
Exploring Fresh and Hardened Properties of Sustainable 3D-Printed Lightweight Cementitious Mixtures

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
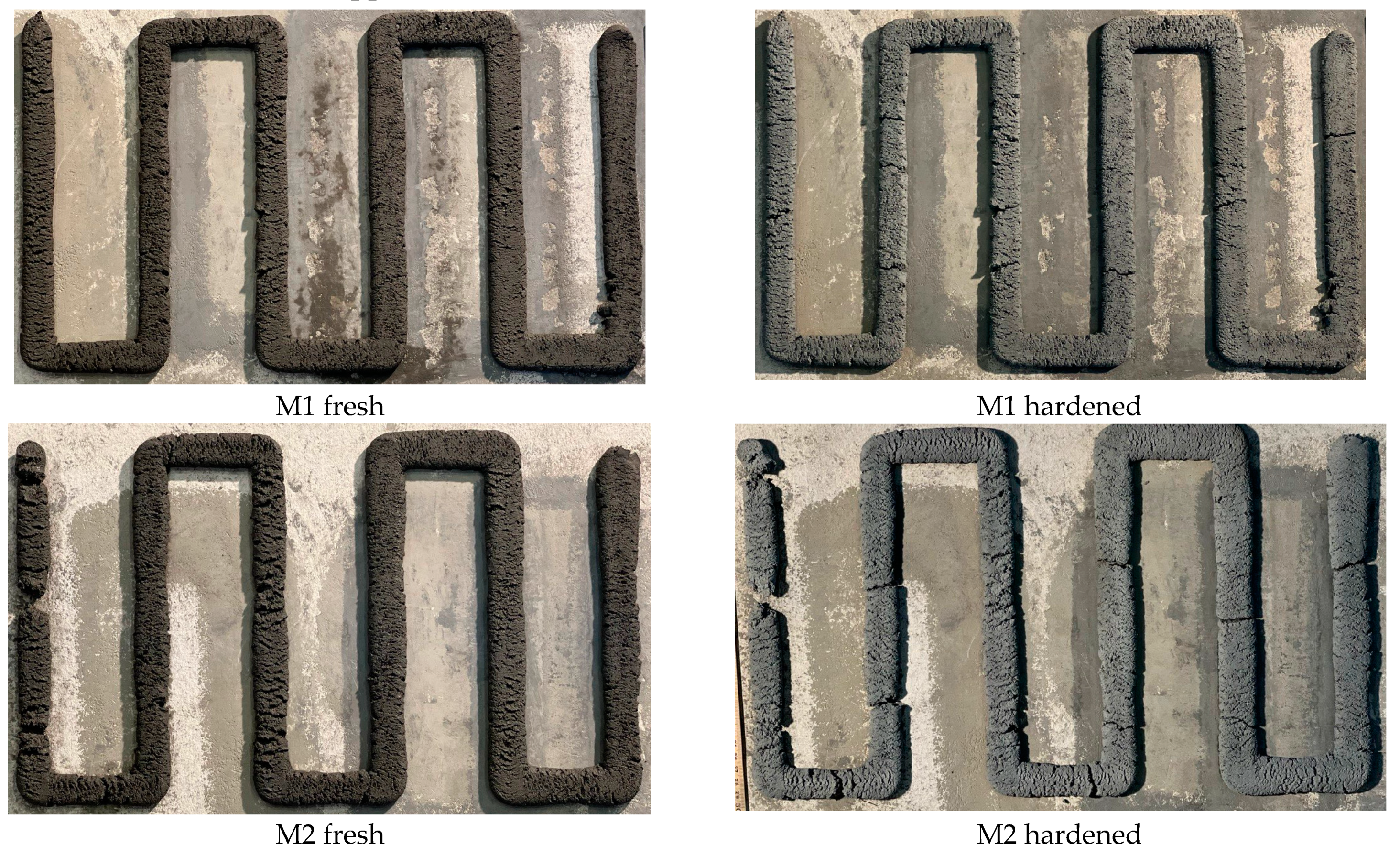
- Set-1(S1): S1 includes five distinct mixes (M1–M5) based on previous research findings [36]. M1 represents a control mix with normal weight aggregate, serving as a reference or control mix. In M2 and M4, half of the normal weight aggregate (RS) volume was substituted with lightweight aggregates (a combination of two grades of pumice and glass, as previously described). In M3 and M5, the normal weight aggregate (RS) was entirely replaced with lightweight aggregates. S1 aims to assess the overall printability of lightweight mixes by comparing them to the normal-weight mix (M1).
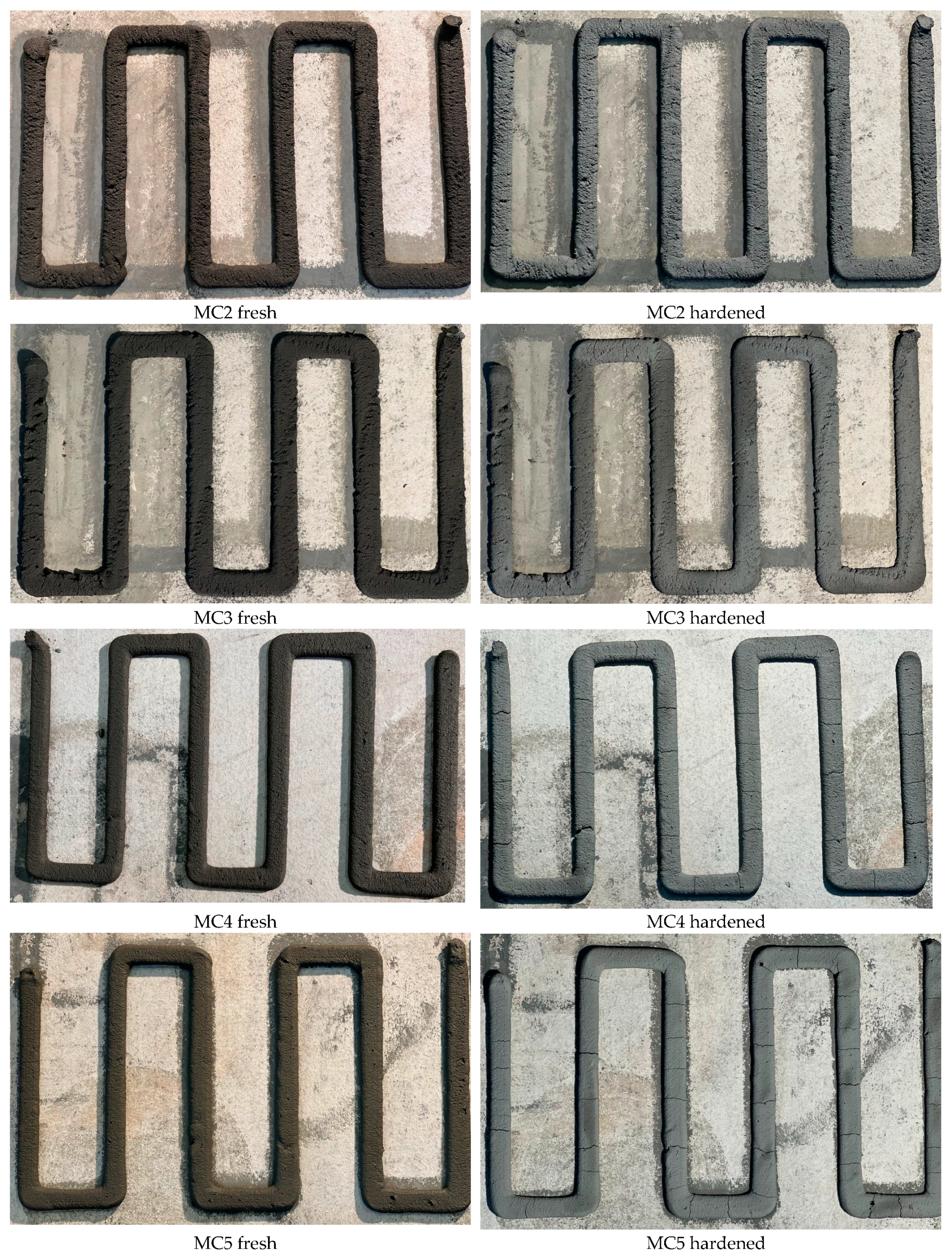
- Set-2(S2): S2 comprises five mixes (MC1–MC5) created by incorporating 0.007 (wt%) MC of binder content into M1–M5 developed in S1. The objective of S2 was to investigate the impact of adding a viscosity-modifying agent on the printability of lightweight mixes. The content of MC was determined through several trials to achieve the desired fresh performance.
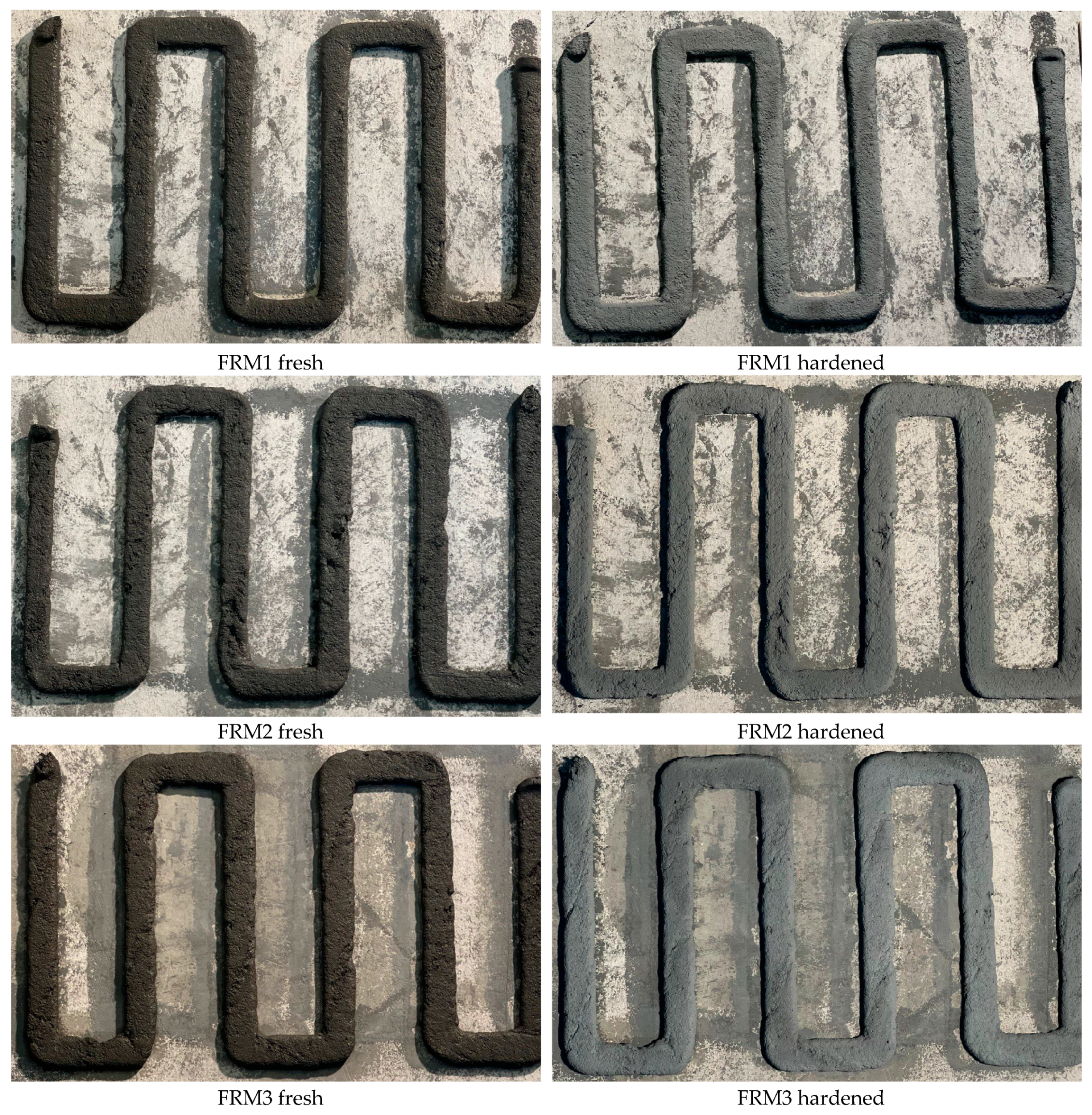
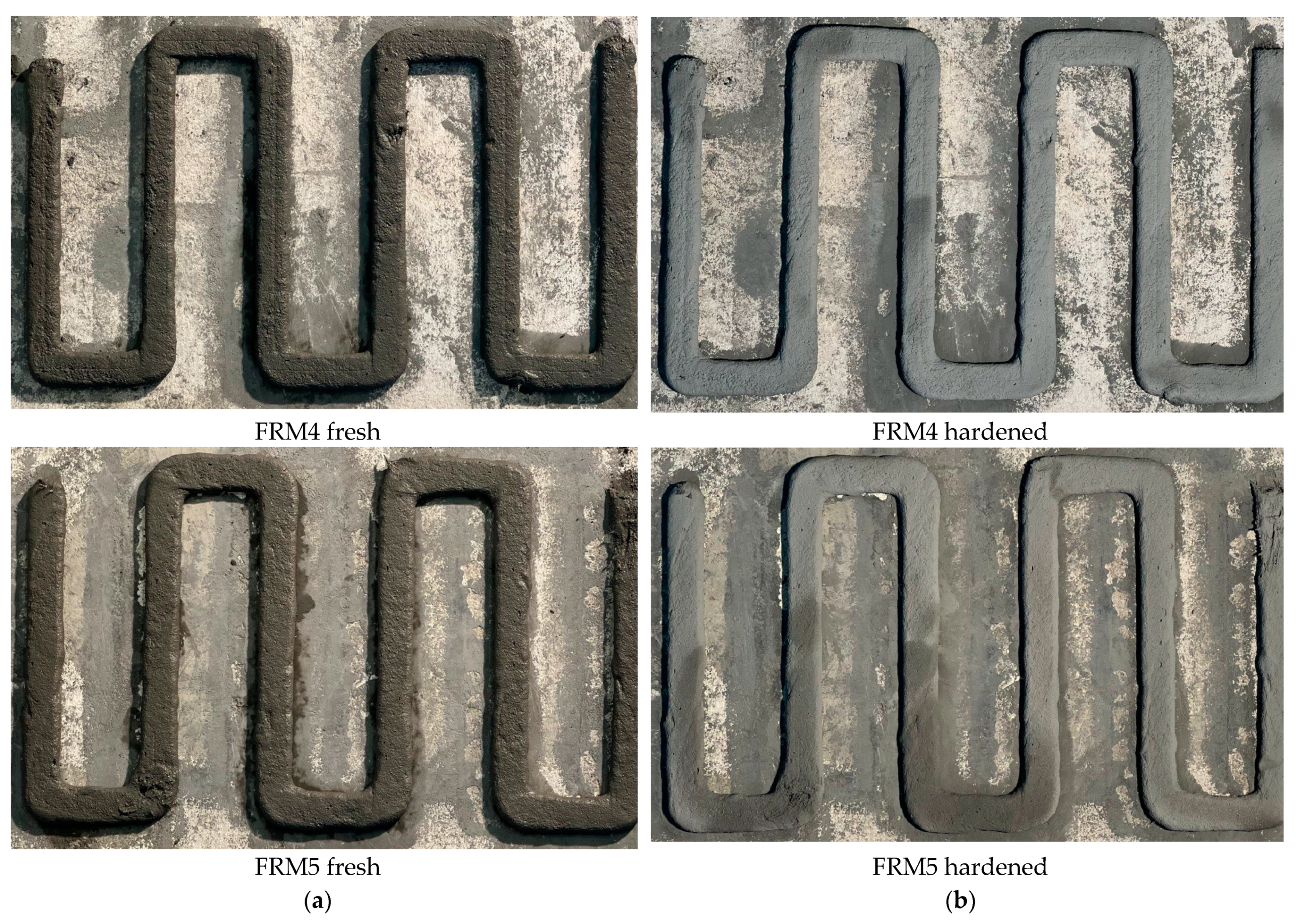
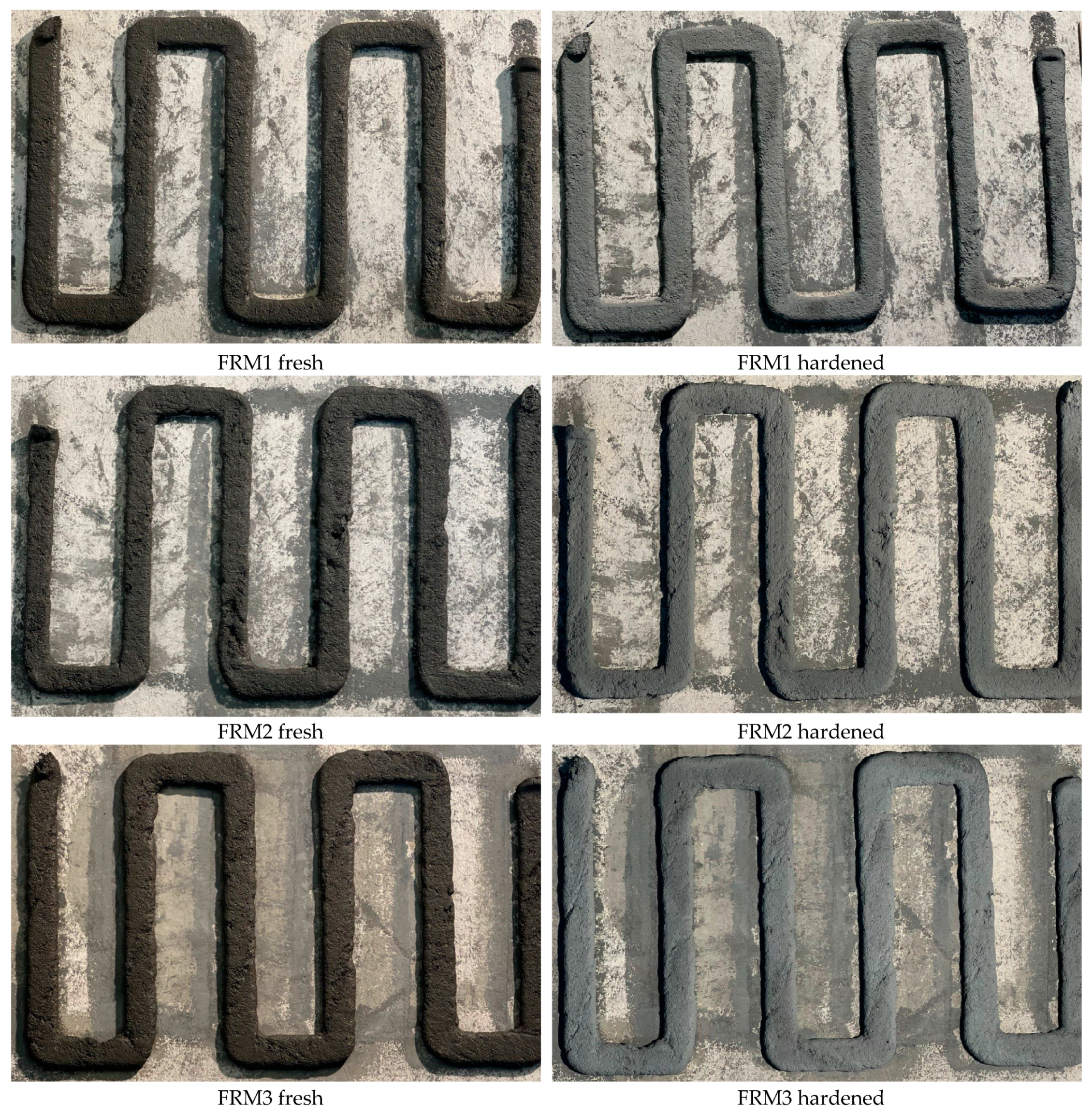
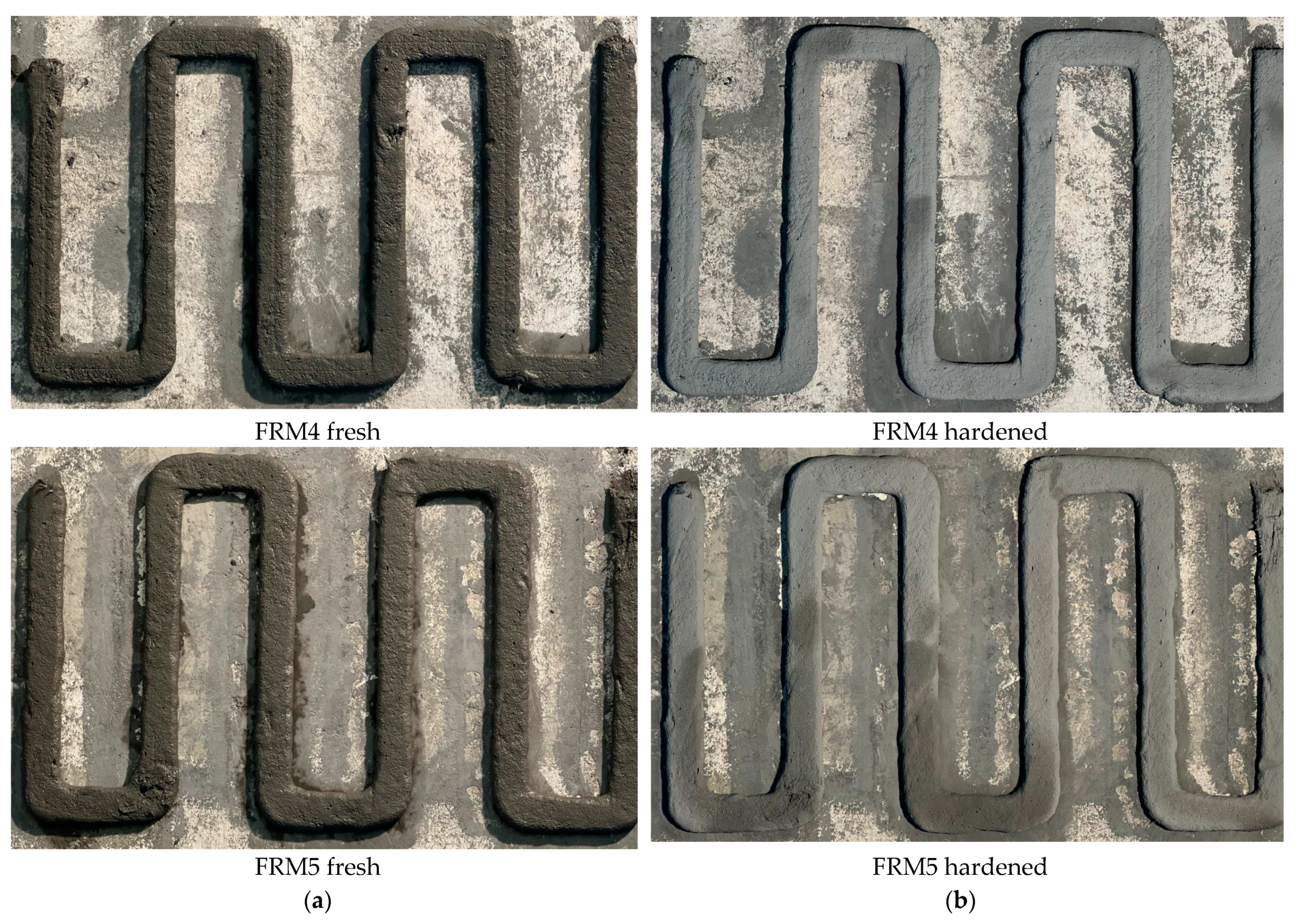
