
Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite

 , ,
, ,
Abstract
1. Introduction
2. Experimentation
3. Results and Discussion
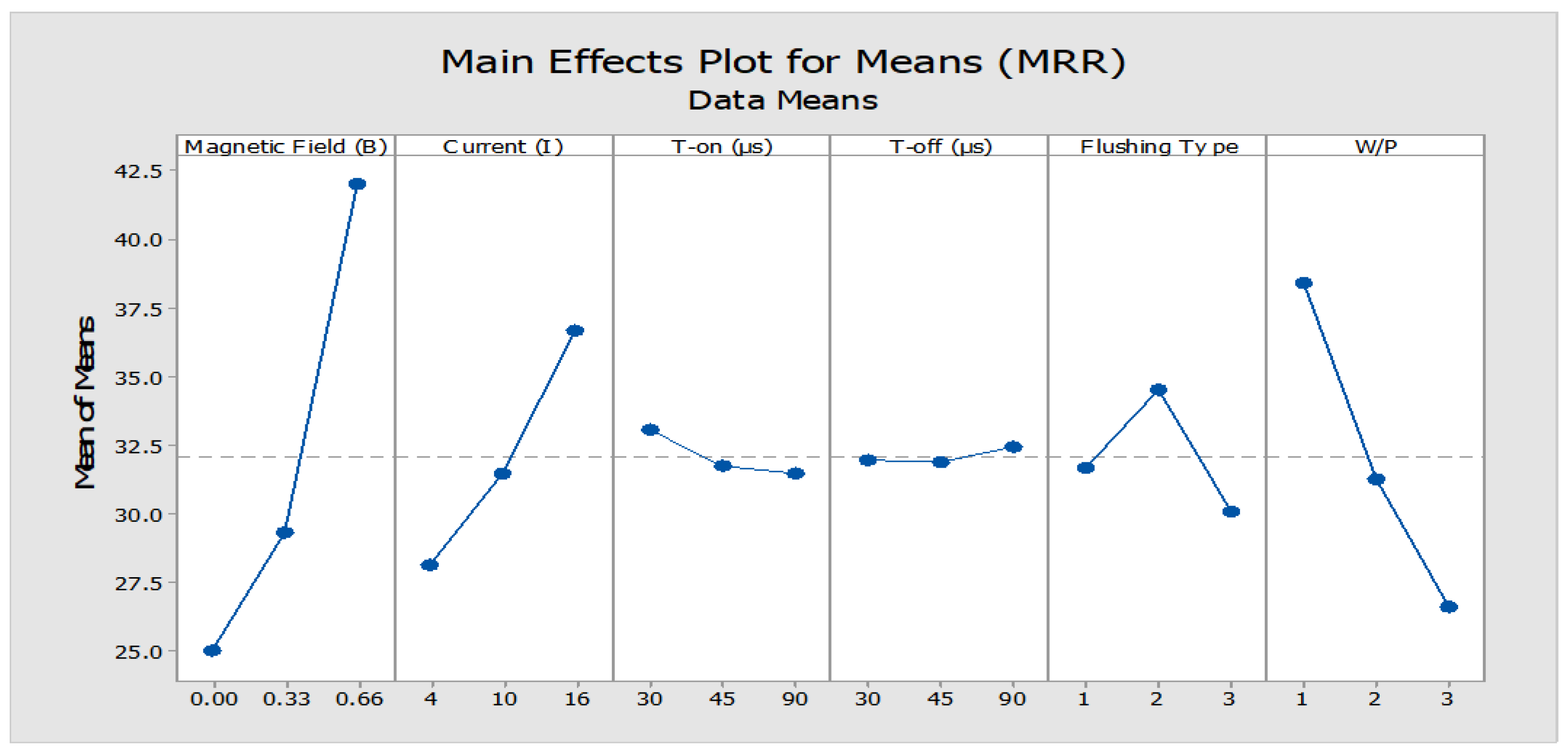
3.1. Influence on the Material Removal Rate (MRR)
