
Recycled Sand and Aggregates for Structural Concrete: Toward the Industrial Production of High-Quality Recycled Materials with Low Water Absorption

Abstract
1. Introduction
- -
- The properties and quality of the selectively separated RS and RA: their density, water absorption, particle size, and shape distribution.
- -
- The impact of these RS and RA on the performance of structural grade concrete mixes: their workability, compressive strength, and durability.
1.1. Conventional Recycling and Conventional Recycled Concrete Aggregates
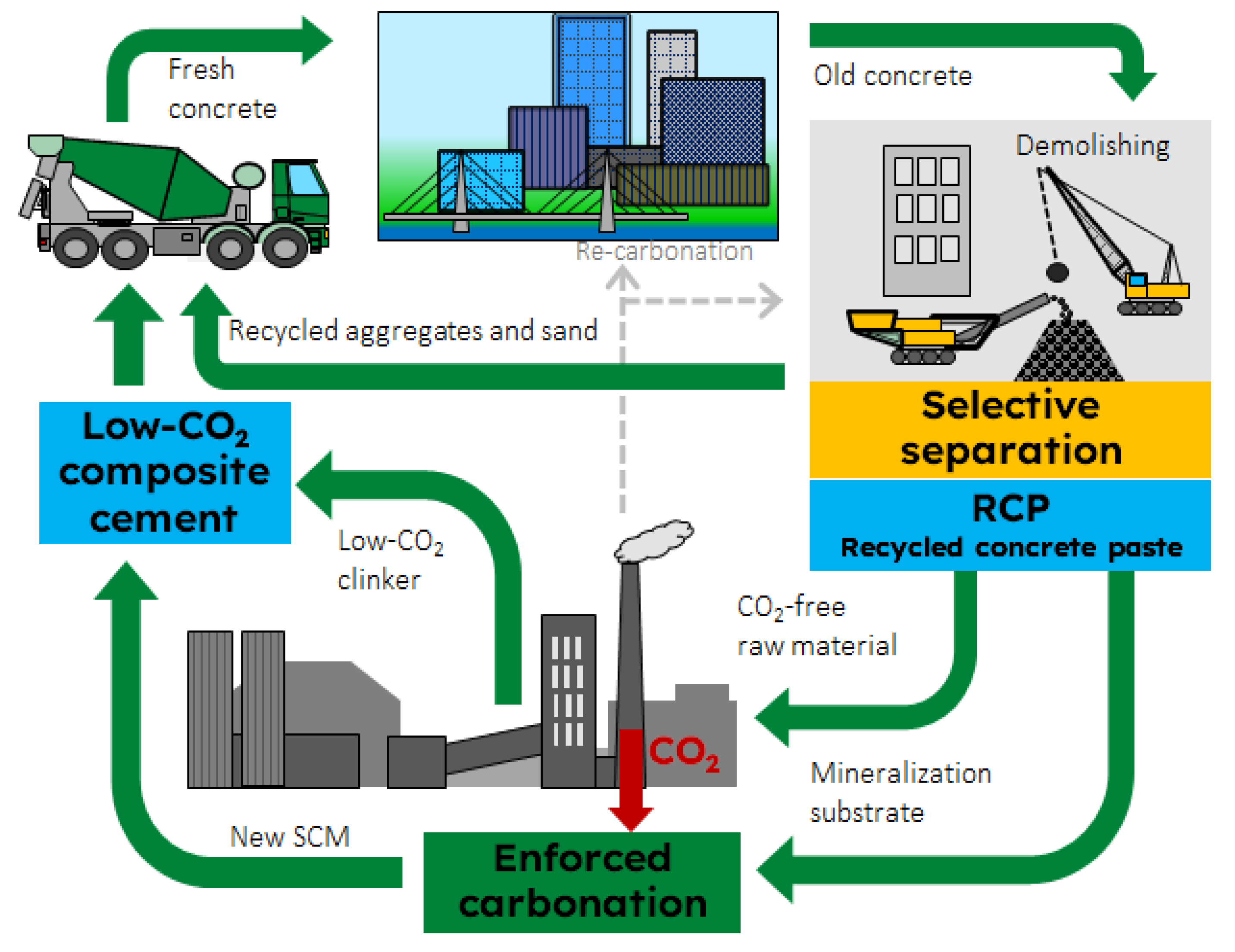
1.2. Selective Separation
1.3. Paper Novelty, Scope, and Organization
2. Materials and Methods
