
Environmental Impact Assessment of Different Manufacturing Technologies Oriented to Architectonic Recovery and Conservation of Cultural Heritage



Abstract
:1. Introduction
- 2.5D and 6-Axis CNC Carving (Subtractive Method): These techniques are rather expensive, especially for 6-Axis CNC Carving, and have a very low ease of use, which may present a barrier for less experienced users. However, they offer high adherence to materials used in cultural heritage and high precision, making them suitable for high-quality conservation work.
- MEX (Additive Method): MEX is a very economical technique with a medium/high level of ease of use and reasonable geometric freedom. However, its adherence to materials and precision are quite low compared to other techniques, which might limit its utility in some cultural heritage contexts.
- Gypsum Binding (Additive Method): This technique has medium cost and ease of use, but offers very high geometric freedom, which can be very useful for the reproduction of complex objects. Moreover, it has medium/high adherence to materials and medium/high precision.
- Metal Sintering (Additive Method): This technique is very expensive and has a low level of ease of use but offers very high geometric freedom and medium/high adherence and precision. It might, therefore, be used for high-quality conservation work requiring the reproduction of complex metal details.
- Photopolymerization (Additive Method): Though an expensive technique, it offers a medium/high level of ease of use and medium geometric freedom. However, like MEX, its adherence to materials is low, although the precision is medium/high.
- Conservation;
- Preventive;
- Remedial;
- Restoration.
- Maintenance;
- Rehabilitation;
- Reconstruction;
- Repair;
- Reintegration;
- Renovation.
2. Materials and Methods
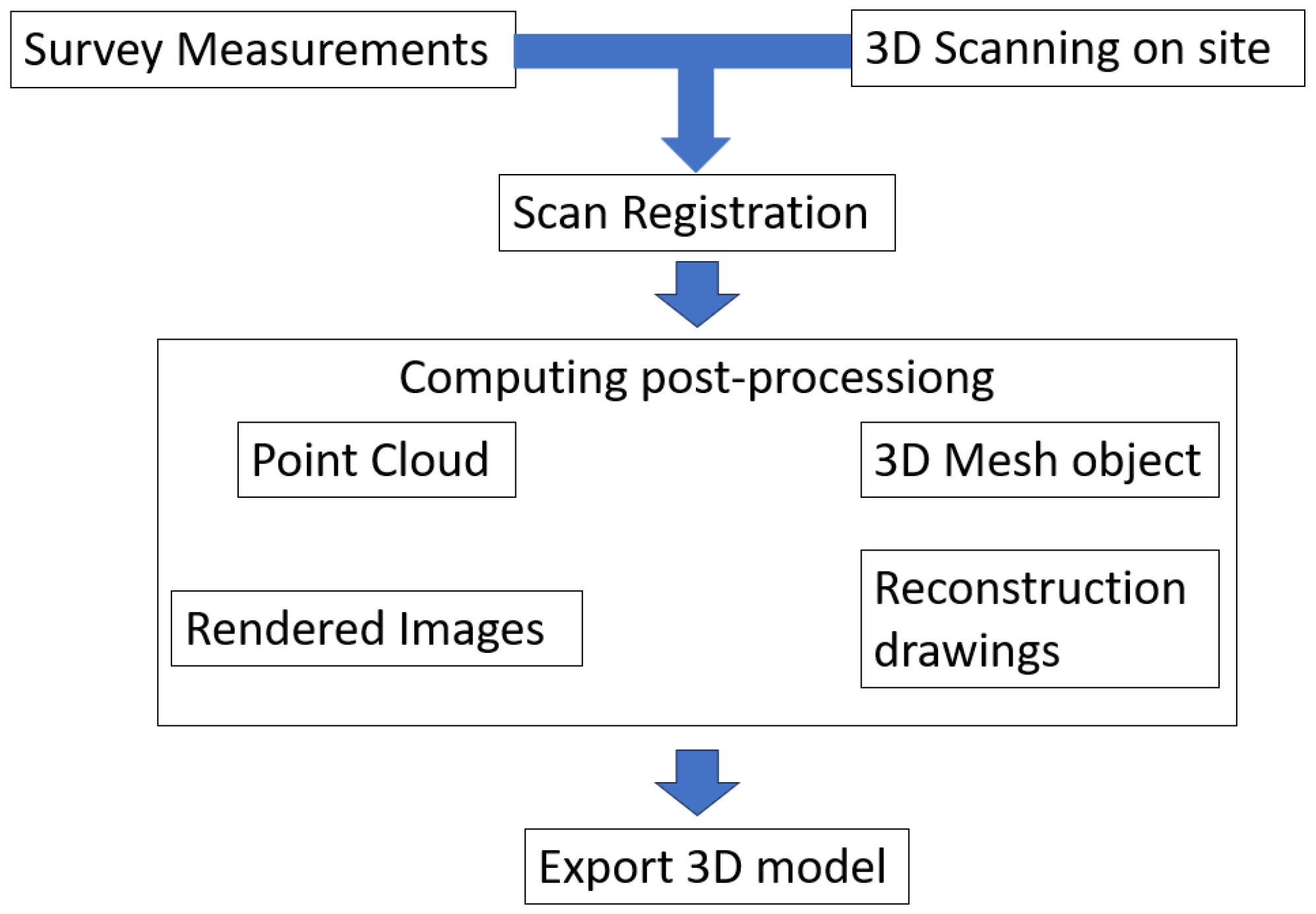
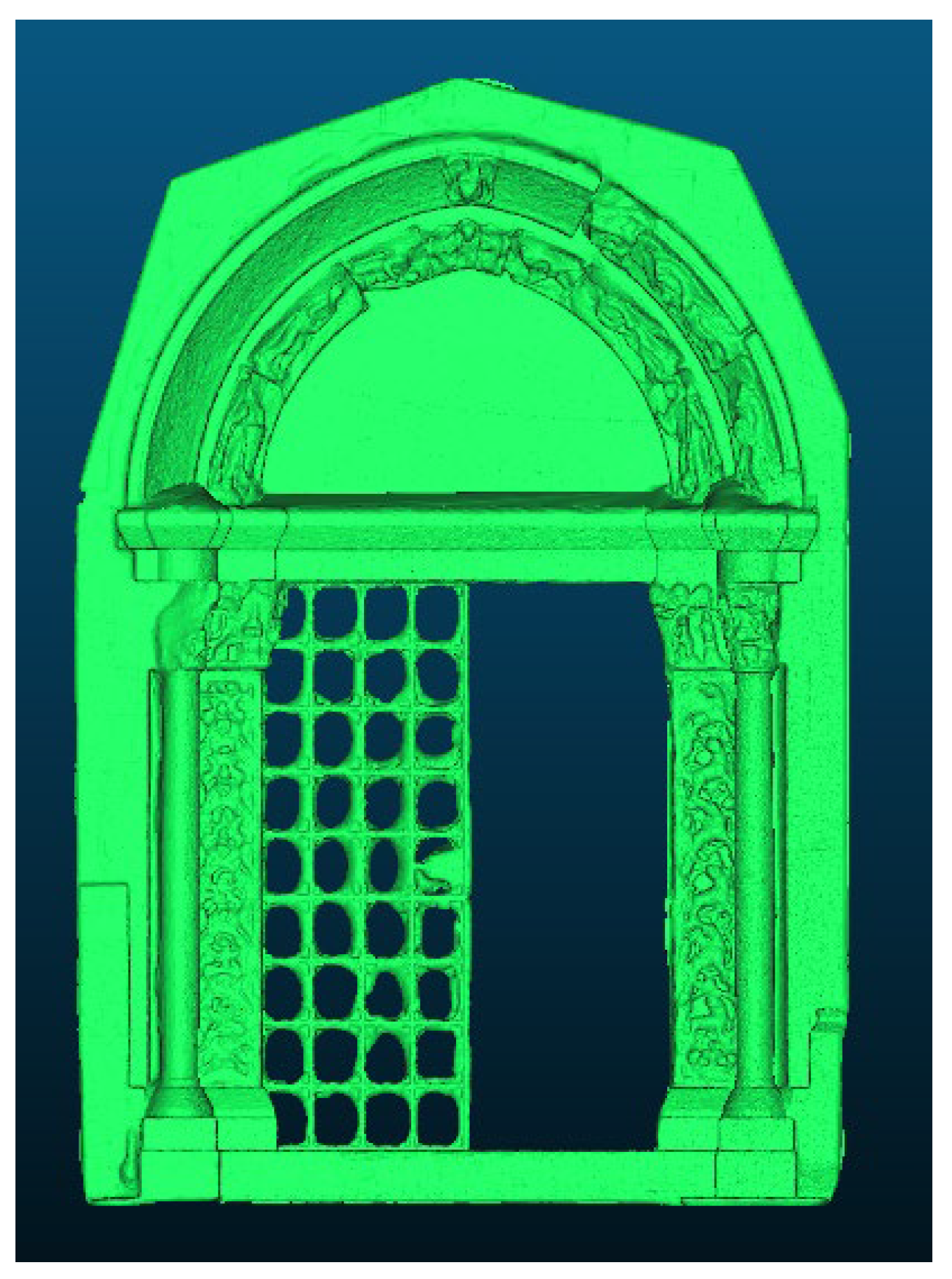
2.1. Scan and Point Cloud
- Surveying, measuring, and setting up: This stage encompasses guidelines on planning and configuring a 3D laser scanner and the on-site targets, as well as setting up the basic configurations for the scanner.
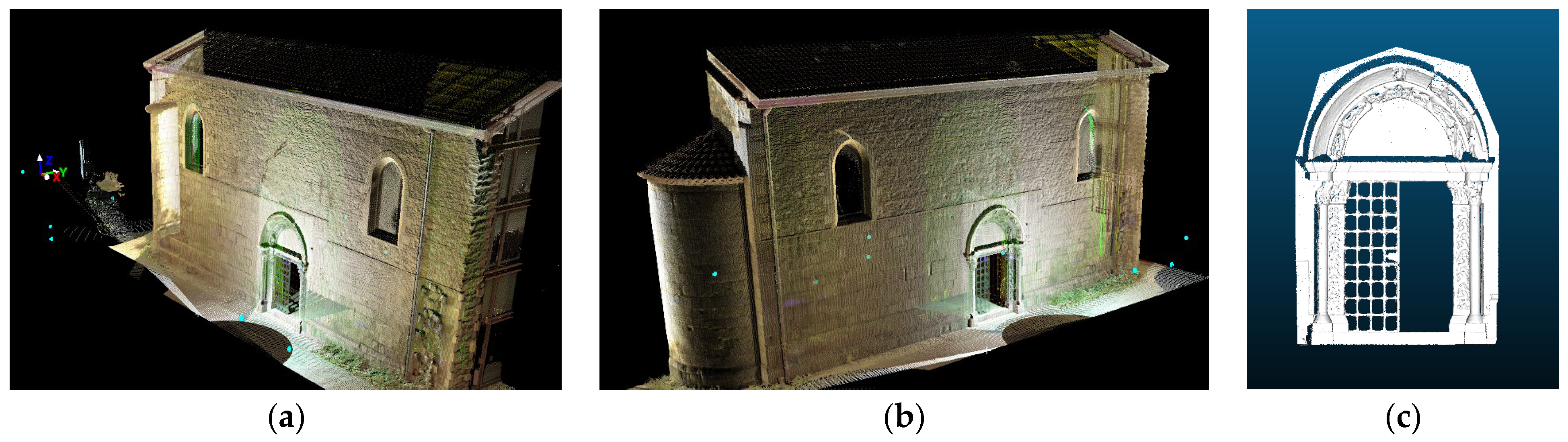
- On-site 3D laser scanning: This involves conducting an actual 3D laser scan of the building and site using the Leica HDS 4050 3D scanner (Leica, Wetzlar, Germany) and the corresponding targets.
