Food Safety System (HACCP) as Quality Checkpoints in a Spin-Off Small-Scale Yogurt Processing Plant

.jpg)
 ,
, 


Abstract

1. Introduction
2. Materials and Methods
2.1. Small-Scale Dairy Pilot Plant Description
2.2. Materials
- -
- improvement of hygienic quality of milk;
- -
- environment improvement for the development of lactic bacteria;
- -
- yogurt consistency improvement: high temperatures of pasteurization favors a softer curd that retains more whey.
2.3. Methods
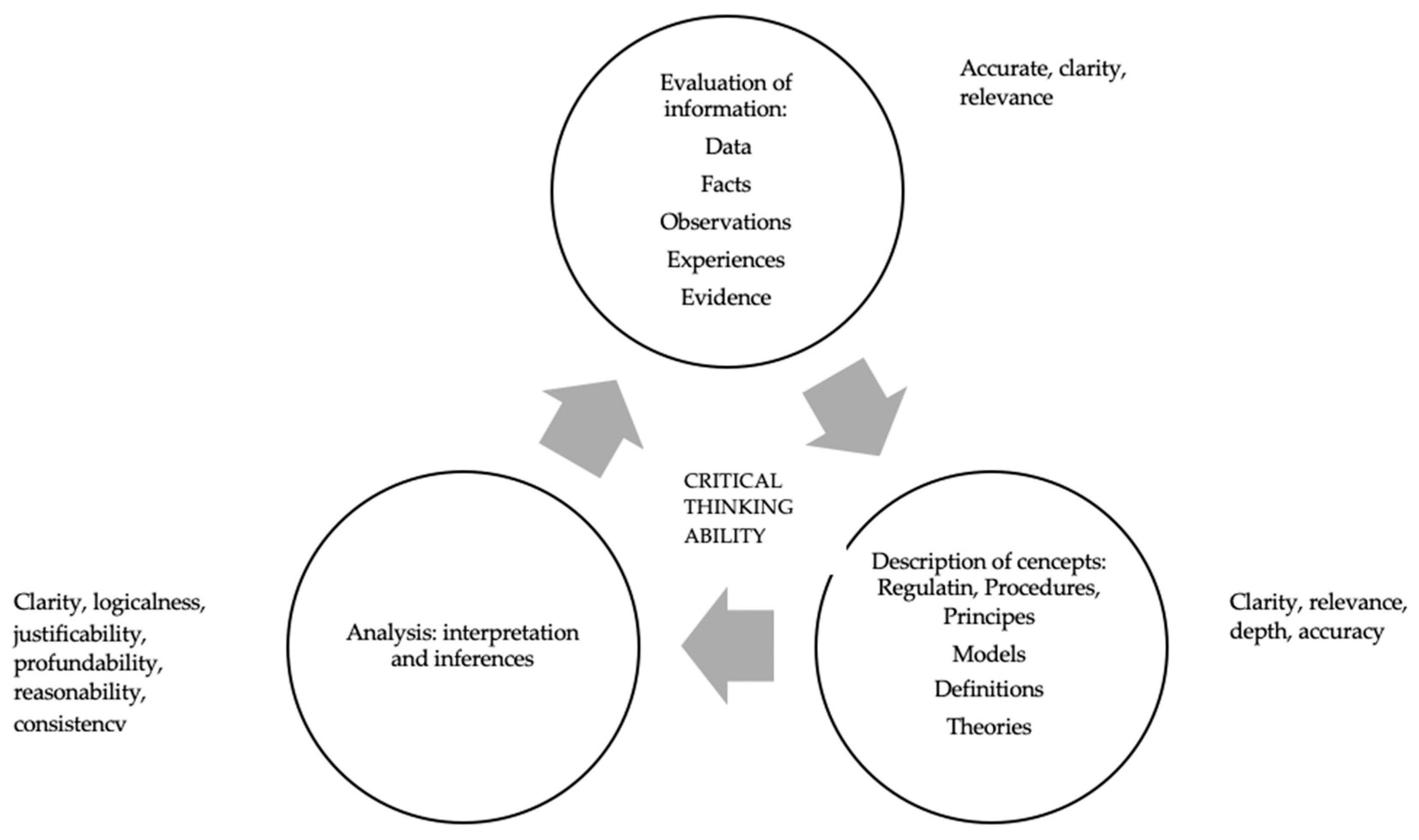
2.3.1. Elaboration of Critical Thinking Model
2.3.2. Elaboration of PRPs
2.3.3. Elaboration of the HACCP Plan
2.3.4. Microbiological Analyses
3. Results and Discussion
3.1. Assessment and Implementation of the PRPs
3.2. Implementation of HACCP Plan
3.2.1. Food Safety Team
3.2.2. Product Characteristics and Intended Use
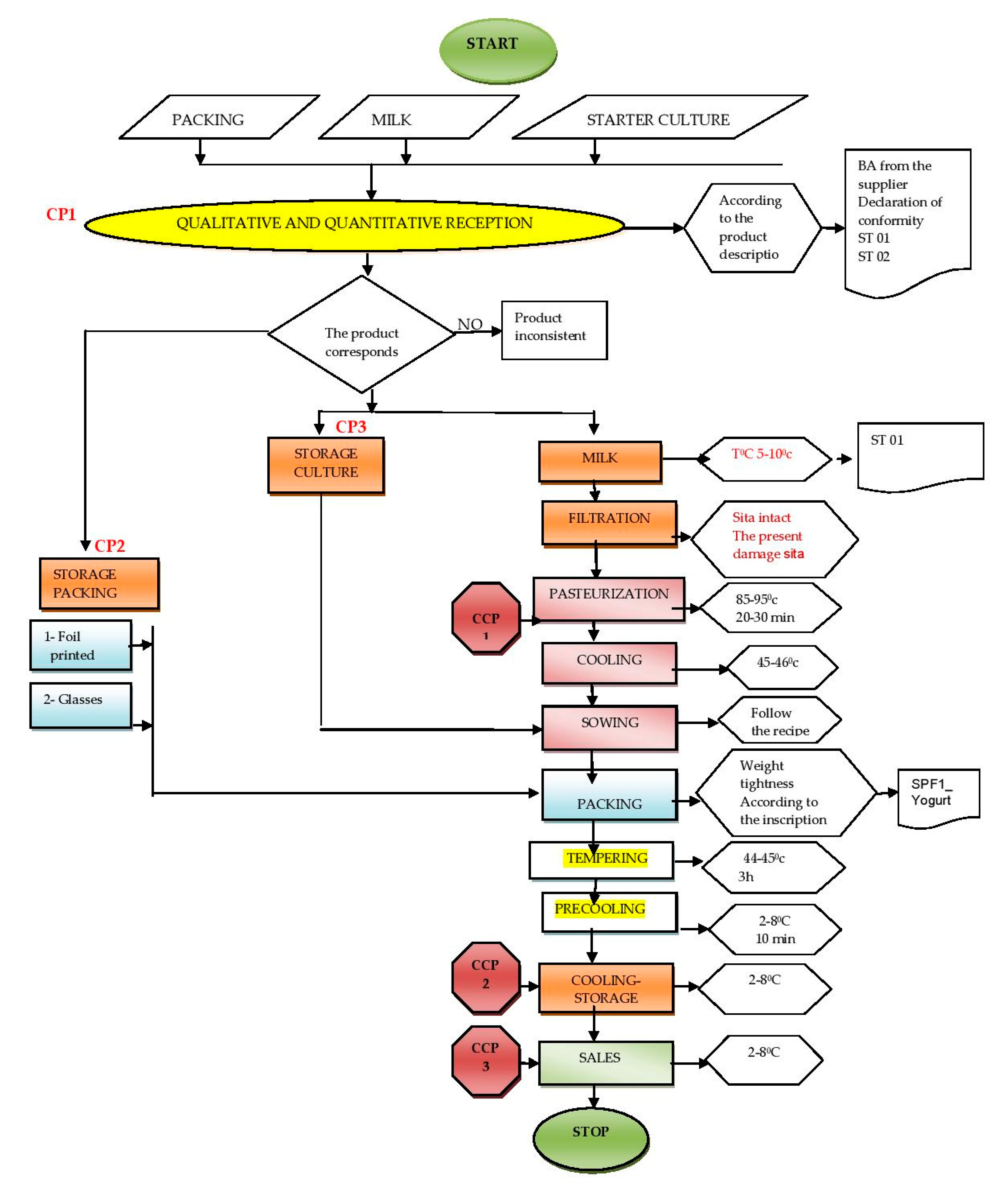
3.2.3. Flow Diagram
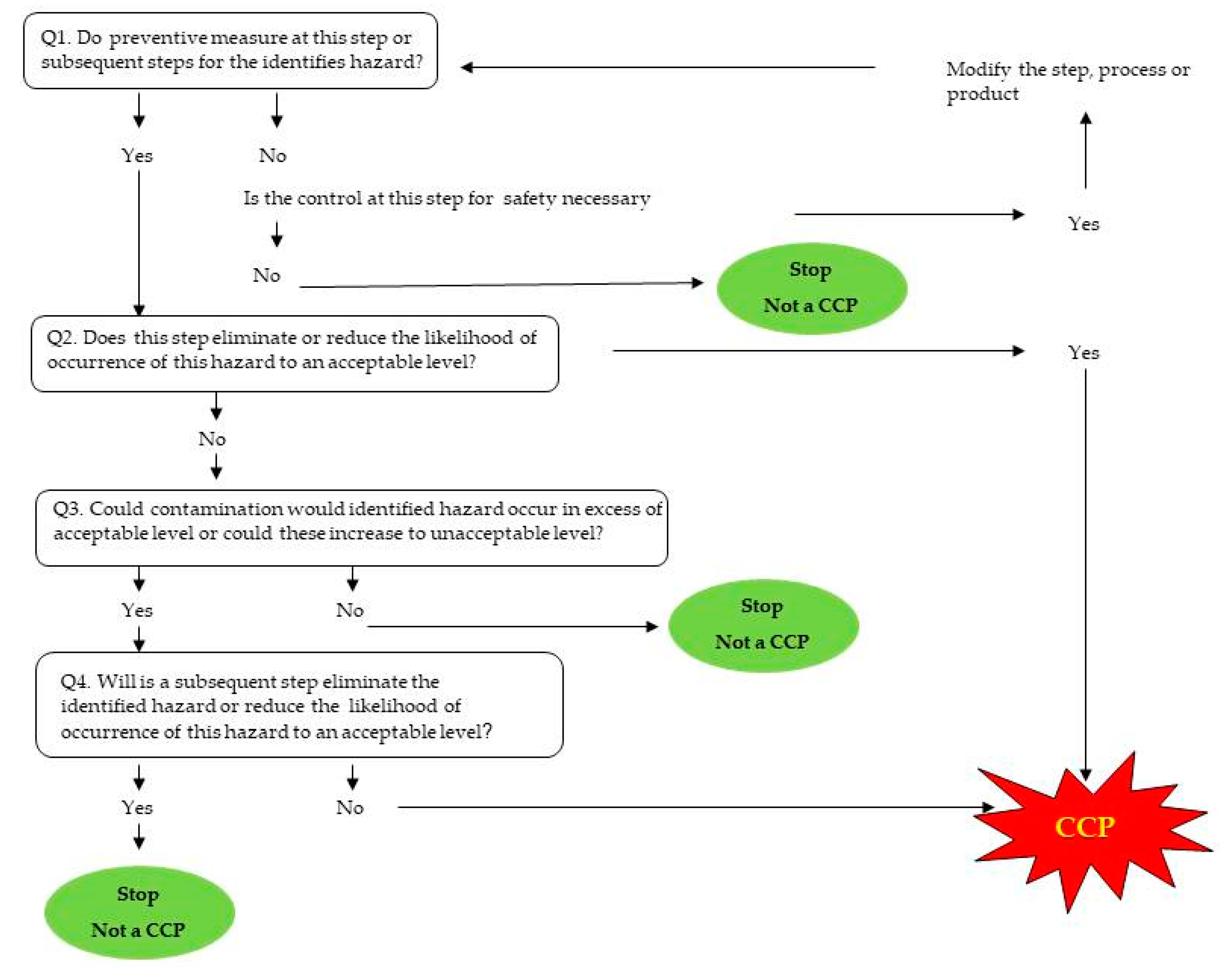
3.2.4. HACCP Plan Principles (Steps 7–12): Hazard Identification and Determination of Acceptable Levels
3.3. Microbiological Analysis Results of Yogurt
4. Limitation of the Study
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| DPP | Dairy pilot plant |
| CCP | Critical control point |
| CP | Control point |
| PRPs | Prerequisite programs |
| OPRPs | Operational prerequisite programs |
| GMP | Good manufacturing practices |
| SSOP | Sanitation standard operating procedure |
| GMP | Good manufacturing practices |
| GHP | Good hygiene practices |
| HACCP | Hazard Analysis Critical Control Points |
| FSMS | Food safety management system |
| QMS | Quality management system |
| QS | Quality system |
| CFU | Colony forming units |
| SCC | Somatic cell count |
| FES | Food engineering students |
References
- Zhang, S.S.; Xu, Z.S.; Qin, L.H.; Kong, J. Low-sugar yogurt making by the co-cultivation of Lactobacillus plantarum WCFS1 with yogurt starter cultures. J. Dairy Sci. 2020. [Google Scholar] [CrossRef]
- Corrieu, G.; Béal, C. Yogurt: The Product and its Manufacture. Encycl. Food Health 2016, 617–624. [Google Scholar] [CrossRef]
