Effect of Process Parameters and Material Properties on Laser Micromachining of Microchannels


 , and
, and
Abstract
1. Introduction
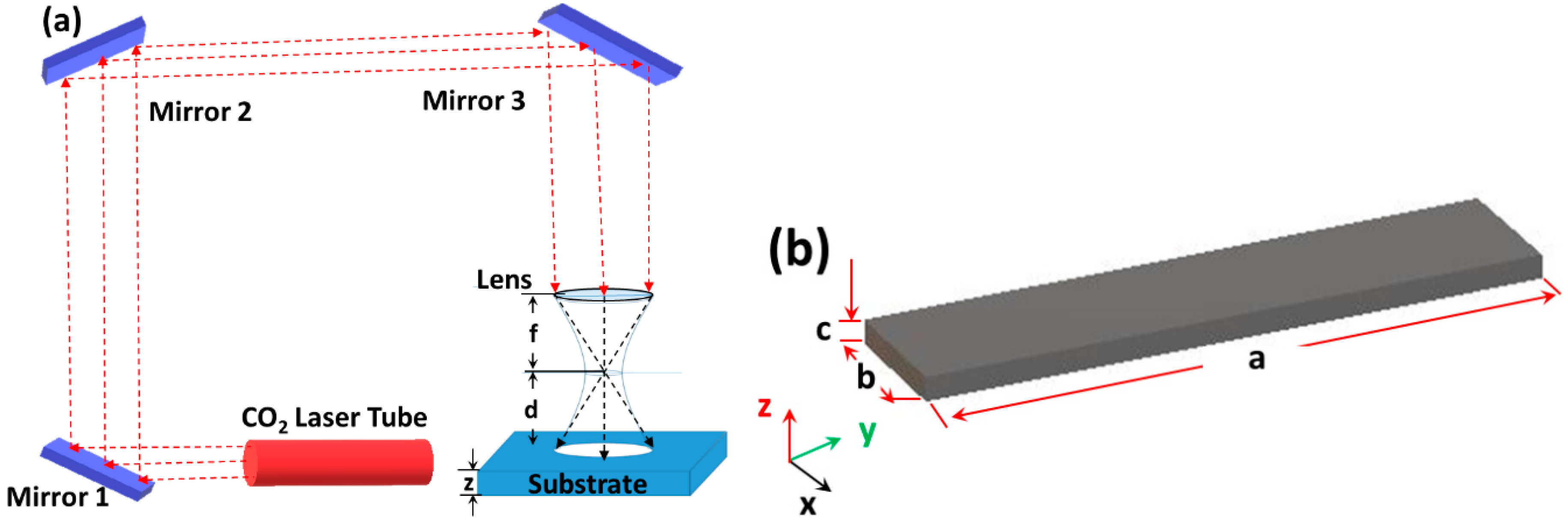
2. Theory and Methods
2.1. Theory
2.2. Governing Equations
2.3. Boundary Conditions
2.4. Numerical Simulation
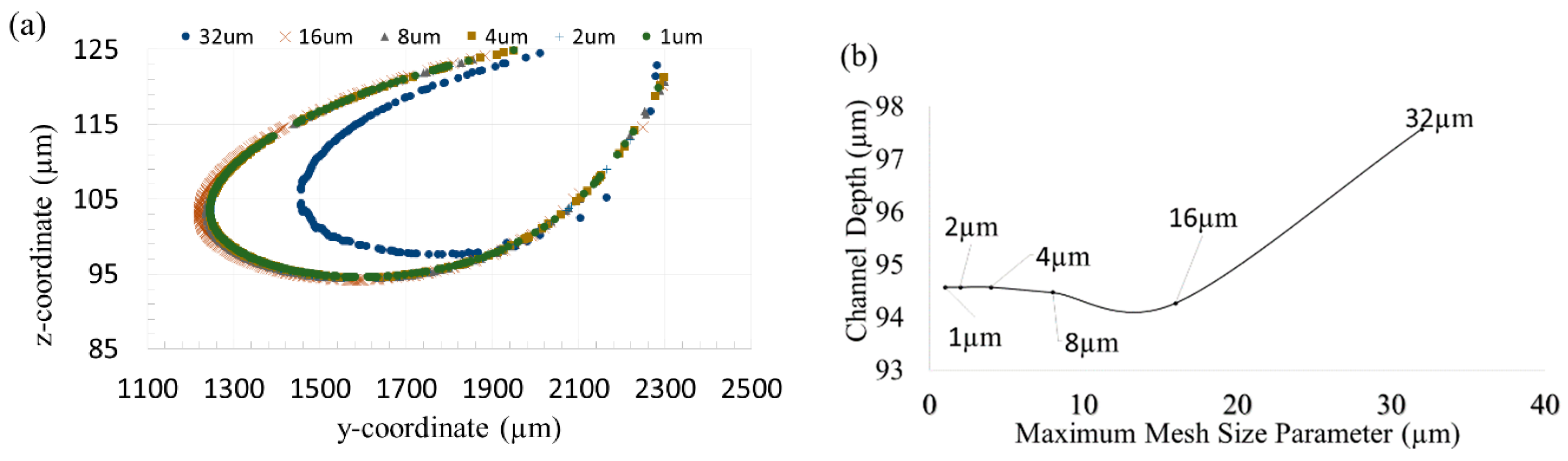
2.5. Convergence Study
3. Results and Discussions
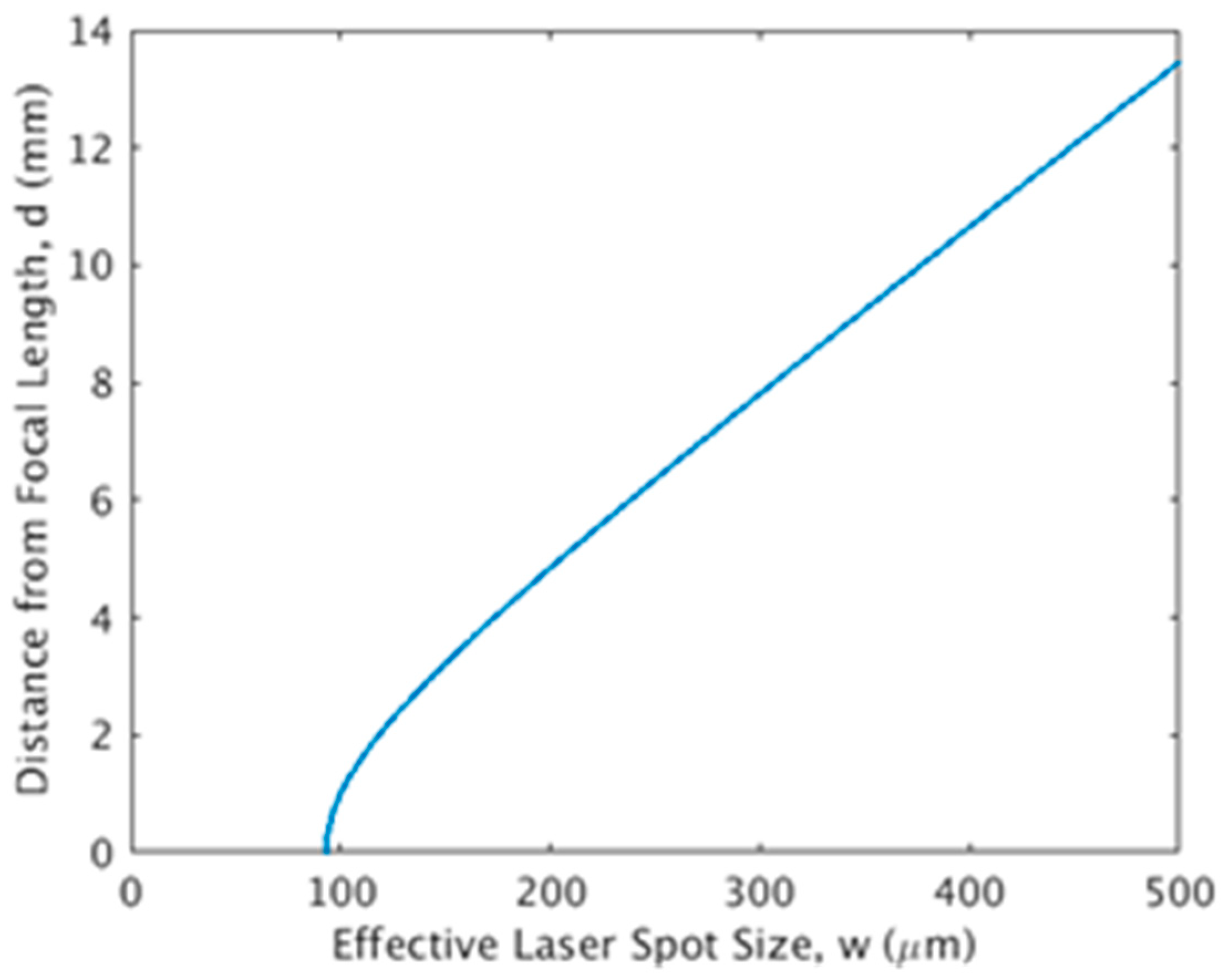
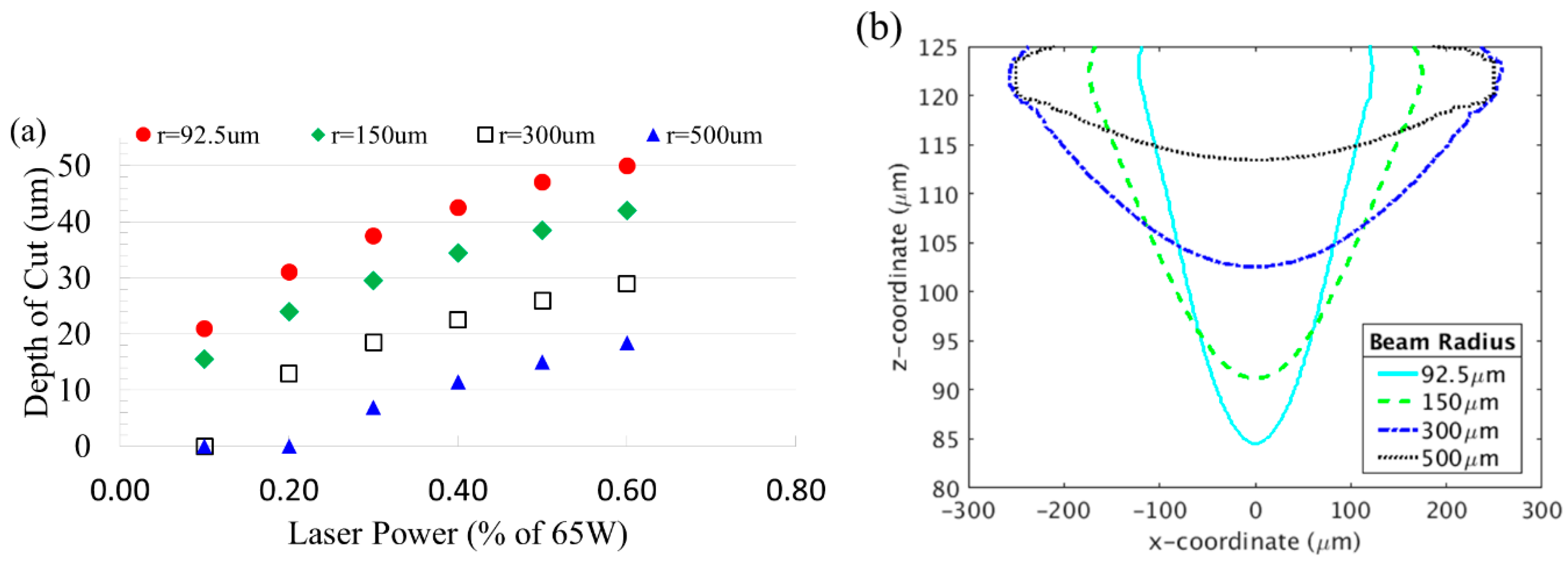
3.1. Effect of Laser Power and Unfocused Beam
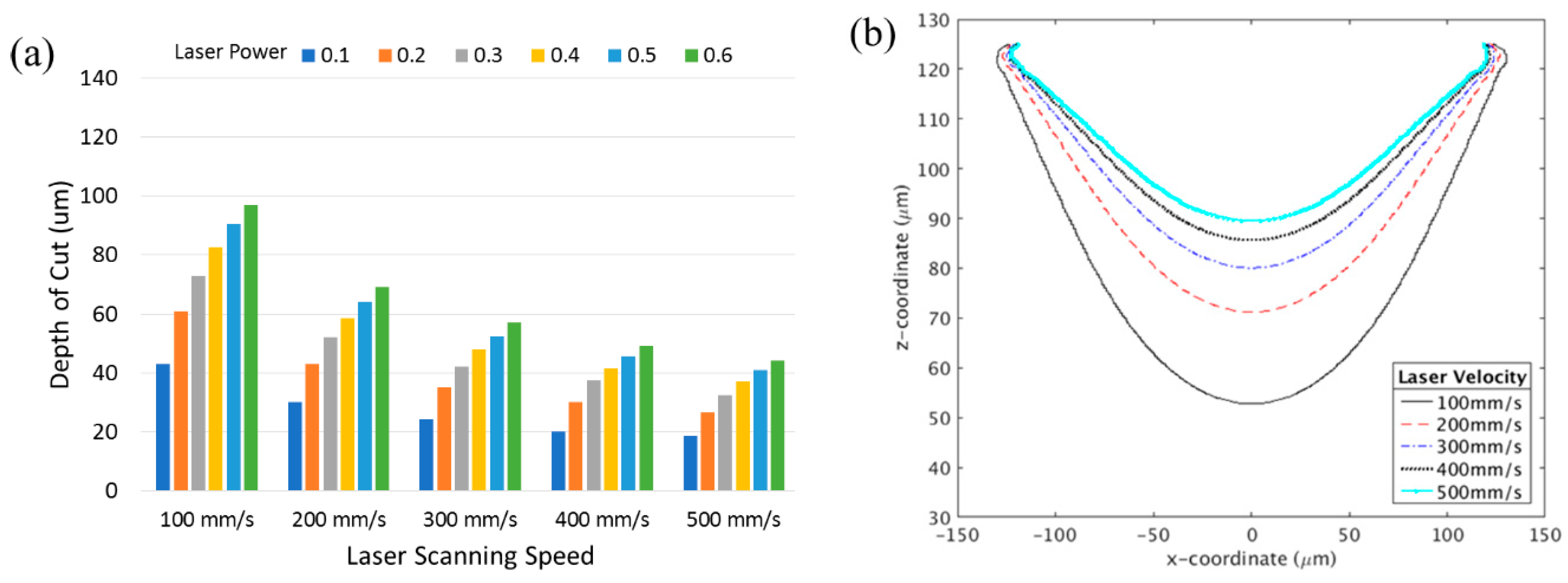
3.2. Effect of Scanning Speed
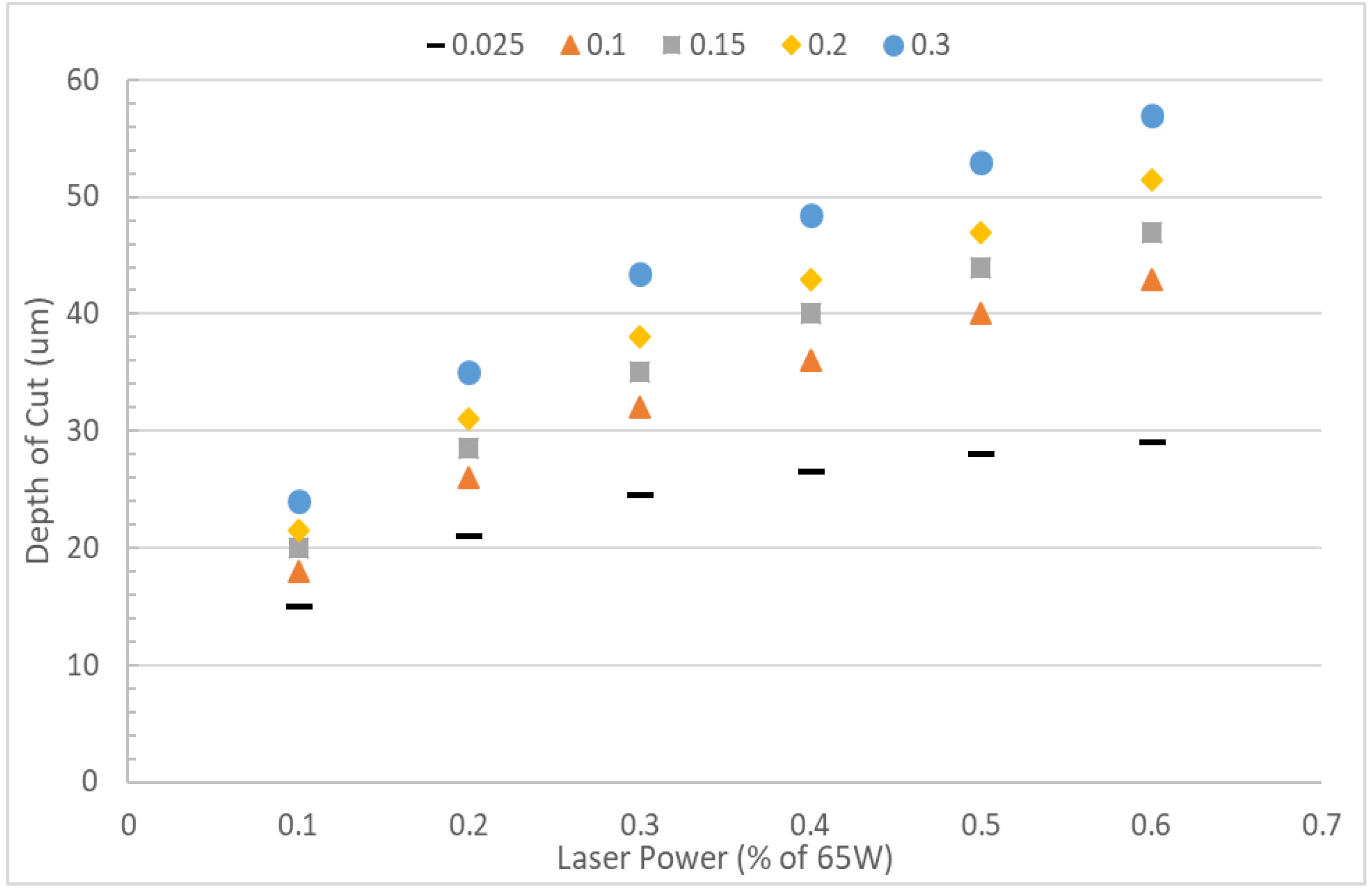
3.3. Effect of Thermal Conductivity
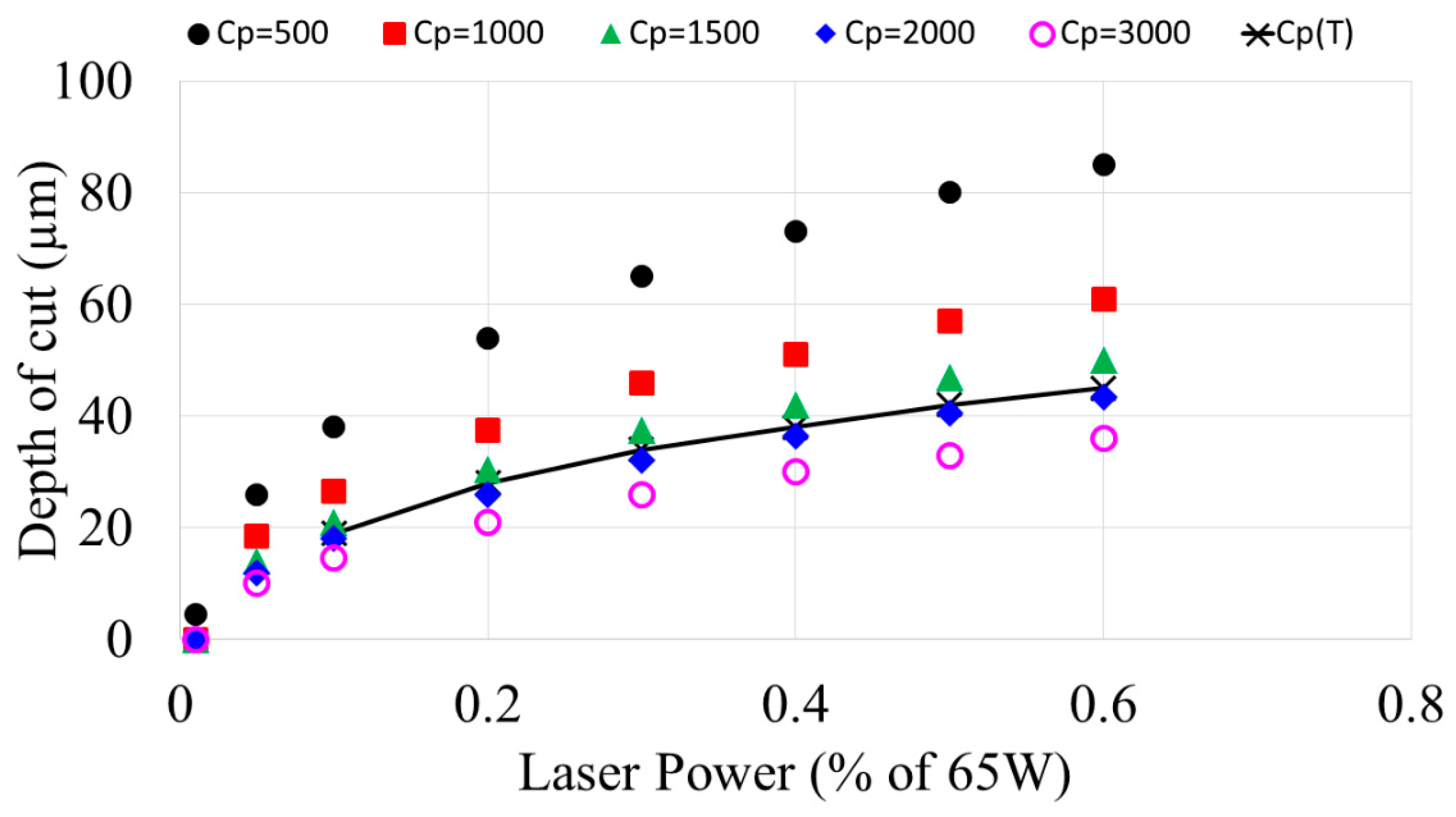
3.4. Effect of Specific Heat
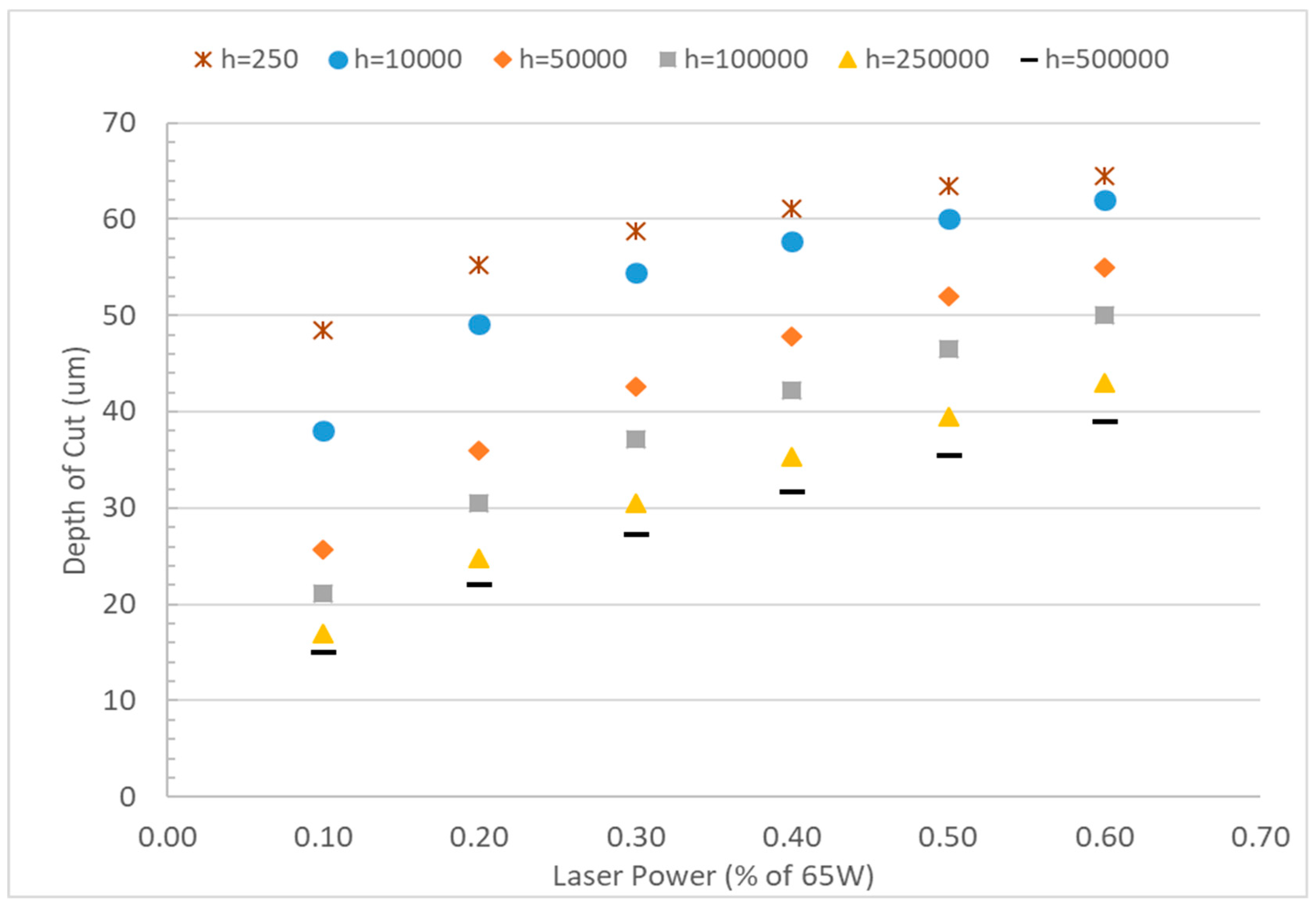
3.5. Effect of Convective Heat Transfer Coefficients
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Rauch, C.B.; Stevens, R.L.; Lenigk, R.; Yang, J.; Rhine, D.B.; Grodzinski, P. DNA amplification and hybridization assays in integrated plastic monolithic devices. Anal. Chem. 2002, 74, 3063–3070. [Google Scholar] [CrossRef] [PubMed]
- Kricka, L.J.; Wilding, P. Microchip PCR. Anal. Bioanal. Chem. 2003, 377, 820–825. [Google Scholar] [CrossRef] [PubMed]
