1. Introduction
As the main equipment of (computer numerical control) CNC machining, the CNC machine tool is widely used in various fields of manufacturing. It has complex energy consumption characteristics, high energy consumption, low energy efficiency, and huge potential for energy saving and emission reduction [
1,
2]. Therefore, domestic and foreign scholars are increasingly active in the research on energy consumption modeling and energy-saving and emission reduction methods of CNC machine tools [
3,
4,
5,
6]. In the process of CNC machining, the reasonable selection of process parameters not only affects the indexes of machining cost [
7], quality [
8] and efficiency [
9], but also is closely related to the energy consumption of machine tools [
10]. How to optimize the process parameters in the machining process of CNC machine tools is an urgent basic scientific problem to be solved under the background of green manufacturing [
11].
Traditional research on process parameters optimization mainly aims at optimizing the quality, cost and efficiency of the process. For example, Zhou et al. [
12] took the minimum surface roughness value as an optimization objective, Addona et al. [
13] took the comprehensive optimization of processing cost, quality and time as an optimization objective, and Pan et al. [
14] took the reliability of milling accuracy as an optimization objective. In recent years, with the increasing severity of energy consumption and environmental problems in manufacturing industry, research considering the objectives of green and low carbon optimization has gradually appeared [
15,
16]. The existing optimization methods of CNC machining process parameters can be roughly divided into three categories: optimization based on experiment, optimization based on optimization algorithm and optimization based on expert knowledge system [
17].
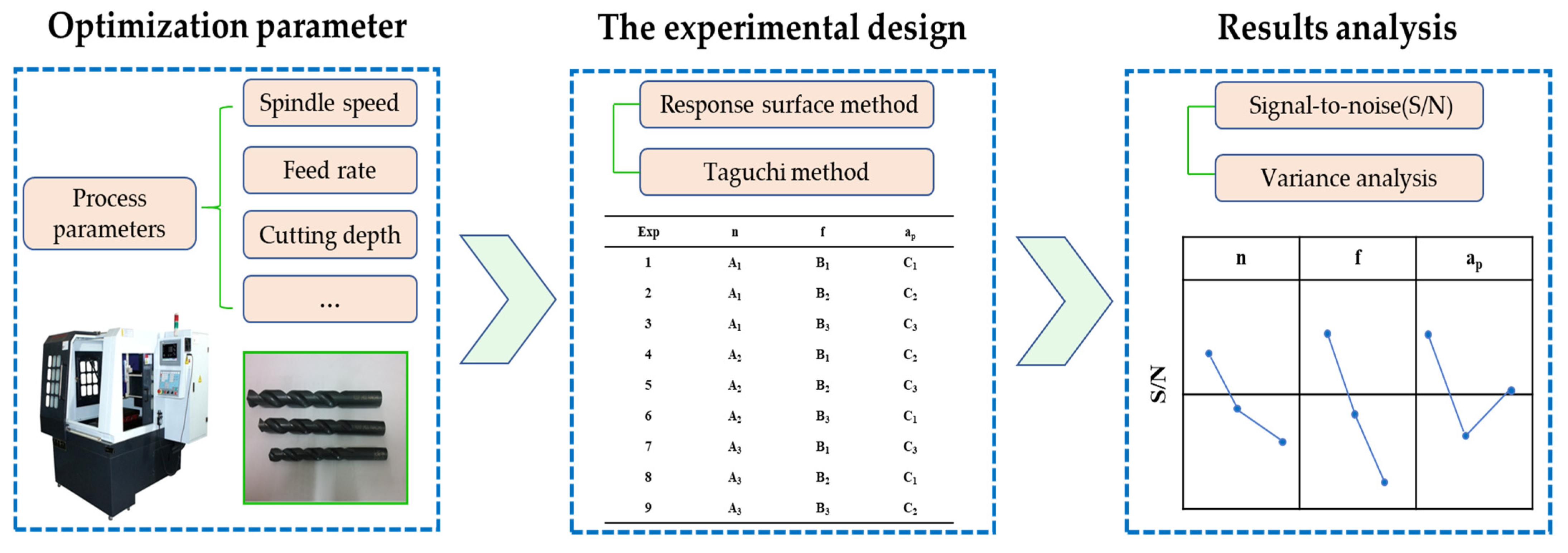
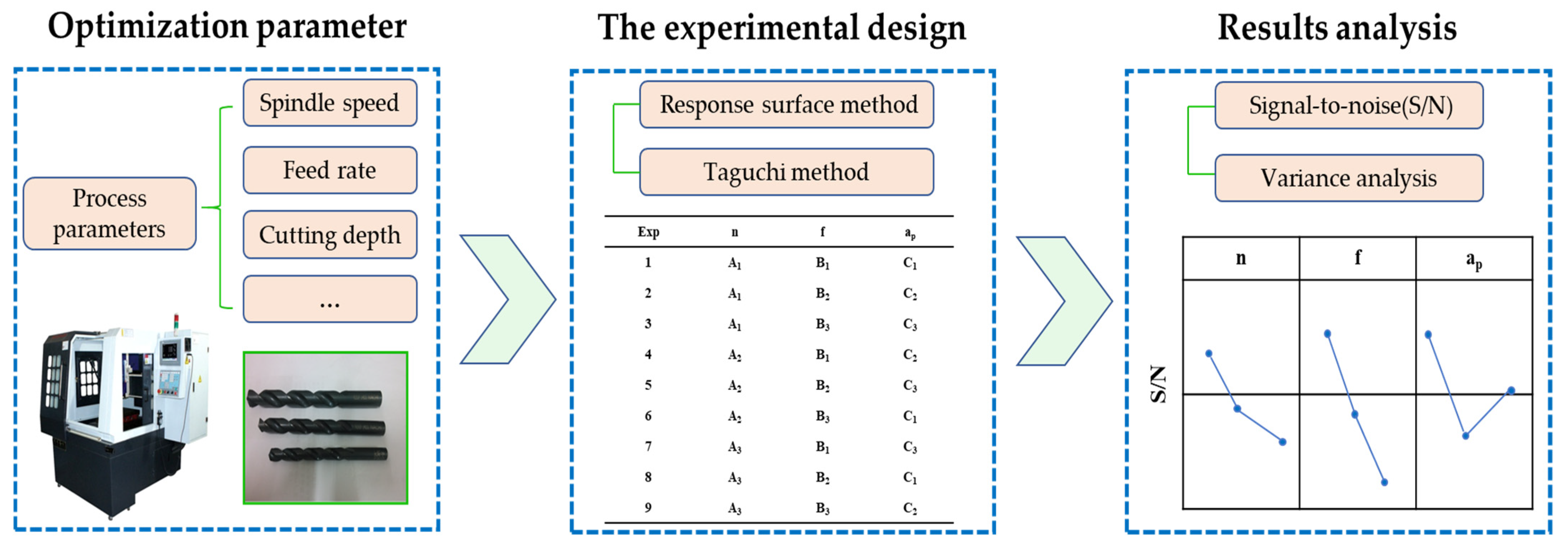
(1) Optimization method based on experiment. Many scholars use the Taguchi method [
18] and response surface method [
19] to analyze the impact of cutting parameters on energy consumption, efficiency and quality, as shown in
Figure 1. For example, Yang et al. [
20] studied the influence of CNC milling process parameters on the processing quality under dry cutting by means of experimental design. The Taguchi method was used to design experiments and fit the correlation model between process parameters and quality. The research pointed out that the feed rate has the greatest influence on the processing quality. Sukumar et al. [
21] took roughness in CNC milling process as an optimization objective and solved different optimal combination of processing parameters by the Taguchi method and artificial neural network method; the optimization results showed that the optimization strength of the two optimization methods was almost the same. Li et al. [
22] put forward an energy efficiency optimization method for CNC milling process parameters based on the Taguchi method and response surface method to study the complex mechanism of coupling energy efficiency and process parameters of machine tools. Liu et al. [
23] optimized the high-speed milling process parameters by means of the orthogonal test. The research pointed out that the speed of the spindle should be properly increased, and the roughness of the workpiece surface can be reduced by reducing the feed speed and the feed per tooth. The above experimental-based optimization method is simple and feasible, avoiding the complicated mathematical modeling of energy consumption, and the influence rule of each parameter on the objective function can be analyzed by fewer tests.