2.1. Natural Sands and Aggregates
2.2. Characterization of Recycled Materials
2.3. Concrete Mix Design and Mixing
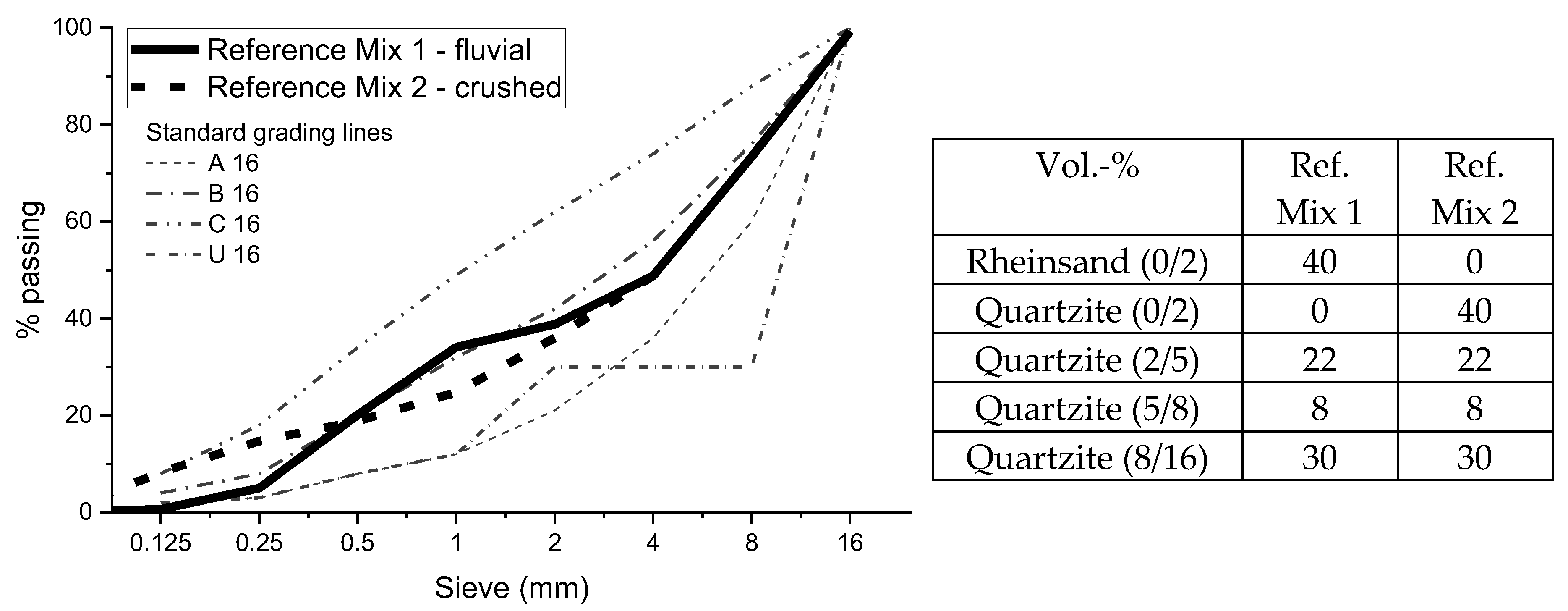
- Reference Mix 1 with fluvial sand 0/2 mm (Rheinsand) and crushed quartzite coarse fractions.
- Reference Mix 2 with crushed quartzite 0/2 mm sand and crushed quartzite coarse fractions.
2.4. Concrete Performance: Workability, Strength, and Durability
- 50% RS;
- 50% RA;
- Parallel replacement of 50% RS and 50% RA.
3. Results and Discussion
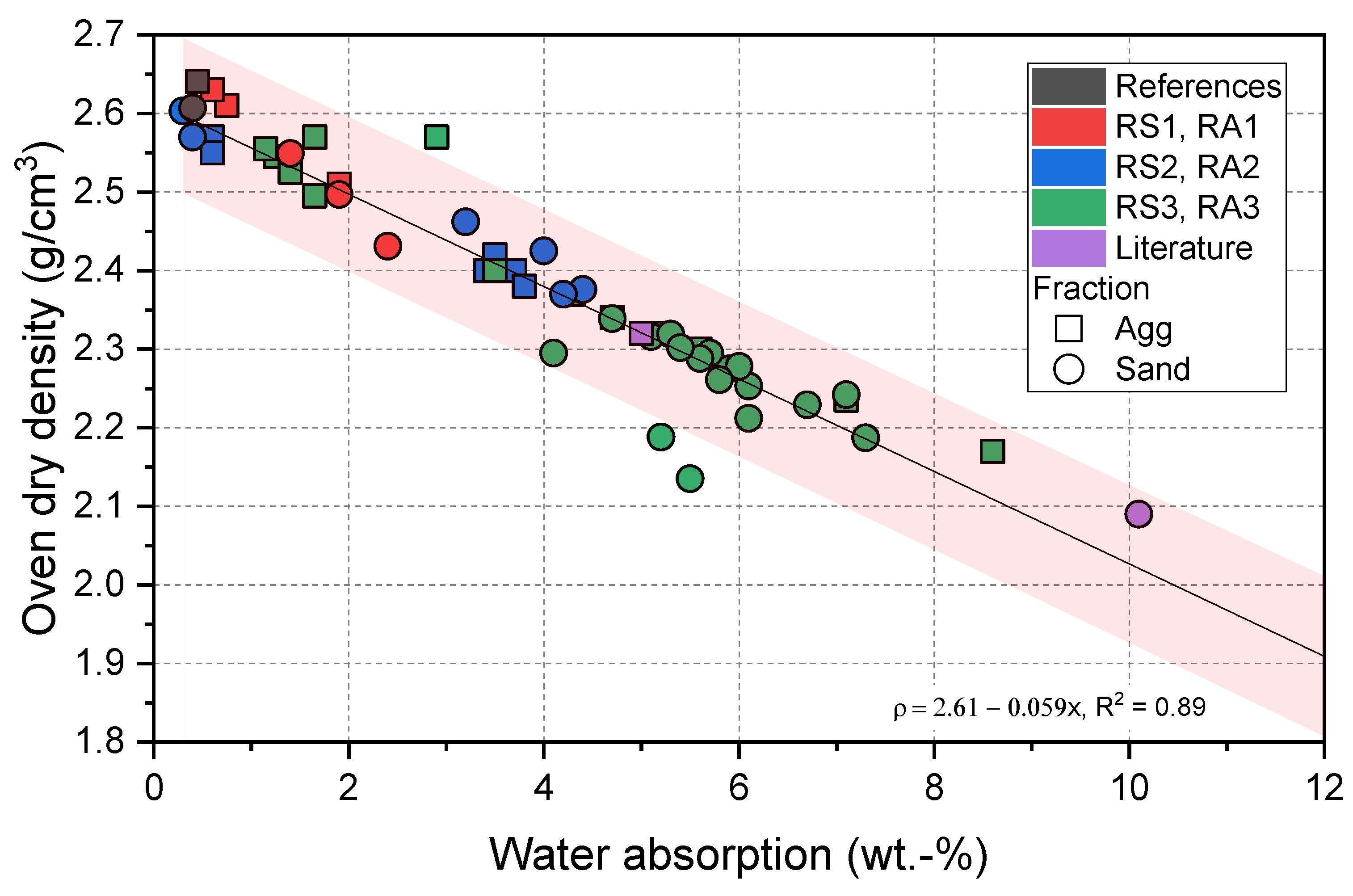
3.1. Density and Water Absorption
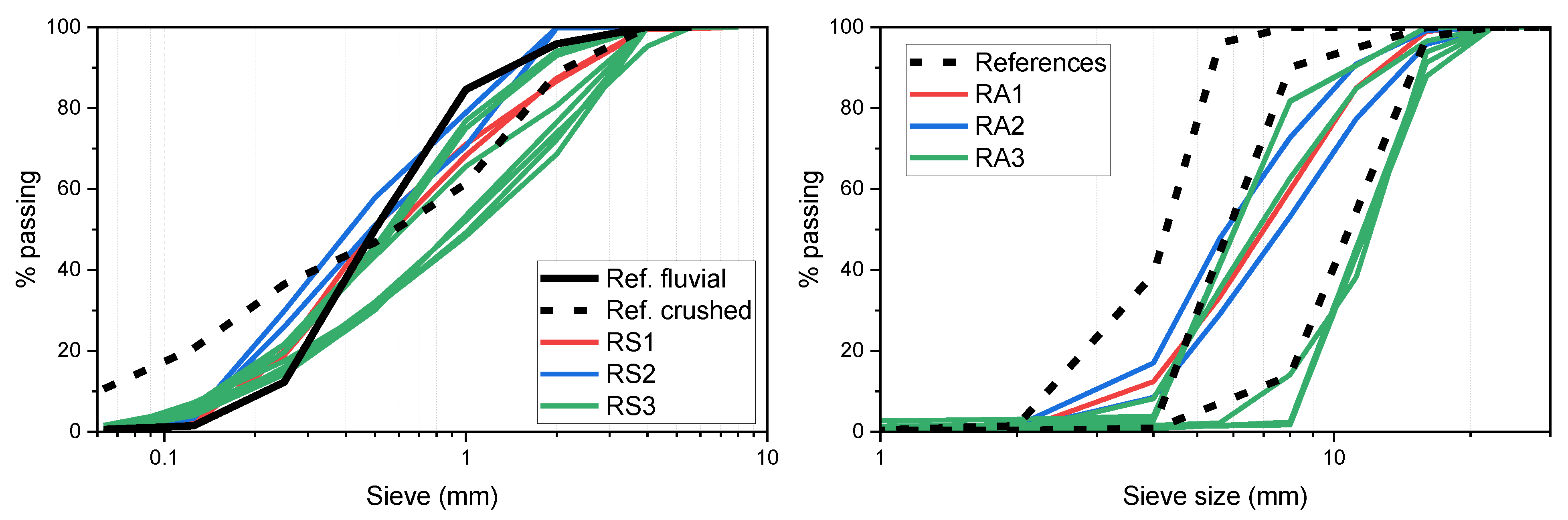
3.2. Particle Size Distribution
3.3. Particle Shape Analysis