- Gan, W.; Gu, Y.; Han, J.; Li, C.X.; Sun, J.; Liu, P. Chitosan-Modified Filter Paper for Nucleic Acid Extraction and “in Situ PCR” on a Thermoplastic Microchip. Anal. Chem. 2017, 89, 3568–3575. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.; Wang, Q.; Patterson, J.E.; Woolley, A.T. Multilayer Polymer Microchip Capillary Array Electrophoresis Devices with Integrated On-Chip Labeling for High-Throughput Protein Analysis. Anal. Chem. 2011, 83, 3541–3547. [Google Scholar] [CrossRef] [PubMed]
- Chun, M.S.; Lee, I. Rigorous estimation of effective protein charge from experimental electrophoretic mobilities for proteomics analysis using microchip electrophoresis. Colloids Surf. A 2008, 318, 191–198. [Google Scholar] [CrossRef]
- Liu, J.; Pan, T.; Woolley, A.T.; Lee, M.L. Surface-Modified Poly(methyl methacrylate) Capillary Electrophoresis Microchips for Protein and Peptide Analysis. Anal. Chem. 2004, 76, 6948–6955. [Google Scholar] [CrossRef] [PubMed]
- Chung, C.; Shih, T.; Chang, C.; Lai, C.; Wu, B. Design and experiments of a short-mixing-length baffled microreactor and its application to microfluidic synthesis of nanoparticles. Chem. Eng. J. 2011, 168, 790–798. [Google Scholar] [CrossRef]
