

Research on the Sustainable Reuse of Tire Textile Waste for the Production of Thermal Insulating Mats

 , ,
, ,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Production of WTTF-Based Thermal Insulating Mats
2.3. Testing Methods
3. Results and Discussion
3.1. Characterization of Raw Materials
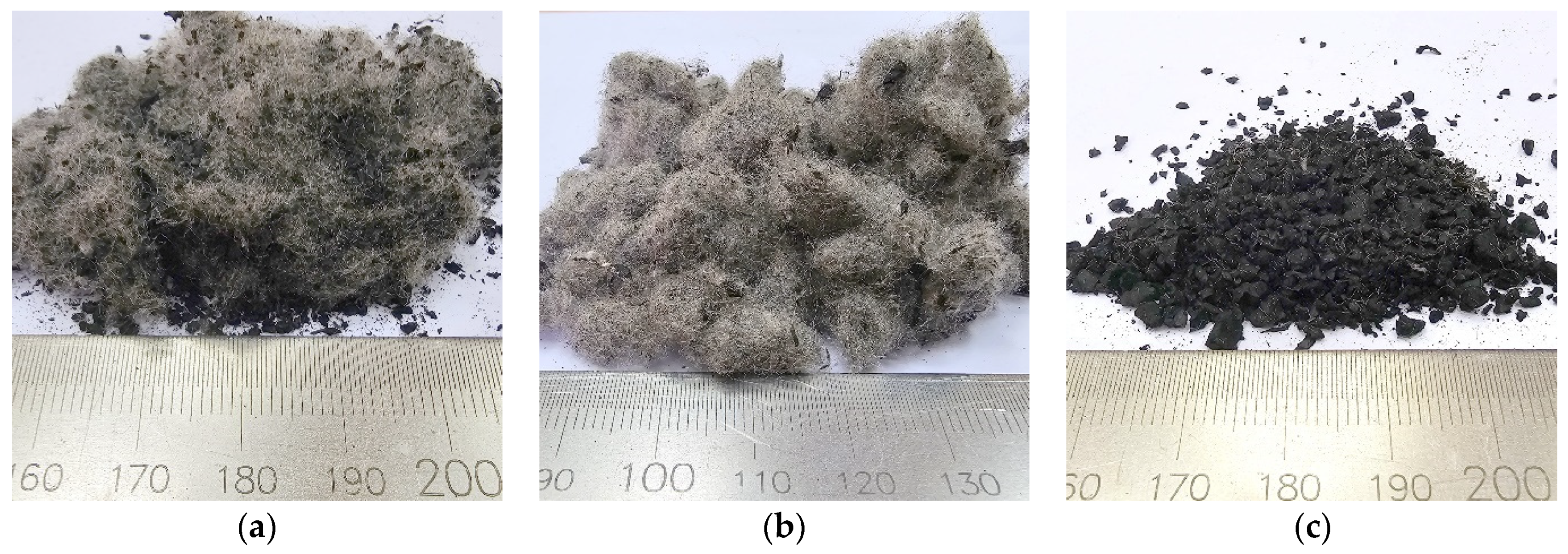
3.1.1. Macrostructure
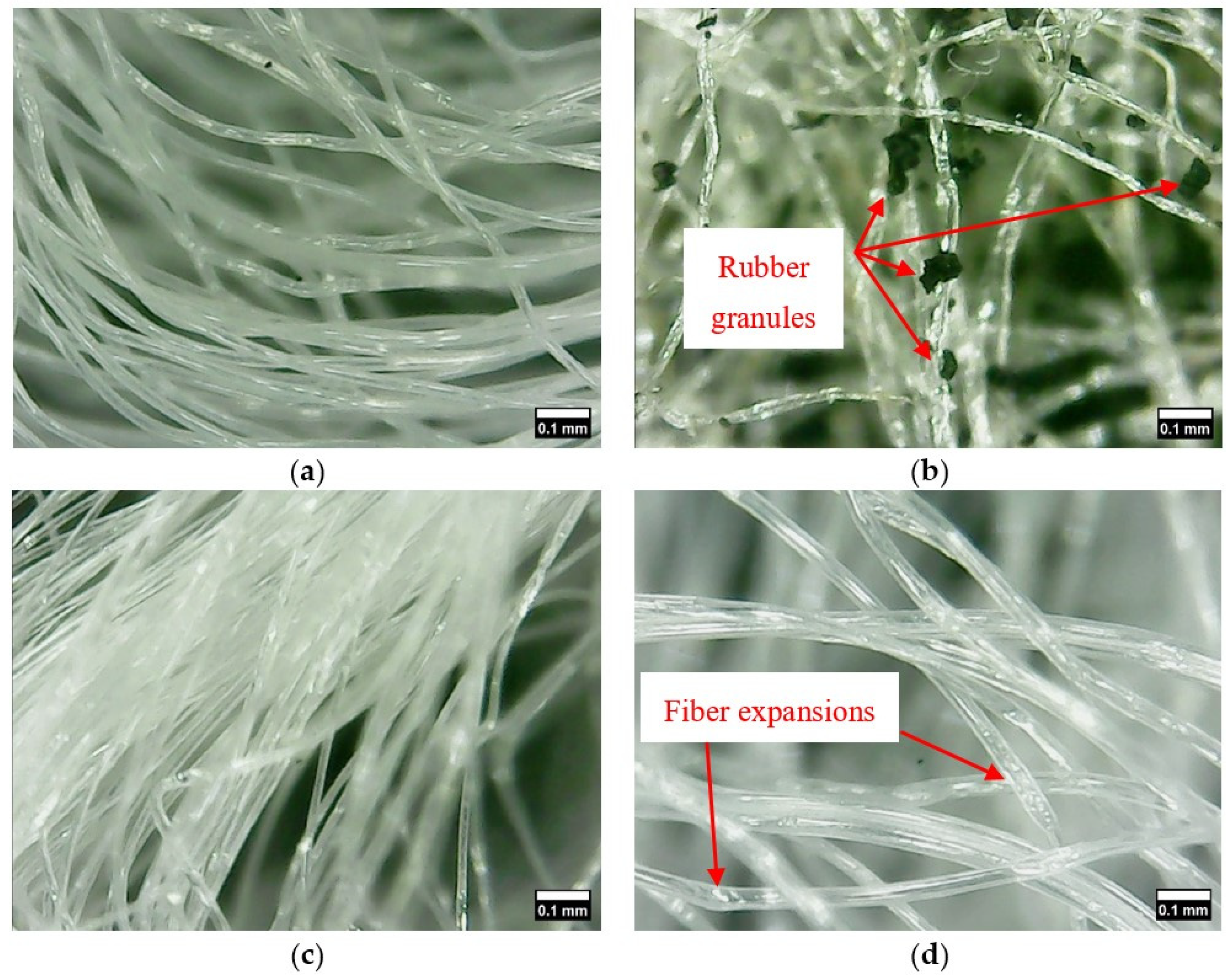
3.1.2. Microstructure
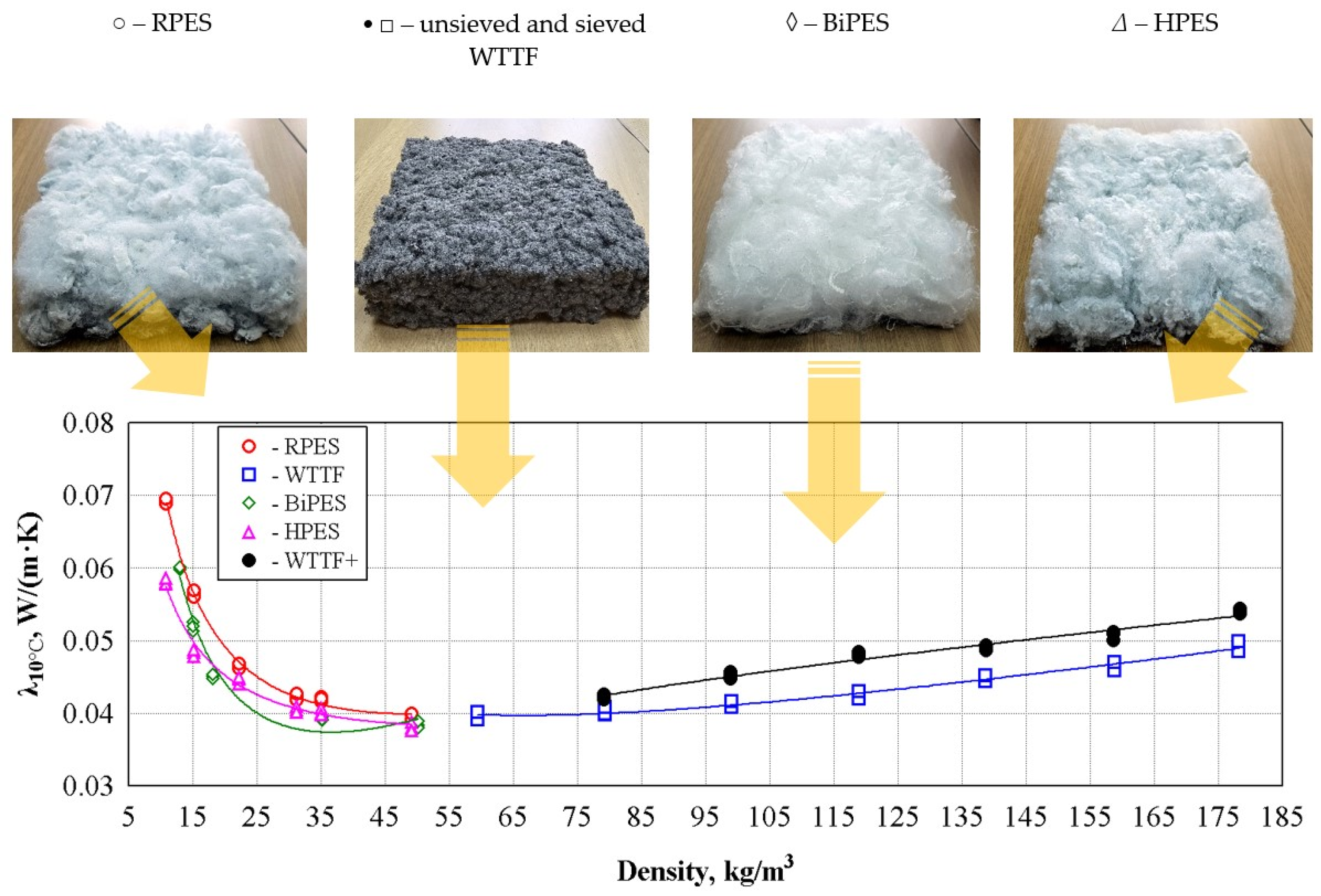
3.1.3. Thermal Conductivity and Density of Raw Fibers
