Durability Indicators for Sustainable Self-Consolidating High-Strength Concrete Incorporating Palm Oil Fuel Ash


Abstract
:1. Introduction
2. Materials and Methods
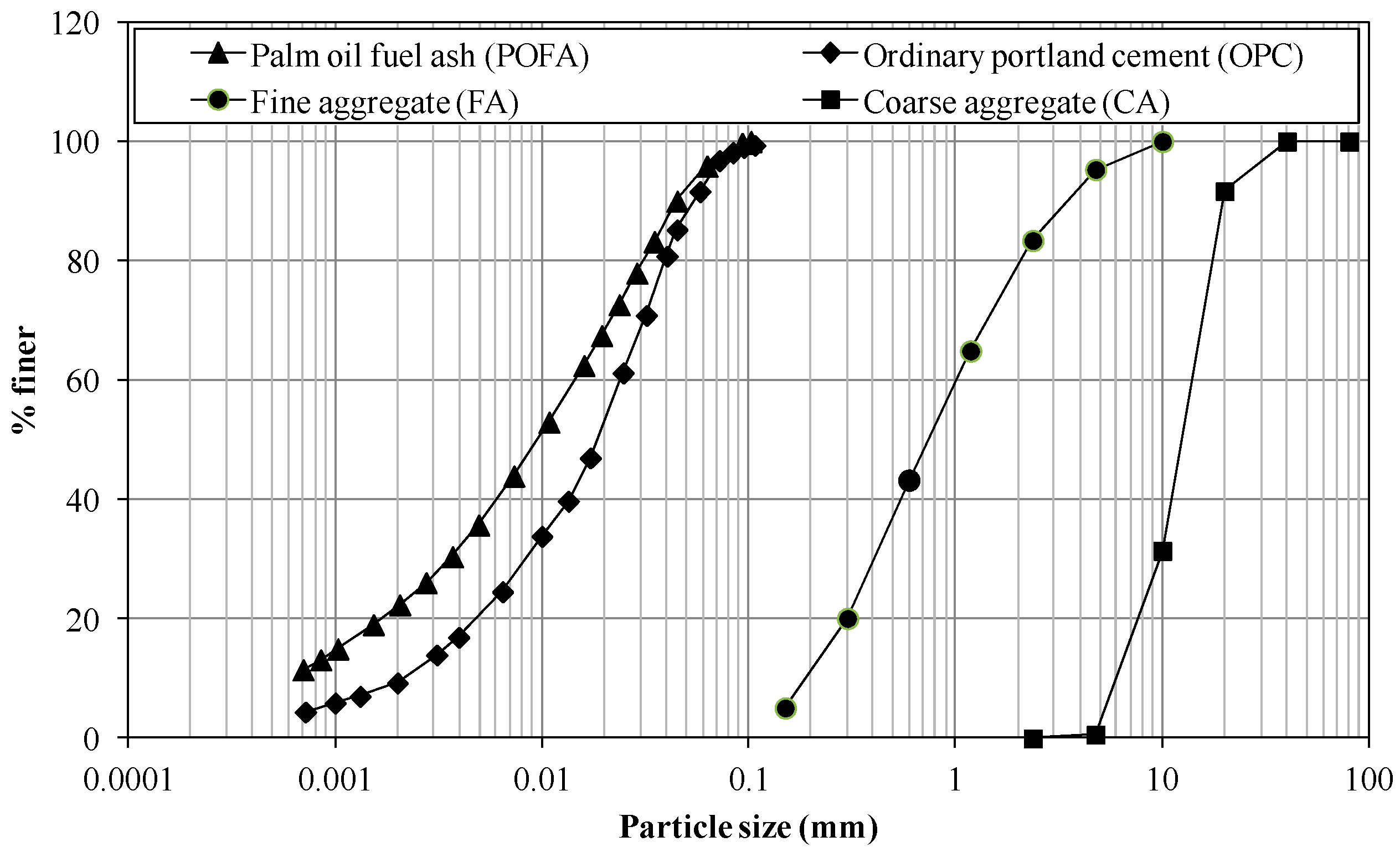
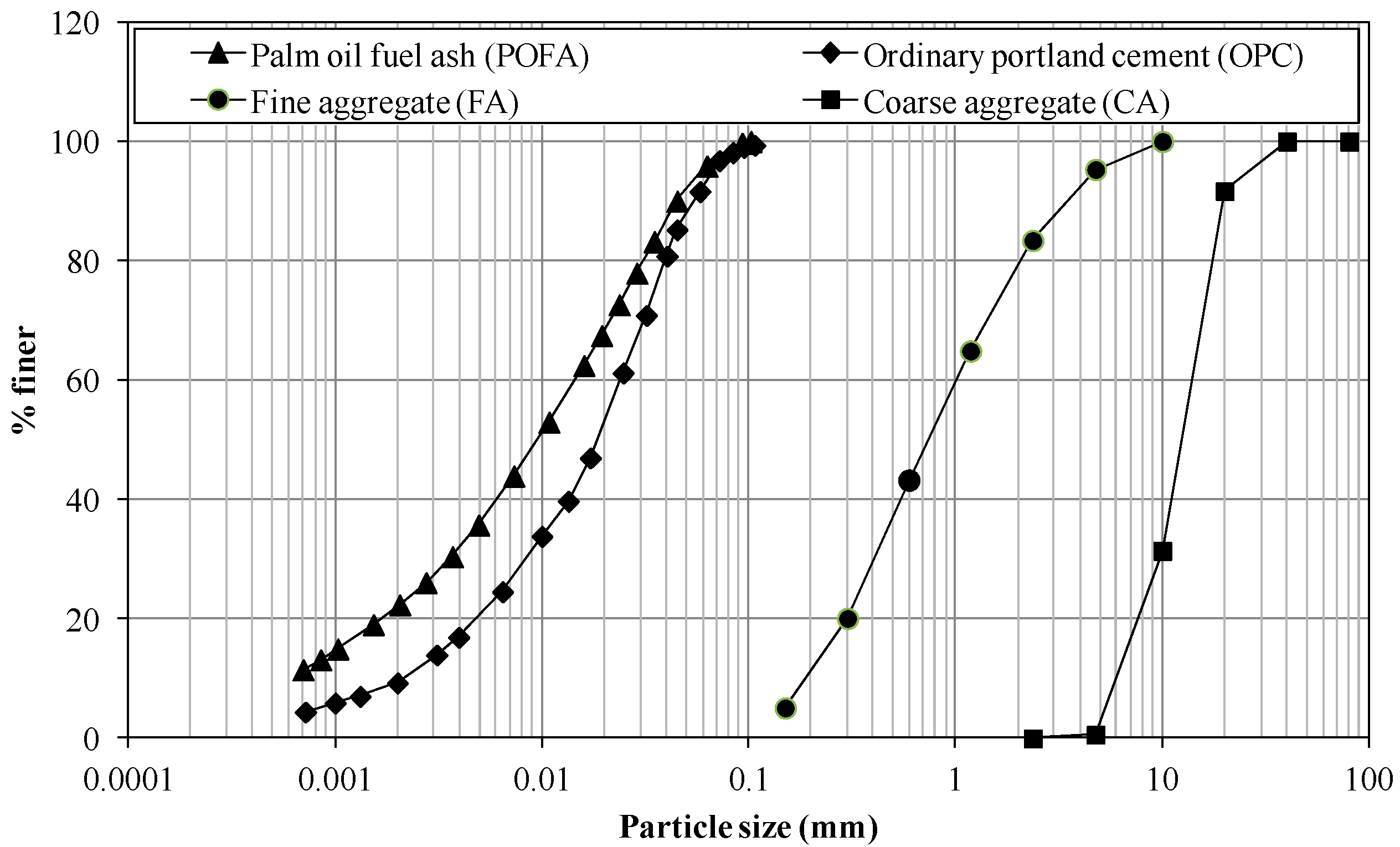
2.1. Materials
2.2. Mix Proportions of Sustainable SCHSCs
2.3. Preparation and Testing of Fresh Sustainable SCHSCs
2.4. Preparation and Testing of Hardened Sustainable SCHSCs