(2) Optimization method based on optimization algorithm. For example, Wang et al. [
24] took energy consumption, cost and quality of processing as optimization objectives and solved the optimal combination of cutting parameters by the NSGA-II algorithm. The research shows that optimization of cutting parameters is beneficial to energy saving in the process of machining but increases costs. Yan et al. [
25] used cutting energy consumption, machining efficiency and surface quality as optimization models of milling process parameters and carried out optimization by gray correlation analysis and the surface response method. Li et al. [
26,
27] carried out energy efficiency optimization for multi-step CNC planar milling process parameters, established target functions, such as energy efficiency and processing cost, and solved the multi-objective optimization model by applying the multi-objective particle swarm algorithm based on adaptive grid and continuous taboo algorithm, and obtained the optimal configuration of cutting parameters and work steps. Most of the above research on the energy optimization model of the CNC machine tool consider the steady state process energy consumption but ignore the phenomenon of frequent transient process energy consumption and high-power peak in the machining process and lack the consideration of transient process energy consumption. Therefore, to accurately reflect the actual energy consumption and running time of CNC machine tools and guide energy saving of CNC machine tools, a transient-steady state energy consumption function model is established.
(3) Optimization method based on expert knowledge system. For example, the expert knowledge system designed by Arezoo is used to determine the cutting tool and cutting parameters (feed rate, cutting speed, cutting depth, etc.) in the cutting process to establish the expert knowledge base, and to establish the reasoning mechanism based on the expert experience so that the system finally outputs the optimal parameters by gradually adjusting the parameters [
28]. Zhou et al. [
29] developed a turning expert system with a self-learning function. The system uses the concentrated mathematical model derived from cutting experiments to store the cutting data and uses the self-learning function to modify the cutting mathematical model. It can recommend reasonable and optimized cutting parameters, such as tool, cutting speed and tool life, and predict the machining quality and metal removal rate. The optimization method based on an expert knowledge system depends on the knowledge level and experience of experts, and the optimization results are practical.
In the manufacturing industry, in addition to optimizing process parameters, there are many other methods to achieve energy saving and emission reduction. Liu et al. [
30] focused on the classical job shop environment and proposed that energy saving can be achieved by turning off the machines when they lay idle for a comparatively long period. Ma et al. [
31] studied how to reduce the energy consumption of holes machining through optimizing the tool path and cutting parameters simultaneously; the integrated optimization methodology can further reduce the energy consumption, compared with optimizing the tool path or cutting parameters separately. Petrovic et al. [
32] carried out a series of research on the optimization of machining process route and achieved rich research results.
In view of this, this paper comprehensively considers the traditional optimization objectives and low-carbon optimization objectives to study the machining of shaft parts. Firstly, the energy consumption composition characteristics of the CNC lathe machining process are analyzed, the transient process energy consumption is introduced into the energy consumption model of a CNC lathe, and the transient-steady state energy consumption model of a CNC lathe is constructed, which further improves the accuracy of the model. Secondly, a multi-objective optimization model is established, which takes the spindle speed, feed rate and cutting depth as the optimization variables, and the high quality and low energy consumption machining of the CNC machine tool as the optimization objective. Then, considering the actual constraints, the model is optimized by a non-dominated sorting genetic algorithm with an elite strategy. Finally, the effectiveness and practicability of the optimization method are verified by a case study.
2. Energy Consumption Characteristics Analysis and Energy Consumption Modeling
The energy consumption characteristics of a CNC lathe are more complex than that of common machine tools. In this section, firstly, the energy consumption characteristics of CNC turning are analyzed in detail through actual machining cases. Secondly, the energy consumption of transient process is introduced into the energy consumption model of a CNC lathe, and a comprehensive energy consumption model of transient steady state, which is more consistent with the actual situation and has higher accuracy of the energy consumption prediction, is established.