3.1.4. Short-Term Water Absorption and Water Contact Angle of Raw Fibers
3.2. Evaluation of WTTF-Based Thermal Insulating Mats Performance
3.2.1. Short-Term Water Absorption and Drying
3.2.2. Thermal Conductivity
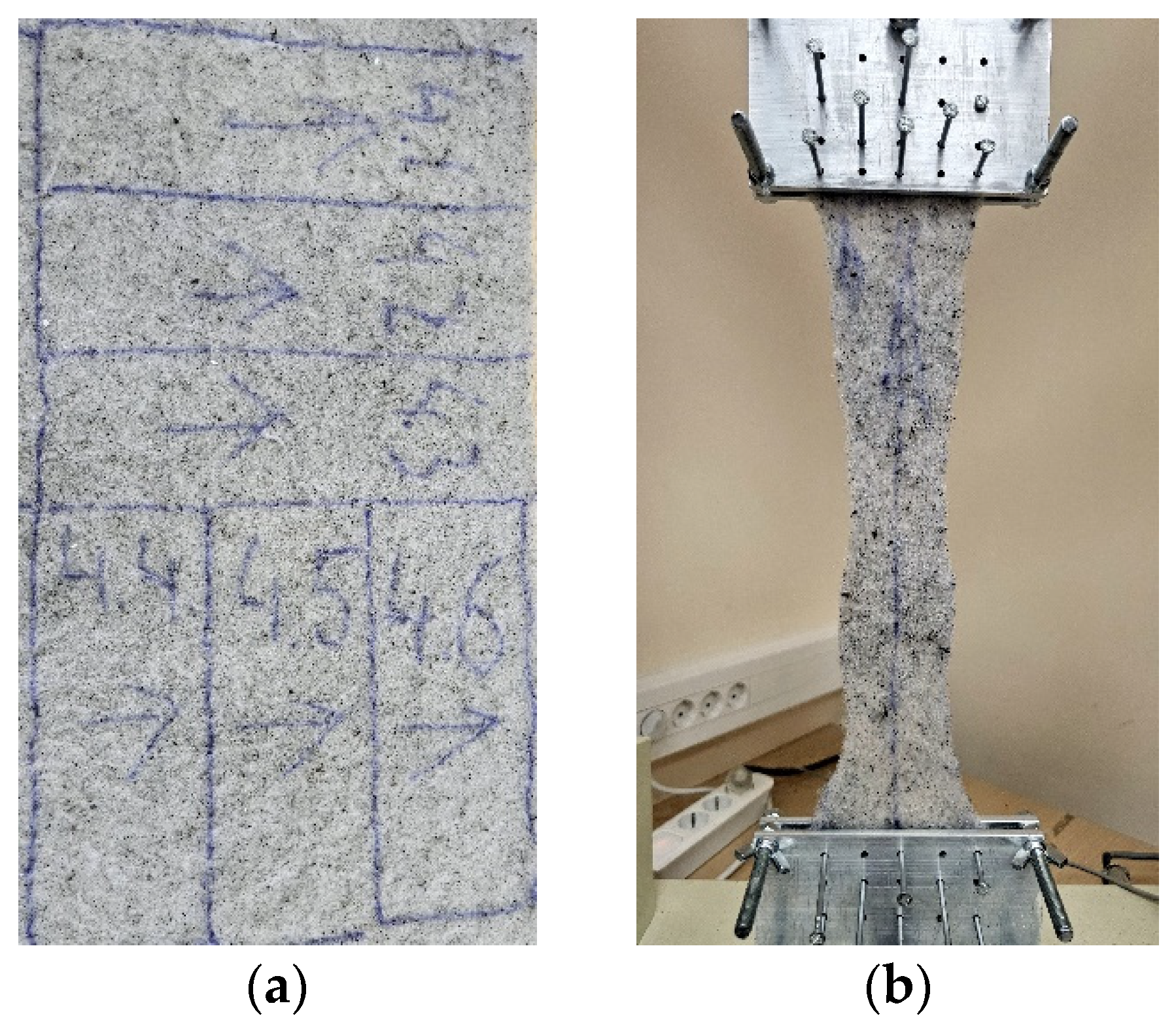
3.2.3. Tensile Strength Parallel to the Mat Surface
4. Conclusions
- The thermal conductivity of HPES, BiPES, and RPES fibers decreases with a change in density from 10 kg/m3 to 50 kg/m3. This effect is determined by the denser fiber structure, which reduces the heat loss by radiation, and the heat loss through the solid framework of the material due to the fact that the increased contact areas between the fibers at a density of 50 kg/m3 does not yet have a decisive effect on the increase in the thermal conductivity. On the contrary, the thermal conductivity of WTTF increased from 0.0397 W/m∙K to 0.0493 W/m∙K with a change in density from 60 kg/m3 to 180 kg/m3. The increased heat loss determined this effect through the denser solid framework of the material due to the residue of rubber granules in the fiber. Rubber granules worsened the thermal conductivity from 6.9% to 19.5%.