- Aryana, K.J.; Olson, D.W. A 100-Year Review: Yogurt and other cultured dairy products. J. Dairy Sci. 2017, 100, 9987–10013. [Google Scholar] [CrossRef]
- Melo, J.; Andrew, P.W.; Faleiro, M.L. Listeria monocytogenes in cheese and the dairy environment remains a food safety challenge: The role of stress re-sponses. Food Res. Int. 2015, 67, 75–90. [Google Scholar] [CrossRef]
- Soni, R.; Jain, N.K.; Shah, V.; Soni, J.; Suthar, D.; Gohel, P. Development of probiotic yogurt: Effect of strain combination on nutritional, rheological, organoleptic and probiotic properties. J. Food Sci. Technol. 2020, 1–13. [Google Scholar] [CrossRef]
- Garcell, H.G.; Garcia, E.G.; Pueyo, P.V.; Martín, I.R.; Arias, A.V.; Serrano, R.N.A. Outbreaks of brucellosis related to the consumption of unpasteurized camel milk. J. Infect. Public Health 2016, 9, 523–527. [Google Scholar] [CrossRef]
- Gould, L.H.; Mungai, E.; Barton Behravesh, C. Outbreaks attributed to Cheese: Differences between outbreaks caused by unpasteurized and pasteurized dairy products, United States, 1998-2011. Foodborne Pathog. Dis. 2014, 11, 545–551. [Google Scholar] [CrossRef]
- Lindstrom, M.; Myllykoski, J.; Sivela, S.; Korkeala, H. Clostridium botulinum in cattle and dairy products. Crit. Rev. Food Sci. Nutr. 2010, 50, 281–304. [Google Scholar] [CrossRef]
- Motarjemi, Y.; Moy, G.G.; Jooste, P.J.; Anelich, L.E. Milk and dairy products. In Food Safety Management—A Practical Guide for the Food Industry; Motarjemi, Y., Lelieveld, H., Eds.; Academic Press: New York, NY, USA, 2014; pp. 83–117. [Google Scholar]
- Claeys, W.L.; Cardoen, S.; Daube, G.; De Block, J.; Dewettinck, K.; Dierick, K.; De Zutter, L.; Huyghebaert, A.; Imberechts, H.; Thiange, P.; et al. Raw or heated cow milk consumption: Review of risks and benefits. Food Control 2013, 31, 251–262. [Google Scholar] [CrossRef]
- Allata, S.; Valero, A.; Benhadja, L. Implementation of traceability and food safety systems (HACCP) under the ISO 22000:2005 standard in North Africa: The case study of an ice cream company in Algeria. Food Control 2017, 79, 239–253. [Google Scholar] [CrossRef]
