

Multi-Material Additive Manufacturing: Creating IN718-AISI 316L Bimetallic Parts by 3D Printing, Debinding, and Sintering




Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Reference | Process | T Sintering (°C) | Time (h) | Porosity (%) | Shrinkage (%) |
|---|---|---|---|---|---|---|
| IN718 | [37] | MIM + FAHP | 1290 | 2 | 3.30 | - |
| [38] | MIM | 1100 | 3–10 | 16.90 | 3.02 | |
| 1200 | 3–10 | 0.85 | 16.23 | |||
| [39] | MIM + HIP | 1260 | 2 + 4 HIP | 5.10 | - | |
| 1275 | 2 + 4 HIP | 2.00 | - | |||
| 1290 | 2 + 4 HIP | 3.30 | - | |||
| [40] | LSS | 1250 | 1 | 10.10 | - | |
| [41] | MIM | 1290 | 2 | 3.30 | - | |
| MIM + FAHP | 1250 | 2 | 3.00 | - | ||
| [42] | MIM | 1290 | 3 | 3.00 | - | |
| AISI 316L | [43] | FFF | 1380 | 3 | - | 20 |
| [12] | FDM | 1360 | 2 | 7.80 | - | |
| [27] | FFF | 1360 | 2 | 5.00 | - | |
| [44] | DIW | 1200 | 1.5 | high | - | |
| [45] | MIM | 1300 | 1 | 8.00 | 13.00 | |
| 1320 | 1 | 6.00 | 13.50 | |||
| 1340 | 1 | 5.00 | 14.00 | |||
| 1360 | 1 | 4.00 | 15.00 |
2. Materials and Methods
3. Results and Discussion
3.1. Filaments Characterization
3.2. Density and Geometrical Variations as a Function of Printing Deposition Strategy
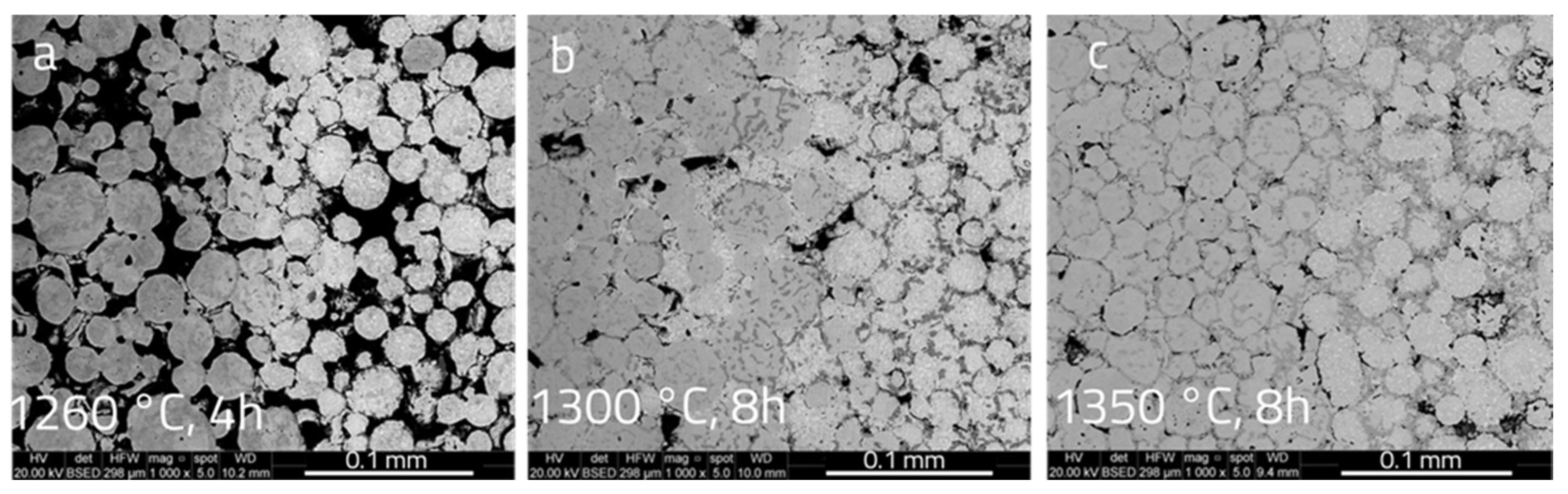
3.3. Effect of Higher Sintering Temperatures and Longer Holding Time
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Razavi, S.M.J.; Ferro, P.; Berto, F.; Torgersen, J. Fatigue Strength of Blunt V-Notched Specimens Produced by Selective Laser Melting of Ti-6Al-4V. Theor. Appl. Fract. Mech. 2018, 97, 376–384. [Google Scholar] [CrossRef] [Green Version]
- Ferro, P.; Romanin, L.; Berto, F. Understanding Powder Bed Fusion Additive Manufacturing Phenomena via Numerical Simulation. Frat. Integrita Strutt. 2020, 14, 252–284. [Google Scholar] [CrossRef]
- Ferro, P.; Meneghello, R.; Savio, G.; Berto, F. A Modified Volumetric Energy Density–Based Approach for Porosity Assessment in Additive Manufacturing Process Design. Int. J. Adv. Manuf. Technol. 2020, 110, 1911–1921. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Qin, S.; Dunbar, A.; Michaleris, P.; Beese, A.M. Characterization of the Strength of Support Structures Used in Powder Bed Fusion Additive Manufacturing of Ti-6Al-4V. Addit. Manuf. 2017, 14, 60–68. [Google Scholar] [CrossRef]
