


Waste Heat Driven Integrated Membrane Distillation for Concentrating Nutrients and Process Water Recovery at a Thermophilic Biogas Plant


Abstract
1. Introduction
2. Materials and Methods
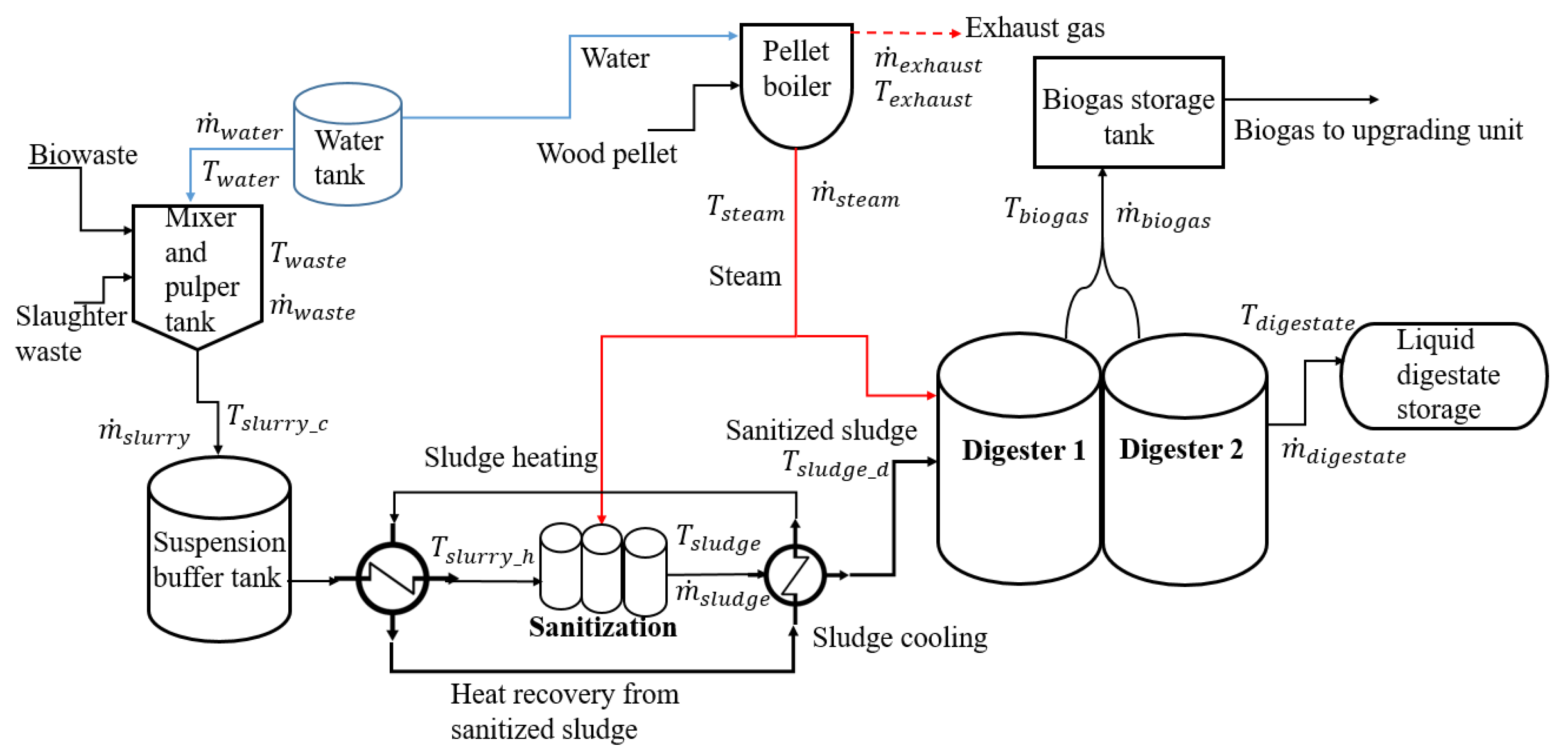
2.1. Uppsala Vatten och Avfall Biogas Plant
2.2. Digestate Characteristics
2.3. Overall Thermal Energy Demand Assessment of the Existing Biogas Plant
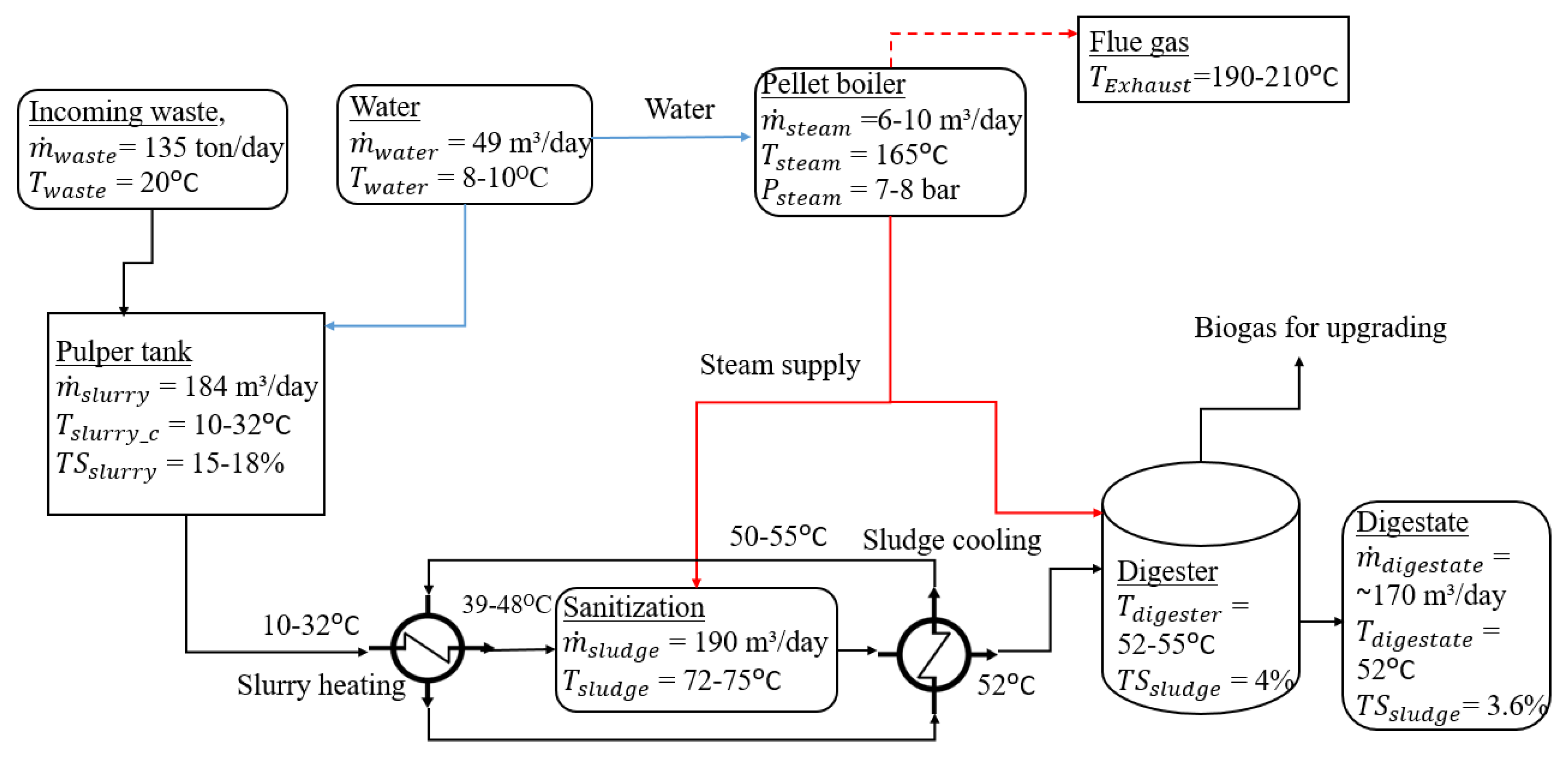
2.3.1. Mass and Heat Balances
2.3.2. Sanitization/Pasteurization Energy Demand
2.3.3. Mapping Steam Supply to the Sanitization Tank
2.3.4. Digester Heating Demand