3. Test Results of Sustainable SCHSCs and Discussion
3.1. Workability
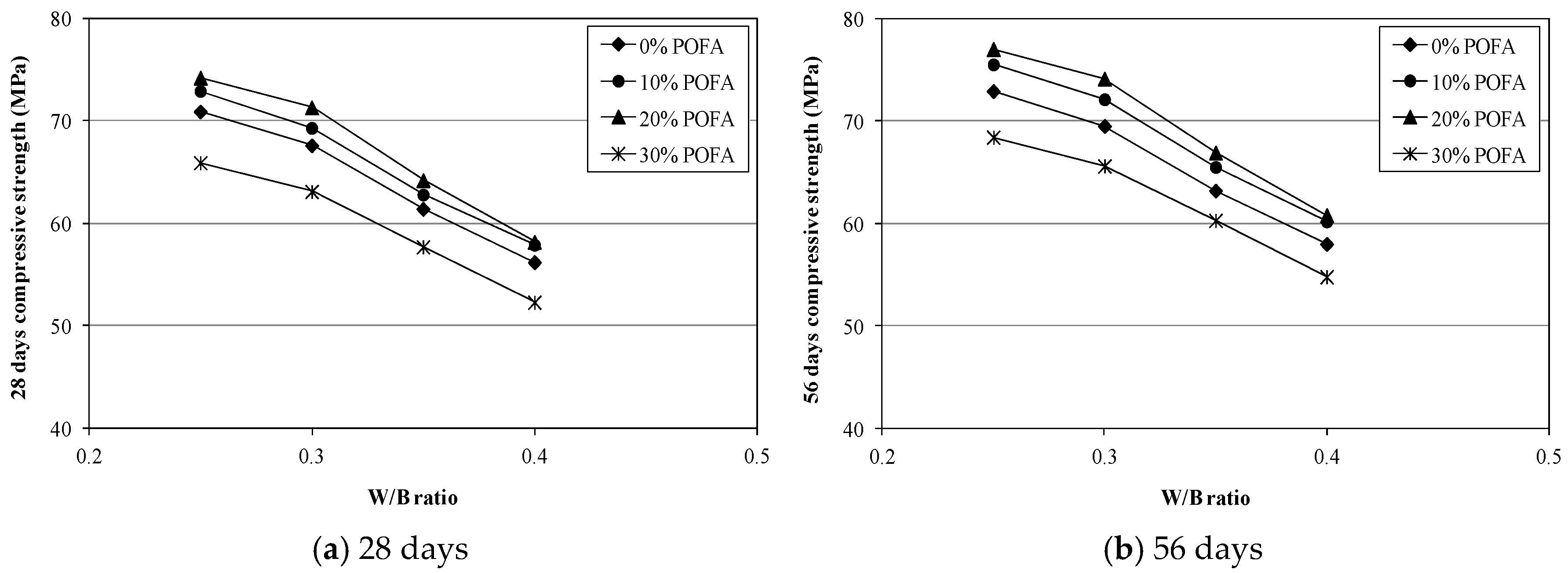
3.2. Compressive Strength
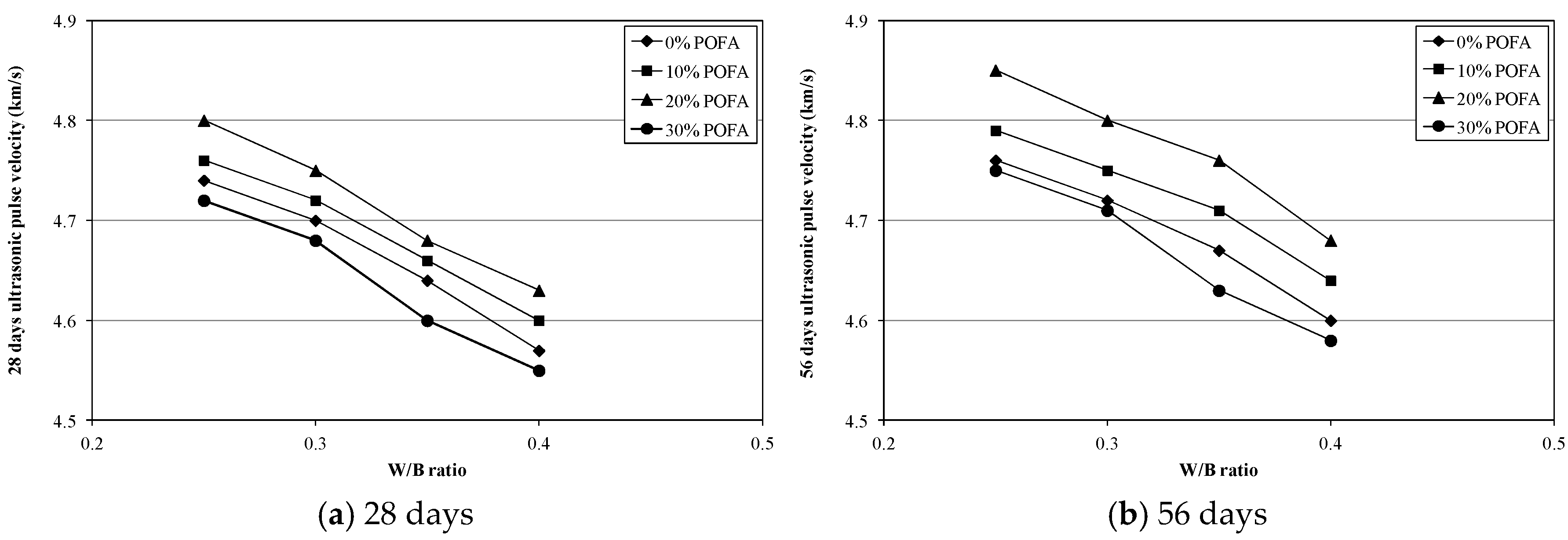
3.3. Ultrasonic Pulse Velocity (UPV)
3.4. Permeable Porosity
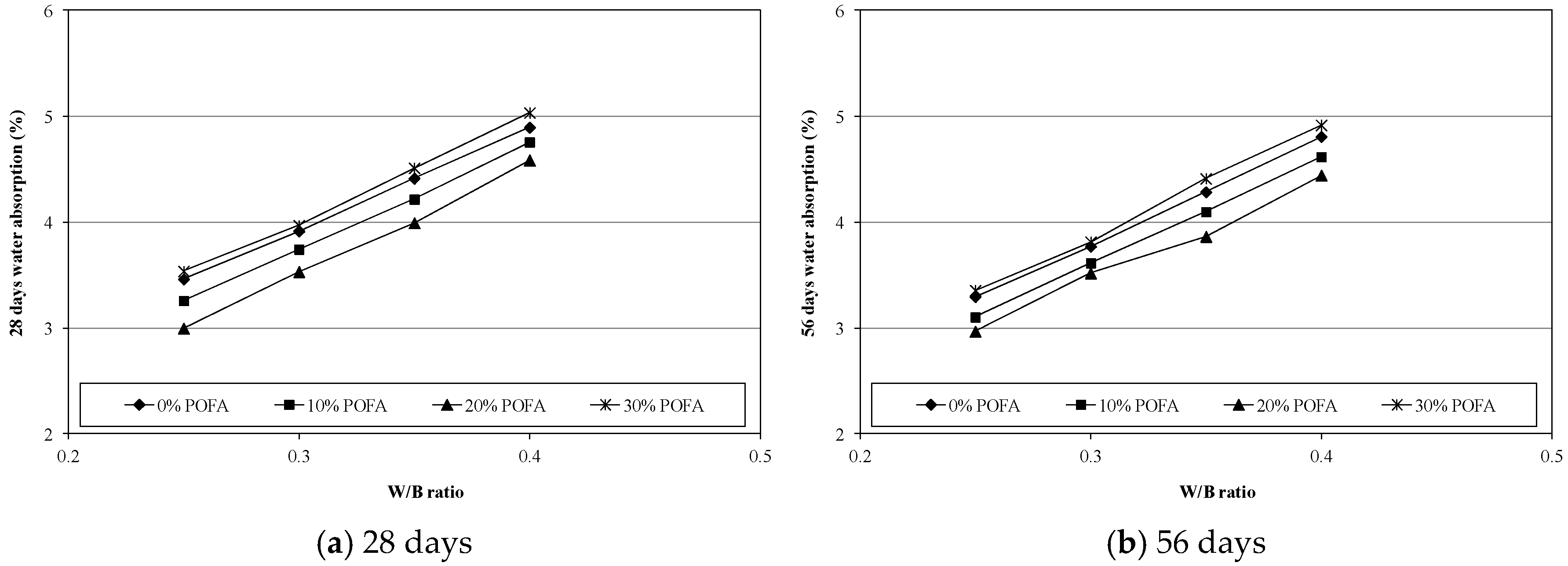
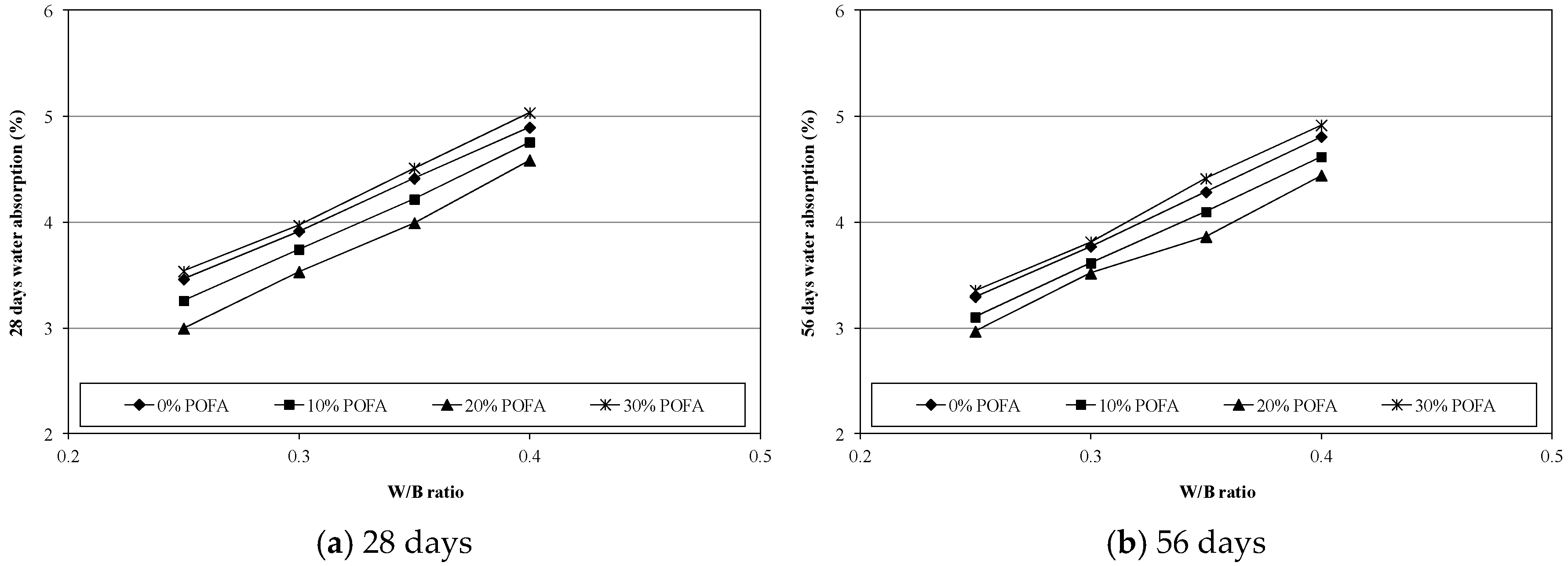
3.5. Water Absorption
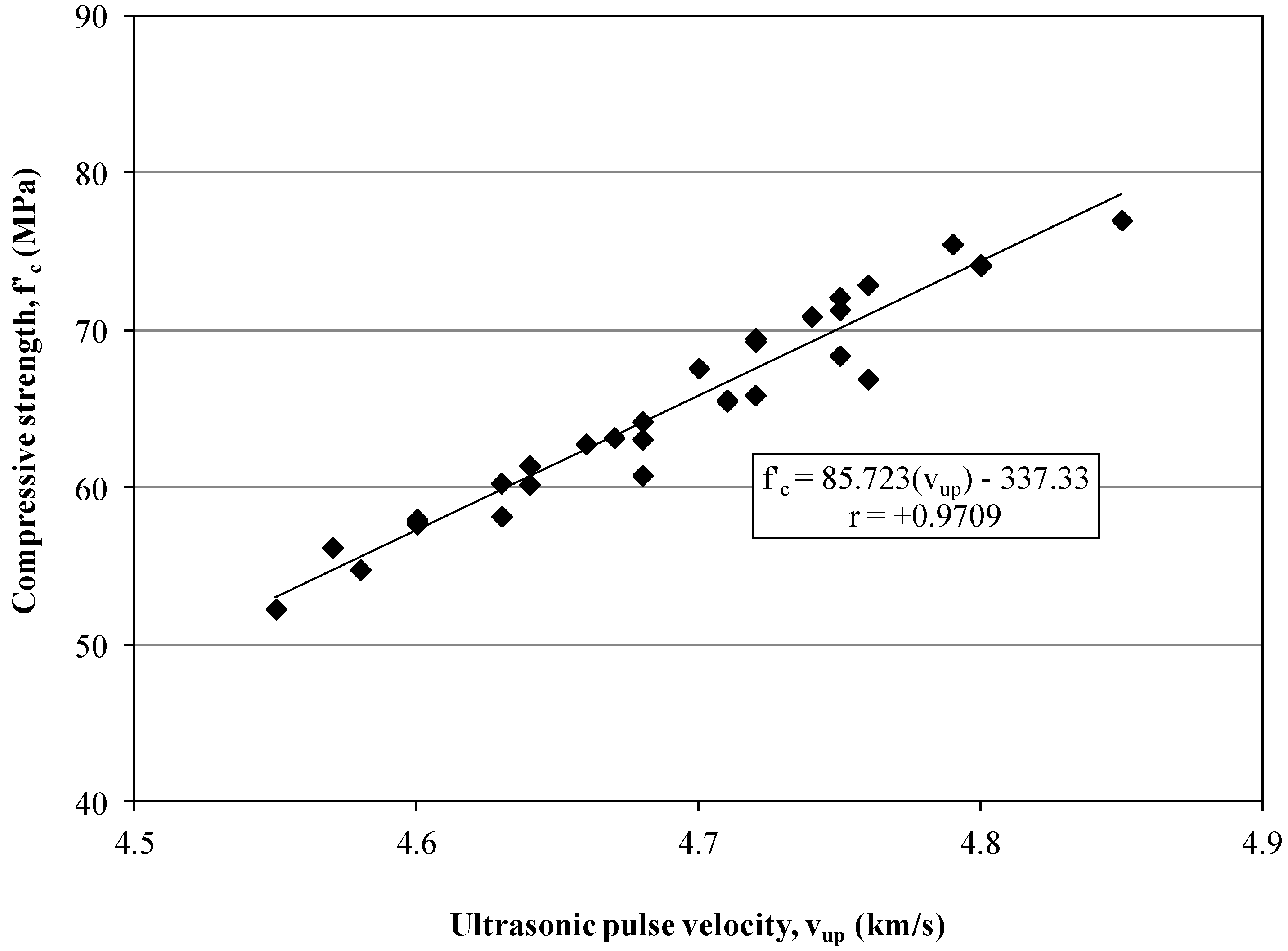
3.6. Correlation between Compressive Strength and UPV of Sustainable SCHSCs