- Scan registration in the database using Leica Geosystems Cyclone software: Here, the raw data are imported into the project database for registration via Cyclone software. The database produces point clouds from each site location and amalgamates them to form a 3D point cloud of the target building.
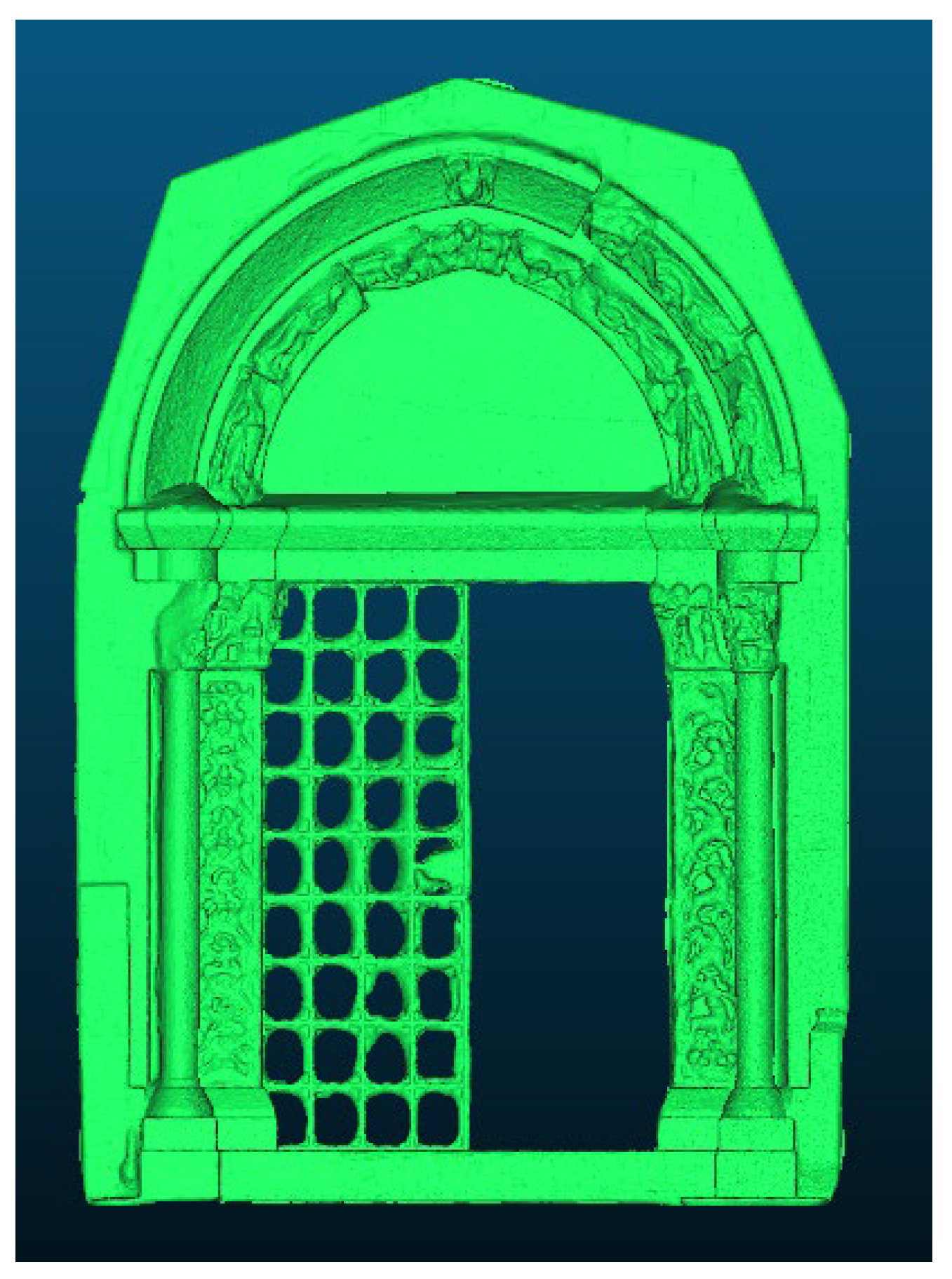
- Reconstruction: This point cloud can be imported into 3D modelling software, in this instance, CloudCompare version 2.12 open source.
- Exporting the reconstructed 3D model: By converting the point cloud into a mesh model (STL), a 3D digital model can be created. Additionally, a 3D physical model can be fabricated using a 3D printer.