- Kamboj, S.; Gupta, N.; Bandral, J.D.; Gandotra, G.; Anjum, N. Food safety and hygiene: A review. Int. J. Chem. Stud. 2020, 8, 358–368. [Google Scholar] [CrossRef]
- Manley, D. Quality management systems and hazard analysis critical control point (HACCP) in biscuit manufacture. Manley’s Technol. Biscuitscrackers Cookies 2011, 23–28. [Google Scholar] [CrossRef]
- El-Hofi, M.; El-Tanboly, E.S.; Ismail, A. Implementation of the hazard analysis critical control point (HACCP) system to UF white cheese production line. Acta Sci. Pol. Technol. Aliment. 2010, 9, 331–342. [Google Scholar]
- Nada, S.; Ilija, D.; Igor, T.; Jelena, M.; Ruzica, G. Implication of food safety measures on microbiological quality of raw and pasteurized milk. Food Control 2012, 25, 728–731. [Google Scholar] [CrossRef]
- Chen, H.; Chen, Y.; Liu, S.; Yang, H.; Chen, C.; Chen, Y. Establishment the critical control point methodologies of seven major food processes in the catering industry to meet the core concepts of ISO 22000:2018 based on the Taiwanese experience. J. Food Saf. 2019, 1–10. [Google Scholar] [CrossRef]
- Panghal, A.; Chhikara, N.; Sindhu, N.; Jaglan, S. Role of Food Safety Management Systems in safe food production: A review. J. Food Saf. 2018, 38. [Google Scholar] [CrossRef]
- ISO 22000:2018. ISO 22000-Food Safety Management Systems Requirements for Any Organization in the Food Chain; ISO: Geneva, Switzerland, 2018. [Google Scholar]
- Chhikara, N.; Jaglan, S.; Sindhu, N.; Anshid, V.; Veera, M.; Charan, S.; Panghal, A. Importance of traceability in food supply chain for brand protection and food safety systems implementation. Ann. Biol. 2018, 34, 111–118. [Google Scholar]
- Cusato, S.; Gameiro, A.H.; Corassin, C.H.; Sant’Ana, A.S.; Cruz, A.G.; Faria, J.d.A.F.; de Oliveira, C. AF Food Safety Systems in a Small Dairy Factory: Implementation, Major Challenges, and Assessment of Systems’ Performances. Foodborne Pathog. Dis. 2013, 10, 6–12. [Google Scholar] [CrossRef]
