


Design and Implementation of Machine Vision-Based Quality Inspection System in Mask Manufacturing Process



Abstract
:1. Introduction
2. Related Works
2.1. Computer Vision
2.2. Machine Vision-Based Quality Inspection
2.3. Anomaly Detection for Manufacturing Process
2.4. Remaining Useful Life Prediction
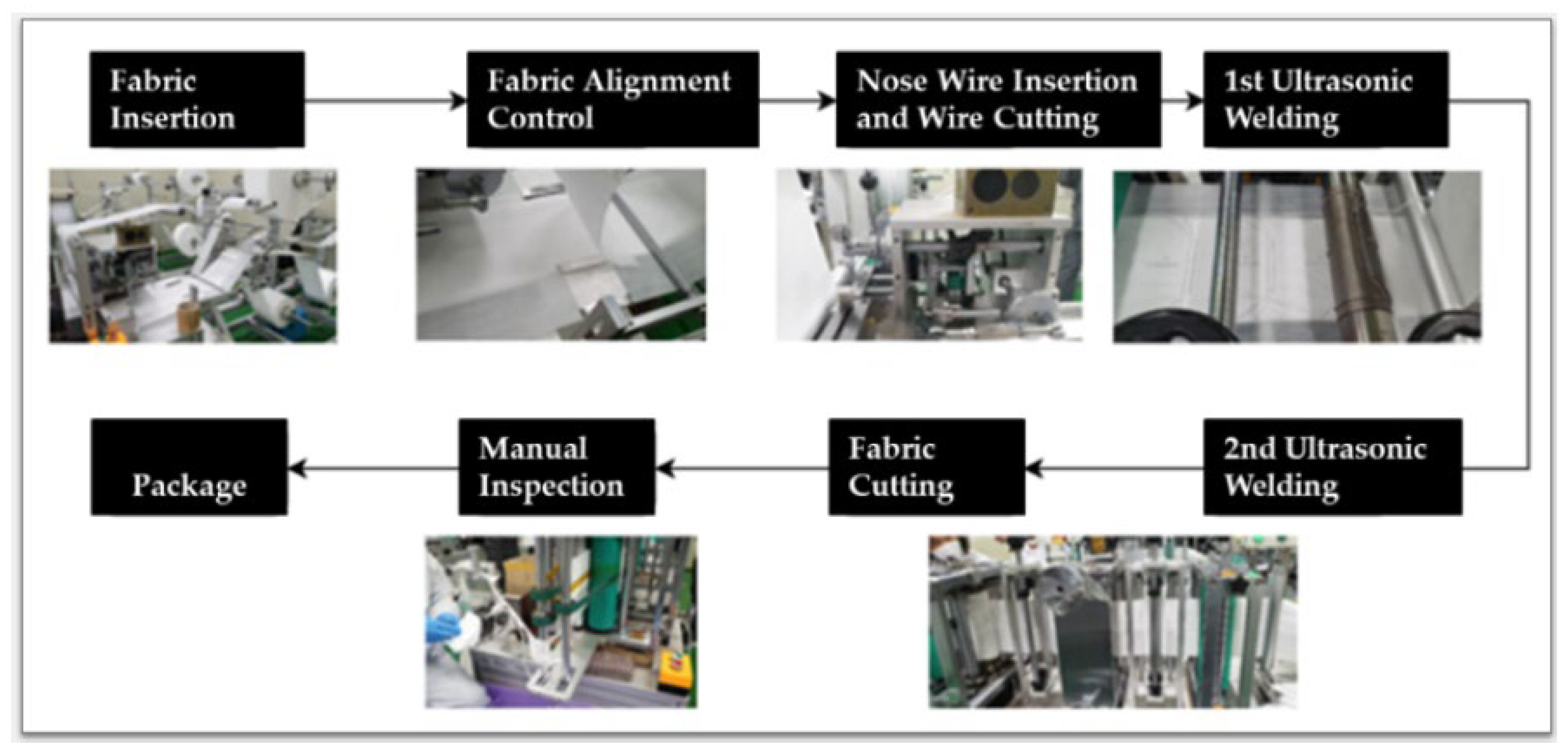
3. Sustainable Smart Factory Mask Manufacturing Process
3.1. The Problems with “Company A”’s Existing Mask Manufacturing Process and the Following Solutions
3.2. Machine Vision-Based Inspection Points on the Factory Floor to Solve Problems in the Maskmanu Facturing Process
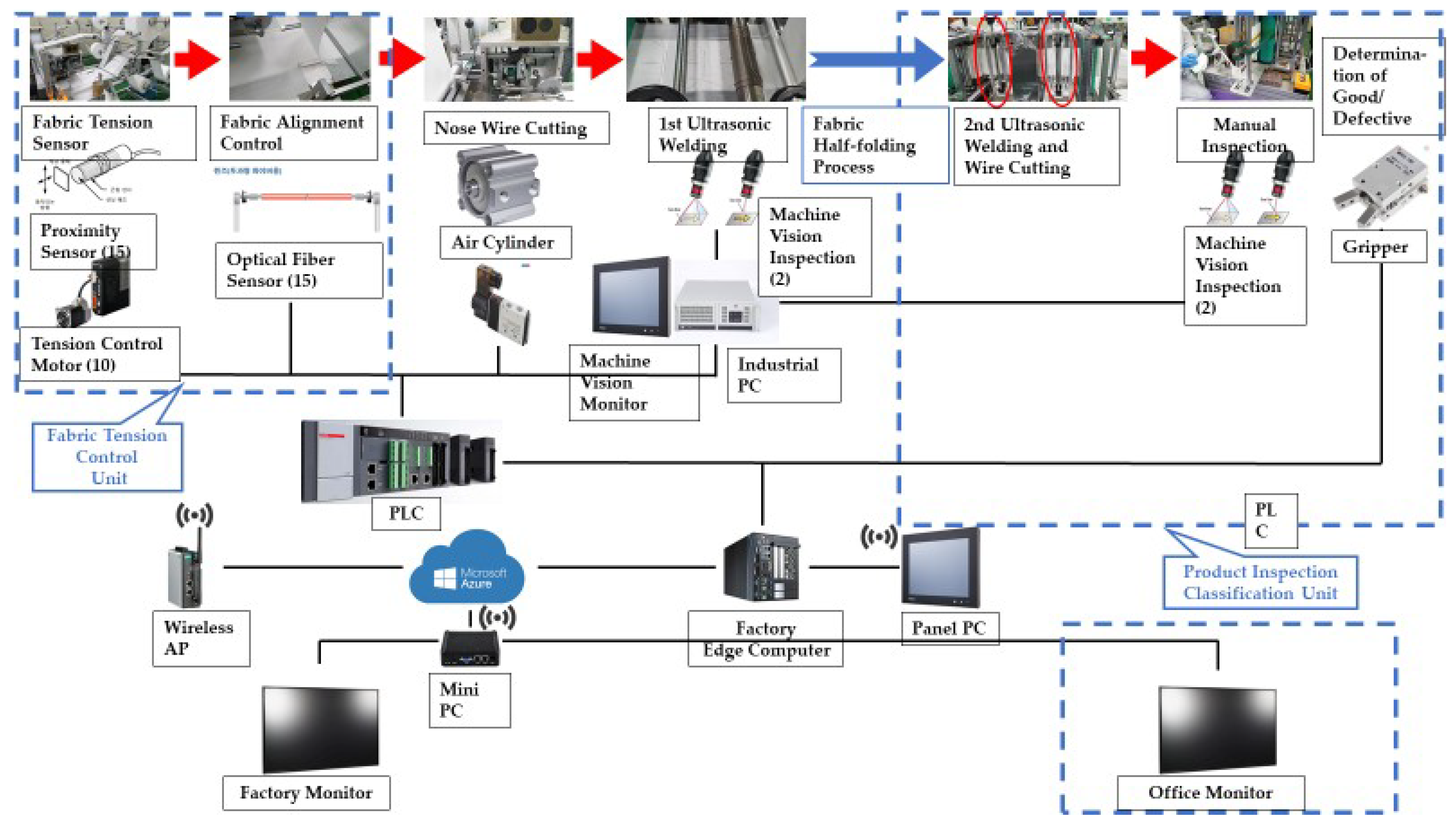
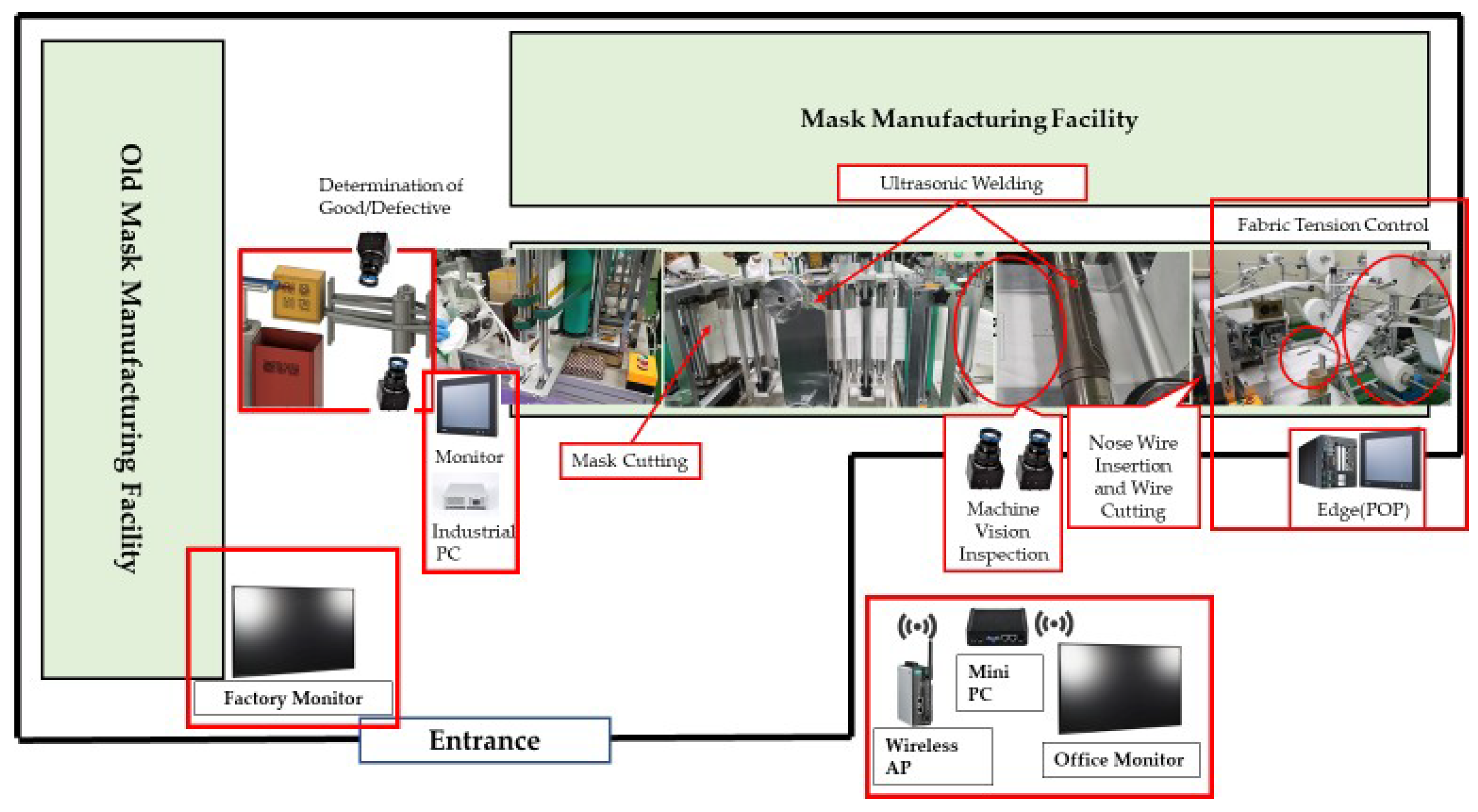
3.3. Machine Vision-Based Quality Inspection System Architecture
4. Implementation and Results
4.1. Hardware Specification and Network Configuration for Machine Vision-Based Inspection
4.2. Communication Structure for Image Acquisition and Data Gathering Process
4.3. Database Management: Loading Image Data for Training, Classifying and Setting Types
4.4. Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Javaid, M.; Haleem, A.; Vaishya, R.; Bahl, S.; Suman, R.; Vaish, A. Industry 4.0 technologies and their applications in fighting COVID-19 pandemic. Diabetes Metab. Syndr. Clin. Res. Rev. 2020, 14, 419–422. [Google Scholar] [CrossRef] [PubMed]
- Dlamini, S.; Kao, C.Y.; Su, S.L.; Jeffrey Kuo, C.F. Development of a real-time machine vision system for functional textile fabric defect detection using a deepYOLOv4 model. Text. Res. J. 2021, 92, 675–690. [Google Scholar] [CrossRef]
- Patil, M.; Verma, S.; Wakode, J. A review on fabric defect detection techniques. Int. Res. J. Eng. Technol. 2017, 4, 131–136. [Google Scholar]
- Soma, S.; Pooja, H. Machine Learning System for Textile Fabric Defect Detection Using GLCM Technique. In Proceedings of the Second International Conference on Advances in Computer Engineering and Communication Systems, Tamilnadu, India, 20–22 December 2021; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Ren, Z.; Fang, F.; Yan, N.; Wu, Y. State of the art in defect detection based on machine vision. Int. J. Precis. Eng. Green Technol. 2021, 9, 661–691. [Google Scholar] [CrossRef]
- Kupchak, C.; Mittiga, T.; Jordaan, B.; Namazi, M.; Nölleke, C.; Figueroa, E. Automated fabric defect inspection: A survey of classifiers. arXiv 2014, arXiv:1405.6117. [Google Scholar]