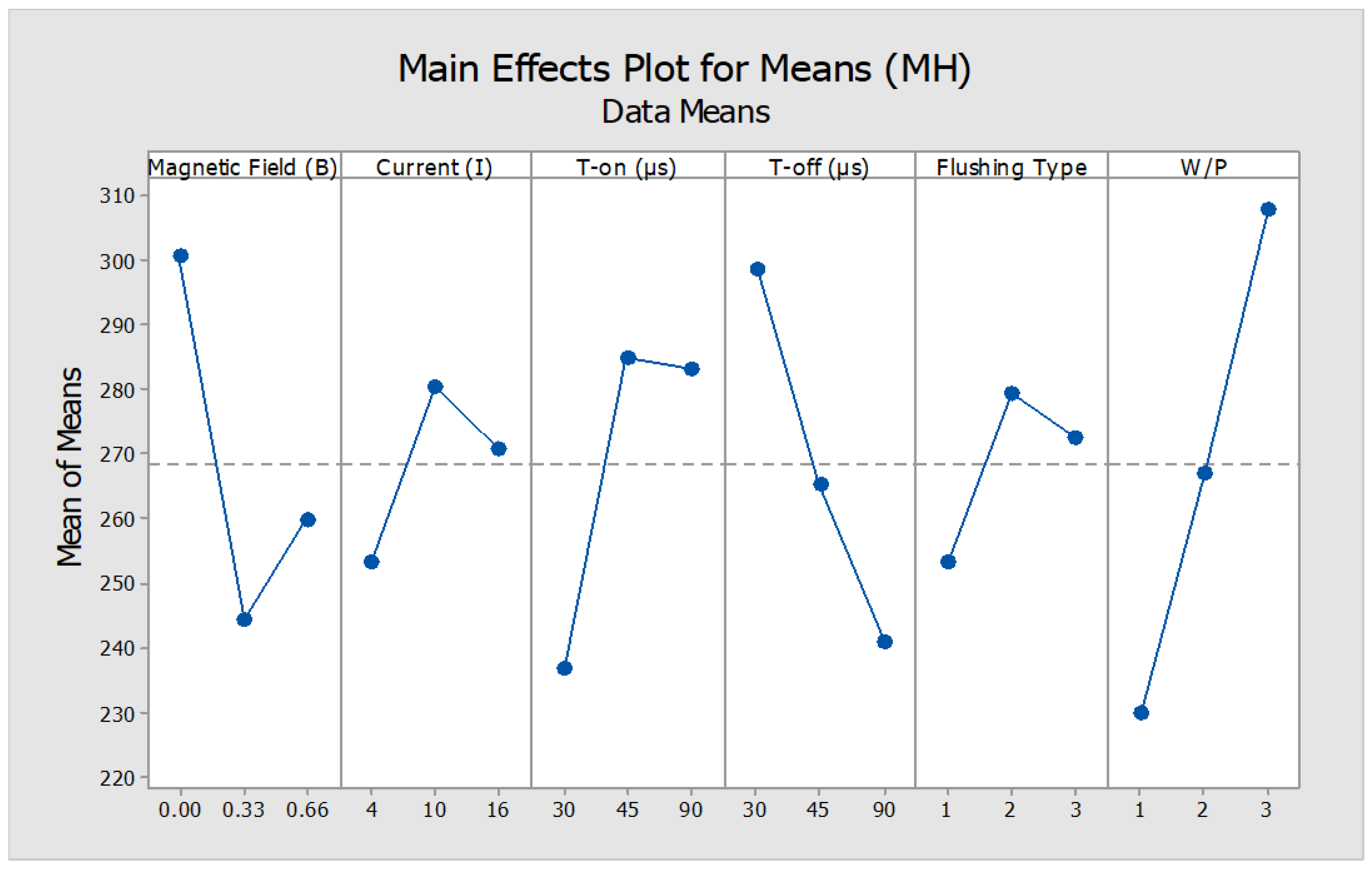
3.2. Influence on the Micro-Hardness (MH)
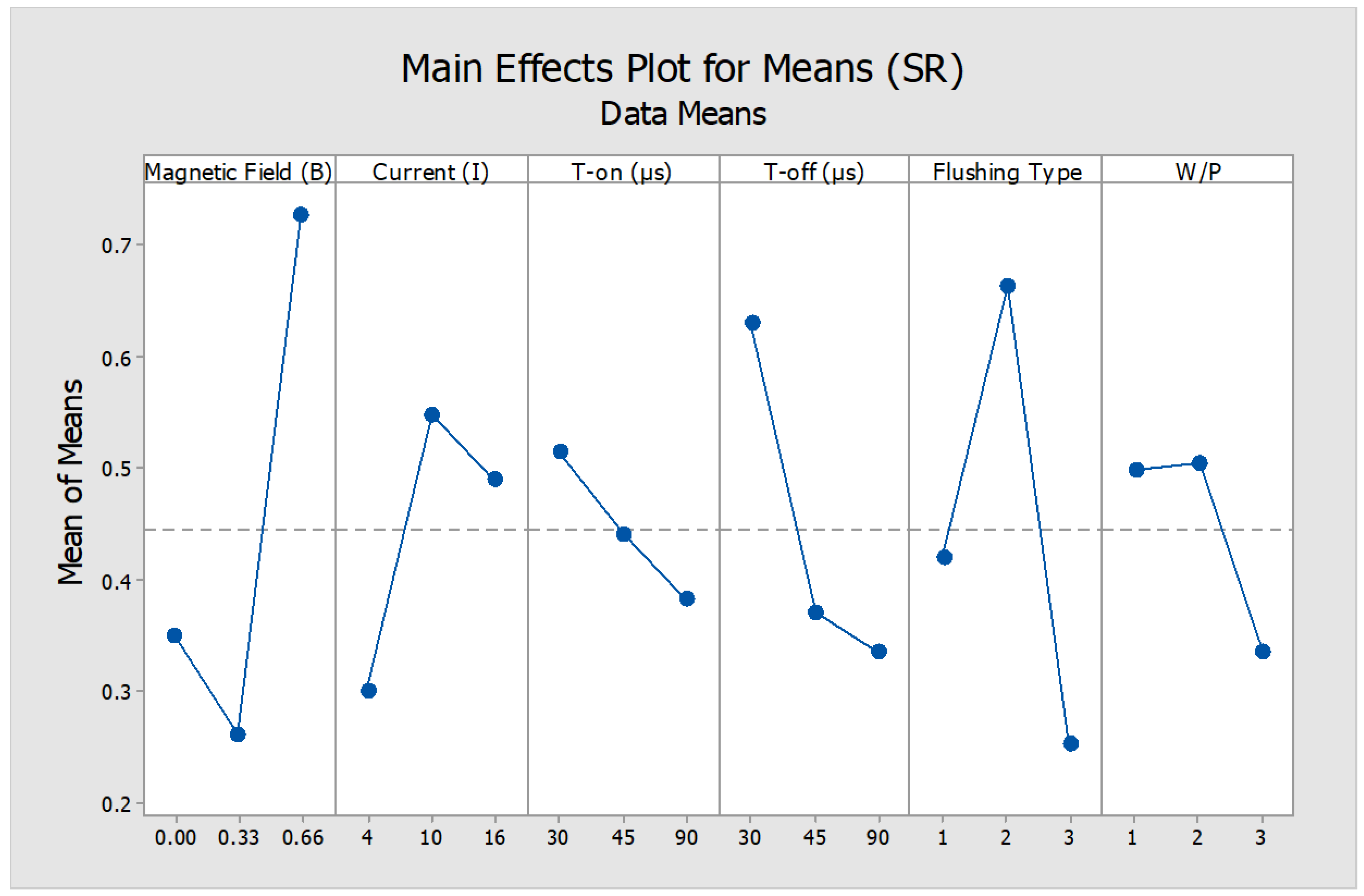
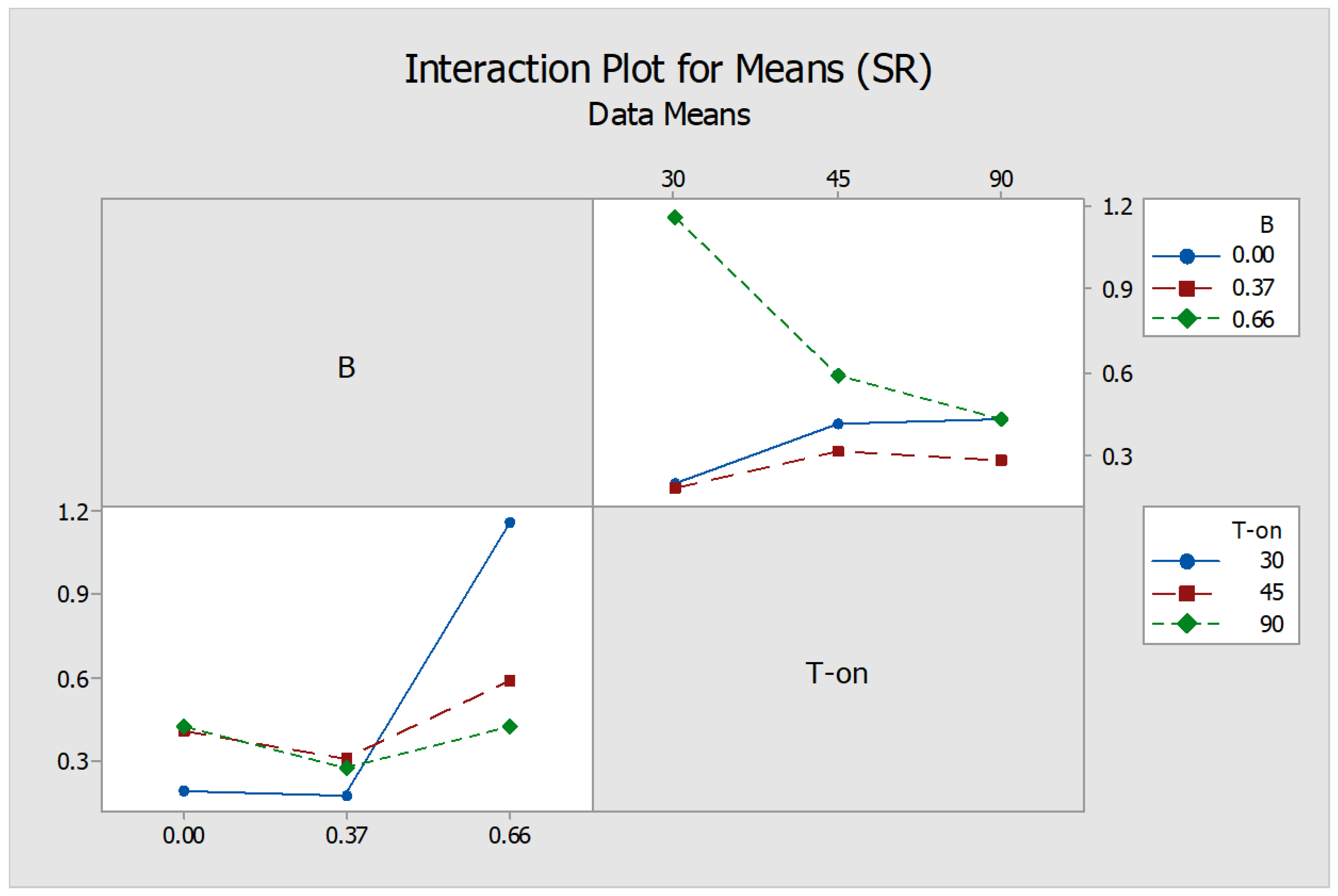
3.3. Influence on the Surface Roughness (SR)
4. Conclusions
- The MRR is significantly affected by the machining parameters such as magnetic field environment, peak current and SiC% content of workpiece.
- The removal rate increased significantly with the incorporation of magnetic field intensity along with peak current.