- Whitesides, G.M. The origins and the future of microfluidics. Nature 2006, 442, 368–372. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.J.; Wang, F.; Burns, M.A.; Kurabayashi, K. Temperature-Programmed Natural Convection for Micromixing and Biochemical Reaction in a Single Microfluidic Chamber. Anal. Chem. 2009, 81, 4510–4516. [Google Scholar] [CrossRef]
- Li, M.; Li, W.; Zhang, J.; Alici, G.; Wen, W. A review of microfabrication techniques and dielectrophoretic microdevices for particle manipulation and separation. J. Phys. D Appl. Phys. 2014, 47, 063001. [Google Scholar] [CrossRef]
- Lee, G.B.; Chen, S.H.; Huang, G.R.; Sung, W.C. Microfabricated plastic chips by hot embossing methods and their applications for DNA separation and detection. Sens. Actuators B 2001, 75, 142–148. [Google Scholar] [CrossRef]
- Attia, U.M.; Marson, S.; Alcock, J.R. Micro-Injection Moulding of Polymer Microfluidic Devices. Microfluid. Nanofluid. 2009, 7, 1. [Google Scholar] [CrossRef]
- Thanu, R. Design, Analysis and Fabrication of Hot Embossing Microfabrication System. Ph.D. Thesis, University of Texas at Arlington, Arlington, TX, USA, 2003. [Google Scholar]