- LeCun, Y.; Boser, B.; Denker, J.S.; Henderson, D.; Howard, R.E.; Hubbard, W.; Jackel, L.D. Backpropagation applied to handwritten zip code recognition. Neural Comput. 1989, 1, 541–551. [Google Scholar] [CrossRef]
- Nanni, L.; Paci, M.; Brahnam, S.; Lumini, A. Comparison of Different Image Data Augmentation Approaches. J. Imaging 2021, 7, 254. [Google Scholar] [CrossRef]
- Jing, J.; Zhuo, D.; Zhang, H.; Liang, Y.; Zheng, M. Fabric defect detection using the improved YOLOv3 model. J. Eng. Fibers Fabr. 2020, 15, 1558925020908268. [Google Scholar] [CrossRef]
- Shorten, C.; Khoshgoftaar, T.M. A survey on image data augmentation for deep learning. J. Big Data 2019, 6, 60. [Google Scholar] [CrossRef]
- Ade, F.; Lins, N.; Unser, M. Comparison of various filter sets for defect detection in textiles. In Proceedings of the International Conference on Pattern Recognition, Montreal, QC, Canada, 30 July–2 August 1984. [Google Scholar]
- Xin, S.; Zhao, C.; Sun, Y. A Machine Vision-based Fabric Defect Detection Solution for Textile Production Industry Using Object Detection. In Proceedings of the 2021 33rd Chinese Control and Decision Conference (CCDC), Kunming, China, 22–24 May 2021; IEEE: Piscataway, NJ, USA, 2021. [Google Scholar]
- Ozcan, S.; Simsir, F. A new model based on Artificial Bee Colony algorithm for preventive maintenance with replacement scheduling in continuous production lines. Eng. Sci. Technol. Int. J. 2019, 22, 1175–1186. [Google Scholar] [CrossRef]
- Kim, D.H.; Boo, S.B.; Hong, H.C.; Yeo, W.G.; Lee, N.Y. Machine Vision-based Defect Detection Using Deep Learning Algorithm. J. Korean Soc. Nondestruct. Test. 2020, 40, 47–52. [Google Scholar] [CrossRef]
- Zhao, Z.Q.; Zheng, P.; Xu, S.T.; Wu, X. Object detection with deep learning. Comput. Vis. Pattern Recognit. 2018, 30, 3212–3232. [Google Scholar]
- Lin, T.-Y.; Goyal, P.; Girshick, R.; He, K.; Dollár, P. Focal loss for dense object detection. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017. [Google Scholar]
- Cha, Y.; Choi, W.; Suh, G.; Mahmoudkhani, S.; Büyüköztürk, O. Autonomous Structural Visual Inspection Using Region-Based Deep Learning for Detecting Multiple Damage Types. Comput. Civ. Infrastruct. Eng. 2017, 33, 731–747. [Google Scholar]
- Pang, G.; Shen, C.; Cao, L.; Hengel, A.V.D. Deep learning for anomaly detection: A review. ACM Comput. Surv. CSUR 2021, 54, 1–38. [Google Scholar] [CrossRef]