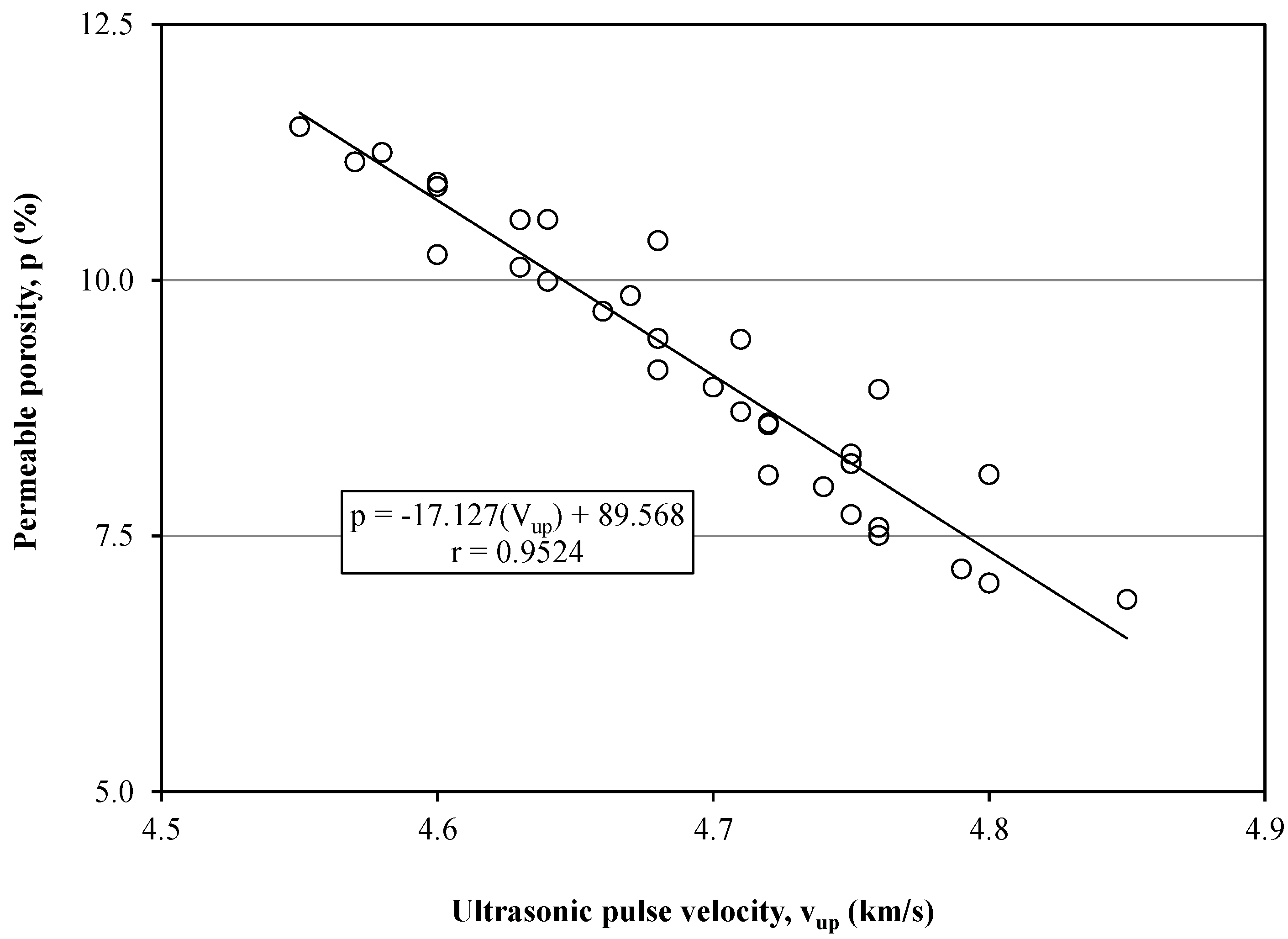
3.7. Correlation between Permeable Porosity and UPV of Sustainable SCHSCs
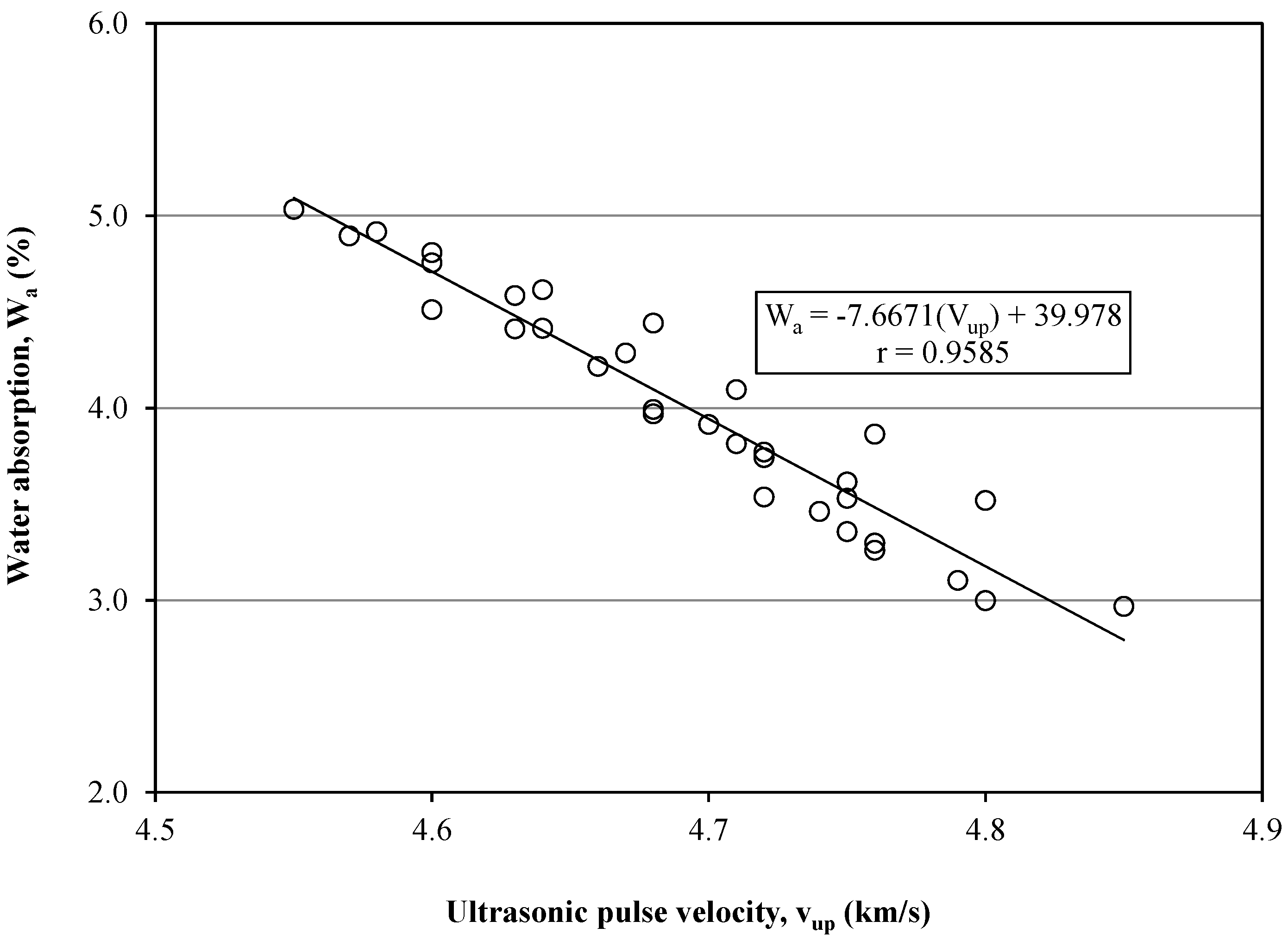
3.8. Correlation between UPV and Water Absorption of Sustainable SCHSCs
4. Cost and Sustainability of POFA Incorporated SCHSCs
5. Durability Indicators for Sustainable SCHSCs
6. Conclusions
- The performance criteria for filling ability and passing ability were fulfilled for all of the SCHSCs incorporating 0–30% POFA. The performance criterion for segregation resistance was fulfilled for all of the SCHSCs except for C25P30 including 30% POFA. Also, the minimum requirement for the compressive strength of HSC was fulfilled for all of the SCHSCs including 0–30% POFA. However, 20% POFA was most effective to provide high compressive strength as well as good filling ability and passing ability with adequate segregation resistance.
