5.1. Comparison between the Measured and Predicted Data of the Model
The total power curves of case 1 are shown in
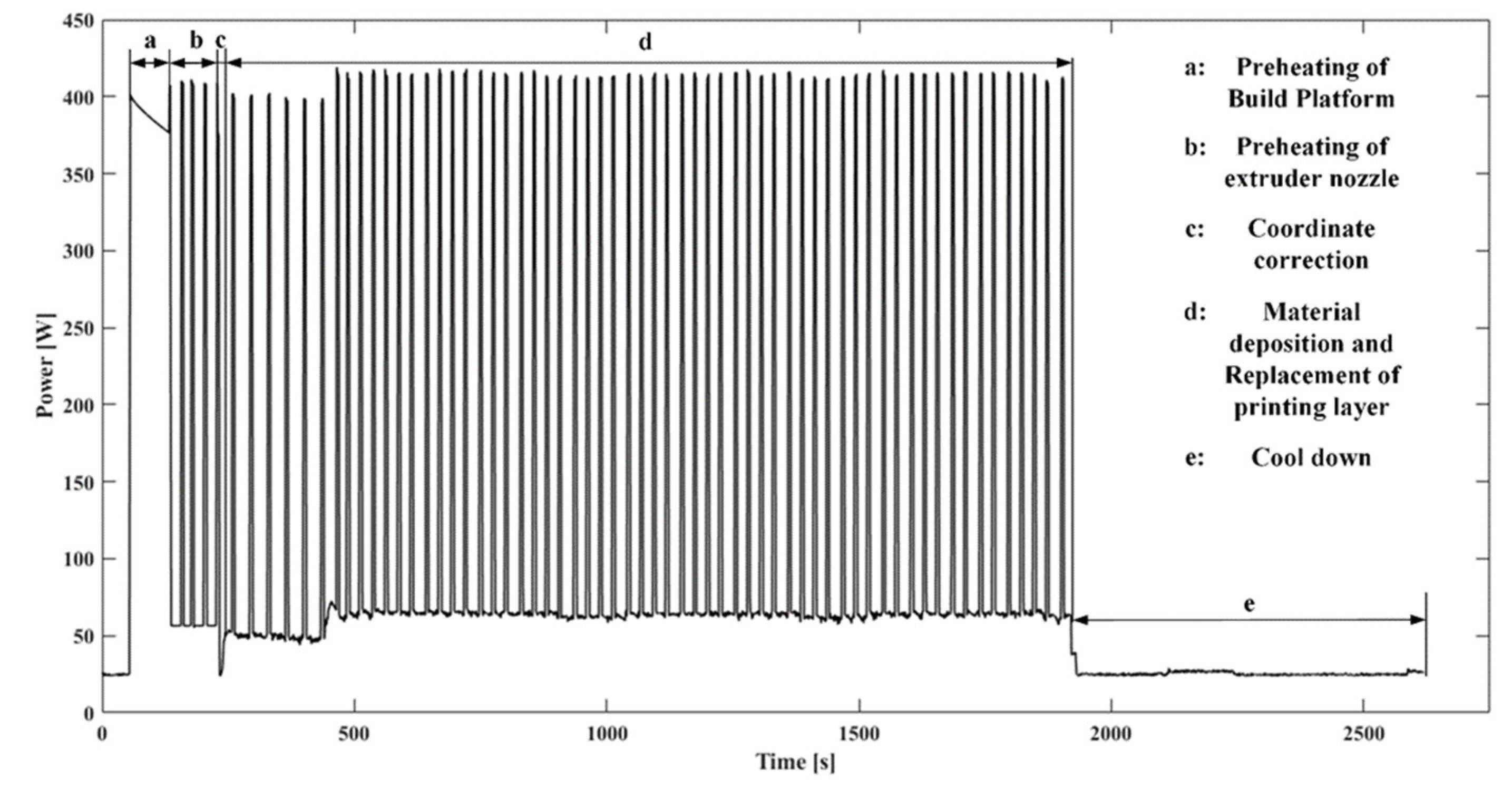
Figure 15, wherein stage a represents the heating platform preheating, stage b represents the nozzle preheating, stage c represents the coordinate calibration sub-process, stage d represents the printing stage (including material deposition and layer change), and stage e represents the cooling down sub-process after finishing printing the part.
Table 8 compares measured and predicted values of time and energy consumption data in each stage of case 1. The calculation formula for the prediction error is as follows:
As can be seen in
Table 8, the time error between the predicted value and the measured value calculated by the time model of platform preheating stage (stage a) and nozzle preheating sub-process (stage b) was small for all cases, within 5%. The time error for the coordinate calibration sub-process (stage c) was related to the distance between the nozzle and the origin of coordinates before printing. Before coordinate calibration, if the nozzle was not located at the origin of coordinates, the driving motor would move the nozzle to the vicinity of the origin before calibration. Therefore, the time error in this stage varied largely. In the part printing stage (stage d), the difference between the predicted time and the measured time was more than 15%, and the measured time was greater than the predicted time. This is a fairly normal outcome, because this model only considers the time of the nozzle moving with printing material in addition to the time of the nozzle moving without printing material. The time of the nozzle moving without printing material has a close relation to the scanning strategy. Moreover, in the moving process of the nozzle, the prediction model assumes that the nozzle moves at a uniform speed; but the nozzle accelerated from 0 to the target speed, and then slows down from the target speed to 0 after the current line segment is printed in the actual printing process. In addition, the volume of a single-layer outer wall and an inner wall was assumed to be approximately equal when the prediction model calculated the partial filling of part wall, which made the model produce certain errors in predicting the printing time of thin-walled parts. The error in the cooling sub-process (stage e) between the prediction value and the measured value can be interpreted as follows: the cooling curve of the platform was measured under the condition that there were no parts attached to the platform, and the heat dissipation area of the platform in this state was equal to the surface area of the platform. When printing different models, the area glued to the bottom of the part and the heating platform was affected by the shape and placement of the part, which changed the size of the heat dissipation area of the heating platform. Hence, it affected the heat dissipation rate of the platform substrate and cause time errors. The error between the overall time prediction model and the measured data was 10–20%, which is acceptable.