- Osellame, R.; Cerullo, G.; Ramponi, R. Femtosecond Laser Micromachining: Photonic and Microfluidic Devices in Transparent Materials; Springer Science & Business Media: New York, NY, USA, 2012. [Google Scholar]
- Srinivasan, R. Ablation of polymers and biological tissue by ultraviolet lasers. Science 1986, 234, 559–565. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, R.; Braren, B. Ultraviolet laser ablation of organic polymers. Chem. Rev. 1989, 89, 1303–1316. [Google Scholar] [CrossRef]
- Vogel, A.; Venugopalan, V. Mechanisms of pulsed laser ablation of biological tissues. Chem. Rev. 2003, 103, 577–644. [Google Scholar] [CrossRef] [PubMed]
- Krüger, J.; Kautek, W. Ultrashort pulse laser interaction with dielectrics and polymers. Adv. Polym. Sci. 2004, 168, 247–290. [Google Scholar]
- Malek, C.G.K. Laser processing for bio-microfluidics applications (part II). Anal. Bioanal. Chem. 2006, 385, 1362–1369. [Google Scholar] [CrossRef] [PubMed]
- Snakenborg, D.; Klank, H.; Kutter, J.P. Microstructure fabrication with a CO2 laser system. J. Micromech. Microeng. 2003, 14, 182. [Google Scholar] [CrossRef]