- Regulation (EC) No 853/2004 of the European Parliament and of the Council of 29 April 2004 Laying Down Specific Hygiene Rules for Food of Animal Origin as Amended and Supplemented by Reg. Nr. 1020/2008. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32004R0853&from=en (accessed on 11 May 2020).
- Regulation (EU) No. 365/2010 of the Commission of 28 April 2010 Amending Regulation (EC) No Regulation (EC) No 2073/2005 on Microbiological Criteria for Food as Regards Enterobacteria in Pasteurized Milk and Other Liquid Pasteurized Milk Products and Listeria Monocytogenes in Food Salt. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32010R0365&from=EN (accessed on 11 May 2020).
- EU Council Directive 2002/99/EC. Council Directive 2002/99/EC of 16 December 2002 Laying Down the Animal Health Rules Governing the Production, Processing, Distribution and Introduction of Products of Animal Origin for Human Consumption. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32002L0099&from=DE (accessed on 11 May 2020).
- Regulation (EC) No 178/2002. Regulation (EC) No 178/2002 of the European Parliament and of the Council of 28 January 2002 Laying Down the General Principles and Requirements of Food Law, Establishing the European Food Safety Authority and Laying Down Procedures in Matters of Food Safety. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32002R0178&from=EN (accessed on 11 May 2020).
- Regulation (EC) No 852/2004. Regulation (EC) No 852/2004 of the European Parliament and of the Council of 29 April 2004 on the Hygiene of Foodstuffs. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32004R0852&from=EN (accessed on 11 May 2020).
- Regulation (EC) No 854/2004. Regulation (EC) No 854/2004 of the European Parliament and of the Council of 29 April 2004 Laying Down Specific Rules for the Organisation of Official Controls on Products of Animal Origin Intended for Human Consumption. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32004R0854&from=EN (accessed on 11 May 2020).