- Qiu, K.; Song, W.; Wang, P. Abnormal data detection for industrial processes using adversarial autoencoders support vector data description data description. Meas. Sci. Technol. 2022, 33, 5. [Google Scholar] [CrossRef]
- Brito, T.; Queiroz, J.; Piardi, L.; Fernandes, L.A.; Lima, J.; Leitão, P. A machine learning approach for collaborative robot smart manufacturing inspection for quality control systems. Procedia Manuf. 2020, 51, 11–18. [Google Scholar] [CrossRef]
- Swain, M.J.; Ballard, D.H. Indexing via color histograms. In Active Perception and Robot Vision; Springer: Berlin/Heidelberg, Germany, 1992; pp. 261–273. [Google Scholar]
- Jiang, W. A Machine Vision Anomaly Detection System to Industry 4.0 Based on Variational Fuzzy Autoencoder. Comput. Intell. Neurosci. 2022, 2022, 1945507. [Google Scholar] [CrossRef]
- Xu, Z.; Guo, Y.; Saleh, J.H. Accurate Remaining Useful Life Prediction with Uncertainty Quantification: A Deep Learning and Nonstationary Gaussian Process Approach. IEEE Trans. Reliab. 2021, 71, 443–456. [Google Scholar] [CrossRef]
- Mao, W.; He, J.; Zuo, M.J. Predicting remaining useful life of rolling bearings based on deep feature representation and long short-term memory neural network. Adv. Mech. Eng. 2018, 10, 1–18. [Google Scholar] [CrossRef]
- Kang, Z.; Catal, C.; Tekinerdogan, B. Remaining useful life (RUL) prediction of equipment in production lines using artificial neural networks. Sensors 2021, 21, 932. [Google Scholar] [CrossRef]
- Salonen, A.; Deleryd, M. Cost of poor maintenance: A concept for maintenance performance improvement. J. Qual. Maint. Eng. 2011, 17, 63–73. [Google Scholar] [CrossRef]
- Luo, R.C.; Wang, H. Diagnostic and prediction of machines health status as exemplary best practice for vehicle production system. In Proceedings of the 2018 IEEE 88th Vehicular Technology Conference (VTC-Fall), Chicago, IL, USA, 27–30 August 2018; IEEE: Piscataway, NJ, USA, 2018. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Item Name | Volume (ea) | Specification |
|---|---|---|---|
| Hardware Equipment | Edge Device | 2 | Intel Core 9th Generation 4G DDR4 Memory, 1TBHDD |
| Computing Equipment | Panel PC | 1 | Intel Haswell i5—4300U 1.9 GHz |
| Computing Equipment | Industrial PC | 1 | IPC610-I786 |
| Others | Big Size Monitor | 2 | 3840 × 2160@60 Hz |
| Others | Mini PC | 1 | Intel Core i5—8265/HD Graphics 620 |
| Others | High Brightness LED Lights | 5 | JL-F-D-230 × 200/180 |