- It is also evident that the decreased vol.% of SiC particulates led to a sharp rise in MRR. A 118% increase in MRR under the influence of magnetic field was observed in plain dielectric flushing when compared to identical parametric conditions in trials without magnetic field.
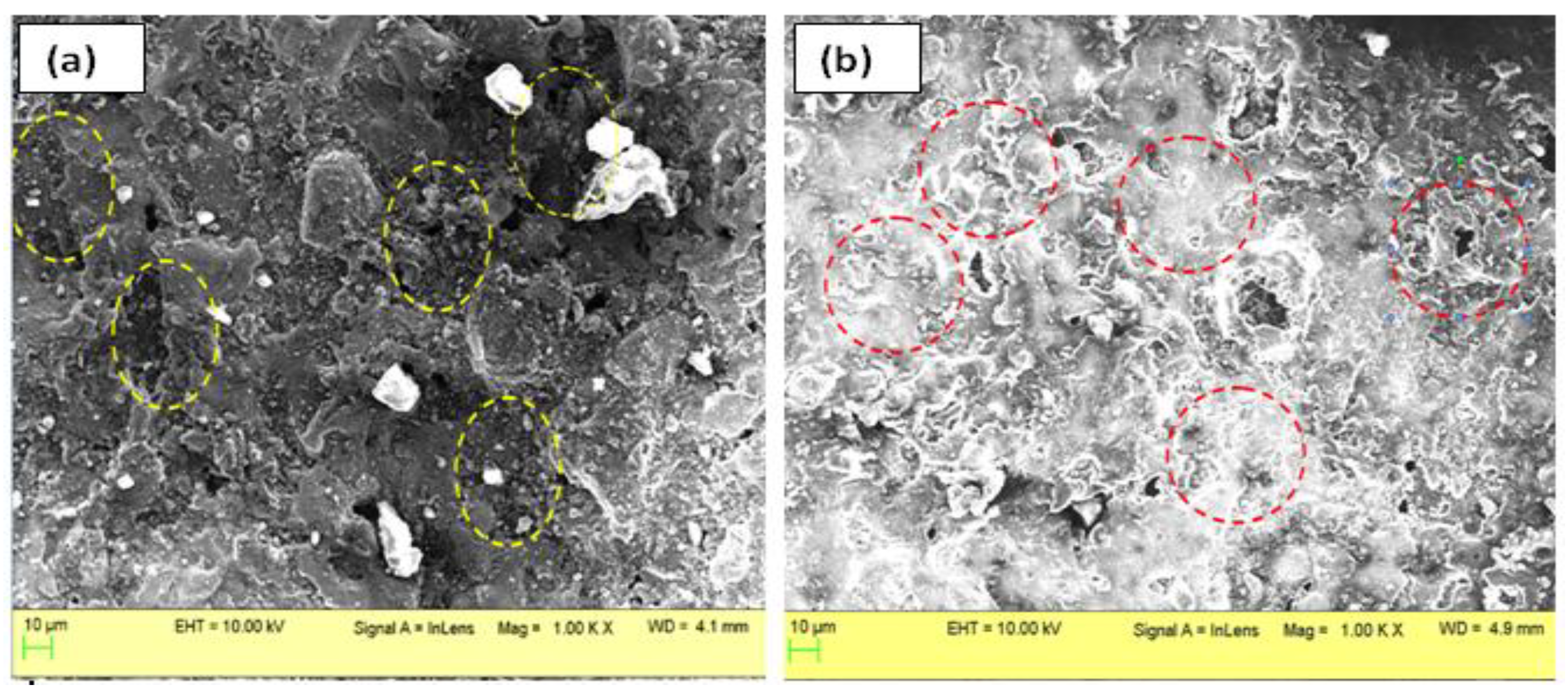
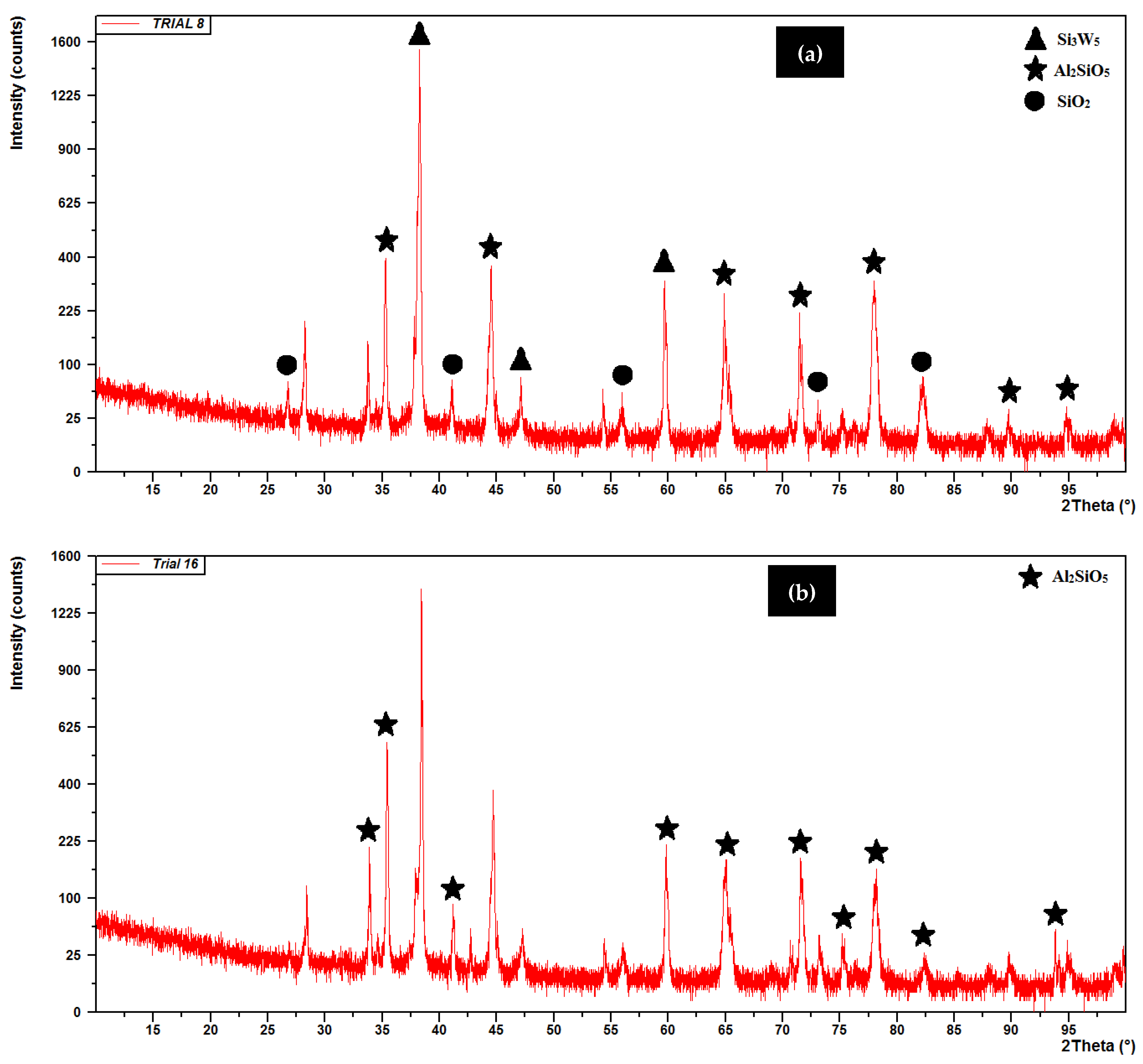
- An enhancement (613.6%) in the micro-hardness was witnessed due to the transfer of materials and formation of new phases while ED machining.
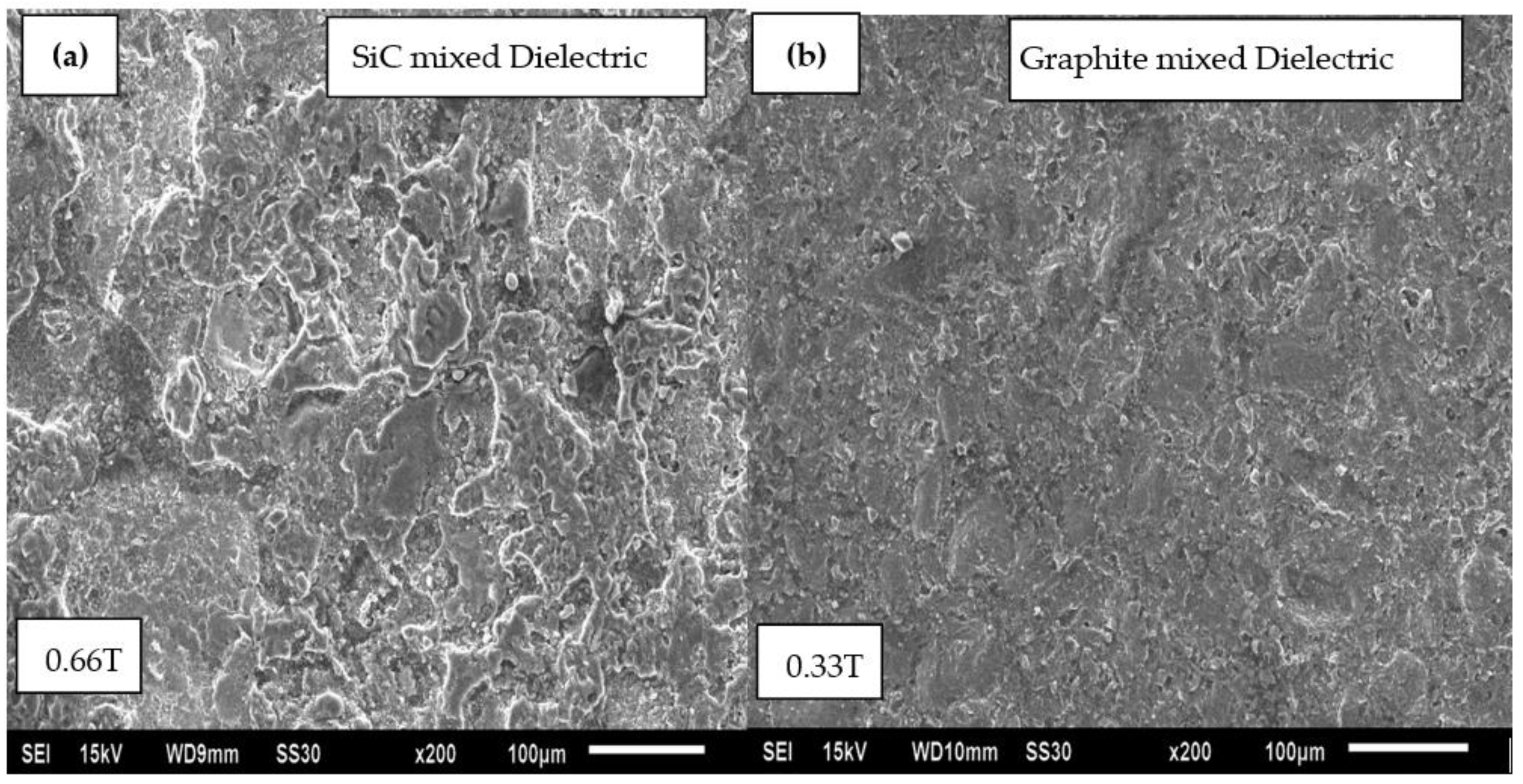
- The surface finish of machined MMCs was greatly affected by magnetic field intensity as well as type of dielectric. The surface finish improved steeply in graphite powder mixed dielectric flushing conditions at intermediate (0.33 T) magnetic field.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bains, P.S.; Sidhu, S.S.; Payal, H.S. Fabrication and Machining of Metal Matrix Composites: A Review. Mater. Manuf. Process. 2016, 31, 553–573. [Google Scholar] [CrossRef]
- Chatterjee, P.; Mondal, S.; Boral, S.; Banerjee, A.; Chakraborty, S. A novel hybrid method for non-traditional machining process selection using factor relationship and multi-attributive border approximation method. Facta Univ. Series: Mech. Eng. 2017, 15, 439–456. [Google Scholar] [CrossRef]
- Das, S.; Acharya, U.; Rao, S.S.; Paul, S.; Roy, B.S. Assessment of the surface characteristics of aerospace grade AA6092/17.5 SiCp-T6 composite processed through EDM. CIRP J. Manuf. Sci. Technol. 2021, 33, 123–132. [Google Scholar] [CrossRef]
- Singh, G.; Sidhu, S.S.; Bains, P.S.; Bhui, A.S. Surface evaluation of ED machined 316L stainless steel in TiO2 nano-powder mixed dielectric medium. Mater. Today Proc. 2019, 18, 1297–1303. [Google Scholar] [CrossRef]
- Bhui, A.S.; Singh, G.; Sidhu, S.S.; Bains, P.S. Experimental investigation of optimal ed machining parameters for Ti-6Al-4V biomaterial. Facta Univ. Ser. Mech. Eng. 2018, 16, 337–345. [Google Scholar] [CrossRef]
- Singh, G.; Bhui, A.S.; Singh, L. On the assessment of material removal rate and surface characteristics of Ti-6Al-4V processed by WEDM. Eng. Res. Express 2019, 1, 015038. [Google Scholar] [CrossRef]