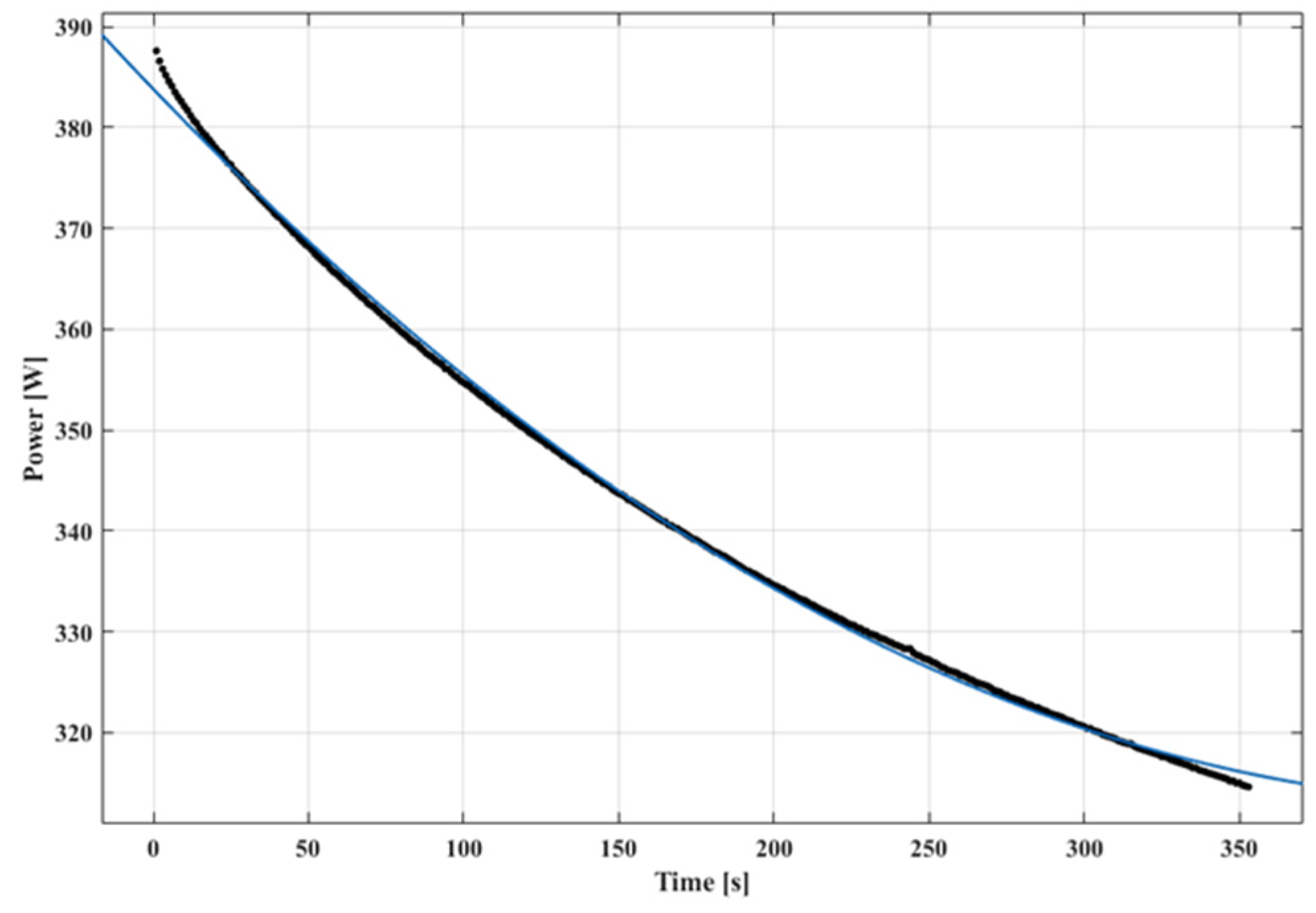
The energy consumption prediction error between the predicted value and the measured value of the platform preheating stage (stage a) was less than 10% for cases (1)–(3). The error came on the one hand from the time prediction error, and, on the other hand, it was due to the approximation of the preheating platform stage heater power curve as a straight line. In addition, taking the heating power of the heating platform as a fixed value was another source of error. The energy consumption error in the nozzle preheating stage (stage b) and coordinate calibration stage (stage c) fluctuated in a wide range. This is because the nozzle preheating stage and coordinate calibration stage lasted a short time, and the heater of the heating platform was the main power-consuming component during this time. The energy consumption errors of the predicted value and measured value in the printing stage (stage d) for cases (1)–(3) were 11.14%, 24.9% and 6.79%, respectively. The energy consumption errors in case (1) and case (3) in stage d were smaller than that in time prediction, while the energy consumption error in case (2) was larger than that in time prediction. The energy consumption errors in the cooling down stage (stage e) were 6.04%, 20.63% and 5.18% respectively. In the cooling down stage, only the control module and LED were in a working state. The energy consumption error in this stage mainly came from the difference between the predicted time and the actual time. In terms of the total energy consumption error, the total energy consumption error in case (1) and case (3) was smaller than the total time error, and the total energy consumption error in case (2) was larger than the total time error, which was similar to the error in the printing stage (stage d). The prediction accuracy of the total energy consumption of each model could reach 93.55%, 80.22% and 93.51%, respectively.