| Others | Light Controller | 2 | JV504 |
| Others | POE Board | 1 | IntelGigabit POE 2ch |
| Others | Keyboard and Mouse | 1 | K400PLUS (Wire Keyboard) |
| Inspection Equipment | Camera | 4 | MV-CA050-10GM/Gige, 5M Pixel |
| Telecommunication Equipment | Wireless AP | 1 | AC4300 Wireless |
| Dashboard | Monitor | 1 | Alphascan AOC 24IPS77(24inch) |
| Kiosk | PLC | 1 | XGT/XGB 1 |
| Process | Equipment | Input | Gathering Data |
|---|---|---|---|
| Fabric Tension Control | Optical Sensor, Proximity Sensor | PLC Signal | Ensure the fabric is properly aligned with the inlet |
| Detect up/down and reverse rotation data errors of fabric | |||
| Cutting of the Nose Wire Insertion | Proximity Sensor | PLC Signal | A separate cutting cylinder operation control sensor from the existing sensor |
| Extraction of position data from a power transmission device using chain rotation | |||
| Ultrasonic Welding. | |||
| Foreign Matter Test on Fusion and Lining | Machine Vision Camera | Ethernet RS485 | Ultrasonic Welding Inspection Data |
| Foreign material inspection data on the inside of the fabric | |||
| (Process in the middle) Fabric half-folding process → 2nd Ultrasonic Welding → Cut the fabric. | |||
| Inspection of Fusion and Foreign Substance on the Outer Fabric | Machine Vision Camera | Ethernet RS485 | Foreign material inspection data |
| Mask appearance and welding inspection data | |||
| Distinguish between good and defective products among finished masks | |||
| Entire Process | Edge Device | TCP/IP RS485 | PLC Control Data |
| Machine Vision Data | |||
| Panel PC | TCP/IP | Production data | |
| Equipment Control Data | |||
| Defective Type, Daily Maintenance, Non-operation Type | |||
| Mini PC | TCP/IP | Production data | |
| Machine Vision Camera | Automation | Vision defect inspection and automatic counting | |
| # | Evaluation | KPI | Unit | Before | After | Note |
|---|---|---|---|---|---|---|
| 1 | P | Production per Hour | ea | 2600 | 4189 | 61.1% increase in productivity |
| 2 | Q | Reduce Defect rate | % | 8.3 | 5.69 | Decrease in average defective rate |
| 3 | C | Working time | Hour | 12 | 10.2 | Required time from input to ejection |
| 4 | D | Lead time from order to shipment | Hour | 38.5 | 23.87 | Based on shipment of 100,000 masks per equipment |
| KPI | Definition | Calculation Formula |
|---|---|---|
| Production | Production Per Hour(ea) | MaskManufactured Inputhours |