2.3.5. Waste Heat Available in Effluent Digestate and Boiler Flue Gases in the Biogas Plant
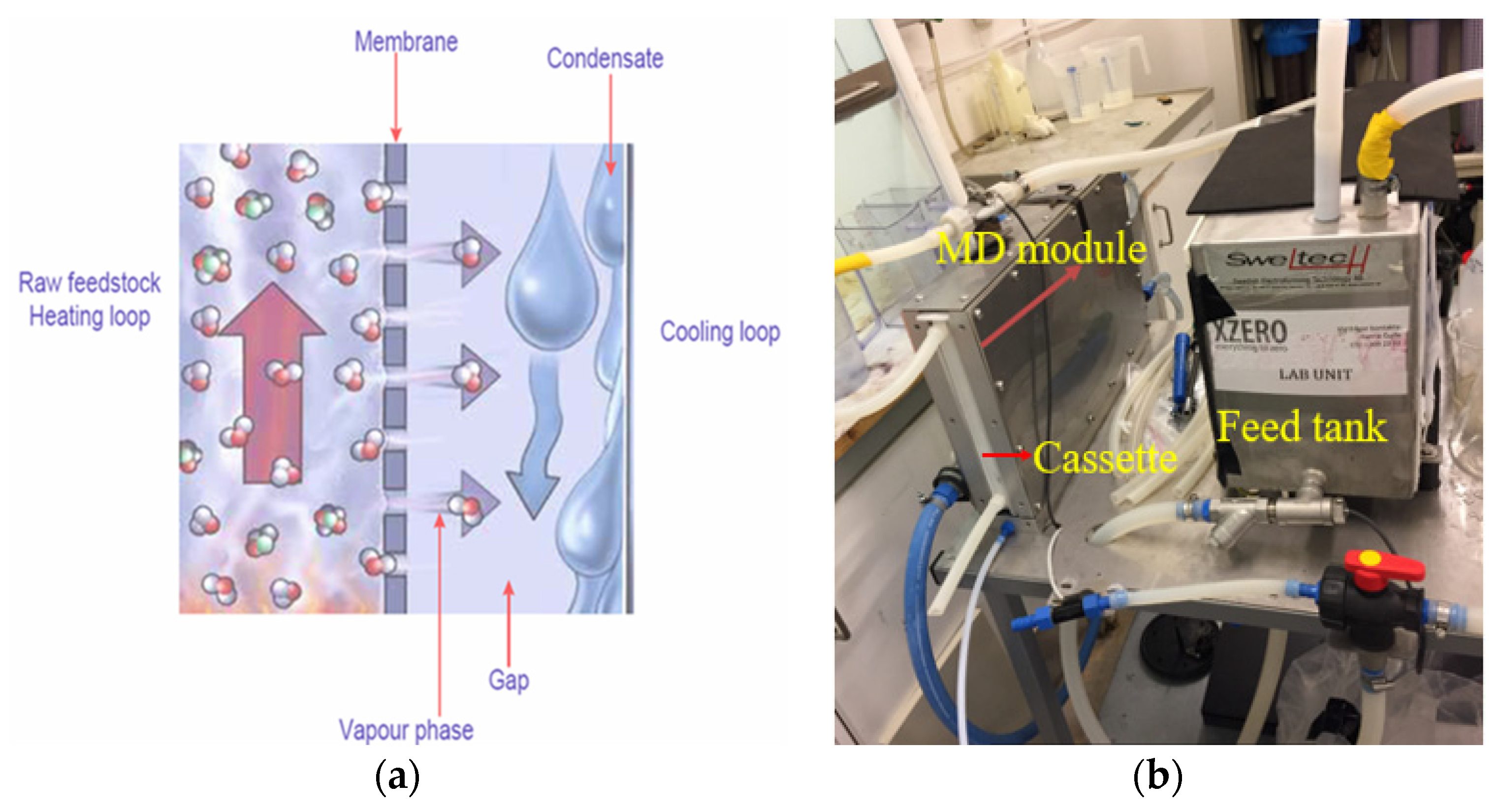
2.4. Membrane Distillation and Its Performance
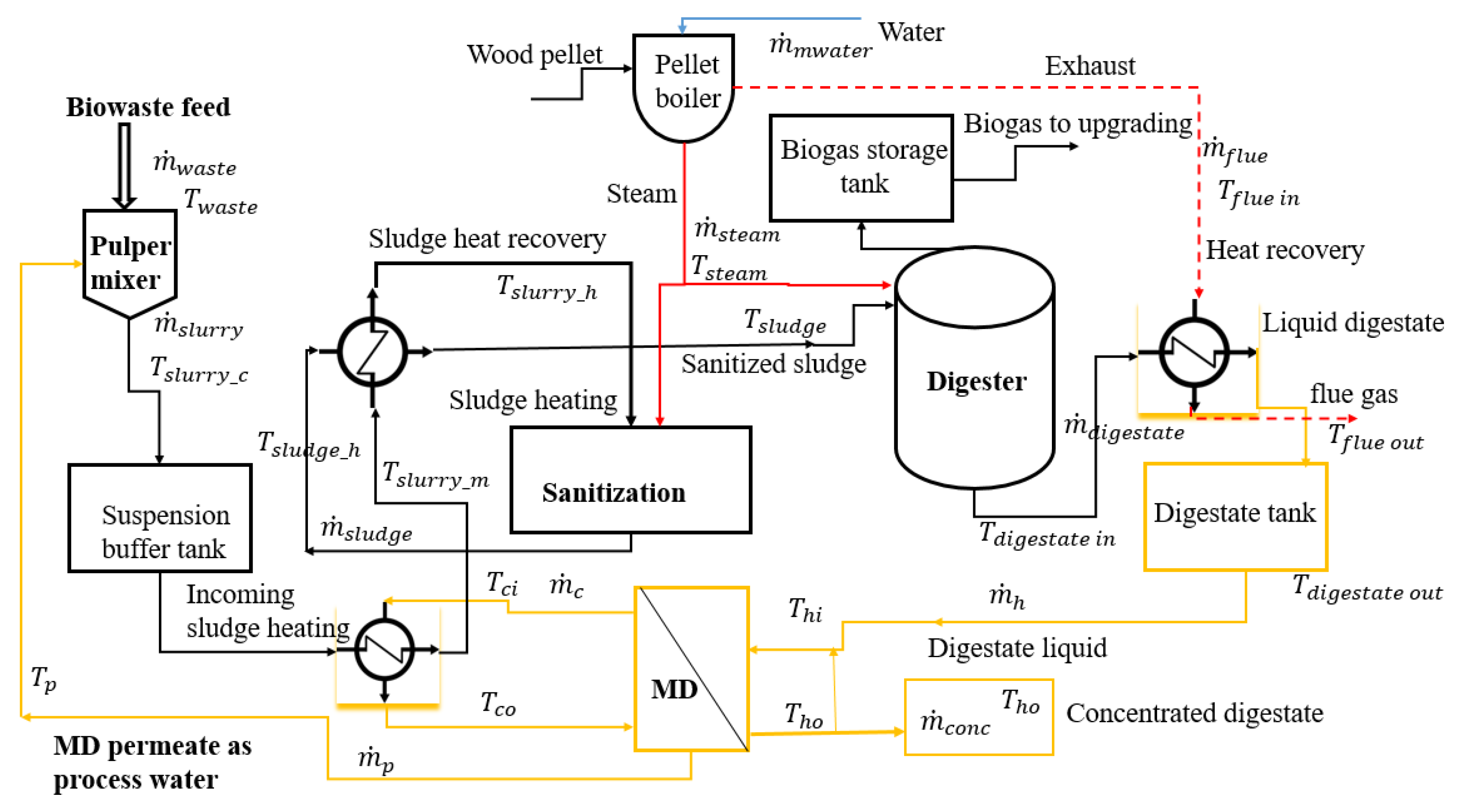
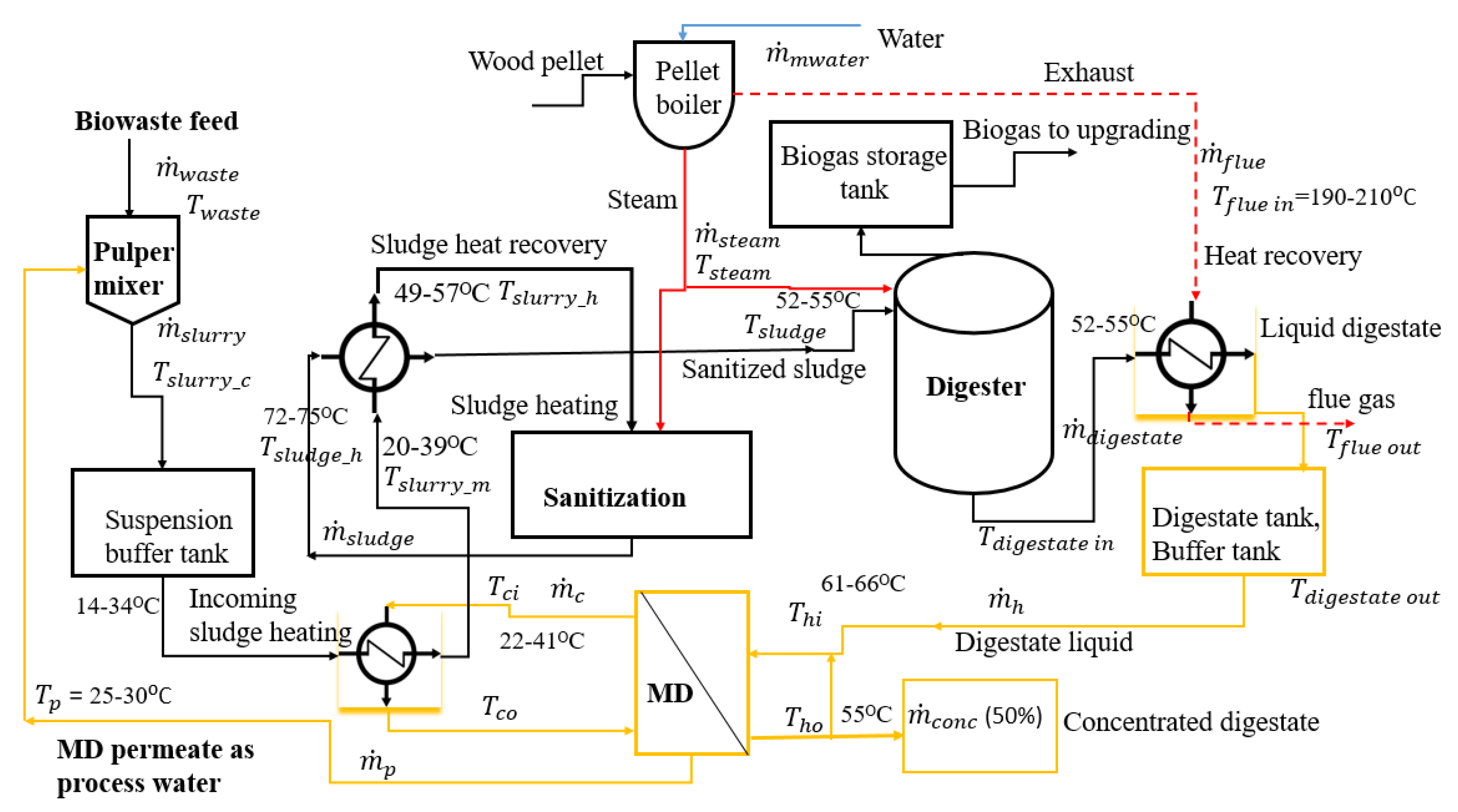
2.5. Thermal Integration of AD–MD (Use of Available Low-Grade Waste Heat for MD, Process Integration, and Mass and Energy Calculation)
- (1)
- Utilizing the potential of waste heat available from the existing biogas system (thermal characteristics of waste heat sources) for MD operation;
- (2)
- Assessing the thermal characteristics of the AD biogas production system (sink for waste heat);
- (3)
- Recovering flue gas heat from the pellet boiler via a heat exchanger, to heat the digestate from an initial 52 °C to 66 °C and 61 °C in the winter and summer season, respectively, before MD;
- (4)
- Recovering waste heat from the MD cooling channel via a heat exchanger to preheat the substrate suspension;
- (5)
- Replacing the tap water used for substrate dilution with permeate from the MD unit, which has a higher temperature than tap water;
- (6)
- Concentrating the effluent digestate two-fold through MD.