- Tan, H.; Fan, W.; Qian, Y.; Chen, Y.; Liu, S.; Lin, X. Influence of Inclined Substrate on Process Characteristics of Directed Energy Deposition. Opt. Laser Technol. 2020, 129, 106288. [Google Scholar] [CrossRef]
- Roberts, J.W.; Sutcliffe, C.J.; Green, P.L.; Black, K. Modelling of Metallic Particle Binders for Increased Part Density in Binder Jet Printed Components. Addit. Manuf. 2020, 34, 101244. [Google Scholar] [CrossRef]
- Bournias-Varotsis, A.; Han, X.; Harris, R.A.; Engstrøm, D.S. Ultrasonic Additive Manufacturing Using Feedstock with Build-in Circuitry for 3D Metal Embedded Electronics. Addit. Manuf. 2019, 29, 100799. [Google Scholar] [CrossRef]
- Liu, M.; Yi, H.; Cao, H.; Huang, R.; Jia, L. Heat Accumulation Effect in Metal Droplet-Based 3D Printing: Evolution Mechanism and Elimination Strategy. Addit. Manuf. 2021, 48, 102413. [Google Scholar] [CrossRef]
- Agarwala, M.K.; Weeren, R.V.; Bandyopadhyay, A.; Safari, A.; Danforth, S.C.; Priedeman, W.R. Filament Feed Materials for Fused Deposition Processing of Ceramics and Metals. Proc. Solid Free. Fabr. Symp. 1996, 451–458. Available online: http://hdl.handle.net/2152/70277 (accessed on 24 July 2023).
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef] [Green Version]
- Watson, A.; Belding, J.; Ellis, B.D. Characterization of 17-4 PH Processed via Bound Metal Deposition (BMD). In TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2020; pp. 205–216. [Google Scholar] [CrossRef]
- Liu, B.; Wang, Y.; Lin, Z.; Zhang, T. Creating Metal Parts by Fused Deposition Modeling and Sintering. Mater. Lett. 2020, 263, 127252. [Google Scholar] [CrossRef]
- Galati, M.; Minetola, P. Analysis of Density, Roughness, and Accuracy of the Atomic Diffusion Additive Manufacturing (ADAM) Process for Metal Parts. Materials 2019, 12, 4122. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; You, S.; Jiang, D.; Ning, F. Study on Sintering Mechanism for Extrusion-Based Additive Manufacturing of Stainless Steel through Molecular Dynamics Simulation. Addit. Manuf. 2022, 58, 102991. [Google Scholar] [CrossRef]
- Balubaid, M.; Alsaadi, N. Achieving Sustainability in Manufacturing through Additive Manufacturing: An Analysis of Its Enablers. Sustainability 2023, 15, 9504. [Google Scholar] [CrossRef]