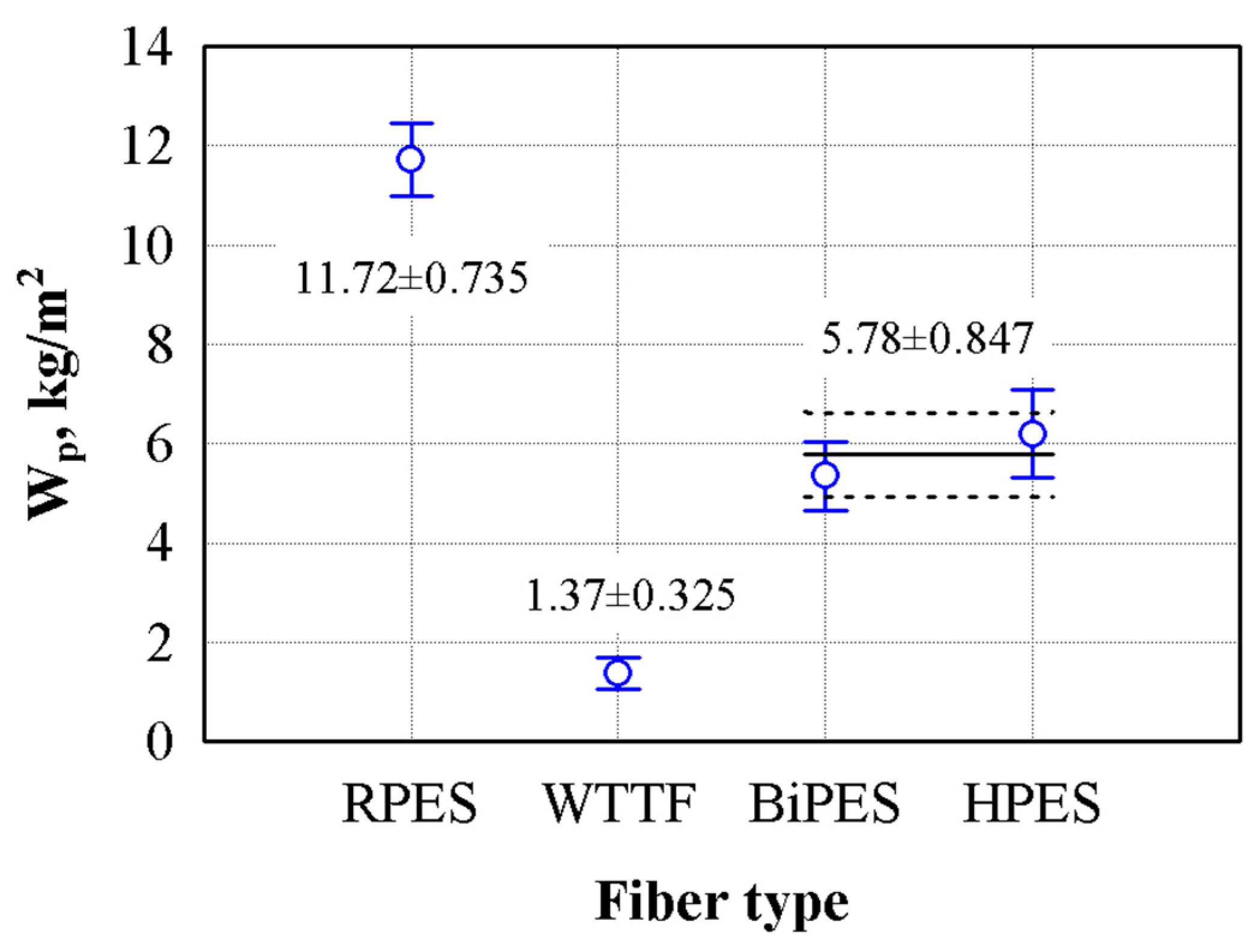
- The short-term water absorption of fibers ranged from 11.7% to 1.37%. The highest short-term water absorption was observed in the RPES fibers and the lowest in WTTF. The difference between the short-term water absorption results of RPES and WTTF was ~88%. The highest water absorption could be because the smallest voids formed between the fibers of the longest (64 mm) RPES and HPES fibers, which led to a more difficult water removal process during the drainage process of the samples.
- The thermal conductivity of WTTF+BiPES+RPES mats varied from 0.0409 W/(m·K) to 0.0351 W/(m·K) at densities from ~31.2 kg/m3 to ~93.3 kg/m3, the thermal conductivity of WTTF+BiPES+HPES mats varied from 0.0379 W/(m·K) to 0.0341 W/(m·K) at densities from ~27.7 kg/m3 to ~83.0 kg/m3, and the thermal conductivity of WTTF+BiPES+RPES+HPES mats varied from 0.0364 W/(m·K) to 0.0339 W/(m·K) at densities from ~32.1 kg/m3 to ~95.9 kg/m3. The most suitable compositions for producing WTTF-based thermal insulating mats are WTTF+BiPES+HPES and WTTF+BiPES+RPES+HPES since their thermal conductivity values are the lowest. This effect could be due to the HPES fibers in the composition, which creates additional air gaps in the fibers’ system, which leads to lower heat losses through the solid skeleton of the material.
