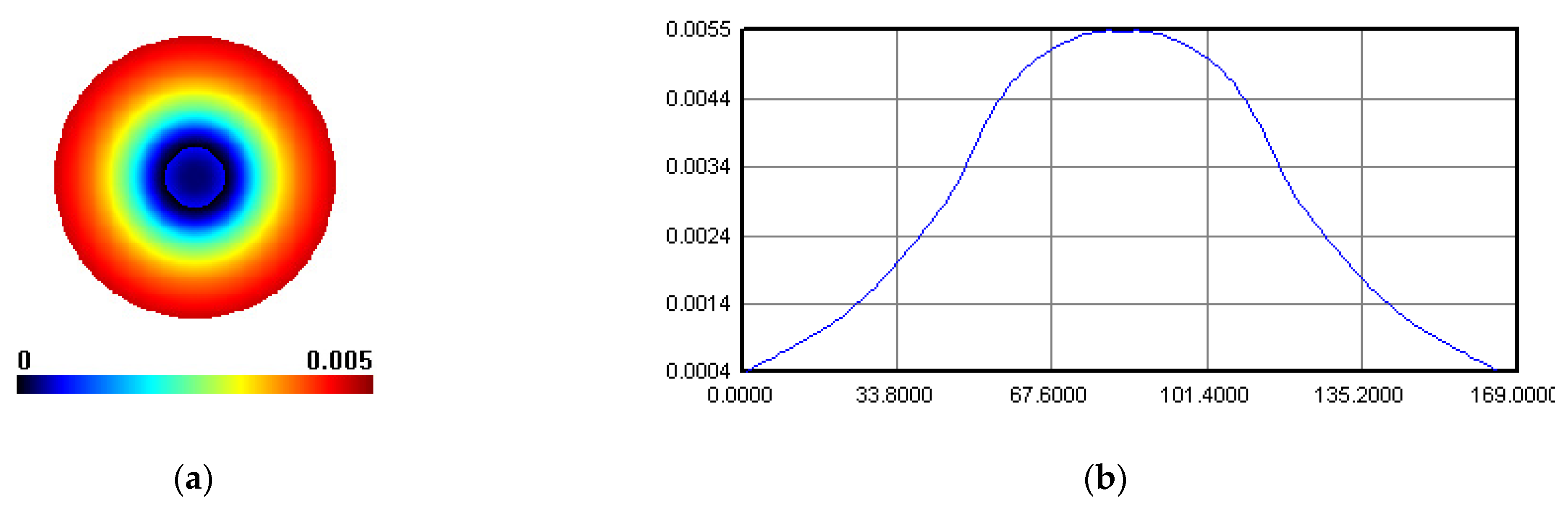
2.1. Approximation Treatment of Removal Function
2.2. Dwell Time Algorithm Model
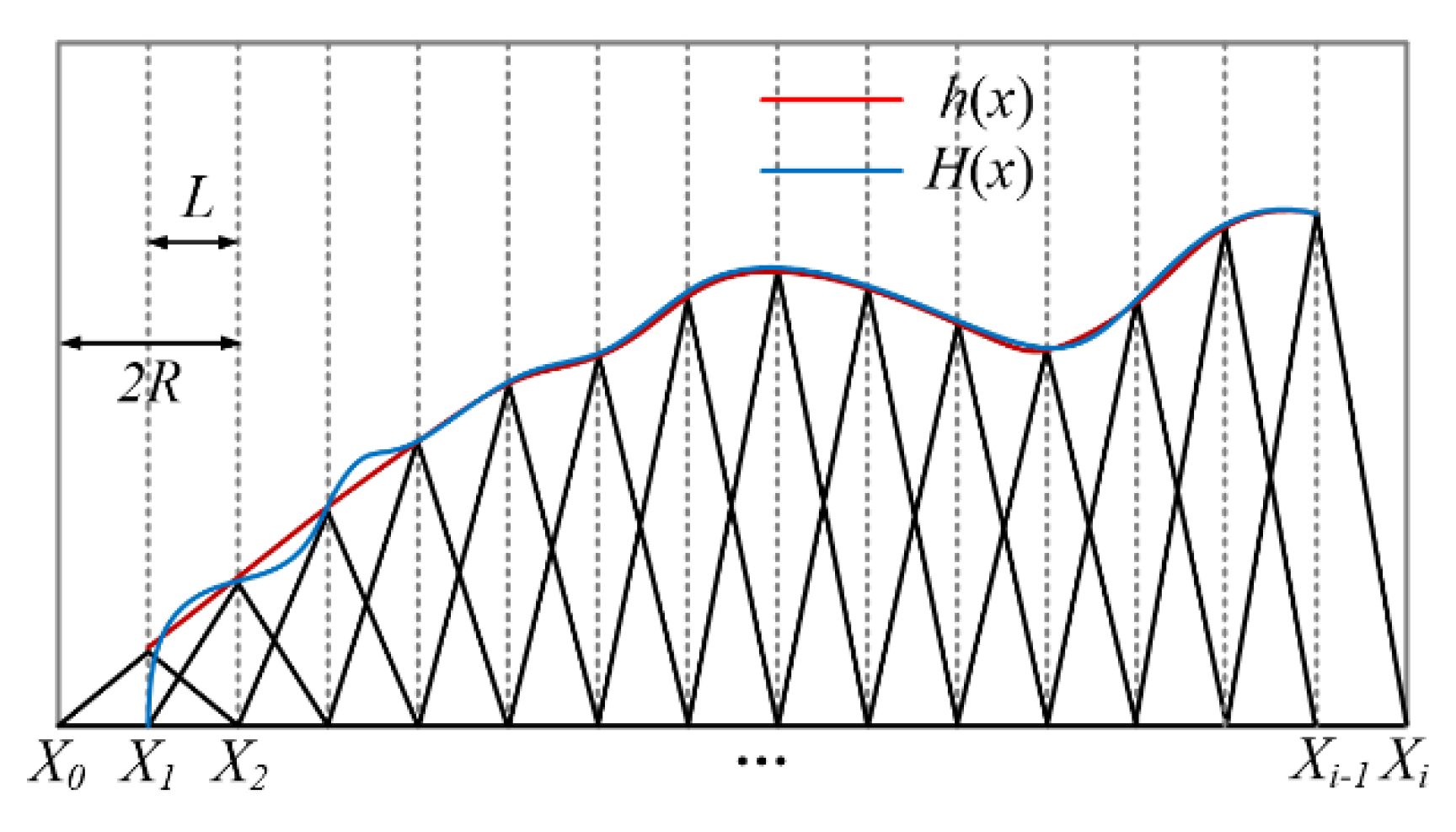
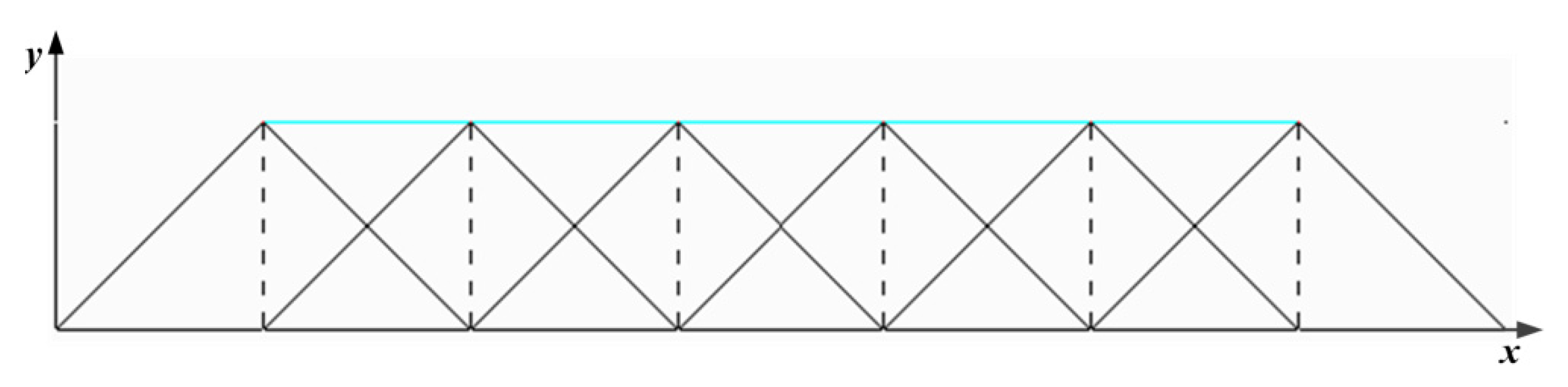
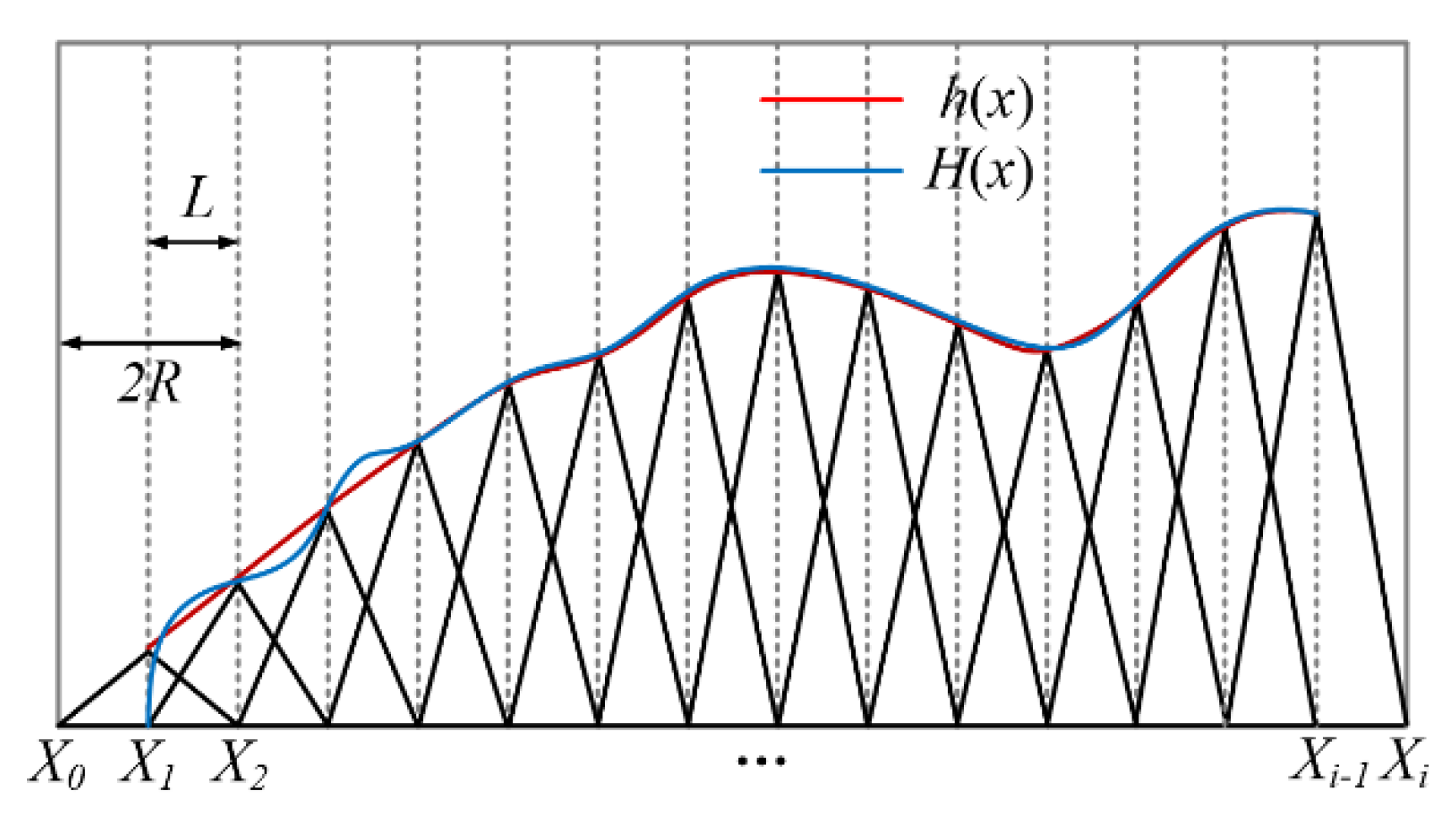
2.2.1. One-Dimensional Analysis
- It is acceptable to use an isosceles triangle as an approximate expression of the removal function in engineering;
- The discretization distance of the nodes should not be more than half of the width of the removal function; otherwise, the deconvolution calculation will lose the ability to approximate;
- When the node spacing is doubled, the time weight of each node is reduced by half, so the total time remains basically unchanged. The dwell time of the subdivided nodes is not the interpolation between the original discrete nodes, but the redistribution of the dwell time. The physical meaning is that the total removal amount is constant, and the removal function is constant, so the total time is basically conserved;
- The approximation residual of approximate solution is the same as that of definite integral trapezoid method, which is a second-order small quantity.