2.6. Technical Requirements and Cost Determination for the Integrated MD System
3. Results and Discussion
3.1. Mass and Heat Balance for the Existing Biogas Plant
3.2. Integrated Performance of AD–MD Assessment
Specific Thermal Energy Demand by Membrane Distillation
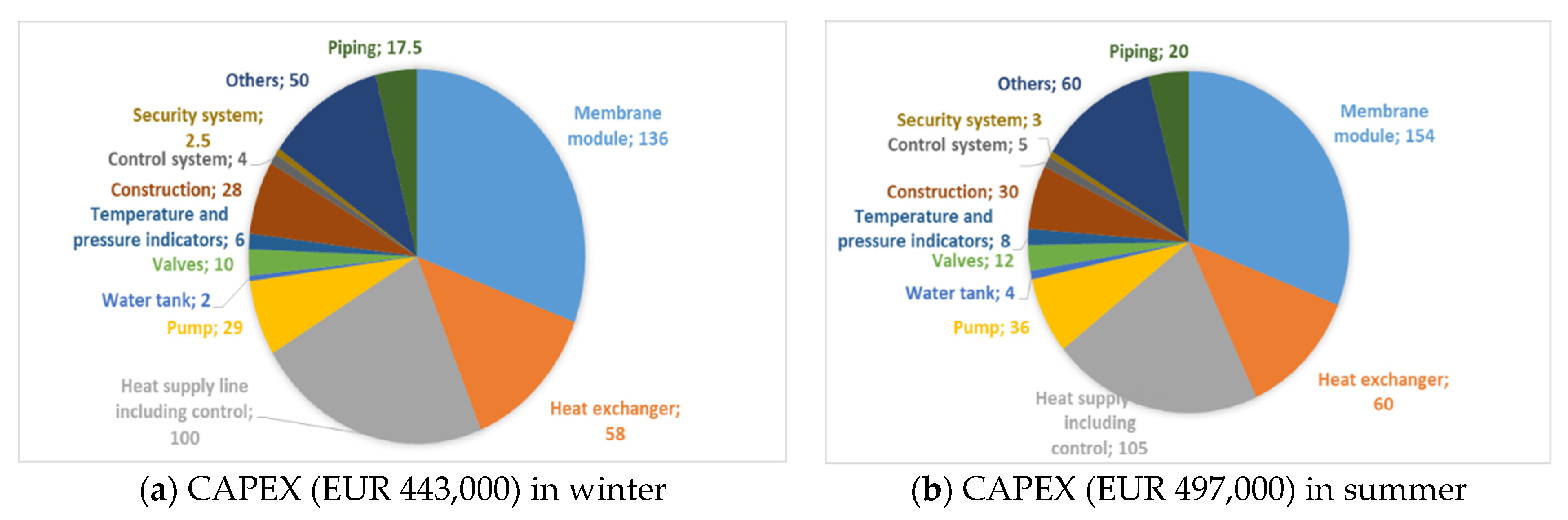
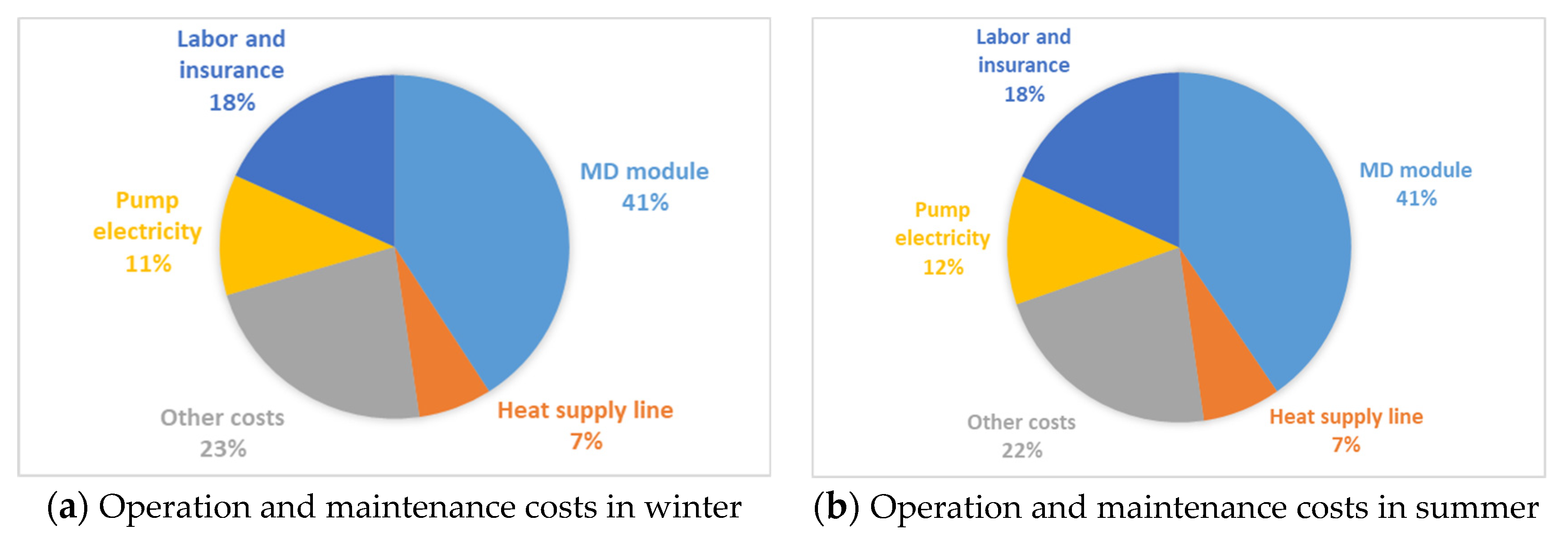
3.3. Economic Assessment of the Integrated AD–MD System
Overall Cost Performance and Sensitivity Analyses at the Integrated MD–AD Plant
4. Overall Discussion
5. Conclusions
- -
- Thermal energy analysis of the existing biogas plant showed that the heat energy requirement for bringing the influent slurry to the working temperature accounted for around 75–85% of the total heat requirement. The analysis also showed that the net heat energy needed for substrate sanitization was 40% higher in winter than in summer.