2.1. Analysis of Energy Consumption Characteristics in CNC Turning Process
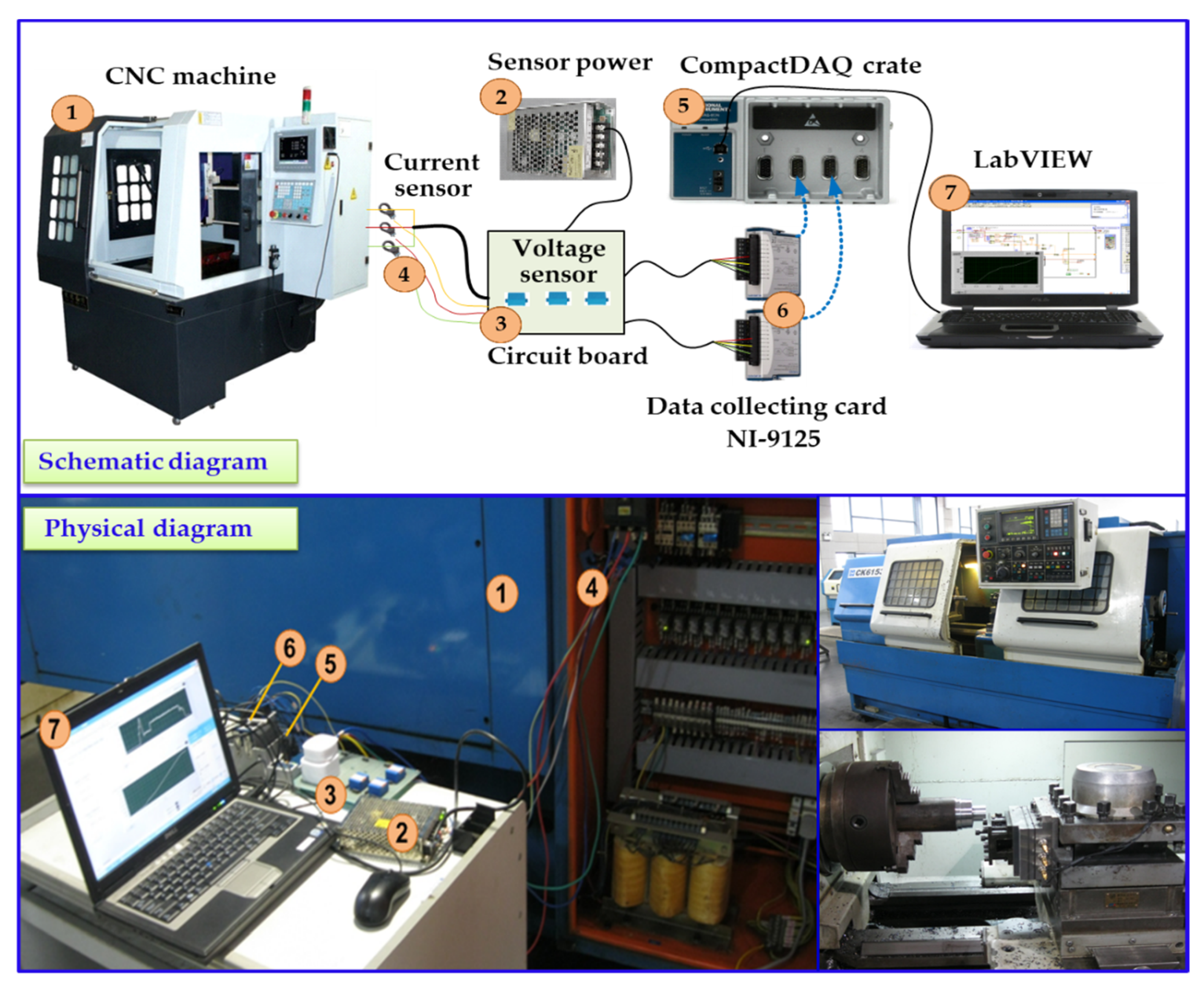
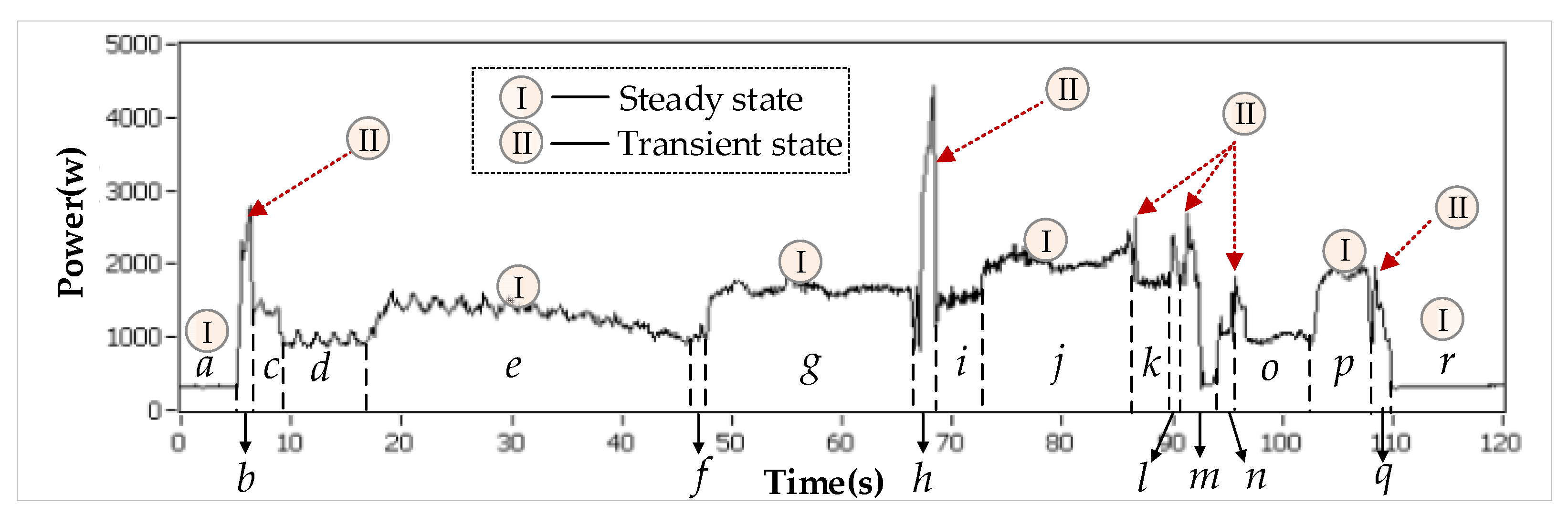
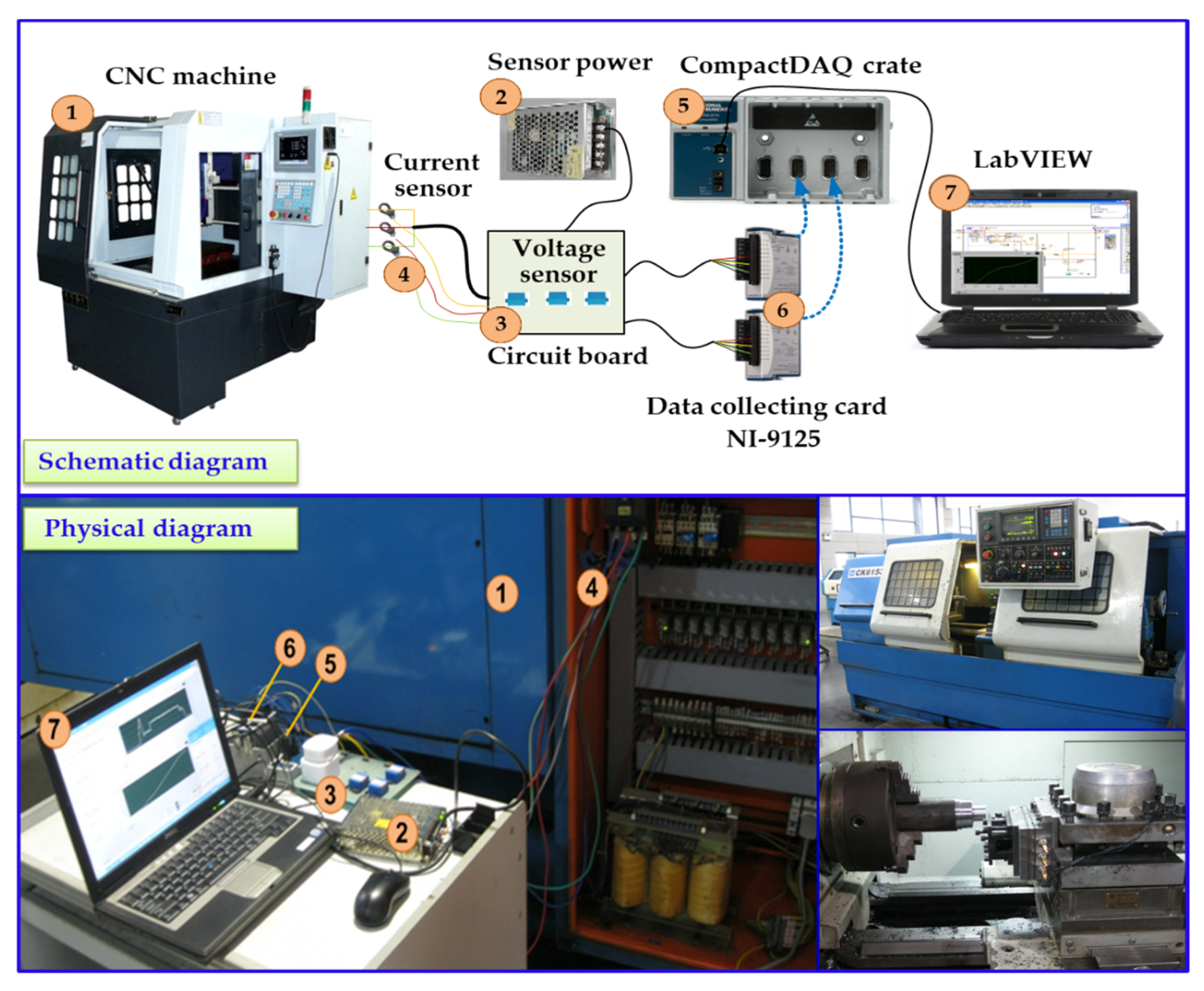
Taking the machining of shaft parts by the ck6153i CNC lathe as an example [
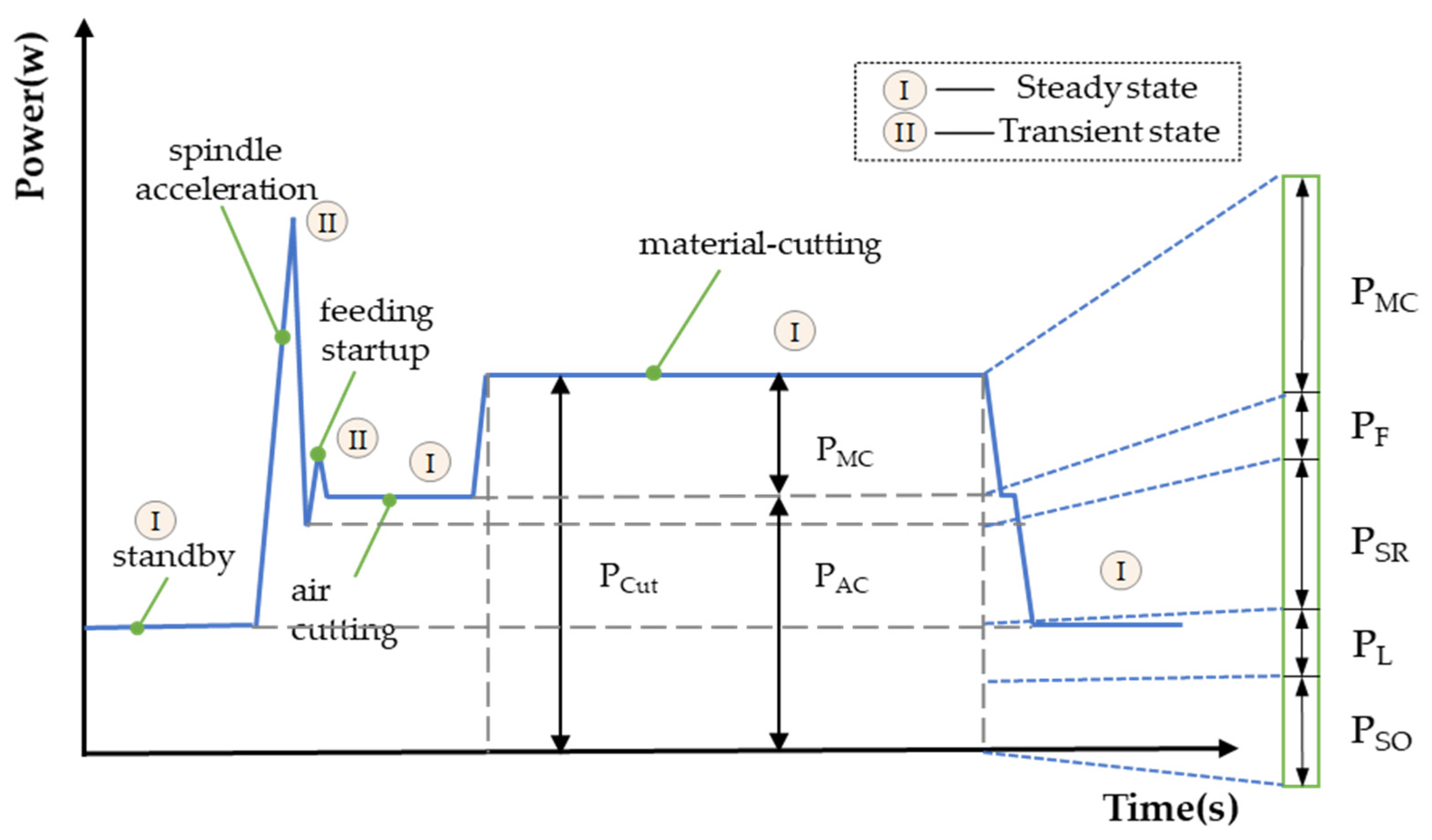
33], the basic principle and energy consumption characteristics of CNC machining are analyzed. The machining process of this part mainly includes (a) standby; (b) spindle speedup to 500 r/min; (c) rapid positioning; (d) feeding; (e) end-face turning; (f) rapid positioning and feeding; (g) rough turning; (h) rapid positioning and spindle speedup to 1000 r/min; (i) feeding; (j) finish turning; (k) rapid positioning and feeding; (l) chamfer turning; (m) rapid positioning and spindle speed to 500 r/min; (n) tool changing; (o) rapid positioning and feeding; (p) grooving; (q) rapid positioning to origin; and (r) standby, machining finished. The power curve is shown in
Figure 2.
According to
Figure 2, the power of the basic module to maintain the standby operation of the machine tool is stable until the spindle of the machine tool accelerates, mainly including the operation of CNC systems, fans and other devices of the CNC machine tool to maintain the basic movement of the machine tool. The spindle starts and accelerates to the corresponding processing parameters. The duration of this process is short, but the peak value is large as shown in the power diagram. This process is called spindle acceleration. After the acceleration of the spindle, the processing activities are carried out at a constant speed. This power is the spindle rotating power, which is a stable value. The tool then moves quickly into the given position to the safe cutting position for a short duration. When positioned in a safe position, the tool approaches the workpiece at a constant feed speed in preparation for cutting. During the process of end-face turning, the power curve of the process changes smoothly without an instantaneous peak value due to the gradual change of the cutting depth and cutting speed. After the end-face turning, the tool rapid feed is positioned to the origin. This process also lasts a short time, but there is an obvious power peak.