- Klank, H.; Kutter, J.P.; Geschke, O. CO2-laser micromachining and back-end processing for rapid production of PMMA-based microfluidic systems. Lab Chip 2002, 4, 242–246. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.C.; Lee, C.Y.; Chen, H.P. Thermoplastic microchannel fabrication using carbon dioxide laser ablation. J. Chromatogr. A 2006, 1111, 252–257. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Zheng, H.; Xia, H. Femtosecond laser-induced modification of surface wettability of PMMA for fluid separation in microchannels. Microfluid. Nanofluid. 2011, 10, 225–229. [Google Scholar] [CrossRef]
- Yang, C.H.; Huang, K.S.; Chang, J.Y. Manufacturing monodisperse chitosan microparticles containing ampicillin using a microchannel chip. Biomed. Microdevices 2007, 9, 253–259. [Google Scholar] [CrossRef] [PubMed]
- Hong, T.F.; Ju, W.J.; Wu, M.C.; Tai, C.H.; Tsai, C.H.; Fu, L.M. Rapid prototyping of PMMA microfluidic chips utilizing a CO2 laser. Microfluid. Nanofluid. 2010, 9, 1125–1133. [Google Scholar] [CrossRef]
- Hou, H.H.; Wang, Y.N.; Chang, C.L.; Yang, R.J.; Fu, L.M. Rapid glucose concentration detection utilizing disposable integrated microfluidic chip. Microfluid. Nanofluid. 2011, 11, 479–487. [Google Scholar] [CrossRef]
- Prakash, S.; Kumar, S. Fabrication of microchannels on transparent PMMA using CO2 Laser (10.6 μm) for microfluidic applications: An experimental investigation. Int. J. Precis. Eng. Manuf. 2015, 16, 361–366. [Google Scholar] [CrossRef]