- -
- The performance of an AD system with thermal integration of MD would thus mainly depend on the operating conditions of the integrated process, especially the substrate sanitization process and ambient conditions (summer or winter).
- -
- The recovered waste heat from the effluent digestate and boiler flue gas (around 7633 kWh/day in winter and 7063 kWh/day in summer) could meet the total thermal energy demand of MD and can save around 20% of pellet boiler energy by heating incoming slurry.
- -
- The MD permeate production rate was 3.5 L/(m2h) at 66 °C and 3.1 L/(m2h) at 61 °C digestate inlet temperature, during winter and summer conditions, respectively.
- -
- When the available heat was recovered from the coolant side of the MD through the incoming slurry, the net specific thermal energy consumption for the MD system was estimated to be 100 kWh/m3 and 80 kWh/m3 permeate during summer and winter, respectively.
- -
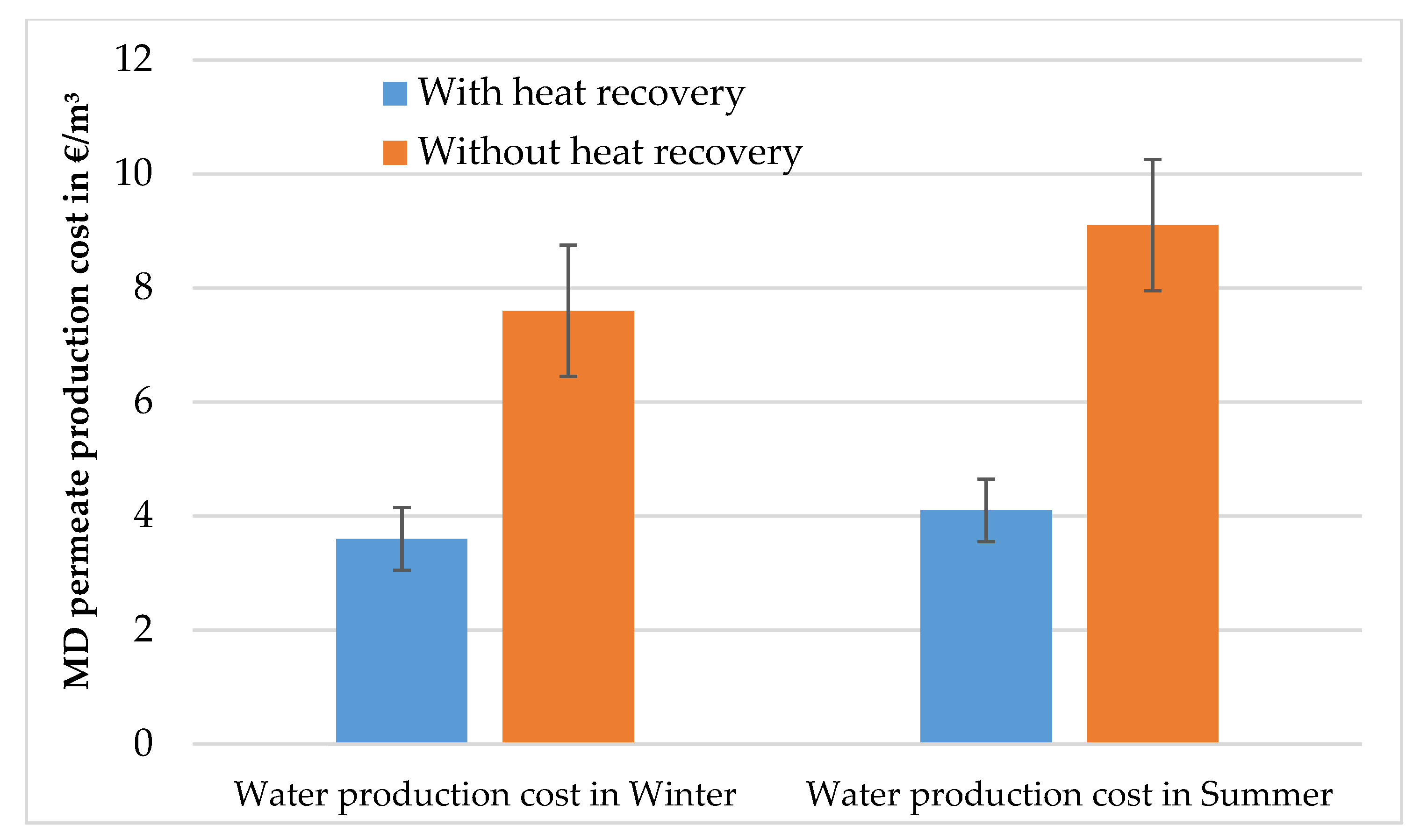
- Cost assessments showed that with waste heat recovery, the unit cost of MD permeate production waste heat recovery was 3.6 €/m3 and 4.1 €/m3 at a digestate feed temperature of 66 °C and 61 °C (including waste heat recovery) during winter and summer, respectively. Without heat recovery, the cost was 7.6 €/m3 and 9.1 €/m3 in winter and summer, respectively.
