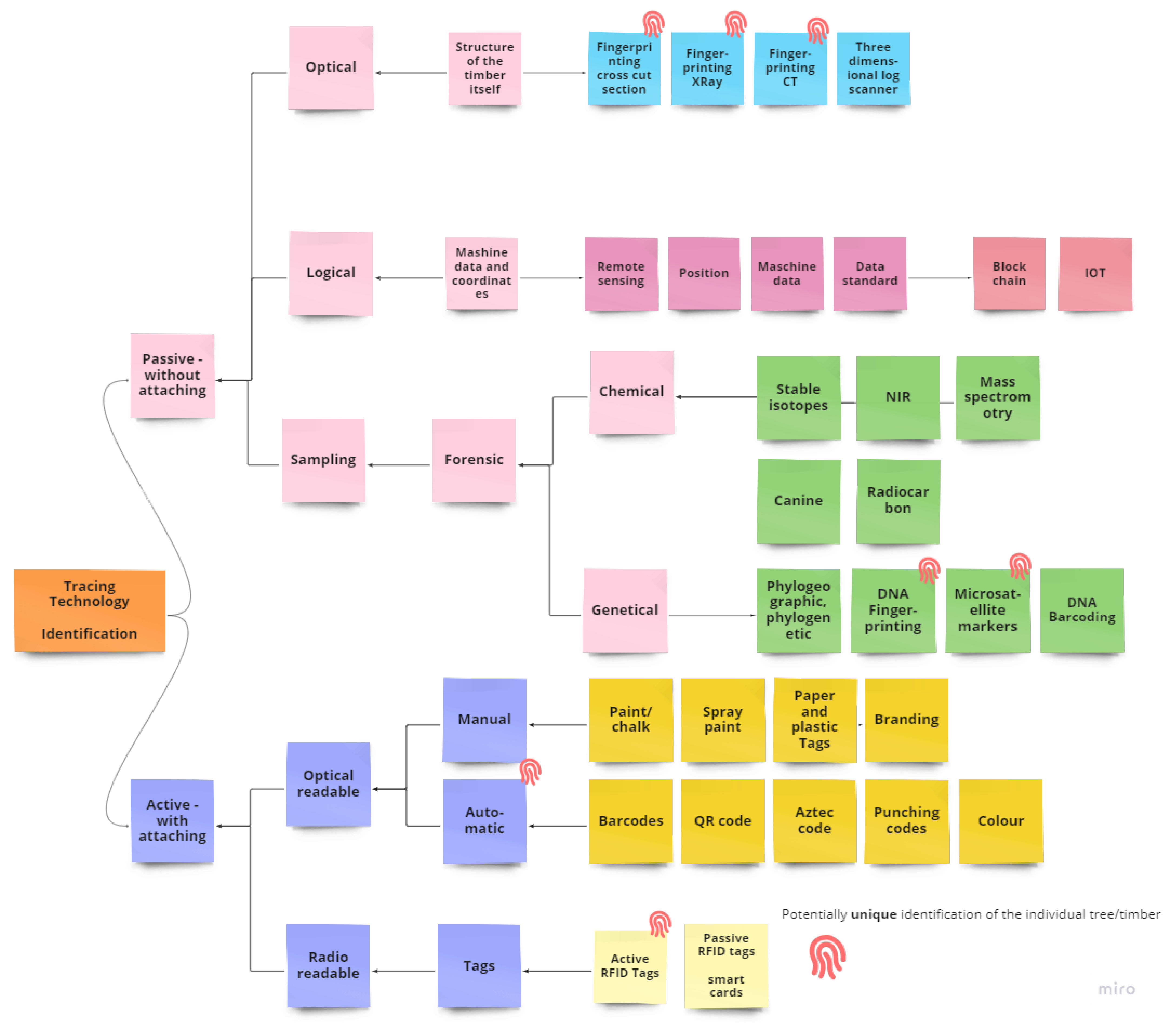
This section first presents the systematic basis for classifying traceability technologies. In the next step, the main categories within the system are analysed for their viability.
Passive tracing is distinguished as using optical, logical or sampling technologies.
Optical tracing is passive and is mostly automated, i.e., obligatory procedure in which the structure of the wood is identified by means of computer tomography, X-ray scanner, colour camera or multi-sensor camera [
44,
45].
