Dispersion, Workability and Mechanical Properties of Different Steel-Microfiber-Reinforced Concretes with Low Fiber Content



Abstract
:1. Introduction
2. Experimental Details
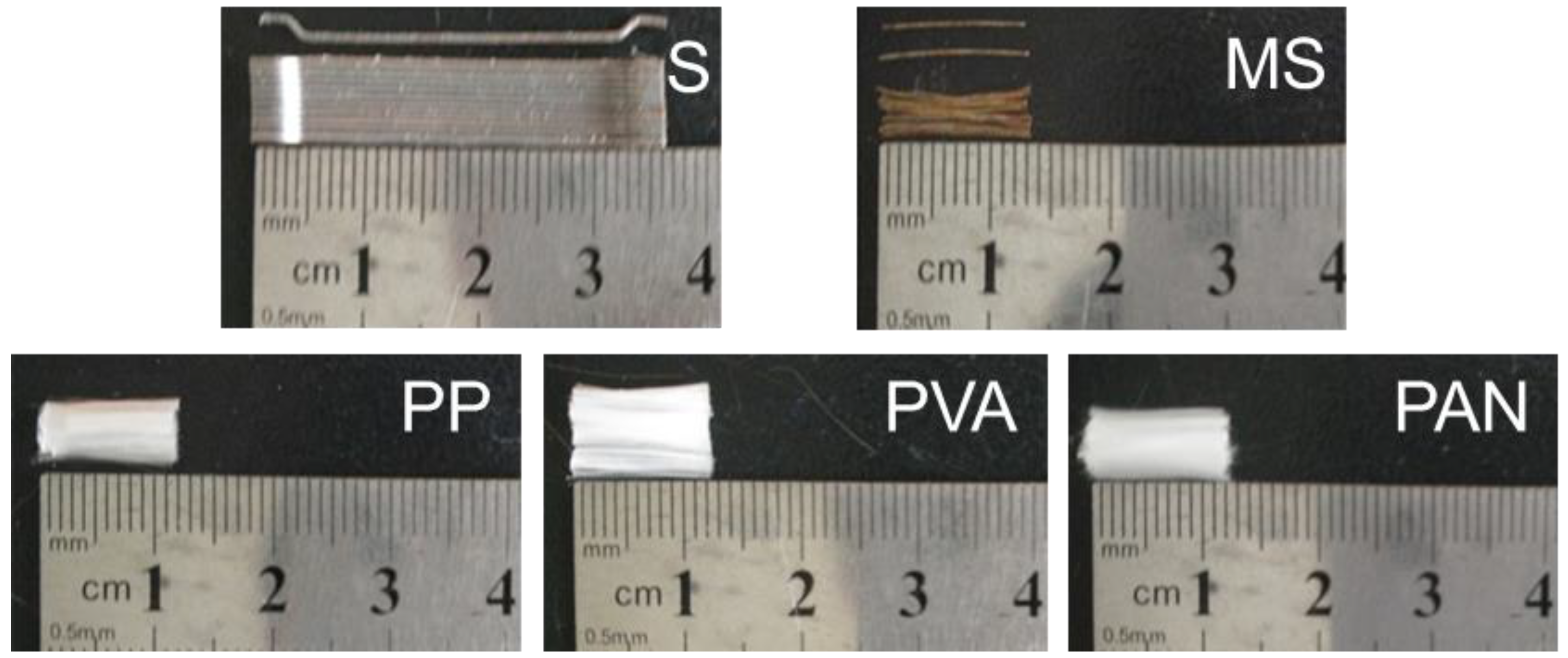
2.1. Materials and Test Groups