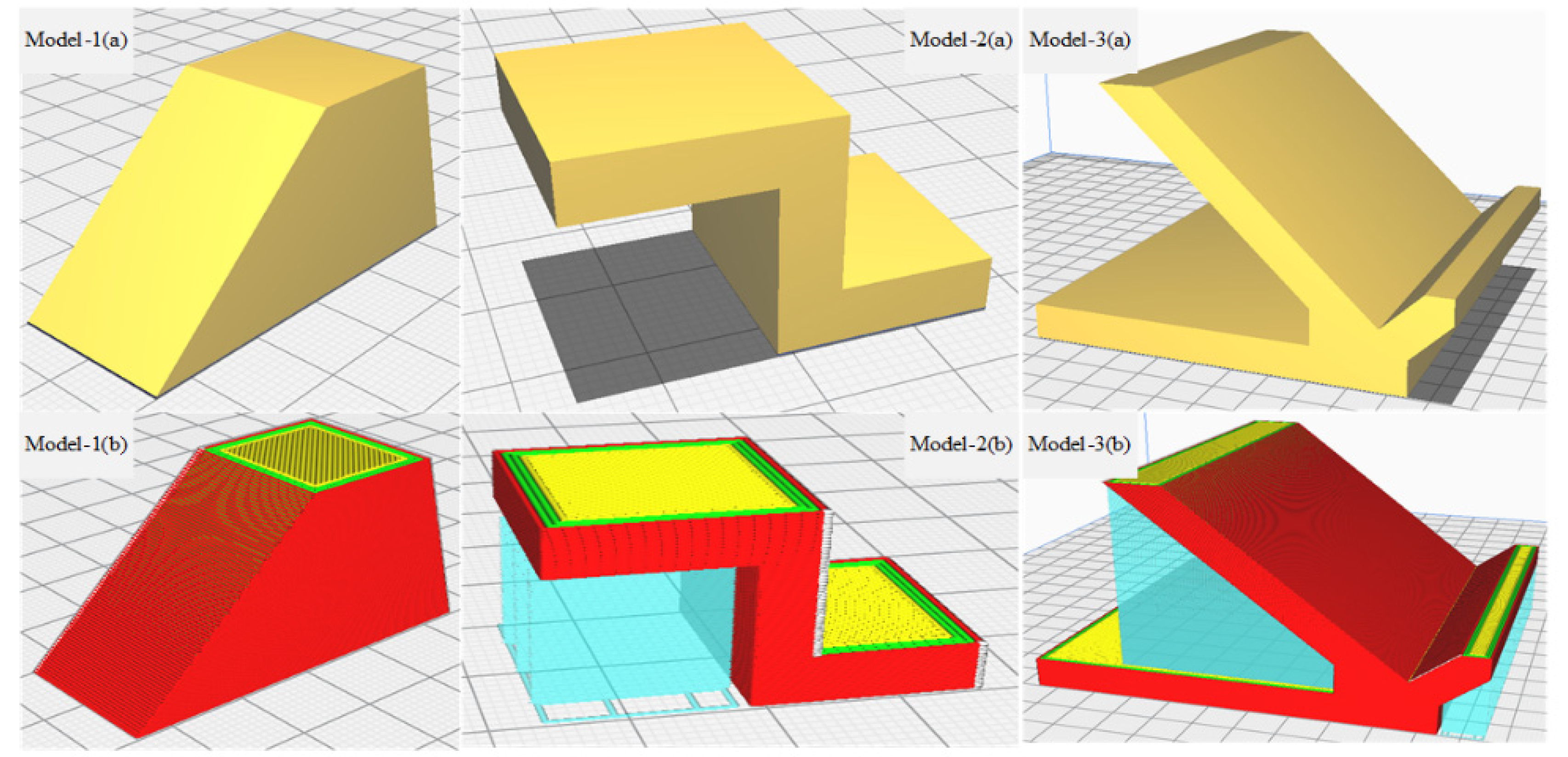
The percentage of each subsystem’s time consumption of the total time is represented in
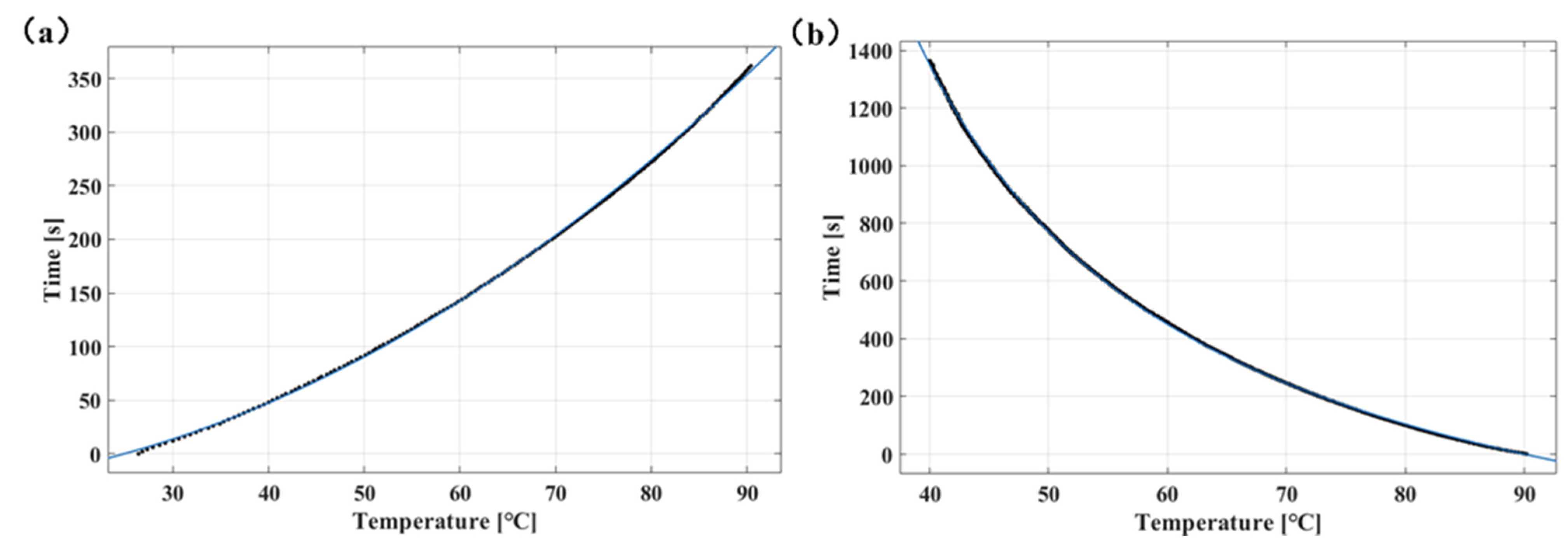
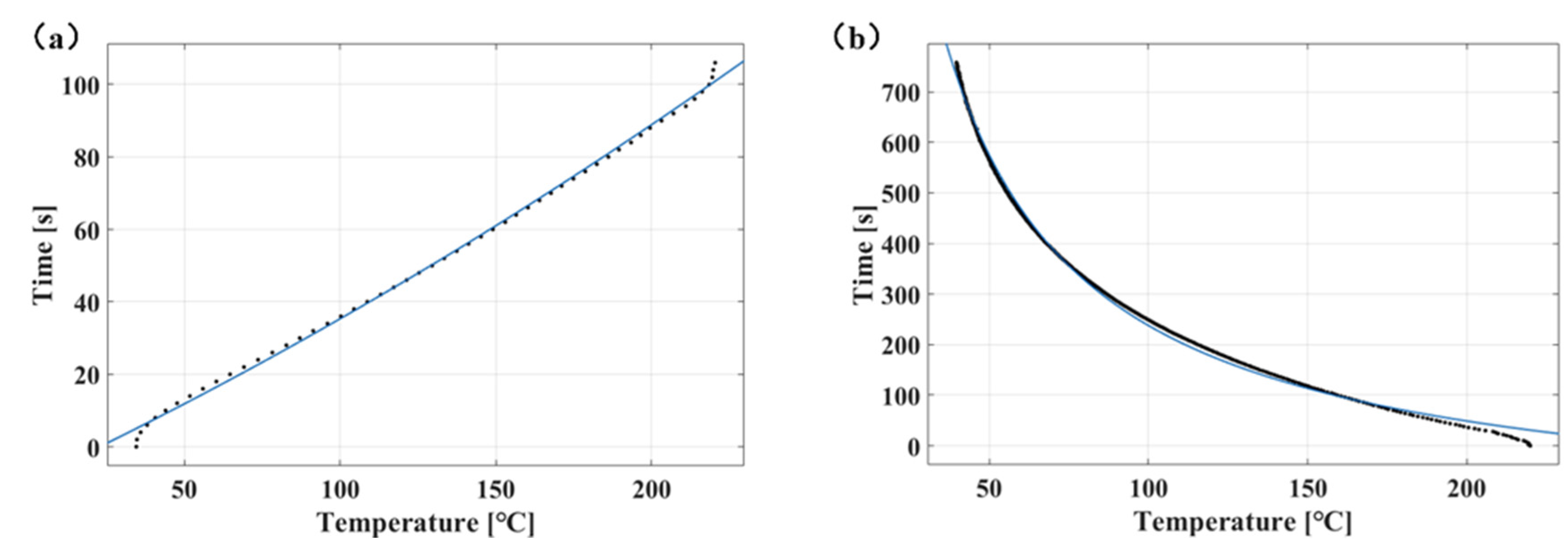
Figure 16, where case (1) and case (2) are small parts with small volumes, while case (3) had medium and large parts. It can be seen that the time required by the printing stage of a part accounted for more than 50% of the total time. Compared with case (2), case (1) had more volume and surface area, but the printing speed and layer thickness of case (2) were both smaller than those of case (1). Therefore, similar manufacturing time was required for case (1) and case (2). Although case (1) and case (3) had the same printing parameters, such as filling speed and filling density, there was a nearly 40% difference in the time required, due to the large volume-difference between case (1) and case (3). Therefore, it can be concluded that the time required for the printing stage changes greatly with changes in the part’s volume, the filling density, printing speed and layering thickness. In addition, the time consumption of the heating platform preheating sub-processes, nozzle preheating process, coordinating the calibration process and the time for layer change were less than 5% of the total time consumption. Although the time consumption of the coordinating calibration processes of the position of the nozzle and platform