- Regulation (EC) 882/2004. Regulation (EC) No 882/2004 of the European Parliament and of the Council of 29 April 2004 on Official Controls Performed to Ensure the Verification of Compliance with Feed and Food Law, Animal Health and Animal Welfare Rules. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32004R0882&from=EN (accessed on 11 May 2020).
- SR EN ISO 4833-1:2014 Microbiology of the Food Chain—Horizontal Method for the Enumeration of Microorganisms—Part 1: Colony Count at 30 Degrees c by the Pour Plate Technique. Available online: https://www.iso.org/standard/53728.html (accessed on 11 May 2020).
- SR EN ISO 13366-1:2008/AC:2010 Milk—Enumeration of Somatic Cells—Part 1: Microscopic Method (Reference Method). Available online: https://www.iso.org/standard/40259.html (accessed on 11 May 2020).
- ISO 21528-1:2017 Microbiology of the Food Chain—Horizontal Method for the Detection and Enumeration of Enterobacteriaceae—Part 1: Detection of Enterobacteriaceae; ISO: Geneva, Switzerland, 2017.
- Da Cruz, A.G.; Cenci, S.A.; Maia, M.C. Quality assurance requirements in produce processing. Trends Food Sci. Technol. 2006, 8, 406–411. [Google Scholar] [CrossRef]
- Gaaloul, I.; Riabi, S.; Ghorbel, R.E. Implementation of ISO 22000 in cereal food industry “SMID” in Tunisia. Food Control 2011, 22, 59–66. [Google Scholar] [CrossRef]
- Karaman, A.D.; Cobanoglu, F.; Tunalioglu, R.; Ova, G. Barriers and benefits of the implementation of food safety management systems among the Turkish dairy industry: A case study. Food Control 2012, 25, 732–739. [Google Scholar] [CrossRef]
- Martínez-Rodríguez, A.J.; Carrascosa, A.V. HACCP to control microbial safety hazards during winemaking: Ochratoxin A. Food Control 2009, 20, 469–475. [Google Scholar] [CrossRef]
- Mortimore, S. How to make HACCP really work in practice. Food Control 2001, 12, 209–215. [Google Scholar] [CrossRef]
- Fernandez-Segovia, I.; Perez-LIacer, A.; Peidro, B.; Fuentes, A. Implementation of a food safety management system according to ISO 22000 in the food supplement industry: A case study. Food Control 2014, 43, 28–34. [Google Scholar] [CrossRef]
- McSwane, D.; Rue, N.; Linton, R. Essentials of Food Safety and Sanitation, 3rd ed.; Pearson Education: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- Arvanitoyannis, I.S.; Varzakas, T.H.; Koukaliaroglou-van Houwelingen, M. Implementing HACCP and ISO 22000 for Foods of Animal Origin—Dairy Products. In HACCP and ISO 22000-Application to Foods of Animal Origin; Arvanitoyiannis, I.S., Ed.; Wiley-Blackwell: Oxford, UK, 2009; pp. 91–180. [Google Scholar]
- Papademas, P.; Bintsis, T. Food safety management systems (FSMS) in the dairy industry: A review. Int. J. Dairy Technol. 2010, 63, 489–503. [Google Scholar] [CrossRef]
- MacSwane, D.; Rue, N.; Linton, R. Food safety. In Essentials of Food Safety and Sanitation, 2nd ed.; McSwane, D., Rue, N., Linton, R., Eds.; Prentice Hall: Upper Saddle River, NJ, USA, 2000; pp. 1–75. [Google Scholar]
- Van Asselt, E.D.; Noordam, M.Y.; Pikkemaat, M.G.; Dorgelo, F.O. Risk-based monitoring of chemical substances in food: Prioritization by decision trees. Food Control 2018, 93, 112–120. [Google Scholar] [CrossRef]
- Trevisani, M.; Mancusi, R.; Valero, A. Thermal inactivation kinetics of Shiga toxin-producing Escherichia coli in buffalo mozzarella curd. J. Dairy Sci. 2014, 97, 642–650. [Google Scholar] [CrossRef]
- Valero, A.; Cejudo, M.; García-Gimeno, R.M. Inactivation kinetics for Salmonella Enteritidis in potato omelet using microwave heating treatments. Food Control 2014, 43, 175–182. [Google Scholar] [CrossRef]
- Van Lieverloo, J.H.M.; de Roode, M.; Fox, M.B.; Zwietering, M.H.; Wells- Bennik, M.H. Multiple regression model for thermal inactivation of Listeria monocytogenes in liquid food products. Food Control 2013, 29, 394–400. [Google Scholar] [CrossRef]
- Lu, J.; Pua, X.H.; Liu, C.T.; Chang, C.L.; Cheng, K.C. The implementation of HACCP management system in a chocolate ice cream plant. J. Food Drug Anal. 2014, 22, 391–398. [Google Scholar] [CrossRef]
- Kassem, M.; Salem, E.; Ahwal, A.M.; Saddik, M.; Gomaa, N.F. Application of hazard analysis and critical control point in dairy industry. Rev. Sante Mediterr. Orient. 2002, 8, 114–128. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step 1 | Assemble HACCP 1 team |
| Step 2 | Describe product |
| Step 3 | Identify intended use |
| Step 4 | Construct flow diagram |
| Step 5 | On-site confirmation of flow diagram |
| Step 6. Principle 1 | List all potentioal hazards, conduct a hazard analysis, and consider control measures |
| Step 7. Principle 2 | Determine CCPs 2 |
| Step 8. Principle 3 | Establish critical limits for each CCPs |
| Step 9. Principle 4 | Establish a monitoring system for each CCPs |
| Step 10. Principle 5 | Establish corrective actions |
| Step 11. Principle 6 | Establish verification procedures |
| Step 12. Principle 7 | Establish documentation and record-keeping |