3.4. Additional Analyses
3.5. Concrete—Workability
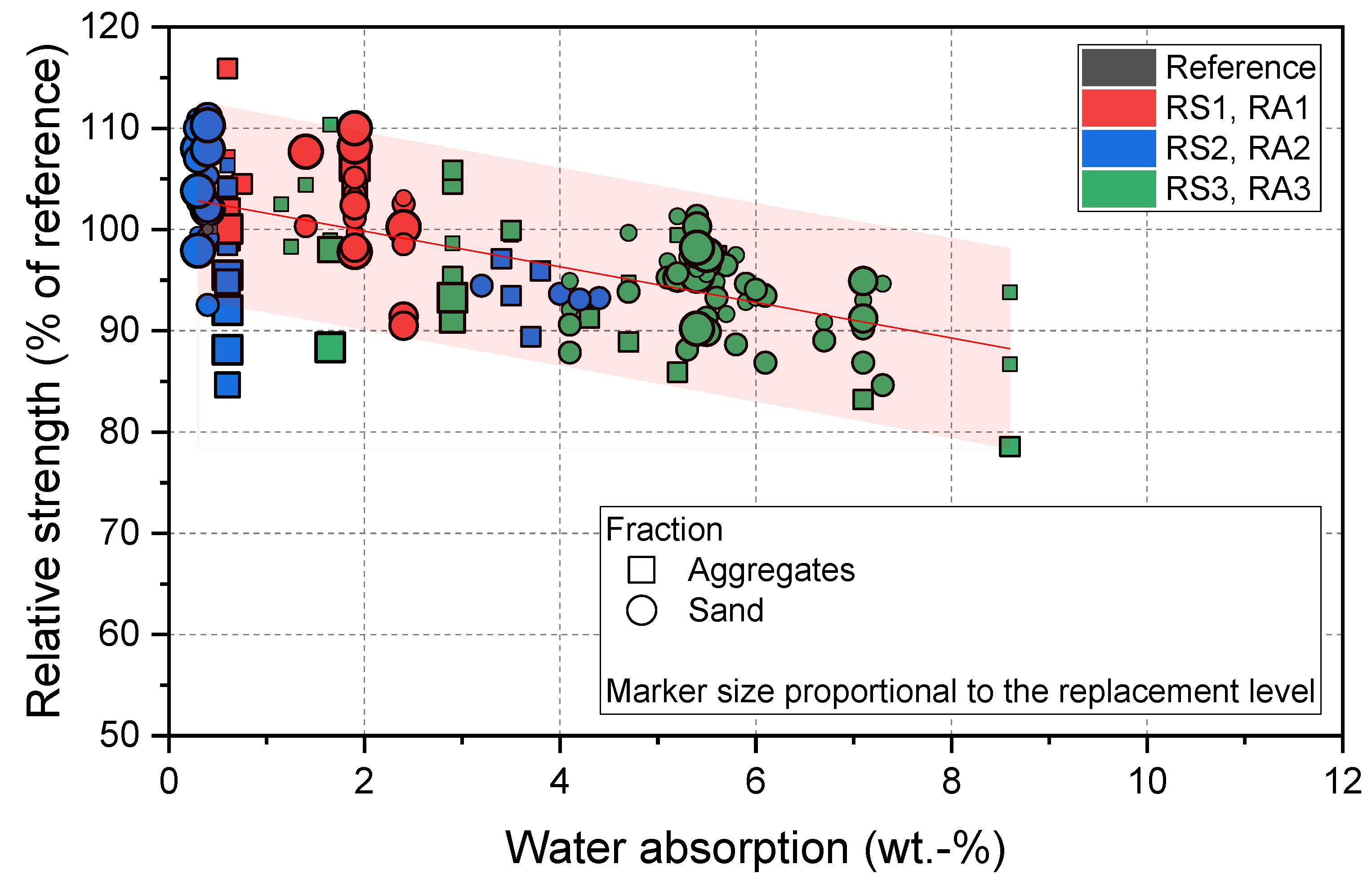
3.6. Concrete—Compressive Strength
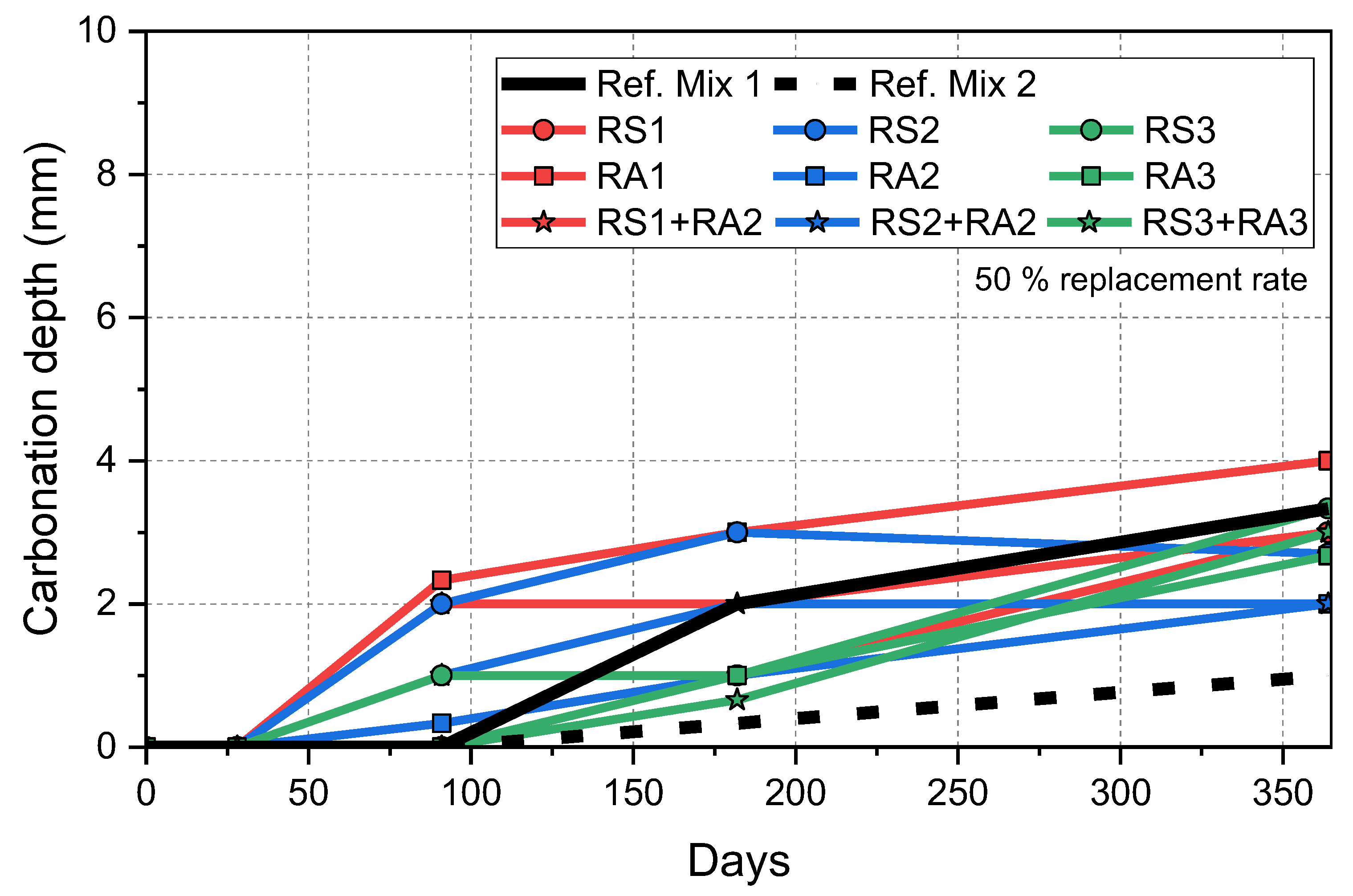
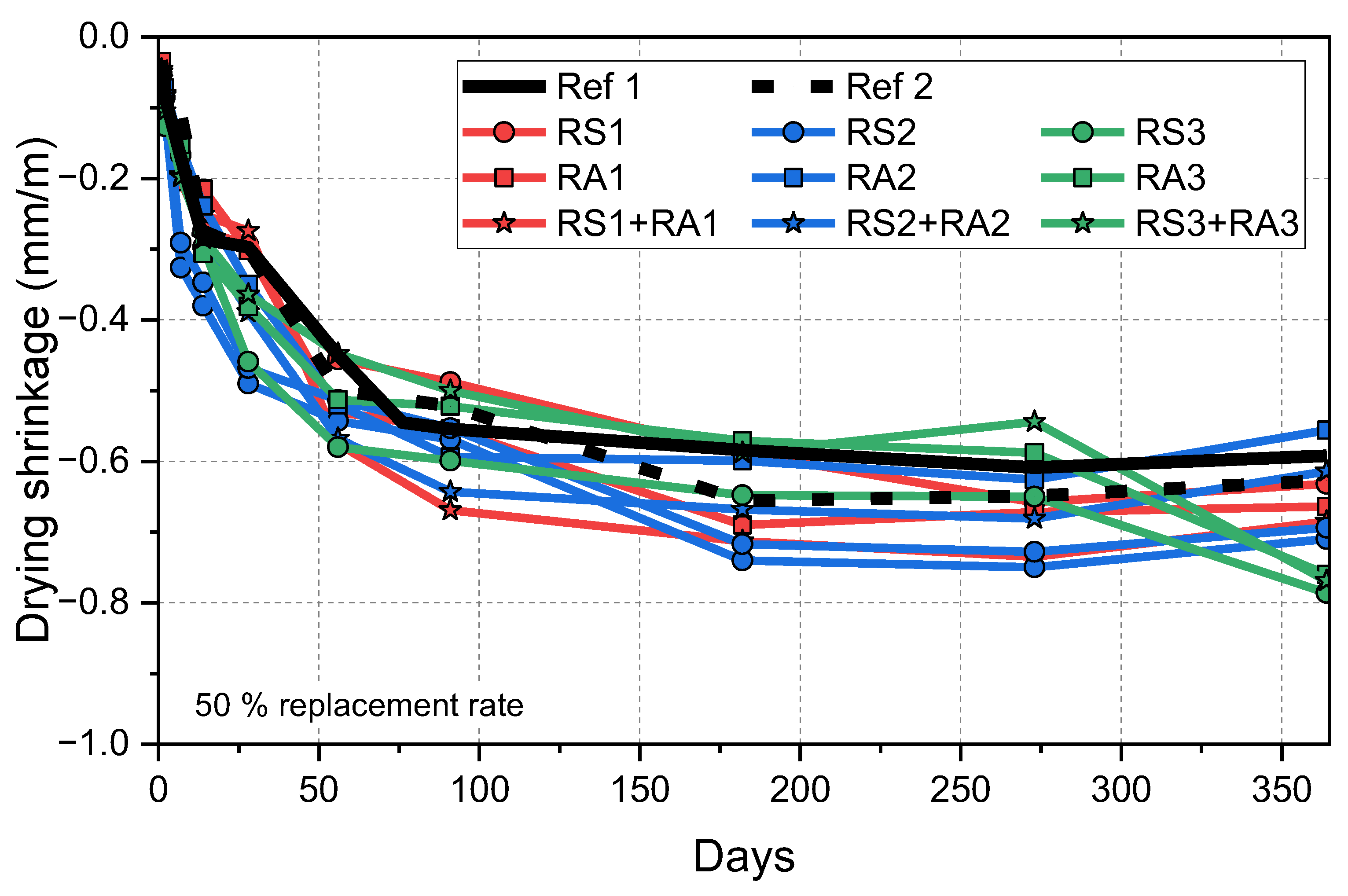
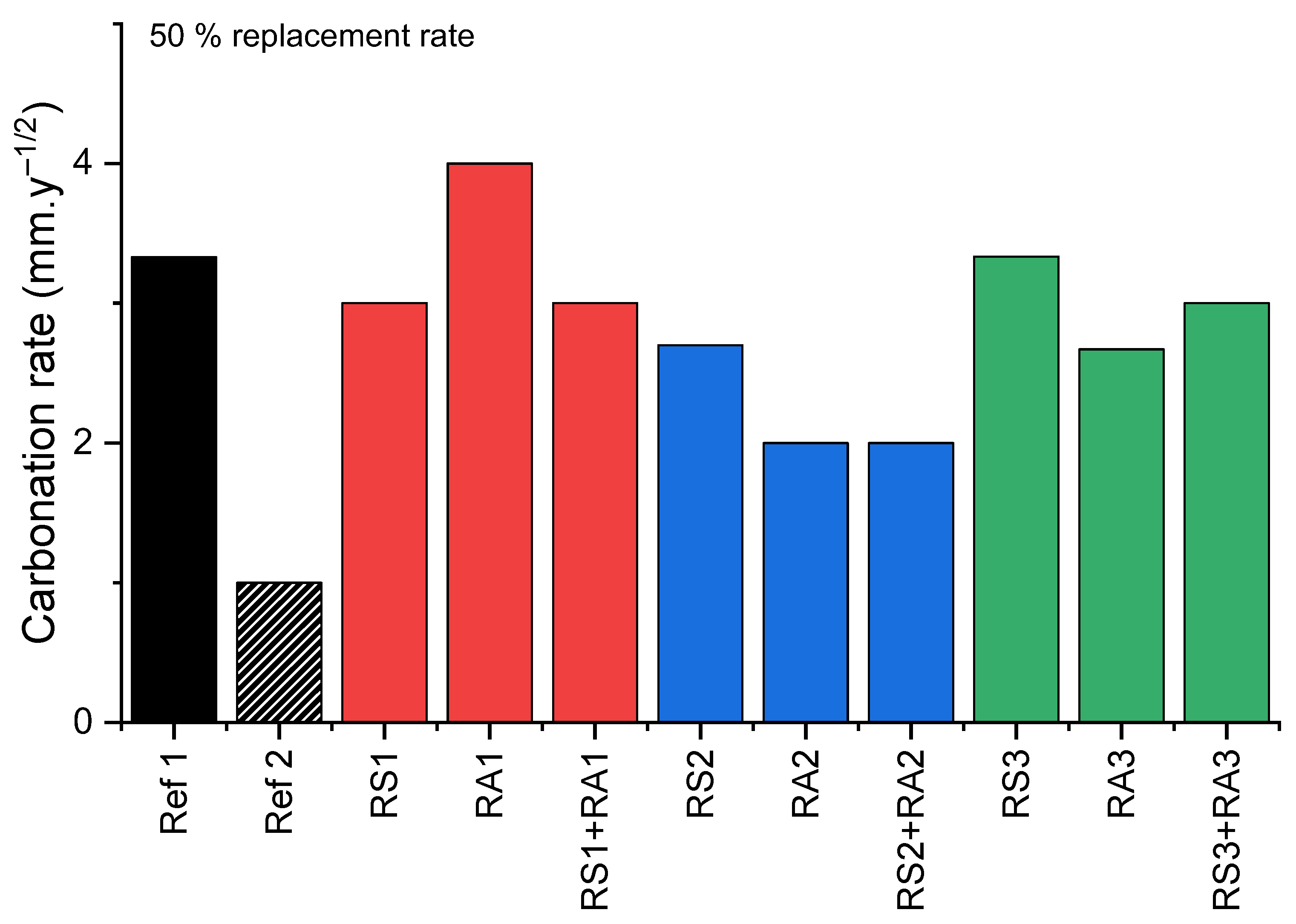
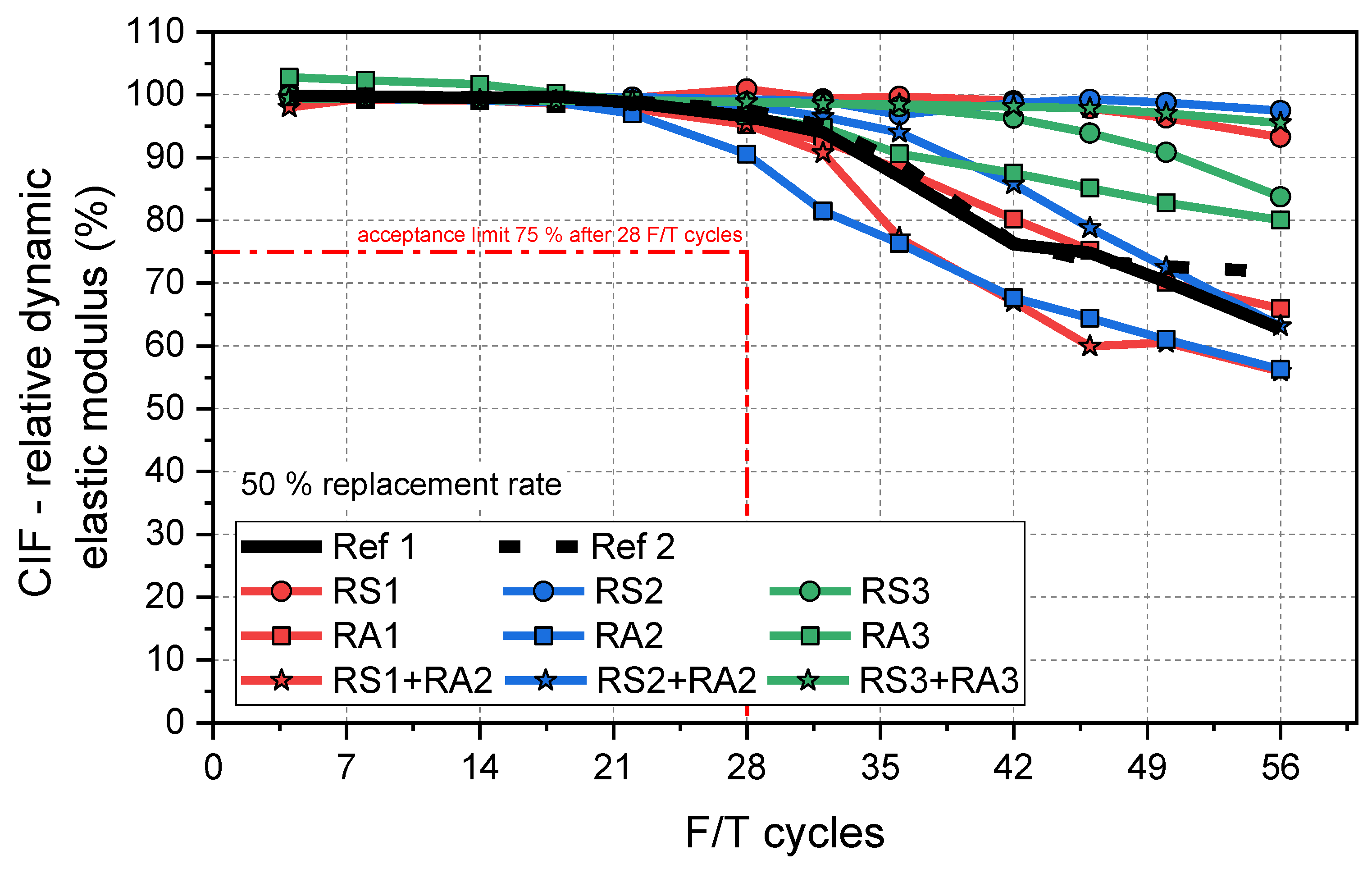
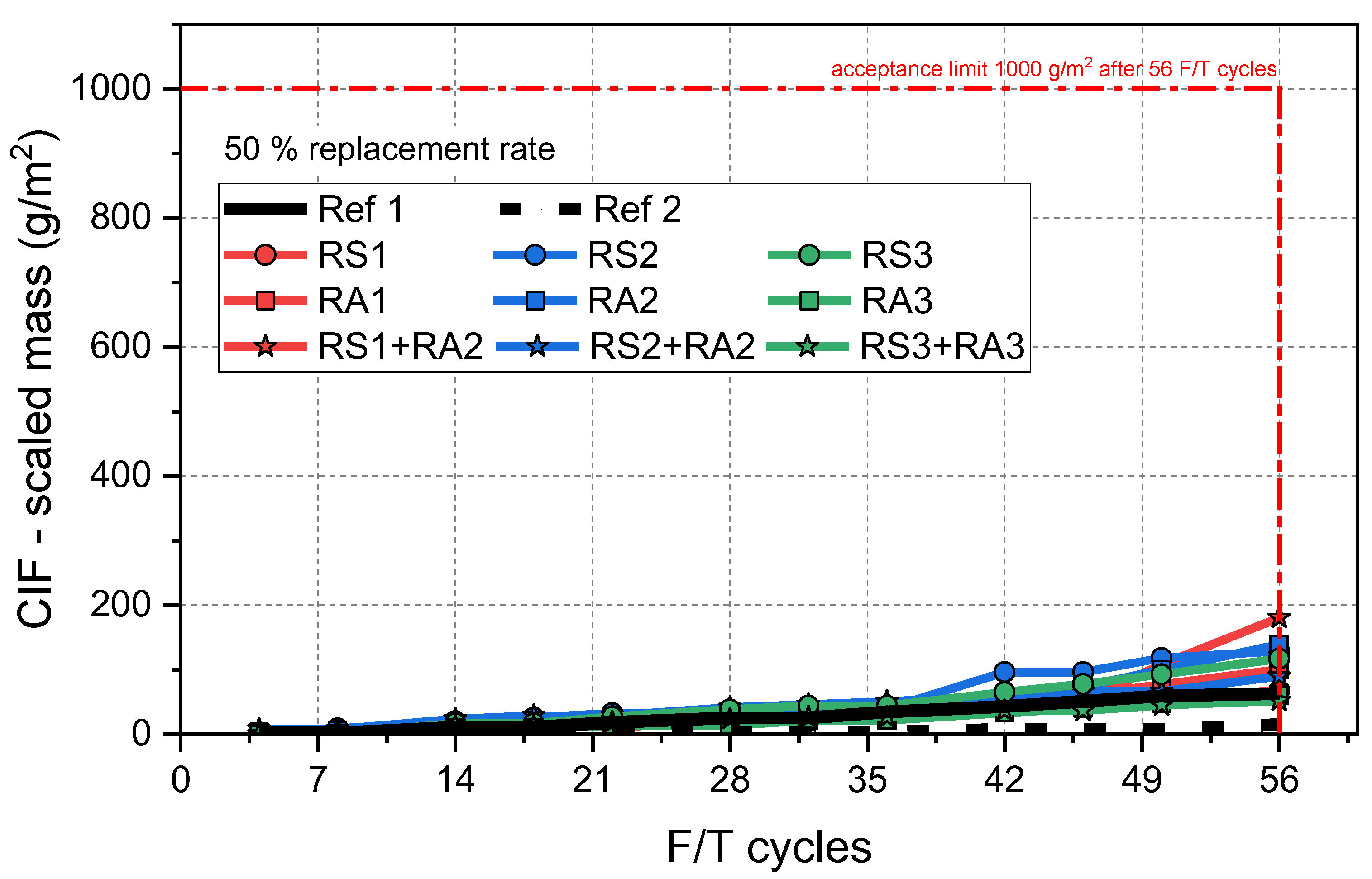
3.7. Concrete—Durability
3.8. Summary
- High-quality RS and RA are recovered from concrete, which can be used for the production of concrete of the same or even superior quality than the old concrete. Conventional recycling results in the production of high volumes of low-quality fines that do not have any circular and value-added use.