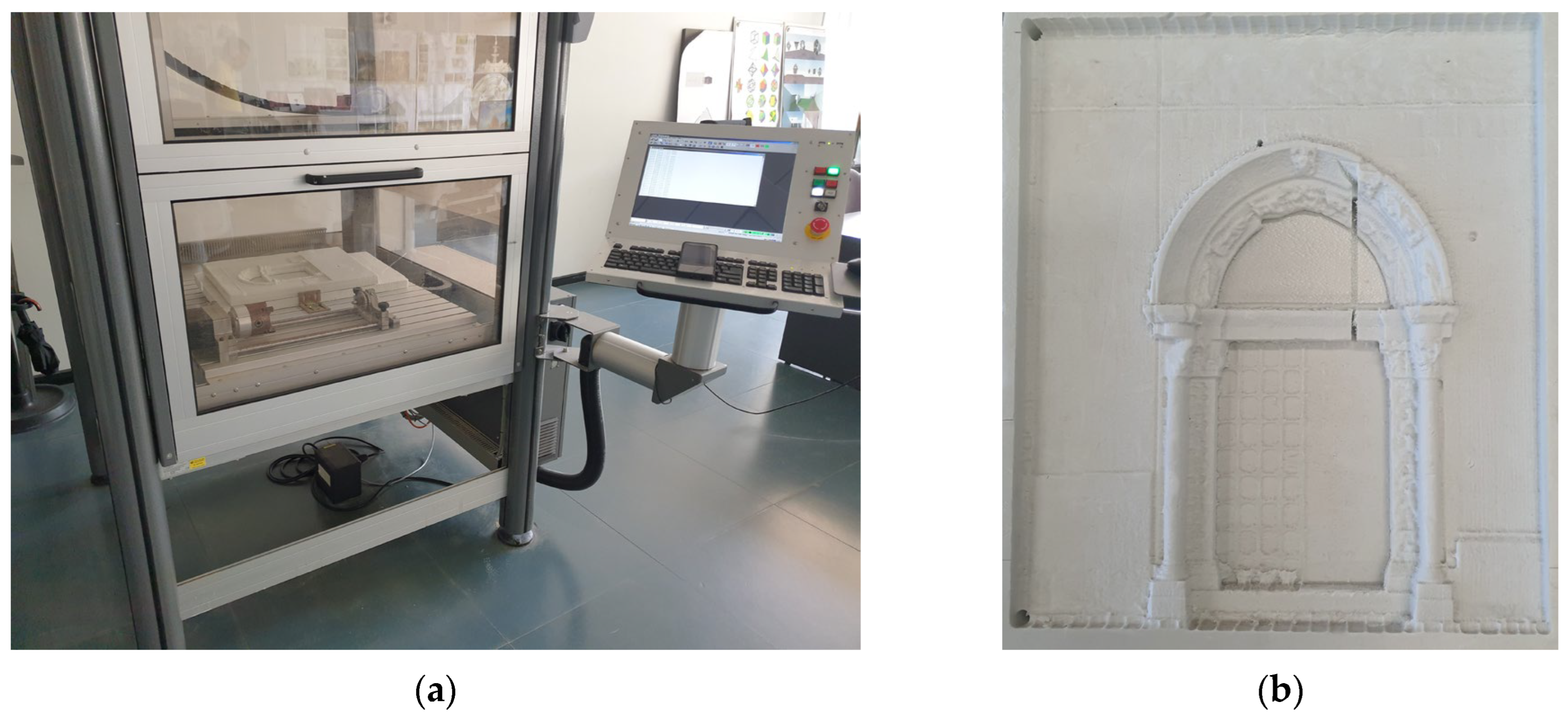
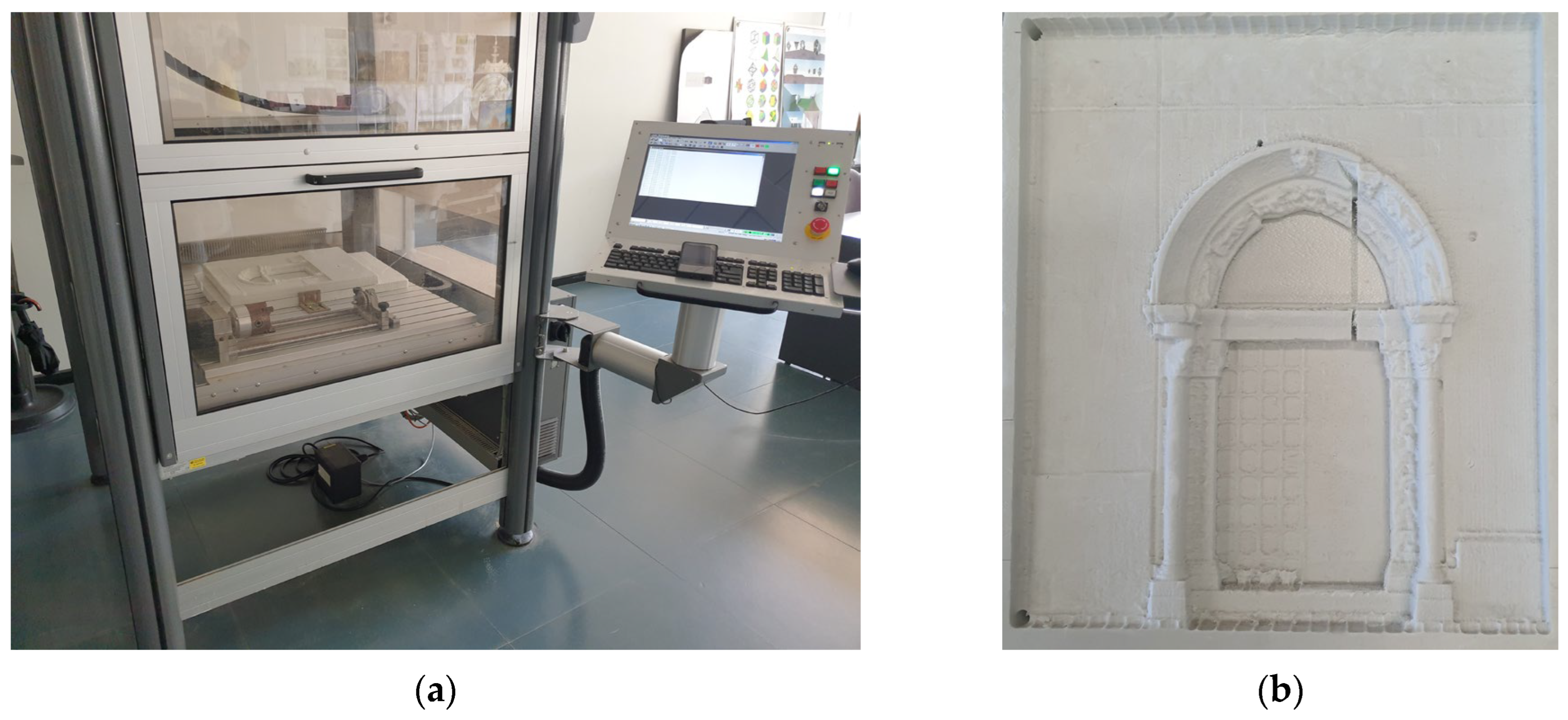
2.2. CNC Milling
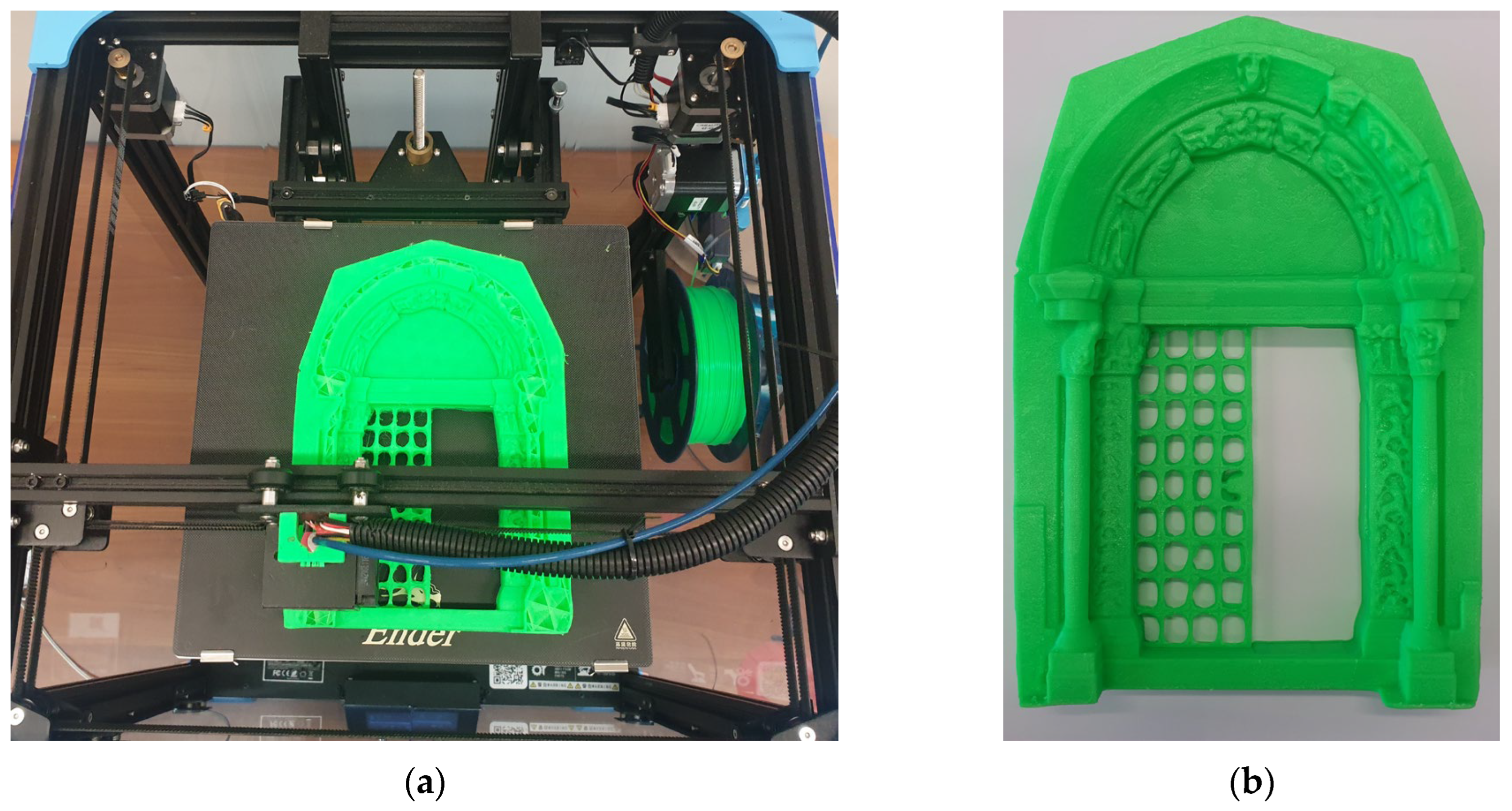
2.3. Material Extrusion
2.4. Life Cycle Assessment
2.4.1. Goal and Scope Definition
2.4.2. Life Cycle Inventory
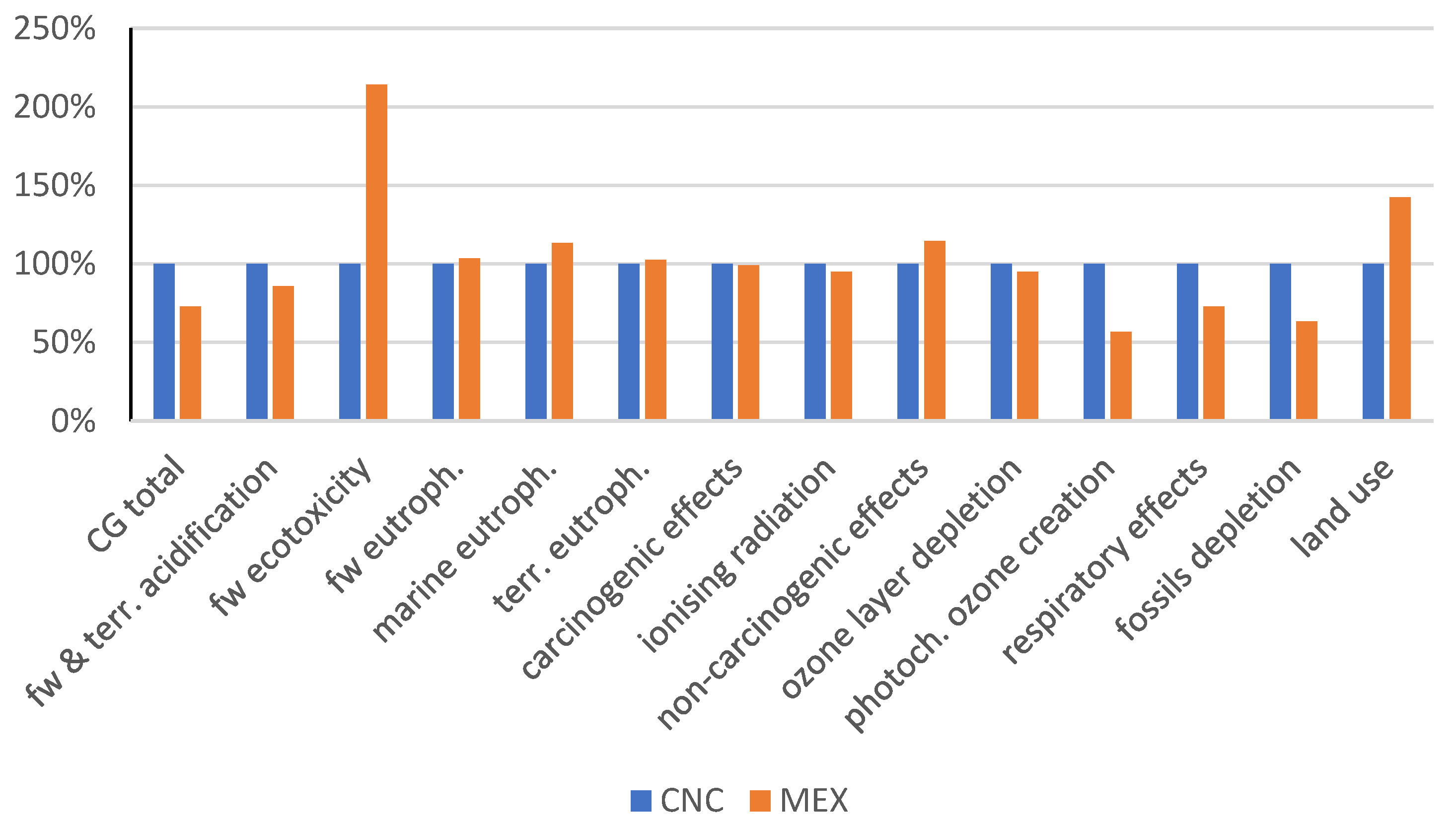
2.4.3. Life Cycle Impact Assessment
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bacon, B.; Khatiri, A.; Palmer, J.; Freeth, T.; Pettitt, P.; Kentridge, R. An Upper Palaeolithic Proto-writing System and Phenological Calendar. Camb. Archaeol. J. 2023, 33, 371–389. [Google Scholar] [CrossRef]
- Pacciani, R. I Modelli Lignei Nella Progettazione Rinascimentale; C.I.P.I.A.: Bologna, Italy, 1988; ISBN 88-289-0257-4. [Google Scholar]
- Ferretti, E. All’ombra di Leon Battista Alberti e Michelangelo: Modelli lignei e cultura architettonica fra Cosimo Bartoli, Vincenzio Borghini e Giorgio Vasari. Kritiké 2020, 1, 83–114. [Google Scholar]