- Set-3 (S3): S3 consists of five mixes (FRM1–FRM5) created by incorporating PE fiber (0.35% of the total volume of each mix) into MC1–MC5 developed in S2. The designed mixes in S3 aimed to minimize the occurrence of early age cracks. The fiber content was determined by evaluating various levels to ensure the production of crack-free filaments.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Viscosity (cP) | Degree of Substitution | Methoxy Substitution | Molecular Weight |
|---|---|---|---|---|
| MC | 15 | 1.5–1.9 | 27.5–31.5 | 14,000 |
| Material | Diameter (microns) | Length (mm) | Specific Gravity | Tensile Strength (MPa) | Flexural Strength (GPa) | Color |
|---|---|---|---|---|---|---|
| PE Fibers | 15 | 8 | 0.97 | 3000 | 100 | White |
| Set | Mix ID | Aggregate (Agg)-vol(%) | C/B (wt) | SF/B (wt) | Agg/B (wt) | Adjusted W/B (wt) | MC (wt%) | HRWR (wt%) | PE Fibers (vol%) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| RS/Agg | Glass/Agg | Pumice/Agg | |||||||||
| S1 | M1 | 100 | 0.00 | 0.00 | 0.85 | 0.15 | 0.62 | 0.29 | 0.00 | 0.002 | 0.00 |
| M2 | 50 | 0.00 | 50 | 0.85 | 0.15 | 0.62 | 0.30 | 0.00 | 0.002 | 0.00 | |
| M3 | 0.00 | 0.00 | 100 | 0.85 | 0.15 | 0.62 | 0.35 | 0.00 | 0.002 | 0.00 | |
| M4 | 50 | 50 | 0.00 | 0.85 | 0.15 | 0.62 | 0.32 | 0.00 | 0.002 | 0.00 | |
| M5 | 0.00 | 100 | 0.00 | 0.85 | 0.15 | 0.62 | 0.33 | 0.00 | 0.002 | 0.00 | |