- It is an economically feasible solution as it is a mechanical process with low energy demands (~10 kWh per ton of demolished concrete [15]), which replaces secondary crushing in the conventional process.
- The RCP produced can be valorized to reduce the CO2 footprint of cement, the most CO2intensive constituent of concrete, further improving the environmental as well as economic benefits.
4. Conclusions
- Water absorption of the recycled materials is the key quality parameter linking the efficiency of the selective separation with the performance of the materials in concrete;
- A threshold water absorption level of 5 wt.-% has been identified below, which recycled materials can replace primary aggregates and sand up to 100% without significantly compromising the fresh and hardened properties of concrete;
- There is no difference between recycled aggregates and recycled sand concerning their suitability for concrete production, as well as the underlying phenomena influencing it;
- Durability of concrete with recycled sand and aggregates from selective separation was not negatively influenced;
- Recycled sands and aggregates obtained by selective separation are suitable for producing structural concrete.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Unit | Ref. Mix 1 | Ref. Mix 2 |
|---|---|---|---|
| CEM I 4.,5 R | [kg/m3] | 350 | 350 |
| (w/c)eff | [-] | 0.55 | 0.55 |
| Rheinsand 0/2 mm | [kg/m3] | 704 | - |
| Quartzite 0/2 mm | - | 717 | |
| Quartzite 2/5 mm | 392 | 392 | |
| Quartzite 5/8 mm | 143 | 143 | |
| Quartzite 8/16 mm | 535 | 535 | |
| Sika Viscocrete-2014 | [bwoc.] | 0.5 | 1.2 |
Appendix A.1. Soaking Times and Mixing Procedure
| Recycled Sand | RS1.1 | RS2.1 | RS2.2 | RS3.1 | RS3.2 | RS3.3 | RS3.4 | RS3.5 | RS3.6 | RS3.7 | RS3.9 |
| Pre-soaking time (min.) | 30 | 20 | 20 | 30 | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Recycled Aggregate | RA1.1 | RA2.1 | RA2.2 | RA3.1 | RA3.2 | RA3.3 | RA3.4 | RA3.5 | RA3.6 | RA3.7 | RA3.9 |
| Pre-soaking time (min.) | 20 | 20 | 20 | 30 | 10 | 10 | 10 | 10 | 10 | 10 | 10 |
| Mixing Procedure |
|---|
| • Add all recycled aggregates into the mixer and presoak them with 2/3 of the mixing water |
| • Add the rest of the aggregates and the cement into the pan mixer |
| • Mix for 20 s. Add the rest of the water while mixing |
| • Add the admixture within 10 s |
| • Mix until 210 s |
| • Suction break of 380 s |
| • Mix for 30 s |
| • Total mixing time of 620 s |
| Determine the fresh concrete measurements: temperature, consistency, density, and air content. |
Appendix A.2. Durability Tests
| Durability Test | Test Method | Curing | Specimens | Testing Age | Mix Design | |
|---|---|---|---|---|---|---|
| Time | Temp. (°C) /RH (%) | |||||
| Shrinkage | EN 12390-16 | 1 day under water, 20 °C/65% until measurement | Concrete beams 10 × 10 × 50 cm | 1, (3), 7, 14, 28, 56, 90, 180, and 365 days of drying | Same as used for RC mixes assessed | |
| Natural Carbonation | EN 12390-10 | 28 days under water, 20 °C/65% until measurement | Concrete beams 10 × 10 × 50 cm | 1, 3, 6, 12, and 24 months of storage at 20 °C/65 | Same as used for RC mixes assessed | |
| Rapid chloride migration test | NT Build 492 | under water 20 °C until testing age | Concrete discs Ø: 10 cm. H: 5 cm | 28 days, 90 days, 180 days | w/c 0.45 | |
| Freeze-thaw resistance CIF test | CEN/TS 12390-9 | 1 day in mold, 6 days under water, 21 days: 20 °C/65% | Concrete slab 15 × 15 × 7 cm | Scaling: 14, 28, 42, and 56 cycles RDM: 0, 14, 28, 42, ans 56 cycles | Same as used for RC mixes assessed | |
Appendix A.2.1. Carbonation Resistance
Appendix A.2.2. Rapid Chloride Migration Tests
Appendix A.2.3. Freeze-Thaw Resistance without De-Icing Salt
Appendix A.3. Results—Concrete Fresh Properties and Strength
| Replacement Rate | RS Mix | Air Entrained (%) | Fresh Density (kg/m³) | SP Dosage (% Bwoc) | Flow (mm) | Compressive Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 10 min. | 30 min. | 60 min. | 90 min. | 2 days | 7 days | 28 days | |||||
| Reference Rheinsand | 3.2 | 2389 | 0.5 | 480 | 410 | 380 | 340 | 32.0 | 41.5 | 49.9 | |
| 25% | RS1.1 | 3.4 | 2284 | 0.5 | 460 | 400 | 360 | 320 | 32.8 | 42.1 | 49.8 |
| RS1.2 | 2.6 | 2314 | 0.5 | 460 | 390 | 350 | 350 | 32.7 | 41.7 | 50.3 | |
| RS2.1 | 3.9 | 2306 | 0.5 | 480 | 450 | 420 | 400 | 30.7 | 41.9 | 51.4 | |
| RS2.2 | 3.4 | 2308 | 0.5 | 440 | 400 | 370 | 330 | 33.5 | 42.1 | 49.6 | |
| RS3.1 | 2.7 | 2294 | 0.5 | 380 | 370 | 360 | 340 | 29.8 | 40.2 | 48.0 | |
| RS3.10 | 3 | 2299 | 0.5 | 470 | 450 | 410 | 380 | 27.3 | 35.9 | 45.0 | |
| RS3.11 | 3.7 | 2314 | 0.5 | 400 | 370 | 350 | 340 | 31.1 | 39.3 | 45.9 | |
| RS3.12 | 3 | 2270 | 0.5 | 440 | 430 | 380 | 350 | 30.5 | 39.1 | 45.1 | |
| RS3.13 | 2.3 | 2320 | 0.5 | 490 | 480 | 450 | 420 | 26.4 | 36.1 | 47.6 | |
| RS3.14 | 4.2 | 2288 | 0.5 | 430 | 410 | 390 | 370 | 19.4 * | 37.3 | 46.3 | |
| RS3.15 | 2.3 | 2322 | 0.5 | 480 | 440 | 420 | 400 | 29.3 | 33.3 | 46.5 | |
| RS3.16 | 3.6 | 2295 | 0.5 | 480 | 440 | 400 | 380 | 29.4 | 38.8 | 45.7 | |
| RS3.17 | 2.4 | 2323 | 0.5 | 490 | 460 | 450 | 420 | 28.6 | 38.4 | 46.8 | |
| RS3.18 | 2.5 | 2315 | 0.5 | 480 | 440 | 420 | 410 | 29.9 | 38.7 | 46.5 | |
| RS3.19 | 2.3 | 2321 | 0.5 | 470 | 440 | 430 | 420 | 19.5 * | 39.1 | 48.6 | |
| RS3.20 | 3.8 | 2290 | 0.5 | 440 | 430 | 400 | 380 | 20.2 * | 38.7 | 45.3 | |
| RS3.21 | 2.5 | 2314 | 0.5 | 460 | 450 | 420 | 400 | 20.2 * | 41.0 | 47.2 | |
| RS3.22 | 2.7 | 2315 | 0.5 | 450 | 430 | 390 | 390 | 30.4 | 40.8 | 49.7 | |
| RS3.23 | 2.8 | 2311 | 0.5 | 430 | 410 | 400 | 380 | 32.4 | 41.4 | 47.3 | |
| RS3.24 | 3.4 | 2301 | 0.5 | 440 | 410 | 370 | 360 | 30.3 | 38.8 | 48.3 | |
| RS3.25 | 2.4 | 2322 | 0.5 | 470 | 420 | 390 | 390 | 32.4 | 43.0 | 48.5 | |
| AVG | 3.0 | 2306 | 0.5 | 454 | 425 | 397 | 378 | 30.4 | 39.4 | 47.5 | |
| STD | 0.6 | 14 | 0.0 | 28 | 28 | 29 | 30 | 1.9 | 2.3 | 1.8 | |
| 50% | RS1.1 | 3.1 | 2301 | 0.5 | 510 | 460 | 430 | 390 | 31.0 | 41.2 | 50.5 |
| RS1.2 | 2.6 | 2321 | 0.5 | 450 | 390 | 360 | 340 | 32.3 | 41.3 | 51.2 | |
| RS1.3 | 3 | 2320 | 0.5 | 430 | 420 | 400 | 380 | 32.7 | 40.1 | 50.1 | |
| RS2.1 | 3.9 | 2290 | 0.6 | 480 | 410 | 360 | 320 | 35.8 | 47.4 | 51.1 | |
| RS2.2 | 4.6 | 2275 | 0.7 | 470 | 390 | 360 | 340 | 33.8 | 46.1 | 51.2 | |
| RS2.4 | 2.2 | 2312 | 0.5 | 480 | 460 | 430 | 410 | 19.3 * | 37.7 | 46.5 | |