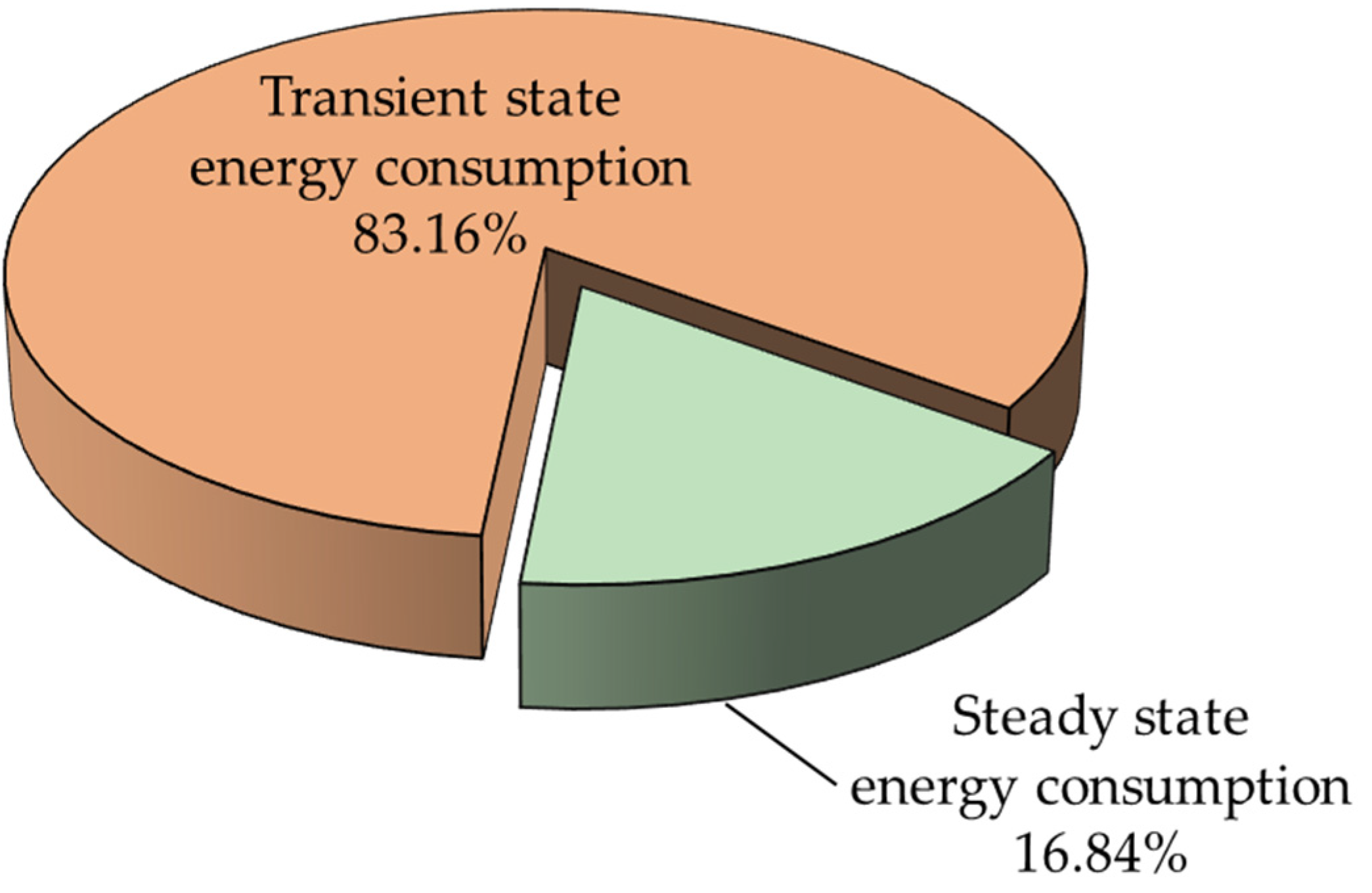
According to the above-mentioned shaft parts machining process, the energy consumption of the CNC machine tool machining processes can be decomposed into two parts: (A) energy consumption of the steady state, such as standby operating, spindle rotating, feeding, material cutting, etc.; (B) energy consumption of transient state, such as spindle speedup, rapid positioning, etc. The transient state is the transition process between the two steady states, which may lead to peak power. Transient states frequently occur during a machining process and their energy consumptions should not be ignored.
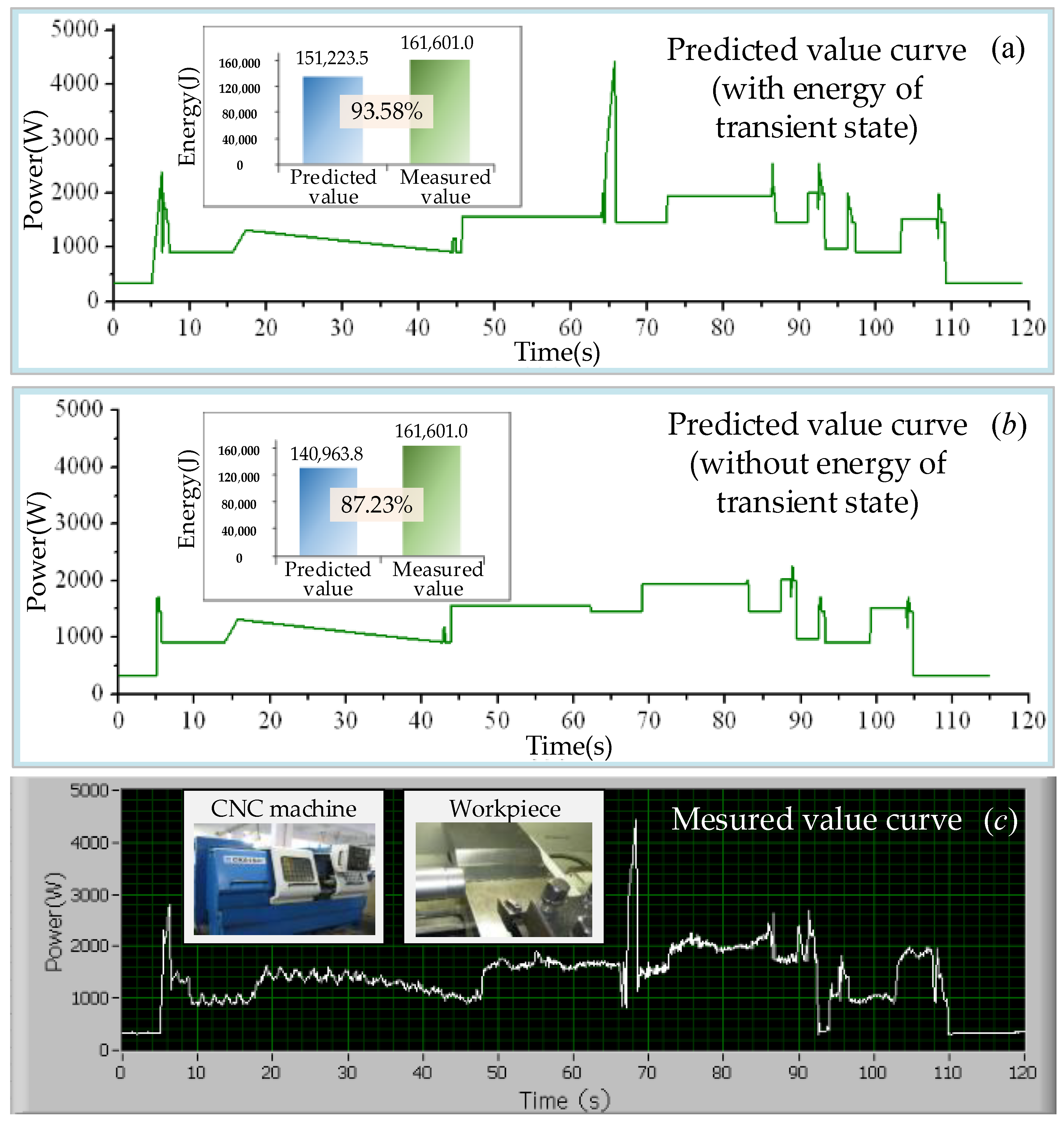
Among the existing research on energy consumption of CNC machine tools, the modeling and optimization of energy consumption in the steady state process during CNC machine tool machining are more in depth, but the research on the transient process is relatively little, and the change in power consumption caused by this process is not paid attention to. For example, the power consumption of transient process is not considered in the method given by He’s research, which results in the calculated value being 9.3% smaller than the measured value [
34]. Therefore, it is very important to consider the energy consumption of the transient process in the study of energy consumption optimization of CNC machine tools. As can be seen in Ref. [
35], when forecasting the demand for energy consumption of the whole machining process, the predicted value, taking into account the energy consumption of the transient process, is 6.35% higher than the previously predicted value.