| S2 | MC1 | 100 | 0.00 | 0.00 | 0.85 | 0.15 | 0.62 | 0.30 | 0.005 | 0.002 | 0.00 |
| MC2 | 50 | 0.00 | 50 | 0.85 | 0.15 | 0.62 | 0.35 | 0.005 | 0.002 | 0.00 | |
| MC3 | 0.00 | 0.00 | 100 | 0.85 | 0.15 | 0.62 | 0.35 | 0.005 | 0.002 | 0.00 | |
| MC4 | 50 | 50 | 0.00 | 0.85 | 0.15 | 0.62 | 0.35 | 0.005 | 0.002 | 0.00 | |
| MC5 | 0.00 | 100 | 0.00 | 0.85 | 0.15 | 0.62 | 0.33 | 0.005 | 0.002 | 0.00 | |
| S3 | FRM1 | 100 | 0.00 | 0.00 | 0.85 | 0.15 | 0.62 | 0.33 | 0.005 | 0.002 | 0.350 |
| FRM2 | 50 | 0.00 | 50 | 0.85 | 0.15 | 0.62 | 0.35 | 0.005 | 0.002 | 0.350 | |
| FRM3 | 0.00 | 0.00 | 100 | 0.85 | 0.15 | 0.62 | 0.38 | 0.005 | 0.002 | 0.350 | |
| FRM4 | 50 | 50 | 0.00 | 0.85 | 0.15 | 0.62 | 0.34 | 0.005 | 0.002 | 0.350 | |
| FRM5 | 0.00 | 100 | 0.00 | 0.85 | 0.15 | 0.62 | 0.32 | 0.005 | 0.002 | 0.200 | |
2.2. Methods
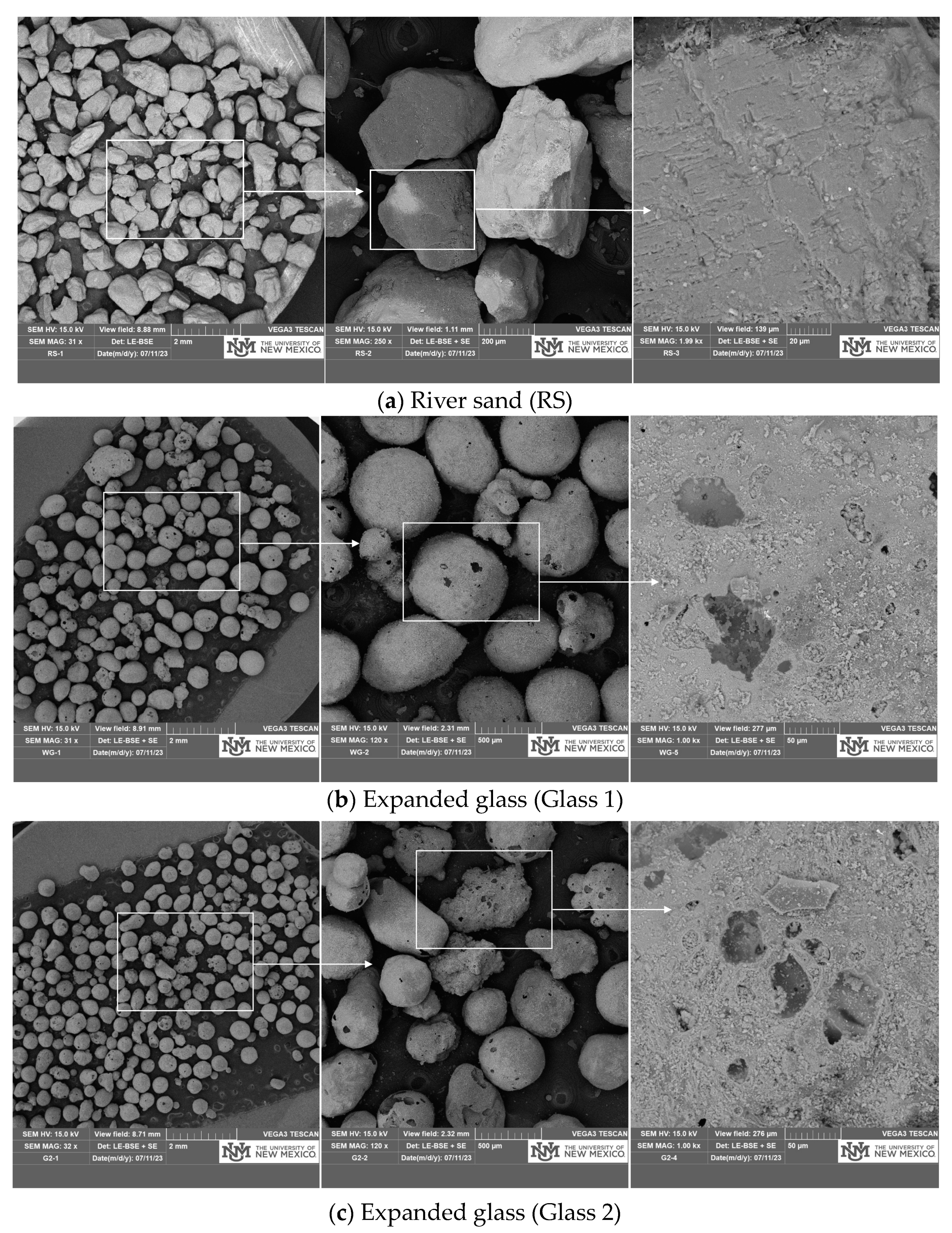
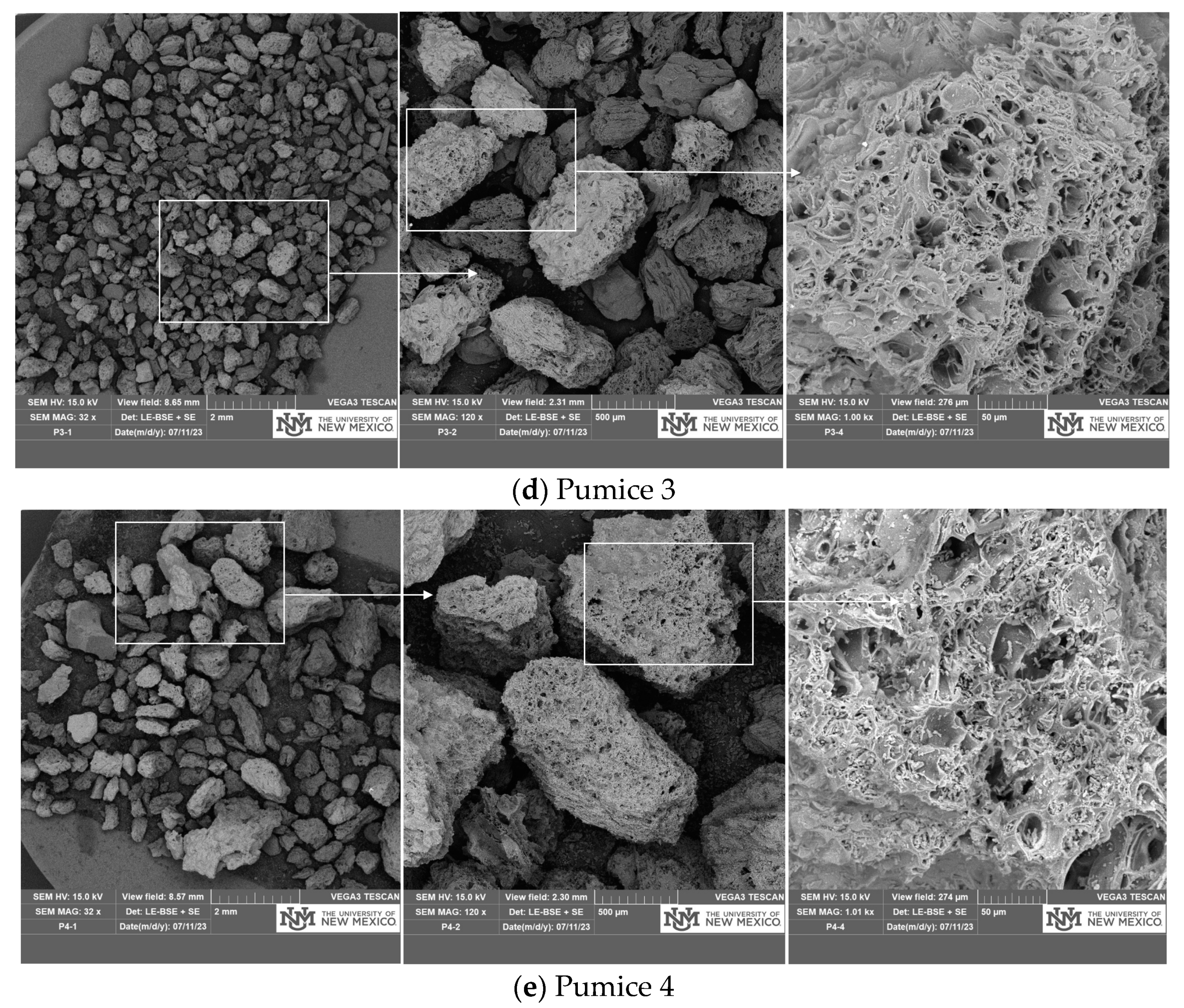
2.2.1. Surface Morphology and Microscopic Properties
2.2.2. Fresh Properties
Flow Table Test
Setting Time
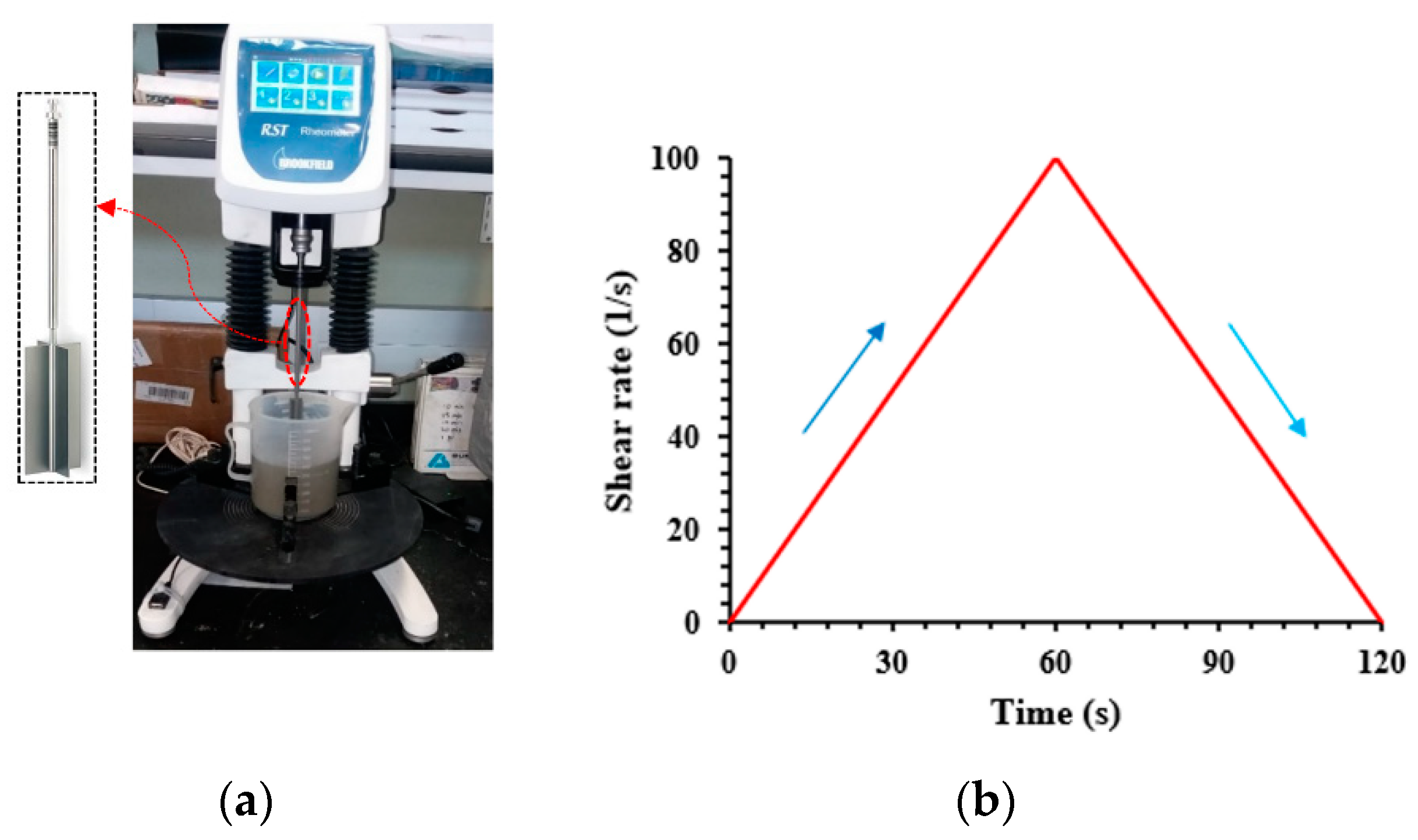
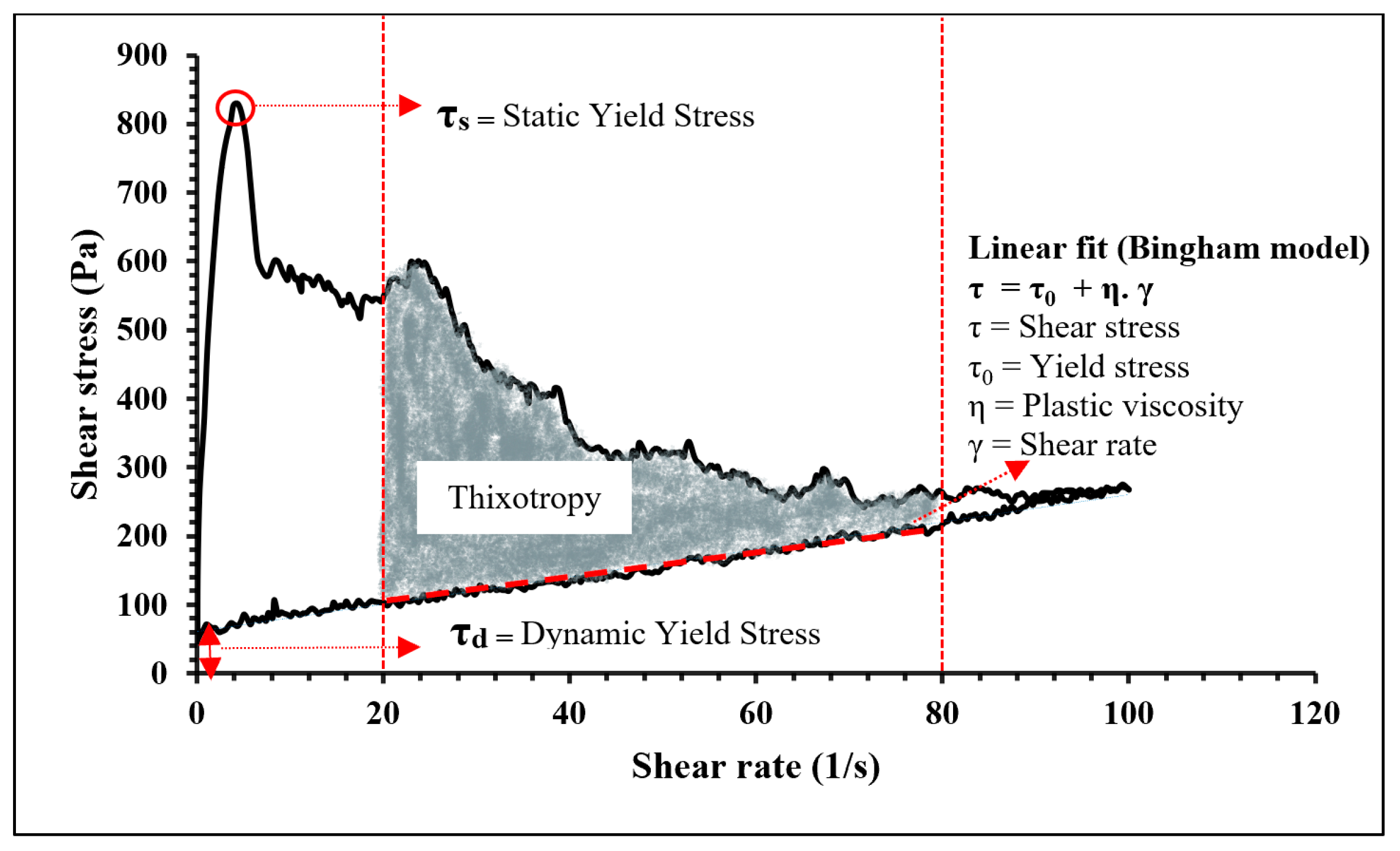
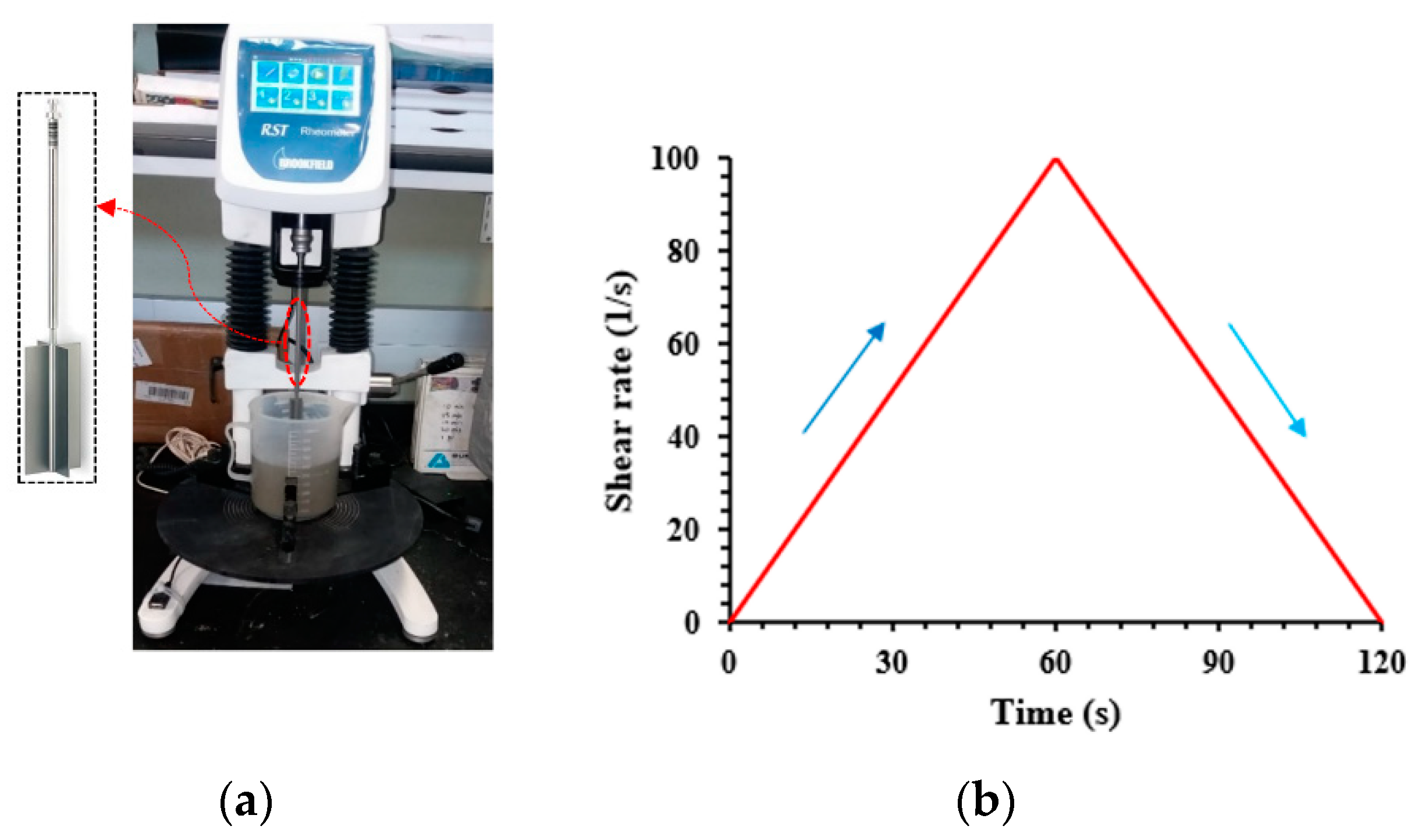
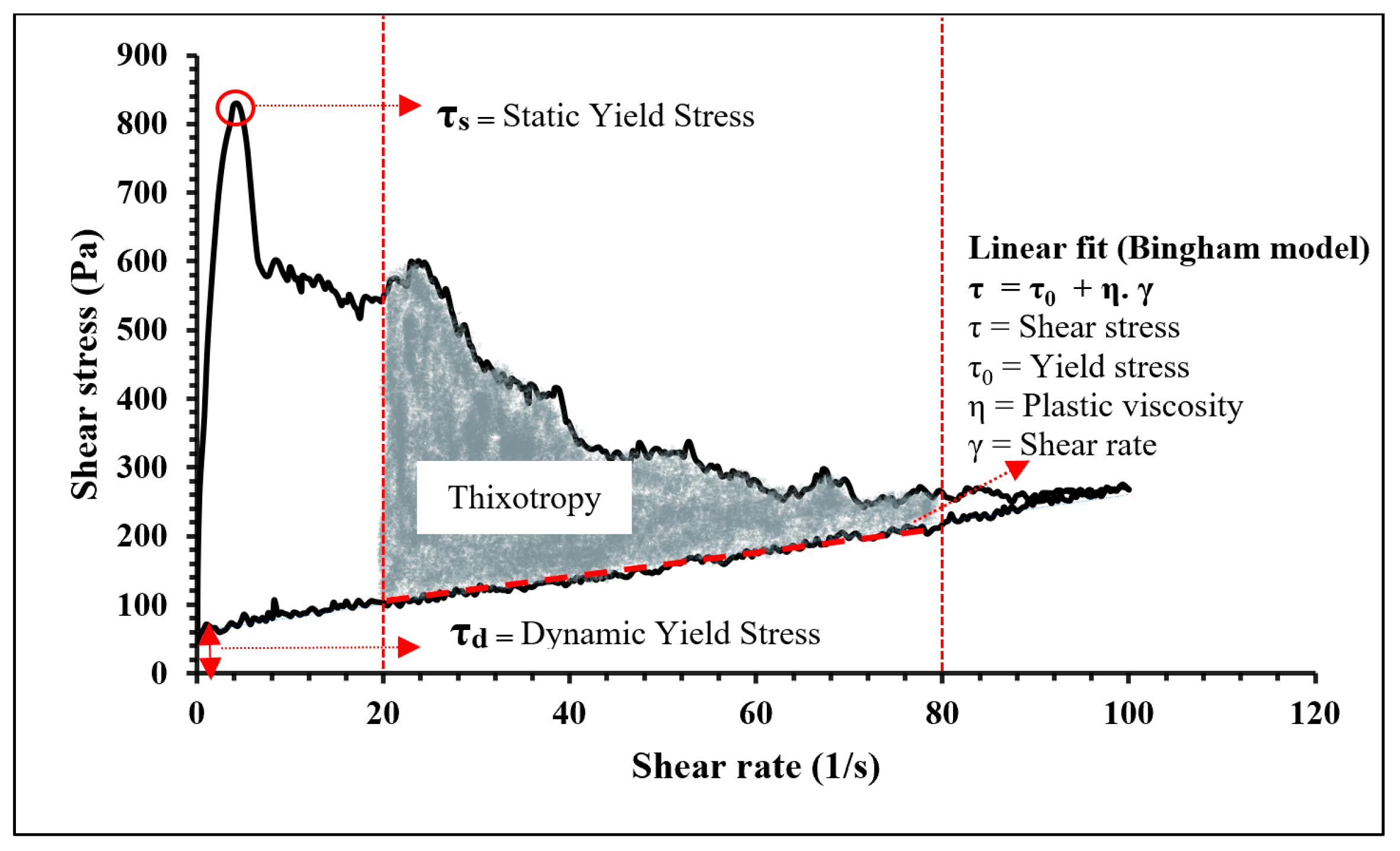
Rheology
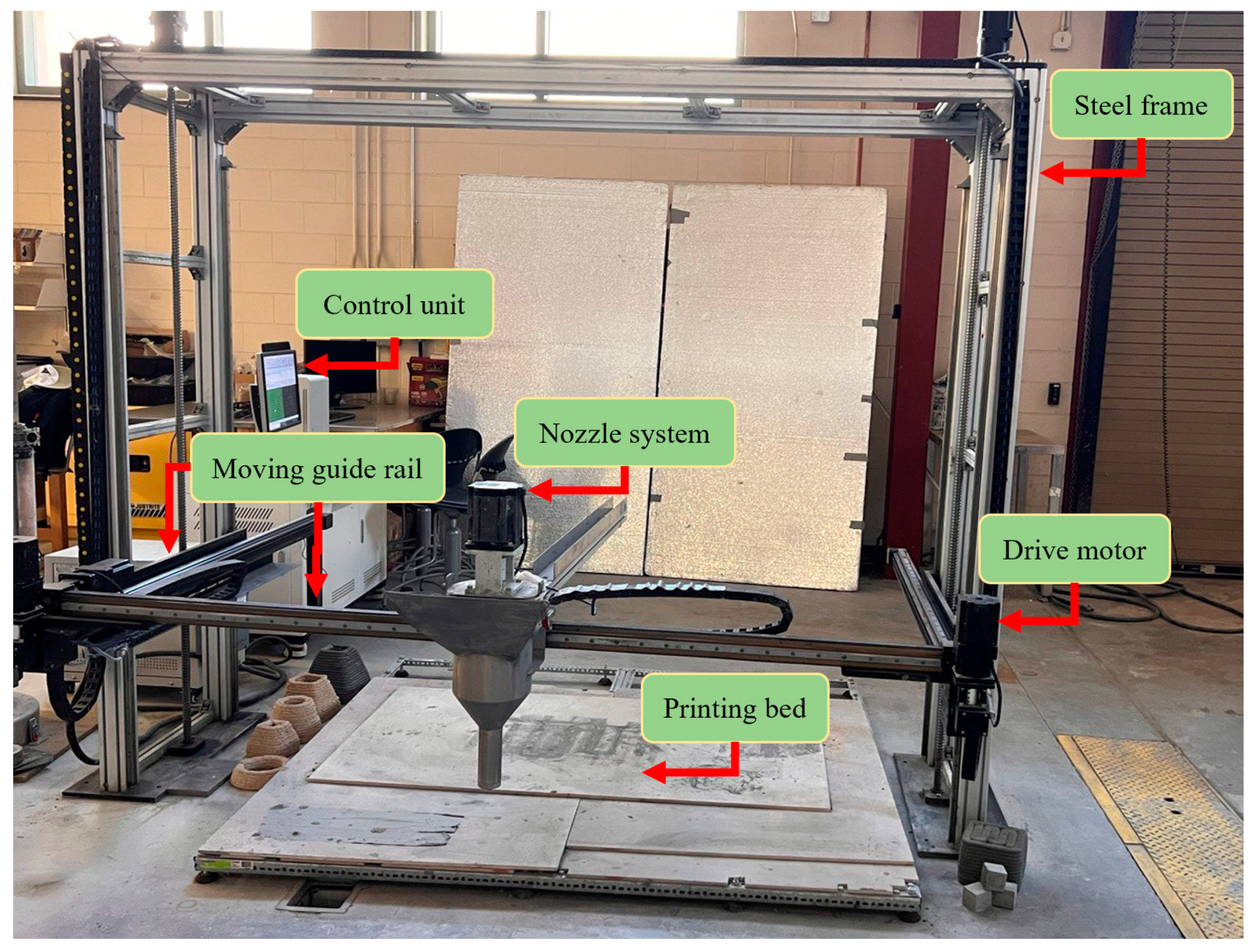
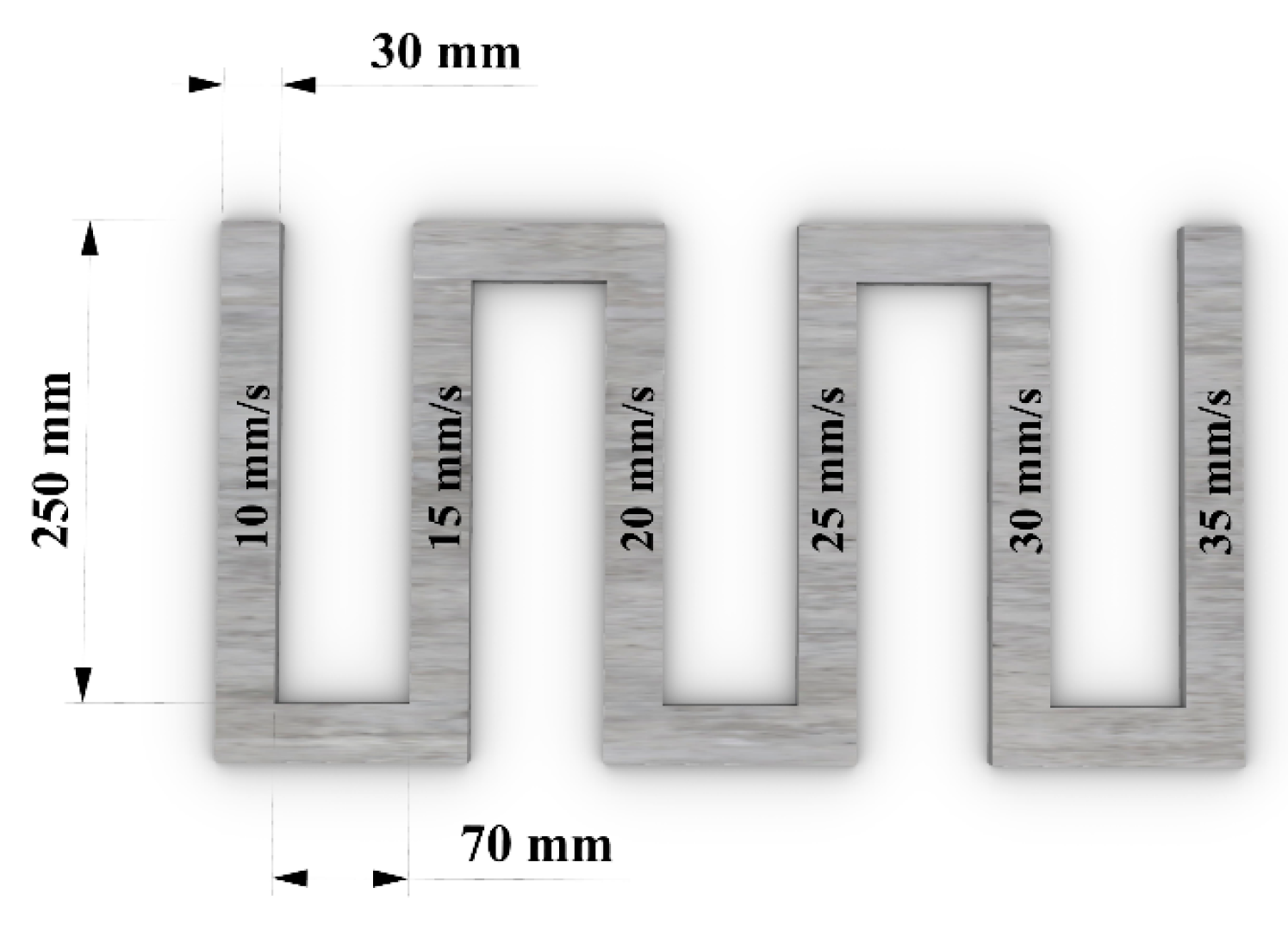
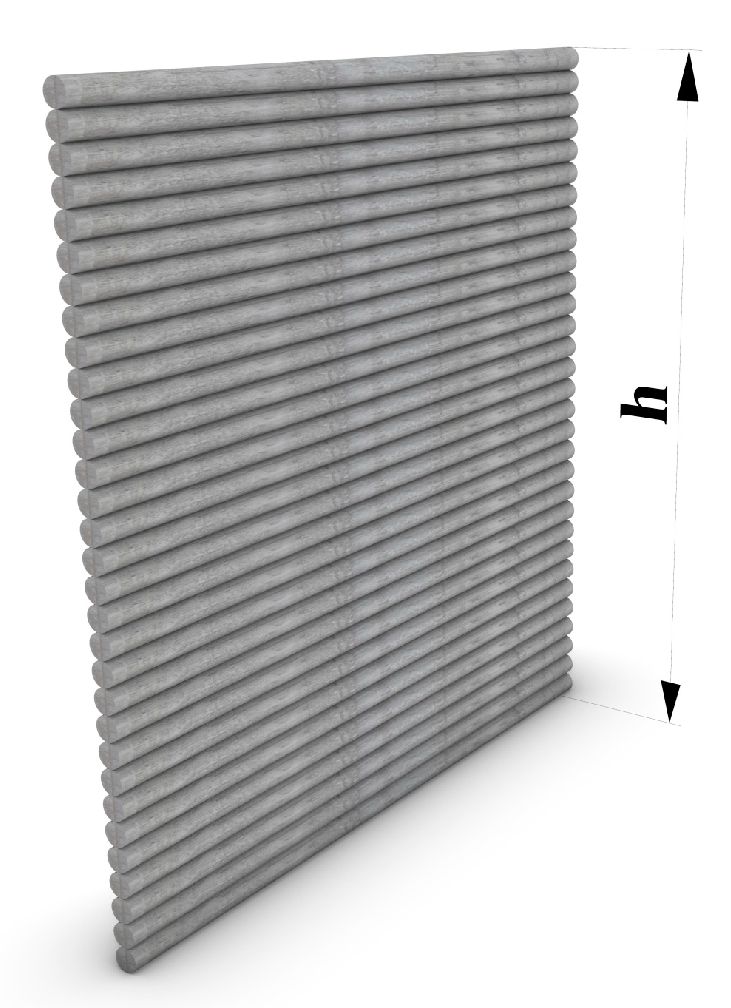
Extrudability and Buildability
2.2.3. Hardened Properties
Physical Properties
Compressive Strength
3. Results and Discussion