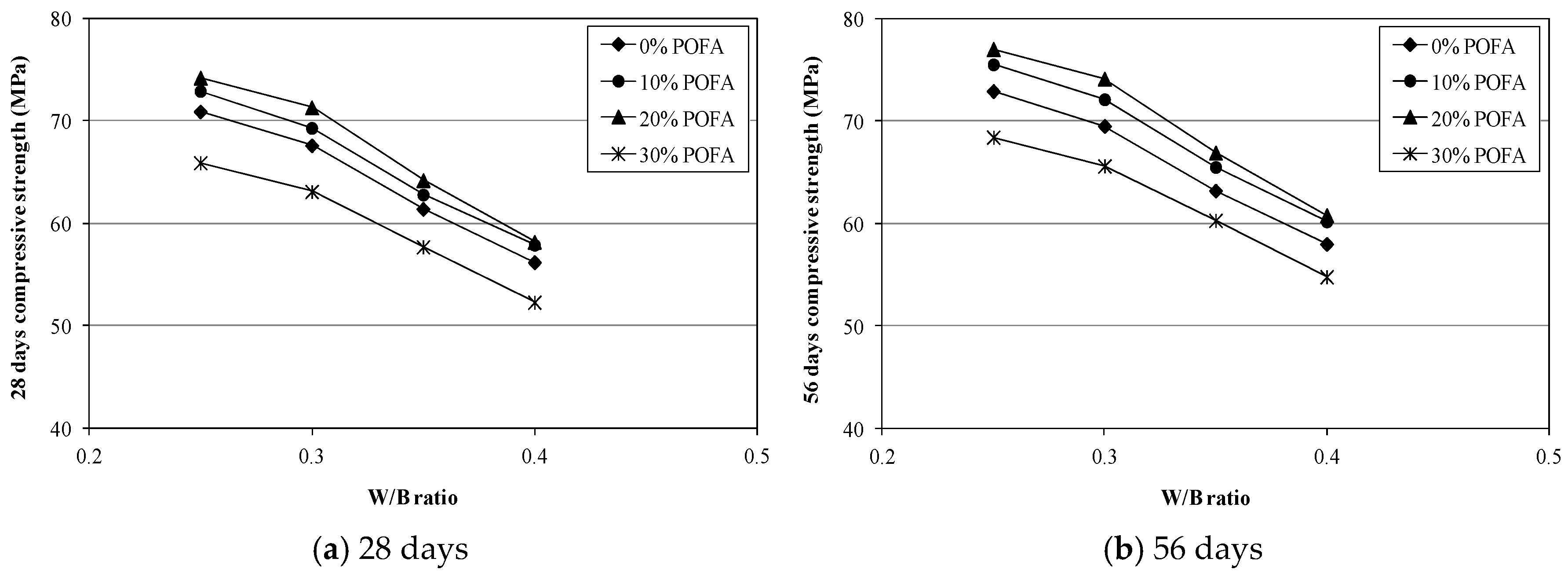
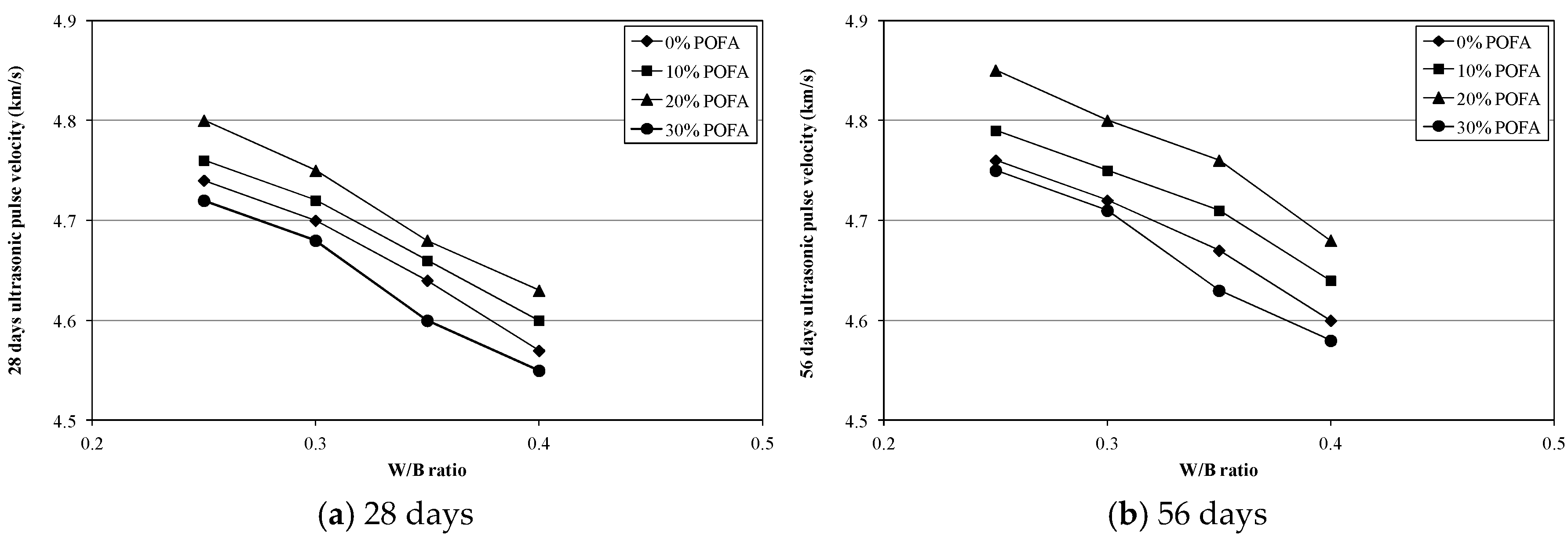
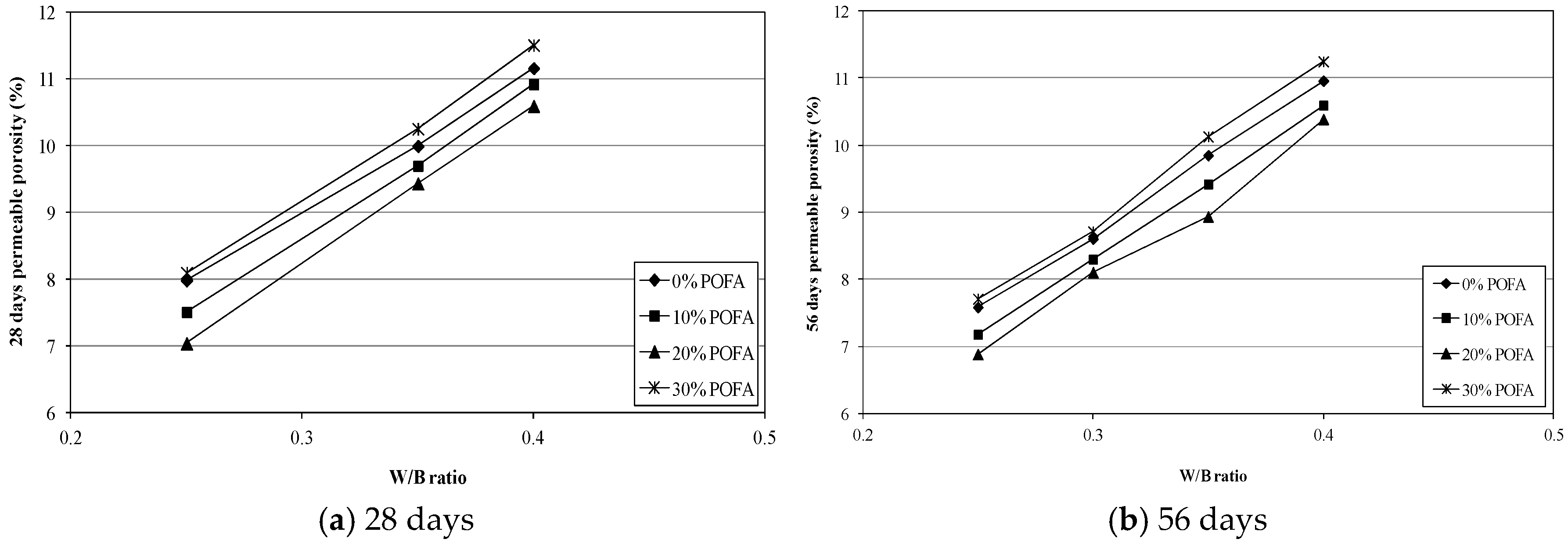
- The compressive strength and durability properties, such as the permeable porosity and water absorption of SCHSC were improved with a lower W/B ratio. The lower W/B ratio was associated with higher binder content, which produced greater hydration products. The enhanced paste densification due to these products resulted in a dense microstructure or a compact pore structure, leading to an increased compressive strength and improved durability properties.