2.2. Mix Procedure
2.3. Experimental Setup
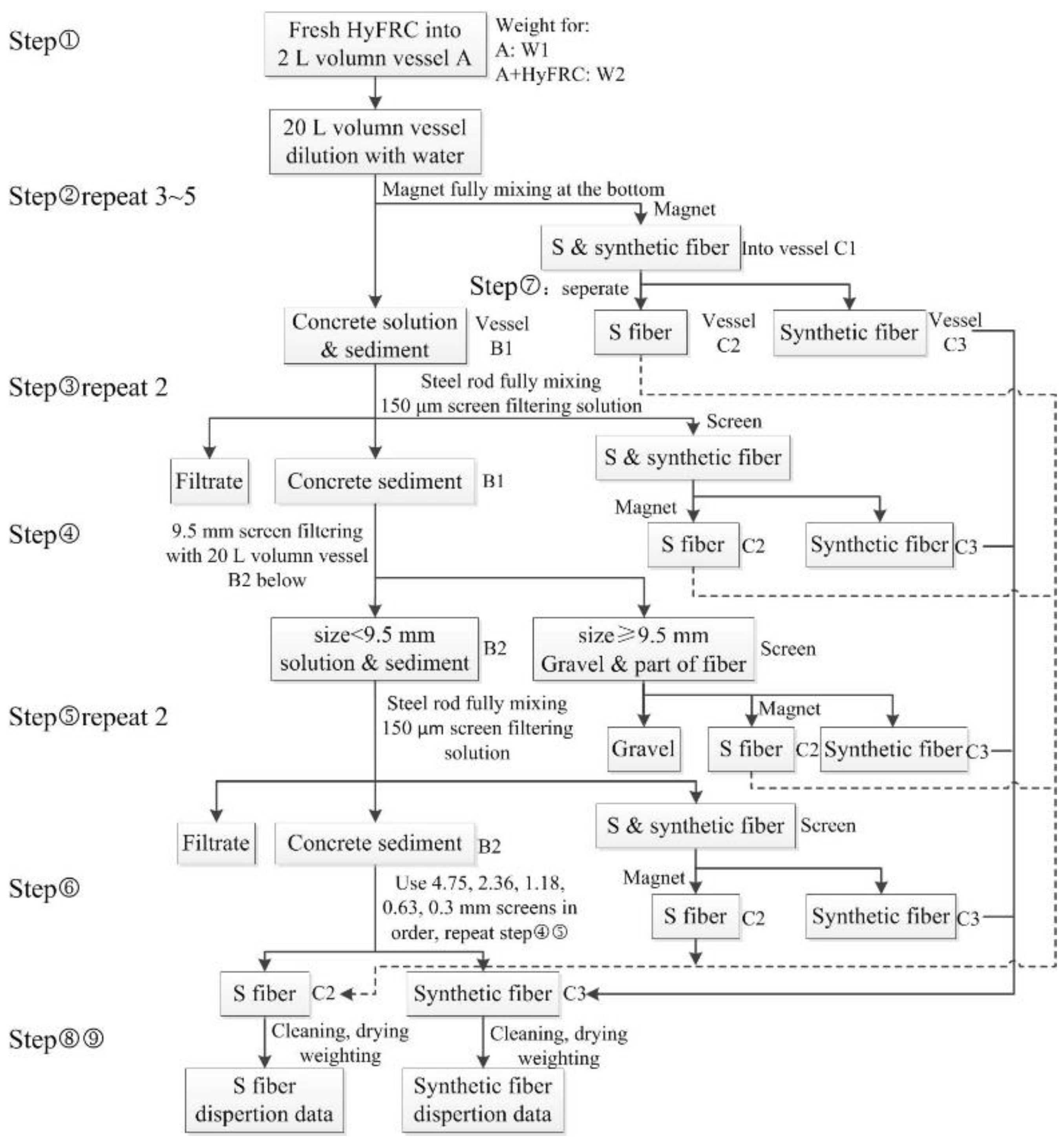
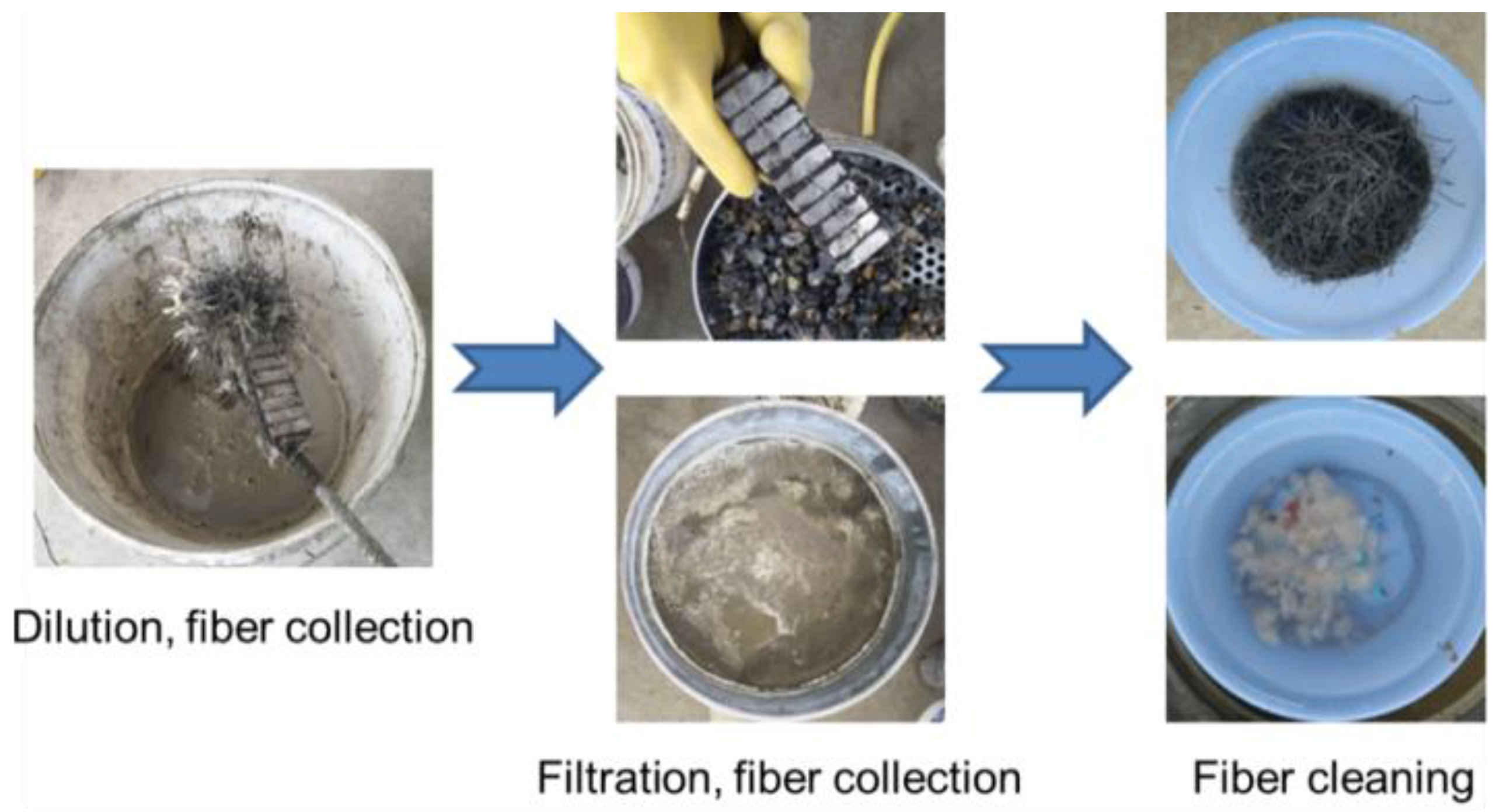
2.3.1. Test Setup for Fiber Dispersion
2.3.2. Test Setup for Workability
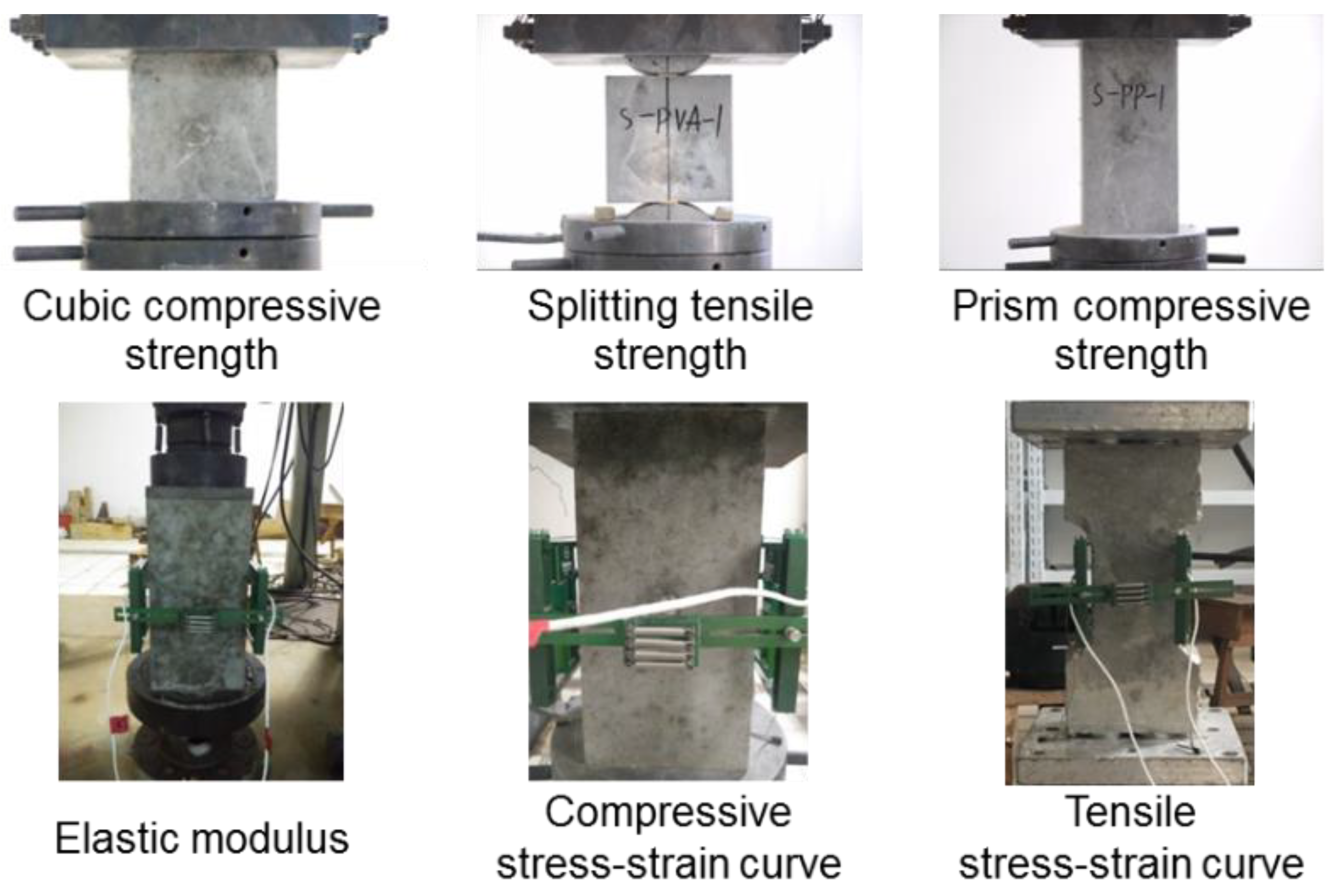