Logical tracing is the passive accumulation of data generated during technical and spatial manipulation. In most cases, one falls back on automatically recorded machine data and coordinates [
46]. These are collected and processed with the machines’ own software and are finally transmitted via an interface using one of the common forestry data standards. The evaluation and thus the traceability of the timber flows are handled by enterprise resource planning software. In the simplest procedure for traceability, this is realised in the passing of certificates [
6]. Identical or similar data representing mainly the location and survey results are also collected
manually on paper via excel tools or digital recording technology [
19]. Whether manual or logical, the exchange of standardised data is important [
47]. Identification by
sampling describes the ability to identify the origin, species or even individual at any point in the wood supply chain by taking samples from the wood and analysis and comparison with a database [
17,
48].
5.1. Passive Sampling
Methods for passive-sampling-driven identification of wood include chemical methods such as mass spectrometer examination, infrared spectroscopy, stable isotope determination, and the radiocarbon method; and purely genetic methods such as DNA barcoding, population genetics, and DNA fingerprinting. This is the study of the forensic characteristics of wood, as shown in
Table 1 [
3].
The chemical methods, namely mass spectrometry, infrared spectroscopy, canine use, stable isotope analysis and the radiocarbon method are not applicable on their own for solid traceability. However, they are useful and cost-effective methods to randomly check the species, provenance and felling date [
49].
Mass spectrometry is the collection of a set of molecules that create a chemical fingerprint that is verified with a database [
49]. The most common is the ForeST Databank in the United States for the identification of economically important tree species. The DART-TOFMS method allows US authorities to identify species and origin in real time from heartwood splinters [
50]. DART-TOFMS uses ions flowing through the sample to create an image of the chemical nature of the sample. The chemical nature varies by species and origin and thus can be used for identification. The main driver is illegal logging [
37,
51].
Near-infrared spectroscopy (NIR) distinguishes between the properties of the wood surface, the chemical composition of the sample, the physical properties in the wood and the moisture content by an infrared signal [
52]. In contrast to mass spectroscopy, grinding of the sample, repetition of the spectral analysis and data cleaning by means of calibrations and the deletion of outliers are not necessary. The comparison of the results is also done via a database. The creation of the database is complicated by the lack of standards of the equipment, the software, the settings and the nature of the samples in the procedure [
49,
53]. The method is particularly suitable for determining the moisture content of wood in the mill [
54].
A rather unusual approach is the
use of dogs that can recognise the chemical composition of wood types. This can only be applied to a few tree species and requires training over at least 5 months [
3,
55].
Stable isotopes occur in nature in varying amounts depending on climate, soil conditions and other external factors. Different ratios in the wood clearly indicate its origin. This is particularly applicable in the identification of illegally harvested timber [
50]. In the case of plants, this applies above all to carbon, hydrogen, oxygen and nitrogen. The sample is finely ground and finally subjected to mass spectrometer analysis [
56]. The mass spectrometer analysis reveals the amounts of stable isotopes. Both the presence of particularly few heavy isotopes and the presence of particularly many isotopes measured against the standard allow deducing the geographic origin quite accurately with a comparison to the database. The database is usually a map, a so-called isoscape, which shows the probability distribution of heavy isotopes [
49].
A variation of stable isotope analysis is the
radiocarbon method. Here, radioactive carbon molecules (C12, 13 and 14) are analysed for their states of decay [
3]. The reference is, sadly, a rapid and short increase of C14 molecules in the 1960s caused by an atomic bomb. Since then, the age of living plants can be determined via radiocarbon [
58]. To determine the exact age of the wood, two samples from two different annual rings of the same tree are necessary. The exact felling date can only be determined for raw wood if the youngest annual ring can be clearly identified [
57].
Opportunities: Passive-sampling-driven identification via chemical components requires only small samples. They usually operate with low financial, time and technical effort. The databases for matching are freely accessible. The preparation of the samples takes little time. Hardly any disposable products are used. Portable devices enable field use. Combining methods yields more-accurate results. The technology and procedures are proven, can be mapped as standard by many laboratories, and are accepted in practice.
Challenges: None of the methods has an individual fingerprint as a result. The species and the origin are the output variables. The robustness of the results decreases with the degree of processing of the wood and when multiple species are mixed, when heavily contaminated with chemicals, and/or when exposed to physical processes. The methods require uniform experimental conditions and rigorous testing of the same parts of the wood (heartwood, sapwood, cambium, earlywood, latewood, etc.). Initial investment costs can be high, especially for spectrometers.
Viability: Chemical passive sample-based identification is only suitable for determining the species and the origin from a geographically delimited region. This alone cannot result in the unique identification of an individual. However, it serves as a supplement.
Table 2.
Passive sampling class “genetic”: The table shows the four methods of identification of timber—DNA barcoding, microsatellite markers, DNA fingerprinting and phylogeographic/phylogenetic—that are assigned to the classification "passive genetic sampling". The table condenses the information about the viability, condition of the timber to be identified and which literature sources deal with it intensively.