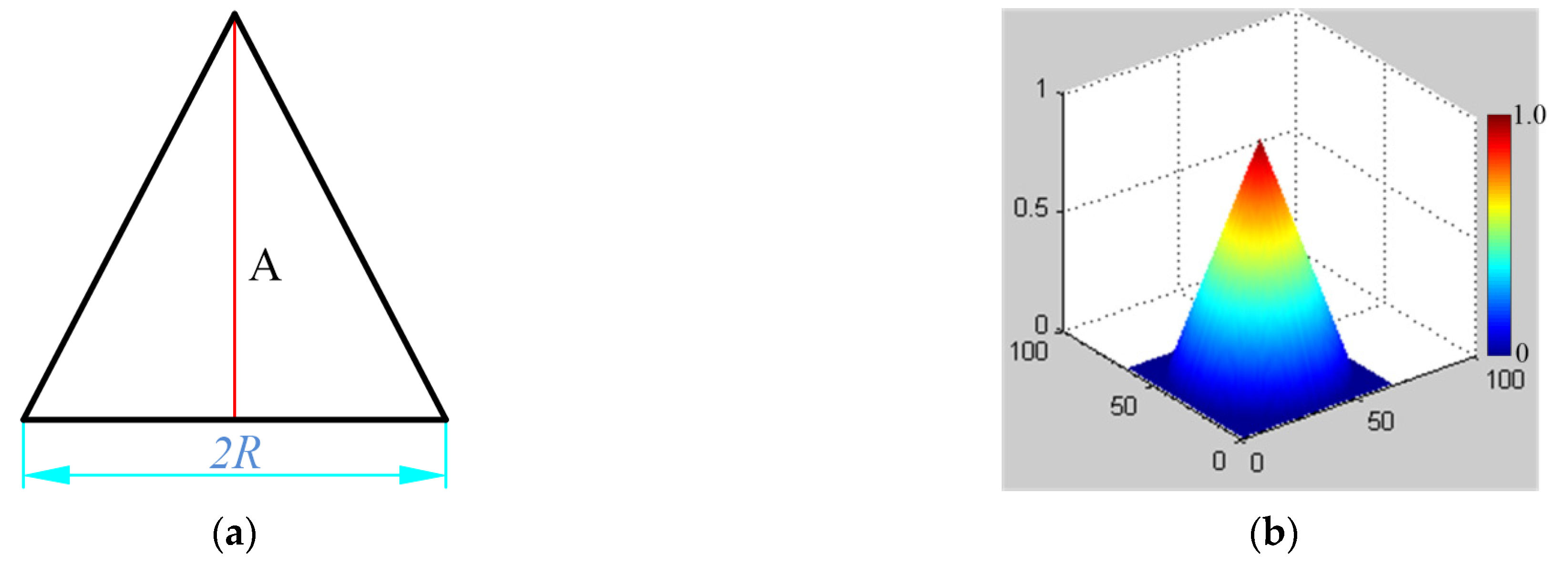
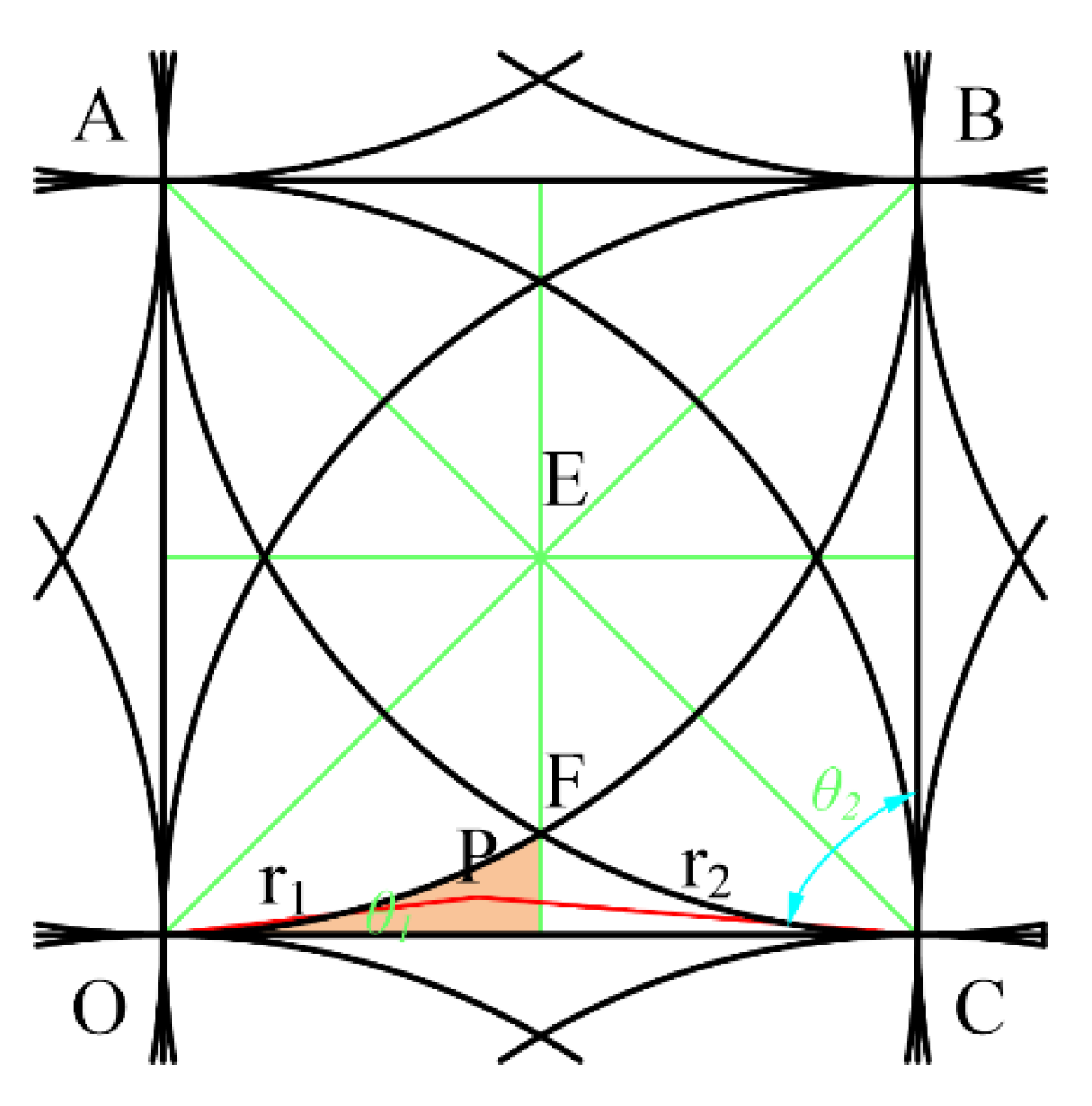
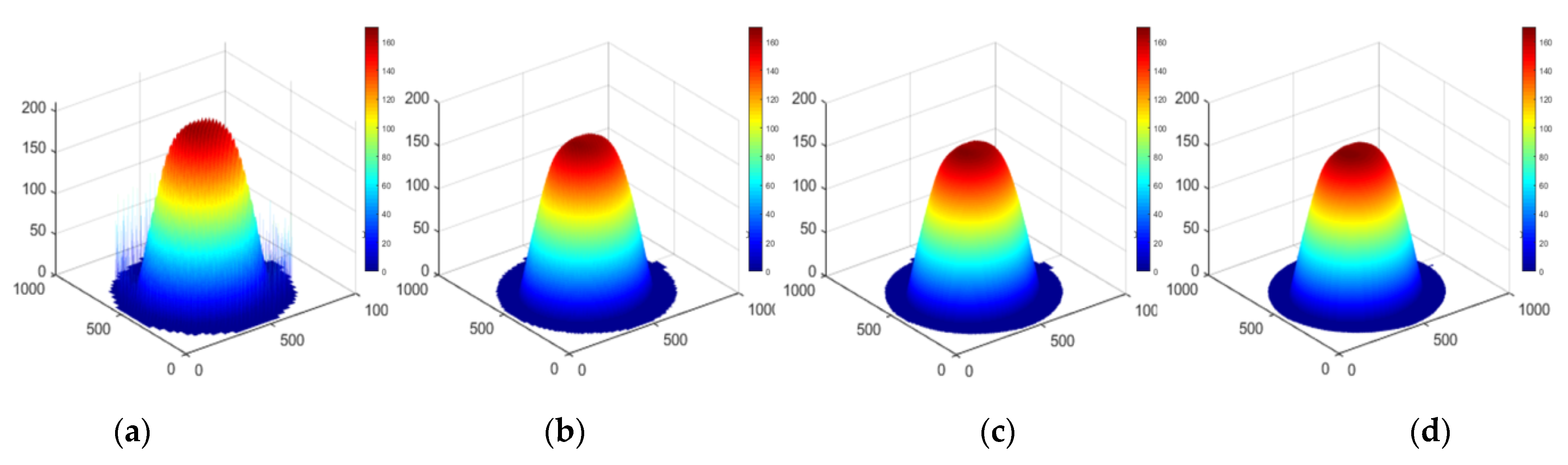
2.2.2. Two-Dimensional Analysis
- (1)
- It is acceptable to use cone as an approximate expression of the removal function in engineering.
- (2)
- The distance of node discretization should not be larger than the radius of the removal function support domain; otherwise, the deconvolution calculation based on this method will lose the ability to approximate.
- (3)
- When the node spacing is doubled, the time weight of each node is reduced by half, so the total time remains basically unchanged.
- (4)
- The approximation residual of the elementary geometric approximation method for two-dimensional deconvolution is completely acceptable compared with the actual polishing convergence rate.
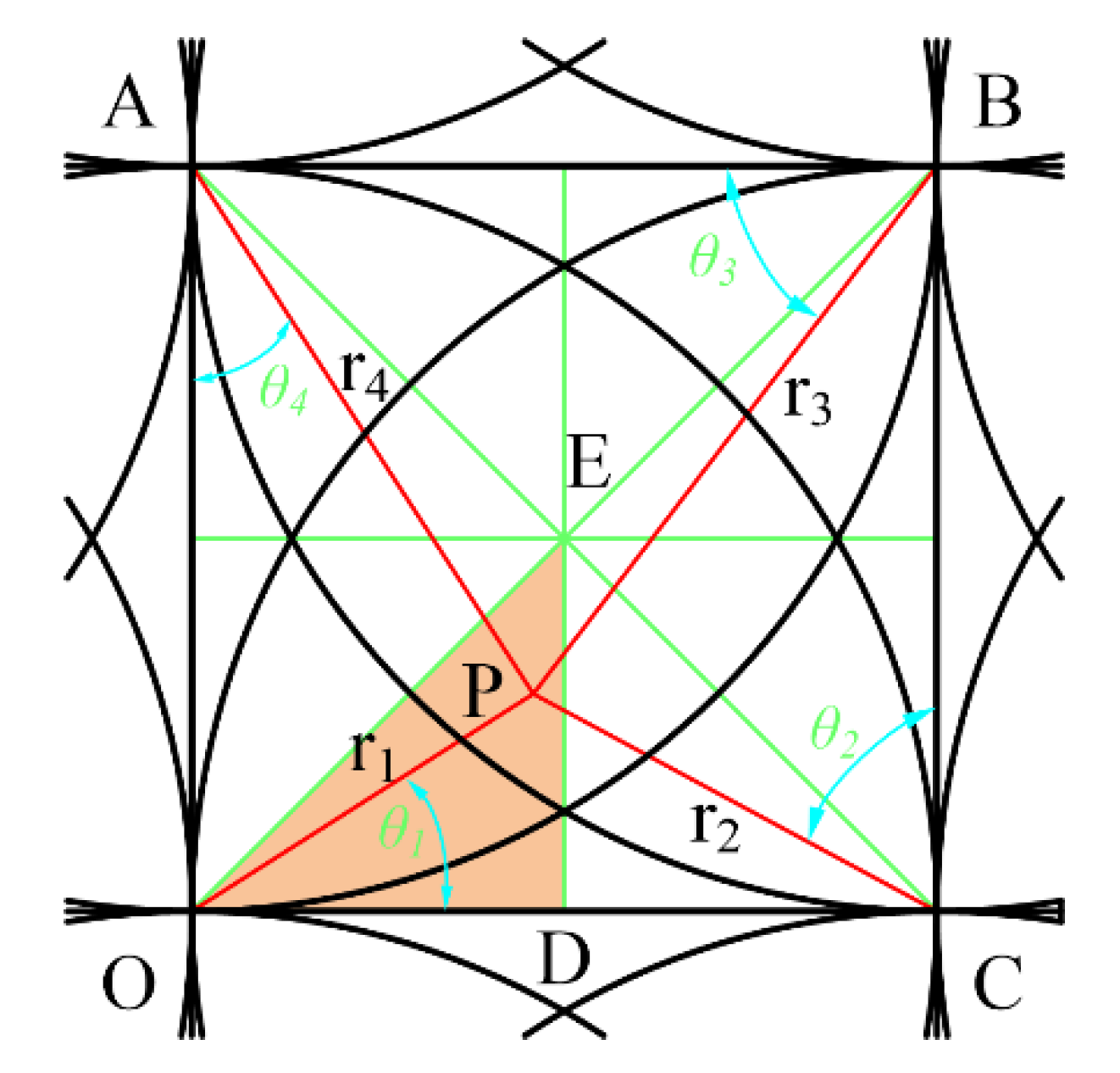
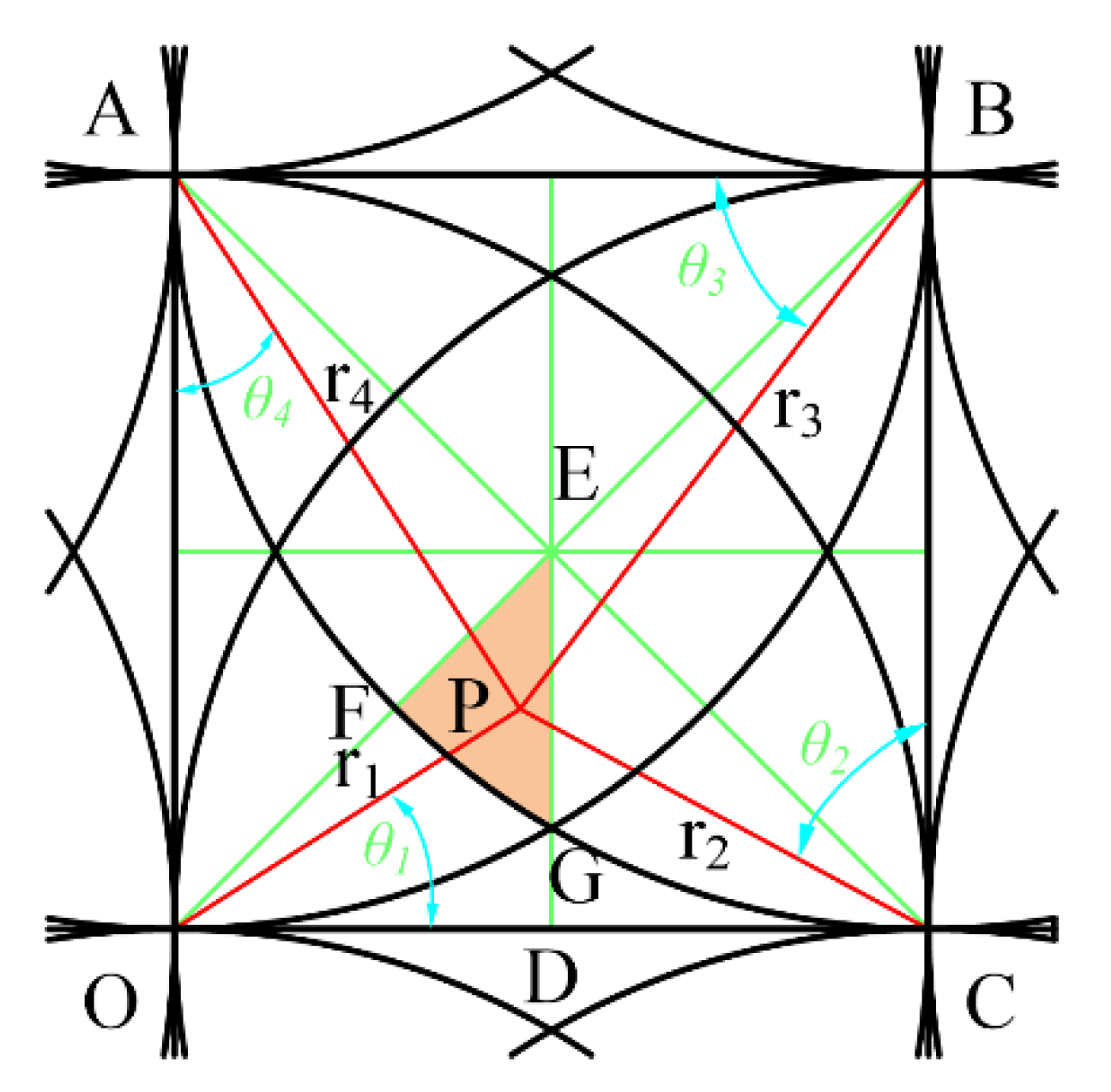
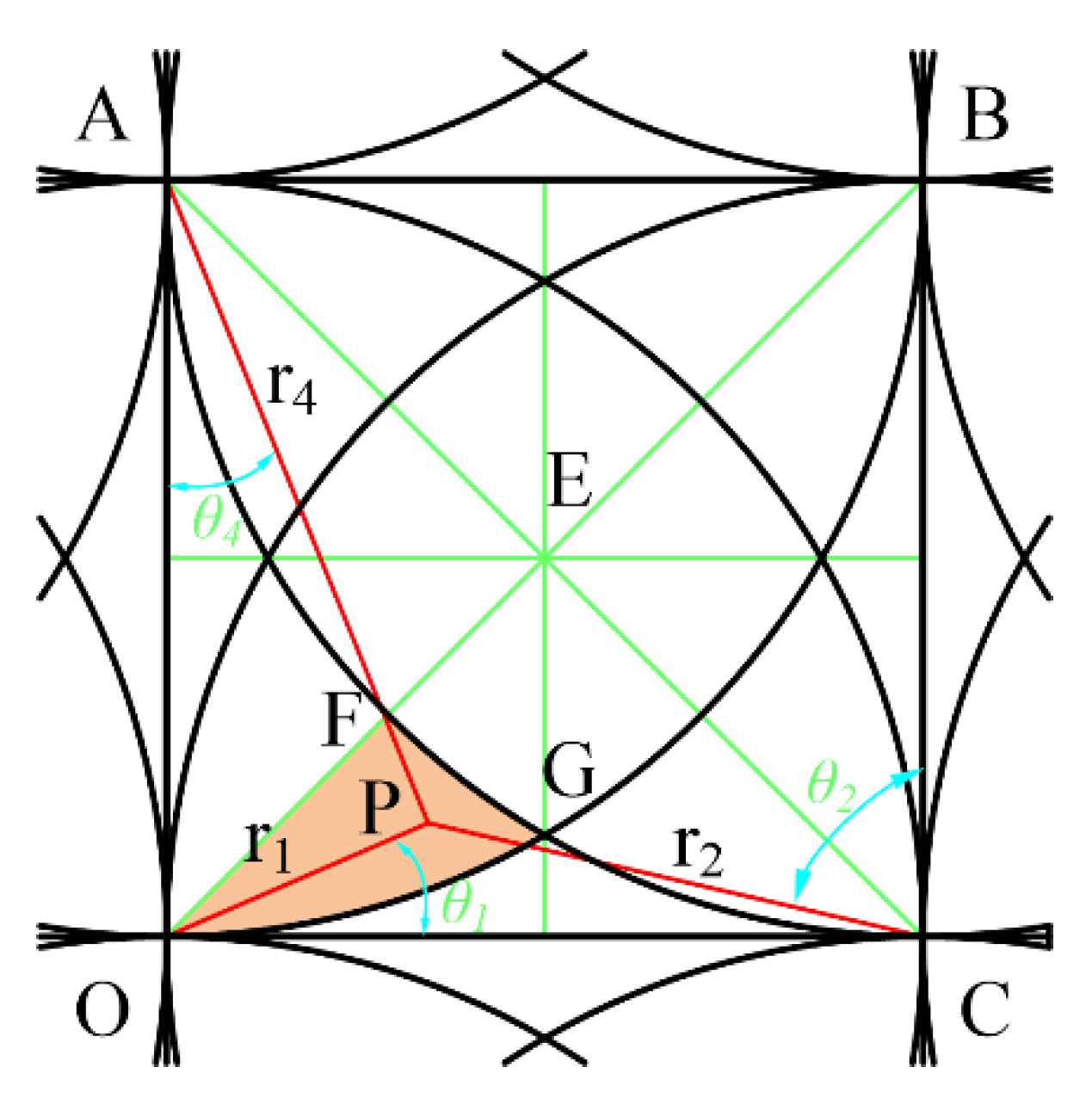
2.3. Dwell Time Algorithm Analysis
2.3.1. Split Line Value Analysis
2.3.2. Area M1 Value Analysis
2.3.3. Area M2 Value Analysis
2.3.4. Area M3 Value Analysis
2.3.5. Numerical analysis
3. Simulations
4. Results and Discussion
4.1. Experiment Setup and the Parameters
4.2. Results and Discussion
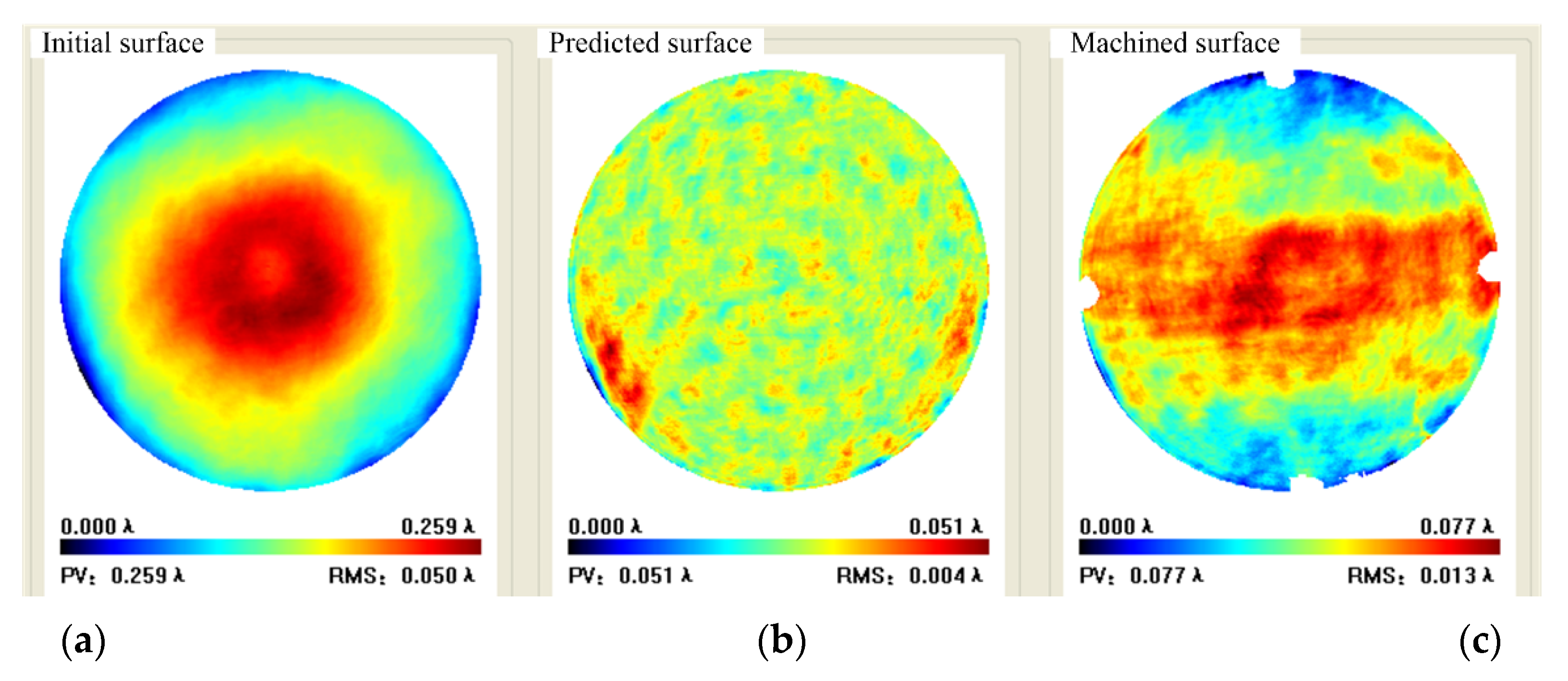
4.2.1. Experiment Case 1
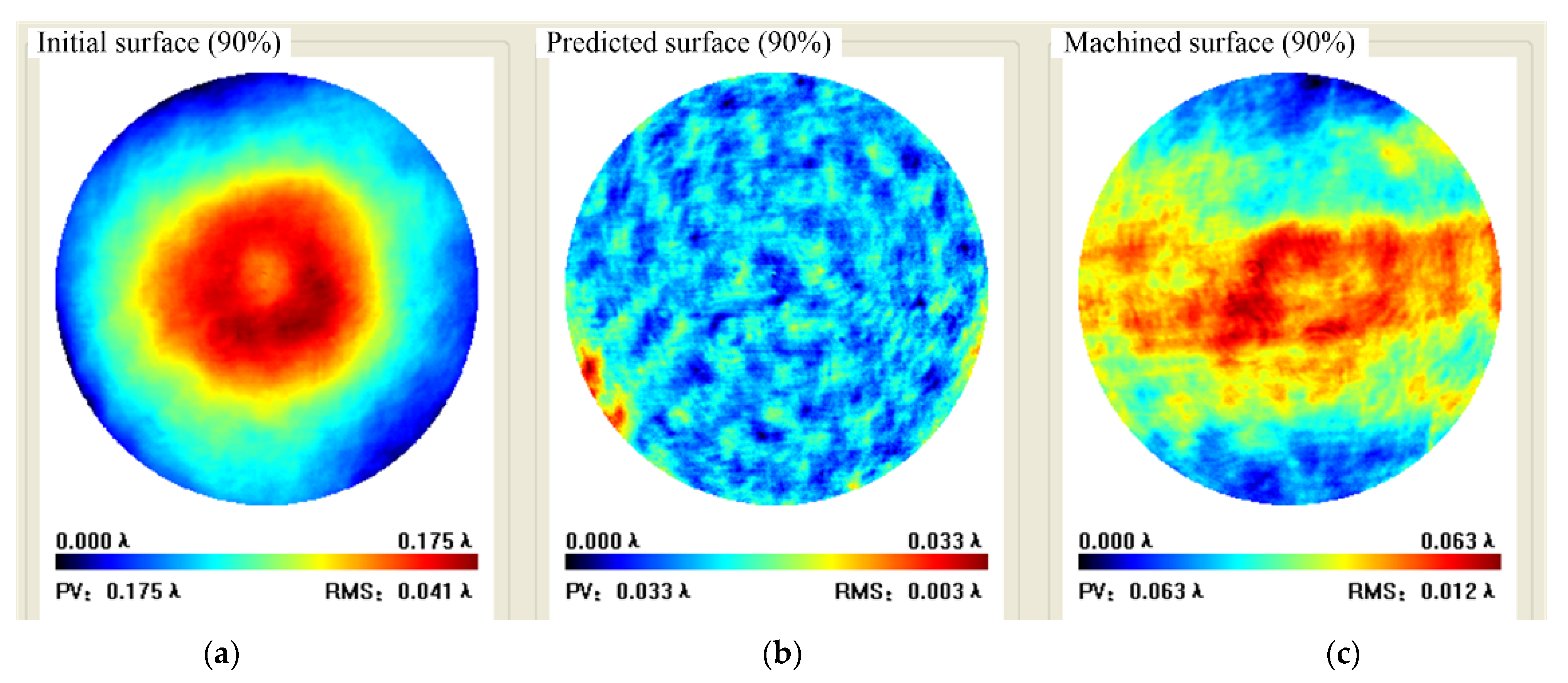
4.2.2. Experiment Case 2
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| R(x, y) | Removal function |