2.3.3. Test Setup for Mechanical Properties
3. Experimental Results and Discussion
3.1. Fiber Dispersion
3.2. Slump
3.3. Mechanical Properties
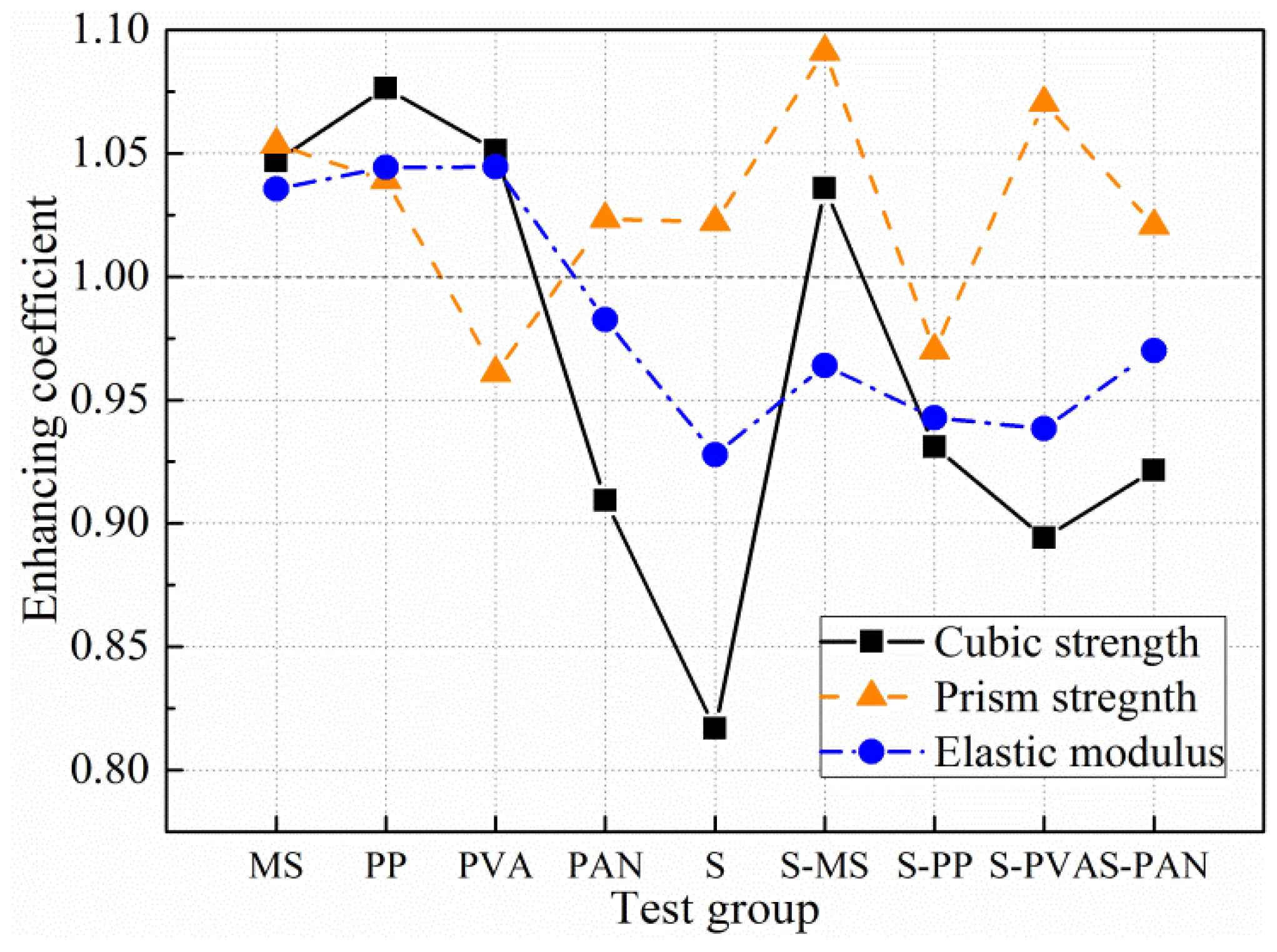
3.3.1. Compressive Strength
3.3.2. Compressive Elastic Modulus