- Liu, W.; Liu, X.; Liu, Y.; Wang, J.; Evans, S.; Yang, M. Unpacking Additive Manufacturing Challenges and Opportunities in Moving towards Sustainability: An Exploratory Study. Sustainability 2023, 15, 3827. [Google Scholar] [CrossRef]
- Peng, T.; Kellens, K.; Tang, R.; Chen, C.; Chen, G. Sustainability of Additive Manufacturing: An Overview on Its Energy Demand and Environmental Impact. Addit. Manuf. 2018, 21, 694–704. [Google Scholar] [CrossRef]
- Nadagouda, M.N.; Ginn, M.; Rastogi, V. A Review of 3D Printing Techniques for Environmental Applications. Curr. Opin. Chem. Eng. 2020, 28, 173–178. [Google Scholar] [CrossRef]
- Lieberwirth, C.; Harder, A.; Seitz, H. Extrusion Based Additive Manufacturing of Metal Parts. J. Mech. Eng. Autom. 2017, 7, 79–83. [Google Scholar] [CrossRef] [Green Version]
- Gao, C.; Wolff, S.; Wang, S. Eco-Friendly Additive Manufacturing of Metals: Energy Efficiency and Life Cycle Analysis. J. Manuf. Syst. 2021, 60, 459–472. [Google Scholar] [CrossRef]
- Barone, S.; Cucinotta, F.; Sfravara, F. A Comparative Life Cycle Assessment of Utility Poles Manufactured with Different Materials and Dimensions. In Advances on Mechanics, Design Engineering and Manufacturing; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2017; pp. 91–99. [Google Scholar] [CrossRef]
- Cucinotta, F.; Raffaele, M.; Salmeri, F. A Topology Optimization of a Motorsport Safety Device. In Design Tools and Methods in Industrial Engineering; ADM 2019; Lecture Notes in Mechanical Engineering; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; pp. 400–409. [Google Scholar] [CrossRef]
- Cucinotta, F.; Raffaele, M.; Salmeri, F. A Stress-Based Topology Optimization Method by a Voronoi Tessellation Additive Manufacturing Oriented. Int. J. Adv. Manuf. Technol. 2019, 103, 1965–1975. [Google Scholar] [CrossRef]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal Additive Manufacturing in the Commercial Aviation Industry: A Review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, J. Materials & Design Advanced Lightweight Materials for Automobiles: A Review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Ramazani, H.; Kami, A. Metal FDM, a New Extrusion-Based Additive Manufacturing Technology for Manufacturing of Metallic Parts: A Review. Prog. Addit. Manuf. 2022, 7, 609–626. [Google Scholar] [CrossRef]