before the start of printing were closely related to the initial position, the maximum time required by the calibration sub-process was determined by a fixed value, the size of the working space of the machine. The difference between the maximum and minimum required times of the sub-process was about 60 s, and changes in the required time of the calibration sub-process had little influence on the whole printing process. Similarly, variations in the time demand during the platform preheating stage and nozzle preheating stage can be analyzed by looking at
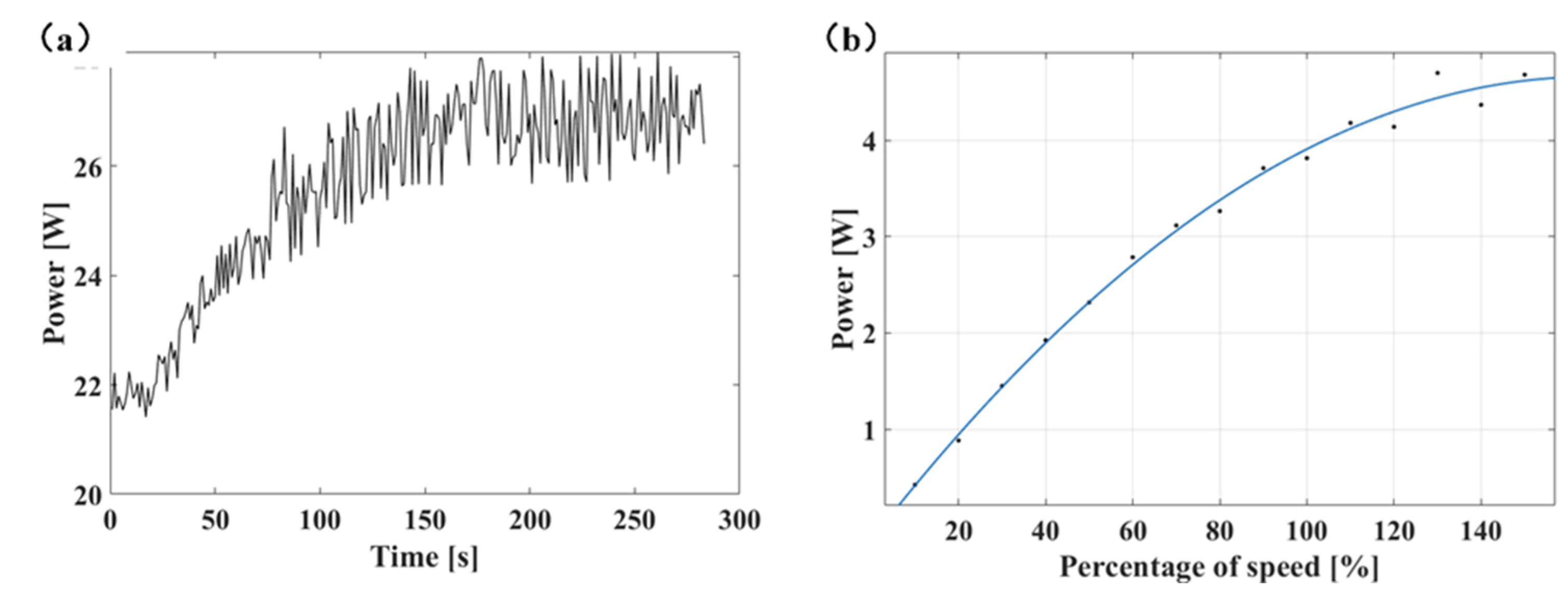
Figure 9 and
Figure 12. When PLA material is used for printing, the recommended temperature of the platform is 45~60 °C, and the difference in the heating time is about 80 s. The recommended temperature of the nozzle is 190~230 °C, and the difference in the heating time is about 25 s. When ABS material is used for printing, the recommended temperature of the platform is 90~110 °C, and the difference in the heating time is about 180 s. The recommended temperature of the nozzle is 220~260 °C, and the difference of the heating time is about 25 s. The influence of the time variation in the preheating stage on the total printing time decreased with the increase in the total time required. Although the time required in the cooling stage was relatively long, since the time required in the cooling sub-process as only related to the temperature of the platform at the beginning of cooling and the temperature at the end of cooling, the value of the time required in this stage did not vary greatly. The initial and target temperatures of the cooling stage in case (1) and case (3) were consistent, but