- Pignatelli, F.; Percoco, G. An application- and market-oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog. Addit. Manuf. 2022, 7, 1363–1377. [Google Scholar] [CrossRef]
- Valiente, E.E.; D’amico, F.C.; Martín, F.d.C. Architecture and Archeology. Virtual Reconstruction of Ipi’s Tomb TT315 in Deir-el-Bahari, Theban, Egypt. In Digital Restoration and Virtual Reconstructions; Springer: Berlin/Heidelberg, Germany, 2023; pp. 169–183. [Google Scholar] [CrossRef]
- Basile, F. Le chiese del Duecento a Messina. In Quaderno dell’Istituto Dipartimentale di Architettura e Urbanistica dell’Università di Catania; Università di Catania: Catania, Italy, 1971. [Google Scholar]
- Ronco, F. Prototypes to Increase Museum Experience and Accessibility. Palazzo Mazzonis’ Atrium in Turin: The Work in Progress. In Digital Heritage. Progress in Cultural Heritage: Documentation, Preservation, and Protection; Springer: Berlin/Heidelberg, Germany, 2021; pp. 605–613. [Google Scholar] [CrossRef]
- Bertola, G. BIM and Rapid Prototyping for Architectural Archive Heritage. In Digital Heritage. Progress in Cultural Heritage: Documentation, Preservation, and Protection; Springer: Berlin/Heidelberg, Germany, 2021; pp. 614–623. [Google Scholar] [CrossRef]
- Wong, S.Y.; Chuah, J.H.; Yap, H.J. Technical data-driven tool condition monitoring challenges for CNC milling: A review. Int. J. Adv. Manuf. Technol. 2020, 107, 4837–4857. [Google Scholar] [CrossRef]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A review on the various processing parameters in FDM. Mater. Today Proc. 2021, 37, 509–514. [Google Scholar] [CrossRef]
- D’Andrea, D.; Risitano, G.; Raffaele, M.; Cucinotta, F.; Santonocito, D. Damage assessment of different FDM-processed materials adopting Infrared Thermography. Fract. Struct. Integr. 2022, 16, 75–90. [Google Scholar] [CrossRef]
- ISO 14040:2021; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2021.
- ISO 14044:2021; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO: Geneva, Switzerland, 2021.