- Thompson, Y.; Gonzalez-Gutierrez, J.; Kukla, C.; Felfer, P. Fused Filament Fabrication, Debinding and Sintering as a Low Cost Additive Manufacturing Method of 316L Stainless Steel. Addit. Manuf. 2019, 30, 100861. [Google Scholar] [CrossRef]
- Thompson, Y.; Zissel, K.; Förner, A.; Gonzalez-Gutierrez, J.; Kukla, C.; Neumeier, S.; Felfer, P. Metal Fused Filament Fabrication of the Nickel-Base Superalloy IN 718. J. Mater. Sci. 2022, 57, 9541–9555. [Google Scholar] [CrossRef]
- Klöden, B.; Weissgärber, T.; Kieback, B.; Lange, I. The Processing and Properties of Metal Injection Moulded Superalloys. Powder Inject. Mould. Int. 2013, 7, 53–66. [Google Scholar]
- Ferro, P.; Fabrizi, A.; Bonollo, F.; Elsayed, H.S.A.; Berto, F.; Savio, G. High Carbon Steel/Inconel 718 Bimetallic Parts Produced via Fused Filament Fabrication and Sintering. Frat. Integrità Strutt. 2023, 17, 246–256. [Google Scholar] [CrossRef]
- Ferro, P.; Fabrizi, A.; Elsayed, H.S.A.; Berto, F.; Savio, G. Creating IN718-High Carbon Steel Bi-Metallic Parts by Fused Deposition Modeling and Sintering. Procedia Struct. Integr. 2023, 47, 535–544. [Google Scholar] [CrossRef]
- Mousapour, M.; Salmi, M.; Klemettinen, L.; Partanen, J. Feasibility Study of Producing Multi-Metal Parts by Fused Filament Fabrication (FFF) Technique. J. Manuf. Process. 2021, 67, 438–446. [Google Scholar] [CrossRef]
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An Overview of Functionally Graded Additive Manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef] [Green Version]
- Sponchiado, R.; Grigolato, L.; Filippi, S.; Concheri, G.; Meneghello, R.; Savio, G. Heterogeneous Materials Additive Manufacturing: An Overview. In Design Tools and Methods in Industrial Engineering II; ADM 2021; Lecture Notes in Mechanical Engineering; Rizzi, C., Campana, F., Bici, M., Gherardini, F., Ingrassia, T., Cicconi, P., Eds.; Springer: Cham, Switzerland, 2022; pp. 462–473. ISBN 9783030912345. [Google Scholar]
- Leoni, F.; Dal Fabbro, P.; Rosso, S.; Grigolato, L.; Meneghello, R.; Concheri, G.; Savio, G. Functionally Graded Additive Manufacturing: Bridging the Gap between Design and Material Extrusion. Appl. Sci. 2023, 13, 1467. [Google Scholar] [CrossRef]