- Xiao, B.; Huang, Q.; Chen, H.; Chen, X.; Long, G. A fractal model for capillary flow through a single tortuous capillary with roughened surfaces in fibrous porous media. Fractals 2021, 29, 2150017. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Kumar, S.; Batish, A. Electric Discharge Machining of 10 vol% Al2O3/Al Metal Matrix Composite - An Experimental Study. Mater. Sci. Forum 2013, 751, 9–19. [Google Scholar] [CrossRef]
- Singh, G.; Sidhu, S.S.; Bains, P.S.; Bhui, A.S. Improving microhardness and wear resistance of 316L by TiO2 powder mixed electro-discharge treatment. Mater. Res. Express 2019, 6, 086501. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, D.; Xu, J.; Lin, J.; Lei, J.; Xu, B.; Wu, X.; Wang, X. Processing Characteristics of Micro Electrical Discharge Machining for Surface Modification of TiNi Shape Memory Alloys Using a TiC Powder Dielectric. Micromachines 2020, 11, 1018. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, C.; Wang, Y.; Ni, Q.; Ji, L. Geometric Accuracy Improvement by Using Electrochemical Reaming with a Helical Tube Electrode as Post-Processing for EDM. Materials 2019, 12, 3564. [Google Scholar] [CrossRef]
- Yan, B.-H.; Chang, G.-W.; Chang, J.-H.; Hsu, R.-T. Improving Electrical Discharge Machined Surfaces Using Magnetic Abrasive Finishing. Mach. Sci. Technol. 2004, 8, 103–118. [Google Scholar] [CrossRef]
- Shaikh, M.B.N.; Arif, S.; Siddiqui, M.A. Fabrication and characterization of aluminium hybrid composites reinforced with fly ash and silicon carbide through powder metallurgy. Mater. Res. Express 2018, 5, 046506. [Google Scholar] [CrossRef]
- Singh, G.; Sidhu, S.S.; Bains, P.S.; Singh, M.; Bhui, A.S. On surface Modification of Ti Alloy by Electro Discharge Coating Using Hydroxyapatite Powder Mixed Dielectric with Graphite Tool. J. Bio-Tribo-Corrosion 2020, 6, 1–11. [Google Scholar] [CrossRef]
- Arif, S.; Alam, M.T.; Ansari, A.H.; Shaikh, M.B.N.; Siddiqui, M.A. Analysis of tribological behaviour of zirconia reinforced Al-SiC hybrid composites using statistical and artificial neural network technique. Mater. Res. Express 2018, 5, 056506. [Google Scholar] [CrossRef]
- Singh, G.; Lamichhane, Y.; Bhui, A.S.; Sidhu, S.S.; Bains, P.S.; Mukhiya, P. Surface morphology and microhardness behavior of 316l in Hap-PMEDM. Facta Univ. Series: Mech. Eng. 2019, 17, 445–454. [Google Scholar] [CrossRef]