| Quality | Defect rate from finished product | |
| Cost | Time spent on work and Working time | n/a |
| Delivery | Lead time from order to shipment | 100,000 eaperequipment 1 DailyProductionperequipment |
| Point of View | Item | Target Achievement |
|---|---|---|
| Factory Workers | Quality Improvement (Sensor, Machine Vision) | Employee fatigue from constant monitoring is reduced because fabric input is controlled based on sensor control |
| Improved product inspection accuracy by adopting Machine Vision | ||
| Quality improvement through data analysis | ||
| Adoption of Control/ Inspection Automation | Enabled efficient use of time through the automation Enhanced manufacturing control ability through real time data feedback Better initial responsiveness by real time operation monitoring | |
| Real-time Data Management | Improved real-time production management by the computerization Enabled quick decision making by real-time data analysis | |
| Mgmt. Workers | Quality Improvement (Sensor, Vision) | Strengthened manufacturing capacity based on sensor data feedback Improved quality assurance by the introduction of machine vision system Boosted customer experience by improving manufacturing process |
| Management Planning | Implementation of manufacturing plan through manufacturing process data collection | |
| Securing base data for smart factory construction | ||
| Transition to a visible management system by monitoring production sites | ||
| Securing quality management system through data collection | ||
| KPI | Real-time quality management by the computerized equipment | |
| Goal-oriented on-site data processing | ||
| Enhanced quality management through equipment improvement |
| Process | Before | After | Effectiveness |
|---|---|---|---|
| Fabric Tension Control | Manual tension control unit | Since sensor data is used, the fabric can always maintain a constant processing speed through automatic control such as left and right alignment, weight, etc. | Prevention of defects caused by left and right alignment and tension |
| Failure to automatically control tension depending on the weight of the fabric | The tension is controlled according to the weight of the fabric and the processing is maintained at a constant speed | At least 40% improvement in total defects | |