| D(x, y) | Dwell time function |
| H (Xi, Yj) | Target removal amount |
| A | Peak value of the removal function center |
| fabs | Function of taking absolute value |
| t(xi, yi) | Dwell time at the i th path node |
| h(xk, yk) | Desired amount of removed material at the k th figure-control node |
| Nt | Total number of the path nodes |
| Nh | Total number of the figure-control nodes |
| r(xk-xi, yk-yi) | Amount of removed material at the k th figure-control node |
| L | Discretization distance of nodes |
| CCOS | Computer controlled optical surfacing |
| MRF | Magnetorheological finishing |
| IBF | Ion beam figuring |
| BP | Bonnet polishing |
References
- Zhao, Q.Z.; Zhang, L.; Han, Y.J.; Fan, C. Polishing path generation for physical uniform coverage of the aspheric surface based on the Archimedes spiral in bonnet polishing. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 233, 2251–2263. [Google Scholar] [CrossRef]
- Zhao, Q.Z.; Zhang, L.; Fan, C. Six-directional pseudorandom consecutive unicursal polishing path for suppressing mid-spatial frequency error and realizing consecutive uniform coverage. Appl. Opt. 2019, 58, 8529–8541. [Google Scholar] [CrossRef] [PubMed]
- Aspden, R.; Mcdonough, R.; Nitchie, F.R. Computer assisted optical surfacing. Appl. Opt. 1972, 11, 2739–2747. [Google Scholar] [CrossRef] [PubMed]