- Excellent compressive strength and durability properties were achieved for the SCHSCs with 10% and 20% POFA contents. The fineness of POFA played an important role in enhancing the compressive strength and durability properties of hardened concrete. The high fineness of POFA improved its micro-filling ability and pozzolanic activity, and thus contributed to improving the aforementioned properties of concrete.
- POFA content higher than 20% was not effective in improving the compressive strength and durability properties of SCHSC. At 30% POFA content, the amount of OPC was decreased; thus, a comparatively low amount of Ca(OH)2 was produced from cement hydration. Hence, the entire amount of silica (SiO2) present in 30% POFA could not react with the liberated Ca(OH)2 to maximize the production of secondary C-S-H from pozzolanic reaction. Consequently, the compressive strength and durability properties were relatively low for the SCHSC including 30% POFA.
- The use of POFA in producing SCHSC will be cost-effective and environment-friendly compared with using cement alone; also, POFA will be more cost-effective than many of the other mineral admixtures that are commonly used in HSC.
- The compressive strength, permeable porosity, and water absorption of SCHSC were strongly correlated with its UPV. These strong relationships imply that an SCHSC with a compressive strength greater than 50 MPa, a permeable porosity less than 12%, and a water absorption lower than 6% would provide high durability.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Khayat, K.H. Workability, testing, and performance of self-consolidating concrete. ACI Mater. J. 1990, 96, 346–353. [Google Scholar]
- Okamura, H.; Ouchi, M. Self-compacting concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Okamura, H.; Ozawa, K. Mix design for self-compacting concrete. Concr. Libr. JSCE 1995, 25, 107–120. [Google Scholar]
- Ozawa, K. Development of high performance concrete based on the durability design of concrete structures. In Proceedings of the 2nd East Asia Pacific Conference on Structural Engineering and Construction, Chiang-Mai, Thailand, 11–13 January 1989; pp. 445–450. [Google Scholar]
- Cyr, M.; Mouret, M. Rheological characterization of superplasticized cement pastes containing mineral admixtures: Consequences on self-compacting concrete design. In Proceedings of the Seventh CANMET/ACI International Conference on Superplasticizers and other Chemical Admixtures in Concrete, Berlin, Germany, 20–23 October 2003; pp. 241–256. [Google Scholar]
- Kim, H.; Park, Y.-D.; Noh, J.; Song, Y.; Han, C.; Kang, S. Rheological properties of self-compacting, high-performance concrete. In Proceedings of the Third CANMET/ACI International Conference; Malhotra, V.M., Ed.; American Concrete Institute: Farmington Hills, MI, USA, 1997; pp. 653–668. [Google Scholar]
- Safiuddin, M. Development of Self-Consolidating High Performance Concrete Incorporating Rice Husk Ash. Ph.D. Thesis, University of Waterloo, Waterloo, ON, Canada, 2008. [Google Scholar]
- Safiuddin, Md.; Salam, M.A.; Jumaat, M.Z. Flowing ability of self-consolidating concrete and its binder paste phase including palm oil fuel ash. Mag. Concr. Res. 2012, 64, 931–944. [Google Scholar] [CrossRef]
- Safiuddin, Md.; West, J.S.; Soudki, K.A. Hardened properties of self-consolidating high performance concrete including rice husk ash. Cem. Concr. Compos. 2010, 32, 708–717. [Google Scholar] [CrossRef]
- Abdullah, K.; Hussin, M.W.; Zakaria, F.; Muhamad, R.; Hamid, Z.A. POFA: A potential partial cement replacement material in aerated concrete. In Proceedings of the 6th Asia-Pacific Structural Conference on Engineering and Construction (APSEC 2006), Kuala Lumpur, Malaysia, 5–6 September 2006; pp. B132–B140. [Google Scholar]
- Tangchirapat, W.; Jaturapitakkul, C.; Chindaprasirt, P. Use of Palm Oil Fuel Ash as a Supplementary Cementitious Material for Producing High-Strength Concrete. Constr. Build. Mater. 2009, 23, 2641–2646. [Google Scholar] [CrossRef]
- Tonnayopas, D.; Nilrat, F.; Putto, K.; Tantiwitayawanich, J. Effect of oil palm fiber fuel ash on compressive strength of hardening concrete. In Proceedings of the 4th Thailand Materials Science and Engineering, Pathumthani, Thailand, 31 March–1 April 2006; pp. 1–3. [Google Scholar]
- Sumadi, S.R.; Hussin, M.W. Palm oil fuel ash (POFA) as a future partial cement replacement material in housing construction. J. Ferrocem. 1995, 25, 25–34. [Google Scholar]
- Alsubari, B.; Shafigh, P.; Jumaat, M.Z. Development of self-consolidating high strength concrete incorporating treated palm oil fuel ash. Materials 2015, 8, 2154–2173. [Google Scholar] [CrossRef]
- Safiuddin, Md.; Salam, M.A.; Jumaat, M.Z. Utilization of palm oil fuel ash in concrete: A review. J. Civ. Eng. Manag. 2011, 17, 234–247. [Google Scholar] [CrossRef]
- Salam, M.A.; Safiuddin, Md.; Jumaat, M.Z. Non-destructive evaluation of self-consolidating high-strength concrete incorporating palm oil fuel ash. Br. J. Appl. Sci. Technol. 2015, 11, 1–13. [Google Scholar] [CrossRef]
- Alsubari, B.; Shafigh, P.; Jumaat, M.Z.; Alengaram, U.J. Palm oil fuel ash as a partial cement replacement for producing durable self-consolidating high-strength concrete. Arabian J. Sci. Eng. 2014, 39, 8507–8516. [Google Scholar] [CrossRef]
- Ofuyatan, T.; Olutoge, F.; Olowofoyeku, A. Durability properties of palm oil fuel ash self compacting concrete. Eng. Technol. Appl. Sci. Res. 2015, 5, 753–756. [Google Scholar]
- Ranjbar, N.; Behnia, A.; Alsubari, B.; Birgani, P.M.; Jumaat, M.Z. Durability and mechanical properties of self-compacting concrete incorporating palm oil fuel ash. J. Clean. Prod. 2016, 112, 723–730. [Google Scholar] [CrossRef]
- Standard Test Methods for Fineness of Hydraulic Cement by Air-Permeability Apparatus; ASTM C 204-04; ASTM International: West Conshohocken, PA, USA, 2004.
- Standard Test Method for Advanced Ceramic Specific Surface Area by Physical Adsorption; ASTM C 1274-10; ASTM International: West Conshohocken, PA, USA, 2010.
- Standard Specification for Use of Silica Fume as Mineral Admixture in Hydraulic Cement Concrete, Mortar and Grout; ASTM C 1240-04; ASTM International: West Conshohocken, PA, USA, 2004.
- ACI. 211.4R-08: Guide for selecting proportions for high-strength concrete using Portland cement and other cementitious materials. In ACI Manual of Concrete Practice, Part 1; American Concrete Institute: Farmington Hills, MI, USA, 2008. [Google Scholar]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Utilization of palm oil fuel ash in high-strength concrete. J. Mater. Civ. Eng. 2004, 16, 623–628. [Google Scholar] [CrossRef]
- Hussin, M.W.; Abdullah, K. Properties of palm oil fuel ash cement based aerated concrete panel subjected to different curing regimes. Malays. J. Civ. Eng. 2009, 21, 17–31. [Google Scholar]
- Standard Test Method for Slump Flow of Self-Consolidating Concrete; ASTM C 1611/C 1611M-14; ASTM International: West Conshohocken, PA, USA, 2014.