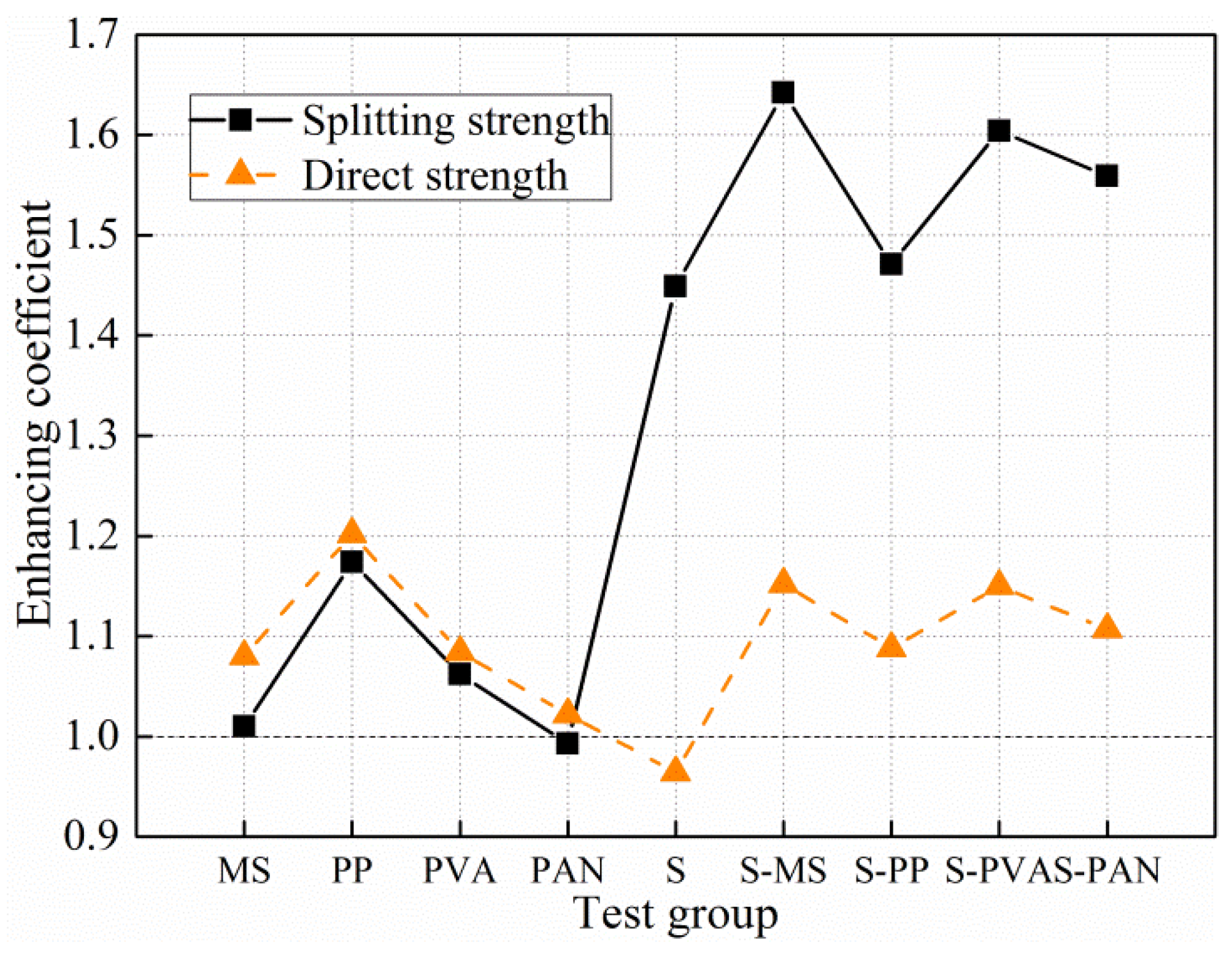
3.3.3. Tensile Strength
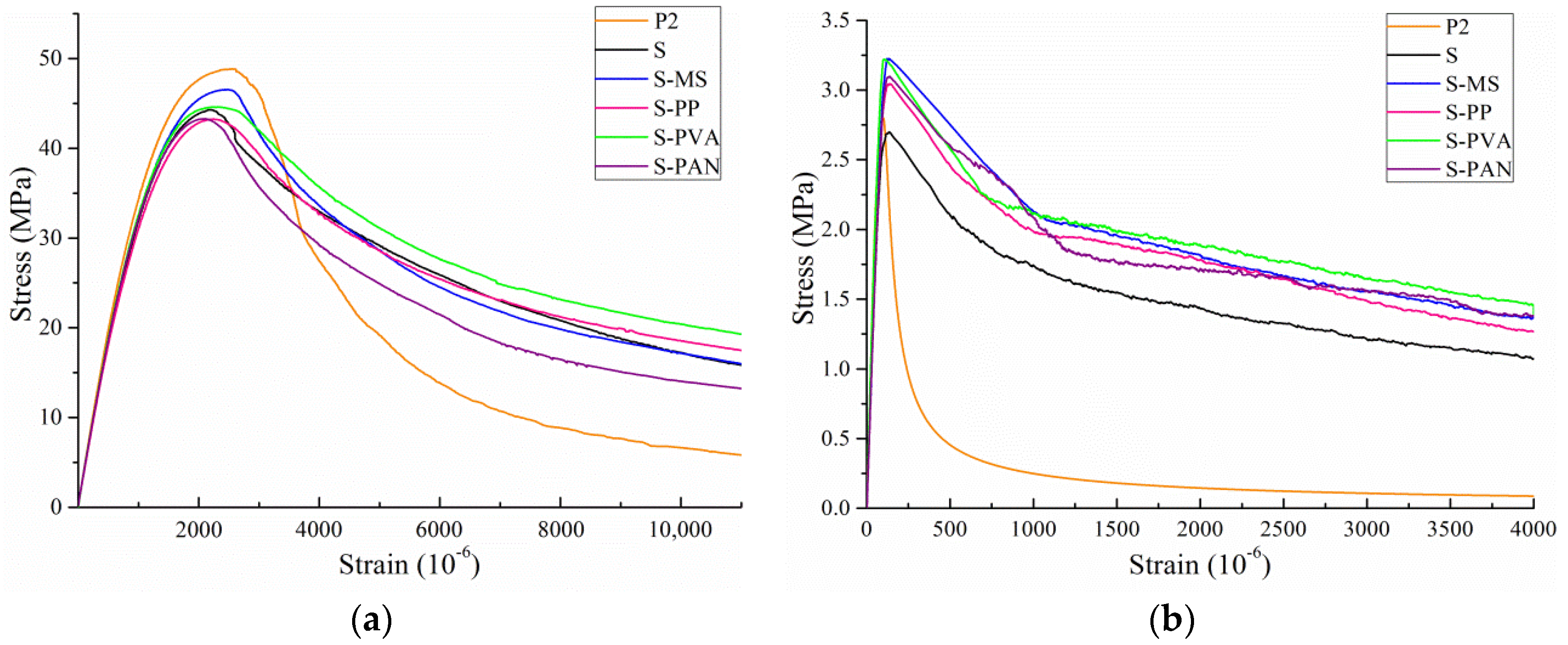
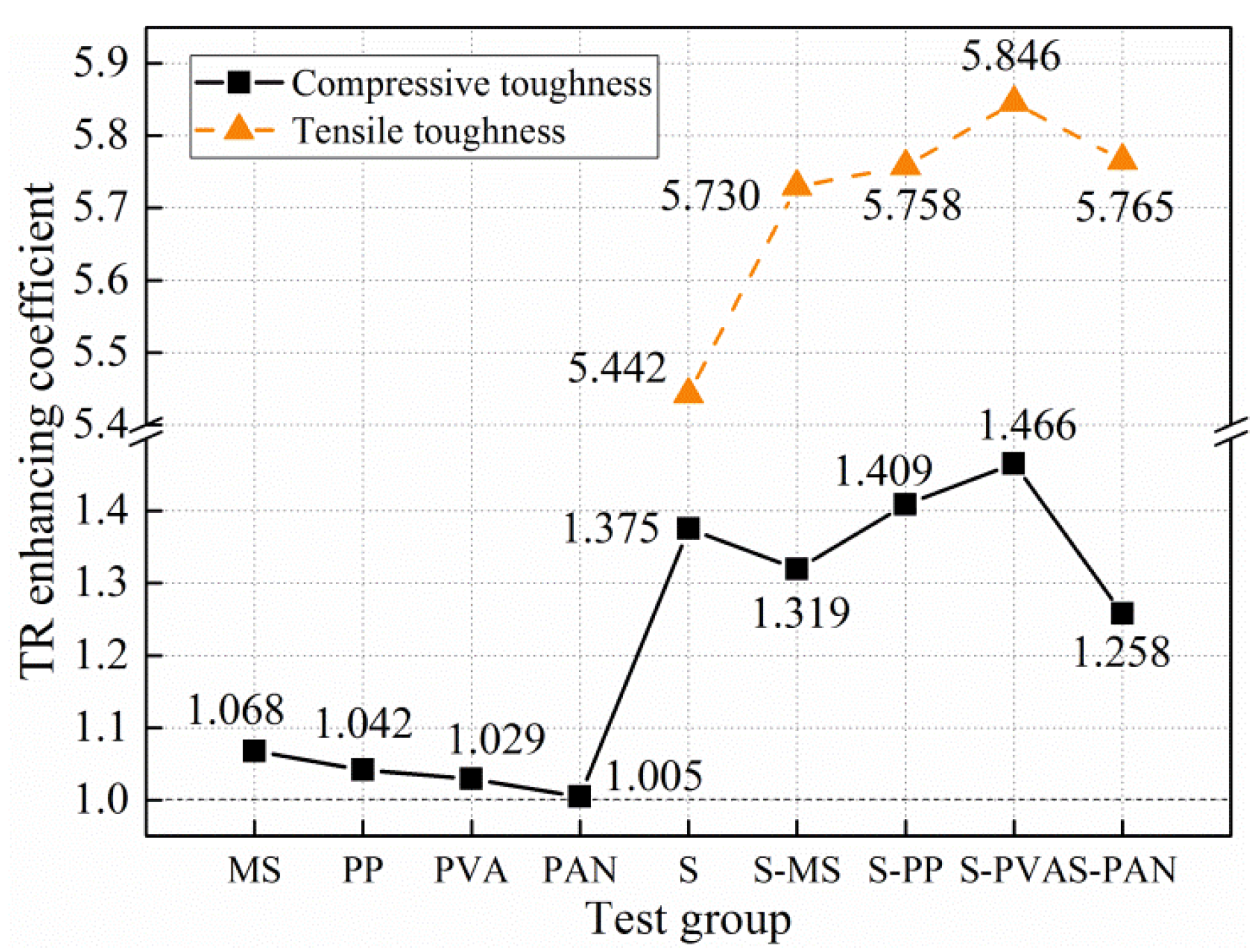
3.3.4. Stress–Strain Curve and Toughness
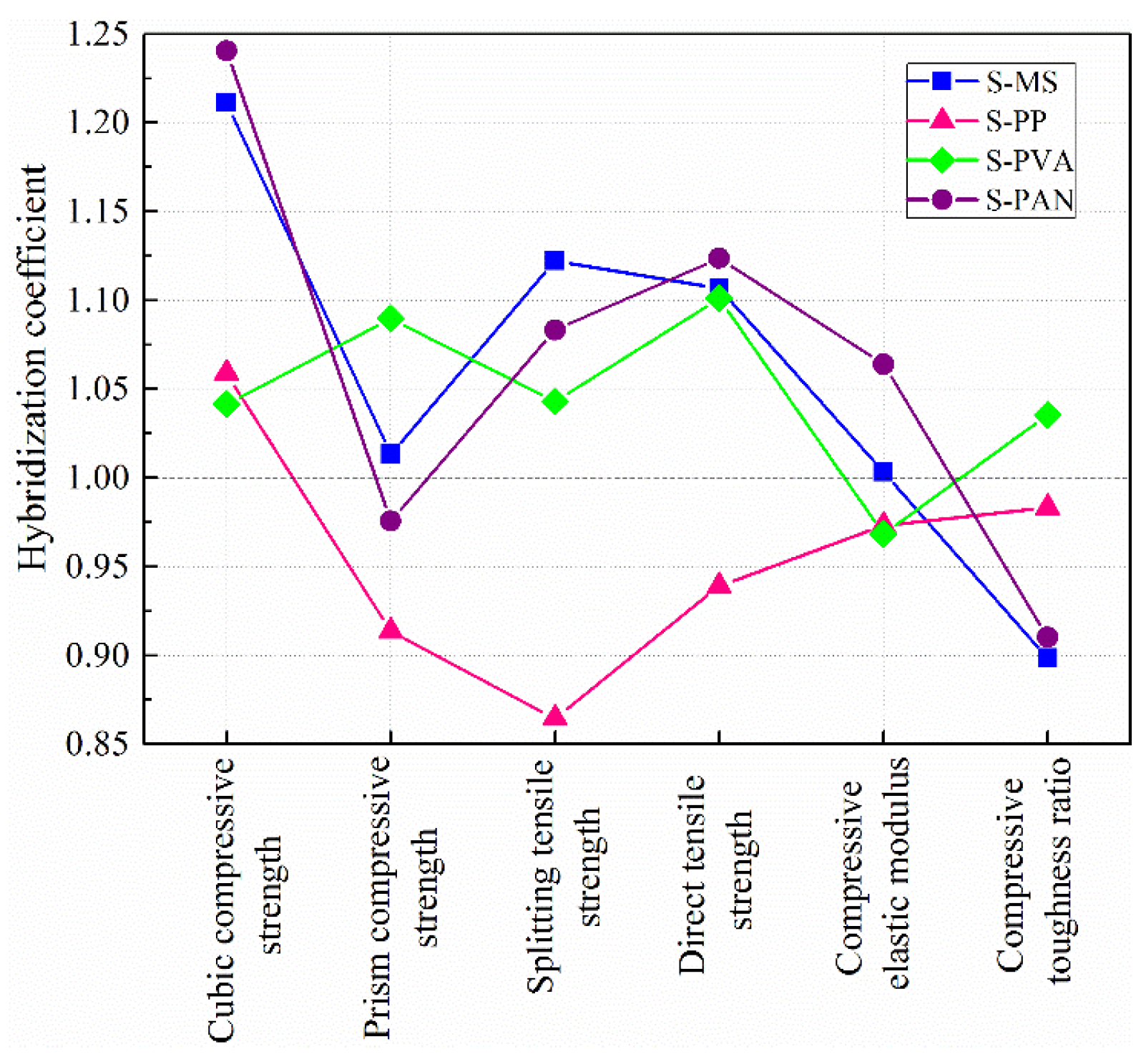
3.4. Hybridization Effect
4. Optimal HyFRC Type Determination
- (1)
- Calculate the performance index (PI) for fiber dispersion of each type of HyFRC, PIdisp.where CVS is the CV for steel fiber and CVmicrofiber is the CV for the microfiber.