- Sponchiado, R.; Rosso, S.; Dal Fabbro, P.; Grigolato, L.; Elsayed, H.; Bernardo, E.; Maltauro, M.; Uccheddu, F.; Meneghello, R.; Concheri, G.; et al. Modeling Materials Coextrusion in Polymers Additive Manufacturing. Materials 2023, 16, 820. [Google Scholar] [CrossRef]
- Dugauguez, O.; Torralba, J.M.; Barrière, T.; Gelin, J.C. Unconventional Methods of Sintering Inconel 718 MIM Samples. Key Eng. Mater. 2016, 716, 830–839. [Google Scholar] [CrossRef]
- Johari, N.; Ibrahim, R.; Ahmad, M.A.; Suleiman Ahmad, M.J.; Talib, A.R.A. The Effect of Sintering Temperature on Physical Properties of Sintered Inconel 718 for Potential Aerospace Industry Application. Adv. Mater. Res. 2014, 879, 139–143. [Google Scholar] [CrossRef]
- Youhua, H.; Yimin, L.; Hao, H.; Jia, L.; Xiao, T. Preparation and Mechanical Properties of Inconel718 Alloy by Metal Injection Molding. Rare Met. Mater. Eng. 2010, 39, 775–780. [Google Scholar] [CrossRef]
- Levasseur, D.; Brochu, M. Supersolidus Liquid Phase Sintering Modeling of Inconel 718 Superalloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 869–876. [Google Scholar] [CrossRef]
- Dugauguez, O.; Torralba, J.M.; Barriere, T.; Gelin, J.-C. Field Assisted Hot Pressing of Sintering Inconel 718 MIM Samples. In Proceedings of the 19th International ESAFORM Conference on Material Forming, Nantes, France, 27–29 April 2016; Volume 716, p. 050003. [Google Scholar] [CrossRef]
- Özgün, Ö.; Gulsoy, H.O.; Yilmaz, R.; Findik, F. Microstructural and Mechanical Characterization of Injection Molded 718 Superalloy Powders. J. Alloys Compd. 2013, 576, 140–153. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Gorantla, S.; Popp, U.; Okolo, B.; Schulze, V. Process Porosity and Mechanical Performance of Fused Filament Fabricated 316L Stainless Steel. Rapid Prototyp. J. 2019, 25, 1319–1327. [Google Scholar] [CrossRef]
- Kachit, M.; Kopp, A.; Adrien, J.; Maire, E.; Boulnat, X. Direct-Ink Writing and Compression Behavior by in Situ Micro-Tomography of Architectured 316L Scaffolds with a Two-Scale Porosity. J. Mater. Res. Technol. 2022, 20, 1341–1351. [Google Scholar] [CrossRef]
- Contreras, J.L.; Fuentes, A.G. Sintering of Supported Metal Catalysts. In Sintering—Methods and Products; InTech: Houston, TX, USA, 2012. [Google Scholar]