due to the influence of heat dissipation, there was a 28% difference when printing the two models. From the above analysis, it can be seen that the printing stage had the greatest influence on the total printing time, and the required time of this stage was affected by the geometric parameters of the parts and the setting of printing process parameters.
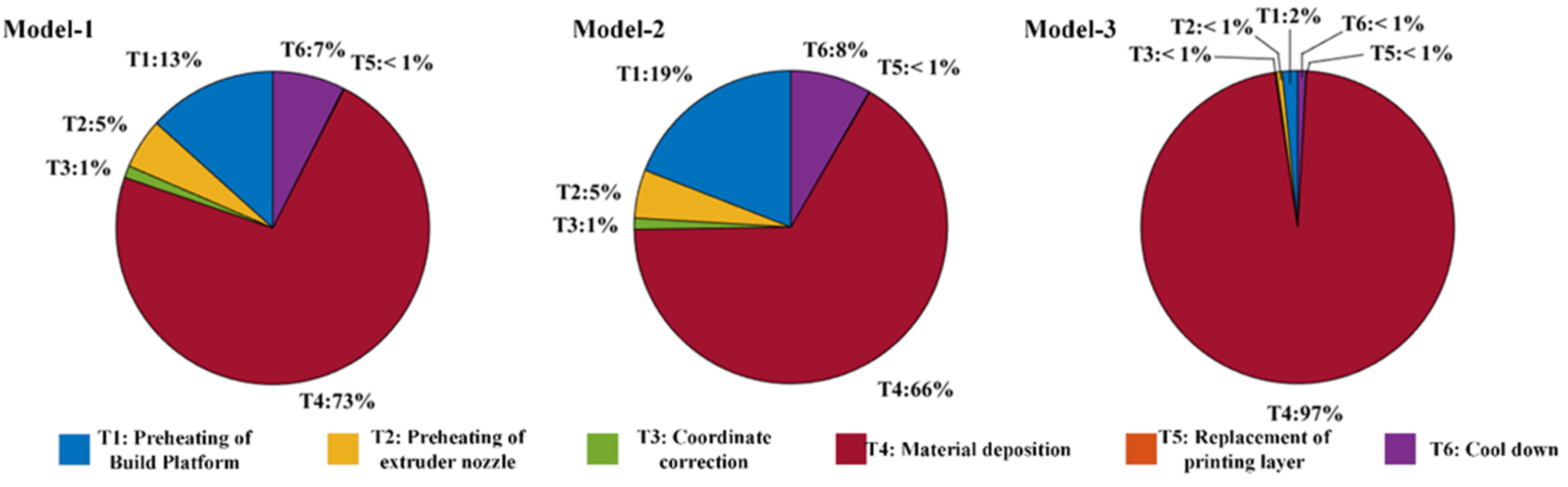
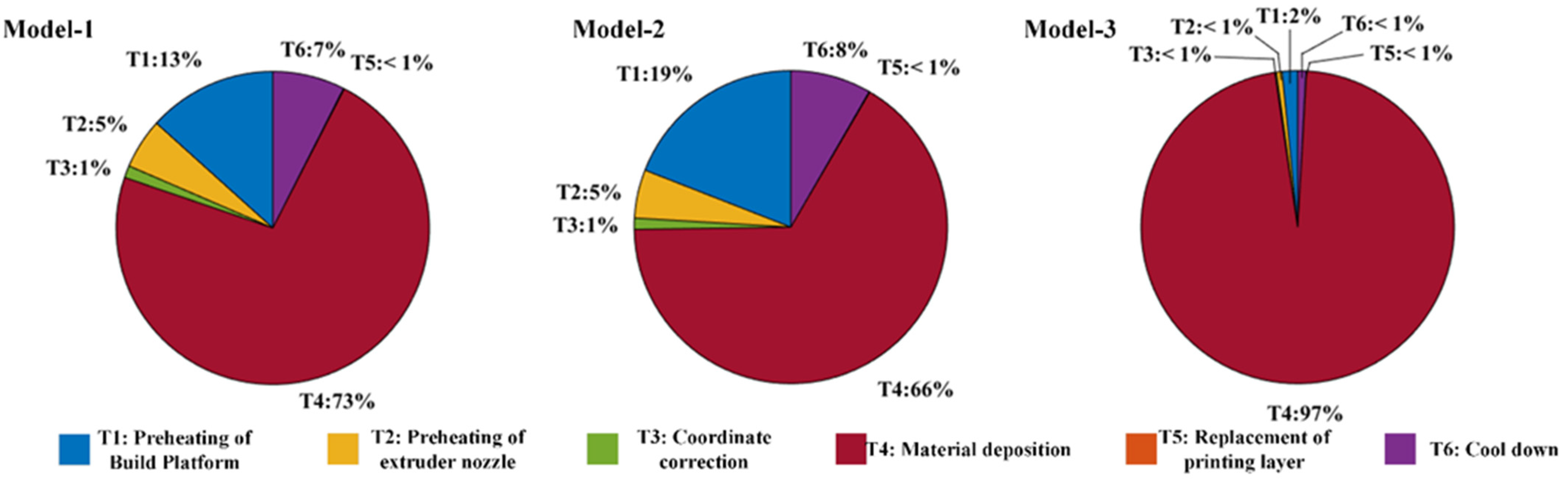
The percentage of energy consumption for each subsystem in the FDM printing process is shown in
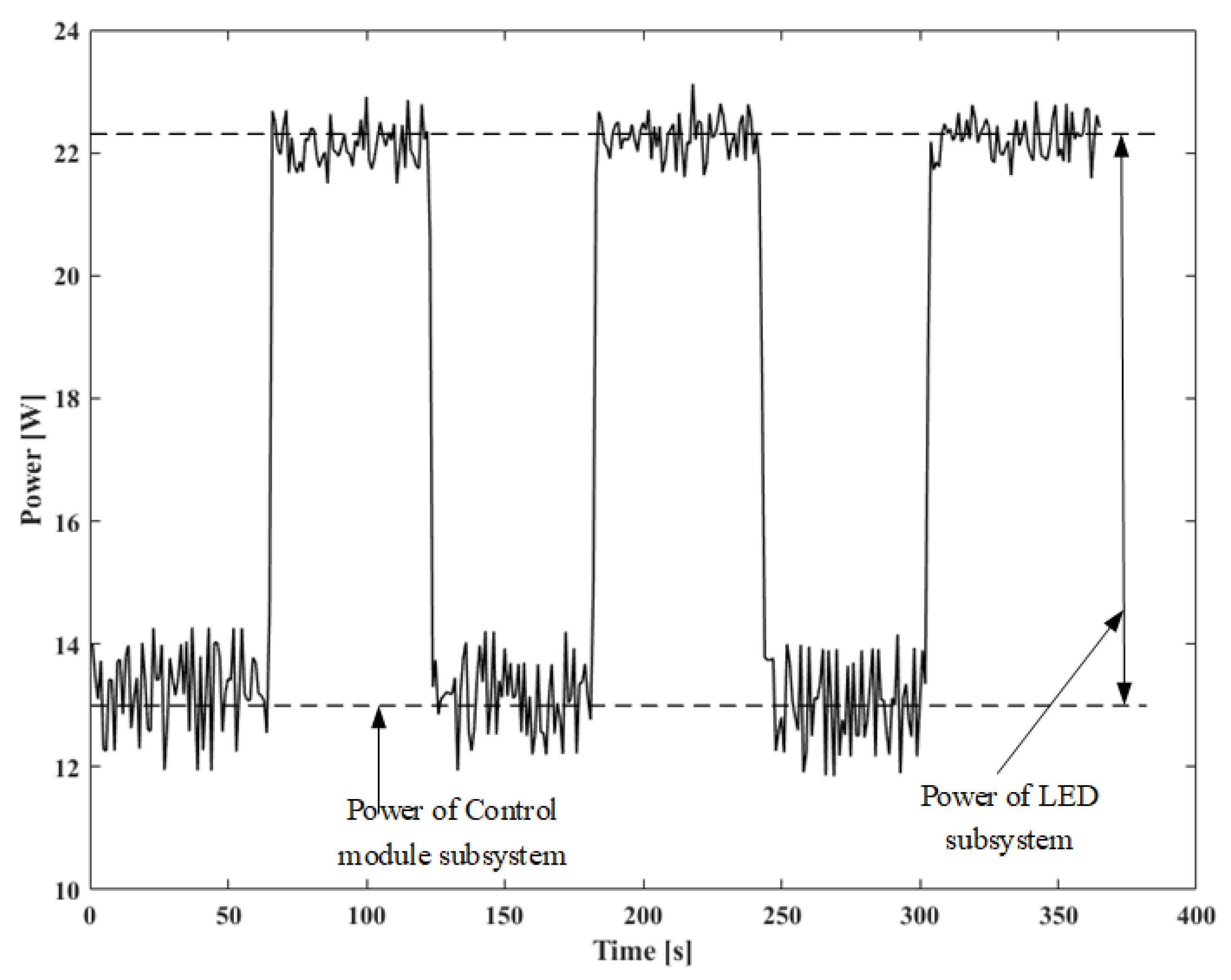
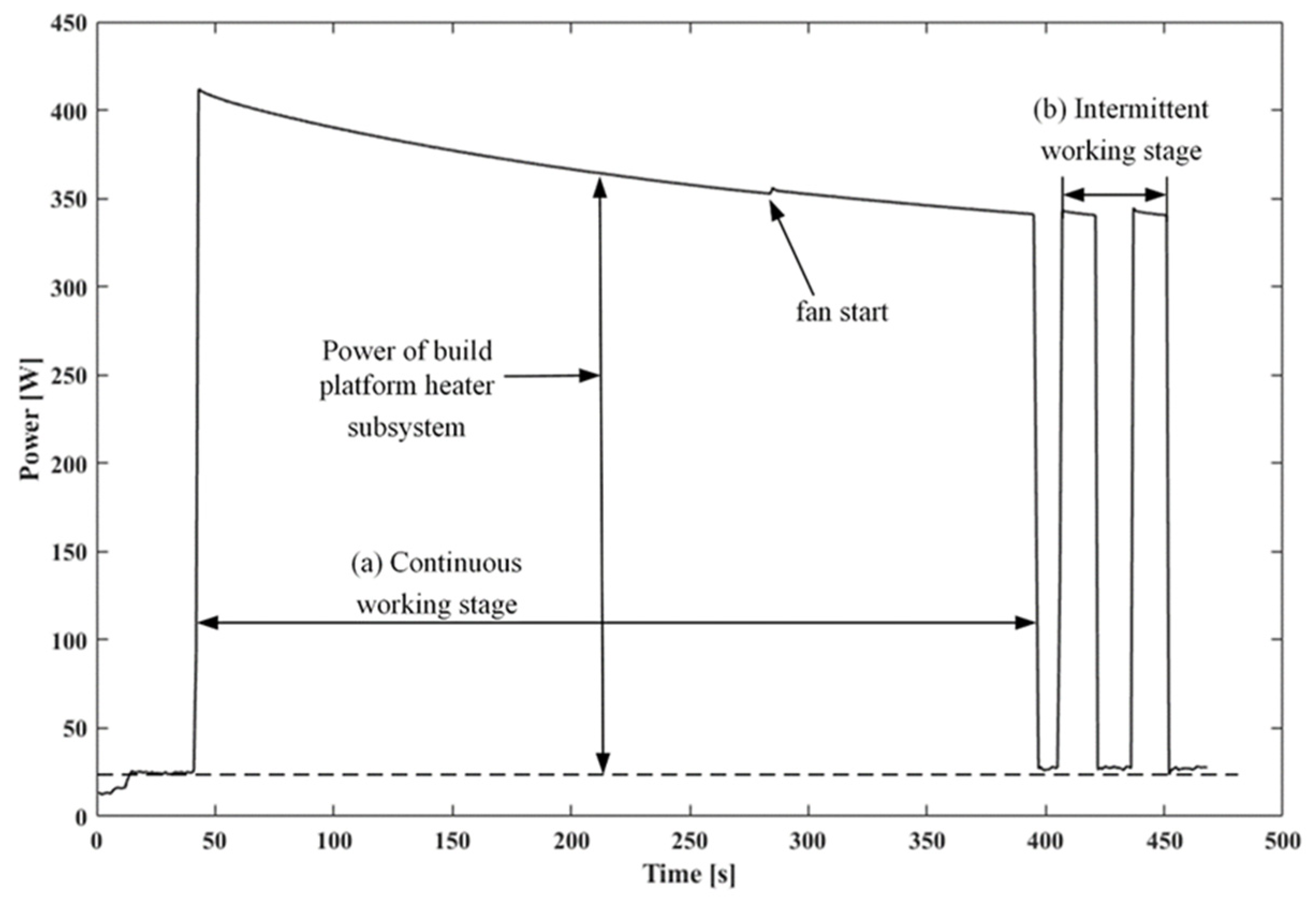
Figure 17. It can be found that, compared with the smaller time proportion of the platform heating sub-process in the printing process of model (1) and model (2), the energy consumption of this sub-process could reach 13% and 19% of the total energy consumption, respectively. In addition, the energy consumption in the cooling down process was reduced by 26% and 29% compared to the time proportion, respectively. However, the energy consumption proportion increased compared to the time consumption proportion in the printing stage. This is because, in the FDM printing process, electric energy is mainly used to heat the platform and maintain the platform’s temperature. Although the duration of the cooling stage was longer than that of the platform preheating stage, only the control subsystem and LED lighting subsystem were in a working state during the cooling stage, and the power of these two systems was only about 10% of that of the platform heater. Therefore, the energy consumption in the cooling stage accounted for less than 10% of the total energy consumption.