2.2. Energy Consumption Modeling of CNC Turning
Based on the analysis of the energy consumption composition characteristics of CNC lathe machining process in the previous section, the CNC lathe machining process is divided into the steady state process and transient state process, and then the CNC lathe machining process energy consumption is divided into steady state process energy consumption and transient state process energy consumption.
2.2.1. Steady State Process Energy Consumption Model
The CNC lathe machining process involves standby, no-load and a cutting state. When the lathe is in the cutting state, the total power at this time is called the cutting power (
). The total cutting power is composed of the power of material cutting (
) and power of air cutting (
), as shown in
Figure 3. The air cutting power refers to the power of the CNC lathe when it moves according to the specified cutter path (without touching the workpiece). The material cutting power refers to the power increased by cutting the workpiece material basis on the air cutter power (the difference between the total cutting power and the air cutting power) [
36]. Therefore, the total cutting power can be expressed as:
where
is the cutting power,
;
is the air cutting power,
; and
is the material cutting power,
.
The power of the air cutting is further decomposed into standby operating power, machine tool lighting power, spindle rotating power and feeding power. Therefore, the power of the air cutting can be further expressed as:
where
is the standby operating power,
;
is the machine tool lighting power,
;
is the spindle rotating power,
; and
is the feeding power,
.
According to Equations (1) and (2), the cutting power can be further expressed as:
Next, the functional models of the standby operating power (), machine tool lighting power (), spindle rotating power (), feeding power () and material cutting power () are introduced, one by one.
(1). Standby operating power
The standby power refers to the power required by the basic modules (including control panel, fan, etc.) to ensure the operation of the machine tool. For a given machine tool, this power is regarded as a fixed value. The standby power can be obtained by pre-measurement combined with the following formula [
37]:
where
is the standby operating power,
;
is the standby operation power value measured for the
i-th time,
; and
is the number of times to measure the standby operating power.
(2). Machine tool lighting power
The lighting power of the machine tool is the power required to maintain the lighting demand of the machine tool. When the model of the machine tool is determined, the lighting power of the machine tool is equal to the rated power of the lighting device of the machine tool, and the function expression is [
37]:
where
is the lighting power of the machine tool,
; and
is the rated power of the lighting device of the machine tool,
.
(3). Spindle rotating power
The spindle rotating power is the power required to ensure spindle rotation. Based on our previous research results, the spindle rotating power can be written as a linear piecewise function of speed [
35]:
where
is the spindle rotation power,
;
is the spindle speed,
; and
,
,
,
,
and
are the coefficients of the function, which are obtained through experimental measurement and statistical analysis.
(4). Feeding power
The feed power refers to the power consumed by the feed device when feeding. The feed power is related to the performance parameters and operating parameters of the CNC machine tool itself. During feed execution, the power includes two parts: loss power of the feed motor itself and output power of the feed motor shaft. According to our previous research results, the feed power is expressed as a quadratic function of the feed speed [
38]:
where
,
and
are the feed power of the X, Y and Z axes of the CNC lathe,
;
,
and
are constant terms; and
,
,
,
,
and
are coefficients, which are obtained according to experimental measurement and statistical analysis.
(5). Material cutting power
The material cutting power is one of the most complex parts of the total cutting power of the CNC lathe. According to our previous research results, the function can be expressed as [
35]:
where
is the material cutting power,
;
is the coefficient of the material cutting power;
is the cutting speed,
;
is the feed rate,
;
is the cutting depth,
; and
,
and
are the indexes of cutting speed, feed rate and cutting depth, respectively.
According to the above power function models (1) to (8), the steady state process energy consumption function model in the CNC turning process can be calculated:
where
is the energy consumption in the steady state process of CNC turning,
;
is the standby energy consumption of the machine tool,
;
is the lighting energy consumption of the machine tool,
;
is the rotation energy consumption of the machine tool spindle,
;
is the feed energy consumption of the machine tool,
; and
is the material cutting energy consumption,
.
2.2.2. Transient State Process Energy Consumption Model
For the modeling of the transient process energy consumption, the energy demand generated by spindle acceleration and rapid positioning accounts for the majority of the energy demand generated by the transient process. Therefore, in this paper, the key transient process energy consumption is selected as the research object to establish the transient process energy consumption model.
(1). Spindle acceleration
Spindle acceleration refers to the transfer process of spindle acceleration from low speed to high speed under the condition of no cutting load. The energy demand of the process includes three parts: (1) the energy demand of the spindle system from the beginning of spindle acceleration to the peak power; (2) the energy demand of spindle system during the transition from power peak to power stability; and (3) the basic energy demand during spindle acceleration. According to our previous research, the energy demand for spindle acceleration can be expressed as [
39]:
where
is the energy consumption during spindle acceleration,
;
is the spindle rotation power,
;
is the acceleration angle of the spindle,
;
is the acceleration torque equivalent to the spindle of the spindle system,
;
is the time from the start of spindle acceleration to the power peak stage,
;
is the time of transition from the power peak to the stable power period, which is the time of this stage,
;
is the spindle acceleration process time,
;
is the initial speed of spindle acceleration,
; and
is the target speed,
.
(2). Rapid positioning
Rapid positioning refers to the transfer process of the feed system from low feed speed to maximum feed speed. For a given feed system, the maximum feed speed of each axis is determined. The energy demand of the process includes two parts: (1) the energy demand of the feed system in the process of rapid positioning, and (2) the basic energy demand in the rapid positioning process. According to our previous research, the energy demand of the rapid positioning process can be expressed as [
39]:
where
is the energy consumption in the rapid positioning process,
, and
is the rapid positioning process time,
.