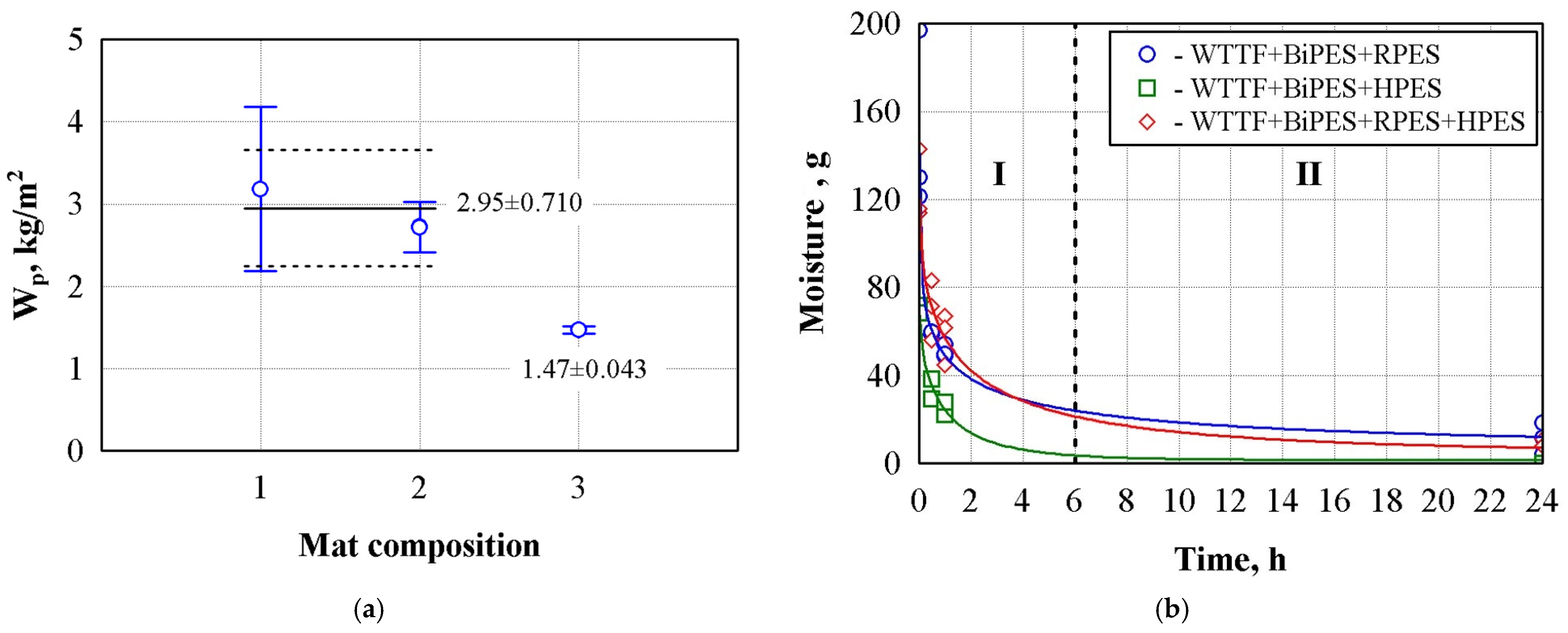
- The short-term water absorption of the WTTF+BiPES+RPES mats was 3.18 ± 1.00 kg/m2, WTTF+BiPES+HPES 2.72 ± 0.304 kg/m2, and WTTF+BiPES+RPES+HPES 1.47 ± 0.043 kg/m2. The highest water absorption of WTTF+BiPES+RPES is attributed to the share of RPES fibers in the composition. The aforementioned fibers absorbed the most due to the geometric properties of the fibers. The lowest water absorption was observed in the WTF+BiPES+RPES+HPES mats. The effect was determined by the geometric properties of the fibers forming the mat and the removal part of the RPES and HPES fibers from the mat composition.
- After 24 h of drying, the moisture reduction in the WTTF+BiPES+RPES mats was ~92%, WTTF+BiPES+HPES mats ~95%, and WTTF+BiPES+RPES+HPES mats ~100%. The drying kinetics can be distinguished into two stages. During the first stage (first 6 h), the most intensive moisture removal occurs, and, during the second stage (the remaining 18 h), the remaining moisture is removed from the samples.
- The tensile strength values along the forming direction varied from 7.53 ± 1.74 kPa to 11.84 ± 1.89 kPa and across the forming direction from 7.35 ± 0.829 kPa to 19.33 ± 3.83 kPa. In both directions, the lowest tensile strength was obtained for WTTF+BiPES+RPES+HPES mats and the highest one for WTTF+BiPES+HPES mats. HPES fibers with a smoother surface adhere worse to WTTF, but entangle well with RPES fibers. The synergy of WTTF, BIPES, RPES, and HPES fibers determines the optimal composition for felting the mat and allows us to achieve the highest tensile strength result.