- Radzuan, N.A.M.; Sulong, A.B.; Verma, A.; Muhamad, N. Layup Sequence and Interfacial Bonding of Additively Manufactured Polymeric Composite: A Brief Review. Nanotechnol. Rev. 2021, 10, 1853–1872. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: I. Process Design and Modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Papon, E.A.; Haque, A. Tensile Properties, Void Contents, Dispersion and Fracture Behaviour of 3D Printed Carbon Nanofiber Reinforced Composites. J. Reinf. Plast. Compos. 2018, 37, 381–395. [Google Scholar] [CrossRef]
- Freund, R.; Watschke, H.; Heubach, J.; Vietor, T. Determination of Influencing Factors on Interface Strength of Additively Manufactured Multi-Material Parts by Material Extrusion. Appl. Sci. 2019, 9, 1782. [Google Scholar] [CrossRef] [Green Version]
- Gonabadi, H.; Chen, Y.; Yadav, A.; Bull, S. Investigation of the Effect of Raster Angle, Build Orientation, and Infill Density on the Elastic Response of 3D Printed Parts Using Finite Element Microstructural Modeling and Homogenization Techniques. Int. J. Adv. Manuf. Technol. 2022, 118, 1485–1510. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The Influence of Slicing Parameters on the Multi-Material Adhesion Mechanisms of FDM Printed Parts: An Exploratory Study. Virtual Phys. Prototyp. 2019, 14, 316–332. [Google Scholar] [CrossRef]
- Dal Fabbro, P.; La Gala, A.; Van De Steene, W.; D’hooge, D.R.; Lucchetta, G.; Cardon, L.; Fiorio, R. Influence of Machine Type and Consecutive Closed-Loop Recycling on Macroscopic Properties for Fused Filament Fabrication of Acrylonitrile-Butadiene-Styrene Parts. Rapid Prototyp. J. 2021, 27, 268–277. [Google Scholar] [CrossRef]
- Swartzendruber, L.J.; Itkin, V.P.; Alcock, C.B. The Fe-Ni (Iron-Nickel) System. J. Phase Equilibria 1991, 12, 288–312. [Google Scholar] [CrossRef]
- Yin, H.; Song, M.; Deng, P.; Li, L.; Prorok, B.C.; Lou, X. Thermal Stability and Microstructural Evolution of Additively Manufactured 316L Stainless Steel by Laser Powder Bed Fusion at 500–800 °C. Addit. Manuf. 2021, 41, 101981. [Google Scholar] [CrossRef]
- Rosso, S.; Uriati, F.; Grigolato, L.; Meneghello, R.; Concheri, G.; Savio, G. An Optimization Workflow in Design for Additive Manufacturing. Appl. Sci. 2021, 11, 2572. [Google Scholar] [CrossRef]
- Yao, X.; Moon, S.K.; Bi, G.; Wei, J. A Multi-Material Part Design Framework in Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2018, 99, 2111–2119. [Google Scholar] [CrossRef]