- Jones, R.A. Optimization of computer controlled polishing. Appl. Opt. 1977, 16, 218–224. [Google Scholar] [CrossRef] [PubMed]
- Carnal, C.L.; Egert, C.M.; Hylton, K.W. Advanced matrix-based algorithm for ion-beam milling of optical components. In Proceedings of the Current Developments in Optical Design and Optical Engineering II, SPIE, San Diego, CA, USA, 20–21 July 1992; Volume 1752, pp. 54–62. [Google Scholar]
- Drueding, T.W.; Fawcett, S.C.; Wilson, S.R.; Bifano, T.G. Ion beam figuring of small optical components. Opt. Eng. 1995, 34, 3565. [Google Scholar]
- Waluschka, E. Cylindrical optic figuring dwell time optimization. In Proceedings of the International Symposium on Optical Science and Technology, SPIE, San Diego, CA, USA, 30–31 July 2000; Volume 4138, pp. 25–32. [Google Scholar]
- Shanbhag, P.M.; Feinberg, M.R.; Sandri, G.; Horenstein, M.N.; Bifana, T.G. Ion-beam machining of millimeter scale optics. Appl. Opt. 2000, 39, 599–611. [Google Scholar] [CrossRef] [PubMed]
- Zheng, L.G.; Zhang, X.J. A novel resistance iterative algorithm for CCOS. In Proceedings of the SPIE—The International Society for Optical Engineering, San Diego, CA, USA, 14 August 2006; Volume 6288, p. 62880N-1-9. [Google Scholar]
- Zhou, L.; Dai, Y.F.; Xie, X.H.; Jiao, C.J.; Li, S.Y. Model and method to determine dwell time in ion beam figuring. Nanotechnol. Precis. Eng. 2007, 5, 107–112. [Google Scholar]