- Specifications and Guidelines for Self-Consolidating Concrete; European Federation of Supplies of Specialist Construction Chemicals (EFNARC): Farnham, UK, 2002.
- Safiuddin, Md.; West, J.S.; Soudki, K.A. Self-Consolidating High Performance Concrete with Rice Husk Ash: Components, Properties, and Mixture Design, 1st ed.; VDM Publishing House Ltd: Saabruecken, Germany, 2009. [Google Scholar]
- Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM C 39/C 39M-17; ASTM International: West Conshohocken, PA, USA, 2017.
- Standard Test Method for Pulse Velocity through Concrete; ASTM C 597; ASTM International: West Conshohocken, PA, USA, 2016.
- Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; ASTM C 642-13; ASTM International: West Conshohocken, PA, USA, 2013.
- Khayat, K.H. Optimization and performance of air-entrained, self-consolidating concrete. ACI Mater. J. 2000, 97, 526–535. [Google Scholar]
- Brameshuber, W.; Uebachs, S. Practical experience with the application of self-compacting concrete in Germany. In Proceedings of the Second International Symposium on Self-Compacting Concrete; Ozawa, K., Ouchi, M., Eds.; COMS Engineering Corporation: Tokyo, Japan, 2001; pp. 687–695. [Google Scholar]
- Parez, N.; Romero, H.; Hermida, G.; Cuellar, G. Self-compacting concrete, on the search and finding of an optimized design. In Proceedings of the First North American Conference on the Design and Use of Self-Consolidating Concrete; Shah, S.P., Daczko, J.A., Lingscheit, J.N., Eds.; Hanley-Wood, LLC: Rosemont, IL, USA, 2002; pp. 101–107. [Google Scholar]
- ACI 363R-10: Report on high-strength concrete. In ACI Manual of Concrete Practice; American Concrete Institute: Farmington Hills, MI, USA, 2010.
- Sata, V.; Jaturapitakkul, C.; Rattanashotinunt, C. Compressive strength and heat evolution of concretes containing palm oil fuel ash. J. Mater. Civ. Eng. 2007, 22, 1033–1038. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 4th ed.; John Wiley & Sons Inc.: New York, NY, USA, 1996. [Google Scholar]
- Lin, Y.; Lai, C.-P.; Yen, T. Prediction of ultrasonic pulse velocity (UPV) in concrete. ACI Mater. J. 2003, 100, 21–28. [Google Scholar]
- Naik, T.R.; Malhotra, V.M.; Popovics, J.S. The ultrasonic pulse velocity method. In Handbook on Nondestructive Testing of Concrete; CRC Press: Boca Raton, FL, USA, 2004; pp. 189–207. [Google Scholar]
- Shetty, M. Concrete Technology: Theory and Practice; S. Chand and Company Ltd.: New Delhi, India, 2001. [Google Scholar]
- Hearn, N.; Hooton, R.D.; Mills, R.H. Pore structure and permeability. In Significance of Tests and Properties of Concrete and Concrete-Making Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 1994; pp. 240–262. [Google Scholar]
- Maeda, N.; Wada, I.; Kawakami, M.; Ueda, T.; Pushpalal, G.K.D. Chloride diffusivity of concrete incorporating rice husk ash. In Proceedings of the Fifth CANMET/ACI International Conferences on Recent Advances in Concrete Technology; Malhotra, V.M., Ed.; American Concrete Institute: Farmington Hills, MI, USA, 2001; pp. 291–308. [Google Scholar]
- Kosmatka, S.H.; Kerkhoff, B.; Panarese, W.C.; MacLeod, N.F.; McGrath, R.J. Design and Control of Concrete Mixtures; Cement Association of Canada: Ottawa, ON, Canada, 2002. [Google Scholar]
- Demirboğa, R.; Türkmen, İ.; Karakoc, M.B. Relationship between ultrasonic velocity and compressive strength for high-volume mineral-admixtured concrete. Cem. Concr. Res. 2004, 34, 2329–2336. [Google Scholar] [CrossRef]
- Leslie, R., Jr.; Cheesman, W.J. An ultrasonic method of studying deterioration and cracking in concrete structures. ACI J. Proc. 1949, 46, 17–36. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ordinary Portland Cement (OPC): | |
| Specific gravity | 3.16 |
| Fraction passing through a 45-µm sieve (wt.%) | 91.5 |
| Specific surface area, Blaine (m2/kg) | 351 |
| Specific surface area, BET (m2/kg) | 3046 |
| Palm oil fuel ash (POFA): | |
| Specific gravity | 2.48 |
| Fraction passing through a 45-µm sieve (wt.%) | 95 |
| Specific surface area, Blaine (m2/kg) | 775 |
| Specific surface area, BET (m2/kg) | 4103 |
| Chemical Component(s) | Quantity (wt.%) | |
|---|---|---|
| OPC | POFA | |
| MgO | 1.70 | 3.67 |
| Al2O3 | 3.44 | 3.18 |
| SiO2 | 15.20 | 62.27 |
| P2O5 | 0.40 | 3.64 |
| SO3 | 3.91 | 0.36 |
| K2O | 0.40 | 7.89 |
| CaO | 71.79 | 4.89 |
| TiO2 | 0.13 | 0.17 |
| MnO | 0.07 | 0.16 |
| Fe2O3 | 2.88 | 13.57 |
| CuO | - | 0.09 |
| ZnO | - | 0.03 |
| Rb2O | - | 0.04 |
| SrO | 0.03 | - |
| SiO2 + Al2O3 + Fe2O3 | 21.52 | 79.02 |
| Concrete Mix | W/B Ratio | CA | FA | OPC | POFA | Water † | HRWR | |
|---|---|---|---|---|---|---|---|---|
| (kg/m3) | (kg/m3) | (kg/m3) | (% B *) | (kg/m3) | (kg/m3) | (% B *) | ||
| C25P0 | 0.25 | 780.0 | 779.7 | 705.9 | 0 | 0 | 176.5 | 1.8 |
| C25P10 | 0.25 | 772.0 | 771.4 | 635.3 | 10 | 70.6 | 176.5 | 1.8 |
| C25P20 | 0.25 | 763.0 | 761.0 | 564.7 | 20 | 141.2 | 176.5 | 2 |
| C25P30 | 0.25 | 754.0 | 752.1 | 494.1 | 30 | 211.8 | 176.5 | 2.1 |
| C30P0 | 0.30 | 834.0 | 833.2 | 588.2 | 0 | 0 | 176.5 | 1.5 |
| C30P10 | 0.30 | 827.0 | 825.6 | 529.4 | 10 | 58.8 | 176.5 | 1.575 |
| C30P20 | 0.30 | 819.0 | 817.1 | 470.6 | 20 | 117.6 | 176.5 | 1.8 |
| C30P30 | 0.30 | 811.0 | 809.9 | 411.8 | 30 | 176.5 | 176.5 | 1.925 |
| C35P0 | 0.35 | 872.0 | 871.4 | 504.2 | 0 | 0 | 176.5 | 1.25 |
| C35P10 | 0.35 | 867.0 | 865.3 | 453.8 | 10 | 50.4 | 176.5 | 1.2 |