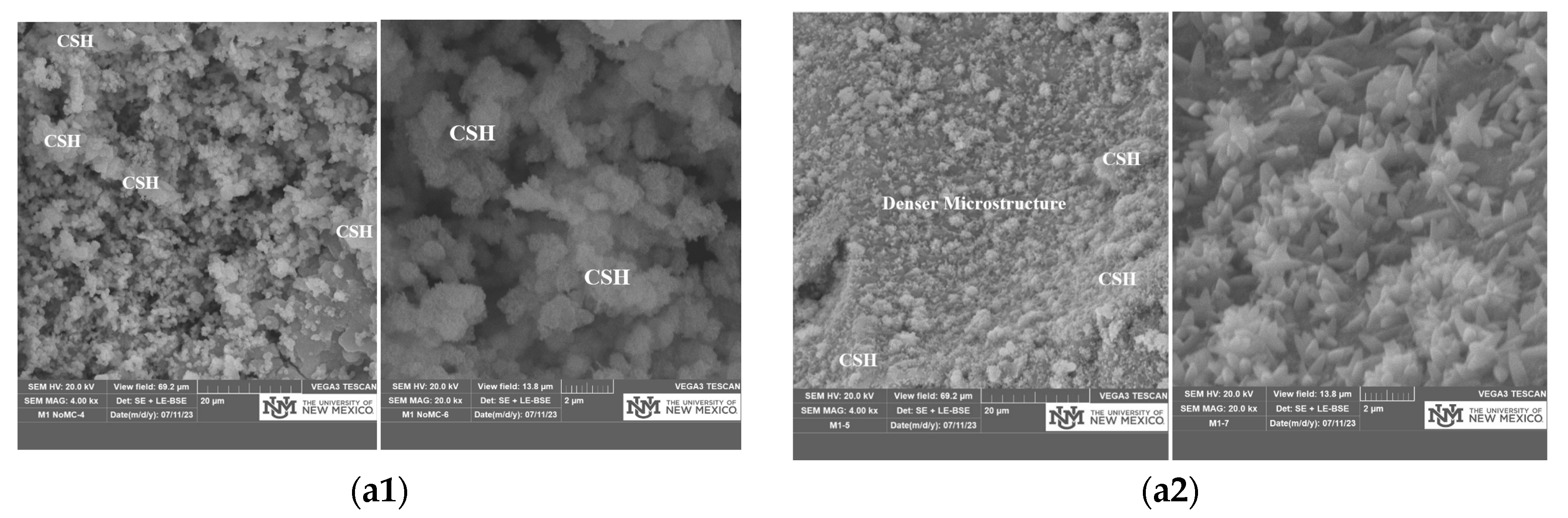
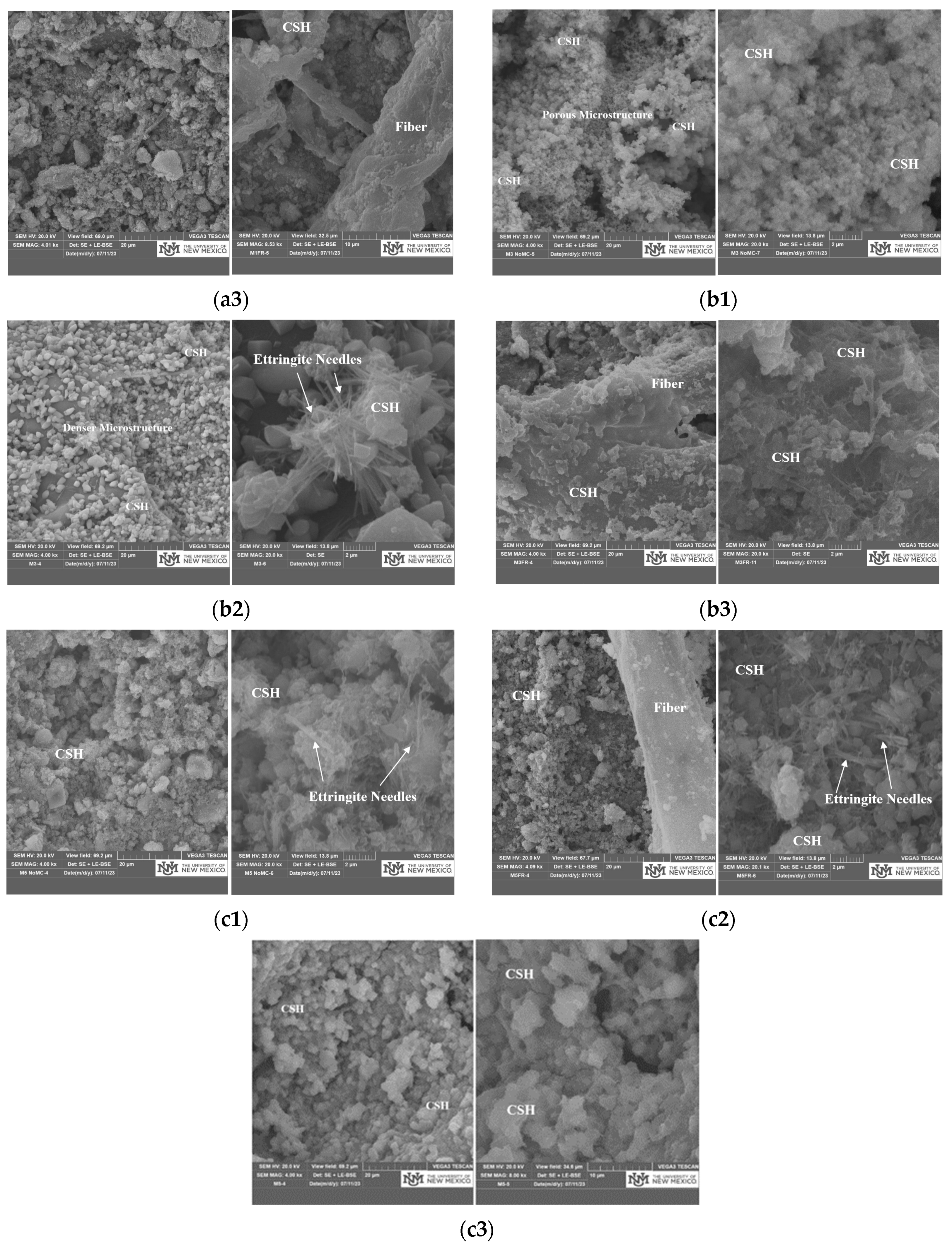
3.1. Surface Morphology and Microscopic Properties
3.2. Physical Properties
3.3. Flow Table and Setting Time
3.4. Rheology
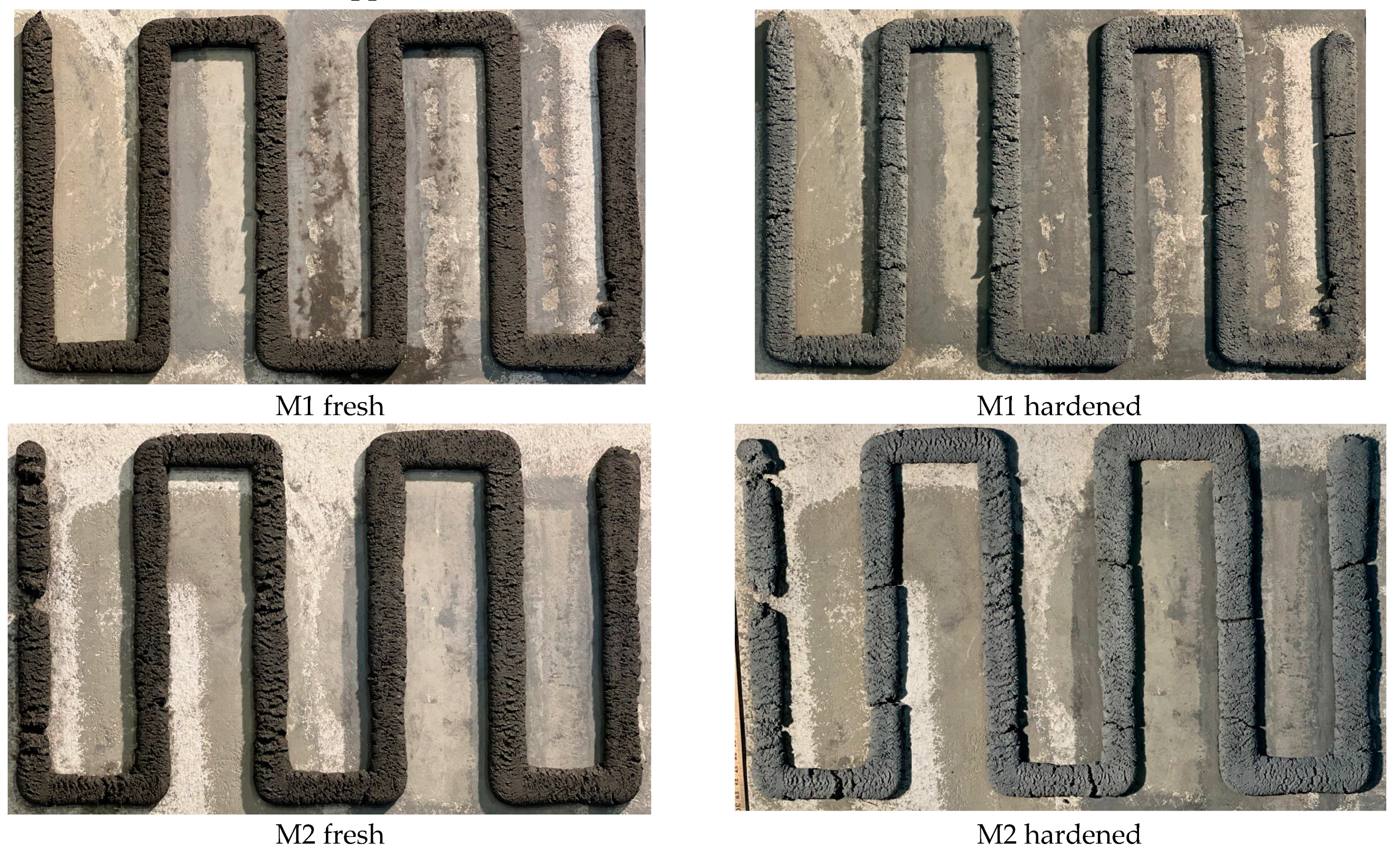
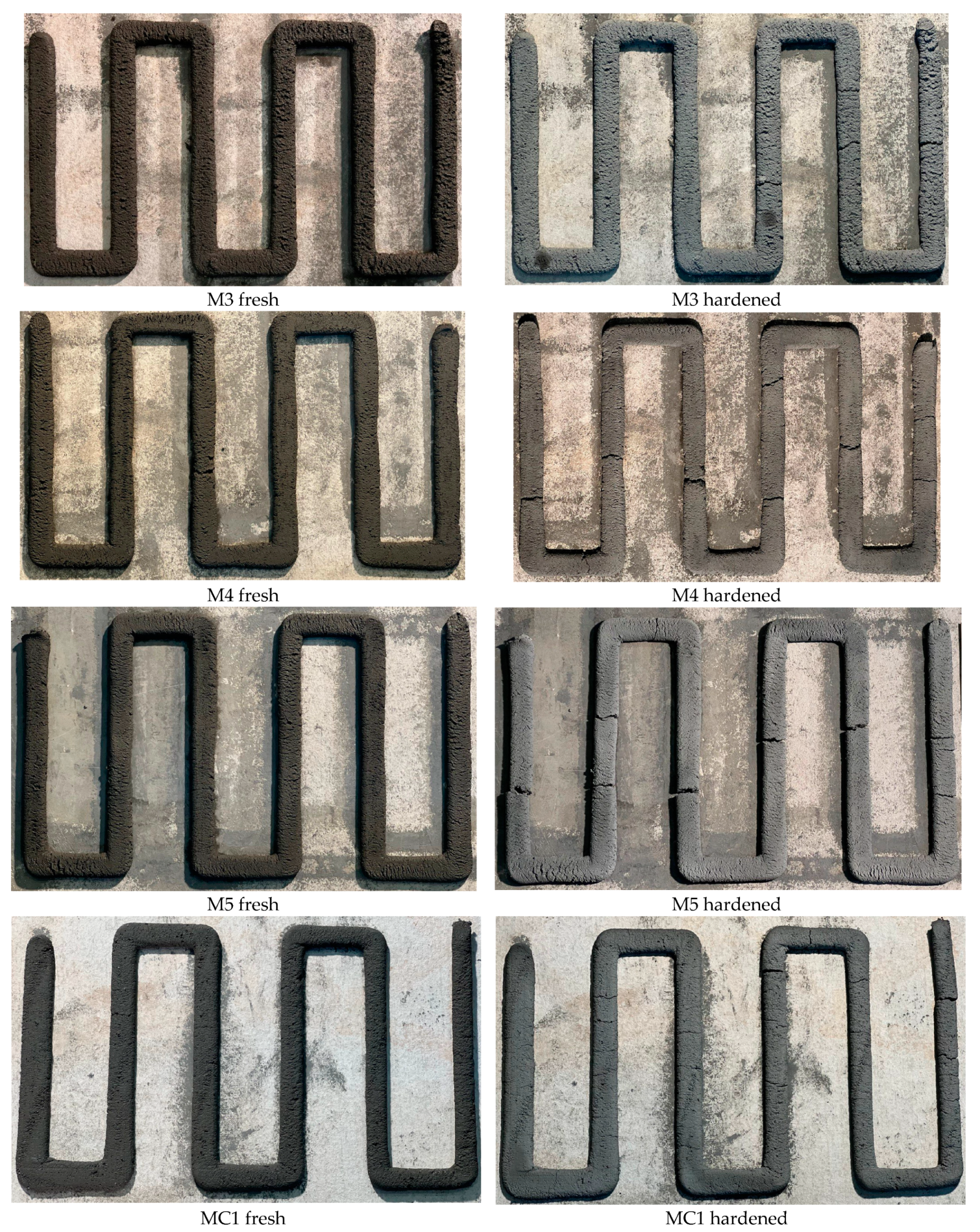
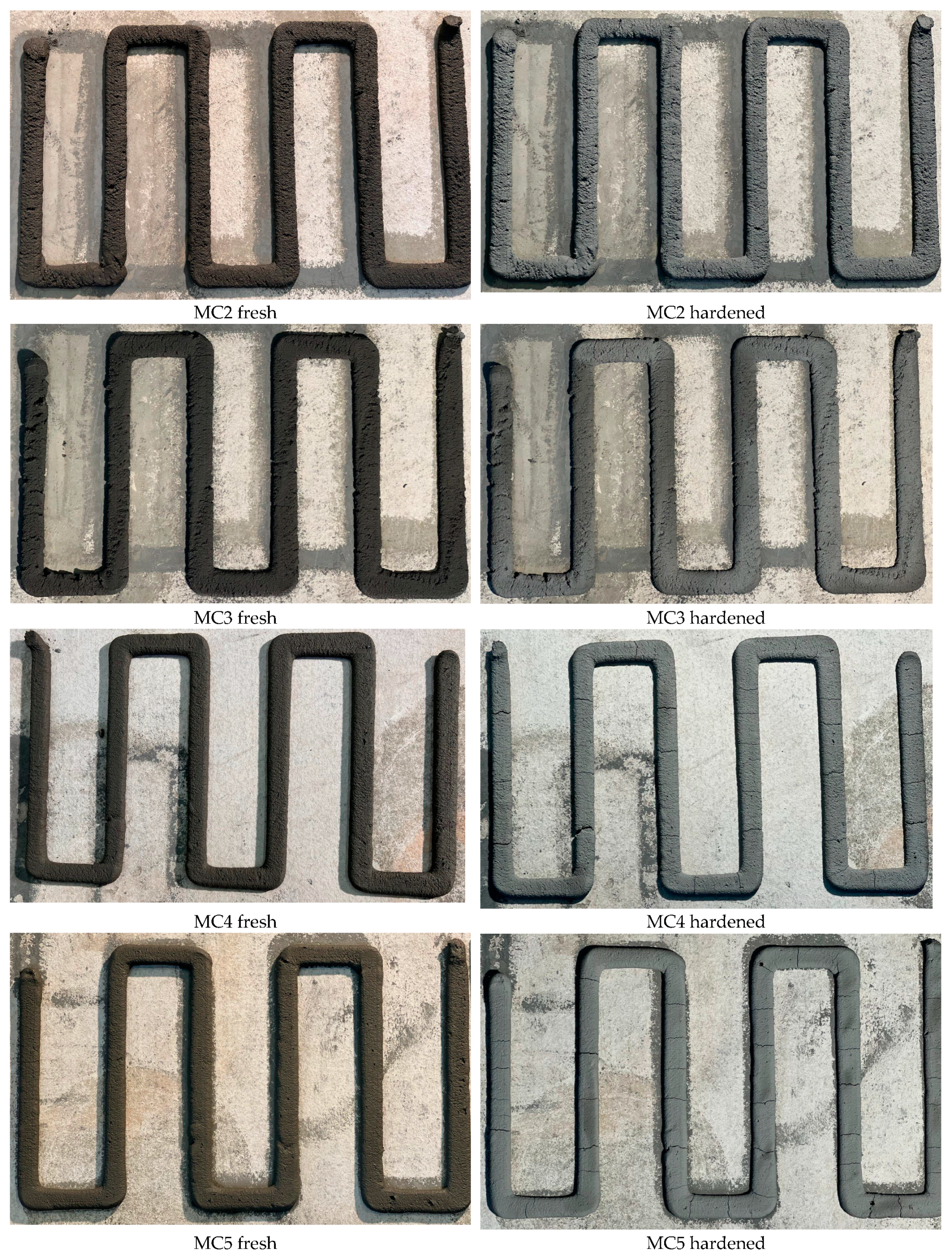
3.5. Extrudability
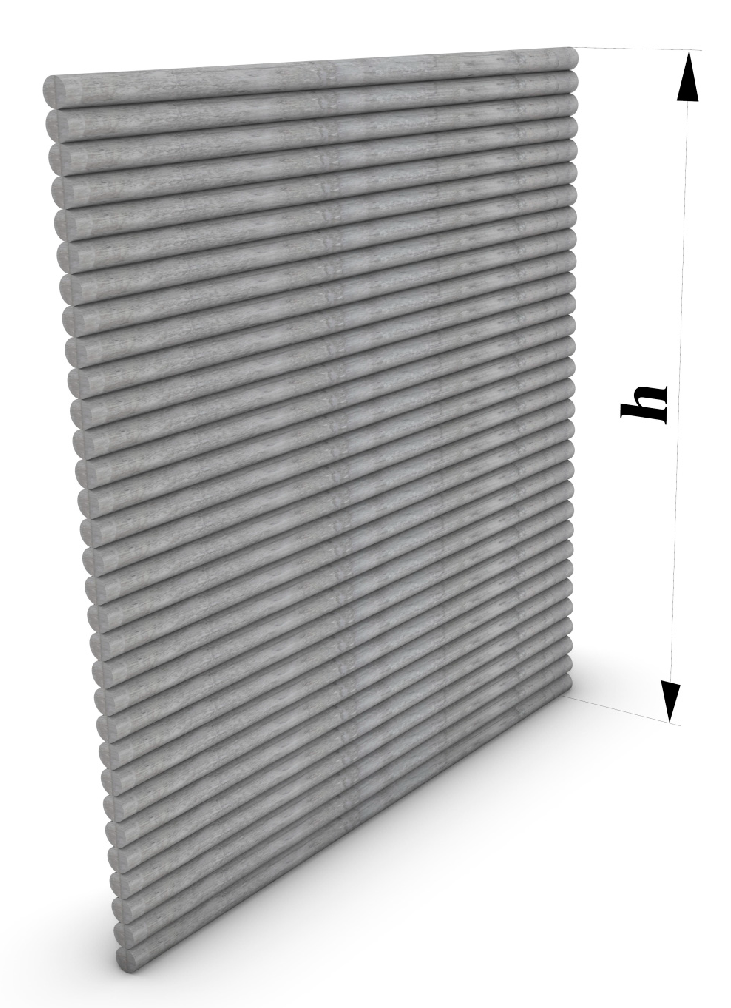
3.6. Buildability
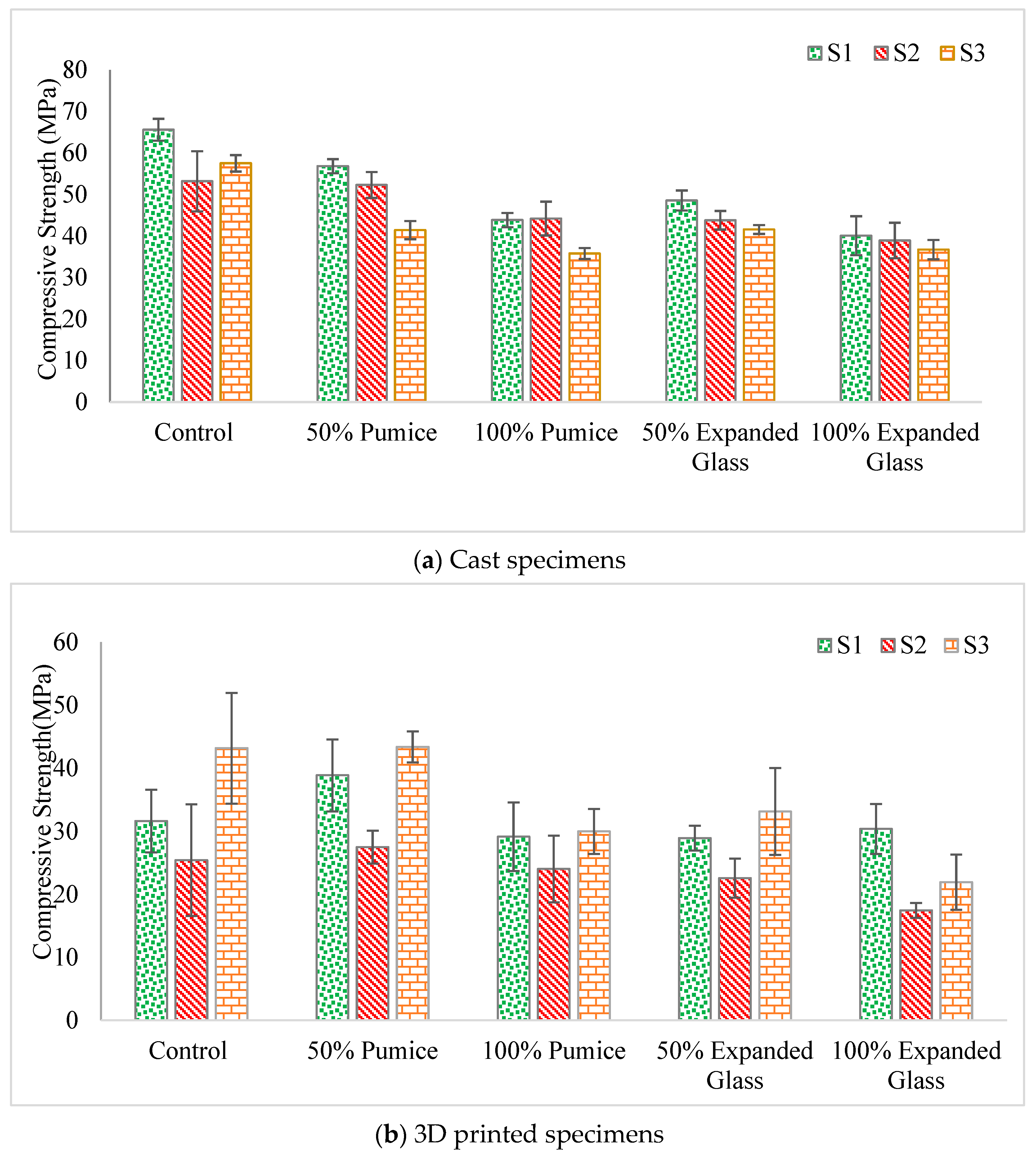
3.7. Compressive Strength
4. Conclusions
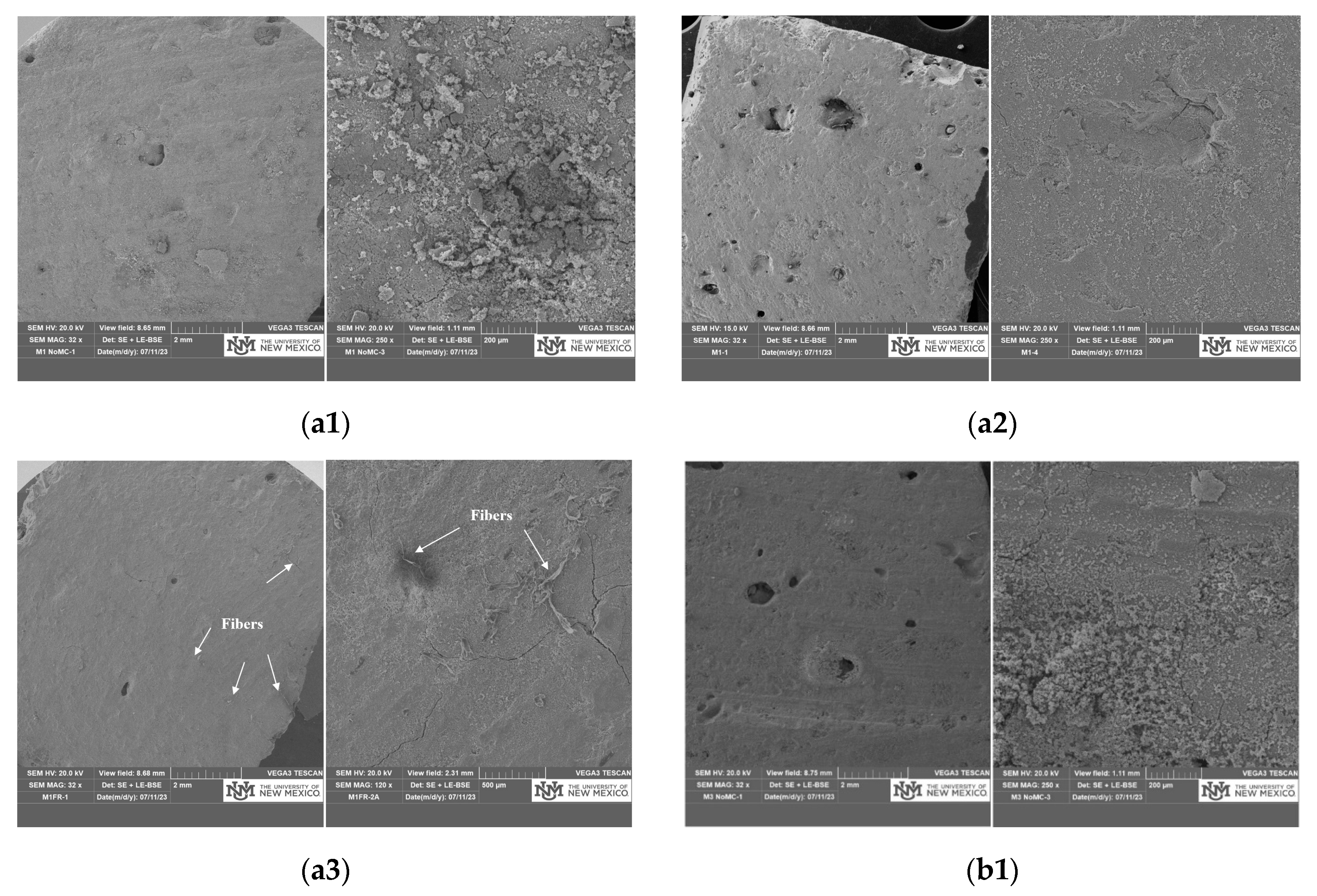
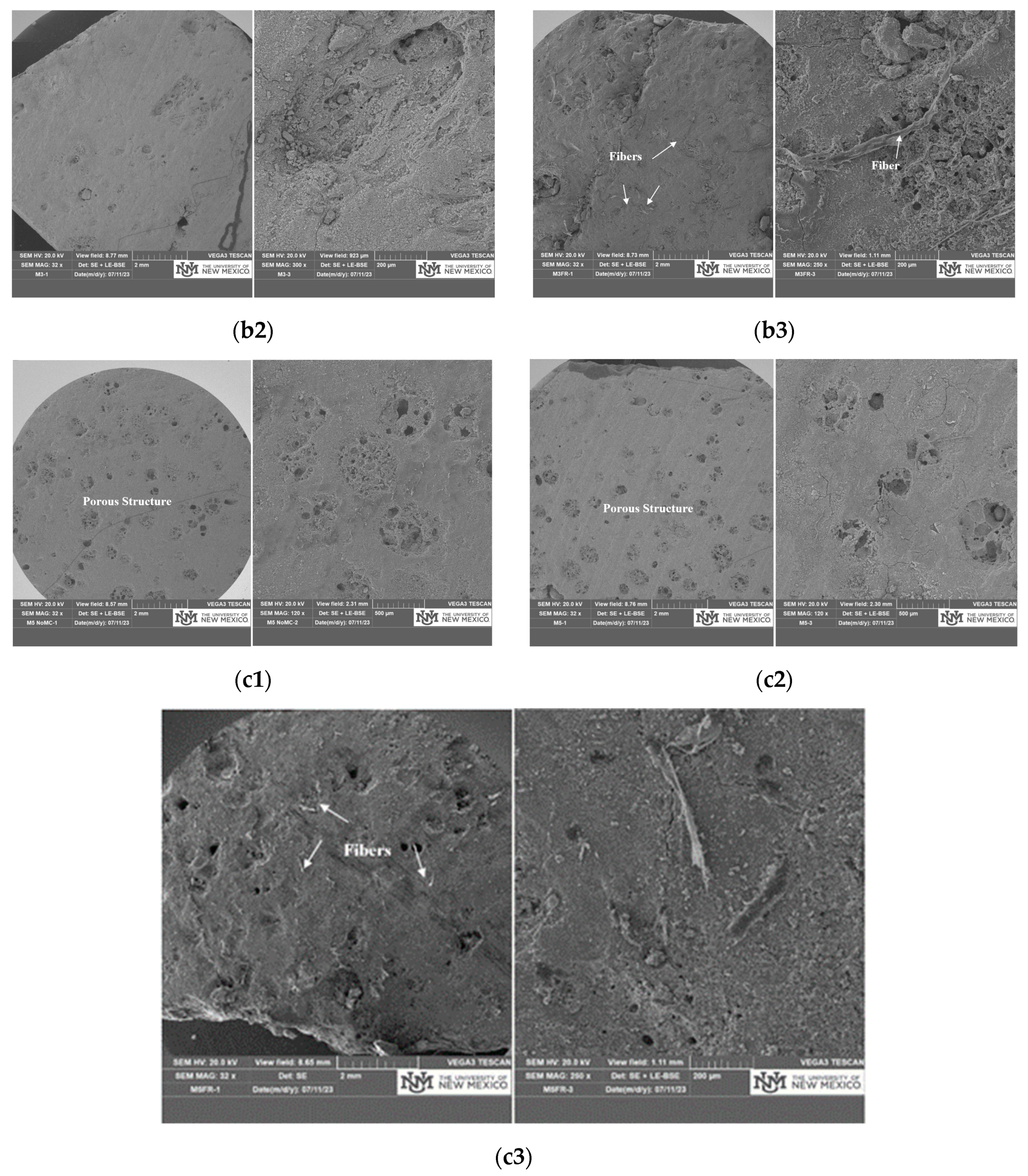
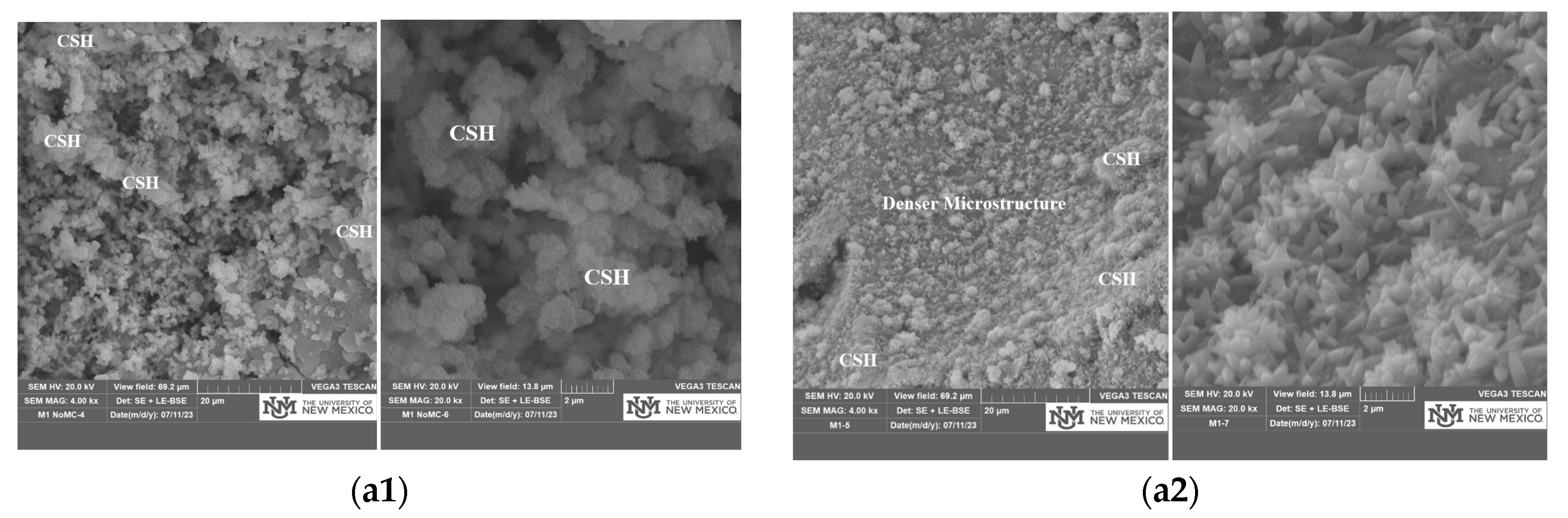
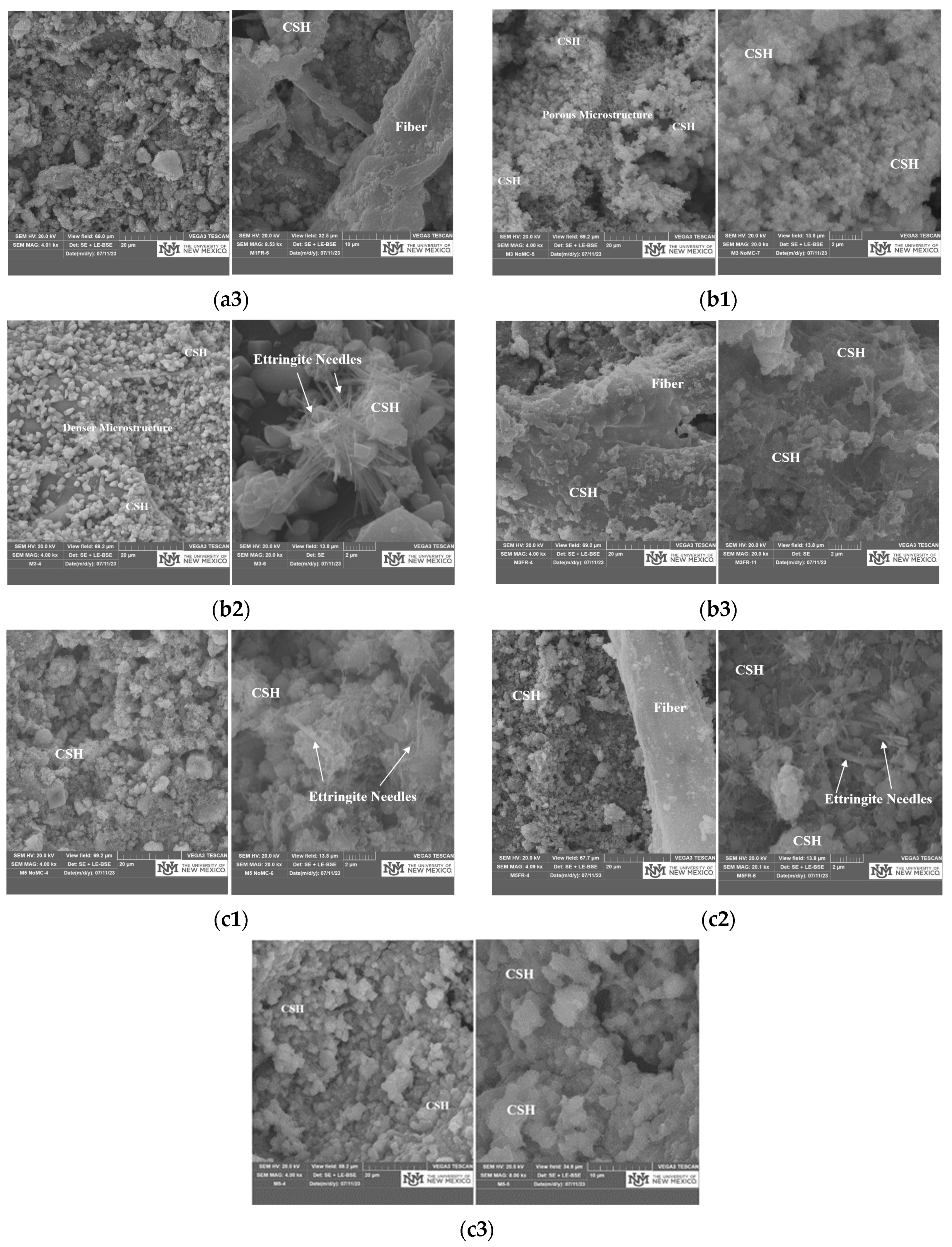
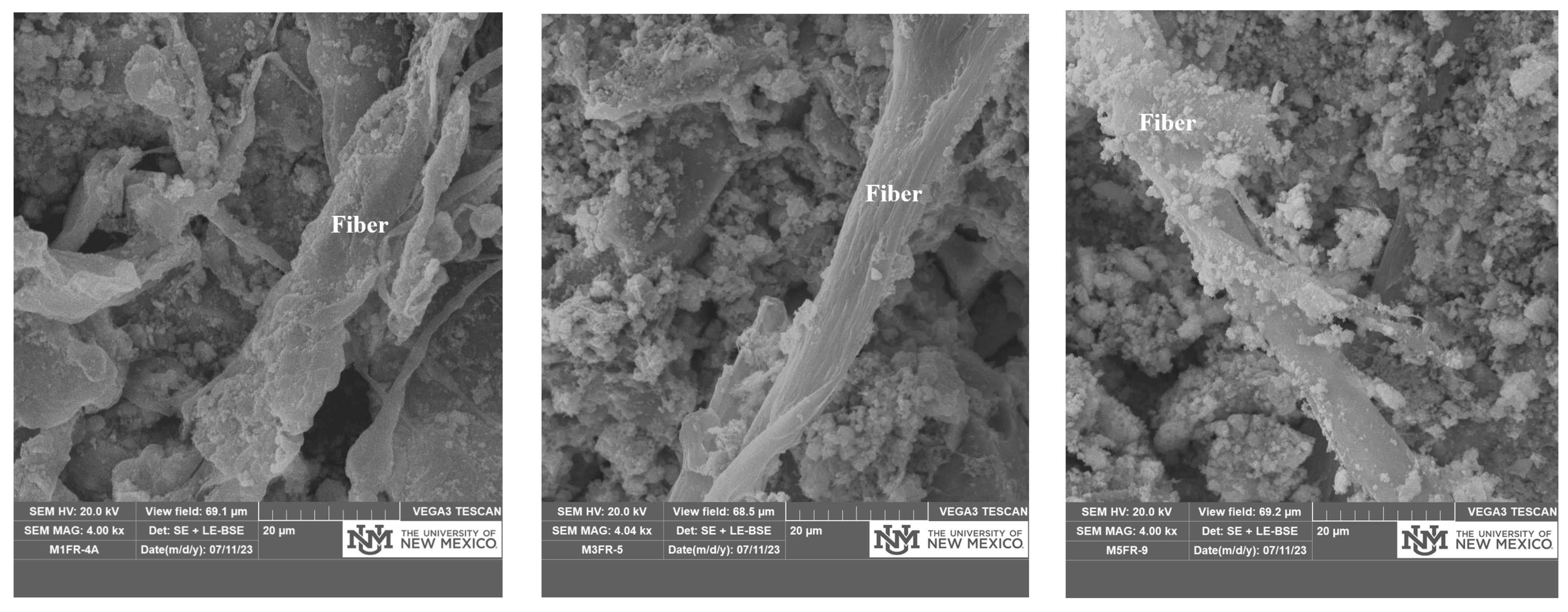
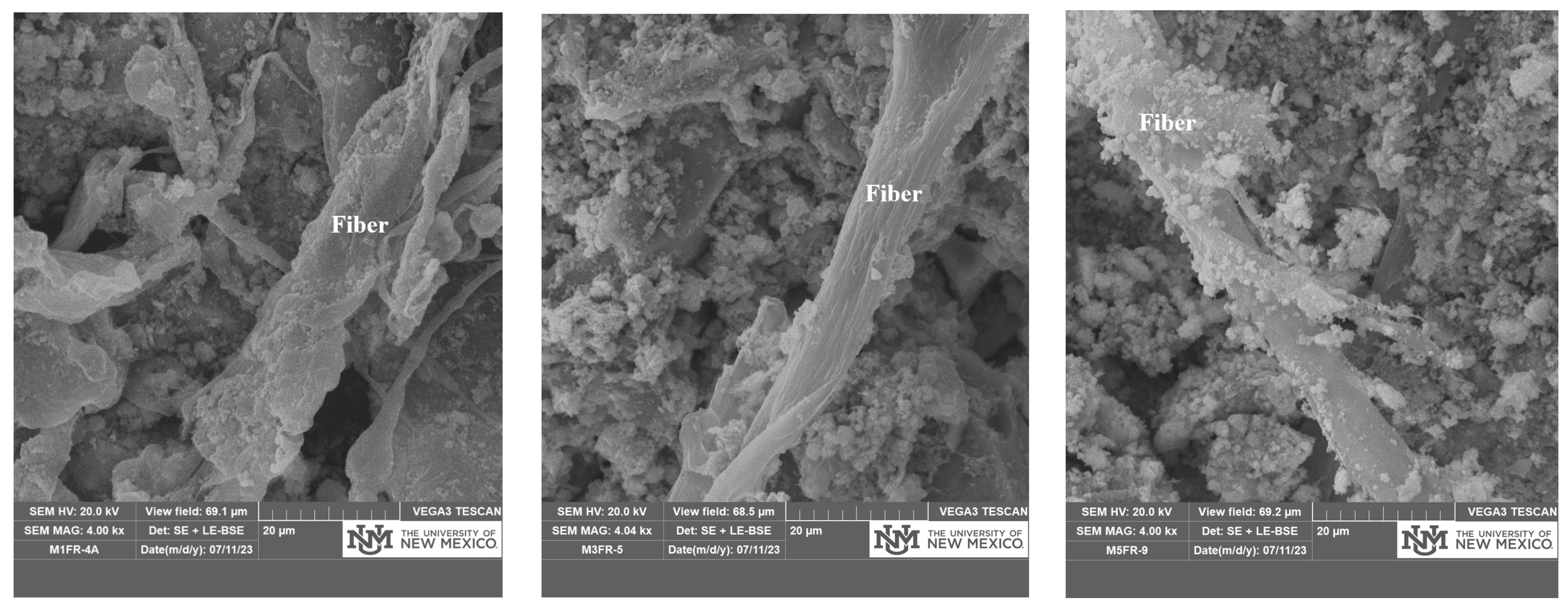
- Analyzing the SEM images of the RS, expanded glass, and pumice aggregates revealed that pumice aggregates are more porous and have irregular shapes compared to the RS and expanded glass, while the expanded glass was more rounded than the other two aggregates. Additionally, the analysis of the SEM images for the 3D printed concrete samples indicated that S1 mixes had a denser structure characterized by high quantities of CSH structures. Adding MC to the mixes in S2 resulted in a dense structure; however, adding fiber in S3 mixes introduced pores and voids at the interface of the fiber and the mixes.