- (2)
- Calculate PI for mixture workability of each type of HyFRC, PIwork.where Slump0.6 is the slump for the HyFRC mixtures with 0.6% water-reducer and Slump0.9 is the slump for the HyFRC mixtures with 0.9% water-reducer.
- (3)
- Calculate PI for strength enhancing effect of each type of HyFRC, PIEE,strength.where ECfcc, ECfpc, ECfpt, ECfdt, ECE are the enhancing effects of cubic compressive strength, prism compressive strength, splitting tensile strength, direct tensile strength, and elastic modulus, respectively.
- (4)
- Calculate PI for toughness enhancing effect of each type of HyFRC, PIEE,toughness.where ECCTR, ECTTR are the enhancing effects of compressive TR and tensile TR, respectively.
- (5)
- Calculate PI for strength hybridization effect of each type of HyFRC, PIHE,strength.where HCfcc, HCfpc, HCfpt, HCfdt, HCE are the hybridization effects of cubic compressive strength, prism compressive strength, splitting tensile strength, direct tensile strength, and elastic modulus, respectively.
- (6)
- Calculate PI for toughness hybridization effect of each type of HyFRC, PIHE,toughness.where HCCTR is the hybridization effect of compressive TR.
- (7)
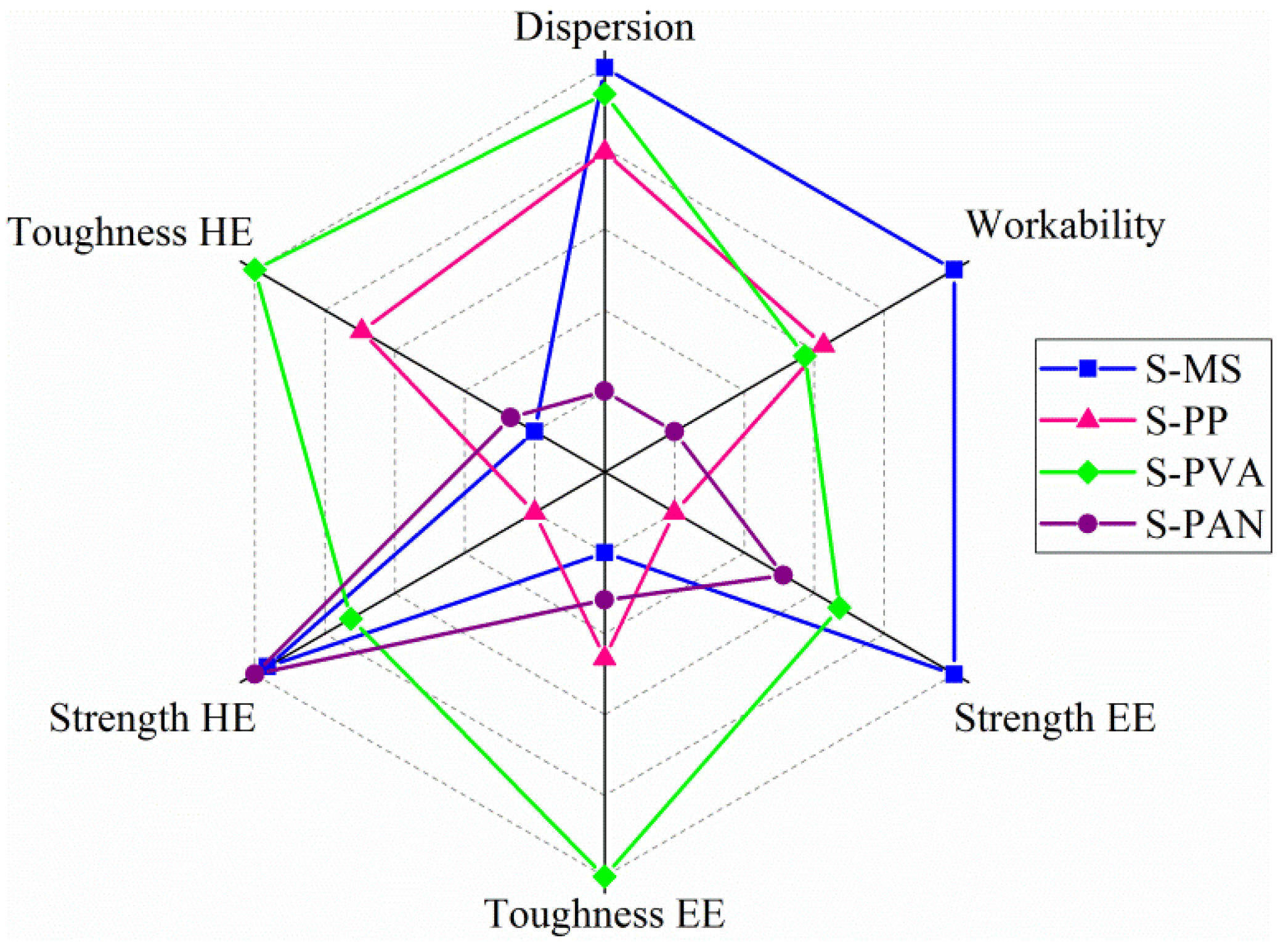
- Scaling the six PIs into a grading system from score 1 to score 5, where the score 5 indicates the best behavior and the score 1 indicates the worst behavior. Equation (8) shows the scaling methodology for each PI, where the PIS-microfiber represents the PI for a type of S-microfiber HyFRC.
5. Conclusions and Remarks
5.1. Conclusions
- A detailed wash-out test procedure for fiber dispersion studies is provided. Among all the fibers tested in this study, the MS fiber has the best dispersion index, followed by PVA, S, PP, and PAN. The S fiber and synthetic fibers in the HyFRC show a worse dispersion than those in the FRC because of the entanglement among different types of fibers.
- The slump experimental results in the groups both without and with S fiber follow the same trend. The slump values have the following sequence: MS > PP > PVA > PAN. In addition, the water reducer is more efficient in improving the slump in the FRC than in the HyFRC.
- In terms of the mechanical properties, the PAN fiber has the worst performance. The PP fiber generates high enhancing coefficients in the FRC but has poor hybridization with the S fiber. The MS group has a superior strength. However, a poor toughness performance is observed in the S-MS HyFRC. The PVA groups show moderate to good behaviors for all the properties in both FRC and HyFRC.