- Mohammed, M.I.; Alam, M.N.H.Z.; Kouzani, A.; Gibson, I. Fabrication of microfluidic devices: Improvement of surface quality of CO2 laser machined poly (methylmethacrylate) polymer. J. Micromech. Microeng. 2016, 27, 015021. [Google Scholar] [CrossRef]
- Cheng, J.Y.; Wei, C.W.; Hsu, K.H.; Young, T.H. Direct-write laser micromachining and universal surface modification of PMMA for device development. Sens. Actuators B 2004, 99, 186–196. [Google Scholar] [CrossRef]
- Ahmmed, K.T.; Ling, E.J.Y.; Servio, P.; Kietzig, A.-M. Introducing a new optimization tool for femtosecond laser-induced surface texturing on titanium, stainless steel, aluminum and copper. Opt. Lasers Eng. 2015, 66, 258–268. [Google Scholar] [CrossRef]
- Serhatlioglu, M.; Ortaç, B.; Elbuken, C.; Biyikli, N.; Solmaz, M.E. CO2 laser polishing of microfluidic channels fabricated by femtosecond laser assisted carving. J. Micromech. Microeng. 2016, 26, 115011. [Google Scholar] [CrossRef]
- Tresansky, A.C.; Joyce, P.; Racide, J.; Watkins, J. Numerical Modeling of High-Energy Laser Effects in Polymer and Composite Materials. J. Directed Energy 2014, 5, 137–158. [Google Scholar]