- Replacing the RS aggregate with lightweight aggregates (expanded glass and pumice) at two levels of 50% and 100% by volume in S1 mixes (M2–M5) resulted in the reduction in dry density to M1 by 13.3%, 24.81%, 9.49%, and 23.01%, respectively. This trend was also consistently observed for MC1–MC5 and FRM1–FRM5.
- The flow table and setting time showed that adding MC to the mixture increased the shape retention ability of mixes and decreased the workability. However, the adjusted W/B ratio was higher for both S2 and S3 mixes compared to S1 mixes. To ensure the adequate flowability of mixes containing the lightweight aggregates, a higher W/B ratio was increased to compensate the high-water absorption capacity of lightweight aggregates in the mixes. Thus, the W/B ratio increased up to 0.38 for FRM3.
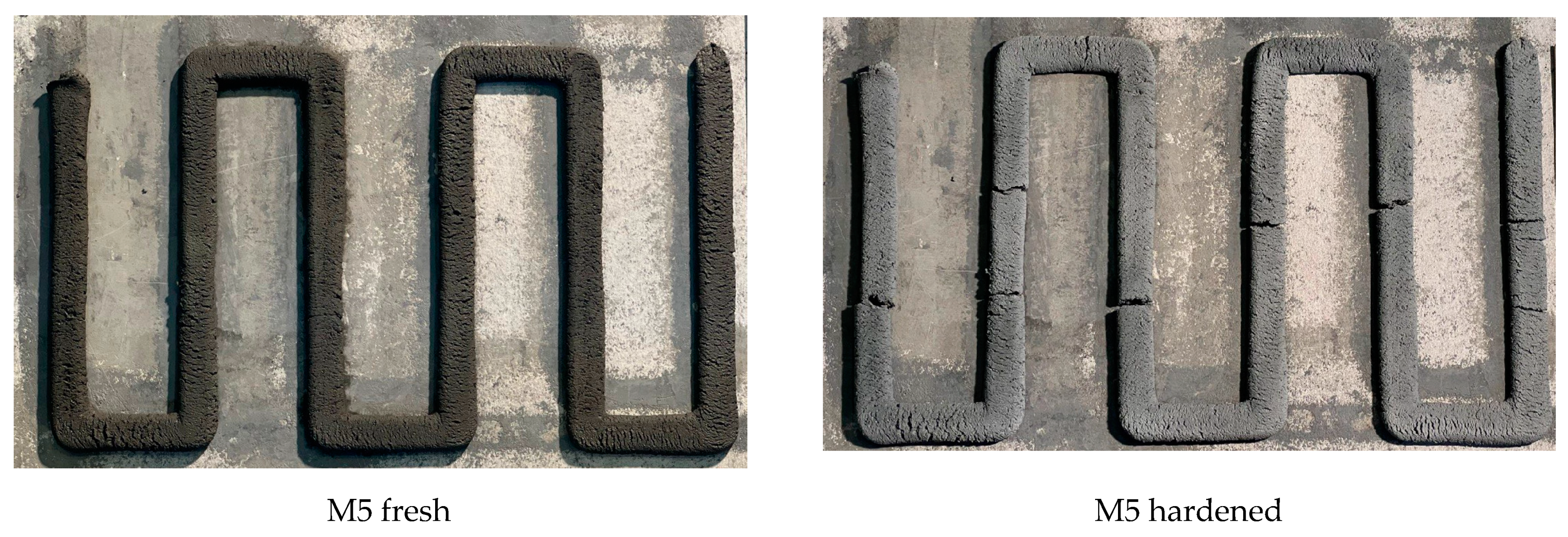
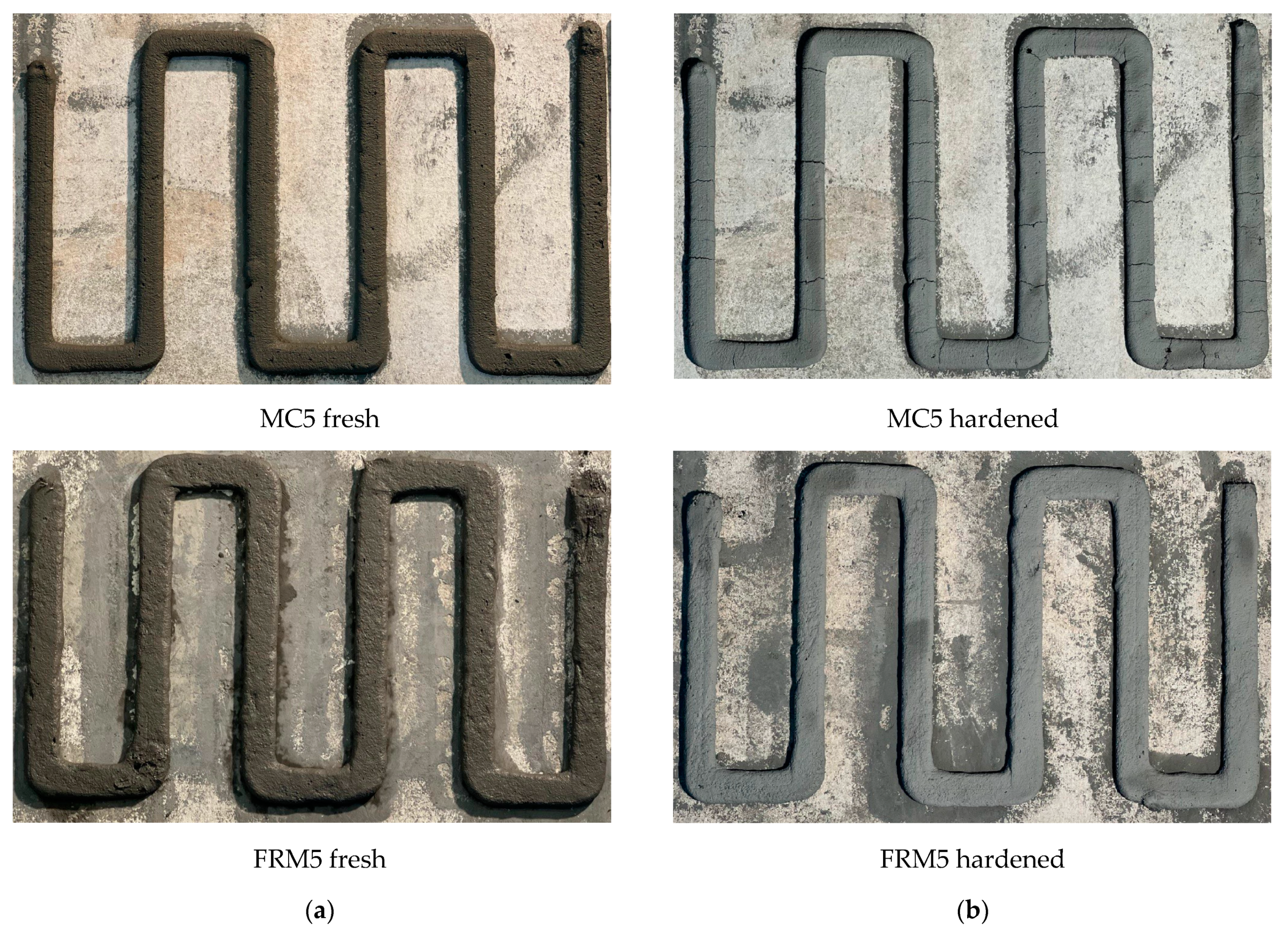
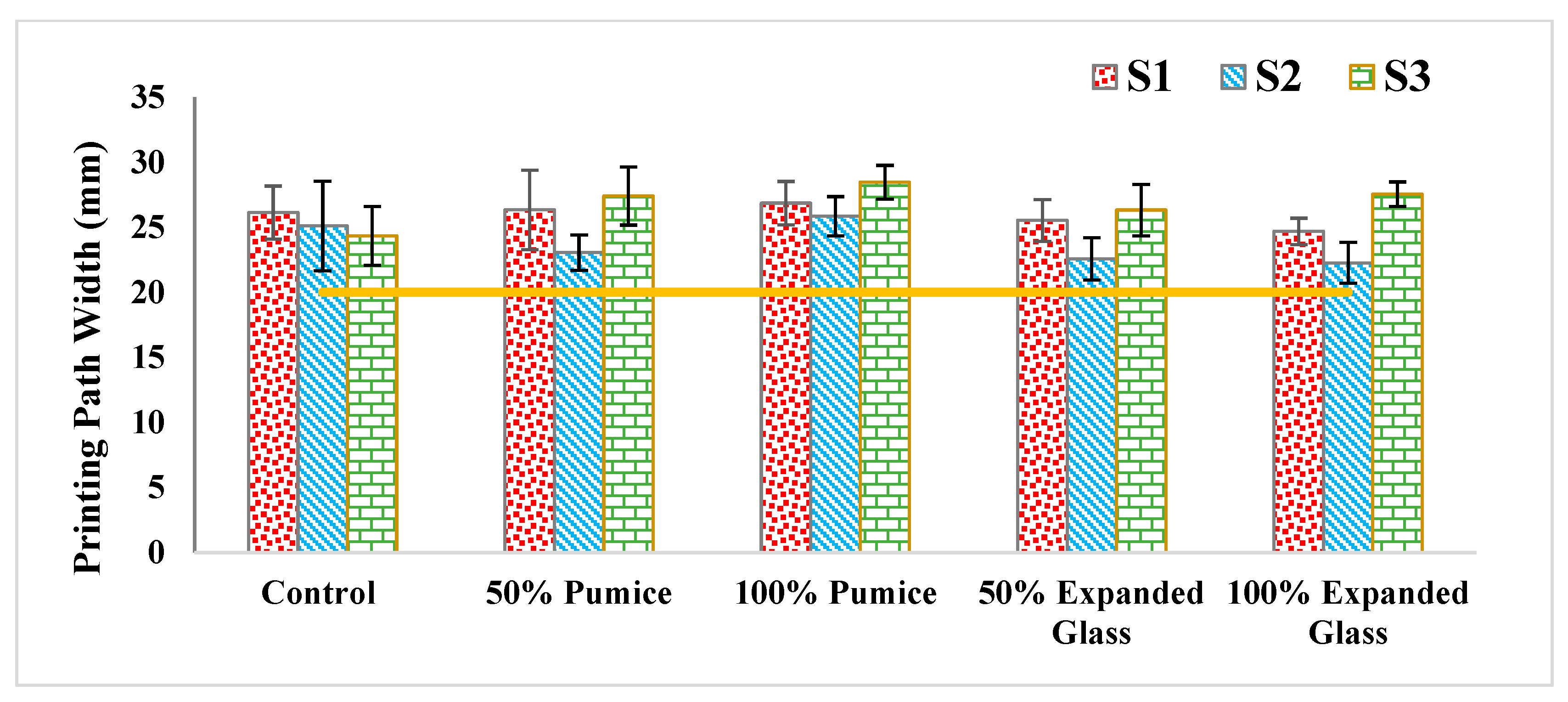
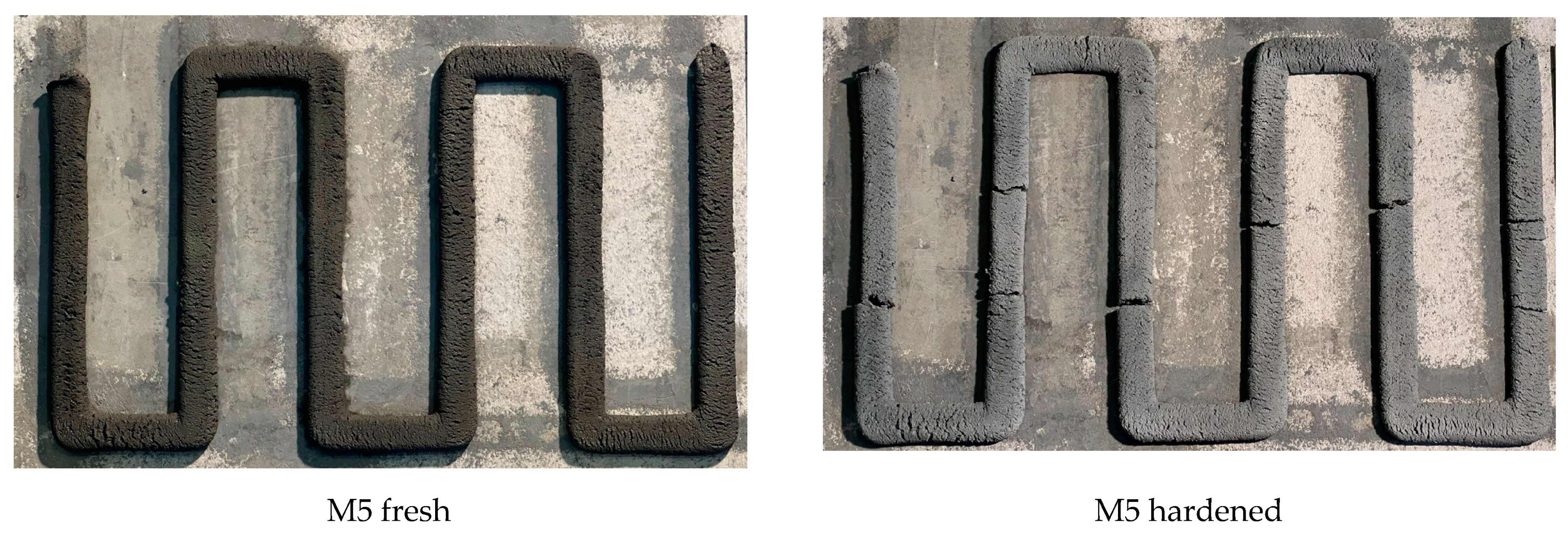
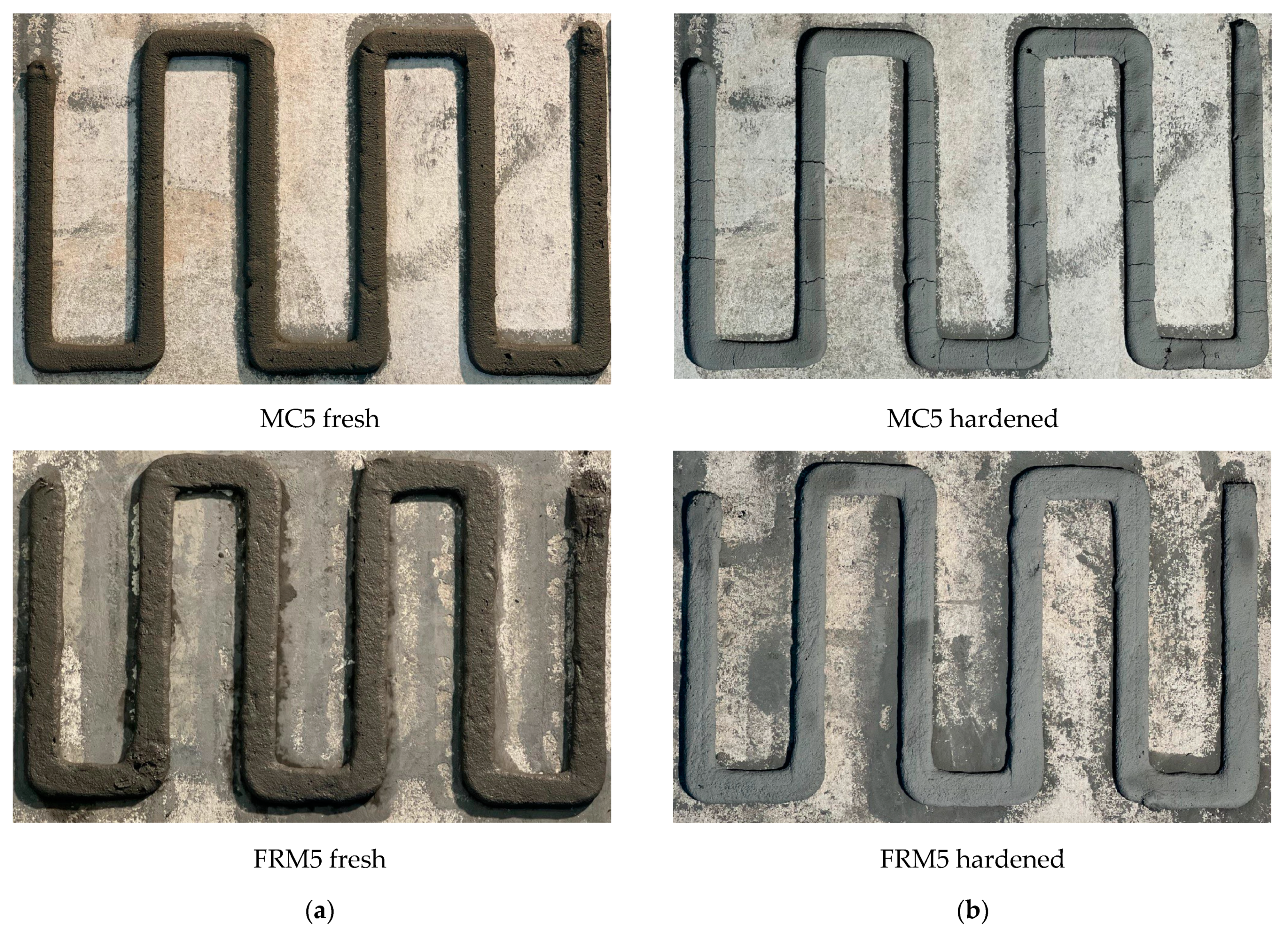
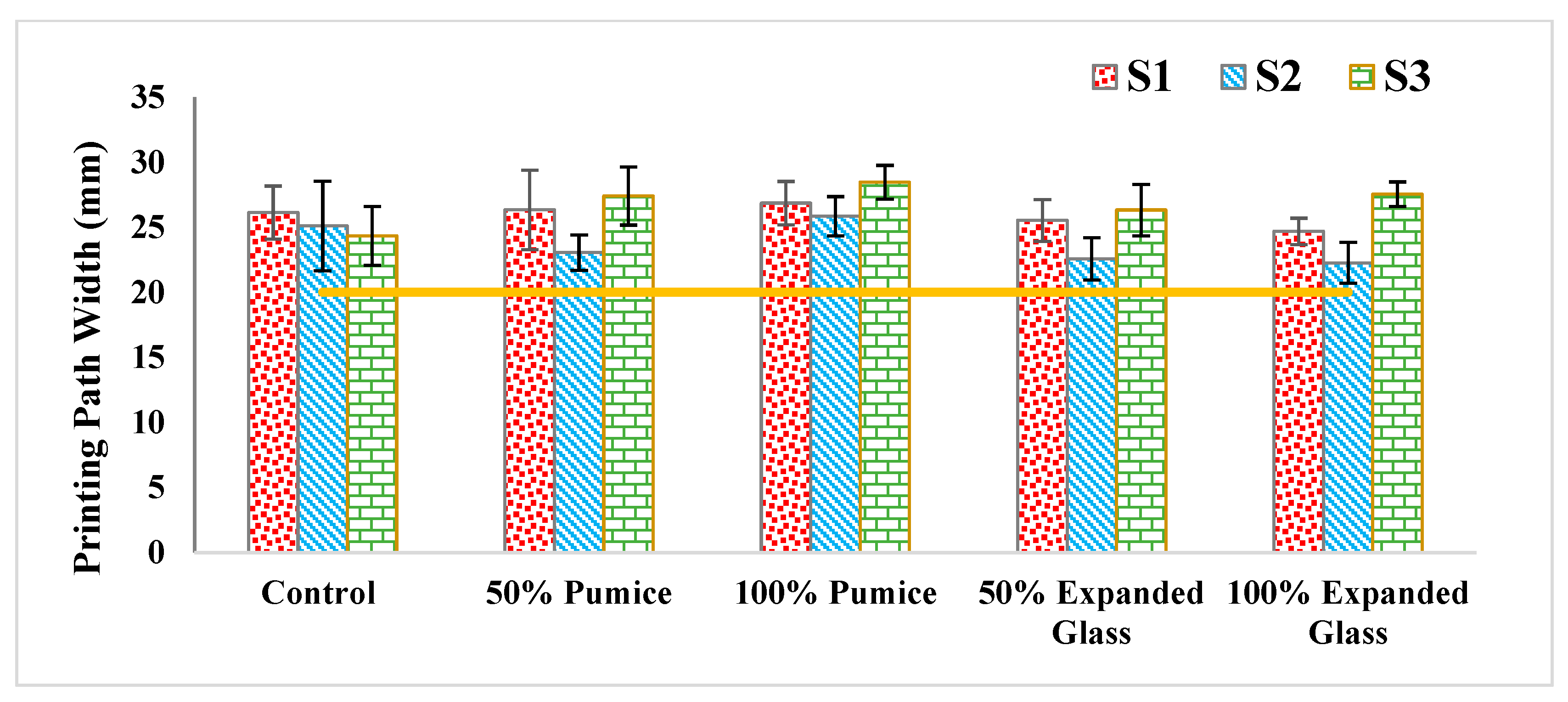
- The extrudability test was performed to evaluate the printing quality at the early age of printed material. The results indicated that incorporating lightweight aggregates in S1 mixes contributed to the plastic shrinkage cracking, and that the filament experienced small wrinkles during printing and small cracks. Although MC addition helped to some extent by