- -
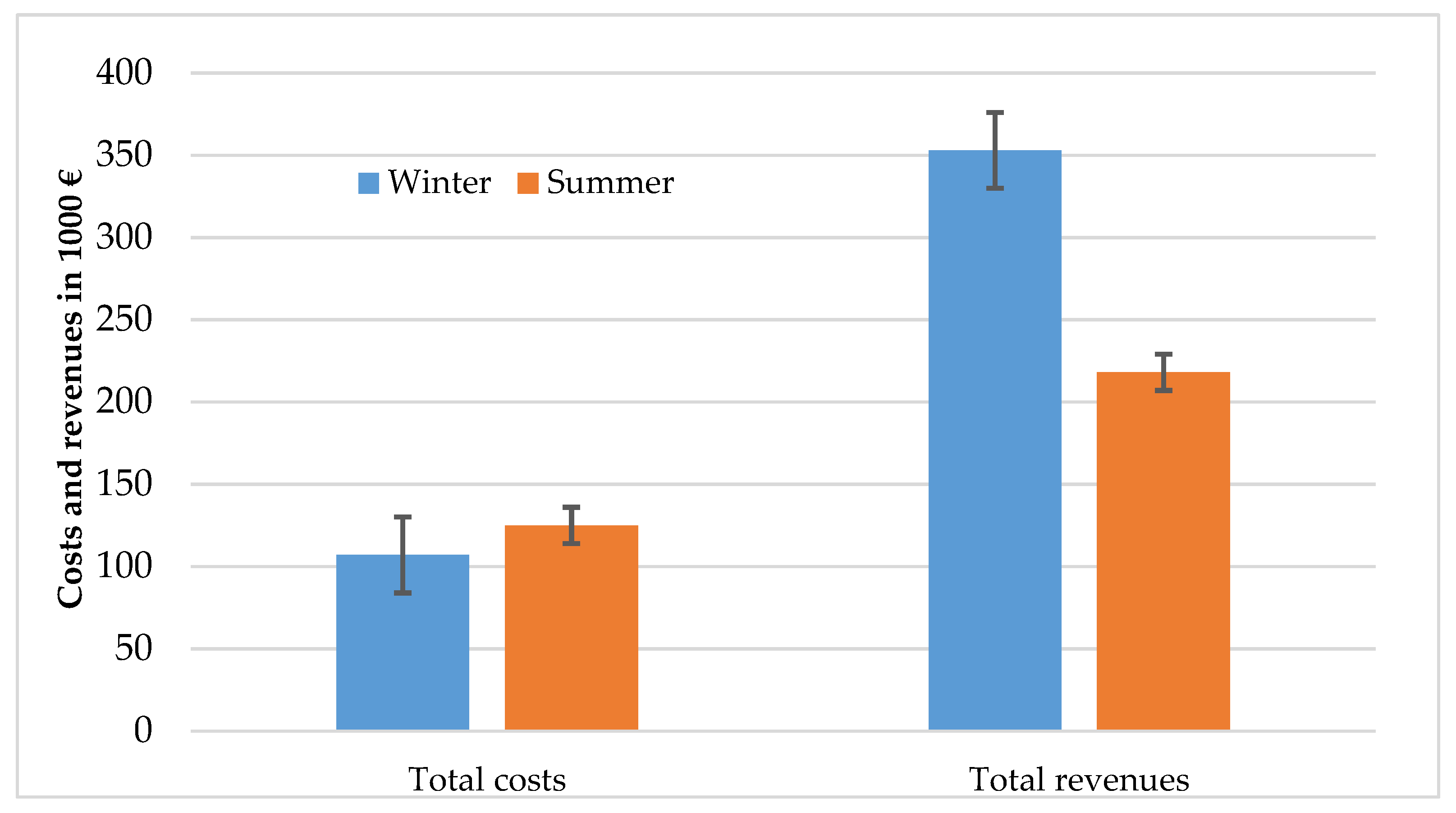
- The economic assessment also indicated that the revenues could exceed the total costs, mainly because the MD could be operated using only recovered heat.
- -
- A net annual profit of approximately EUR 250,000 and EUR 85,000 was achieved for the base case scenario (i.e., no variation in thermal energy cost) in summer and winter conditions, respectively.
- -
- In order to determine the impact of membrane fouling on MD performance, long-term studies are needed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Laureni, M.; Palatsi, J.; Llovera, M.; Bonmatí, A. Influence of pig slurry characteristics on ammonia stripping efficiencies and quality of the recovered ammonium-sulfate solution. J. Chem. Technol. Biotechnol. 2013, 88, 1654–1662. [Google Scholar] [CrossRef]
- Khan, E.U.; Nordberg, Å. Membrane distillation process for concentration of nutrients and water recovery from digestate reject water. Sep. Purif. Technol. 2018, 206, 90–98. [Google Scholar] [CrossRef]
- Chiumenti, A.; da Borso, F.; Chiumenti, R.; Teri, F.; Segantin, P. Treatment of digestate from a co-digestion biogas plant by means of vacuum evaporation: Tests for process optimization and environmental sustainability. Waste Manag. 2013, 33, 1339–1344. [Google Scholar] [CrossRef] [PubMed]
- Berglund, M.; Borjesson, P. Assessment of energy performance in the lifecycle of biogas production. Biomass Bioenergy 2006, 30, 254–266. [Google Scholar] [CrossRef]
- Drosg, B.; Fuchs, W.; Al Seadi, T.; Madsen, M.; Linke, B. Nutrient Recovery by Biogas Digestate Processing; IEA Bioenergy: Vienna, Austria, 2015. [Google Scholar]
- Lindmark, J.; Thorin, E.; Kastensson, J.; Pettersson, C.M. Membrane filtration of process water at elevated temperatures—A way to increase the capacity of a biogas plant. Desalination 2011, 267, 160–169. [Google Scholar] [CrossRef]
- Thorin, E.; Lindmark, J.; Nordlander, E.; Odlare, M.; Dahlquist, E.; Kastensson, J.; Leksell, N.; Pettersson, C.M. Performance optimization of the Växtkraft biogas production plant. Appl. Energy 2012, 97, 503–508. [Google Scholar] [CrossRef]
- Mehta, C.M.; Khunjar, W.O.; Nguyen, V.; Tait, S.; Batstone, D.J. Technologies to recover nutrients from waste streams: A critical review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 385–427. [Google Scholar] [CrossRef]
- Schwantesa, R.; Chavana, K.; Winterd, D.; Felsmann, C.; Pfafferottc, J. Techno-economic comparison of membrane distillation and MVC in a zero liquid discharge application. Desalination 2018, 428, 50–68. [Google Scholar] [CrossRef]
- Pangarkar, B.L.; Sane, M.G.; Guddad, M. Reverse osmosis and membrane distillation for desalination of groundwater: A Review. ISRN Mater. Sci. 2011, 2011, 523124. [Google Scholar] [CrossRef]
- Khan, E.U.; Martin, A.R. Water purification of arsenic contaminated drinking water via air gap membrane distillation (AGMD). Period. Polytech. Mech. Eng. 2014, 58, 47–53. [Google Scholar] [CrossRef]
- Pangarkar, B.L.; Sane, M.G. Performance of air gap membrane distillation for desalination of ground water and seawater. Int. J. Geol. Environ. Eng. 2011, 51, 756–760. [Google Scholar]
- Khayet, M.; Matsuura, T. Membrane Distillation: Principles and Application; Elsevier: Oxford, UK, 2011. [Google Scholar]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane distillation: A comprehensive review. Desalination 2012, 287, 2–18. [Google Scholar] [CrossRef]
- Khan, E.U.; Martin, A.R. Optimization of hybrid renewable energy polygeneration system with membrane distillation for rural households in Bangladesh. Energy 2015, 93, 1116–1127. [Google Scholar] [CrossRef]
- Khan, E.U.; Mainali, B.; Martin, A.; Silveira, S. Techno-economic analysis of small scale biogas based polygeneration systems: Bangladesh case study. Sustain. Energy Technol. Assess. 2014, 7, 68–78. [Google Scholar] [CrossRef]
- Khan, E.U.; Nordberg, Å. Thermal integration of membrane distillation in an anaerobic digestion biogas plant—A techno-economic assessment. Appl. Energy 2019, 239, 1163–1174. [Google Scholar] [CrossRef]
- Bandini, S. Concentration of must through vacuum membrane distillation. Desalination 2002, 149, 253–259. [Google Scholar] [CrossRef]
- Hilal, N.; Gunko, S.; Verbych, S.; Bryk, M. Concentration of apple juice using direct contact membrane distillation. Desalination 2006, 190, 117–124. [Google Scholar]
- Macedonio, F.; Quist-Jensen, C.; Coindi, C.; Cassano, A.; Aljlil, S.; Alharbi, O.; Drioli, E. Direct contact membrane distillation for the concentration of clarified orange juice. J. Food Eng. 2016, 187, 37–43. [Google Scholar]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Weeks, M.; Schroen, K.; Grey, S.; Duke, M. Fouling of dairy components on hydrophobic polytetrafluoroethylene (PTFE) membranes for membrane distillation. J. Membr. Sci. 2013, 442, 149–159. [Google Scholar] [CrossRef]