According to the above function models (10) to (11), the energy consumption function model of transient process in CNC turning can be obtained:
where
is the energy consumption in the transient process of CNC turning,
.
Therefore, based on the above discussion, the transient-steady state energy consumption function model of the CNC turning process is further obtained according to functional models (9) and (12):
3. Multi-Objective Optimization Model
3.1. Selection of Optimization Variables
There are many variable factors involved in the process of CNC lathe machining. In theory, when the manufacturing conditions are determined, the three main factors affecting the optimization goal are spindle speed, feed rate and cutting depth. The reasonable selection of cutting three elements has a great influence on the energy consumption and quality of machining and is the main optimization variable. Therefore, the optimization variables in this paper are spindle speed, feed rate and cutting depth.
3.2. Selection of Optimization Objectives
3.2.1. Optimization Objectives of Low Energy Consumption
This paper takes energy saving in the machining process of CNC lathe as one of the optimization objectives (low energy consumption). Compared with the previous energy consumption models, the energy consumption model in this paper not only takes into account the steady state energy consumption in the CNC machine tool machining process, but also takes into account the transient energy consumption, which is more consistent with the actual situation and has a higher accuracy in energy consumption prediction. According to the above analysis, the transient-steady state energy consumption function model of the CNC machine tool can be expressed as:
where
,
and
are transient-steady state energy consumption, steady state process energy consumption and transient state process energy consumption of the CNC lathe,
.
3.2.2. Optimization Objectives of High Quality
The machining quality of parts is directly related to the working performance and service life of mechanical products. High quality machining is another optimization objective of this paper. The quality of a part is usually expressed by its surface roughness. Surface roughness refers to the dimensional characteristics of microscopic geometry with small spacing and small valleys on the machined surface. These small geometric errors are called surface roughness. Commonly used mathematical models for surface roughness of workpiece are exponential and linear functions as follows [
40]:
where
,
,
,
,
,
,
,
,
,
, and
are coefficients;
is the cutting speed, mm/s;
is the feed rate, mm/r; and
is the cutting depth, mm.
Under the experimental data, the precision of the primary function form model is higher, so this paper uses the primary function form surface roughness model of the workpiece.
3.3. Constraint Condition
The selection of the processing parameters needs to consider the performance requirements of the processing system and the technical requirements of the workpiece, such as the performance range of CNC, the durability of the tool, etc., which should only be used within the limited conditions. Therefore, the constraints for the optimization of cutting parameters should be established according to the actual conditions so that the optimization results obtained by the algorithm can meet the actual production requirement.
(1) Spindle speed constraint: , where , and are the spindle speed of the CNC lathe, the minimum speed allowed by the CNC lathe and the maximum speed allowed by the CNC lathe, respectively.
(2) Feed speed constraint: , where , and are the feed speed, the minimum feed speed allowed by the lathe and the maximum feed speed allowed by the lathe, respectively.
(3) Cutting depth constraint: , where and are the cutting depth and the maximum allowable cutting depth, respectively.
(4) Tool durability constraint [
41]:
, where
is the tool durability and
is the tool durability coefficient, which is related to tool, workpiece material and cutting conditions; x, y and z respectively represent the influence of processing parameters
,
and
on tool durability.
is the reasonable durability of the tool.
(5) Maximum power constraint: , where and are the maximum power of the CNC lathe spindle and the rated power of the CNC lathe spindle motor, respectively.
Based on the above discussion, the multi-objective optimization model of the CNC lathe processing parameters for high quality and low energy consumption is as follows:
4. Model Solving Based on NSGA-II
When solving the multi-objective optimization model, the more popular and mature NSGA-II algorithm is used. NSGA-II is one of the most popular multi-objective genetic algorithms. It reduces the complexity of the non-inferior classification genetic algorithm and has the advantages of fast running speed and good convergence of the solution set [
42].
4.1. The Flow of NSGA-II
The main process of the NSGA-II algorithm is as follows:
(1) The initial parent population with population size is randomly generated, and the child population is obtained after non-dominated sorting, and set up as .
(2) The above two generations are combined to form a new population .
(3) At the same time of the non-dominated sorting of population , the crowding degree of each front-end individual is calculated, and the best individual is selected according to the order value and crowding degree of the individual to form a new parent group .
(4) is selected, hybridized and mutated to produce a new offspring population .
(5) Judge whether the termination condition is true. Otherwise, , go back to (2).
4.2. The Application and Parameter Setting of NSGA-II
4.2.1. The Application of NSGA-II
(1). Chromosome coding
In the optimization solution, the mathematical expression of the model should be coded according to the programming method. In this paper, the optimization variables are spindle speed
, feed rate
and cutting depth
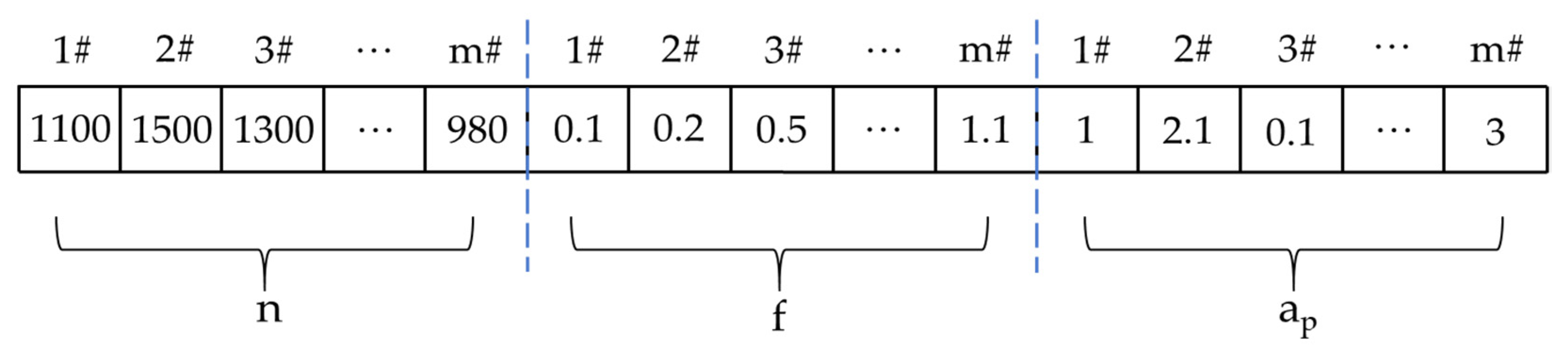
. So, this paper adopts real number coding. As shown in
Figure 4, chromosomes with a length of
are generated by random generation. The first part is the spindle speed
, the second part is the feed rate
, and the third part is the cutting depth
. According to the specific constraints, the value range of each variable is given.
(2). Initial population
Initial filling is the starting point of the algorithm, and good initial filling can improve the efficiency of the algorithm. In this algorithm, the initial population is generated randomly, but the range can be limited by constraints to obtain a better initial population.