- Wu, J.F.; Lu, Z.W.; Zhang, H.X.; Wang, T.S. Dwell time algorithm in ion beam figuring. Appl. Opt. 2009, 48, 3930–3937. [Google Scholar] [CrossRef] [PubMed]
- Jiao, C.J.; Li, S.Y.; Xie, X. Algorithm for ion beam figuring of low-gradient mirrors. Appl. Opt. 2009, 48, 4090–4096. [Google Scholar] [CrossRef] [PubMed]
- Bo, J.; Zhen, M. Dwell time method based on richardson-lucy algorithm. In Proceedings of the Space Optics and Earth Imaging and Space Navigation, SPIE, Beijing, China, 4–6 June 2017; Volume 10463. [Google Scholar]
- Guo, J. Corrective finishing of a micro-aspheric mold made of tungsten carbide to 50 nm accuracy. Appl. Opt. 2015, 54, 5764–5770. [Google Scholar] [CrossRef] [PubMed]
- Pan, R.; Zhang, Y.J.; Ding, J.B.; Cao, C.; Wang, Z.Z.; Jiang, T.; Peng, Y.F. Rationality optimization of tool path spacing based on dwell time calculation algorithm. Int. J. Adv. Manuf. Technol. 2016, 84, 2055–2065. [Google Scholar] [CrossRef]
- Li, L.X.; Xue, D.L.; Deng, W.J.; Wang, X.; Bai, Y.; Zhang, F.; Zhang, X.J. Positive dwell time algorithm with minimum equal extra material removal in deterministic optical surfacing technology. Appl. Opt. 2017, 56, 9098–9104. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Zhou, L. Solution algorithm of dwell time in slope-based figuring model. In Proceedings of the AOPC 2017: Optoelectronics and Micro/Nano-Optics, SPIE, Beijing, China, 4–6 June 2017; Volume 10460. [Google Scholar]