- This research is practically significant because it demonstrates that WTTF can be used to produce insulating materials through non-woven technology. The obtained thermal conductivity values are comparable to those of conventional insulating materials, and the measured mechanical properties meet the requirements for insulating mats.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mahapatra, T.K.; Satapathy, S.; Panda, S.K. Thermal and acoustic properties evaluation of waste tire and textile reinforced epoxy composites. Mater. Today 2022, 62, 5982–5986. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Sustainable Reuse of Waste Tire Textile Fibers (WTTF) as Reinforcements. Polymers 2022, 14, 3933. [Google Scholar] [CrossRef]
- Archibong, F.N.; Sanusi, O.M.; Médéric, P.; Hocine, N.A. An overview on the recycling of waste ground tyre rubbers in thermoplastic matrices: Effect of added fillers. Resour. Conserv. Recycl. 2021, 175, 105894. [Google Scholar] [CrossRef]
- Nadal, M.; Rovira, J.; Díaz-Ferrero, J.; Schuhmacher, M.; Domingo, J.L. Human exposure to environmental pollutants after a tire landfill fire in Spain: Health risks. Environ. Int. 2016, 97, 37–44. [Google Scholar] [CrossRef] [PubMed]
- Valdés-Vidal, G.; Calabi-Floody, A.; Duarte-Nass, C.; Mignolet, C.; Díaz, C. Development of a New Additive Based on Textile Fibers of End-of-Life Tires (ELT) for Sustainable Asphalt Mixtures with Improved Mechanical Properties. Polymers 2022, 14, 3250. [Google Scholar] [CrossRef]
- Xiao, Z.; Pramanik, A.; Basak, A.K.; Prakash, C.; Shankar, S. Material recovery and recycling of waste tyres—A review. Clean. Mater. 2022, 5, 100115. [Google Scholar] [CrossRef]
- Landi, D.; Vitali, S.; Germani, M. Environmental Analysis of Different End of Life Scenarios of Tires Textile Fibers. Procedia CIRP 2016, 48, 508–513. [Google Scholar] [CrossRef]
- Marconi, M.; Landi, D.; Meo, I.; Germani, M. Reuse of Tires Textile Fibers in Plastic Compounds: Is this Scenario Environmentally Sustainable? Procedia CIRP 2018, 69, 944–949. [Google Scholar] [CrossRef]
- Jimenez-Espadafor, F.J.; Villanueva, J.A.B.; García, M.T.; Trujillo, E.C.; Blanco, A.M. Optimal design of acoustic material from tire fluff. Mater. Des. 2011, 32, 3608–3616. [Google Scholar] [CrossRef]
- Landi, D.; Gigli, S.; Germani, M.; Marconi, M. Investigating the feasibility of a reuse scenario for textile fibres recovered from end-of-life tyres. Waste Manag. 2018, 75, 187–204. [Google Scholar] [CrossRef]
- Thai, Q.B.; Le-Cao, K.; Nguyen, P.T.; Le, P.K.; Phan-Thien, N.; Duong, H.M. Fabrication and optimization of multifunctional nanoporous aerogels using recycled textile fibers from car tire wastes for oil-spill cleaning, heat-insulating and sound absorbing applications. Colloids Surf. A Physicochem. Eng. Asp. 2021, 628, 127363. [Google Scholar] [CrossRef]
- Grubor, M.; Štirmer, N.; Jelčić Rukavina, M.; Baričević, A. Effect of Recycled Tire Polymer Fibers on Autogenous Deformation of Self-Compacting Concrete. RILEM Tech. Lett. 2020, 5, 33–40. [Google Scholar] [CrossRef]
- Valipour, M.; Shourijeh, P.T.; Mohammadinia, A. Application of recycled tire polymer fibers and glass fibers for clay reinforcement. Transp. Geotech. 2021, 27, 100474. [Google Scholar] [CrossRef]
- Abbaspour, M.; Narani, S.S.; Aflaki, E.; Nejad, F.M. Dynamic characteristics of a sandy subgrade reinforced by waste tire textile fibres. Int. J. Pavement Eng. 2020, 23, 2293–2308. [Google Scholar] [CrossRef]
- Khongova, I.; Chromkova, I.; Prachar, V. Reuse of waste tire textile fibers from tires in plaster mixtures. IOP Conference Series: Materials Science and Engineering, Volume 1205, International Conference Building Materials, Products and Technologies (ICBMPT 2021) 29th September—1st October 2021, Telc, Czech Republic. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1205, 012017. [Google Scholar]
- Narani, S.S.; Abbaspour, M.; Mir Mohammad Hosseini, S.M.; Aflaki, E.; Moghadas Nejad, F. Sustainable reuse of Waste Tire Textile Fibers (WTTFs) as reinforcement materials for expansive soils: With a special focus on landfill liners/covers. J. Clean. Prod. 2020, 247, 119151. [Google Scholar] [CrossRef]
- Bocci, E.; Prosperi, E. Recycling of reclaimed fibers from end-of-life tires in hot mix asphalt. J. Traffic Transp. Eng. (Engl. Ed.) 2020, 7, 678–687. [Google Scholar] [CrossRef]
- Malaiškienė, J.; Nagrockienė, D.; Skripkiūnas, G. Possibilities to use textile cord waste from used tires for concrete. J. Environ. Eng. Landsc. Manag. 2015, 23, 183–191. [Google Scholar] [CrossRef]
- Ružickij, R.; Romagnoli, F.; Grubliauskas, R. Waste Tyre Textile Fibre Composite Material: Acoustic Performance and Life Cycle Assessment. Sustainability 2024, 16, 6281. [Google Scholar] [CrossRef]
- Maderuelo-Sanz, R.; Nadal-Gisbert, A.V.; Crespo-Amorós, J.E.; Parres-García, F. A novel sound absorber with recycled fibers coming from end of life tires (ELTs). Appl. Acoust. 2012, 73, 402–408. [Google Scholar] [CrossRef]
- Van de Lindt, J.W.; Carraro, J.A.H.; Heyliger, P.R.; Choi, C. Application and feasibility of coal fly ash and scrap tire fiber as wood wall insulation supplements in residential buildings. Resour. Conserv. Recycl. 2008, 52, 1235–1240. [Google Scholar] [CrossRef]
- Robert, R. Acoustic and Thermal Properties Evaluation and Analysis of Recycled Tyre Textile Fibre Waste. Master’s Thesis, Vilniaus Gedimino Technikos Universitetas, Vilnius, Lithuania, 2020; 87p. [Google Scholar]
- Qin, C.; Zhao, Z.; Piao, X.; Wang, Z.; Jin, C. Facile preparation of bamboo with improved hydrophobicity, dimensional stability and mold resistance by paraffin/tung oil modification. J. Mater. Res. Technol. 2024, 33, 8132–8141. [Google Scholar] [CrossRef]
- EN 12667; Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter. European Standard: Plzen, Czech Republic, 2001.