| RS2.5 | 2.8 | 2310 | 0.5 | 470 | 460 | 430 | 400 | 32.6 | 40.0 | 46.7 | |
| RS2.6 | 3 | 2319 | 0.5 | 470 | 460 | 410 | 400 | 31.6 | 37.0 | 47.1 | |
| RS2.7 | 2.1 | 2324 | 0.5 | 500 | 460 | 450 | 410 | 30.1 | 37.2 | 46.5 | |
| RS3.1 | 4.4 | 2267 | 0.5 | 360 | 330 | 320 | n.a. | 32.3 | 41.2 | 47.9 | |
| RS3.10 | 2.3 | 2304 | 0.5 | 450 | 420 | 400 | 360 | 16.7 * | 35.9 | 43.5 | |
| RS3.11 | 4.1 | 2275 | 0.5 | 460 | 440 | 420 | 400 | 26.4 | 36.0 | 43.8 | |
| RS3.12 | 4.1 | 2270 | 0.5 | 390 | 350 | 330 | 290 | 25.9 | 38.6 | 43.3 | |
| RS3.13 | 1.5 | 2324 | 0.5 | 570 | 520 | 490 | 460 | 16.6 * | 35.1 | 42.7 | |
| RS3.14 | 4.5 | 2260 | 0.5 | 420 | 390 | 370 | 360 | 29.2 | 39.2 | 47.2 | |
| RS3.15 | 2.3 | 2307 | 0.5 | 480 | 450 | 420 | 400 | 28.4 | 37.3 | 46.6 | |
| RS3.16 | 2.7 | 2161 | 0.5 | 410 | 390 | 380 | 340 | 29.7 | 40.3 | 48.1 | |
| RS3.17 | 2.4 | 2305 | 0.5 | 430 | 420 | 420 | 400 | 28.5 | 38.0 | 43.3 | |
| RS3.18 | 2.7 | 2302 | 0.5 | 440 | 410 | 370 | 360 | 29.2 | 39.4 | 46.9 | |
| RS3.19 | 2.6 | 2304 | 0.5 | 440 | 460 | 410 | 400 | 29.8 | 38.7 | 44.2 | |
| RS3.20 | 4.6 | 2258 | 0.5 | 400 | 380 | 330 | 320 | 30.2 | 39.0 | 44.4 | |
| RS3.21 | 2.6 | 2291 | 0.5 | 500 | 450 | 440 | 390 | 27.4 | 34.9 | 42.2 | |
| RS3.22 | 3.1 | 2289 | 0.5 | 420 | 420 | 390 | 380 | 30.2 | 40.0 | 46.8 | |
| RS3.23 | 2.2 | 2308 | 0.5 | 460 | 430 | 390 | 380 | 21.0 * | 40.2 | 46.5 | |
| RS3.24 | 3.5 | 2294 | 0.5 | 420 | 410 | 380 | 340 | 28.9 | 37.0 | 47.5 | |
| RS3.25 | 3.3 | 2284 | 0.5 | 440 | 420 | 410 | 380 | 31.2 | 38.8 | 44.0 | |
| AVG | 3.1 | 2291 | 0.5 | 452 | 423 | 396 | 374 | 30.3 | 39.1 | 46.5 | |
| STD | 0.9 | 32 | 0.0 | 42 | 39 | 39 | 36 | 2.3 | 2.8 | 2.7 | |
| 75% | RS1.1 | 3.4 | 2284 | 0.5 | 440 | 410 | 360 | 330 | 29.7 | 39.2 | 48.8 |
| RS1.2 | 2.6 | 2314 | 0.5 | 470 | 420 | 400 | 360 | 33.6 | 42.6 | 50.0 | |
| RS1.3 | 3.4 | 2315 | 0.5 | 410 | 380 | 350 | 340 | 25.6 * | 46.0 | 53.7 | |
| RS2.1 | 4.6 | 2273 | 0.7 | 440 | 360 | 320 | n.a. | 33.7 | 44.8 | 50.9 | |
| RS2.2 | 5.5 | 2247 | 0.7 | 450 | 390 | 320 | 310 | 34.6 | 46.4 | 53.9 | |
| RS3.1 | 3.9 | 2264 | 0.5 | 380 | 370 | 340 | n.a. | 29.7 | 38.7 | 47.6 | |
| RS3.2 | 3.3 | 2270 | 0.5 | 470 | 450 | 420 | 400 | 28.9 | 39.1 | 47.5 | |
| RS3.6 | 2.8 | 2276 | 0.5 | 500 | 430 | 390 | 370 | 29.9 | 39.0 | 48.2 | |
| AVG | 3.7 | 2280 | 0.6 | 445 | 401 | 363 | 352 | 31.4 | 42.0 | 50.1 | |
| STD | 0.9 | 22 | 0.1 | 35 | 29 | 35 | 29 | 2.2 | 3.2 | 2.4 | |
| 100% | RS1.1 | 3.3 | 2273 | 0.5 | 470 | 400 | 340 | 310 | 29.6 | 39.0 | 48.8 |
| RS1.2 | 2.5 | 2305 | 0.5 | 480 | 440 | 410 | 380 | 31.9 | 39.8 | 50.0 | |
| RS1.3 | 2.2 | 2325 | 0.4 | 470 | 440 | 430 | 420 | 22.6 * | 44.9 | 53.7 | |
| RS2.1 | 4.8 | 2259 | 0.9 | 450 | 380 | 320 | n.a. | 33.7 | 43.5 | 50.9 | |
| RS2.2 | 5.6 | 2244 | 0.9 | 440 | 360 | 320 | n.a. | 34.7 | 48.1 | 53.9 | |
| RS3.1 | 5.8 | 2201 | 0.5 | 480 | 460 | 440 | 390 | 13.8 * | 30.4 | 42.2 | |
| AVG | 4.0 | 2268 | 0.6 | 465 | 413 | 377 | 375 | 32.5 | 41.0 | 49.9 | |
| STD | 1.4 | 40 | 0.2 | 15 | 36 | 51 | 40 | 1.9 | 5.6 | 3.9 | |
| Replacement Rate | RS Mix | Air Entrained (%) | Fresh Density (kg/m³) | SP Dosage (% Bwoc) | Flow (mm) | Compressive Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 10 min. | 30 min. | 60 min. | 90 min. | 2 days | 7 days | 28 days | |||||
| Reference Quarzitic sand | 2.1 | 2353 | 1.2 | 430 | 380 | n.a. | 330 | 35.9 | 46.0 | 53.8 | |
| 25% | RS1.1 | 1.8 | 2351 | 1.2 | 420 | 380 | 360 | 340 | 36.7 | 49 | 55.5 |
| RS1.2 | 2.6 | 2314 | 1.2 | 510 | 430 | 400 | 340 | 36.5 | 48.1 | 55.4 | |
| RS2.1 | 2.1 | 2345 | 1.2 | 460 | 420 | 340 | 300 | 38.6 | 50.8 | 55.6 | |
| RS2.2 | 2.1 | 2344 | 1.2 | 420 | 400 | 330 | 290 | 39.6 | 51.5 | 59.3 | |
| RS3.1 | 2.2 | 2331 | 1.2 | 400 | 380 | 380 | 320 | 32.1 | 43.6 | 52.1 | |
| RS3.2 | 1.3 | 2355 | 1.2 | 460 | 410 | 390 | 350 | 35.6 | 44.6 | 54.4 | |
| RS3.6 | 2.3 | 2328 | 1.2 | 570 | 530 | 520 | 480 | 32.1 | 46.4 | 49.1 | |
| RS3.10 | 2.6 | 2329 | 1.2 | 500 | 470 | 440 | 430 | 31.1 | 41.4 | 49.5 | |
| RS3.11 | 2.1 | 2345 | 1.2 | 490 | 470 | 460 | 440 | 31.1 | 41.5 | 51.0 | |
| RS3.12 | 2.4 | 2318 | 1.2 | 430 | 410 | 360 | 330 | 25.0 * | 41.6 | 50.0 | |
| RS3.13 | 2.8 | 2328 | 1.2 | 570 | 520 | 500 | 480 | 28.6 | 38.9 | 47.7 | |
| AVG | 2.2 | 2335 | 1.2 | 476 | 438 | 407 | 373 | 34.2 | 45.2 | 52.7 | |
| STD | 0.4 | 13 | 0.0 | 56 | 50 | 61 | 68 | 3.5 | 4.0 | 3.4 | |
| 50% | RS1.1 | 2.1 | 2336 | 1.2 | 500 | 440 | 370 | 360 | 38.2 | 49.1 | 56.5 |
| RS1.2 | 1.0 | 2361 | 0.5 | 390 | 350 | 330 | n.a. | 32.1 | 43.4 | 53.0 | |
| RS2.1 | 2.5 | 2324 | 1.2 | 460 | 390 | 340 | 320 | 36.7 | 47.9 | 56.6 | |
| RS2.2 | 2.8 | 2325 | 1.2 | 470 | 410 | 350 | 320 | 36.7 | 47.9 | 59.6 | |
| RS3.1 | 2.8 | 2303 | 1.2 | 460 | 420 | 400 | 380 | 33.8 | 45.0 | 53.8 | |
| RS3.2 | 1.3 | 2355 | 1.2 | 520 | 470 | 450 | 420 | 33.1 | 44.0 | 51.4 | |
| RS3.6 | 2.3 | 2328 | 0.6 | 370 | 320 | 290 | n.a. | 32.8 | 41.6 | 49.1 | |
| RS3.10 | 1.8 | 2317 | 1.2 | 570 | 530 | 500 | 460 | 27.9 | 37.7 | 46.9 | |
| RS3.11 | 2.7 | 2325 | 1.2 | 520 | 480 | 460 | 430 | 30.3 | 40.5 | 48.7 | |
| RS3.12 | 3.3 | 2297 | 1.2 | 380 | 380 | 370 | 350 | 22.4 * | 43.2 | 48.5 | |
| AVG | 2.3 | 2327 | 1.1 | 464 | 419 | 386 | 380 | 33.5 | 46.3 | 43.5 | |
| STD | 0.7 | 19 | 0.3 | 63 | 60 | 63 | 49 | 3.1 | 2.9 | 3.3 | |
| 75% | RS1.1 | 2.4 | 2318 | 1 | 430 | 360 | 340 | 280 | 38.8 | 50.9 | 53.9 |
| RS1.2 | 3.2 | 2300 | 0.5 | 390 | 360 | 340 | 340 | 33.4 | 44.8 | 48.9 | |
| RS2.1 | 2.7 | 2317 | 1.2 | 490 | 410 | 350 | 330 | 36.0 | 48.0 | 57.3 | |
| RS2.2 | 3.4 | 2307 | 1.2 | 490 | 390 | 350 | 330 | 36.6 | 48.6 | 58.3 | |
| RS3.1 | 2.7 | 2300 | 1.2 | 400 | 370 | 350 | 330 | 34.5 | 45.9 | 53.2 | |
| RS3.6 | 2.9 | 2277 | 0.6 | 460 | 410 | 360 | 350 | 31.0 | 41.1 | 48.3 | |
| AVG | 2.9 | 2303 | 1.0 | 443 | 383 | 348 | 327 | 35.1 | 46.6 | 53.3 | |
| STD | 0.3 | 14 | 0.3 | 40 | 21 | 7 | 22 | 2.5 | 3.1 | 3.8 | |
| 100% | RS1.1 | 2.4 | 2321 | 1.2 | 510 | 440 | 370 | 340 | 39.7 | 47.6 | 58.7 |
| RS2.1 | 3.3 | 2297 | 1.2 | 510 | 470 | 400 | 340 | 34.7 | 48.1 | 58.6 | |
| RS2.2 | 3.9 | 2292 | 1.2 | 470 | 390 | 360 | 310 | 36.5 | 47.5 | 55.8 | |
| RS3.1 | 1.7 | 2309 | 1.2 | 600 | 500 | 500 | 470 | 32.1 | 42.8 | 50.6 | |
| AVG | 2.8 | 2305 | 1.2 | 523 | 450 | 408 | 365 | 35.8 | 46.5 | 55.9 | |