- Garcia, D.; Wu, Z.; Kim, J.Y.; Yu, H.Z.; Zhu, Y. Heterogeneous Materials Design in Additive Manufacturing: Model Calibration and Uncertainty-Guided Model Selection. Addit. Manuf. 2019, 27, 61–71. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Ukar, O.; Ostolaza, M.; Mugica, A. Study of the Environmental Implications of Using Metal Powder in Additive Manufacturing and Its Handling. Metals 2020, 10, 261. [Google Scholar] [CrossRef] [Green Version]
- El-Galy, I.M.; Saleh, B.I.; Ahmed, M.H. Functionally Graded Materials Classifications and Development Trends from Industrial Point of View. SN Appl. Sci. 2019, 1, 1378. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers 2019, 11, 62. [Google Scholar] [CrossRef] [Green Version]


| Material | Ni | Cr | Nb | Mo | Al | C | Ti |
|---|---|---|---|---|---|---|---|
| IN718 | 45–60 | 5–18 | <3 | <3 | <1 | <1 | <1 |
| AISI 316L | 10–13 | 16.5–18.5 | 0.008 | 2–2.5 | 0.5 | Max. 0.11 | 0.43 |
| Layer Height (mm) | Printing Speed (mm/s) | Nozzle Temperature (°C) | Bed Temperature (°C) | Extrusion Width (mm) | Nozzle Diameter (mm) |
|---|---|---|---|---|---|
| 0.4 | 15 | 210 | 50 | 1 | 0.8 |
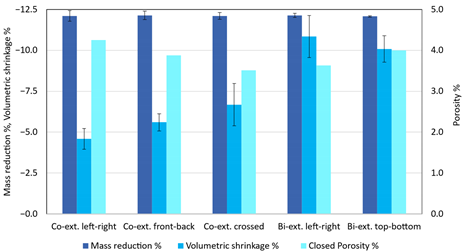
| Sample | Mass Variation (%) 1 | Volumetric Shrinkage (%) 2 | Closed Porosity (%) 3 |
|---|---|---|---|
| Co-extruded left-right | −12.10 ± 0.32 | −4.59 ± 0.64 | 4.25 |
| Co-extruded front-back | −12.13 ± 0.26 | −5.60 ± 0.52 | 3.88 |
| Co-extruded crossed | −12.10 ± 0.21 | −6.68 ± 1.29 | 3.51 |
| Bi-extruded left-right | −12.13 ± 0.13 | −10.84 ± 1.29 | 3.63 |
| Bi-extruded top-bottom | −12.07 ± 0.04 | −10.08 ± 0.81 | 4.00 |
 | |||
| Sample | Linear Shrinkage, x Component (%) | Linear Shrinkage, y Component (%) | Linear Shrinkage, z Component (%) |
|---|---|---|---|
| Co-extruded left-right | −1.67 ± 0.32 | −1.32 ± 0.51 | −0.78 ± 0.09 |
| Co-extruded front-back | −1.36 ± 0.70 | −1.60 ± 0.24 | −0.76 ± 0.10 |
| Co-extruded crossed | −2.89 ± 0.60 | −2.78 ± 0.81 | −0.74 ± 0.10 |
| Bi-extruded left-right | −2.42 ± 0.60 | −4.89 ± 0.56 | −2.74 ± 0.98 |
| Bi-extruded top-bottom | −3.88 ± 0.16 | −4.07 ± 0.4 | −2.67 ± 0.11 |
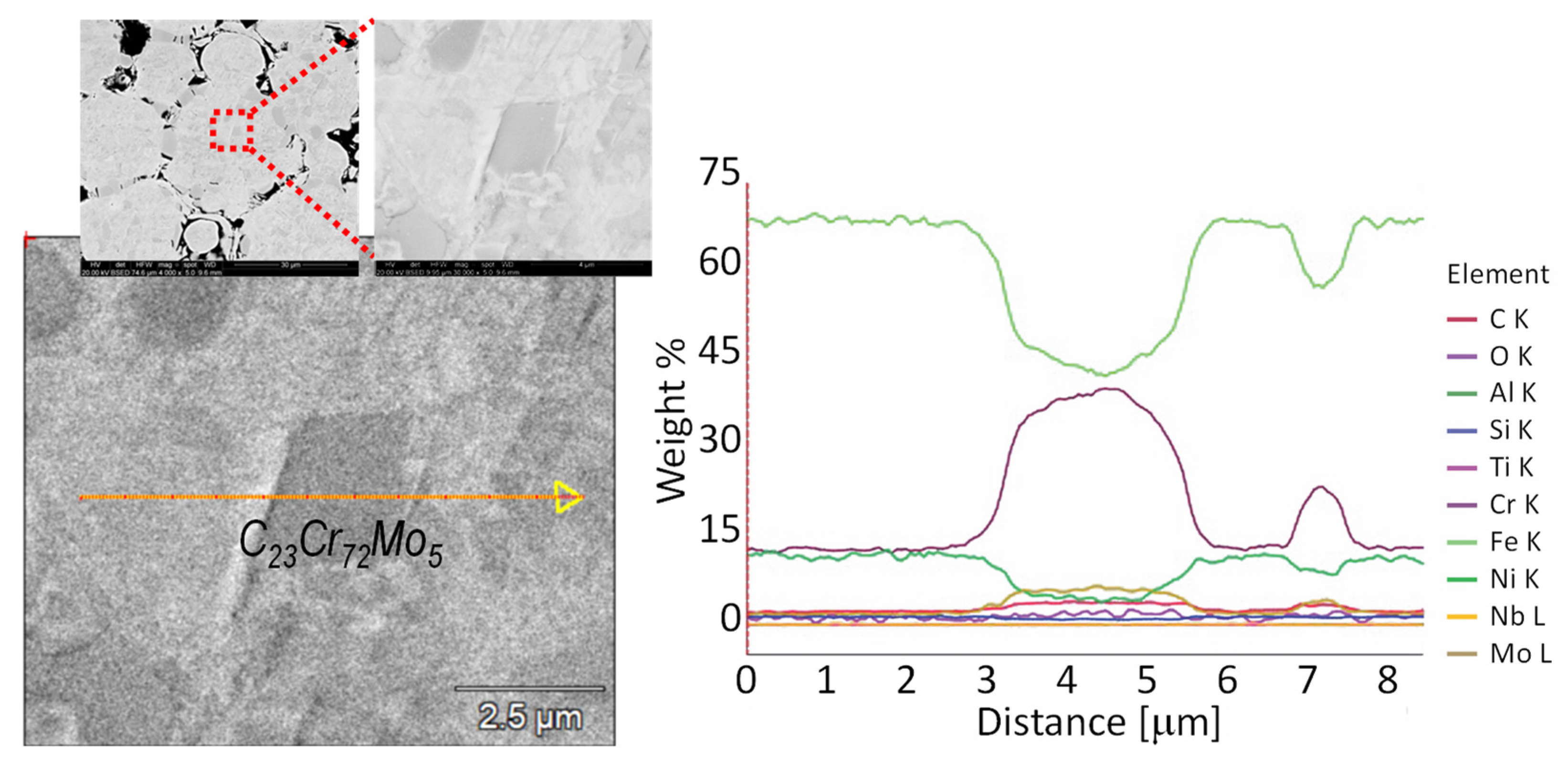
| C | Al | Si | S | Ti | Cr | Mn | Fe | Ni | Mo | |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 5.55 | 0.15 | 0.18 | - | - | 51.46 | - | 31.19 | 6.8 | 4.69 |