- Wang, Q.H.; Liang, Y.J.; Xu, C.Y.; Li, J.R.; Zhou, X.F. Generation of material removal map for freeform surface polishing with tilted polishing disk. Int. J. Adv. Manuf. Technol. 2019, 102, 4213–4226. [Google Scholar] [CrossRef]
- Wan, S.L.; Zhang, X.C.; Wang, W.; Xu, M. Effect of pad wear on tool influence function in robotic polishing of large optics. Int. J. Adv. Manuf. Technol. 2019, 102, 2521–2530. [Google Scholar] [CrossRef]
- Cao, Z.C.; Cheung, C.F.; Ho, L.T.; Liu, M.Y. Theoretical and experimental investigation of surface generation in swing process bonnet polishing of complex three-dimensional structured surfaces. Precis. Eng. 2017, 50, 361–371. [Google Scholar] [CrossRef]
- Li, L.X.; Zheng, W.J.; Deng, L.G.; Wang, X.; Wang, X.K.; Zhang, B.Z.; Bai, Y.; Hu, H.X.; Zhang, X.J. Optimized dwell time algorithm in magnetorheological finishing. Int. J. Adv. Manuf. Technol. 2015, 81, 833–841. [Google Scholar] [CrossRef]
- Han, Y.J.; Zhu, W.L.; Zhang, L.; Beaucamp, A. Region adaptive scheduling for time-dependent processes with optimal use of machine dynamics. Int. J. Mach. Tools Manuf. 2020, 156, 103589. [Google Scholar] [CrossRef]
- Han, Y.J.; Duan, F.; Zhu, W.L.; Zhang, L.; Beaucamp, A. Analytical and stochastic modeling of surface topography in time-dependent sub-aperture processing. Int. J. Mech. Sci. 2020, 175, 105575. [Google Scholar] [CrossRef]
- Zheng, W.M.; Cao, T.N.; Zhang, X.Z. Applications of a novel general removal function model in the CCOS. Proc. Soc. Photo Opt. Instrum. Eng. 2000, 4231, 51–58. [Google Scholar]