| STD | 0.8 | 11 | 0.0 | 48 | 41 | 55 | 62 | 2.8 | 2.1 | 3.3 | |
| Replacement Rate | RA Mix | Air Entrained (%) | Fresh Density (kg/m³) | SP Dosage (% Bwoc) | Flow (mm) | Compressive Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 10 min. | 30 min. | 60 min. | 90 min. | 2 days | 7 days | 28 days | |||||
| Reference Rheinsand | 3.2 | 2389 | 0.5 | 480 | 410 | 380 | 340 | 32.0 | 41.5 | 49.9 | |
| 25% | RA1.1 | 3.4 | 2284 | 0.6 | 450 | 380 | 370 | 330 | 35.2 | 46.6 | 53.5 |
| RA2.1 | 2.6 | 2314 | 0.5 | 500 | 470 | 410 | 400 | 31.8 | 42.0 | 50.4 | |
| RA2.2 | 3.9 | 2306 | 0.5 | 490 | 420 | 390 | 360 | 32.3 | 42.9 | 53.1 | |
| RA3.1 | 3.1 | 2301 | 0.5 | 490 | 460 | 460 | 400 | 29.5 | 38.5 | 49.3 | |
| RA3.2 | 3.4 | 2308 | 0.5 | 440 | 410 | 370 | 350 | 32.9 | 42.9 | 52.8 | |
| RA3.3 | 2.7 | 2294 | 0.5 | 540 | 460 | 400 | 390 | 33.3 | 42.5 | 51.4 | |
| RA3.4 | 3.0 | 2299 | 0.5 | 500 | 450 | 390 | 380 | 32.4 | 42.6 | 50.1 | |
| RA3.5 | 3.7 | 2314 | 0.3 | 480 | 440 | 410 | 400 | 31.0 | 42.4 | 50.8 | |
| RA3.6 | 3.0 | 2270 | 0.5 | 550 | 480 | 450 | 380 | 33.0 | 41.5 | 55.4 | |
| RA3.7 | 2.3 | 2320 | 0.5 | 550 | 480 | 440 | 380 | 31.9 | 42.9 | 52.6 | |
| RA3.8 | 4.2 | 2288 | 0.5 | 440 | 430 | 400 | 390 | 22.7 * | 40.8 | 49.9 | |
| RA3.9 | 2.3 | 2322 | 0.5 | 450 | 420 | 400 | 370 | 30.2 | 41.3 | 52.4 | |
| RA3.10 | 3.6 | 2295 | 0.5 | 440 | 420 | 390 | 370 | 26.9 | 34.7 | 43.3 | |
| RA3.11 | 2.4 | 2323 | 0.5 | 480 | 450 | 420 | 400 | 25.6 | 33.5 | 46.6 | |
| RA3.12 | 3.8 | 2281 | 0.5 | 490 | 430 | 440 | 420 | 29.4 | 38.6 | 49.6 | |
| RA3.13 | 2.6 | 2292 | 0.5 | 470 | 440 | 420 | 390 | 30.2 | 38.7 | 47.3 | |
| RA3.14 | 2.7 | 2315 | 0.5 | 460 | 450 | 420 | 390 | 29.1 | 40.4 | 49.7 | |
| RA3.15 | 2.5 | 2313 | 0.5 | 480 | 450 | 440 | 420 | 29.4 | 39.9 | 46.4 | |
| AVG | 3.1 | 2302 | 0.5 | 483 | 441 | 412 | 384 | 30.8 | 42.6 | 39.5 | |
| STD | 0.6 | 15 | 0.1 | 35 | 25 | 26 | 22 | 2.3 | 2.2 | 2.9 | |
| 50% | RA1.1 | 3.8 | 2278 | 0.8 | 470 | 440 | 360 | 340 | 33.4 | 44.7 | 53.0 |
| RA1.2 | 3.3 | 2308 | 0.8 | 490 | 440 | 410 | 370 | 29.0 | 38.8 | 47.4 | |
| RA2.1 | 3.4 | 2289 | 0.5 | 480 | 410 | 400 | 370 | 33.1 | 44.7 | 49.7 | |
| RA2.2 | 3.2 | 2304 | 0.5 | 470 | 390 | 340 | 290 | 33.8 | 45.2 | 51.0 | |
| RA2.4 | 2.7 | 2297 | 0.3 | 400 | 370 | 340 | 340 | 30.4 | 39.2 | 46.8 | |
| RA2.5 | 2.0 | 2312 | 0.5 | 520 | 500 | 450 | 430 | 31.1 | 41.1 | 48.5 | |
| RA2.6 | 2.0 | 2302 | 0.5 | 520 | 490 | 490 | 450 | 23.1 * | 40.3 | 46.6 | |
| RA2.7 | 2.2 | 2305 | 0.5 | 510 | 490 | 470 | 460 | 29.9 | 39.2 | 47.9 | |
| RA3.1 | 2.0 | 2375 | 0.5 | 510 | 480 | 410 | 410 | 32.4 | 41.1 | 52.2 | |
| RA3.10 | 4.9 | 2217 | 0.5 | 480 | 460 | 420 | 400 | 25.6 | 33.5 | 39.2 | |
| RA3.11 | 4.6 | 2263 | 0.5 | 440 | 420 | 390 | 370 | 23.4 * | 39.7 | 48.6 | |
| RA3.12 | 3.7 | 2247 | 0.4 | 480 | 460 | 430 | 410 | 17.9 * | 36.0 | 42.9 | |
| RA3.13 | 2.9 | 2263 | 0.5 | 480 | 440 | 410 | 390 | 29.2 | 37.5 | 44.4 | |
| RA3.14 | 2.5 | 2306 | 0.5 | 470 | 450 | 420 | 400 | 20.5 * | 40.3 | 49.9 | |
| RA3.15 | 3.7 | 2264 | 0.5 | 390 | 390 | 390 | 380 | 29.1 | 37.1 | 45.5 | |
| AVG | 3.1 | 2289 | 0.5 | 474 | 442 | 409 | 387 | 30.6 | 39.9 | 47.6 | |
| STD | 0.9 | 35 | 0.1 | 37 | 39 | 41 | 43 | 2.3 | 3.2 | 3.5 | |
| 75% | RA1.1 | 4.4 | 2245 | 0.7 | 490 | 410 | 360 | 350 | 33.0 | 43.8 | 49.5 |
| RA1.2 | 2.6 | 2303 | 0.5 | 470 | 450 | 430 | 410 | 31.8 | 41.0 | 52.0 | |
| RA2.1 | 3.6 | 2267 | 0.6 | 430 | 380 | 350 | 330 | 30.5 | 38.8 | 46.4 | |
| RA2.2 | 3.5 | 2272 | 0.5 | 410 | 370 | 330 | n.a. | 31.3 | 41.7 | 50.5 | |
| RA3.1 | 2.1 | 2344 | 0.3 | 440 | 420 | 400 | 390 | 27.2 | 39.6 | 48.9 | |
| AVG | 3.2 | 2286 | 0.5 | 448 | 406 | 374 | 370 | 31.8 | 41.0 | 49.5 | |
| STD | 0.8 | 34 | 0.1 | 29 | 29 | 36 | 32 | 2.0 | 1.7 | 1.9 | |
| 100% | RA1.1 | 5.2 | 2217 | 0.6 | 450 | 370 | 340 | 330 | 29.8 | 40.8 | 45.9 |
| RA1.2 | 2.0 | 2293 | 0.5 | 460 | 440 | 430 | 420 | 20.0 * | 42.9 | 53.0 | |
| RA2.1 | 5.5 | 2292 | 0.7 | 430 | 410 | 380 | 370 | 33.8 | 38.3 | 45.9 | |
| RA2.2 | 4.0 | 2249 | 0.5 | 450 | 380 | 330 | n.a. | 28.8 | 40.4 | 47.6 | |
| RA3.1 | 1.9 | 2336 | 0.3 | 470 | 450 | 420 | 390 | 26.4 | 37.3 | 44.1 | |
| AVG | 3.7 | 2277 | 0.5 | 452 | 410 | 380 | 378 | 29.7 | 39.9 | 47.3 | |
| STD | 1.5 | 41 | 0.1 | 13 | 32 | 41 | 33 | 2.7 | 2 | 3.1 | |
| Replacement Rate | RA Mix | Air Entrained (%) | Fresh Density (kg/m³) | SP Dosage (% Bwoc) | Flow (mm) | Compressive Strength (MPa) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 10 min. | 30 min. | 60 min. | 90 min. | 2 days | 7 days | 28 days | |||||
| Reference Quarzitic sand | 2.1 | 2353 | 1.2 | 430 | 380 | n.a. | 330 | 35.9 | 46.0 | 53.8 | |
| 25% | RA1.1 | 2.0 | 2348 | 1.2 | 480 | 400 | 340 | 310 | 36.1 | 47.2 | 54.8 |
| RA2.1 | 2.2 | 2333 | 1.2 | 430 | 420 | 390 | 350 | 33.2 | 42.9 | 55.3 | |
| RA2.2 | 2.5 | 2337 | 1.3 | 430 | 370 | 330 | 310 | 37.7 | 46.4 | 54.8 | |
| RA3.1 | 1.5 | 2310 | 1.2 | 480 | 460 | 440 | 410 | 33.1 | 42.8 | 53.0 | |
| RA3.10 | 3.1 | 2312 | 1.2 | 470 | 460 | 430 | 400 | 30.4 | 41.1 | 50.4 | |
| RA3.11 | 3.4 | 2317 | 1.2 | 510 | 490 | 460 | 440 | 21.1 * | 40.0 | 50.5 | |
| AVG | 2.5 | 2326 | 1.2 | 467 | 433 | 398 | 370 | 34.1 | 43.4 | 53.1 | |
| STD | 0.6 | 14 | 0.0 | 29 | 41 | 50 | 50 | 2.5 | 2.6 | 2.0 | |
| 50% | RS1.1 | 2.2 | 2320 | 1.5 | 480 | 410 | 350 | 310 | 36.4 | 47.2 | 54.1 |
| RS2.1 | 2.2 | 2319 | 1.4 | 380 | 330 | 310 | n.a. | 37.0 | 44.9 | 52.9 | |
| RS2.2 | 1.8 | 2345 | 1.6 | 470 | 390 | 340 | 290 | 28.9 * | 48.0 | 57.6 | |
| RS3.1 | 2.3 | 2342 | 0.9 | 550 | 510 | 480 | 450 | 23.9 * | 43.5 | 51.6 | |
| RS3.10 | 3.0 | 2296 | 1.1 | 430 | 390 | 330 | 310 | 28.2 | 36.5 | 41.9 | |
| RS3.11 | 3.8 | 2262 | 1.0 | 460 | 440 | 410 | 370 | 29.7 | 40.2 | 47.5 | |
| AVG | 2.6 | 2314 | 1.3 | 462 | 412 | 370 | 346 | 32.8 | 43.4 | 50.9 | |
| STD | 0.7 | 28 | 0.3 | 52 | 55 | 58 | 59 | 3.9 | 4.0 | 5.0 | |
| 75% | RA1.1 | 2.5 | 2306 | 1.6 | 440 | 400 | 330 | 300 | 38.1 | 50.9 | 54.7 |
| RA2.1 | 2.6 | 2297 | 1.4 | 430 | 410 | 390 | 370 | 22.4 * | 40.9 | 51.0 | |
| RA2.2 | 2.4 | 2301 | 2.3 | 490 | 470 | 450 | 440 | 32.0 | 41.1 | 48.6 | |
| RA3.1 | 2.2 | 2348 | 0.6 | 420 | 380 | 350 | 330 | 21.9 * | 40.4 | 48.9 | |
| AVG | 2.4 | 2313 | 1.5 | 445 | 415 | 380 | 360 | 35.1 | 43.3 | 50.8 | |
| STD | 0.1 | 21 | 0.6 | 279 | 34 | 46 | 52 | 3.1 | 4.4 | 2.4 | |