- By estimating the performance of the four steel-microfiber reinforced concretes by testing the fiber dispersion, mixture workability, and mechanical properties, this paper recommends that the S-PVA HyFRC is the best type of steel-microfiber HyFRC.
5.2. Recommendations for Future Work
Author Contributions
Funding
Conflicts of Interest
References
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Zhang, C. Mechanical properties of recycled aggregate concrete under uniaxial loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- Naaman, A.; Reinhardt, H. High performance fiber reinforced cement composites HPFRCC-4: International RILEM Workshop. Mater. Struct. 2003, 36, 710–712. [Google Scholar] [CrossRef]
- Mazanec, O.; Lowke, D.; Schießl, P. Mixing of high performance concrete: Effect of concrete composition and mixing intensity on mixing time. Mater. Struct. 2010, 43, 357–365. [Google Scholar] [CrossRef]
- Schröfl, C.; Snoeck, D.; Mechtcherine, V. A review of characterisation methods for superabsorbent polymer (SAP) samples to be used in cement-based construction materials: Report of the RILEM TC 260-RSC. Mater. Struct. 2007, 50, 197. [Google Scholar] [CrossRef]
- Banthia, N.; Gupta, R. Hybrid fiber reinforced concrete (HyFRC): Fiber synergy in high strength matrices. Mater. Struct. 2004, 37, 707–716. [Google Scholar] [CrossRef]
- Rossi, P. High Performance Multimodal Fiber Reinforced Cement Composites (HPMFRCC): The LCPC experience. ACI Mater. J. 1999, 94, 478–483. [Google Scholar]
- Blunt, J.D.; Ostertag, C.P. Deflection hardening and workability of hybrid fiber composites. ACI Mater. J. 2009, 106, 265–272. [Google Scholar]
- Hossain, K.M.A.; Lachemi, M.; Sammour, M.; Sonebi, M. Influence of polyvinyl alcohol, steel, and hybrid fibers on fresh and rheological properties of self-consolidating concrete. J. Mater. Civ. Eng. 2012, 24, 1211–1220. [Google Scholar] [CrossRef]
- Jen, G.; Trono, W.; Ostertag, C.P. Self-consolidating hybrid fiber reinforced concrete: Development, properties and composite behavior. Constr. Build. Mater. 2016, 104, 63–71. [Google Scholar] [CrossRef]
- ACI Committee 544. ACI 544.1R-96: State-of-the-Art Report on Fiber Reinforced Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2002; Available online: https://www.concrete.org/store/productdetail.aspx?ItemID=544196&Format=DOWNLOAD&Language=English (accessed on 3 July 2018).
- Hassanpour, M.; Shafigh, P.; Mahmud, H.B. Lightweight aggregate concrete fiber reinforcement—A review. Constr. Build. Mater. 2012, 37, 452–461. [Google Scholar] [CrossRef]
- Xu, L.; Xu, H.; Chi, Y.; Zhang, Y. Experimental study on tensile strength of steel-polypropylene hybrid fiber reinforced concrete. Adv. Sci. Lett. 2011, 4, 911–916. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, D.J.; Ryu, G.S.; Koh, K.T. Tensile behavior of ultra high performance hybrid fiber reinforced concrete. Cem. Concr. Compos. 2012, 34, 172–184. [Google Scholar] [CrossRef]
- Lawler, J.S.; Zampini, D.; Shah, S.P. Microfiber and macrofiber hybrid fiber-reinforced concrete. J. Mater. Civ. Eng. 2005, 17, 595–604. [Google Scholar] [CrossRef]
- Yao, W.; Li, J.; Wu, K. Mechanical properties of hybrid fiber-reinforced concrete at low fiber volume fraction. Cem. Concr. Res. 2003, 33, 27–30. [Google Scholar] [CrossRef]
- Kim, D.J.; Park, S.H.; Ryu, G.S.; Koh, K.T. Comparative flexural behavior of hybrid ultra high performance fiber reinforced concrete with different macro fibers. Constr. Build. Mater. 2011, 25, 4144–4155. [Google Scholar] [CrossRef]
- Huang, C.; Zhao, G. Properties of steel fibre reinforced concrete containing larger coarse aggregate. Cem. Concr. Compos. 1995, 17, 199–206. [Google Scholar] [CrossRef]
- Chung, D. Dispersion of short fibers in cement. J. Mater. Civ. Eng. 2005, 17, 379–383. [Google Scholar] [CrossRef]
- Hassan, A.M.T.; Jones, S.W.; Mahmud, G.H. Experimental test methods to determine the uniaxial tensile and compressive behaviour of ultra high performance fibre reinforced concrete (UHPFRC). Constr. Build. Mater. 2012, 37, 874–882. [Google Scholar] [CrossRef]
- Mo, K.H.; Goh, S.H.; Alengaram, U.J.; Visintin, P.; Jumaat, M.Z. Mechanical, toughness, bond and durability-related properties of lightweight concrete reinforced with steel fibres. Mater. Struct. 2017, 50, 46. [Google Scholar] [CrossRef]
- Prakash, A.; Srinivasan, S.M.; Rao, A.R.M. Application of steel fibre reinforced cementitious composites in high velocity impact resistance. Mater. Struct. 2017, 50, 6. [Google Scholar] [CrossRef]
- Zerbino, R.; Monetti, D.H.; Giaccio, G. Creep behaviour of cracked steel and macro-synthetic fibre reinforced concrete. Mater. Struct. 2015, 49, 3397–3410. [Google Scholar] [CrossRef]
- Rizzuti, L.; Bencardino, F. Effects of fibre volume fraction on the compressive and flexural experimental behaviour of SFRC. Contemp. Eng. Sci. 2014, 7, 379–390. [Google Scholar] [CrossRef]
- Bencardino, F.; Rizzuti, L.; Spadea, G.; Swamy, R.N. Implications of test methodology on post-cracking and fracture behaviour of steel fibre reinforced concrete. Compos. Part B Eng. 2013, 46, 31–38. [Google Scholar] [CrossRef]
- Abbass, W.; Khan, M.I.; Mourad, S. Evaluation of mechanical properties of steel fiber reinforced concrete with different strengths of concrete. Constr. Build. Mater. 2018, 168, 556–569. [Google Scholar] [CrossRef]
- Behnood, A.; Verian, K.P.; Gharehveran, M.M. Evaluation of the splitting tensile strength in plain and steel fiber-reinforced concrete based on the compressive strength. Constr. Build. Mater. 2015, 98, 519–529. [Google Scholar] [CrossRef]