| 2 | 2.31 | 0.11 | 0.26 | 10.14 | 0.27 | 20.05 | 6.48 | 45.44 | 14.94 | - |
| 3 | 1.76 | 0.13 | 0.42 | - | - | 14.35 | - | 58.44 | 21.40 | 3.50 |
| 4 | 1.78 | - | 0.43 | - | - | 13.87 | - | 62.31 | 19.23 | 2.38 |
| 5 | 2.78 | 0.12 | 0.16 | 16.45 | - | 25.49 | 13.79 | 30.85 | 10.35 | - |
| 6 | 5.01 | 0.14 | 0.18 | - | - | 49.34 | - | 33.26 | 7.50 | 4.58 |
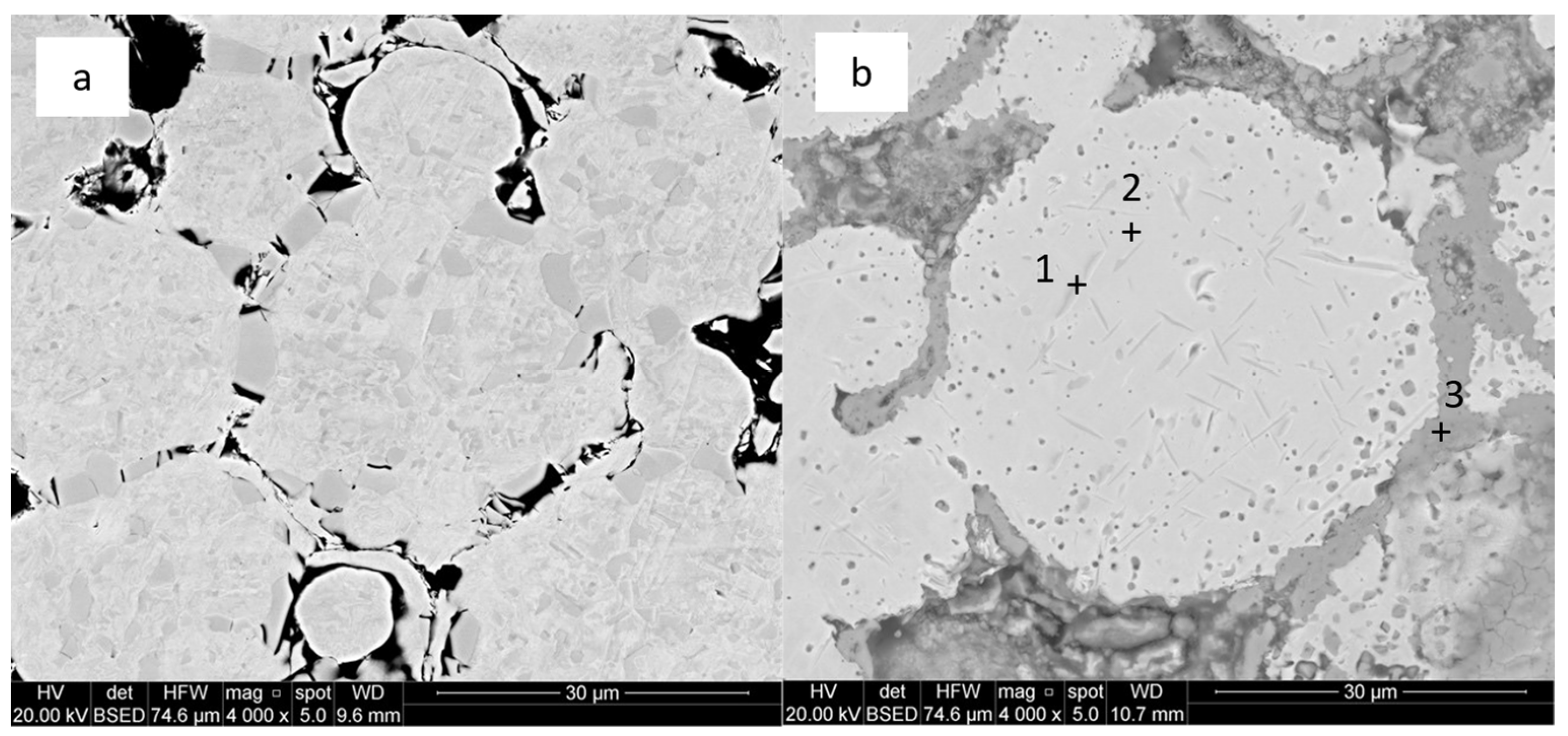
| C | Al | Si | Ti | Cr | Fe | Ni | Nb | Mo | |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 5.57 | 0.22 | 0.13 | 3.94 | 9.92 | 16.74 | 24.78 | 33.37 | 5.42 |
| 2 | 2.37 | 0.29 | 0.55 | 0.33 | 15.15 | 26.59 | 48.61 | 1.84 | 4.27 |
| 3 | 2.66 | 0.18 | 0.43 | 1.25 | 13.21 | 23.10 | 41.12 | 13.97 | 4.08 |
| 4 | 2.41 | 0.25 | 0.51 | 0.72 | 14.27 | 23.99 | 46.73 | 7.14 | 4.00 |
| 5 | 2.34 | 0.26 | 0.29 | 2.26 | 12.57 | 22.51 | 37.74 | 17.34 | 4.68 |
| C | N | O | Al | Si | S | Cr | Mn | Fe | Ni | Mo | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2.10 | 3.64 | 4.35 | 0.09 | 0.37 | - | 40.88 | 0 | 39.12 | 6.23 | 4.17 |
| 2 | 1.83 | - | 4.36 | - | 0.74 | - | 16.60 | - | 63.61 | 10.70 | 2.46 |
| 3 | 1.05 | - | 24.71 | 0.11 | 2.20 | - | 46.41 | - | 21.86 | 2.88 | 0.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferro, P.; Fabrizi, A.; Elsayed, H.; Savio, G. Multi-Material Additive Manufacturing: Creating IN718-AISI 316L Bimetallic Parts by 3D Printing, Debinding, and Sintering. Sustainability 2023, 15, 11911. https://doi.org/10.3390/su151511911
Ferro P, Fabrizi A, Elsayed H, Savio G. Multi-Material Additive Manufacturing: Creating IN718-AISI 316L Bimetallic Parts by 3D Printing, Debinding, and Sintering. Sustainability. 2023; 15(15):11911. https://doi.org/10.3390/su151511911
Chicago/Turabian StyleFerro, Paolo, Alberto Fabrizi, Hamada Elsayed, and Gianpaolo Savio. 2023. "Multi-Material Additive Manufacturing: Creating IN718-AISI 316L Bimetallic Parts by 3D Printing, Debinding, and Sintering" Sustainability 15, no. 15: 11911. https://doi.org/10.3390/su151511911
APA StyleFerro, P., Fabrizi, A., Elsayed, H., & Savio, G. (2023). Multi-Material Additive Manufacturing: Creating IN718-AISI 316L Bimetallic Parts by 3D Printing, Debinding, and Sintering. Sustainability, 15(15), 11911. https://doi.org/10.3390/su151511911