| The speed of fabric transfer varies due to the tension that changes over time after fabric replacement | Easy to check and correct the insertion and cutting time of the nose wire | Identified the cause of tension failure in the post-processing part | |
| The insertion position of the nose wire is different due to the failure of tension control | Prevent defects by maintaining the left and right alignment of the fabric | Losses due to poor processing of raw materials were reduced by resolving the causes of defects at an early stage | |
| Adjustment of left and right position of fabric is not automated | |||
| Unnecessary fabric waste occurs because the fabric is checked at the finishing stage | |||
| Cutting of the Nose Wire Insertion | A gap caused by a backlash through chain power transmission | An independent cutting method in the form of an air cylinder | The nose wire insertion defect was improved in the part affected by the tension control unit |
| Shaking occurred from the chain and equipment when cutting | Not affected by the shaking of the chain and equipment | ||
| Nose wire cutting time is not inserted at a certain point due to subtle differences | The nose wire insertion time is kept constant | ||
| Ultrasonic Welding and Alignment Foreign Matter Inspection | No intermediate process inspection | Conducting internal inspection before entering the fabric folding process | Prevention of defects caused by left and right alignment defects and tension |
| Since left and right alignment defects are performed in the final inspection stage, there is fabric wasted due to raw material defects (20 times or more a day) | Alignment and fusion shape inspection of left and right fabrics | At least 40% of total defects can be improved (up to 80%) | |
| If the mask is opened without sampling inspection, it cannot be sold after a full inspection | The welding machine and the proximity sensor are interlocked in consideration of the transfer of fabric suitable for the rotational speed of the welding machine | Fully inspected for internal foreign substances | |
| Defects caused by foreign substances can be detected | |||
| Automation of final inspection process | The experience of the inspector becomes the standard for judging good and defective products | Determination of good and defective products according to measurement results by machine vision inspection | Managed inspection information for each product |