| 100% | RA1.1 | 2.7 | 2306 | 1.8 | 450 | 380 | 340 | 300 | 38.8 | 50.8 | 53.8 |
| RA2.1 | 1.8 | 2297 | 1.5 | 500 | 420 | 400 | 340 | 31.9 | 41.9 | 47.4 | |
| RA2.2 | 2.7 | 2299 | 2.5 | 440 | 430 | 410 | 340 | 33.3 | 42.8 | 48.0 | |
| RA3.1 | 1.6 | 2343 | 0.6 | 420 | 380 | 360 | 310 | 32.1 | 42.8 | 50.1 | |
| AVG | 2.2 | 2311 | 1.6 | 453 | 403 | 378 | 323 | 34.0 | 44.6 | 49.8 | |
| STD | 0.5 | 19 | 0.7 | 30 | 23 | 29 | 18 | 2.8 | 3.6 | 2.5 | |
| Replacement Rate | RS Mix | Air Entrained (%) | Fresh Density (kg/m³) | SP Dosage (% Bwoc) | Flow 10 min. (mm) | Compressive Strength (MPa) | ||
|---|---|---|---|---|---|---|---|---|
| 2 days | 7 days | 28 days | ||||||
| Reference Rheinsand º | 3.1 | 2313 | 0.5 | 460 | 31.6 | 42.6 | 53.4 | |
| 50% | RS1.1 ¹ | 3.90 | 2289 | 0.5 | 420 | 35.4 | 48 | 56.5 |
| RS1.1 ² | 4.30 | 2287 | 0.5 | 440 | 36.6 | 47.4 | 55.2 | |
| RS2.1 ¹ | 5.00 | 2275 | 0.7 | 420 | 33.9 | 45.3 | 54.1 | |
| RS2.1 ² | 4.20 | 2283 | 0.7 | 380 | 36.2 | 48.2 | 50.5 | |
| RS2.1 ³ | 4.20 | 2302 | 0.7 | 390 | 36.5 | 47.6 | 55.9 | |
| RS3.1 ¹ | 3.00 | 2304 | 0.7 | 450 | 33.7 | 45.9 | 53.2 | |
| RS3.1 ³ | 0.90 | 2319 | 0.7 | 430 | 33.6 | 46.2 | 55.3 | |
| RA1.1 ¹ | 2.50 | 2306 | 0.8 | 560 | 34.0 | 47.2 | 58.2 | |
| RA1.1 ² | 3.60 | 2278 | 0.8 | 520 | 35.2 | 45.2 | 57.5 | |
| RA1.1 ³ | 2.70 | 2297 | 0.8 | 560 | 35.1 | 47.7 | 56.8 | |
| RA2.1 ¹ | 2.10 | 2312 | 0.5 | 450 | 31.5 | 43.8 | 51.0 | |
| RA2.1 ² | 4.30 | 2265 | 0.5 | 400 | 22.9 * | 41.9 | 50.0 | |
| RA3.1 ¹ | 2.80 | 2308 | 0.3 | 460 | 31.1 | 41.5 | 49.0 | |
| RA3.1 ² | 2.00 | 2330 | 0.3 | 430 | 31.5 | 41.2 | 46.0 | |
| RA3.1 ³ | 2.40 | 2322 | 0.3 | 420 | 32.6 | 40.9 | 49.1 | |
| RS1.1+ RA1.1 ¹ | 2.60 | 2296 | 0.6 | 470 | 34.5 | 45.5 | 49.5 | |
| RS1.1+ RA1.1 ² | 2.60 | 2291 | 0.6 | 500 | 35.3 | 46.2 | 55.0 | |
| RS1.1+ RA1.1 ³ | 2.40 | 2287 | 0.6 | 580 | 33.8 | 45.0 | 49.8 | |
| RS2.1+ RA2.1 ¹ | 4.40 | 2249 | 0.8 | 450 | 33.7 | 44.0 | 48.4 | |
| RS2.1+ RA2.1 ² | 5.00 | 2245 | 0.8 | 410 | 25.5 * | 42.3 | 52.3 | |
| RS2.1+ RA2.1 ³ | 4.30 | 2255 | 0.8 | 360 | 33.5 | 43.5 | 48.7 | |
| RS3.1+ RA3.1 ¹ | 2.60 | 2312 | 0.8 | 450 | 40.6 | 53.0 | 54.7 | |
| RS3.1+ RA3.1 ³ | 2.00 | 2320 | 0.8 | 450 | 38.9 | 51.8 | 56.6 | |
| AVG | 3.2 | 2293 | 0.6 | 452 | 34.6 | 45.6 | 52.8 | |
| STD | 1.1 | 23 | 0.2 | 56 | 2.3 | 3.1 | 3.5 | |
Appendix A.4. Correlation Matrix of Variables

References
- Ashby, M.F. Materials and the Environment: Eco-Informed Material Choice, 2nd ed.; Elsevier/Butterworth-Heinemann: Waltham, MA, USA, 2013. [Google Scholar]
- Scrivener, K.; John, V.M.; Gartner, E. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry; UNEP: Nairobi, Kenya, 2016. [Google Scholar]
- Schneider, M. The cement industry on the way to a low-carbon future. Cem. Concr. Res. 2019, 124, 105792. [Google Scholar] [CrossRef]
- Cerchione, R.; Colangelo, F.; Farina, I.; Ghisellini, P.; Passaro, R.; Ulgiati, S. Life Cycle Assessment of Concrete Production within a Circular Economy Perspective. Sustainability 2023, 15, 11469. [Google Scholar] [CrossRef]
- Zajac, M.; Skibsted, J.; Durdzinski, P.; Bullerjahn, F.; Skocek, J.; Haha, M.B. Kinetics of enforced carbonation of cement paste. Cem. Concr. Res. 2020, 131, 106013. [Google Scholar] [CrossRef]
- Zajac, M.; Skocek, J.; Skibsted, J.; Haha, M.B. CO2 mineralization of demolished concrete wastes into a supplementary cementitious material—A new CCU approach for the cement industry. RILEM Tech. Lett. 2021, 6, 53–60. [Google Scholar] [CrossRef]
- Available online: https://blog.heidelbergcement.com/en/ccu-brevik-norcem-recycled-concrete (accessed on 17 April 2023).
- Available online: https://www.globalcement.com/magazine/articles/1285-concrete-recycling-meets-co2-capture (accessed on 17 April 2023).
- Joseph, H.S.; Pachiappan, T.; Avudaiappan, S.; Maureira-Carsalade, N.; Roco-Videla, Á.; Guindos, P.; Parra, P.F. A Comprehensive Review on Recycling of Construction Demolition Waste in Concrete. Sustainability 2023, 15, 4932. [Google Scholar] [CrossRef]
- Marinković, S.; Radonjanin, V.; Malešev, M.; Ignjatović, I. Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag. 2010, 30, 2255–2264. [Google Scholar] [CrossRef] [PubMed]
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Shaban, W.M.; Yang, J.; Su, H.; Mo, K.H.; Li, L.; Xie, J. Quality improvement techniques for recycled concrete aggregate: A review. J. Adv. Concr. Technol. 2019, 17, 151–167. [Google Scholar] [CrossRef]
- Nedeljković, M.; Visser, J.; Šavija, B.; Valcke, S.; Schlangen, E. Use of fine recycled concrete aggregates in concrete: A critical review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- Tam; Vivian, W.Y.; Soomro, M.; Evangelista, A.C.J. Quality Improvement of Recycled Concrete Aggregate by Removal of Residual Mortar: A Comprehensive Review of Approaches Adopted. Constr. Build. Mater. 2021, 288, 123066. [Google Scholar] [CrossRef]
- Zajac, M.; Skocek, J.; Gołek, Ł.; Deja, J. Supplementary cementitious materials based on recycled concrete paste. J. Clean. Prod. 2023, 387, 135743. [Google Scholar] [CrossRef]
- EN 12350-6: 2019-09; Prüfung von Frischbeton-Teil 6: Frischbetonrohdichte. Deutsche Fassung; DIN: Berlin, Germany, 2000.
- EN 12350-7: 2000-11; Prüfung von Frischbeton-Teil 6: Luftporengehalte, Druckverfahren. Deutsche Fassung; DIN: Berlin, Germany, 2000.
- EN 12350-5: 2000-06; Prüfung von Frischbeton-Teil 5: Ausbreitmaß. Deutsche Fassung; DIN: Berlin, Germany, 2000.
- EN 12390-3: 2002-04; Prüfung von Festbeton–Teil 3: Druckfestigkeit von Probekörpern. Deutsche Fassung; DIN: Berlin, Germany, 2001.
- EN. 12390-16; Prüfung von Festbeton-Teil 16: Bestimmung des Schwindens von Beton. Deutsche Fassung; DIN: Berlin, Germany, 2019.
- EN. 12390-10; Testing Hardened Concrete-Part 10: Determination of the Carbonation Resistance of Concrete at Atmospheric Levels of Carbon Dioxide;German version EN. DIN: Berlin, Germany, 2018.
- NT BUILD 492; Concrete, Mortar and Cement-Based Repair Materials: Chloride Migration Coefficient from Non-Steady-State Migration Experiments. NordTest, 1999. Available online: https://www.google.com.hk/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjigN7HgeSDAxVzk1YBHT_9DbEQFnoECBMQAQ&url=https%3A%2F%2Fsalmanco.com%2Fwp-content%2Fuploads%2F2018%2F10%2FNT-Build-492.pdf&usg=AOvVaw1i5RymsAWqpE_K9MVPBGyU&opi=89978449 (accessed on 17 April 2023).