| Likelihood of Occurrence | Hazard Severity | |
|---|---|---|
| High (3) | Highly probable; known history in the sector | Life-threatening or long-term chronic illness (e.g., infection, intoxication, or anaphylaxis), chronic effects or death |
| Medium (2) | Could occur; minimal history within the sector but has happened | Injury or intolerance; not usually life-threatening |
| Low (1) | Unlikely to occur; no known examples | Minor or no effect; short duration |
| 1 | Product name | Gourmeticus yogurt |
| 2 | Composition and ingredients | Pasteurized milk and cultures of selected dairy bacteria (Lyofast Y 450 B, Lyofast Y 452 B) |
| 3 | Organoleptic characteristics | Compact, homogeneous curd, without gas bubbles or zircon; the ruptured clot has a porous granular appearance. Milk-specific white, uniform or yellowish in color. The specific smell and taste of yogurt, pleasantly sour, without foreign taste or smell. |
| 4 | Physio-chemical characteristics | It must not have any physical impurities. Fat minimum 3.0 ± 0.1%, total solids content minimum 11%, acidity minimum 0.6% lactic acid, protein substances minimum 2.8% |
| 5 | Microbiological characteristics | Salmonella, E coli., Enterobacter, Shigella, Klebsiella—absent |
| 6 | Treatments | Pasteurization |
| 6 | Nutritional values | Energy value 55.8 kcal 3% fat, of which 2 g saturated fatty acids, 4 g carbohydrates, 3.2 g protein, and 0.2 g salt. |
| 7 | Packing method | In 200 g plastic cups and the closure is made with heat-sealable metallic foil. |
| 8 | Terms of validity | 21 days |
| 9 | Storage instructions | Refrigerated rooms, clean, disinfected, ventilated, no foreign smell at temperatures between 2–8 °C. |
| 10 | Labelling instructions | Labelling must be carried out following the regulations and include the following aspects: the name of the product, list of ingredients, any ingredient or technological adjuvant that causes allergies or intolerances used in the respective factory, the number of certain ingredients or ingredient categories, net quantity of food, date of minimum durability or expiration date, special storage conditions, name or trade name and address of the food business operator, country of origin or place of origin, instructions for use, nutrition statement, date of manufacture (day, month, batch). |
| 11 | Instructions for use | It is consumed as such. |
| 12 | Delivery/sales conditions | Authorized means of transport, isothermal, refrigerated, clean, ventilated, in the absence of toxic substances or a pungent smell at temperatures between 2–8 °C. The product is sold at the university store. The temperature in the storage refrigerator is between 2–8 °C. |
| The Stage of the Technological Process | Potential Hazards | Is the Danger Potentially Significant? | Hazard Assessment | Preventive Measures/Control Measures | |||
|---|---|---|---|---|---|---|---|
| S 1 | P 2 | HR 3 | |||||
| 1. Reception of milk | B 4 | Mycobacterium tuberculosis, Salmonella, E coli, Staphylococcus aureus, Brucella campylobacter, Listeria monocytogenes, Bacillus cereus, Mycobacterium bovis CFU 7 max 100,000/mL, SCC 8 max 400,000 mL | Yes—non-compliant milk can lead to obtaining an inappropriate product or even to the production of diseases. | 3 | 1 | 3 | -Compliance with GMP measures and training of staff on compliance with GMP measures -Performing a second party audit at the supplier to verify compliance with GHP measures -Checking the analysis reports, the declarations of conformity, and the sanitary approvals that accompanies the raw milk -Rejection of inadequate raw milk from a microbiological and physio-chemical point of view -Cooling the milk immediately after milking on the farm and transporting to a refrigerator -Checking the temperature and transport conditions |
| C 5 | Antibiotics, pesticides, neutralizers, nitrates, mycotoxins, drugs, growth hormones, the presence of detergents and disinfection substances | Yes—it can lead to obtaining an inappropriate product or even to a health impact causing different diseases. | 3 | 1 | 3 | ||
| P 6 | Hair, straw, feces | No—the presence of foreign bodies cannot cause injury to the consumer. | 2 | 1 | 1 | ||
| 2. Reception and packaging storage | B | E coli., Staphylococcus, B. cereus, molds | Yes—infected and infested packaging can lead to an unsuitable product or even disease. | 3 | 1 | 3 | -Compliance with GMP measures and training of staff on compliance with GMP measures -Evaluation and selection of suppliers -Verification of declarations of conformity accompanying packaging -Rejection of improper packaging from a microbiological and physio-chemical point of view -Proper storage of packaging |
| C | - | - | - | - | - | ||
| P | - | - | - | - | - | ||