- Wong, Y.; Lim, L.; Rahuman, I.; Tee, W. Near-mirror-finish phenomenon in EDM using powder-mixed dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S.; Kaur, S. Magnetic Field Influence on Surface Modifications in Powder Mixed EDM. Silicon 2019, 11, 415–423. [Google Scholar] [CrossRef]
- Rattan, N.; Mulik, R.S. Experimental Investigations and Multi-response Optimization of Silicon Dioxide (Quartz) Machining in Magnetic Field Assisted TW-ECSM Process. Silicon 2017, 9, 663–673. [Google Scholar] [CrossRef]
- Heinz, K.; Kapoor, S.G.; DeVor, R.E.; Surla, V. An investigation of magnetic-field-assisted material removal in micro-EDM for non-magnetic materials. J. Manuf. Sci. Eng. 2011, 133, 021002. [Google Scholar] [CrossRef]
- Rouniyar, A.K.; Shandilya, P. Fabrication and experimental investigation of magnetic field assisted powder mixed electrical discharge machining on machining of aluminum 6061 alloy. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2019, 233, 2283–2291. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Sidhu, S.S.; Batish, A.; Kumar, S. Study of Surface Properties in Particulate-Reinforced Metal Matrix Composites (MMCs) Using Powder-Mixed Electrical Discharge Machining (EDM). Mater. Manuf. Process. 2014, 29, 46–52. [Google Scholar] [CrossRef]
- Holmberg, J.; Wretland, A.; Berglund, J. Grit Blasting for Removal of Recast Layer from EDM Process on Inconel 718 Shaft: An Evaluation of Surface Integrity. J. Mater. Eng. Perform. 2016, 25, 5540–5550. [Google Scholar] [CrossRef]
- Hu, F.Q.; Cao, F.Y.; Song, B.Y.; Hou, P.J.; Zhang, Y.; Chen, K.; Wei, J.Q. Surface properties of SiCp/Al composite by pow-der-mixed EDM. Procedia CIRP 2013, 6, 101–106. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | W/P-1 | W/P-2 | W/P-3 |
|---|---|---|---|
| Aluminum Alloy (%) | 63 | 45 | 37 |
| SiC (%) | 37 | 55 | 63 |
| Thermal conductivity (W/mk) | 170 | 190 | 190 |
| Density (g/cc) | 2.89 | 2.96 | 3.01 |
| Specific Heat (J/gK) at 25 °C | 0.808 | 0.786 | 0.741 |
| Young’s Modulus (GPa) | 167 | 167 | 188 |
| Variables/Notations | Level | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Current (A)/I | 4 | 10 | 16 |
| Pulse-on (µs)/T-on | 30 | 45 | 90 |
| Pulse-off (µs)/T-off | 30 | 45 | 90 |