- Ghigo, M.; Canestrari, R.; Spigal, D.; Novi, A. Correction of high spatial frequency errors on optical surfaces by means of ion beam figuring. Proc. Soc. Photo Opt. Instrum. Eng. Conf. Ser. 2007, 6671, 667114. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Ion beam voltage | 800 V |
| Ion beam current | 60 mA |
| Ion beam Angle | 0° |
| Processing distance | 150 mm |
| Grating spacing | 2 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, Y.; Kang, R.; Ji, F. An Elementary Approximation of Dwell Time Algorithm for Ultra-Precision Computer-Controlled Optical Surfacing. Micromachines 2021, 12, 471. https://doi.org/10.3390/mi12050471
Wang Y, Zhang Y, Kang R, Ji F. An Elementary Approximation of Dwell Time Algorithm for Ultra-Precision Computer-Controlled Optical Surfacing. Micromachines. 2021; 12(5):471. https://doi.org/10.3390/mi12050471
Chicago/Turabian StyleWang, Yajun, Yunfei Zhang, Renke Kang, and Fang Ji. 2021. "An Elementary Approximation of Dwell Time Algorithm for Ultra-Precision Computer-Controlled Optical Surfacing" Micromachines 12, no. 5: 471. https://doi.org/10.3390/mi12050471
APA StyleWang, Y., Zhang, Y., Kang, R., & Ji, F. (2021). An Elementary Approximation of Dwell Time Algorithm for Ultra-Precision Computer-Controlled Optical Surfacing. Micromachines, 12(5), 471. https://doi.org/10.3390/mi12050471