| 3. Reception of lactic acid bacteria starter cultures | B | Salmonella, E coli., Staphylococcus | Yes—contamination can lead to an unsuitable product or even disease. | 3 | 1 | 3 | -Compliance with GMP measures and training of staff on compliance with GMP measures -Verification of the declarations of conformity that accompany the starter cultures -Monitoring the storage temperature and following the validity period written on the label -Observing the FIFO 9 principle and disinfecting the refrigerator after each defrost -Keeping in its own closed packaging |
| C | - | - | - | - | - | ||
| P | - | - | - | - | - | ||
| 4. Milk filtration | B | - | - | - | - | - | -Compliance with GMP measures and staff training -Maintenance filters -Checking the hygiene and operation of the filter |
| C | Contamination with detergent residues | No—the presence of residues of washing substances cannot cause serious illness. | 2 | 1 | 2 | ||
| P | Filtering surface | Yes—the presence of metallic impurities can cause illness and injury to the consumer. | 2 | 1 | 2 | ||
| 5. Pasteurization | B | M. tuberculosis, Brucella, E coli. | Yes—contamination can lead to an unsuitable product or even disease. | 3 | 1 | 3 | -Compliance with GMP measures and training of staff on compliance with GMP measures -Checking the equipment’s hygiene and utensils by performing quarterly sanitation tests and by visual inspection before each pasteurization. -Respecting and monitoring the pasteurization conditions (time and temperature)—thermograms -Maintenance of washing and disinfection substances in specially arranged places, kept under lock and key -Control of washing solutions |
| C | Contamination with detergent residues | No—the presence of residues of washing substances cannot cause serious illness. | 2 | 1 | 2 | ||
| P | - | - | - | - | - | ||
| 6. Cooling | B | - | - | - | - | - | - |
| C | - | - | - | - | - | ||
| P | - | - | - | - | - | ||
| 7. Inoculation with the starter culture of lactic acid bacteria and fermentation | B | - | - | - | - | - | -Compliance with GMP measures and training of staff on compliance with GMP measures -Performing quarterly sanitation tests to check the hygiene of equipment, utensils, staff -Employee staff must have regular medical check-ups performed according to the legislation in force -Performing disinfection operations according to the planning |
| C | Contamination with detergent residues | No—the presence of residues of washing substances cannot cause serious illness. | 2 | 1 | 2 | ||
| P | The presence of foreign bodies in the production space, from the staff, from the utensils | Yes—the presence of foreign bodies can cause injury to the consumer. | 2 | 1 | 2 | ||
| 8. Packaging | B | - | - | - | - | - | -Compliance with GMP measures and training of staff on compliance with GMP -Performing quarterly sanitation tests to check the hygiene of equipment, staff, packaging -Employee staff must have regular medical check-ups performed following the legislation in force -Checking the heat seal of the lids |
| C | Contamination with detergent residues | No—the presence of residues of washing substances cannot cause serious illness. | 2 | 1 | 2 | ||
| P | - | - | - | - | - | ||
| 9. Tempering | B | - | - | - | - | - | - |
| C | - | - | - | - | - | ||
| P | - | - | - | - | - | ||
| 10. Pre-cooling | B | - | - | - | - | - | - |
| C | - | - | - | - | - | ||
| P | - | - | - | - | - | ||
| 11. Storage Cooling | B | Salmonella, E coli., Enterobacter, Shigella, Klebsiella | Yes—contamination can lead to an unsuitable product or even disease. | 3 | 1 | 3 | -Compliance with GMP, GHP measures and training of staff in compliance with GMP, GHP -Performing disinfection operations according to the planning made by the HACCP coordinator -Monitoring the temperature in the cold storage and following the shelf life written on the label -Respect the FIFO principle -Carrying out the disinfection operations according to the planning |
| C | - | - | - | - | - | ||
| P | Pests, mice | Yes—contamination can lead to an unsuitable product or even disease. | 2 | 1 | 2 | ||
| 12. Sales | B | Salmonella, E coli., Enterobacter, Shigella, Klebsiella | Yes—contamination can lead to an unsuitable product or even disease. | 3 | 1 | 3 | -Compliance with GMP, GHP measures and training of staff on compliance with GMP, GHP -Respecting the sales parameters and checking the validity term written on the label -Respecting the FIFO principle and sanitizing the refrigerator after each defrost -Performing disinfection operations according to the planning made by the HACCP coordinator |
| C | - | - | - | - | - | ||
| P | - | - | - | - | - | ||
| Stage | Q31 | Q2 | Q3 | Q4 | CCP/CP |
|---|---|---|---|---|---|
| Qualitative and quantitative reception of milk | Yes | No | No | - | CP |
| Qualitative and quantitative reception and packaging storage | Yes | No | No | - | CP |
| Qualitative and quantitative reception of lactic acid bacteria starter cultures | Yes | No | No | - | CP |
| Pasteurization | Yes | Yes | - | - | CCP1 |
| Cooling, storage | Yes | No | Yes | No | CCP2 |