The value range of population size is generally between 20 and 500. The variable parameters mainly involved in this paper are three real values, and the chromosome length is general because the value of population size in this paper is 300.
(3). Fitness calculation
In the NSGA-II algorithm, individual fitness is calculated by the non-dominated level and congestion distance. Firstly, the double objective function value of each individual in the population is calculated, and then all individuals in the population are divided into different non-dominated grades by the non-dominated classification method. All non-dominated optimal solutions in the current population are regarded as the first non-dominated optimal solution level, and the non-dominated level of each individual is designated as level 1. Similarly, the remaining individuals in the population are classified and assigned values until all individuals are divided into different levels. It should be noted that the smaller the grade value, the better the individual.
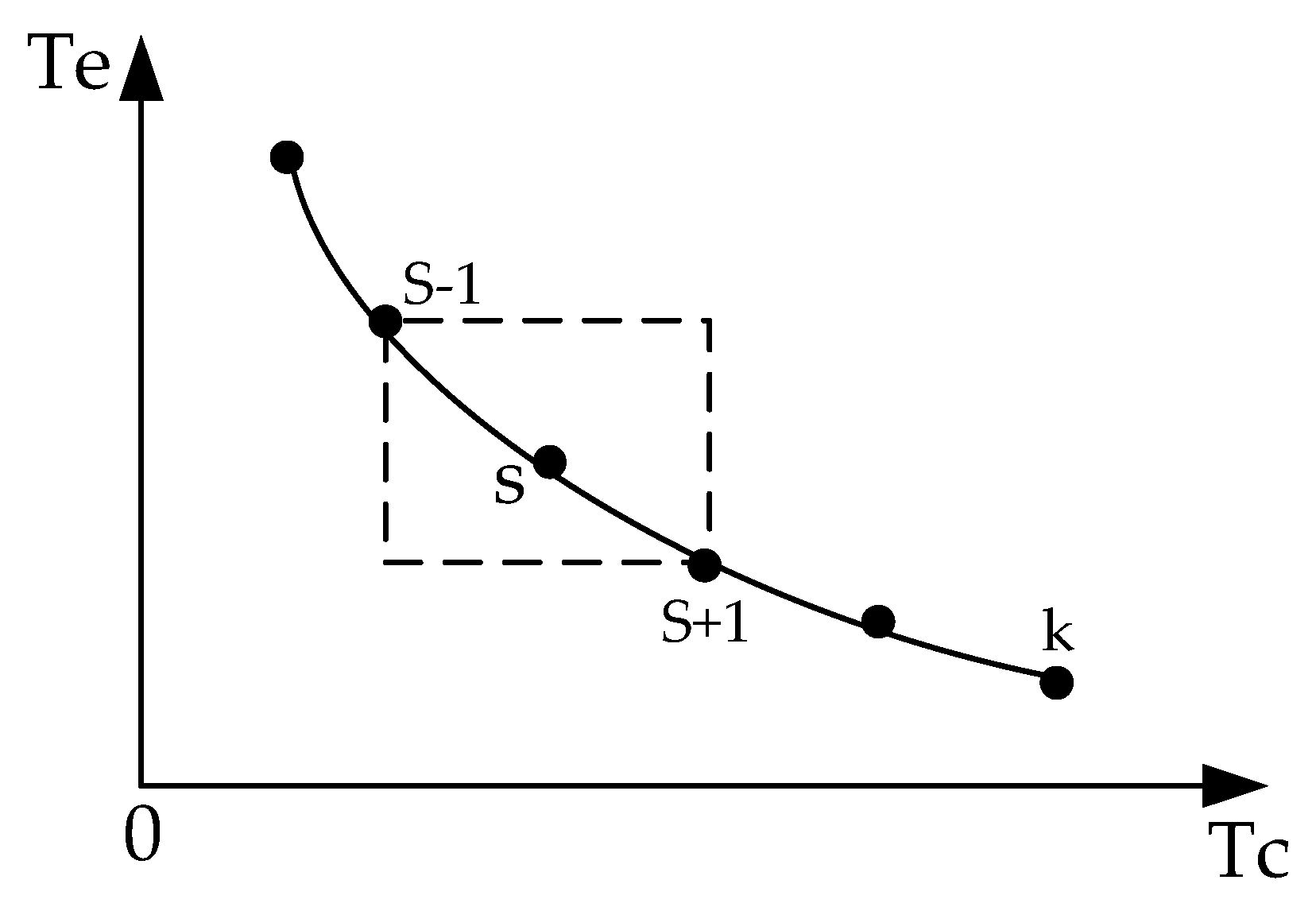
The crowding distance refers to the distance between individuals at the same level. As shown in
Figure 5, it refers to the sum of the relative distances between an individual in the target space and two adjacent individuals at the same level in each objective function.
At the same level, there are several individuals. In order to ensure that marginal individuals have a choice advantage, the crowding distance is set to the maximum. For intermediate individuals, the formula of the crowding distance is as follows:
where
is the crowding degree of the s-th individual on the objective function of r.
4.2.2. The Parameter Setting of NSGA-II
This paper mainly uses the NSGA-II algorithm in the geatpy library with the help of the Python 3.8 platform. Geatpy is a high-performance and practical evolutionary algorithm toolbox. It provides many library functions of important operations in the implemented evolutionary algorithms and provides a highly modular and low coupling object-oriented evolutionary algorithm framework. It adopts the mode of "defining problem class + calling algorithm template" for evolutionary optimization, which can be used to solve constraint optimization, combinatorial optimization, hybrid coding evolutionary optimization and so on.
4.3. Weight of Multi-Objective Optimization
In this paper, when solving the corresponding multi-objective model through NSGA-II, we obtain a set of solutions, which cannot give the corresponding optimal solution. Different target weight settings will bring different solutions, and the setting of the weight is particularly important. This paper mainly determines the corresponding target weight through the correlation between optimization objectives and optimization variables. In this paper, the grey correlation degree analysis method is used to calculate the grey correlation coefficient of each target and obtain the target weight so as to optimize the target and obtain the corresponding processing parameters. Combined with the actual data and the value in the optimization, the grey correlation analysis is carried out. The main steps are as follows:
(1). Standardize the objective function to eliminate the influence of different orders of magnitude [
43].
among them, the formula of
is used when the objective function takes the maximum as the optimal, and the formula of
is used when the objective function takes the minimum as the optimal. In this formula, n is the number of experimental data sets and m is the number of optimization objectives.
(2). Calculate the grey correlation coefficient of the standardization target.
where
is the reference sequence and
is the
deviation sequence from the comparison sequence
.
is the resolution coefficient, and the value range is
.
(3). Multi-objective weight calculation.
In this paper, in the multi-objective weight determination, the influence of the optimization of processing parameters on the optimization target is used as the standard to determine the target weight. The weight coefficient is calculated as follows:
among them,
where is the number of optimization objectives, is the range of grey correlation coefficients, is the average grey correlation number of each processing process parameter at each level, and is the weight of objectives. In the later optimization process, combined with the actual optimization objectives, different weights are given.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}