- ISO 29765:2008; Specifies the Equipment and Procedures for Determining the Tensile Strength of a Product Perpendicular to Its Faces. ISO: Geneva, Switzerland, 2008.
- ISO 29767:2008; Specifies the Equipment and Procedures for Determining the Short-Term Water Absorption of Specimens by Partial Immersion. ISO: Geneva, Switzerland, 2008.
- Data Science Textbook. 2020. Available online: https://docs.tibco.com/data-science/textbook (accessed on 12 January 2025).
- Berge, A.; Johansson, P. Literature Review of High Performance Thermal Insulation; Chalmers University of Technology: Gothenburg, Sweden, 2012. [Google Scholar]
- Ng, L.F.; Yahya, M.Y.; Muthukumar, C.; Parameswaranpillai, J.; Ma, Q.; Muhammad Asyraf, M.R.; Abdul Majid, R. Mechanical Characterization, Water Absorption, and Thickness Swelling of Lightweight Pineapple Leaf/Ramie Fabric-Reinforced Polypropylene Hybrid Composites. Polymers 2024, 16, 1847. [Google Scholar] [CrossRef]
- Sabir, T. 2—Fibers used for high-performance apparel. In High-Performance Apparel; McLoughlin, J., Sabir, T., Eds.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Sawston, UK, 2018; pp. 7–32. [Google Scholar] [CrossRef]
- Van de Velde, P.; Protière, S.; Duprat, C. Dynamics of drop absorption by a swelling fiber. Soft Matter. 2021, 17, 6168–6175. [Google Scholar] [CrossRef]
- Zaman, M.W.; Han, J.; Zhang, X. Evaluating wettability of geotextiles with contact angles. Geotext. Geomembr. 2022, 50, 825–833. [Google Scholar] [CrossRef]
- JA, M.H.; Majid, M.S.A.; Afendi, M.; Marzuki, H.F.A.; Hilmi, E.A.; Fahmi, I.; Gibson, A.G. Effects of water absorption on Napier grass fibre/polyester composites. Compos. Struct. 2016, 144, 138–146. [Google Scholar] [CrossRef]
- Kumari, Y.R.; Ramanaiah, K.; Prasad, A.R.; Reddy, K.H.; Sanaka, S.P.; Prudhvi, A.K. Experimental investigation of water absorption behaviour of sisal fiber reinforced polyester and sisal fiber reinforced poly lactic acid composites. Mater. Today 2021, 44 Pt 1, 935–940. [Google Scholar] [CrossRef]
- Schaefer, K. Re: What is the Difference in Water-Absorption of Polyester and PP Geofabrics? 2015. Available online: https://www.researchgate.net/post/What-is-the-difference-in-water-absorption-of-Polyester-and-PP-geofabrics/562b893d5e9d97d9058b4589/citation/download (accessed on 25 October 2024).