improving the printing quality at the fresh level, hairline cracks appeared after 24 h, even in S2 mixes, suggesting that MC was not fully effective in preventing these cracks. Adding fibers at a volume fraction of 0.35% in S3 mixes enhanced the shrinkage cracking resistance but lowered the printing quality compared to S2 mixes. Furthermore, mixes containing 50% and 100% expanded glass exhibited higher dimensional conformity in proximity to the designed filament width and a lower standard deviation.
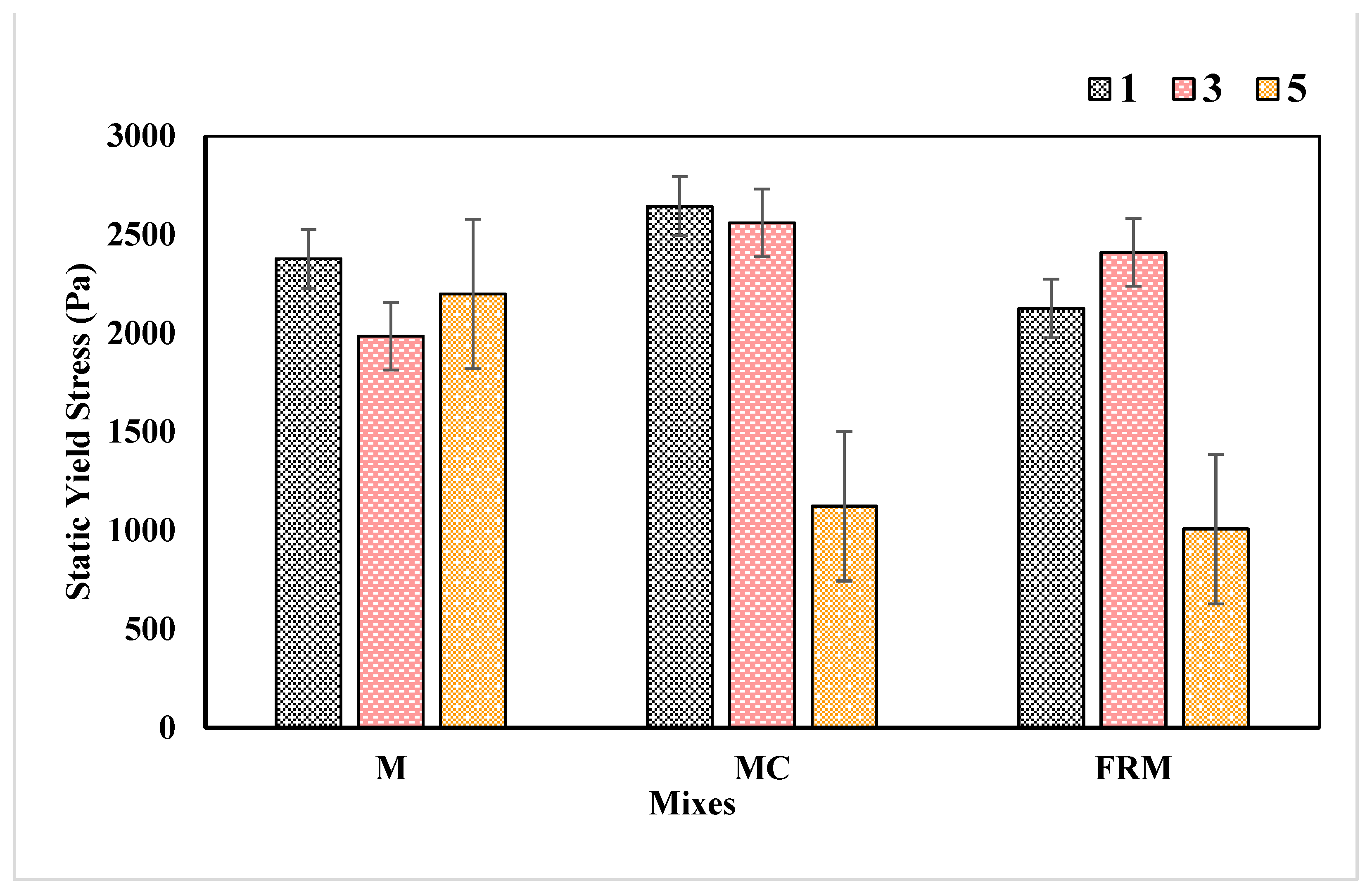
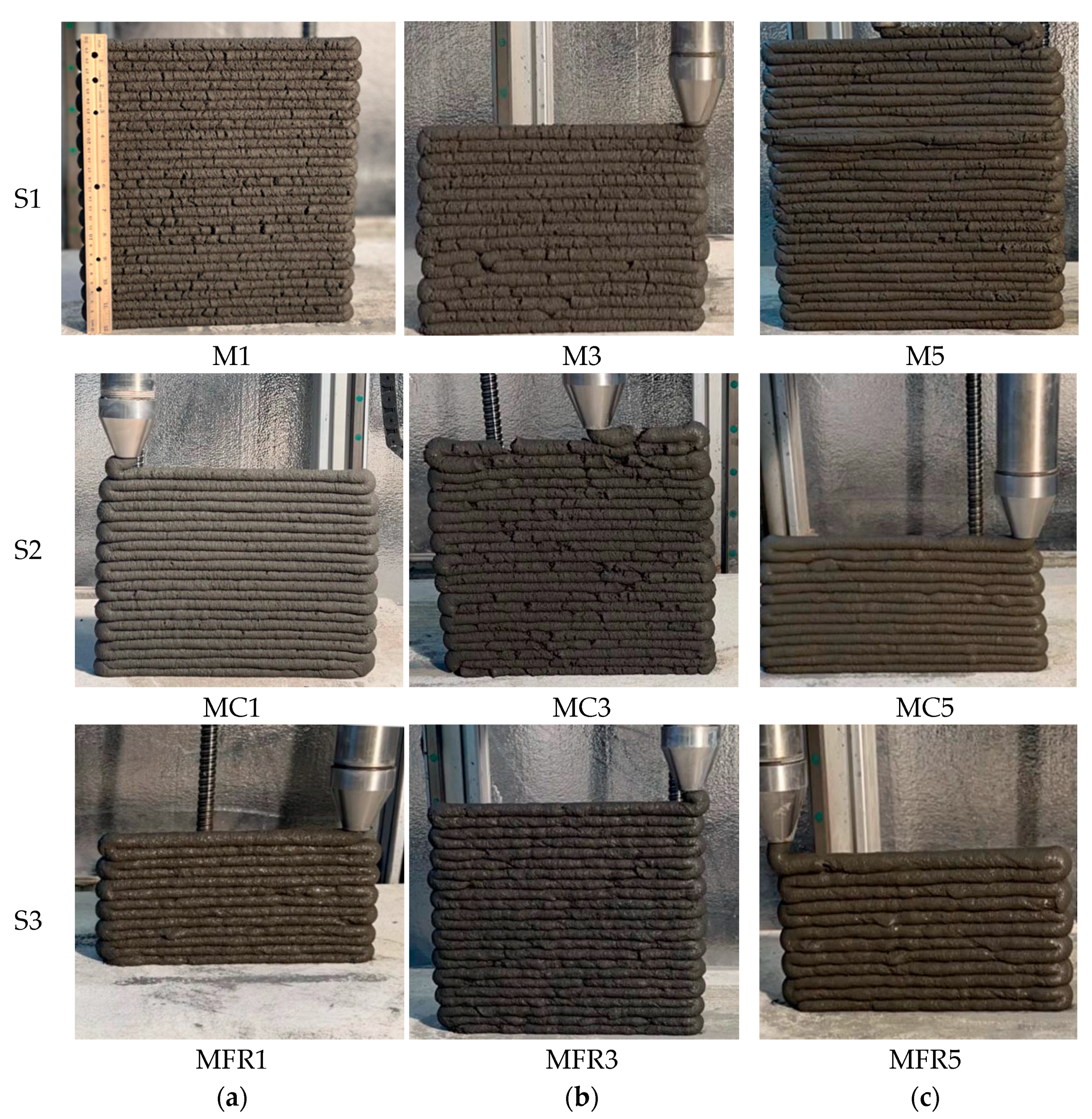
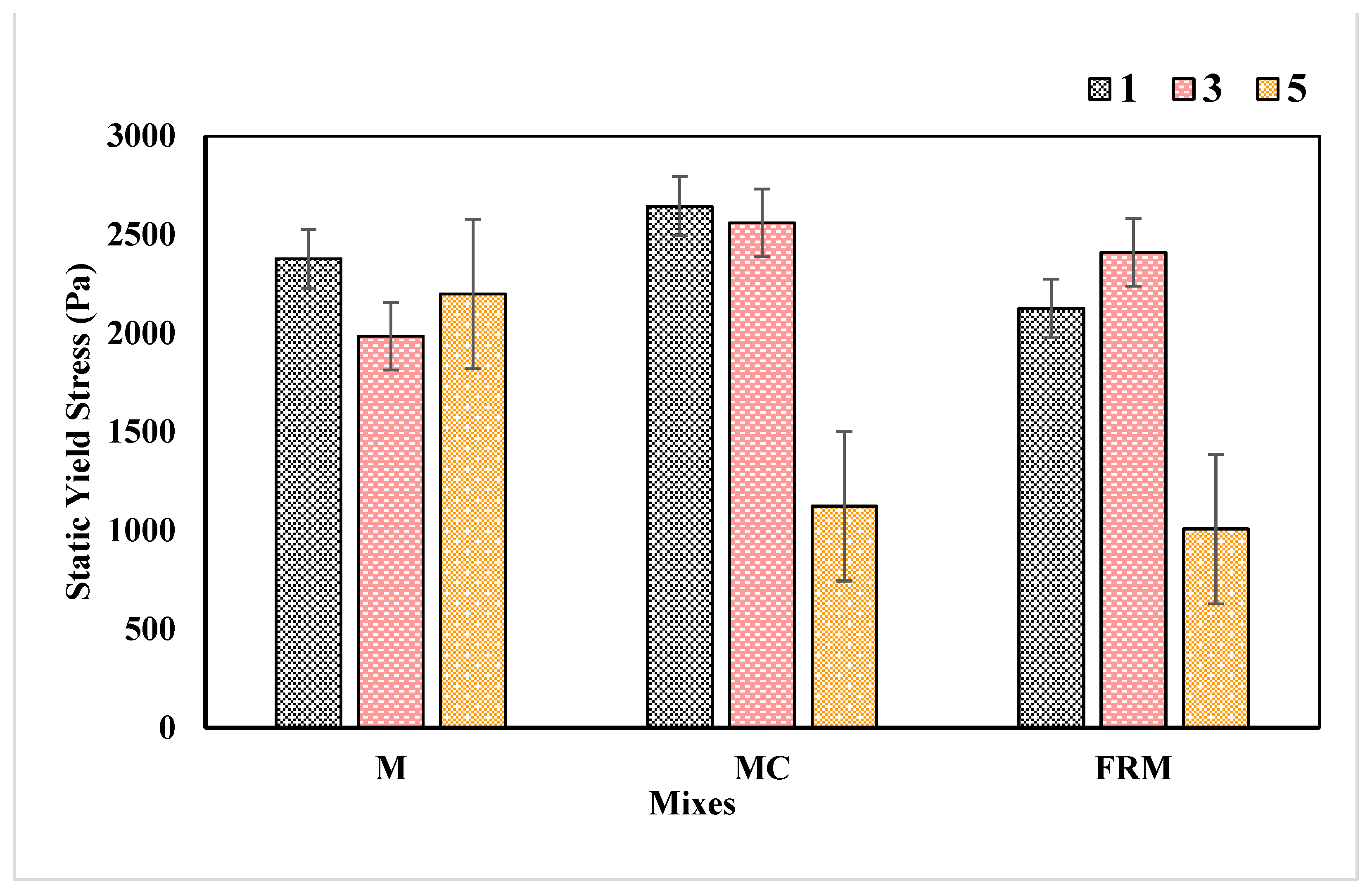
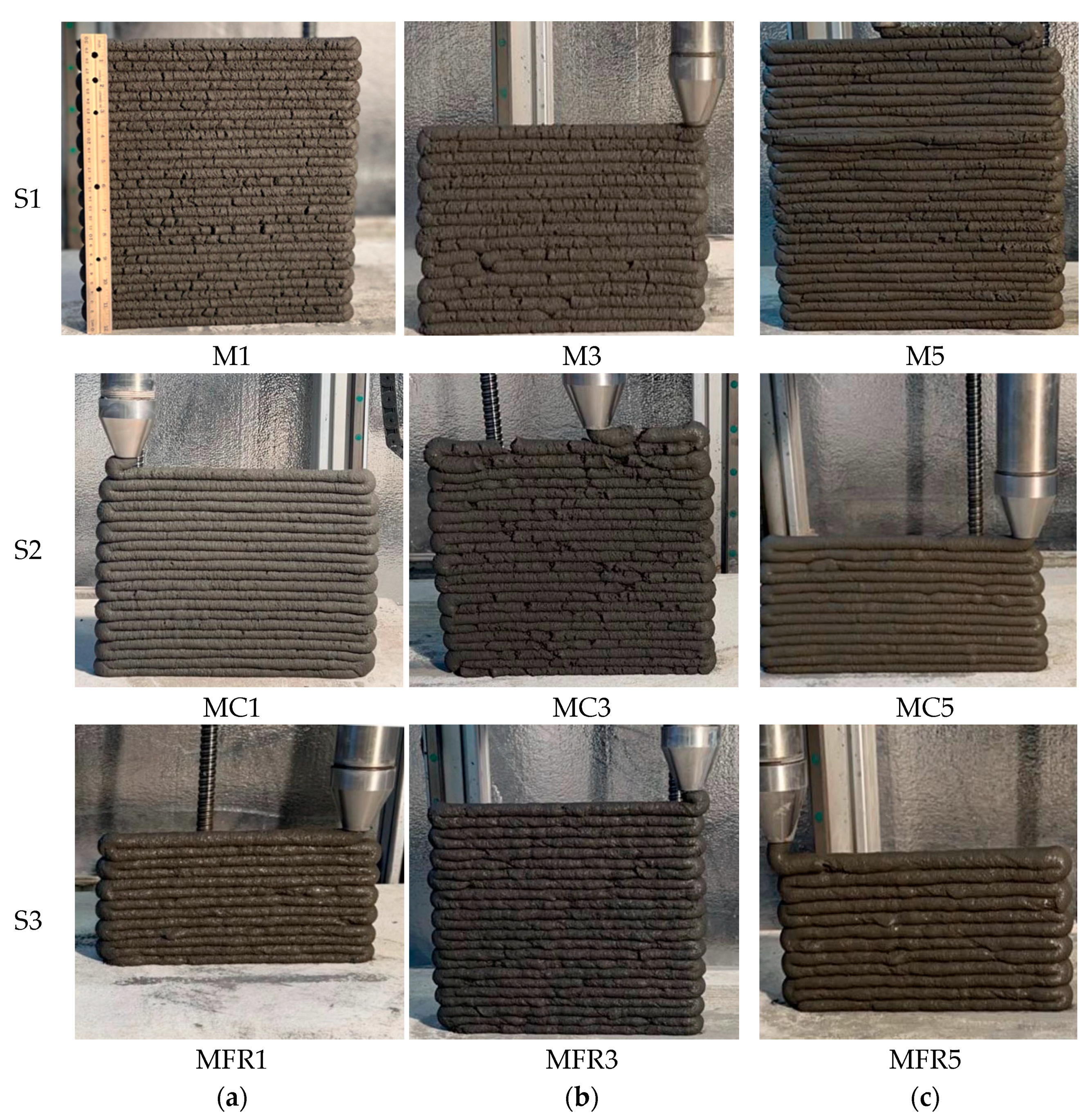
- The buildability test results revealed that S1 mixes had a higher number of printed layers than S2 and S3 mixes, which can be attributed to a lower adjusted W/B ratio. Also, comparing the results for mixes in S1, S2, and S3 sets with RS, expanded glass, and pumice aggregates indicated that the addition of MC expanded glass and fiber resulted in a further reduction in the buildability of S3 mixes that can be related to the low static yield stress of S3. Also, comparing the pumice and expanded glass, it is concluded that expanded glass would lower the buildability of cementitious materials due to the rounded shape and less interlock between the aggregates and cement paste compared to RS and pumice aggregates.