- Al-Asheh, S.; Banat, F.; Qtaishat, M.; Al-Khateeb, M. Concentration of sucrose solutions via vacuum membrane distillation. Desalination 2006, 195, 60–68. [Google Scholar] [CrossRef]
- Dow, N.; García, J.V.; Niadoo, L.; Milne, N.; Zhang, J.; Graya, S.; Duke, M. Demonstration of membrane distillation on textile waste water: Assessment of long term performance, membrane cleaning and waste heat integration. Environ. Sci. Water Res. Technol. 2017, 3, 433. [Google Scholar] [CrossRef]
- Grzechulska-Damszel, J.; Tomaszewska, M.; Morawski, A. Integration of photocatalysis with membrane processes for purification of water contaminated with organic dyes. Desalination 2009, 241, 118–126. [Google Scholar] [CrossRef]
- Li, H.; Huo, Y.; Xie, Z.; Hoang, M.; Caruso, R.; Wang, X. Methyl orange removal by combined visible-light photocatalysis and membrane distillation. Dye. Pigment. 2013, 98, 106–112. [Google Scholar]
- Ding, Z.; Liu, L.; Li, Z.; Ma, R.; Yang, Z. Experimental study of ammonia removal from water by membrane distillation (MD): The comparison of three configurations. J. Membr. Sci. 2006, 286, 93–103. [Google Scholar] [CrossRef]
- Ma, R.; El-Bourawi, M.; Khayet, M.; Ding, Z.; Li, Z.; Zhang, Z. Application of vacuum membrane distillation for ammonia removal. J. Membr. Sci. 2007, 301, 200–209. [Google Scholar]
- Lettinga, G.; Rebac, S.; Zeeman, G. Challenge of psychrophilic anaerobic wastewater treatment. Trends Biotechnol. 2001, 19, 363–370. [Google Scholar] [CrossRef]
- Silvestre, G.; Illa, J.; Fernández, B. Thermophilic anaerobic co-digestion of sewage sludge with grease waste: Effect of long chain fatty acids in the methane yield and its dewatering properties. Appl. Energy 2014, 117, 87–94. [Google Scholar] [CrossRef]
- Smyth, B.M.; Murphy, J.D.; O’Brien, C.M. What is the energy balance of grass biomethane in Ireland and other temperate northern European climates? Renew. Sust. Energ Rev. 2009, 13, 2349–2360. [Google Scholar] [CrossRef]
- Rapport, J.L.; Zhang, R.; Jenkins, B.M.; Hartsough, B.R.; Tomich, T.P. Modeling the performance of the anaerobic phased solids digester system for biogas energy production. Biomass Bioenergy 2011, 35, 1263–1272. [Google Scholar] [CrossRef]
- Zupančič, G.D.; Roš, M. Heat and energy requirements in thermophilic anaerobic sludge digestion. Renew. Energy 2003, 28, 2255–2267. [Google Scholar] [CrossRef]
- Wu, B.; Gooch, C.; Wright, P. Heat transfer model for plug flow anaerobic digesters. Trans. ASAE 2005, 48, 777–785. [Google Scholar]
- Chen, J.; Wua, J.; Ji, X.; Lu, X.; Wanga, C. Mechanism of waste-heat recovery from slurry by scraped-surface heat exchanger. Appl. Energy 2017, 207, 146–155. [Google Scholar] [CrossRef]
- Zhang, X.; Jinying, Y.; Hailong, L.; Shabnam, C.; Loncheng, L. Investigation of thermal integration between biogas production and upgrading. Energy Convers. Manag. 2015, 102, 131–139. [Google Scholar] [CrossRef]
- Grim, J.; Malmros, P.; Schnürer, A.; Nordberg, Å. Comparison of pasteurization and integrated thermophilic sanitation at a full-scale biogas plant—Heat demand and biogas production. Energy 2015, 79, 419–427. [Google Scholar] [CrossRef]
- Hebenstreit, B.; Schnetzinger, R.; Ohnmacht, E.; Lundgren, H.J.; Toffolo, W.J. Techno-economic study of a heat pump enhanced flue gas heat recovery for biomass boilers. Biomass Bioenergy 2014, 71, 12–22. [Google Scholar] [CrossRef]
- Nordin, L. Personal Communication; Uppsala Vatten och Avfall Biogas Plant: Uppsala, Sweden, 2019. [Google Scholar]
- Membrane Distillation (MD) Unit. HVR Water Purification AB, Scarab Development AB, Sweden. 2018. Available online: https://hvr.se/en/technology/ (accessed on 1 September 2022).
- Woldemariam, D.; Kullab, A.; Khan, E.U.; Martin, A. Recovery of ethanol from scrubber-water by district heat-driven membrane distillation: Industrial-scale techno-economic study. Renew. Energy 2017, 128, 484–494. [Google Scholar] [CrossRef]
- Dimian, A.C.; Bildea, C.S.; Kiss Anton, A. Pinch point analysis. Comput. Aided Chem. Eng. 2014, 35, 525–564. [Google Scholar]
- Woldemariam, D.; Kullab, A.; Fortkamp, U.; Magner, J.; Royen, H.; Martin, A. Membrane distillation pilot plant trials with pharmaceutical residues and energy demand analysis. Chem. Eng. J. 2016, 306, 471–483. [Google Scholar] [CrossRef]
- Kullab, A.; Martin, A. Membrane Distillation and Applications for Water Purification in Thermal Cogeneration—Pilot Plant Trials, MATERIAL-OCH KEMITEKNIK.; Report No. M06-611, VÄRMEFORSK. 2007. Available online: https://kipdf.com/membrane-distillation-and-applications-for-water-purification-in-thermal-cogener_5affdb878ead0e1d228b4635.html (accessed on 1 September 2022).