- Zheng, Z.; Feldman, D. Synthetic fibre-reinforced concrete. Prog. Polym. Sci. 1995, 20, 185–210. [Google Scholar] [CrossRef]
- China Association for Engineering Construction Standardization. CECS 38: Technical Specification for Fiber Reinforced Concrete Structures; China Planning Press: Beijing, China, 2004. (In Chinese) [Google Scholar]
- Zhao, S.B.; Huo, H.Y.; Song, C.X.; Song, L.S. Binary superposition mix design method for SFRC Part I: Principle and evaluation. Adv. Mater. Res. 2011, 168, 2186–2190. [Google Scholar] [CrossRef]
- Huo, H.Y.; Zhao, S.B.; Song, L.S.; Song, C.X. Binary superposition mix design method for SFRC Part II: Flexural strength and toughness. Adv. Mater. Res. 2011, 168, 2191–2194. [Google Scholar] [CrossRef]
- Li, C.Y.; Song, L.S.; Sun, L.; Cao, C.J.; Xing, T. Experimental study on flexural toughness of SFRC. Adv. Mater. Res. 2012, 238, 33–36. [Google Scholar] [CrossRef]
- Huo, H.Y.; Song, L.S.; Sun, L.; Cao, C.J. Basic properties of SFRC designed by the binary superposition mix proportion method. Adv. Mater. Res. 2013, 438, 290–294. [Google Scholar] [CrossRef]
- Sun, L. Ternary Superposition Mix Design Method for Hybrid Fiber Reinforced Concrete. Master’s Thesis, North China University of Water Resources and Electric Power, Zhengzhou, China, 2013. (In Chinese). [Google Scholar]
- ASTM International. ASTM C1229-94: Standard Test Method for Determination of Glass Fiber Content in Glass Fiber Reinforced Concrete (GFRC) (Wash-Out Test); ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Ferrara, L.; Meda, A. Relationships between fibre distribution, workability and the mechanical properties of SFRC applied to precast roof elements. Mater. Struct. 2006, 39, 411–420. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, J.S.; Ha, G.J.; Kim, Y.Y. Tensile and fiber dispersion performance of ECC (engineered cementitious composites) produced with ground granulated blast furnace slag. Cem. Concr. Res. 2007, 37, 1096–1105. [Google Scholar] [CrossRef]
- Zhou, L.J.; Ren, X.D.; Li, J. Experimental technical on uniaxial tensile behavior of concrete under dynamic loading. Struct. Eng. 2016, 32, 163–168. (In Chinese) [Google Scholar]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Yan, H.; Sun, W.; Chen, H. The effect of silica fume and steel fiber on the dynamic mechanical performance of high-strength concrete. Cem. Concr. Res. 1999, 29, 423–426. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Ozbakkaloglu, T. High-performance fiber-reinforced concrete: A review. J. Mater. Sci. 2016, 51, 6517–6551. [Google Scholar] [CrossRef]
- Ministry of housing and urban-rural development of China. GB 50010-2010: Code for Design of Concrete Structures; China Building Industry Press: Beijing, China, 2015; Available online: http://www.zzguifan.com/webarbs/book/209/2438396.shtml (accessed on 3 July 2018). (In Chinese)













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Steel Fiber (3D 65/35BG) | Microfilament Steel Fiber (OL 13/2.0) | Polypropylene Fiber | Polyvinyl Alcohol Fiber | Polyacrylonitrile Fiber |
|---|---|---|---|---|---|
| Abbreviation | S | MS | PP | PVA | PAN |
| Diameter (mm) | 0.55 | 0.2 | 0.025 | 0.04 | 0.012 |
| Length (mm) | 35 | 13 | 12 | 12 | 12 |
| Density (g/cm3) | 7.8 | 7.8 | 0.91 | 1.28 | 1.18 |
| Tensile strength (MPa) | 1345 | 2850 | 579 | 1560 | 600 |
| Elastic modulus (GPa) | >200 | >200 | 3.6 | 41 | 12 |
| Test Group | Water (kg/m3) | Cement (kg/m3) | Coarse Aggregate (kg/m3) | Fine Aggregate (kg/m3) | Steel Fiber (kg/m3) | Micro Fiber (kg/m3) | Water-Binder Ratio | Sand Ratio (%) | Steel Fiber Volume Content | Micro Fiber Volume Content |
|---|---|---|---|---|---|---|---|---|---|---|
| P1 | 178.0 | 404.5 | 1086.5 | 694.7 | 0.0 | 0.00 | 0.44 | 39.0 | - | - |
| MS | 177.8 | 404.1 | 1082.4 | 692.6 | 0.0 | 7.80 | 0.44 | 39.0 | - | 0.1% |
| PP | 177.8 | 404.1 | 1085.0 | 694.3 | 0.0 | 0.91 | 0.44 | 39.0 | - | 0.1% |
| PVA | 177.8 | 404.1 | 1084.9 | 694.3 | 0.0 | 1.28 | 0.44 | 39.0 | - | 0.1% |
| PAN | 178.8 | 404.1 | 1084.9 | 694.3 | 0.0 | 1.18 | 0.44 | 39.0 | - | 0.1% |
| P2 | 198.8 | 451.8 | 981.7 | 677.6 | 0.0 | 0.00 | 0.44 | 40.8 | - | - |
| S | 198.8 | 451.8 | 981.7 | 677.6 | 78.0 | 0.00 | 0.44 | 40.8 | 1% | - |
| S-MS | 198.6 | 451.4 | 977.6 | 675.5 | 78.0 | 7.80 | 0.44 | 40.9 | 1% | 0.1% |
| S-PP | 198.6 | 451.4 | 980.2 | 677.2 | 78.0 | 0.91 | 0.44 | 40.9 | 1% | 0.1% |
| S-PVA | 198.6 | 451.4 | 980.1 | 677.1 | 78.0 | 1.28 | 0.44 | 40.9 | 1% | 0.1% |
| S-PAN | 198.6 | 451.4 | 980.1 | 677.1 | 78.0 | 1.18 | 0.44 | 40.9 | 1% | 0.1% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Xiao, Y.; Gu, A.; Lu, Z. Dispersion, Workability and Mechanical Properties of Different Steel-Microfiber-Reinforced Concretes with Low Fiber Content. Sustainability 2018, 10, 2335. https://doi.org/10.3390/su10072335
Zhou Y, Xiao Y, Gu A, Lu Z. Dispersion, Workability and Mechanical Properties of Different Steel-Microfiber-Reinforced Concretes with Low Fiber Content. Sustainability. 2018; 10(7):2335. https://doi.org/10.3390/su10072335
Chicago/Turabian StyleZhou, Ying, Yi Xiao, Anqi Gu, and Zheng Lu. 2018. "Dispersion, Workability and Mechanical Properties of Different Steel-Microfiber-Reinforced Concretes with Low Fiber Content" Sustainability 10, no. 7: 2335. https://doi.org/10.3390/su10072335
APA StyleZhou, Y., Xiao, Y., Gu, A., & Lu, Z. (2018). Dispersion, Workability and Mechanical Properties of Different Steel-Microfiber-Reinforced Concretes with Low Fiber Content. Sustainability, 10(7), 2335. https://doi.org/10.3390/su10072335