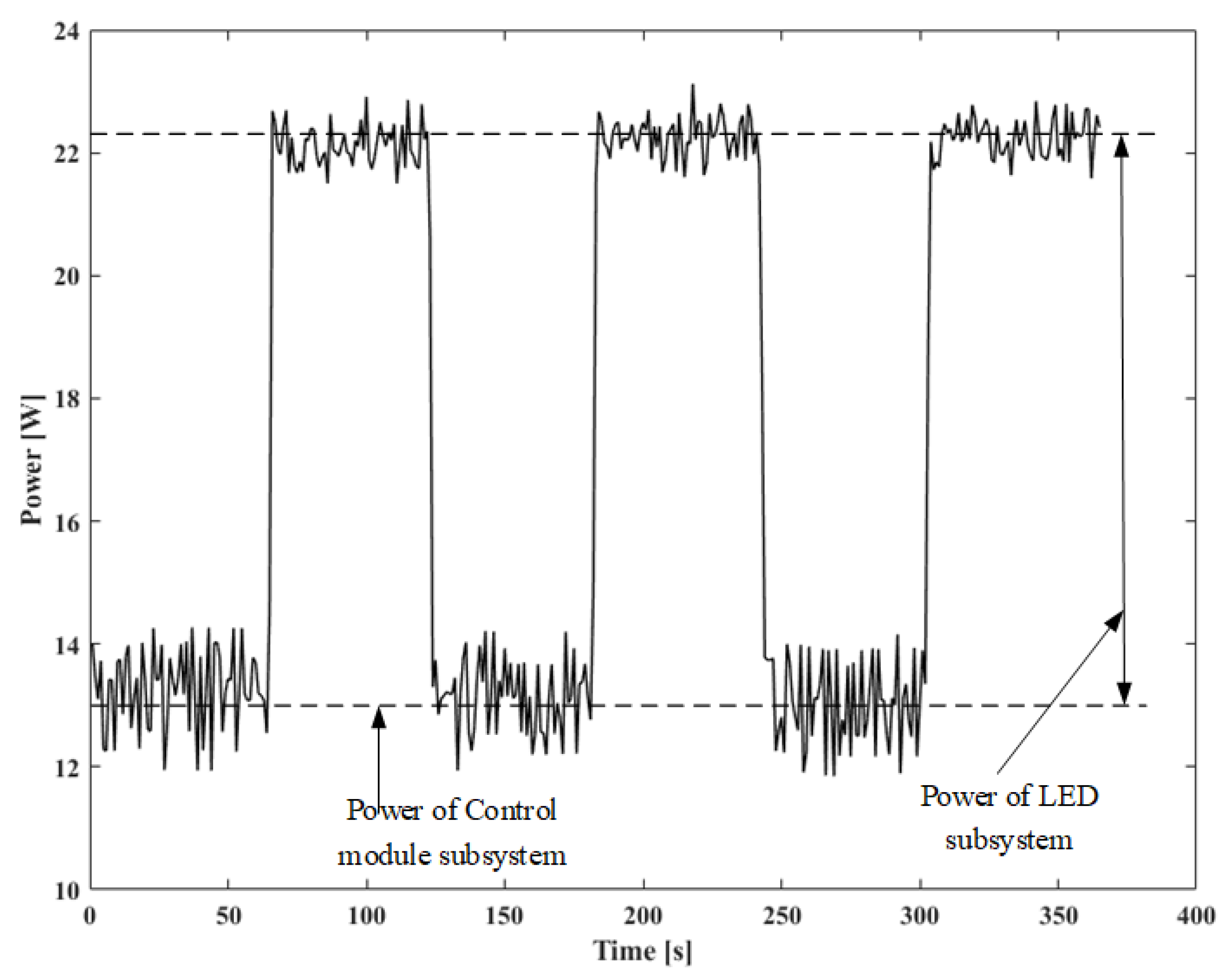
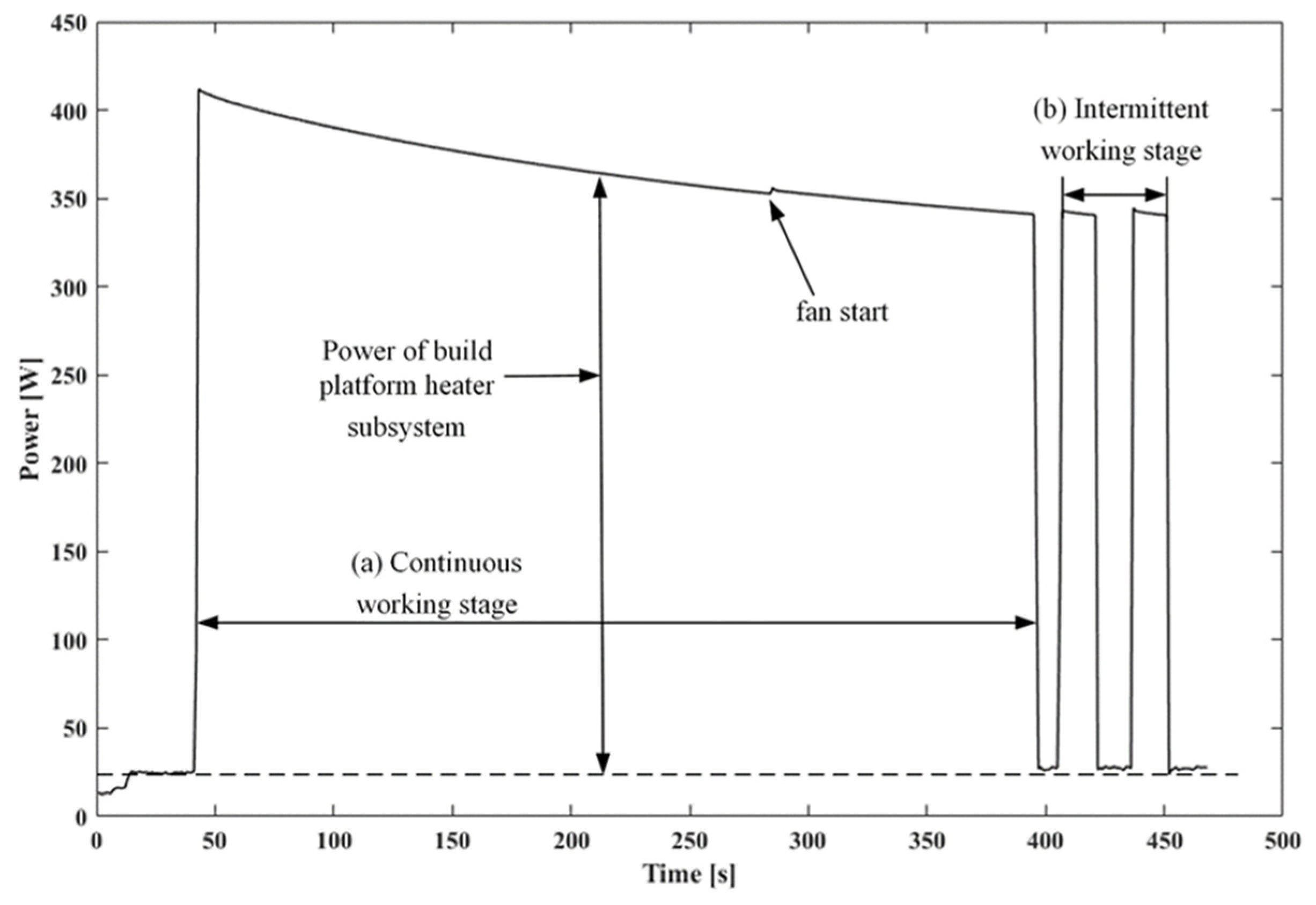
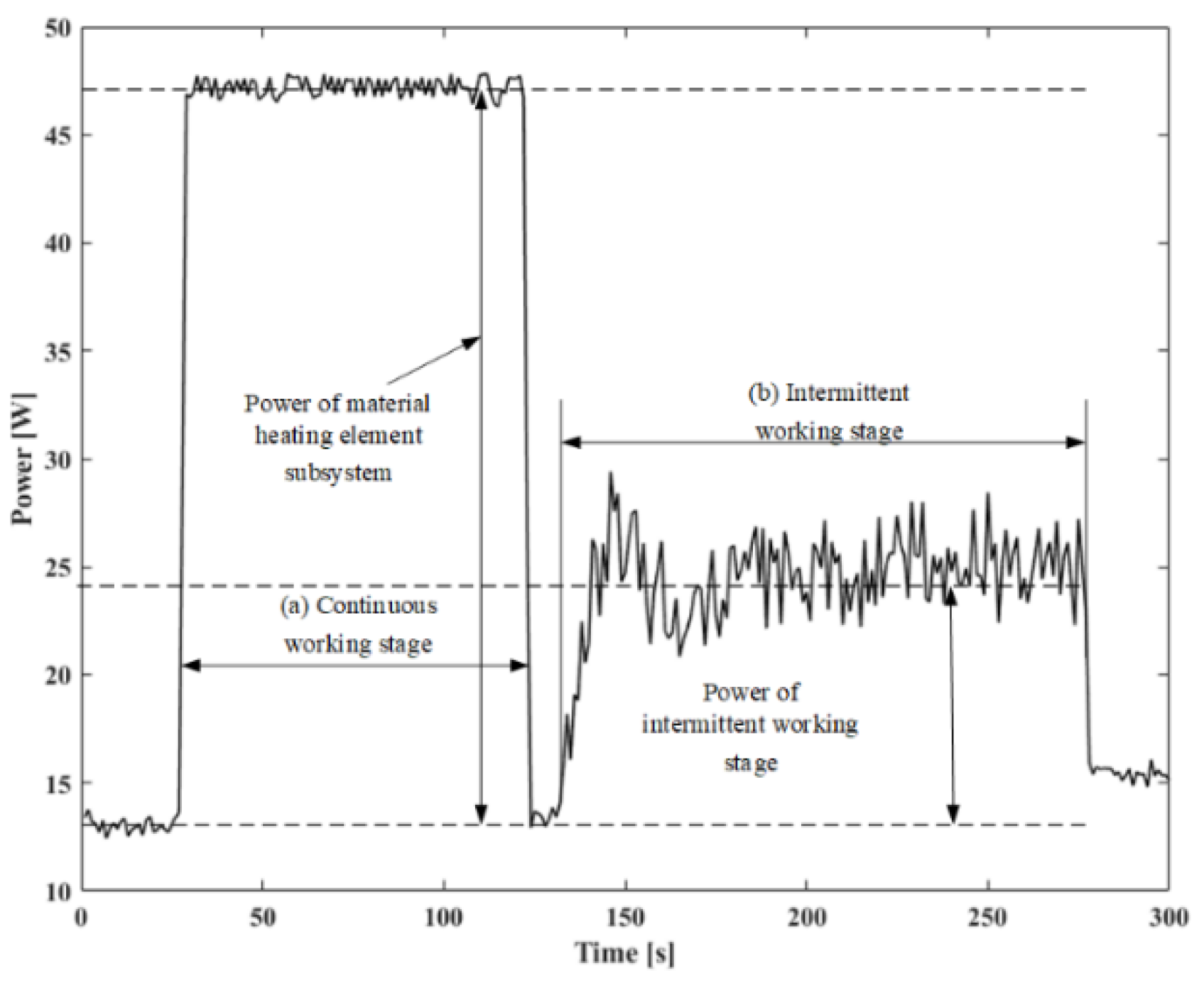
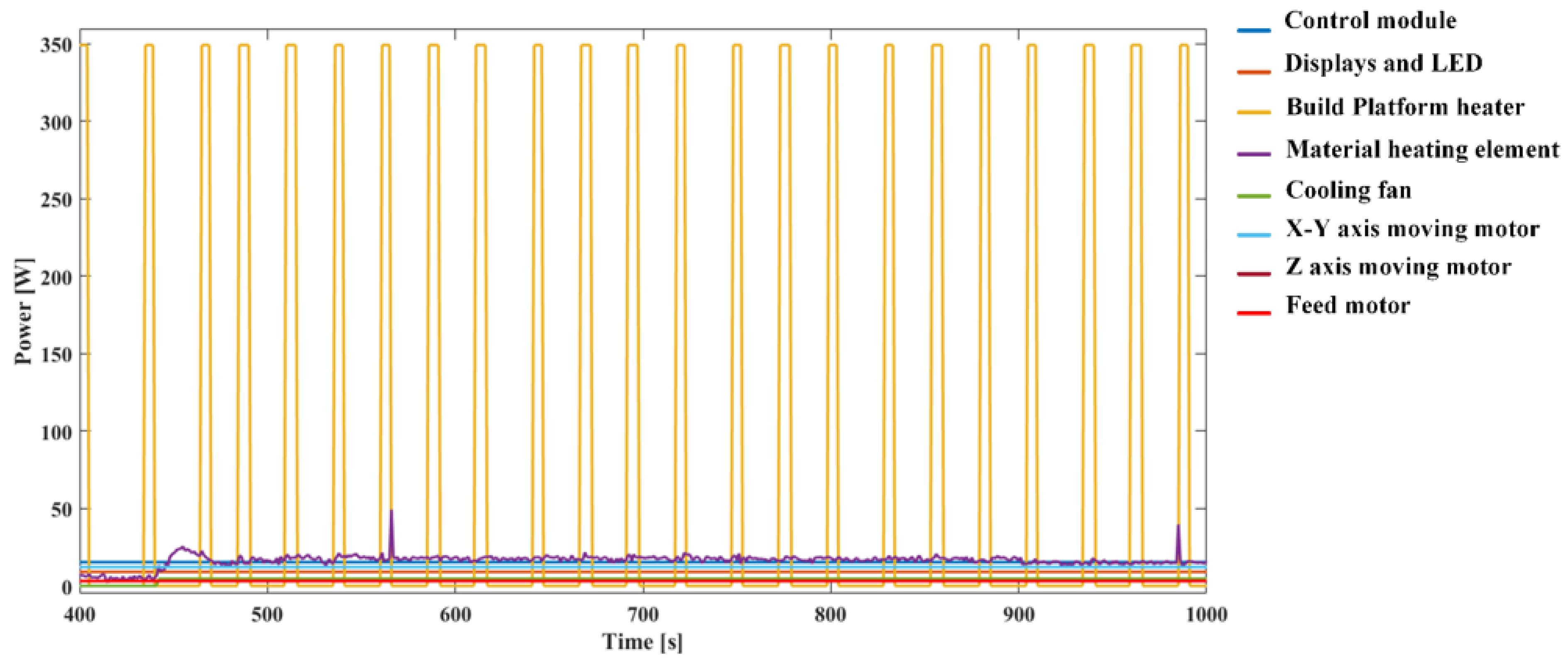
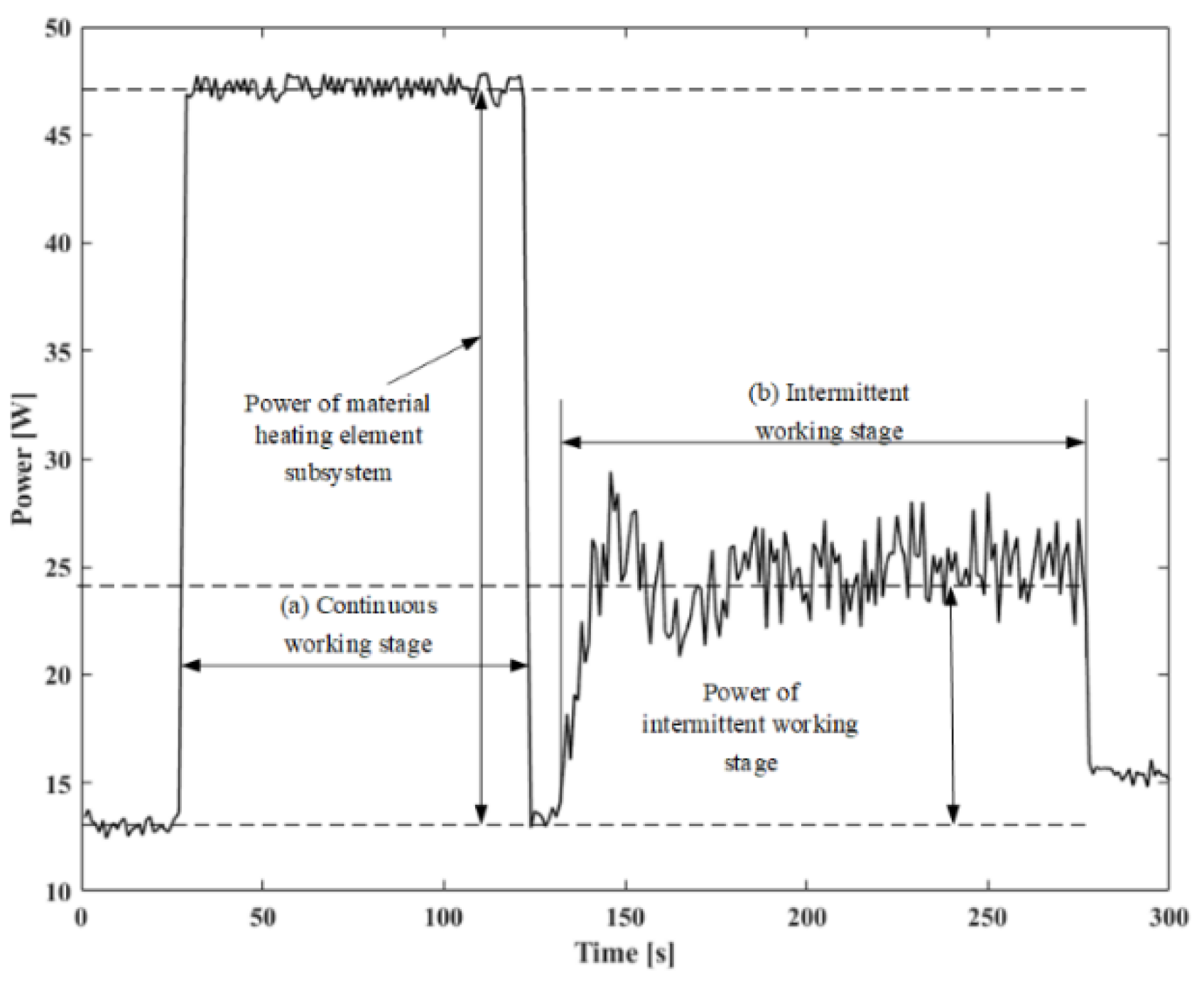