- Finkbeiner, M. The International Standards as the Constitution of Life Cycle Assessment: The ISO 14040 Series and its Offspring. In Background and Future Prospects in Life Cycle Assessment; Springer: Berlin/Heidelberg, Germany, 2014; pp. 85–106. [Google Scholar] [CrossRef]
- ISO 14025:2010; Environmental Labels and Declarations—Type III Environmental Declarations—Principles and Procedures. ISO: Geneva, Switzerland, 2010.
- Pfähler, K.; Morar, D.; Kemper, H.-G. Exploring Application Fields of Additive Manufacturing Along the Product Life Cycle. Procedia CIRP 2019, 81, 151–156. [Google Scholar] [CrossRef]
- Ma, J.; Harstvedt, J.D.; Dunaway, D.; Bian, L.; Jaradat, R. An exploratory investigation of Additively Manufactured Product life cycle sustainability assessment. J. Clean. Prod. 2018, 192, 55–70. [Google Scholar] [CrossRef]
- Reis, R.C.; Kokare, S.; Oliveira, J.; Matias, J.C.; Godina, R. Life cycle assessment of metal products: A comparison between wire arc additive manufacturing and CNC milling. Adv. Ind. Manuf. Eng. 2023, 6, 100117. [Google Scholar] [CrossRef]
- Di Bella, G.; Alderucci, T.; Salmeri, F.; Cucinotta, F. Integrating the sustainability aspects into the risk analysis for the manufacturing of dissimilar aluminium/steel friction stir welded single lap joints used in marine applications through a Life Cycle Assessment. Sustain. Futur. 2022, 4, 100101. [Google Scholar] [CrossRef]
- Cucinotta, F.; Raffaele, M.; Salmeri, F. A Well-to-Wheel Comparative Life Cycle Assessment Between Full Electric and Traditional Petrol Engines in the European Context. In Proceedings of the International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing, Aix-en-Provence, France, 2–4 June 2020; pp. 188–193. [Google Scholar] [CrossRef]
- Gata, K.M.; Valiente, E.E. The use of digital tools for the preservation of architectural, artistic and cultural heritage, through three-dimensional scanning and digital manufacturing. ISPRS—Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2019, 42, 501–506. [Google Scholar] [CrossRef]
- Scopigno, R.; Cignoni, P.O.; Pietroni, N.O.; Callieri, M.O.; Dellepiane, M. Digital Fabrication Technologies for Cultural Heritage (STAR). In Proceedings of the EUROGRAPHICS Workshop on Graphics and Cultural Heritage, Darmstadt, Germany, 6–8 October 2014. [Google Scholar] [CrossRef]
- Jesus, M.; Guimarães, A.S.; Rangel, B.; Alves, J.L. The potential of 3D printing in building pathology: Rehabilitation of cultural heritage. Int. J. Build. Pathol. Adapt. 2023, 41, 647–674. [Google Scholar] [CrossRef]
- EN 15898:2011; Conservation of Cultural Property—Main General Terms and Definitions. NSAI: Dublin, Ireland, 2011.
- Champion, E.; Rahaman, H. 3D Digital Heritage Models as Sustainable Scholarly Resources. Sustainability 2019, 11, 2425. [Google Scholar] [CrossRef]
- Vilceanu, B.; Sorin, H.; Oana, G. 3D models for a sustainable development of cultural heritage. In Proceedings of the International U.A.B.—B.EN.A. Conference Environmental Engineering and Sustainable Development, Alba Iulia, Romania, 28–30 May 2015. [Google Scholar]
- Molonia, G. Messina. Storia e Civiltà; GBM: Messina, Italy, 1997. [Google Scholar]
- Al-Mistarehi, B.W.; Alomari, A.H.; Mijwil, M.M.; Khedaywi, T.S.; Ayasrah, M. Model Structure from Laser Scanner Point Clouds. In Proceedings of the International Conference on Frontiers in Computing and Systems, Shillong, India, 29 September–1 October 2021; pp. 181–190. [Google Scholar] [CrossRef]
- Bizzarri, M.; Bartoň, M. Manufacturing of Screw Rotors Via 5-axis Double-Flank CNC Machining. Comput. Des. 2021, 132, 102960. [Google Scholar] [CrossRef]
- EC-JRC. International Reference Life Cycle Data System (ILCD) Handbook—General Guide for Life Cycle Assessment—Detailed Guidance, 1st ed.; Publications Office of the European Union: Luxembourg, 2010. [Google Scholar] [CrossRef]
- Ling-Chin, J.; Roskilly, A.P. A comparative life cycle assessment of marine power systems. Energy Convers. Manag. 2016, 127, 477–493. [Google Scholar] [CrossRef]
- Griggs, D.J.; Noguer, M. Climate change 2001: The scientific basis. Contribution of Working Group I to the Third Assessment Report of the Intergovernmental Panel on Climate Change. Weather 2002, 57, 267–269. [Google Scholar] [CrossRef]
- Posch, M.; Seppälä, J.; Hettelingh, J.-P.; Johansson, M.; Margni, M.; Jolliet, O. The role of atmospheric dispersion models and ecosystem sensitivity in the determination of characterisation factors for acidifying and eutrophying emissions in LCIA. Int. J. Life Cycle Assess. 2008, 13, 477–486. [Google Scholar] [CrossRef]
- Goedkoop, M.; Heijungs, R.; Huijbregts, M.; De Schryver, A. ReCiPE 2008: A Life Cycle Impact Assessment Method which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level; Ministerie van VROM: The Hague, The Netherlands, 2009. [Google Scholar]