| Sales | Yes | No | Yes | No | CCP3 |
| Pasteurization | Storage, Cooling | Sales | ||
|---|---|---|---|---|
| Target value | 85–95 °C 20–30 min | 2–8 °C | 2–8 °C | |
| Critical value | ≤85 °C; ≤20 min | ≥8 °C | ≥8 °C | |
| Monitoring | Responsible | Technological engineer | Technological engineer | Refrigerator driver |
| Method | Physical method, visual | Physical method, visual | Physical method, visual | |
| Frequency | Continue | Continue | Continue | |
| Document | Monitoring sheet | Monitoring sheet | Monitoring sheet | |
| Correction/Corrective action | Correction | For parameters (temperature, time) | For parameters (temperature) | For parameters (temperature) |
| Corrective action | Bringing the parameters to the critical value (increasing the temperature and time) | Bringing the parameters to the critical value (temperature drop) | Bringing the parameters to the critical value (temperature drop) | |
| Responsible | Technological engineer | Technological engineer | Technological engineer | |
| Crt. No | Field of Verification | Check Frequency | Responsible for Verification |
|---|---|---|---|
| 1. | Verification of compliance with the procedure for selecting suppliers and procurement of raw milk and materials | Monthly | HACCP team leader/FES |
| 2. | Checking the quality and safety of food | Monthly | Responsible for hygiene and quality/FES |
| 3. | Checking the mode of transport of raw milk and materials | Monthly | Technological engineer/FES |
| 4. | Checking the storage and output mode for processing raw milk and materials | Monthly | Technological engineer/FES |
| 5. | Drinking water supply check | Annually | Responsible for hygiene and quality/FES |
| 6. | Verification of compliance with the stages of preparation of raw milk and materials | Monthly | Technological engineer/FES |
| 7. | Verification of compliance with equipment maintenance | Biannually | Maintenance manager/FES |
| 8. | Verification of calibration of measuring and control devices | Biannually | HACCP team leader/FES |
| 9. | Checking the hygiene of production spaces, annexes, and social groups | Monthly | HACCP team leader/FES |
| 10. | Checking the control of the health status of the staff | Biannually | HACCP team leader/FES |
| 11. | Checking the hygiene of the work equipment | Monthly | HACCP team leader/FES |
| 12. | Checking the way to ensure the disposal of waste | Biannually | HACCP team leader/FES |
| 13. | Verification of compliance with the pest control procedure | Monthly | HACCP team leader/FES |
| 14. | Verification of CCP records; deviations from critical limits; execution of corrective measures | Daily | HACCP team leader/FES |
| 15. | Checking CP records | Daily | HACCP team leader/FES |
| 16. | Checking the way to ensure staff training | Biannually | HACCP team leader/FES |
| 17. | Checking the quality control and safety of the finished products | Monthly | Responsible for hygiene and quality/FES |
| 18. | Checking the registration activity | Monthly | HACCP team secretary/FES |
| 19. | Checking the registration and settlement mode of complaints | Monthly | HACCP team secretary/FES |
| Analyze/Sample | Before/After HACCP Implementation | Raw Milk | Pasteurized Milk | Yogurt |
|---|---|---|---|---|
| CFU SR EN ISO 4833-1:2014 | Before HACCP implementation | 250,000 cfu/mL | 754 cfu/mL | - |
| After HACCP implementation | 80,182 cfu/mL | 97 cfu/mL | - | |
| SCC SR EN ISO 13366-1:2008/AC:2010 | Before HACCP implementation | 345,000 NCS/mL | - | - |
| After HACCP implementation | 14,000 NCS/mL | - | - | |
| Enterobacteriaceae ISO 21528-1:2017 | Before HACCP implementation | - | 6 cfu/mL | 3 cfu/mL |
| After HACCP implementation | - | 0 cfu/mL | 0 cfu/mL |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mureşan, C.C.; Marc, R.A.; Jimborean, M.; Rusu, I.; Mureşan, A.; Nistor, A.; Cozma, A.; Suharoschi, R. Food Safety System (HACCP) as Quality Checkpoints in a Spin-Off Small-Scale Yogurt Processing Plant. Sustainability 2020, 12, 9472. https://doi.org/10.3390/su12229472
Mureşan CC, Marc RA, Jimborean M, Rusu I, Mureşan A, Nistor A, Cozma A, Suharoschi R. Food Safety System (HACCP) as Quality Checkpoints in a Spin-Off Small-Scale Yogurt Processing Plant. Sustainability. 2020; 12(22):9472. https://doi.org/10.3390/su12229472
Chicago/Turabian StyleMureşan, Crina Carmen, Romina Alina (Vlaic) Marc, Mirela Jimborean, Iulian Rusu, Andruţa Mureşan, Alina Nistor, Angela Cozma, and Ramona Suharoschi. 2020. "Food Safety System (HACCP) as Quality Checkpoints in a Spin-Off Small-Scale Yogurt Processing Plant" Sustainability 12, no. 22: 9472. https://doi.org/10.3390/su12229472
APA StyleMureşan, C. C., Marc, R. A., Jimborean, M., Rusu, I., Mureşan, A., Nistor, A., Cozma, A., & Suharoschi, R. (2020). Food Safety System (HACCP) as Quality Checkpoints in a Spin-Off Small-Scale Yogurt Processing Plant. Sustainability, 12(22), 9472. https://doi.org/10.3390/su12229472