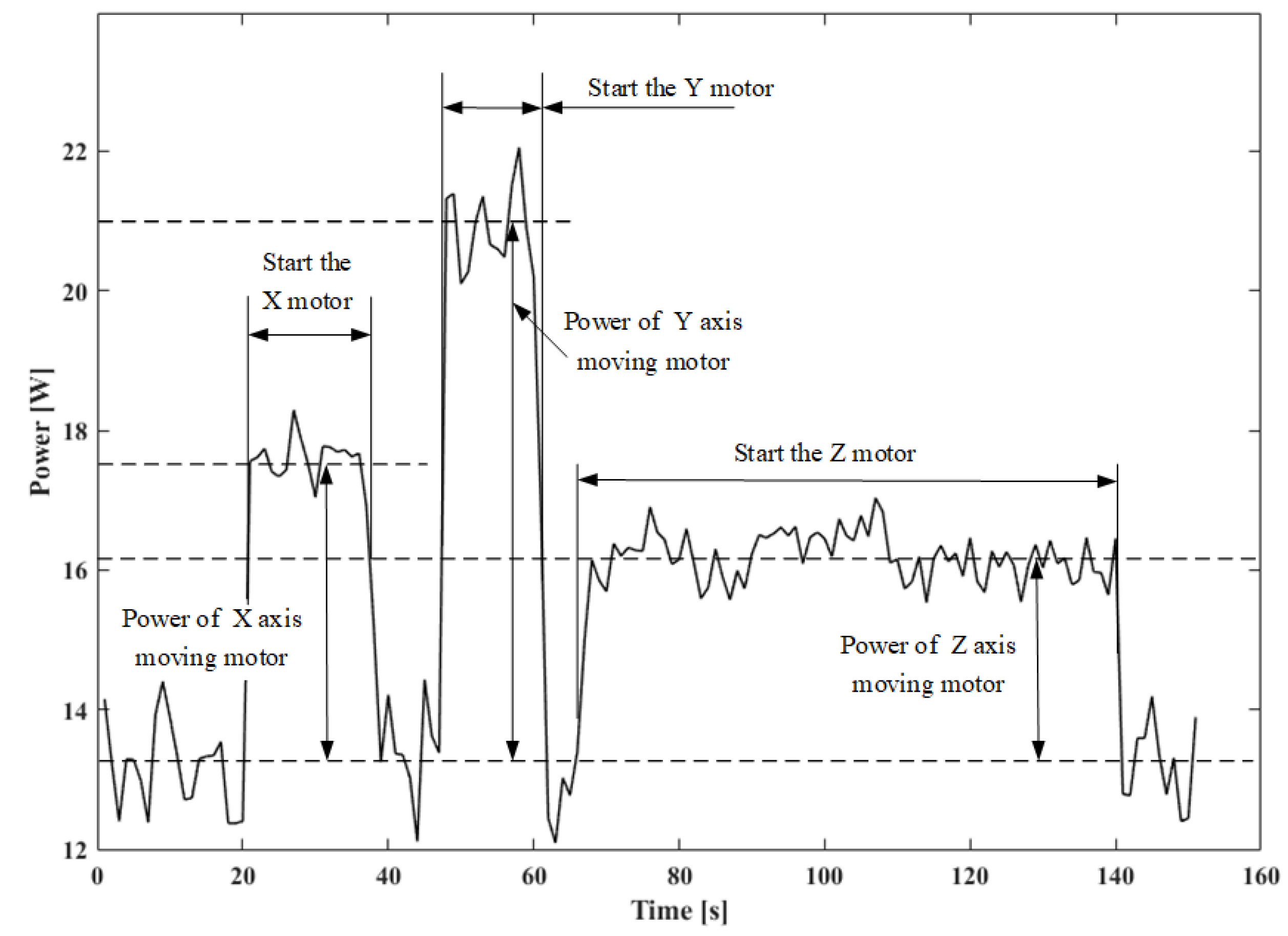
Figure 18 represents the power curve of each subsystem in the total process, and it can be found that the transient power value of all subsystems except the platform heater was less than 50 W. The actual running time of the platform heater had the greatest influence on the total printing energy consumption, which was determined by the high power of the platform heater.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}