- Winter, D. Membrane Distillation—A Thermodynamic, Technological and Economic Analysis. Ph.D. Thesis, University of Kaiserslautern, Kaiserslautern, Germany, 2014. [Google Scholar]
- Cipollina, A.; Miceli, A.D.; Koschikowski, J.; Micale, G.; Rizzuti, L. CFD simulation of a membrane distillation module channel. Desalination Water Treat. 2009, 6, 177–183. [Google Scholar] [CrossRef]
- District Heat (DH) Price in Sweden, Statista. Available online: https://www.statista.com/ (accessed on 4 July 2019).
- Svensk Växtkraft. Växtkraft—Process Description of the Biogas Plant in Västerås. 2006. Available online: http://www.vafabmiljo.se (accessed on 20 December 2021).
- Guan, G.; Yang, X.; Wang, R.; Fane, A.G. Evaluation of heat utilization in membrane distillation desalination system integrated with heat recovery. Desalination 2015, 366, 80–93. [Google Scholar] [CrossRef]
- Kullab, A. Desalination Using Membrane Distillation-Experimental and Numerical Study. Ph.D. Thesis, Department of Energy Technology, KTH Royal Institute of Technology, Stockholm, Sweden, 2011. [Google Scholar]
- Khan, E.U. Renewables Based Polygeneration for Rural Development in Bangladesh. Ph.D. Thesis, Department of Energy Technology, KTH Royal Institute of Technology, Stockholm, Sweden, 2017. [Google Scholar]
- Drioli, E.; Ali, A.; Macedonio, F. Membrane distillation: Recent developments and perspectives. Desalination 2015, 356, 56–84. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value |
|---|---|---|
| Household waste | ton/day | 107.0 |
| Liquid food waste | ton/day | 11.0 |
| Slaughterhouse waste | ton/day | 18.0 |
| Digester size | m3 | 2400 and 2200 |
| Annual operating time | day | 330 |
| Feedstock supply rate | ton/day | 180–190 |
| Maximum feedstock handling capacity | ton/day | 230 |
| Total solids in incoming slurry | % | 15–18 |
| Digester inside temperature | °C | 52–55 |
| Biogas production rate | m3/day | 18,500 |
| Liquid digestate rate | ton/day | 150–160 |
| Parameter | Unit | Value |
|---|---|---|
| Total solids (TS) | g/kg | 36.0 |
| pH | 8.11 | |
| Total organic carbon (TOC) | g/kg | 14.0 |
| NH4-N | g/kg | 3.0 |
| Total N | g/kg | 4.5 |
| Total P | g/kg | 0.5 |
| Total K | g/kg | 1.5 |
| Total S | g/kg | 0.3 |
| Water and Heat Demand | Unit | Winter | Summer |
|---|---|---|---|
| Total water supply (substrate mixing and boiler steam) | m3/day | 59 | 55 |
| Slurry temperature (in pulper tank) | °C | 10 | 32 |
| Digester slurry flow rate | ton/day | 184 | 180 |
| Heat supply for sanitization | kWh/day | 12,790 | 8324 |
| Heat recovery from sanitized sludge | kWh/day | 5888 | 3350 |
| Heat supply for digester | kWh/day | 2615 | 705 |
| Heat supply for steam production | kWh/day | 7672 | 4603 |
| Pellet boiler energy supply | kWh/day | 9503 | 5702 |
| Digestate sludge flow rate | ton/day | 150–170 | 145–165 |
| Flue gas flow rate | m3/s | 0.708 | 0.638 |
| Flue gas exhaust temperature | °C | 210 | 190 |
| Stream Definition | Unit | Winter | Summer |
|---|---|---|---|
| Total heat demand for sanitization | kWh/day | 10,658 | 6756 |
| Sanitization heat saved by adding heat from MD coolant and recycling MD permeate | kWh/day | 1568 | 2133 |
| Heat recovery from flue gas | kWh/day | 1733 | 1202 |
| MD cooling side heat recovery | kWh/day | 978 | 733 |
| Additional heat input through dilution and make-up water | kWh/day | 1155 | 834 |
| Heat recovery from digestate | kWh/day | 5900 | 5865 |
| Total waste heat recovery | kWh/day | 7633 | 7067 |
| Parameter | Unit | Value (Winter) | Value (Summer) |
|---|---|---|---|
| Type of MD | AGMD | AGMD | |
| MD feed digestate inlet temperature | °C | 66 | 61 |
| MD feed digestate outlet temperature | °C | 55 | 51 |
| MD cooling sludge inlet temperature | °C | 14 | 34 |
| MD cooling sludge outlet temperature | °C | 22 | 41 |
| MD permeate temperature | °C | 30 | 25 |
| MD permeate production rate | L/m2h | 3.5 | 3.1 |
| Estimated MD feed flow | m3/h/module | 2.7 | 2.7 |
| Estimated MD cooling flow | m3/h/module | 2.7 | 2.7 |
| Total amount MD permeate | m3/day | 55 | 55 |
| Total membrane area | m2 | 655 | 739 |
| Number of modules | 234 | 264 | |
| Total heat supply | kWh/day | 3500 | 5500 |
| Total electricity demand for pump | kWh/day | 86 | 90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, E.U.; Nordberg, Å.; Malmros, P. Waste Heat Driven Integrated Membrane Distillation for Concentrating Nutrients and Process Water Recovery at a Thermophilic Biogas Plant. Sustainability 2022, 14, 13535. https://doi.org/10.3390/su142013535
Khan EU, Nordberg Å, Malmros P. Waste Heat Driven Integrated Membrane Distillation for Concentrating Nutrients and Process Water Recovery at a Thermophilic Biogas Plant. Sustainability. 2022; 14(20):13535. https://doi.org/10.3390/su142013535
Chicago/Turabian StyleKhan, Ershad Ullah, Åke Nordberg, and Peter Malmros. 2022. "Waste Heat Driven Integrated Membrane Distillation for Concentrating Nutrients and Process Water Recovery at a Thermophilic Biogas Plant" Sustainability 14, no. 20: 13535. https://doi.org/10.3390/su142013535
APA StyleKhan, E. U., Nordberg, Å., & Malmros, P. (2022). Waste Heat Driven Integrated Membrane Distillation for Concentrating Nutrients and Process Water Recovery at a Thermophilic Biogas Plant. Sustainability, 14(20), 13535. https://doi.org/10.3390/su142013535