| Magnetic field intensity (T)/B | 0 | 0.33 | 0.66 |
| Dielectric medium | Plain dielectric | SiC mixed (220 mesh) | Graphite mixed (400 mesh) |
| Workpiece (W/P) | Al-37% SiC (W/P-1) | Al-55% SiC (W/P-2) | Al-63% SiC (W/P-3) |
| Process Parameters | Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Trials | Magnetic Field (T) | Current (A) | T-on (µs) | T-off (µs) | Flushing Type | W/P | MRR (mg/min) | MH (HV) | SR (µm) |
| 1 | 0 | 4 | 30 | 30 | 1 | 1 | 28.815 | 209.3 | 0.21 |
| 2 | 0 | 4 | 45 | 45 | 3 | 2 | 21.320 | 306.6 | 0.19 |
| 3 | 0 | 4 | 90 | 90 | 2 | 3 | 19.739 | 353.9 | 0.39 |
| 4 | 0 | 10 | 30 | 45 | 3 | 3 | 16.012 | 309.0 | 0.21 |
| 5 | 0 | 10 | 45 | 90 | 2 | 1 | 24.584 | 289.8 | 0.67 |
| 6 | 0 | 10 | 90 | 30 | 1 | 2 | 18.542 | 389.0 | 0.79 |
| 7 | 0 | 16 | 30 | 90 | 2 | 2 | 36.255 | 225.0 | 0.18 |
| 8 | 0 | 16 | 45 | 30 | 1 | 3 | 28.400 | 360.9 | 0.39 |
| 9 | 0 | 16 | 90 | 45 | 3 | 1 | 31.128 | 262.9 | 0.12 |
| 10 | 0.33 | 4 | 30 | 45 | 2 | 2 | 23.620 | 202.6 | 0.22 |
| 11 | 0.33 | 4 | 45 | 90 | 1 | 3 | 15.683 | 241.8 | 0.19 |
| 12 | 0.33 | 4 | 90 | 30 | 3 | 1 | 28.631 | 245.0 | 0.22 |
| 13 | 0.33 | 10 | 30 | 90 | 1 | 1 | 30.523 | 134.2 | 0.13 |
| 14 | 0.33 | 10 | 45 | 30 | 3 | 2 | 20.675 | 290.7 | 0.21 |
| 15 | 0.33 | 10 | 90 | 45 | 2 | 3 | 29.850 | 302.8 | 0.31 |
| 16 | 0.33 | 16 | 30 | 30 | 3 | 3 | 29.518 | 316.2 | 0.20 |
| 17 | 0.33 | 16 | 45 | 45 | 2 | 1 | 43.520 | 262.9 | 0.54 |
| 18 | 0.33 | 16 | 90 | 90 | 1 | 2 | 41.663 | 202.6 | 0.32 |
| 19 | 0.66 | 4 | 30 | 90 | 3 | 3 | 31.231 | 241.8 | 0.22 |
| 20 | 0.66 | 4 | 45 | 30 | 2 | 1 | 53.524 | 245.0 | 0.92 |
| 21 | 0.66 | 4 | 90 | 45 | 1 | 2 | 30.575 | 234.2 | 0.14 |
| 22 | 0.66 | 10 | 30 | 30 | 2 | 2 | 49.850 | 290.7 | 1.95 |
| 23 | 0.66 | 10 | 45 | 45 | 1 | 3 | 39.411 | 302.8 | 0.30 |
| 24 | 0.66 | 10 | 90 | 90 | 3 | 1 | 53.620 | 216.2 | 0.36 |
| 25 | 0.66 | 16 | 30 | 45 | 1 | 1 | 51.653 | 202.9 | 1.31 |
| 26 | 0.66 | 16 | 45 | 90 | 3 | 2 | 38.661 | 262.6 | 0.55 |
| 27 | 0.66 | 16 | 90 | 30 | 2 | 3 | 29.573 | 341.8 | 0.80 |
| Scheme | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Magnetic Field (T) | 2 | 1411.29 | 1411.29 | 705.646 | 12.95 | 0.001 ** |
| Current (A) | 2 | 336.98 | 336.98 | 168.488 | 3.09 | 0.077 * |
| T-on (µs) | 2 | 12.71 | 12.71 | 6.357 | 0.12 | 0.891 |