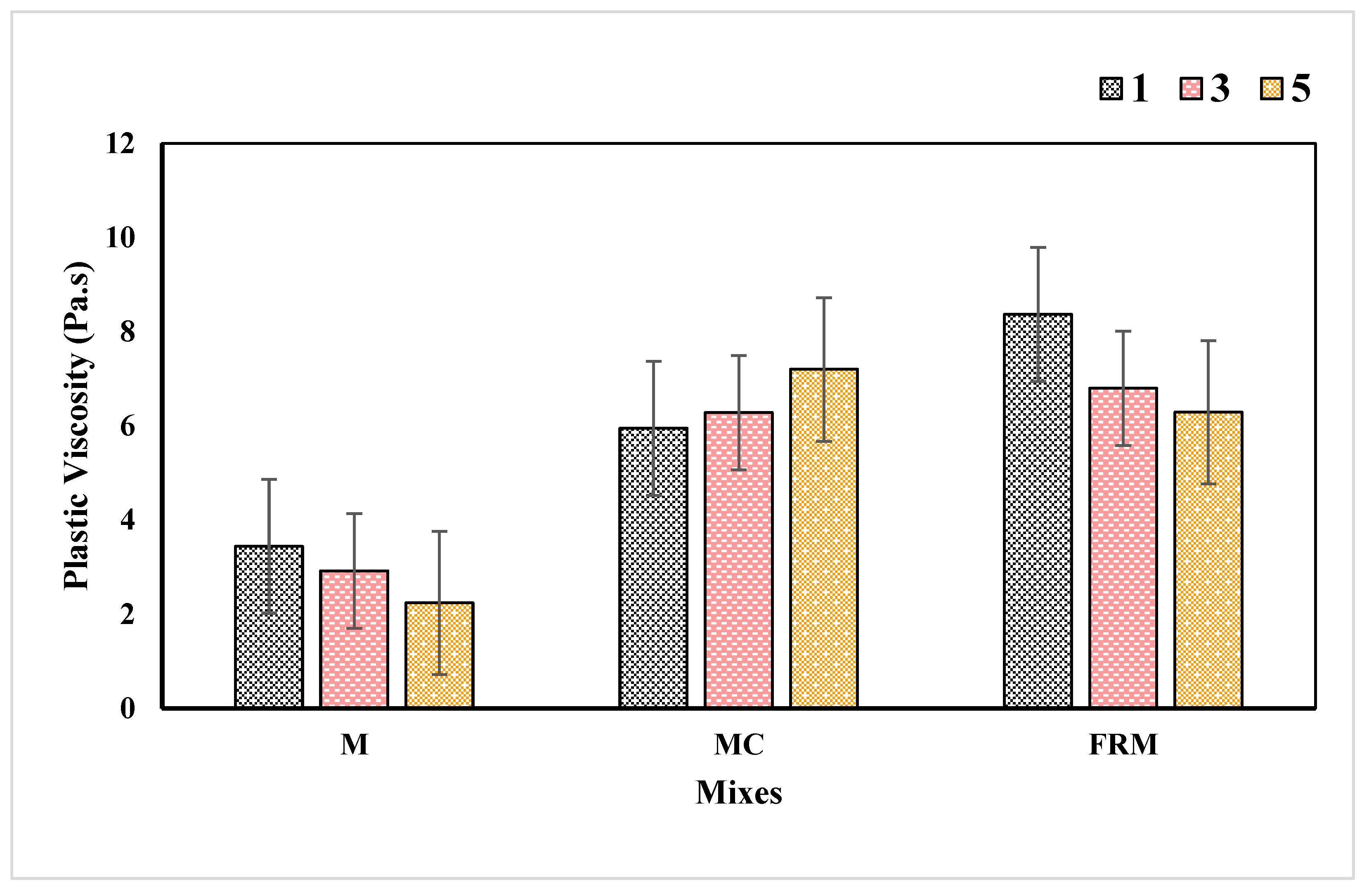
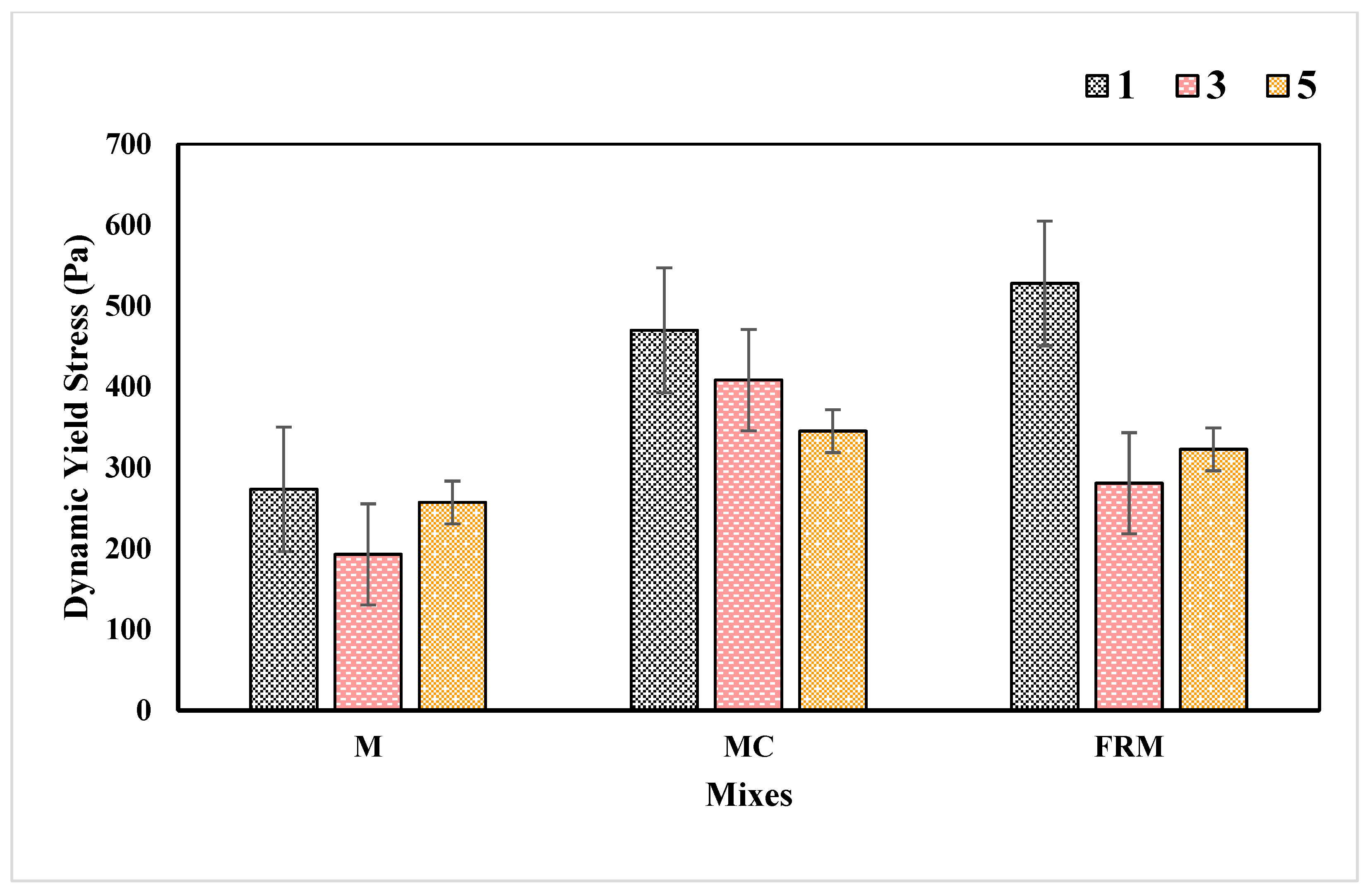
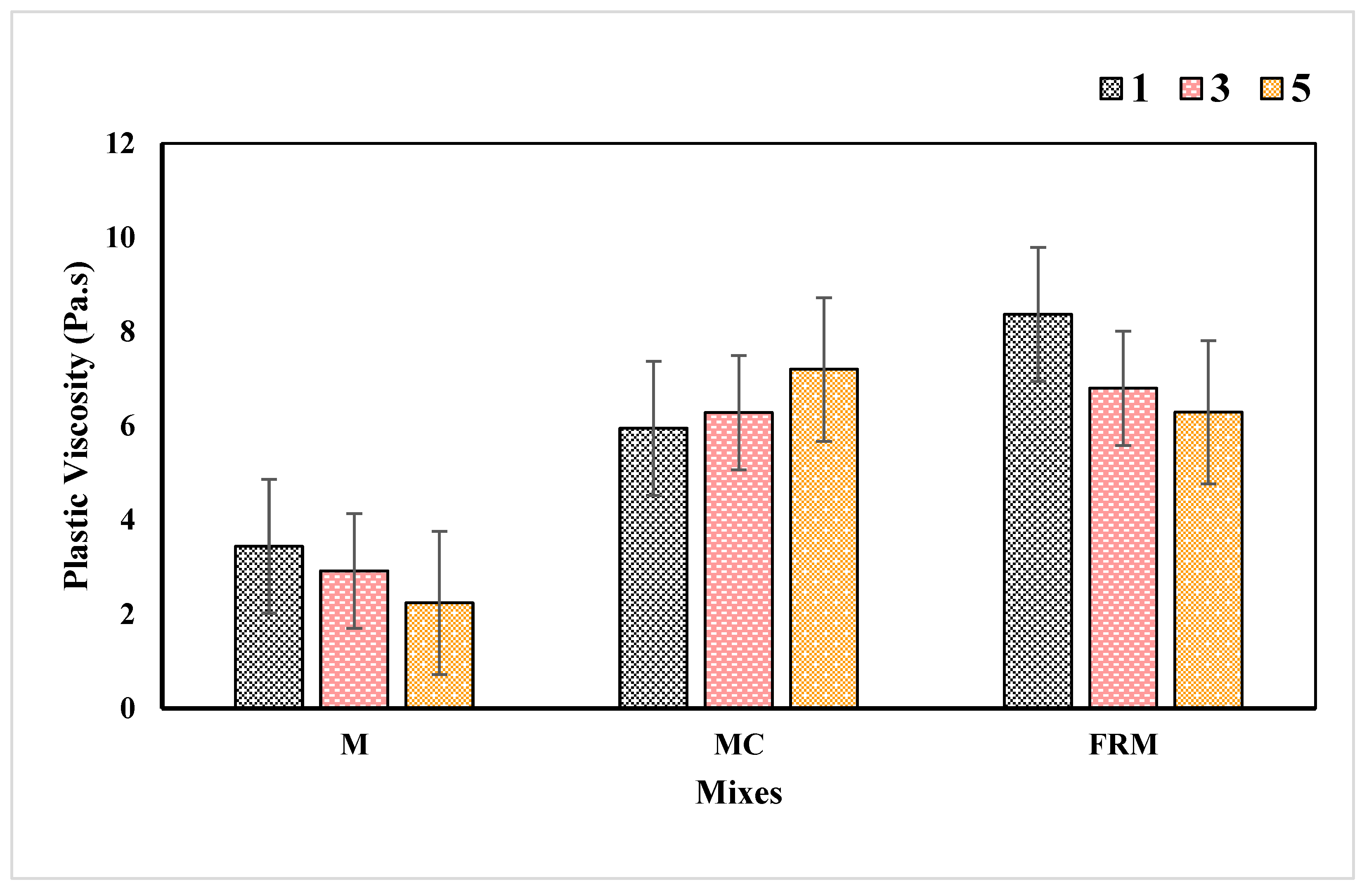
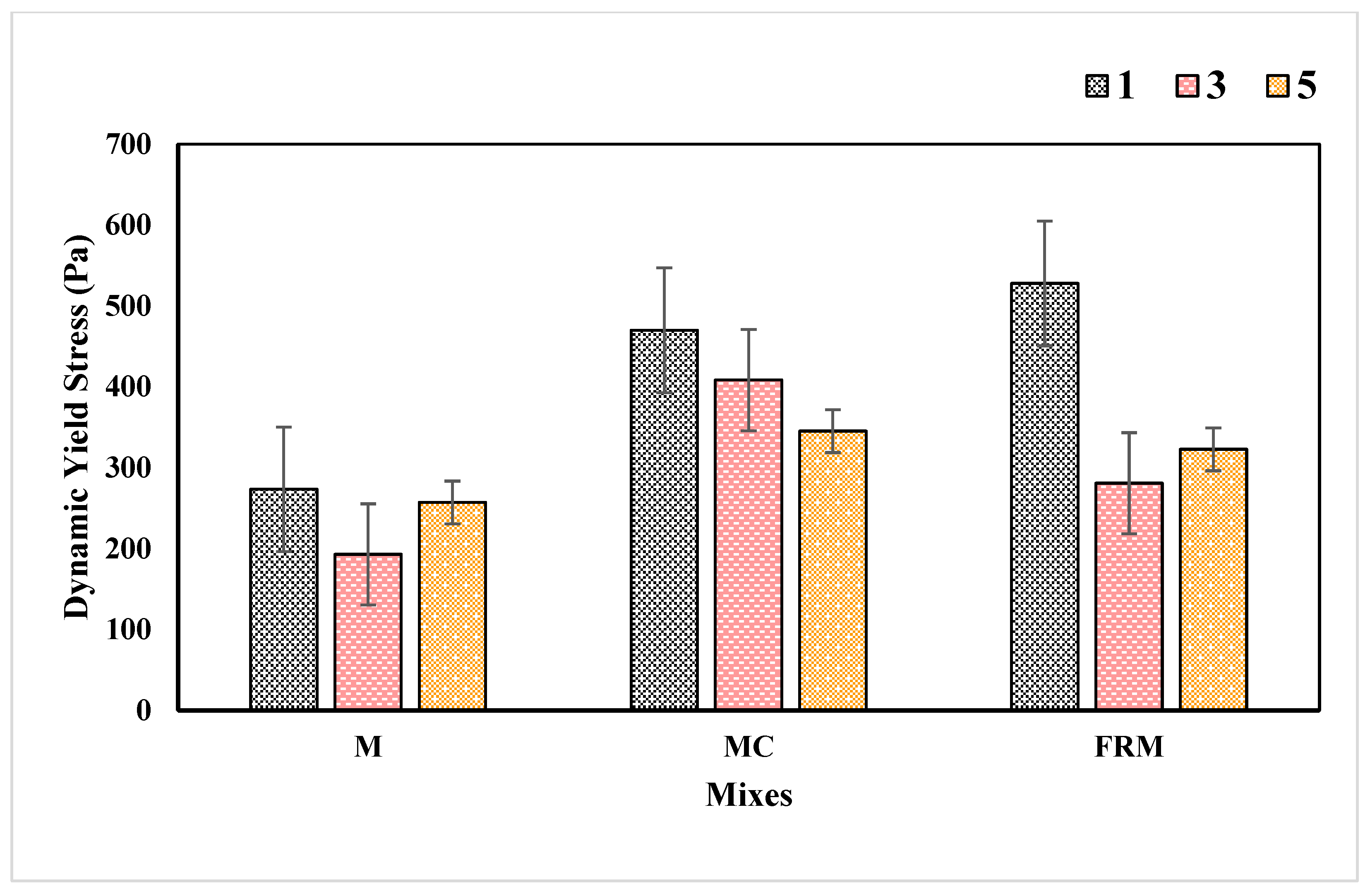
- Control mixes and the mix with 100% pumice replacement had higher static yield stresses compared to the mix with 100% expanded glass. Although the addition of fiber increased the plastic viscosity of the M1 in the S1 mix by 73% and 143% for the MC1 and FRM1 mixes, respectively, the M3 and M5 in S1 increased by 115% and 221% in S2 mixes, and 133% and 181% in S3 mixes; however, this did not result in a good conclusion for yield stress. The yield stresses for FRM3 and FRM5 showed a 48.88% and 54.16% decline compared with FRM1, respectively.
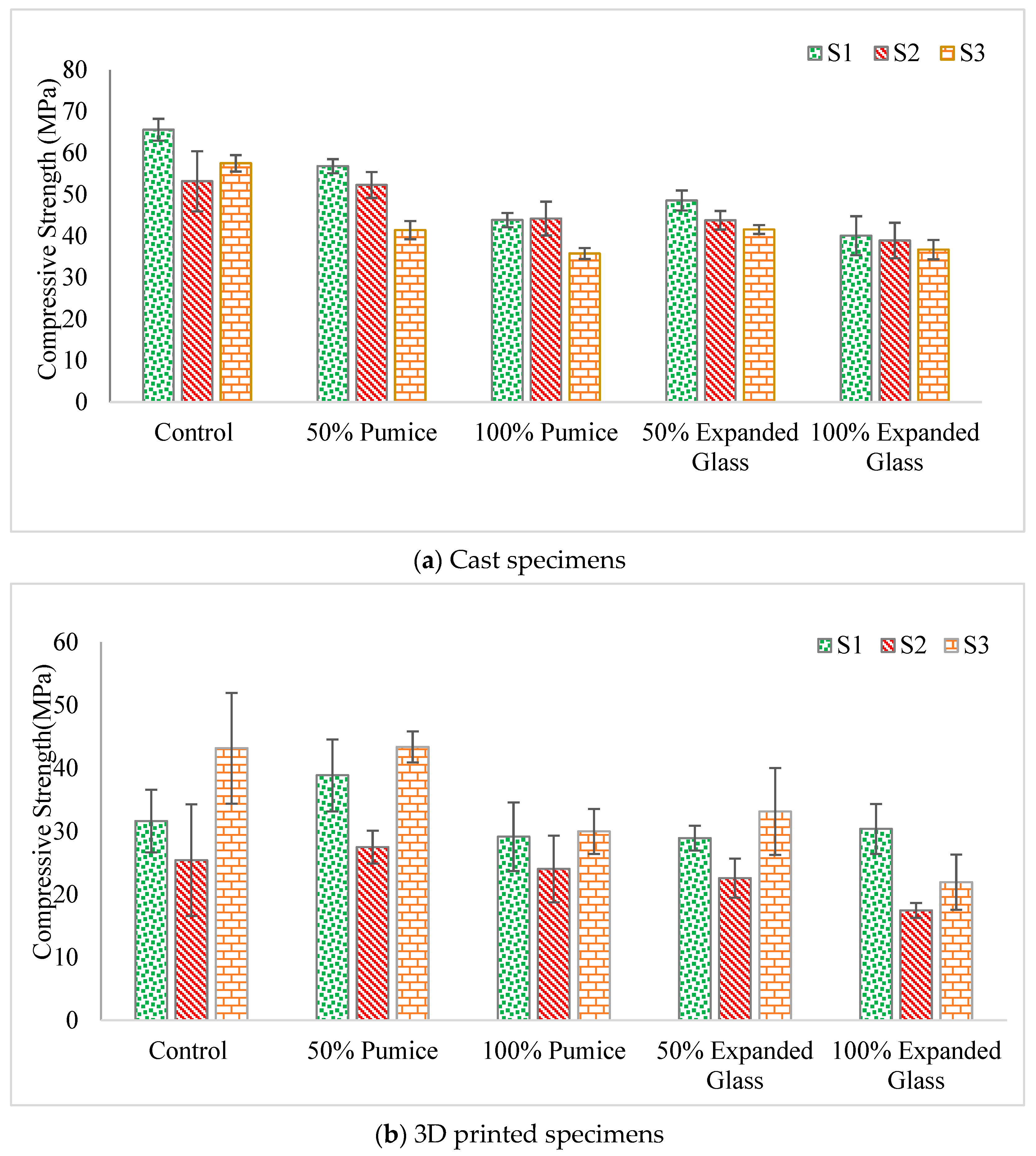
- The compressive strength of 3D printed concrete specimens decreased compared to the cast ones, ranging from 16.18% (for 3D printed M1) to 51.76% (for 3D printed FRM3). This reduction is likely attributed to the formation of voids within each filament and between extruded filaments, leading to a decrease in compressive strength. Among the cast and 3D printed concrete specimens, cast M1 exhibited the maximum compressive strength of 65.6 MPa, while the minimum compressive strength was recorded for 3D printed FM5 at 17.5 MPa. The reduction in compressive strength of lightweight concrete is attributed to its porous structure, lower mechanical strength, and higher adjusted water-to-binder ratio.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Najvani, M.A.D.; Murcia, D.H.; Soliman, E.; Red Taha, M.M. Early-age strength and failure characteristics of 3D printable polymer concrete. Constr. Build. Mater. 2023, 394, 132119. [Google Scholar] [CrossRef]
- Dielemans, G.; Briels, D.; Jaugstetter, F.; Henke, K.; Dörfler, K. Additive Manufacturing of Thermally Enhanced Lightweight Concrete Wall Elements with Closed Cellular Structures. J. Facade Des. Eng. 2021, 9, 59–72. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, H.; Li, Z.; Ma, G. Mechanical behaviors of 3D printed lightweight concrete structure with hollow section. Arch. Civ. Mech. Eng. 2020, 20, 16. [Google Scholar] [CrossRef]
- Prasittisopin, L.; Sakdanaraseth, T.; Horayangkura, V. Design and Construction Method of a 3D Concrete Printing Self-Supporting Curvilinear Pavilion. J. Archit. Eng. 2021, 27, 05021006. [Google Scholar] [CrossRef]
- Hua, T.; Lin, A.; Poh, W.J.D.; Charlene, D.H.A.; Wong, H.; Zhang, Y.Z.; Chan, W.; Liu, L. Zhao, 3D-printed concrete shear keys: Design and experimental study. Dev. Built. Environ. 2023, 15, 100180. [Google Scholar] [CrossRef]
- Tuvayanond, W.; Prasittisopin, L. Design for Manufacture and Assembly of Digital Fabrication and Additive Manufacturing in Construction: A Review. Buildings 2023, 13, 429. [Google Scholar] [CrossRef]
- Cuevas, K.; Chougan, M.; Martin, F.; Ghaffar, S.H.; Stephan, D.; Sikora, P. 3D printable lightweight cementitious composites with incorporated waste glass aggregates and expanded microspheres—Rheological, thermal and mechanical properties. J. Build. Eng. 2021, 44, 102718. [Google Scholar] [CrossRef]
- Kruger, J.; Van Den Heever, M.; Cho, S.; Zeranka, S.; van Zijl, G. High-performance 3D printable concrete enhanced with nanomaterials. In Proceedings of the International Conference on Sustainable Materials, Systems and Structures (SMSS 2019), Rovinj, Croatia, 20–22 March 2019; pp. 1–8. [Google Scholar]
- Marais, H.; Christen, H.; Cho, S.; De Villiers, W.; Van Zijl, G. Computational assessment of thermal performance of 3D printed concrete wall structures with cavities. J. Build. Eng. 2021, 41, 102431. [Google Scholar] [CrossRef]
- Zafar, M.S.; Javed, U.; Khushnood, R.A.; Nawaz, A.; Zafar, T. Sustainable incorporation of waste granite dust as partial replacement of sand in autoclave aerated concrete. Constr. Build. Mater. 2020, 250, 118878. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- A. C90-22; Standard Specification For Loadbearing Concrete Masonry Units. ASTM International: West Conshohocken, PA, USA, 2022.