| Determination of good and defective products by visual inspection | Based on sensor data, facility setting values are adjusted to maintain quality | Improved product quality analysis through real-time quality defect inspection and defect removal | |
| Manufacturing facility management | No facility management records | Real-time setting changes and maintenance to produce uniform quality products based on machine vision and sensor data | Secured manufacturing quality stability |
| No analysis on the cause of product defect | Gathering optimal mechanical setting data through collection and analysis of defective product judgment data | The facility condition is checked according to changes in required values and automatic setting to maintain uniform quality by storing the facility setting history of the POP system | |
| Real-time manufacturing history management | No history management | Real time manufacturing history can be managed through POP | Securing product manufacturing real-time information |
| Real-time production is not confirmed | Capable of understanding production history and interworking with ERP | ||
| Product shipment and production cannot be checked | Real-time utilization rate and production information can be checked | ||
| The production volume of good and defective products is not counted | Product maintenance and quality control by manufacturing quality | ||
| Production status monitoring | Real-time production information is unknown | Real-time production in-formation monitoring | On-site management by dashboard |
| Support quick decision making for management | |||
| Quick response to problems |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, M.; Jeong, J. Design and Implementation of Machine Vision-Based Quality Inspection System in Mask Manufacturing Process. Sustainability 2022, 14, 6009. https://doi.org/10.3390/su14106009
Park M, Jeong J. Design and Implementation of Machine Vision-Based Quality Inspection System in Mask Manufacturing Process. Sustainability. 2022; 14(10):6009. https://doi.org/10.3390/su14106009
Chicago/Turabian StylePark, Minwoo, and Jongpil Jeong. 2022. "Design and Implementation of Machine Vision-Based Quality Inspection System in Mask Manufacturing Process" Sustainability 14, no. 10: 6009. https://doi.org/10.3390/su14106009
APA StylePark, M., & Jeong, J. (2022). Design and Implementation of Machine Vision-Based Quality Inspection System in Mask Manufacturing Process. Sustainability, 14(10), 6009. https://doi.org/10.3390/su14106009