- Kosiński, P. Moisture Transport in Loose Fibrous Insulations under Steady-State Boundary Conditions. Materials 2023, 16, 7656. [Google Scholar] [CrossRef]
- Antlauf, M.; Boulanger, N.; Berglund, N.; Oksman, K.; Andersson, O. Thermal Conductivity of Cellulose Fibers in Different Size Scales and Densities. Biomacromolecules 2021, 22, 3800–3809. [Google Scholar] [CrossRef]
- Hamrouni, I.; Jalili, H.; Ouahbi, T.; Taibi, S.; Jamei, M.; Mabrouk, A. Thermal properties of a raw earth-flax fibers building material. Constr. Build. Mater. 2024, 423, 135828. [Google Scholar] [CrossRef]
- Sajid, L.; Azmami, O.; Ahmadi, Z.; Benayada, A.; Majid, S.; Gmouh, S. Introduction of raw palm fibers in the textile industry by development of nonwoven composite materials based on Washingtonia palm fibers. J. Text. Inst. 2021, 112, 1717–1729. [Google Scholar] [CrossRef]
- Abdou, A.; Budaiwi, I. The variation of thermal conductivity of fibrous insulation materials under different levels of moisture content. Constr. Build. Mater. 2013, 43, 533–544. [Google Scholar] [CrossRef]
- Stapulionienė, R. Development and Investigation of Thermal Insulating Composite from Fibrous Plants. Ph.D. Thesis, Vilnius Gediminas Technical University, Vilnius, Lithuania, 2016. [Google Scholar]
- Biswas, S.; Kindo, S.; Patnaik, A. Effect of fiber length on mechanical behavior of coir fiber reinforced epoxy composites. Fiber Polym. 2011, 12, 73–78. [Google Scholar] [CrossRef]
- Wu, Y.; Wu, Y.; Wu, Y. Research on a New Plant Fiber Concrete-Light Steel Keel Wall Panel. Sustainability 2023, 15, 8109. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | WTTF, wt.% | BiPES, wt.% | RPES, wt.% | HPES, wt.% | |
|---|---|---|---|---|---|
| 1 | WTTF+BiPES+RPES | 80 | 10 | 10 | 0 |
| 2 | WTTF+BiPES+HPES | 80 | 10 | 0 | 10 |
| 3 | WTTF+BiPES+RPES+HPES | 80 | 10 | 5 | 5 |
| Number of Specimens | Statistical Characteristics | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| R | R2 | Adjusted R2 | F | p | |||||
| , | (1) | ||||||||
| 18 | RPES | ||||||||
| 0.01902 | 0.000209 | 0.52007 | 0.999 | 0.998 | 0.997 | 0.000546 | 2033.2 | 0 | |
| 21 | sieved WTTF | ||||||||
| 0.02216 | 0.000130 | 0.58212 | 0.989 | 0.978 | 0.974 | 0.000535 | 246.4 | 0 | |
| 18 | unsieved WTTF | ||||||||
| 0.040374 | 0.0000850 | −0.36342 | 0.985 | 0.971 | 0.965 | 0.000706 | 155.3 | 0 | |
| 15 | BiPES | ||||||||
| 0.000604 | 0.000504 | 0.67075 | 0.986 | 0.973 | 0.965 | 0.00150 | 131.3 | 0 | |
| 18 | HPES | ||||||||
| 0.02840 | 0.0000780 | 0.30606 | 0.993 | 0.986 | 0.983 | 0.000866 | 337.0 | 0 | |
| Number of Specimens | Statistical Characteristics | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| R | R2 | Adjusted R2 | F | p | ||||||
| (2) | ||||||||||
| 12 | WTTF+BiPES+RPES (Composition 1) | |||||||||
| 6.261150 | −22.8184 | 1.20396 | 0.308117 | 0.947 | 0.896 | 0.837 | 21.1 | 15.08 | 0 | |
| 12 | WTTF+BiPES+HPES (Composition 2) | |||||||||
| 1.398792 | −48.6727 | 1.091495 | 0.640684 | 0.995 | 0.989 | 0.983 | 3.22 | 157.3 | 0 | |
| 12 | WTTF+BiPES+HPES+RPES (Composition 3) | |||||||||
| 4.454245 | −26.8098 | 0.821857 | 0.484400 | 0.972 | 0.946 | 0.915 | 12.3 | 30.7 | 0 | |
| Number of Specimens | Statistical Characteristics | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| R | R2 | Adjusted R2 | F | p | |||||
| (3) | |||||||||
| 21 | WTTF+BiPES+RPES (Composition 1) | ||||||||
| 0.02372 | 0.0000680 | 0.47024 | 0.972 | 0.945 | 0.935 | 0.000541 | 96.9 | 0 | |
| 21 | WTTF+BiPES+HPES (Composition 2) | ||||||||
| 0.02562 | 0.0000550 | 0.28917 | 0.982 | 0.964 | 0.958 | 0.000203 | 151.6 | 0 | |
| 21 | WTTF+BiPES+HPES+RPES (Composition 3) | ||||||||
| 0.02631 | 0.000053 | 0.28085 | 0.984 | 0.969 | 0.963 | 0.000267 | 176.1 | 0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balčiūnas, G.; Vėjelis, S.; Vaitkus, S.; Šeputytė-Jucikė, J.; Kremensas, A.; Kairytė, A. Research on the Sustainable Reuse of Tire Textile Waste for the Production of Thermal Insulating Mats. Sustainability 2025, 17, 4288. https://doi.org/10.3390/su17104288
Balčiūnas G, Vėjelis S, Vaitkus S, Šeputytė-Jucikė J, Kremensas A, Kairytė A. Research on the Sustainable Reuse of Tire Textile Waste for the Production of Thermal Insulating Mats. Sustainability. 2025; 17(10):4288. https://doi.org/10.3390/su17104288
Chicago/Turabian StyleBalčiūnas, Giedrius, Sigitas Vėjelis, Saulius Vaitkus, Jurga Šeputytė-Jucikė, Arūnas Kremensas, and Agnė Kairytė. 2025. "Research on the Sustainable Reuse of Tire Textile Waste for the Production of Thermal Insulating Mats" Sustainability 17, no. 10: 4288. https://doi.org/10.3390/su17104288
APA StyleBalčiūnas, G., Vėjelis, S., Vaitkus, S., Šeputytė-Jucikė, J., Kremensas, A., & Kairytė, A. (2025). Research on the Sustainable Reuse of Tire Textile Waste for the Production of Thermal Insulating Mats. Sustainability, 17(10), 4288. https://doi.org/10.3390/su17104288