- CEN/TS 12390-9: 2017-05; Prüfung von Festbeton–Teil 9: Frost-und Frost-Tausalz-Widerstand–Abwitterung; Deutsche Fassung CEN/TS 12390-9: 2016. 2017. Available online: https://www.beuth.de/en/technical-rule/din-cen-ts-12390-9/271273411 (accessed on 17 April 2023).
- EN 12620:2008-07; Gesteinskörnungen für Beton. Deutsche Fassung; DIN: Berlin, Germany, 2008.
- DIN 1045-2. Tragwerke aus Beton, Stahlbeton und Spannbeton; Teil 2: Festlegung, Eigenschaften, Herstellung und Konformität Anwendungsregeln zu DIN EN 206-1. Available online: https://global.ihs.com/doc_detail.cfm?document_name=DIN%201045%2D2&item_s_key=00391962 (accessed on 17 April 2023).
- Ulsen, C.; Kahn, H.; Hawlitschek, G.; Masini, E.A.; Angulo, S.C.; John, V.M. Production of recycled sand from construction and demolition waste. Constr. Build. Mater. 2013, 40, 1168–1173. [Google Scholar] [CrossRef]
- EN. 1097-6 (2013); Prüfverfahren für mechanische und physikalische Eigenschaften von Gesteinskörnungen—Teil 6: Bestimmung der Rohdichte und der Wasseraufnahme. Available online: https://app.nbn.be/data/r/platform/frontend/detail?p40_id=199172&p40_language_code=en&p40_detail_id=70595 (accessed on 17 April 2023).
- EN 933-1: 2012-03; Prüfverfahren für geometrische Eigenschaften von Gesteinskörnungen-Teil 1: Bestimmung der Korngrößenverteilung–Siebverfahren. DIN: Berlin, Germany, 2012.
- Janoo, V.C. Quantification of Shape, Angularity, and Surface Texture of Base Course Materials; US Army Corps of Engineers, Special Report 98-1; Cold Regions Research & Engineering Laboratory: Hanover, NH, USA.
- Camsizer Manual. Available online: https://www.microtrac.com/products/particle-size-shape-analysis/dynamic-image-analysis/camsizer-x2/ (accessed on 19 April 2023).
- ERMCO. Ready-Mixed Concrete Industry Statistics, Year 2016. 2020. Available online: https://ermco.eu/wp-content/uploads/2022/10/ERMCO-Statistics-Report-2019-July-2020-FINAL.pdf (accessed on 2 February 2023).
- EN. 206-1: 2001-07; Beton–Teil 1: Festlegung, Eigenschaften, Herstellung und Konformität. DIN: Berlin, Germany, 2001.
- EuroLightCon, Economic Design and Construction with, and Light Weight Aggregate Concrete. In LWAC Material Properties State-of-the-Art; BE96-3942/R2; European Union: Maastricht, The Netherlands, 1998.
- Dhir, R.K.; De Brito, J.; Silva, R.V.; Lye, C.Q. Sustainable Construction Materials: Recycled Aggregates; Woodhead Publishing: Duxford, UK, 2019. [Google Scholar]
- FACHBERICHT 15177; Prüfung des Frost—Tauwiderstandes von Beton–Innere Gefügestö-rung. Deutsche Fassung; DIN: Berlin, Germany, 2006.
- Evangelista, L.R.; de Brito, J.C. Criteria for the use of fine recycled concrete aggregates in concrete production. In Proceedings of the International RILEM Conference on the Use of Recycled Materials in Buildings and Structures, Barcelona, Spain, 8–11 November 2004. [Google Scholar]
- Termkhajornkit, P.; Barbarulo, R.; Chanvillard, G. Microstructurally-designed cement pastes: A mimic strategy to determine the relationships between microstructure and properties at any hydration degree. Cem. Concr. Res. 2015, 71, 66–77. [Google Scholar] [CrossRef]
- Okafor, F.O. Performance of recycled asphalt pavement as coarse aggregate in concrete. Leonardo Electron. J. Pract. Technol. 2010, 17, 47–58. [Google Scholar]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Properties and composition of recycled aggregate from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–2017. [Google Scholar] [CrossRef]
- Medina, C.; Zhu, W.; Howind, T.; Frías, M.; de Rojas, M.I.S. Effect of the constituents (asphalt, clay materials, floating particles and fines) of construction and demolition waste on the properties of recycled concretes. Constr. Build. Mater. 2015, 79, 22–33. [Google Scholar] [CrossRef]
- Leemann, A.; Nygaard, P.; Kaufmann, J.; Loser, R. Relation between carbonation resistance, mix design and exposure of mortar and concrete. Cem. Concr. Compos. 2015, 62, 33–43. [Google Scholar] [CrossRef]
- Brahami, Y.; Saeidi, A.; Fiset, M.; Ba, K. The Effects of the Type and Quantity of Recycled Materials on Physical and Mechanical Properties of Concrete and Mortar: A Review. Sustainability 2022, 14, 14752. [Google Scholar] [CrossRef]
- Bravo-German, A.M.; Bravo-Gómez, I.D.; Mesa, J.A.; Maury-Ramírez, A. Mechanical Properties of Concrete Using Recycled Aggregates Obtained from Old Paving Stones. Sustainability 2021, 13, 3044. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Prediction of the shrinkage behavior of recycled aggregate concrete: A review. Constr. Build. Mater. 2015, 77, 327–339. [Google Scholar] [CrossRef]
- González-Fonteboa, B.; Seara-Paz, S.; De Brito, J.; González-Taboada, I.; Martínez-Abella, F.; Vasco-Silva, R. Recycled concrete with coarse recycled aggregate. An overview and analysis. Mater. Constr. 2018, 68, 151. [Google Scholar] [CrossRef]
- Elfmarkova, V.; Spiesz, P.; Brouwers, H.J.H. Determination of the chloride diffusion coefficient in blended cement mortars. Cem. Concr. Res. 2015, 78, 190–199. [Google Scholar] [CrossRef]
- Amadi, I.G.; Beushausen, H.; Alexander, M.G.; Surana, S. Chloride penetration resistance of fine recycled aggregate concrete. MATEC Web Conf. 2022, 364, 02013. [Google Scholar] [CrossRef]
- BAW. Frostprüfung von Beton (BAW-Merkblatt ‘Frostprüfung’); Bundesanstalt für Wasserbau: Karlsruhe, Germany, 2004. [Google Scholar]
- Villagrán-Zaccardi, Y.; Broodcoorens, L.; Van den Heede, P.; De Belie, N. Fine Recycled Concrete Aggregates Treated by Means of Wastewater and Carbonation Pretreatment. Sustainability 2023, 15, 6386. [Google Scholar] [CrossRef]
- Paine, K.A.; Dhir, R.K. Recycled aggregates in concrete: A performance-related approach. Mag. Concr. Res. 2010, 62, 519–530. [Google Scholar] [CrossRef]
- Lédée, V.; de Larrad, F.; Sedran, T.; Brochu, F. Essai de compacite des fractions granulaires a la table a secousses: Mode operatoire. Méthode déssai n°61; Laboratoire Central des Ponts et Chaussées. Civil Engineering Technologies and Environment Division: Paris, France, 2004. [Google Scholar]



| Material | Reference Mix 1 | Mix 1 with 25% Recycled Sand | Mix 1 with 50% Recycled Sand | Mix 1 with 75% Recycled Sand | Mix 1 with 100% Recycled Sand | Mix 1 with 25% Recycled Aggregates | Mix 1 with 50% Recycled Aggregates | Mix 1 with 75% Recycled Aggregates | Mix 1 with 100% Recycled Aggregates | Reference Mix 2 | Mix 2 with 25% Recycled Sand | Mix 2 with 50% Recycled Sand | Mix 2 with 75% Recycled Sand | Mix 2 with 100% Recycled Sand | Mix 2 with 25% Recycled Aggregates | Mix 2 with 50% Recycled Aggregates | Mix 2 with 75% Recycled Aggregates | Mix 2 with 100% Recycled Aggregates |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cement | 350 kg/m3 CEM I 42.5 R | |||||||||||||||||
| Water | constant w/c effective of 0.55 | |||||||||||||||||
| Admixture | 0.5% bwoc, adjusted per mix | 1.2% bwoc, adjusted per mix | ||||||||||||||||
| Sand and aggregates (vol.-%) | ||||||||||||||||||
| Sand—fluvial | 100 | 75 | 50 | 25 | 0 | 100 | 100 | 100 | 100 | 0 | ||||||||
| Sand—crushed | 100 | 75 | 50 | 25 | 100 | 100 | 100 | 100 | ||||||||||
| RS1 * or RS2 * or RS3 * | 25 | 50 | 75 | 100 | 25 | 50 | 75 | 100 | ||||||||||
| Aggregates—crushed | 100 | 100 | 100 | 100 | 100 | 75 | 50 | 25 | 0 | 100 | 100 | 100 | 100 | 100 | 75 | 50 | 25 | 0 |
| RA1 * or RA2 * or RA3 * | 25 | 50 | 75 | 100 | 25 | 50 | 75 | 100 | ||||||||||
| Property | Method | Standard | Notes | |
|---|---|---|---|---|
| Aggregate characterization | Grading lines | Sieves | Figure 2 | |
| Particule shape distribution | Camsizer | Figure 3 | ||
| Density | Figure in Section 3.1 | |||
| Water absorption | Figure in Section 3.1 | |||
| Cleanliness | Methylene blue | |||
| Mix design | Pre-soaking | Appendix A Table A2 | ||
| Mixing procedure | Appendix A Table A3 | |||
| Fresh concrete properties | Fresh concrete density | EN 12350-6 [16] | ||
| Air content | Aerometer | EN 12350-7 [17] | ||
| Workability | Concrete spread loss over time | EN 12350-5 [18] | ||
| Concrete performance | Strength | 100 mm cubes | EN 12390-3 [19] | |
| Durability | Shrinkage | EN-12390-16 [20] | Graf-Kaufmann method | |
| Natural carbonation | EN-12390-10 [21] | 20 °C, 65% RH | ||
| Rapid chloride migration test | NT Build 492 [22] | |||
| Freeze-thaw resistance CIF test | CEN/TS 12390-9 [23] |
| Variable | p-Value |
|---|---|
| Water absorption | <5.18 × 10−13 |
| Replacement level | 2.35 |
| Sphericity | 4.83 |
| Technology/Grading | 7.91 |
| Sand or aggregate type | 14.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skocek, J.; Ouzia, A.; Vargas Serrano, E.; Pato, N. Recycled Sand and Aggregates for Structural Concrete: Toward the Industrial Production of High-Quality Recycled Materials with Low Water Absorption. Sustainability 2024, 16, 814. https://doi.org/10.3390/su16020814
Skocek J, Ouzia A, Vargas Serrano E, Pato N. Recycled Sand and Aggregates for Structural Concrete: Toward the Industrial Production of High-Quality Recycled Materials with Low Water Absorption. Sustainability. 2024; 16(2):814. https://doi.org/10.3390/su16020814
Chicago/Turabian StyleSkocek, Jan, Alexandre Ouzia, Encarnacion Vargas Serrano, and Nicolas Pato. 2024. "Recycled Sand and Aggregates for Structural Concrete: Toward the Industrial Production of High-Quality Recycled Materials with Low Water Absorption" Sustainability 16, no. 2: 814. https://doi.org/10.3390/su16020814
APA StyleSkocek, J., Ouzia, A., Vargas Serrano, E., & Pato, N. (2024). Recycled Sand and Aggregates for Structural Concrete: Toward the Industrial Production of High-Quality Recycled Materials with Low Water Absorption. Sustainability, 16(2), 814. https://doi.org/10.3390/su16020814