- Henderson, A.D.; Hauschild, M.Z.; van de Meent, D.; Huijbregts, M.A.J.; Larsen, H.F.; Margni, M.; McKone, T.E.; Payet, J.; Rosenbaum, R.K.; Jolliet, O. USEtox fate and ecotoxicity factors for comparative assessment of toxic emissions in life cycle analysis: Sensitivity to key chemical properties. Int. J. Life Cycle Assess. 2011, 16, 701–709. [Google Scholar] [CrossRef]
- Morão, A.; de Bie, F. Life Cycle Impact Assessment of Polylactic Acid (PLA) Produced from Sugarcane in Thailand. J. Polym. Environ. 2019, 27, 2523–2539. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Isel Automation Flatcom 20—Technical Data | |
|---|---|
| Cabinet Size | 1200 mm (800 mm) × 600 mm × 250 mm |
| Protection category | IP 44 |
| Ambient temperature | 0° C up to +40 °C |
| Storage temperature | −25° C up to +70 °C |
| Rel. humidity of the air | Max 95% |
| Mains voltage | 250 V |
| Max nominal input current | 16 A |
| Mains frequency | 50 Hz |
| Nozzle Diameter | Nozzle Temperature | Bed Temperature | Printing Speed | Layer Height | Printing Infill |
|---|---|---|---|---|---|
| 0.4 mm | 200 °C | 60 °C | 135 mm s−1 | 0.12 mm | 10% |
| Technology | Model’s Weight [g] | Scraps Weight [g] | Total Weight [g] |
|---|---|---|---|
| CNC | 200 | 160 | 360 |
| MEX | 201 | 7 | 208 |
| Indicator | CNC | MEX | Unit |
|---|---|---|---|
| climate change (climate change biogenic) | 4.93 × 10−2 | 3.87 × 10−2 | kg CO2-Eq |
| climate change (climate change fossil) | 4.04 | 2.93 | kg CO2-Eq |
| climate change (climate change land use and land use change) | 8.07 × 10−4 | 5.26 × 10−3 | kg CO2-Eq |
| climate change (climate change total) | 4.09 | 2.98 | kg CO2-Eq |
| ecosystem quality (freshwater and terrestrial acidification) | 1.98 × 10−2 | 1.70 × 10−2 | mol H+-Eq |
| ecosystem quality (freshwater ecotoxicity) | 1.58 | 3.38 | CTU |
| ecosystem quality (freshwater eutrophication) | 8.77 × 10−4 | 9.08 × 10−4 | kg P-Eq |
| ecosystem quality (marine eutrophication) | 2.95 × 10−3 | 3.34 × 10−3 | kg N-Eq |
| ecosystem quality (terrestrial eutrophication) | 3.61 × 10−2 | 3.70 × 10−2 | mol N-Eq |
| human health (carcinogenic effects) | 4.06 × 10−8 | 4.02 × 10−8 | CTUh |
| human health (ionising radiation) | 3.51 × 10−1 | 3.33 × 10−1 | kg U235-Eq |
| human health (non-carcinogenic effects) | 2.60 × 10−7 | 2.98 × 10−7 | CTUh |
| human health (ozone layer depletion) | 3.83 × 10−7 | 3.64 × 10−7 | kg CFC-11-Eq |
| human health (photochemical ozone creation) | 1.37 × 10−2 | 7.78 × 10−3 | kg NMVOC-Eq |
| human health (respiratory effects, inorganics) | 1.13 × 10−7 | 8.19 × 10−8 | disease incidence |
| resources (fossils) | 7.33 × 10 | 4.64 × 10 | MJ |
| resources (land use) | 2.70 × 10 | 3.84 × 10 | points |
| resources (minerals and metals) | 1.33 × 10−8 | 1.03 × 10−9 | kg Sb-Eq |
| Indicator | Polystyrene | PLA | Unit |
|---|---|---|---|
| climate change (climate change total) | 4.27 | 3.21 | kg CO2-Eq |
| ecosystem quality (freshwater and terrestrial acidification) | 1.68 × 10−2 | 2.21 × 10−2 | mol H+-Eq |
| ecosystem quality (freshwater ecotoxicity) | 2.02 | 1.26 × 10 | CTU |
| ecosystem quality (freshwater eutrophication) | 4.37 × 10−4 | 1.24 × 10−3 | kg P-Eq |
| ecosystem quality (marine eutrophication) | 2.82 × 10−3 | 7.66 × 10−3 | kg N-Eq |
| ecosystem quality (terrestrial eutrophication) | 2.98 × 10−2 | 6.76 × 10−2 | mol N-Eq |
| human health (photochemical ozone creation) | 2.18 × 10−2 | 1.20 × 10−2 | kg NMVOC-Eq |
| human health (respiratory effects, inorganics) | 1.63 × 10−7 | 1.59 × 10−7 | disease incidence |
| resources (fossils) | 8.90 × 10 | 4.38 × 10 | MJ |
| resources (land use) | 8.48 | 8.06 × 10 | points |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Altadonna, A.; Cucinotta, F.; Raffaele, M.; Salmeri, F.; Sfravara, F. Environmental Impact Assessment of Different Manufacturing Technologies Oriented to Architectonic Recovery and Conservation of Cultural Heritage. Sustainability 2023, 15, 13487. https://doi.org/10.3390/su151813487
Altadonna A, Cucinotta F, Raffaele M, Salmeri F, Sfravara F. Environmental Impact Assessment of Different Manufacturing Technologies Oriented to Architectonic Recovery and Conservation of Cultural Heritage. Sustainability. 2023; 15(18):13487. https://doi.org/10.3390/su151813487
Chicago/Turabian StyleAltadonna, Alessio, Filippo Cucinotta, Marcello Raffaele, Fabio Salmeri, and Felice Sfravara. 2023. "Environmental Impact Assessment of Different Manufacturing Technologies Oriented to Architectonic Recovery and Conservation of Cultural Heritage" Sustainability 15, no. 18: 13487. https://doi.org/10.3390/su151813487
APA StyleAltadonna, A., Cucinotta, F., Raffaele, M., Salmeri, F., & Sfravara, F. (2023). Environmental Impact Assessment of Different Manufacturing Technologies Oriented to Architectonic Recovery and Conservation of Cultural Heritage. Sustainability, 15(18), 13487. https://doi.org/10.3390/su151813487