| T-off (µs) | 2 | 1.61 | 1.61 | 0.806 | 0.01 | 0.985 |
| Flushing Type | 2 | 89.80 | 89.80 | 44.898 | 0.82 | 0.459 |
| W/P | 2 | 640.96 | 640.96 | 320.480 | 5.88 | 0.014 * |
| Residual Error | 14 | 762.99 | 762.99 | 54.500 | ||
| Total | 26 | 3256.35 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Magnetic Field (T) | 2 | 15,287 | 15,287 | 7643.6 | 10.91 | 0.001 * |
| Current (A) | 2 | 3426 | 3426 | 1713.0 | 2.44 | 0.123 |
| T-on (µs) | 2 | 13,332 | 13,332 | 6665.9 | 9.51 | 0.002 * |
| T-off (µs) | 2 | 15,191 | 15,191 | 7595.3 | 10.84 | 0.001 * |
| Flushing Type | 2 | 3338 | 3338 | 1669.2 | 2.38 | 0.129 |
| W/P | 2 | 27,458 | 27,458 | 13,729.2 | 19.59 | 0.000 ** |
| Residual Error | 14 | 9811 | 9811 | 700.8 | ||
| Total | 26 | 87,844 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Magnetic Field (T) | 2 | 1.10890 | 1.10890 | 0.55445 | 8.30 | 0.008 * |
| Current (A) | 2 | 0.30250 | 0.30250 | 0.15125 | 2.26 | 0.154 |
| T-on (µs) | 2 | 0.07783 | 0.07783 | 0.03891 | 0.58 | 0.576 |
| T-off (µs) | 2 | 0.47459 | 0.47459 | 0.23729 | 3.55 | 0.068 * |
| Flushing Type | 2 | 0.76963 | 0.76963 | 0.38481 | 5.76 | 0.022 * |
| W/P | 2 | 0.16805 | 0.16805 | 0.08403 | 1.26 | 0.326 |
| B x T-on | 4 | 0.92913 | 0.92913 | 0.23228 | 3.48 | 0.050 * |
| Residual Error | 10 | 0.66784 | 0.66784 | 0.06678 | ||
| Total | 26 | 4.49845 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ablyaz, T.R.; Bains, P.S.; Sidhu, S.S.; Muratov, K.R.; Shlykov, E.S. Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite. Micromachines 2021, 12, 469. https://doi.org/10.3390/mi12050469
Ablyaz TR, Bains PS, Sidhu SS, Muratov KR, Shlykov ES. Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite. Micromachines. 2021; 12(5):469. https://doi.org/10.3390/mi12050469
Chicago/Turabian StyleAblyaz, Timur Rizovich, Preetkanwal Singh Bains, Sarabjeet Singh Sidhu, Karim Ravilevich Muratov, and Evgeny Sergeevich Shlykov. 2021. "Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite" Micromachines 12, no. 5: 469. https://doi.org/10.3390/mi12050469
APA StyleAblyaz, T. R., Bains, P. S., Sidhu, S. S., Muratov, K. R., & Shlykov, E. S. (2021). Impact of Magnetic Field Environment on the EDM Performance of Al-SiC Metal Matrix Composite. Micromachines, 12(5), 469. https://doi.org/10.3390/mi12050469