| C35P20 | 0.35 | 860.0 | 858.5 | 403.4 | 20 | 100.8 | 176.5 | 1.225 |
| C35P30 | 0.35 | 853.0 | 851.9 | 352.9 | 30 | 153.3 | 176.5 | 1.575 |
| C40P0 | 0.40 | 901.0 | 899.5 | 441.2 | 0 | 0 | 176.5 | 1 |
| C40P10 | 0.40 | 895.0 | 894.9 | 397.1 | 10 | 44.1 | 176.5 | 1.05 |
| C40P20 | 0.40 | 890.0 | 888.2 | 352.9 | 20 | 88.2 | 176.5 | 1.2 |
| C40P30 | 0.40 | 884.0 | 882.1 | 308.8 | 30 | 132.4 | 176.5 | 1.4 |
| Concrete Mix | Slump Flow (mm) | J-Ring Flow (mm) | Segregation Index (%) |
|---|---|---|---|
| C25P0 | 660 | 620 | 11.1 |
| C25P10 | 680 | 645 | 13.9 |
| C25P20 | 705 | 680 | 17.9 |
| C25P30 | 720 | 700 | 18.9 |
| C30P0 | 640 | 605 | 10.3 |
| C30P10 | 655 | 625 | 10.9 |
| C30P20 | 670 | 645 | 13.6 |
| C30P30 | 700 | 675 | 17.0 |
| C35P0 | 630 | 590 | 10.4 |
| C35P10 | 640 | 610 | 10.0 |
| C35P20 | 665 | 630 | 11.2 |
| C35P30 | 675 | 650 | 12.0 |
| C40P0 | 605 | 570 | 9.0 |
| C40P10 | 620 | 595 | 9.3 |
| C40P20 | 630 | 600 | 10.1 |
| C40P30 | 645 | 615 | 10.4 |
| Concrete Mix | W/B Ratio | % POFA | Compressive Strength (MPa) | |
|---|---|---|---|---|
| 28 Days | 56 Days | |||
| C25P0 | 0.25 | 0 | 70.9 | 72.9 |
| C25P10 | 0.25 | 10 | 72.9 | 75.5 |
| C25P20 | 0.25 | 20 | 74.2 | 77.0 |
| C25P30 | 0.25 | 30 | 65.9 | 68.4 |
| C30P0 | 0.30 | 0 | 67.6 | 69.5 |
| C30P10 | 0.30 | 10 | 69.3 | 72.1 |
| C30P20 | 0.30 | 20 | 71.3 | 74.1 |
| C30P30 | 0.30 | 30 | 63.1 | 65.6 |
| C35P0 | 0.35 | 0 | 61.4 | 63.2 |
| C35P10 | 0.35 | 10 | 62.8 | 65.5 |
| C35P20 | 0.35 | 20 | 64.2 | 66.9 |
| C35P30 | 0.35 | 30 | 57.7 | 60.3 |
| C40P0 | 0.40 | 0 | 56.2 | 58 |
| C40P10 | 0.40 | 10 | 57.9 | 60.2 |
| C40P20 | 0.40 | 20 | 58.2 | 60.8 |
| C40P30 | 0.40 | 30 | 52.3 | 54.8 |
| Concrete Mix | W/B Ratio | % POFA | UPV (km/s) | Permeable Porosity (%) | Water Absorption (%) | |||
|---|---|---|---|---|---|---|---|---|
| 28 Days | 56 Days | 28 Days | 56 Days | 28 Days | 56 Days | |||
| C25P0 | 0.25 | 0 | 4.74 | 4.76 | 7.98 | 7.58 | 3.46 | 3.30 |
| C25P10 | 0.25 | 10 | 4.76 | 4.79 | 7.51 | 7.18 | 3.26 | 3.10 |
| C25P20 | 0.25 | 20 | 4.80 | 4.85 | 7.04 | 6.88 | 3.00 | 2.97 |
| C25P30 | 0.25 | 30 | 4.72 | 4.75 | 8.10 | 7.71 | 3.54 | 3.36 |
| C30P0 | 0.30 | 0 | 4.70 | 4.72 | 8.95 | 8.60 | 3.91 | 3.77 |
| C30P10 | 0.30 | 10 | 4.72 | 4.75 | 8.59 | 8.30 | 3.74 | 3.61 |
| C30P20 | 0.30 | 20 | 4.75 | 4.8 | 8.21 | 8.10 | 3.53 | 3.52 |
| C30P30 | 0.30 | 30 | 4.68 | 4.71 | 9.12 | 8.71 | 3.97 | 3.81 |
| C35P0 | 0.35 | 0 | 4.64 | 4.67 | 9.99 | 9.85 | 4.41 | 4.29 |
| C35P10 | 0.35 | 10 | 4.66 | 4.71 | 9.70 | 9.42 | 4.22 | 4.10 |
| C35P20 | 0.35 | 20 | 4.68 | 4.76 | 9.43 | 8.93 | 3.99 | 3.86 |
| C35P30 | 0.35 | 30 | 4.6 | 4.63 | 10.25 | 10.13 | 4.51 | 4.41 |
| C40P0 | 0.40 | 0 | 4.57 | 4.60 | 11.16 | 10.96 | 4.89 | 4.81 |
| C40P10 | 0.40 | 10 | 4.60 | 4.64 | 10.92 | 10.59 | 4.76 | 4.62 |
| C40P20 | 0.40 | 20 | 4.63 | 4.68 | 10.59 | 10.39 | 4.59 | 4.44 |
| C40P30 | 0.40 | 30 | 4.55 | 4.58 | 11.50 | 11.25 | 5.03 | 4.92 |
| Material | Price | |
|---|---|---|
| RM */kg | USD **/kg | |
| OPC | 0.280 | 0.070 |
| Crushed granite stone | 0.060 | 0.015 |
| Mining sand | 0.060 | 0.015 |
| Fly ash | 0.150 | 0.038 |
| Slag | 0.200 | 0.050 |
| Limestone powder | 0.250 | 0.063 |
| POFA | 0.020 | 0.005 |
| Metakaolin | 3.00 | 0.750 |
| Silica fume | 4.00 | 1.000 |
| HRWR | 12.000 | 3.000 |
| Water | 0.0025 | 0.0006 |
| Constituent Material | Material Cost of SCHSC (USD/m3) | |||||||
|---|---|---|---|---|---|---|---|---|
| C25P0 | C25P20 | C30P0 | C30P20 | C35P0 | C35P20 | C40P0 | C40P20 | |
| CA | 11.7 | 11.4 | 12.5 | 12.3 | 13.1 | 12.9 | 13.5 | 13.3 |
| FA | 11.7 | 11.4 | 12.5 | 12.3 | 13.1 | 12.9 | 13.5 | 13.3 |
| OPC | 49.4 | 39.5 | 41.2 | 32.9 | 35.3 | 28.2 | 30.9 | 24.7 |
| POFA | - | 0.7 | - | 0.6 | - | 0.5 | - | 0.4 |
| Water | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| HRWR | 38.1 | 42.4 | 26.5 | 31.8 | 18.9 | 18.5 | 13.2 | 15.9 |
| Total cost | 111.0 | 105.5 | 92.8 | 90.0 | 80.5 | 73.1 | 71.2 | 67.7 |
| Cost savings | - | 5% | - | 3% | - | 9.2% | - | 4.9% |
| Concrete Quality | UPV (km/s) | Durability Indicator | Durability Level | ||
|---|---|---|---|---|---|
| Compressive Strength (MPa) | Permeable Porosity (%) | Water Absorption (%) | |||
| Excellent | >5.0 | >90 | <4 | <2 | Outstanding |
| Very good | 4.75–5.0 | 70–90 | 4–8 | 2–4 | Very high |
| Good | 4.5–4.75 | 50–70 | 8–12 | 4–6 | High |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salam, M.A.; Safiuddin, M.; Jumaat, M.Z. Durability Indicators for Sustainable Self-Consolidating High-Strength Concrete Incorporating Palm Oil Fuel Ash. Sustainability 2018, 10, 2345. https://doi.org/10.3390/su10072345
Salam MA, Safiuddin M, Jumaat MZ. Durability Indicators for Sustainable Self-Consolidating High-Strength Concrete Incorporating Palm Oil Fuel Ash. Sustainability. 2018; 10(7):2345. https://doi.org/10.3390/su10072345
Chicago/Turabian StyleSalam, Md. Abdus, Md. Safiuddin, and Mohd. Zamin Jumaat. 2018. "Durability Indicators for Sustainable Self-Consolidating High-Strength Concrete Incorporating Palm Oil Fuel Ash" Sustainability 10, no. 7: 2345. https://doi.org/10.3390/su10072345
APA StyleSalam, M. A., Safiuddin, M., & Jumaat, M. Z. (2018). Durability Indicators for Sustainable Self-Consolidating High-Strength Concrete Incorporating Palm Oil Fuel Ash. Sustainability, 10(7), 2345. https://doi.org/10.3390/su10072345