- Xiang, H.F.; Zhang, L.J. Progress and Research Status of CO2 Laser Machining Polymer Microfluidic Chips. Appl. Mech. Mater. 2013, 316, 1007–1013. [Google Scholar] [CrossRef]
- Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Principles of Heat and Mass Transfer; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Mixon, D.G.; Roach, W.P. A thermal model of laser absorption. In Proceedings of the SPIE—Optical Interactions with Tissue and Cells XVII, San Jose, California, CA, USA, 19 February 2007; p. 643506. [Google Scholar]
- Berrie, P.G.; Birkett, F.N. The drilling and cutting of polymethyl methacrylate (Perspex) by CO2 laser. Opt. Laser Eng. 1980, 1, 107–129. [Google Scholar] [CrossRef]
- Mark, J.E. Physical Properties of Polymers; Springer: New York, NY, USA, 2007. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Units | Constant Value | Parametric Range |
|---|---|---|---|
| Thermal Conductivity, k | Wm−1K−1 | 0.19 | 0.019–3.8 |
| Specific Heat, CP | Jkg−1K−1 | 1477 | 500–3000 |
| Density, ρ | kg/m3 | 1180 | - |
| Emissivity, ε | 1 | 0.91 | - |
| Absorption Coefficient (at 10.6 µm), α | m−1 | 1 × 106 | - |
| Property | Units | Constant Value | Parametric Range |