- Mandlik, A.; Sarthak Sood, T.; Karade, S.; Naik, S. Lightweight Concrete Using EPS. Int. J. Sci. Res. 2013, 4, 2319–7064. [Google Scholar]
- Sadrmomtazi, A.; Sobhani, J.; Mirgozar, M.A. Modeling compressive strength of EPS lightweight concrete using regression, neural network and ANFIS. Constr. Build. Mater. 2013, 42, 205–216. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Henke, K.; Talke, D.; Winter, S. Multifunctional Concrete-Additive Manufacturing by the Use of Lightweight Concrete. In Proceedings of the IASS Annual Symposium 2017, Hamburg, Germany, 25–28 September 2017. [Google Scholar]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Constr. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Senthilnathan, S.; Raphael, B. Using Computer Vision for Monitoring the Quality of 3D-Printed Concrete Structures. Sustainability 2022, 14, 15682. [Google Scholar] [CrossRef]
- Figueiredo, S.C.; Rodríguez, C.R.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F.P. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Zhou, X. Characterization of rheology of fresh fiber reinforced cementitious composites through ram extrusion. Mater. Struct. 2004, 38, 17–24. [Google Scholar] [CrossRef]
- Ji, G.; Xiao, J.; Zhi, P.; Wu, Y.-C.; Han, N. Effects of extrusion parameters on properties of 3D printing concrete with coarse aggregates. Constr. Build. Mater. 2022, 325, 126740. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.-H. 3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Inozemtcev, A.; Qui Duong, T. High-strength lightweight concrete with internal curing for 3D-printing in construction. IOP Conf. Ser. Mater. Sci. Eng. 2020, 869, 032003. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Qian, Y.; Tan, M.J. Utilization of recycled glass for 3D concrete printing: Rheological and mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- Mohammad, M.; Masad, E.; Seers, T.; Al-Ghamdi, S.G. High-Performance Light-Weight Concrete for 3D Printing BT. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J.M., Salet, T.A.M., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 459–467. [Google Scholar]
- Hongyu, Z.; Brooks, A.L.; Dominic, H.; Babak, S. Thermal and Mechanical Properties of Cementitious Composites for Additive Construction of Energy-Saving Habitats. Earth Sp. 2018, 2018, 600–611. [Google Scholar] [CrossRef]
- Kruger, J.; Cho, S.; Zeranka, S.; Viljoen, C.; van Zijl, G. 3D concrete printer parameter optimisation for high rate digital construction avoiding plastic collapse. Compos. Part B Eng. 2020, 183, 107660. [Google Scholar] [CrossRef]
- Kruger, J. Rheo-mechanics modelling of 3D concrete printing constructability. Ph.D. Thesis, Stellenbosch University, Stellenbosch, South Africa, December 2019. [Google Scholar]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Rashidi, K. Additive Manufacturing of Lightweight Concrete Mixtures; University of New Mexico: Albuquerque, NM, USA, 2022. [Google Scholar]
- ASTM C150/C150M; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2012; pp. 1–9.
- Portland Cement Type II. Available online: https://www.gcc.com/product/type-1-11 (accessed on 27 September 2023).
- Bakhshi, A.; Sedghi, R.; Hojati, M. A Preliminary Study on the Mix Design of 3D-Printable Engineered Cementitious Composite. In Tran-SET 2021; American Society of Civil Engineers: Reston, VA, USA, 2021; pp. 199–211. [Google Scholar]
- A. C494/C494M-19e1; Standard Specification for Chemical Admixtures for Concrete. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- Jin, B. Investigation on mechanical properties and microstructure of high performance polypropylene fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2016, 118, 27–35. [Google Scholar] [CrossRef]
- Patel, S.K.; Majhi, R.K.; Satpathy, H.P.; Nayak, A.N. Durability and microstructural properties of lightweight concrete manufactured with fly ash cenosphere and sintered fly ash aggregate. Constr. Build. Mater. 2019, 226, 579–590. [Google Scholar] [CrossRef]
- ASTM C191; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- Weltmann, R.N.; Green, H. Rheological properties of colloidal solutions, pigment suspensions, and oil mixtures. J. Appl. Phys. 1943, 14, 569–576. [Google Scholar] [CrossRef]
- ASTM C830-00; Standard Test Methods for Apparent Porosity, Liquid Absorption, Apparent Specific Gravity, and Bulk Density of Refractory Shapes by Vacuum Pressure. ASTM International: West Conshohocken, PA, USA, 2000.
- ASTM C109/C109M-21; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- Id, S.C.; Elrahman, M.A.; Sikora, P.; Rucinska, T. Evaluation of the Effects of Crushed and Expanded Waste Glass Aggregates on the Material Properties of Lightweight Concrete Using Image-Based Approaches. Materials 2017, 10, 1354. [Google Scholar] [CrossRef]
- Lura, P.; Bentz, D.P.; Lange, D.A. Measurement of water transport from saturated pumice aggregates to hardening cement paste Measurement of water transport from saturated pumice aggregates to hardening cement paste. Mater. Struct. 2006, 39, 861–868. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 4th ed.; McGraw Hill: New York, NY, USA, 2013. [Google Scholar]
- Mindess, S.; Young, J.F.; Darwin, D. Concrete; Prentice Hall: New Jersey, NJ, USA, 2003. [Google Scholar]
- Alexander, M.; Bentur, A. Mindess, Durability of Concrete, 1st ed.; Modern Concrete Technology Series; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Augonis, A.; Ivanauskas, E.; Bocullo, V.; Kantautas, A.; Vaičiukynienė, D. The Influence of Expanded Glass and Expanded Clay on Lightweight Aggregate Shotcrete Properties. Materials 2022, 15, 1674. [Google Scholar] [CrossRef] [PubMed]
- Guo, P.; Meng, W.; Du, J.; Stevenson, L.; Han, B.; Bao, Y. Lightweight ultra-high-performance concrete (UHPC) with expanded glass aggregate: Development, characterization, and life-cycle assessment. Constr. Build. Mater. 2023, 371, 130441. [Google Scholar] [CrossRef]
- Adhikary, S.K.; Ashish, D.K.; Rudžionis, Ž. Expanded glass as light-weight aggregate in concrete—A review. J. Clean. Prod. 2021, 313, 127848. [Google Scholar] [CrossRef]
- Chen, N.; Wang, P.; Zhao, L.; Zhang, G. Water retention mechanism of HPMC in cement mortar. Materials 2020, 13, 2918. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Saeed, Z.M.; Amir, B.; Maryam, H. Toward 3D-Printable Engineered Cementitious Composites: Mix Design Proportioning, Flowability, and Mechanical Performance. In Proceedings of the Tran-SET 2022, San Antonio, TX, USA, 31 August–2 September 2022; pp. 102–114. [Google Scholar] [CrossRef]
- Bai, M.; Wu, Y.; Xiao, J.; Ding, T.; Yu, K. Workability and hardened properties of 3D printed engineered cementitious composites incorporating recycled sand and PE fibers. J. Build. Eng. 2023, 71, 106477. [Google Scholar] [CrossRef]
- Yalçınkaya, Ç. Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement. Buildings 2022, 12, 360. [Google Scholar] [CrossRef]
- Khayat, K.H. Viscosity-enhancing admixtures for cement-based materials—An overview. Cem. Concr. Compos. 1998, 20, 171–188. [Google Scholar] [CrossRef]
- Roussel, N. (Ed.) Understanding the Rheology of Concrete, 1st ed.; W.P. Limited: Saffron Walden, UK, 2011. [Google Scholar]
- Kim, Y.Y.; Kong, H.J.; Li, V.C. Design of Engineered Cementitious Composite Suitable for Wet-Mixture Shotcreting. ACI Mater. J. 2003, 100, 511–518. [Google Scholar] [CrossRef]
- Abbas, G.A.; Irawan, S.; Memon, K.R.; Kumar, S.; Elrayah, A.A.I. Hydroxypropylmethylcellulose as a Primary Viscosifying Agent in Cement Slurry at High Temperature. Int. J. Automot. Mech. Eng. 2013, 8, 1218–1225. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, J.; Wu, H.; Jaworska, B.; Ellis, B.R.; Li, V.C. Discontinuous micro-fibers as intrinsic reinforcement for ductile Engineered Cementitious Composites (ECC). Compos. Part B Eng. 2020, 184, 107741. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Chen, Y.; Çopuroğlu, O.; Rodriguez, C.R.; de Mendonca Filho, F.F.; Schlangen, E. Characterization of air-void systems in 3D printed cementitious materials using optical image scanning and X-ray computed tomography. Mater. Charact. 2021, 173, 110948. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Sutjipto, S.; Paul, G.; Gowripalan, N. Effects of deposition velocity in the presence/absence of E6-glass fibre on extrusion-based 3D printed mortar. Addit. Manuf. 2020, 32, 101069. [Google Scholar] [CrossRef]
- Jianchao, Z.; Zhang, T.; Faried, M.; Wengang, C. 3D printing cement based ink, and it’s application within the construction industry. MATEC Web Conf. 2017, 120, 02003. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. Mechanical characterization of 3D printable concrete. Constr. Build. Mater. 2019, 227, 116710. [Google Scholar] [CrossRef]
- Zhang, C.; Nerella, V.N.; Krishna, A.; Wang, S.; Zhang, Y.; Mechtcherine, V.; Banthia, N. Mix design concepts for 3D printable concrete: A review. Cem. Concr. Compos. 2021, 122, 104155. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Ding, T.; Duan, Z.; Liu, Q. Fiber-reinforced mortar with 100% recycled fine aggregates: A cleaner perspective on 3D printing. J. Clean. Prod. 2021, 319, 128720. [Google Scholar] [CrossRef]
- Kuchem, J.T. Development of Test Methods for Characterizing Extrudability of Cement-Based Materials for Use in 3D Printing. Master’s Thesis, Missouri University of Science and Technology, Rolla, MO, USA, 2019; p. 191. [Google Scholar]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-Printed Fiber-Reinforced Portland Cement Paste. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 73–113. [Google Scholar]






| Solid Materials | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | TiO2 | Na2O | Specific Gravity |
|---|---|---|---|---|---|---|---|---|---|---|
| C | 19.24 | 4.75 | 3.35 | 65.80 | 2.20 | 3.61 | 0.54 | 0.21 | - | 3.13 |
| SF | 97.80 | 0.20 | 0.03 | 0.19 | 0.48 | 0.30 | - | - | 0.001 | 2.20 |
| Expanded Glass | 68.6 | 5.46 | 0.451 | 12.0 | 1.06 | 0.155 | 0.521 | 0.167 | 11.2 | 0.55 |
| Pumice | 75.1 | 12.5 | 2.00 | 0.425 | 0.072 | 0.018 | 5.67 | 0.086 | 3.55 | 1.35 |
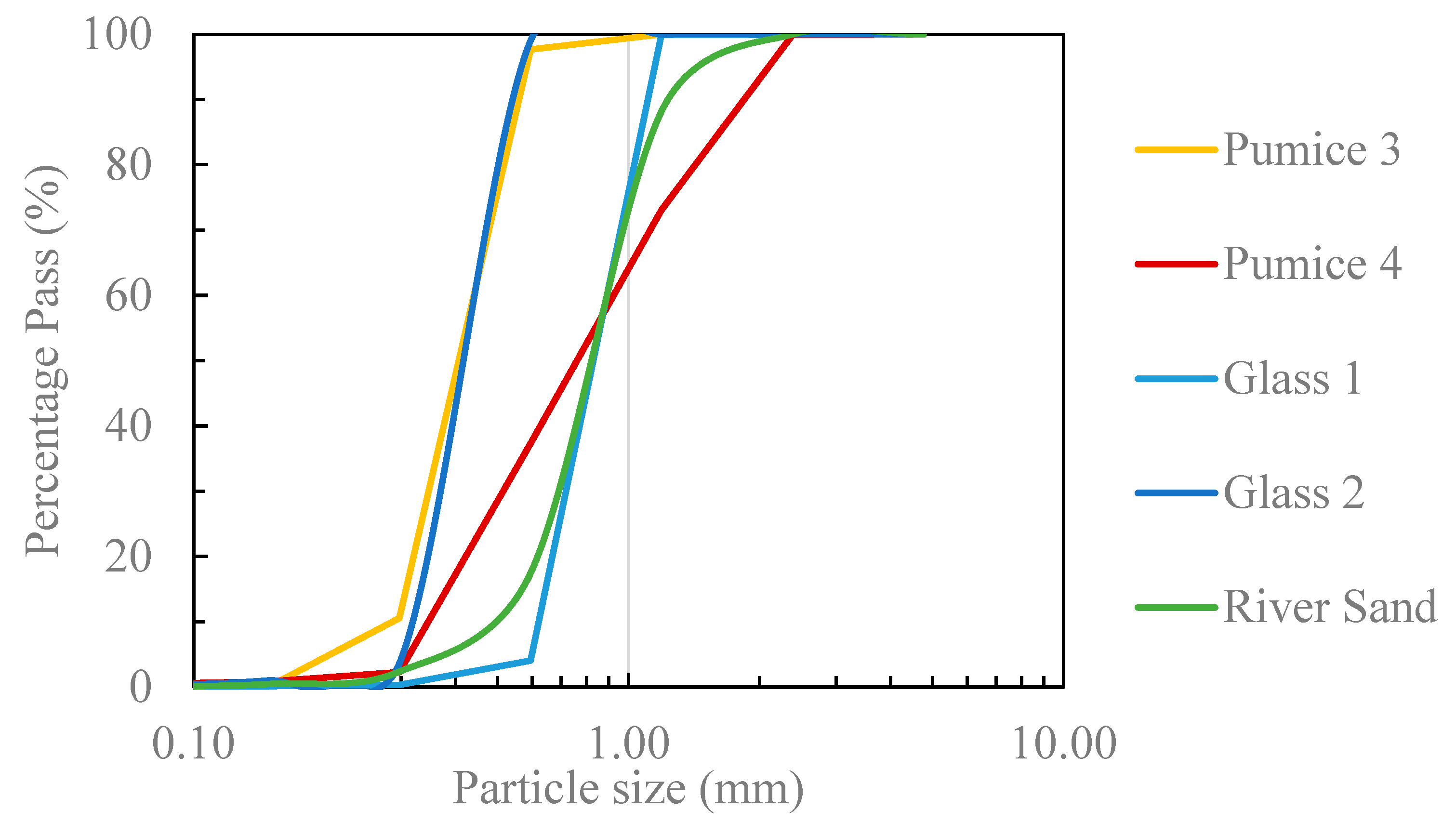
| Type | Grade | Absorption | Thermal Conductivity (w/m.k) | Specific Gravity |
|---|---|---|---|---|
| RS | River Sand | 0.44 | 0.25 | 2.59 |
| Expanded Glass | Glass 1 | 0.50 | 0.04 | 0.55 |
| Glass 2 | 0.66 | 0.05 | 0.43 | |
| Pumice | Pumice 3 | 1.20 | 0.13 | 1.35 |
| Pumice 4 | 1.30 | 0.11 | 1.12 |
| Set | Mix ID | Apparent Porosity (%) | Bulk Density (kg/m3) |
|---|---|---|---|
| S1 | M1 | 11.78 | 2081.25 |
| M2 | 15.55 | 1804.27 | |
| M3 | 18.54 | 1564.79 | |
| M4 | 15.82 | 1883.72 | |
| M5 | 19.95 | 1602.23 | |
| S2 | MC1 | 11.37 | 2011.55 |
| MC2 | 13.97 | 1789.25 | |
| MC3 | 12 | 1631.73 | |
| MC4 | 24.35 | 1748.85 | |
| MC5 | 27.9 | 1507.58 | |
| S3 | FRM1 | 18.37 | 1909.24 |
| FRM2 | 14.59 | 1733.68 | |
| FRM3 | 11.56 | 1578.58 | |
| FRM4 | 27.29 | 1762.23 | |
| FRM5 | 26.12 | 1500.14 |
| Set | Mix ID | Flow Table (cm) | Adjusted W/B |
|---|---|---|---|
| S1 | M1 | 14.5 | 0.29 |
| M2 | 16.0 | 0.30 | |
| M3 | 18.1 | 0.35 | |
| M4 | 16.5 | 0.32 | |
| M5 | 17.1 | 0.33 | |
| S2 | MC1 | 12.7 | 0.30 |
| MC2 | 14.1 | 0.35 | |
| MC3 | 12.5 | 0.35 | |
| MC4 | 15.4 | 0.35 | |
| MC5 | 15.1 | 0.33 | |
| S3 | FRM1 | 14.6 | 0.33 |
| FRM2 | 13.3 | 0.35 | |
| FRM3 | 13.4 | 0.38 | |
| FRM4 | 14.8 | 0.34 | |
| FRM5 | 14.4 | 0.32 |
| Set | Mix ID | Initial Setting Time (min) |
|---|---|---|
| S1 | M1 | 222 |
| M3 | 211 | |
| M5 | 189 | |
| S2 | MC1 | 247 |
| MC3 | 307 | |
| MC5 | 347 | |
| S3 | FRM1 | 322 |
| FRM3 | 273 | |
| FRM5 | 340 |
| Set | Mix ID | Printing Speed (mm/s) | Extrusion Speed (RPS) | Adjusted W/B | |||||
|---|---|---|---|---|---|---|---|---|---|
| 10 | 15 | 20 | 25 | 30 | 35 | ||||
| S1 | M1 | - | - | - | ✔ | - | - | 0.2 | 0.29 |
| M2 | - | - | ✔ | - | - | - | 0.2 | 0.30 | |
| M3 | - | - | - | - | ✔ | - | 0.2 | 0.35 | |
| M4 | - | - | ✔ | - | - | 0.15 | 0.32 | ||
| M5 | - | - | ✔ | - | - | - | 0.15 | 0.33 | |
| S2 | MC1 | - | - | - | ✔ | - | - | 0.15 | 0.30 |
| MC2 | - | - | ✔ | - | - | - | 0.1 | 0.35 | |
| MC3 | - | - | ✔ | - | - | - | 0.1 | 0.35 | |
| MC4 | - | - | ✔ | - | - | - | 0.1 | 0.35 | |
| MC5 | - | - | ✔ | - | - | - | 0.1 | 0.33 | |
| S3 | FRM1 | - | - | - | ✔ | - | - | 0.15 | 0.33 |
| FRM2 | - | - | - | ✔ | - | - | 0.15 | 0.35 | |
| FRM3 | - | - | ✔ | - | - | - | 0.15 | 0.38 | |
| FRM4 | - | - | - | ✔ | - | - | 0.15 | 0.34 | |
| FRM5 | - | - | - | ✔ | - | - | 0.15 | 0.32 | |
| Set | Mix ID | Maximum Number of Printed Layers | Printing Speed (mm/s) |
|---|---|---|---|
| S1 | M1 | 30 | 25 |
| M2 | 30 | 20 | |
| M3 | 17 | 30 | |
| M4 | 24 | 20 | |
| M5 | 29 | 20 | |
| S2 | MC1 | 21 | 25 |
| MC2 | 20 | 20 | |
| MC3 | 23 | 20 | |
| MC4 | 10 | 20 | |
| MC5 | 13 | 20 | |
| S3 | FRM1 | 13 | 25 |
| FRM2 | 18 | 25 | |
| FRM3 | 23 | 20 | |
| FRM4 | 13 | 25 | |
| FRM5 | 12 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sedghi, R.; Zafar, M.S.; Hojati, M. Exploring Fresh and Hardened Properties of Sustainable 3D-Printed Lightweight Cementitious Mixtures. Sustainability 2023, 15, 14425. https://doi.org/10.3390/su151914425
Sedghi R, Zafar MS, Hojati M. Exploring Fresh and Hardened Properties of Sustainable 3D-Printed Lightweight Cementitious Mixtures. Sustainability. 2023; 15(19):14425. https://doi.org/10.3390/su151914425
Chicago/Turabian StyleSedghi, Reza, Muhammad Saeed Zafar, and Maryam Hojati. 2023. "Exploring Fresh and Hardened Properties of Sustainable 3D-Printed Lightweight Cementitious Mixtures" Sustainability 15, no. 19: 14425. https://doi.org/10.3390/su151914425
APA StyleSedghi, R., Zafar, M. S., & Hojati, M. (2023). Exploring Fresh and Hardened Properties of Sustainable 3D-Printed Lightweight Cementitious Mixtures. Sustainability, 15(19), 14425. https://doi.org/10.3390/su151914425