|---|---|---|---|
| Laser Power Output, I0 | W | 65 | - |
| Beam Radius, w0 | um | 92.5 | 92.5–500 |
| Laser Velocity, VL | mm/s | 381 | 50–500 |
| Cut Length | mm | 2 | - |
| Convection Coefficient, h | Wm−2K−1 | 1 × 105 | 2.5–5 × 105 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benton, M.; Hossan, M.R.; Konari, P.R.; Gamagedara, S. Effect of Process Parameters and Material Properties on Laser Micromachining of Microchannels. Micromachines 2019, 10, 123. https://doi.org/10.3390/mi10020123
Benton M, Hossan MR, Konari PR, Gamagedara S. Effect of Process Parameters and Material Properties on Laser Micromachining of Microchannels. Micromachines. 2019; 10(2):123. https://doi.org/10.3390/mi10020123
Chicago/Turabian StyleBenton, Matthew, Mohammad Robiul Hossan, Prashanth Reddy Konari, and Sanjeewa Gamagedara. 2019. "Effect of Process Parameters and Material Properties on Laser Micromachining of Microchannels" Micromachines 10, no. 2: 123. https://doi.org/10.3390/mi10020123
APA StyleBenton, M., Hossan, M. R., Konari, P. R., & Gamagedara, S. (2019). Effect of Process Parameters and Material Properties on Laser Micromachining of Microchannels. Micromachines, 10(2), 123. https://doi.org/10.3390/mi10020123