Table 2.
Passive sampling class “genetic”: The table shows the four methods of identification of timber—DNA barcoding, microsatellite markers, DNA fingerprinting and phylogeographic/phylogenetic—that are assigned to the classification "passive genetic sampling". The table condenses the information about the viability, condition of the timber to be identified and which literature sources deal with it intensively.
| Passive Sampling ”Genetic“ Designation | Viability | Condition | Covered by (Literature) |
|---|
| DNA barcoding | species | Standing tree to mill, old timber, processed timber | [59,60,61] |
| Microsatellite markers | species, provenance, individual | stump, fresh timber | [62] |
| DNA fingerprinting | individual | Standing tree to mill | [3,13,34,63,64,65,66,67] |
| Phylogeographic, phylogenetic | species, provenance, relationship | Standing tree to mill | [68,69] |
More-promising is the application of genetic methods, as shown in
Table 2. For this, DNA from wood samples is extracted, analysed and referenced via a DNA barcode reference database. In general, the method distinguishes two types of genomes that are used for identification: nuclear genome and plastid genome. Nuclear genomes are diploid, are located in the cell nucleus, and change rapidly, such as during reproduction. They are, therefore, well-suited for identification at the individual level. Plastid genomes, on the other hand, are haploid, very stable, unchangeable in the combination of genetic material, i.e., during reproduction, and are located in the organelles. Therefore, they are mainly used for species and origin identification [
49]. The range of applications of DNA barcoding extends to the species or family level [
60], phylogeographic or phylogeogenetic analysis at the geographic origin level, and DNA fingerprinting at the individual level.
DNA barcoding uses short DNA sequences that are extracted from the genome in the cell nucleus to identify the species. The DNA barcode of the individual is compared with a database (e.g., BOLD), which already contains about 60,000 species. The method has the advantage that it can identify species even from highly processed wood, such as paper that has been recycled several times or even timber that is hundreds of years old [
59]. It is mainly used to prevent illegal logging in high-value species [
61]. The strength of the method of using short DNA sequences and thus being able to operate even with poor DNA quality is, at the same time, its weakness. Species with similar DNA structures can lead to confusion, even if they are rare [
3,
37,
61]. This method is only suitable for the specimen and thus makes an established and cost-effective contribution to identify species but does not contribute substantially to tracing timber through the supply chain [
60].
Microsatellite markers are fundamentally suitable for tracing wood at the individual level. For this purpose, samples of fresh wood are taken at the felling site and at a point in the wood supply chain. The wood can be identified with over 99% certainty. The technology uses a polymerase chain reaction (PCR) test and must be carried out in the laboratory. The wood must be fresh because the DNA components decay quickly. The method is used for tracing illegally felled wood, especially when there is suspicion regarding illegal logging activity based on a found tree stump [
62].
DNA fingerprinting identifies genetic markers that vary greatly between individuals of the same species. The comparison with an extensive database makes it possible to recognise the individual. The probability of error is present, although it is low. This method is recognised worldwide, including in other supply chains. Single nucleotide polymorphisms (SNPs) are used. These are variations of single base pairs in the genome that highly specifically distinguish individuals from each other [
13]. Single nucleotide polyphormism (SNP) markers are the answer to the short-lived nature of DNA used for microsatellite markers. Thus, traceability can be guaranteed even for degenerated DNA [
63,
64]. SNPs work on the species, origin and individual levels. They are associated with increased expenditure because of the laboratory activities [
65]. DNA fingerprinting is applicable for tracing wood from seed to the final recycling stage [
13]. This method is repeatedly recommended for use in the traceability of value chains based on living raw materials [
3]. Tracing through the supply chain is possible without additional labelling if samples are taken at key points [
66,
67].
Phylogeographic or phylogenetic describes the analysis of relationships between species but also within species of different provenances [
68]. This technique provides information about the species and the origin. It is used elsewhere, for example, when searching for tree species with similar characteristics to exploit new utilisation options. Poor quality of available DNA is a limiting factor here [
69].
Opportunities: In the fingerprinting method, passive genetic sampling enables the identification of raw wood at suitable points in the supply chain. The other methods are suitable for the identification of species, origin and wood properties and can provide reliable information in case of concrete suspicion of illegal logging [
15]. The field is constantly evolving and there is a spirit of optimism that stimulates interest in further development [
3,
57]. The greatest strength of genetics is the identification of closely related trees and the precise geographic origin of an individual. The methods are inexpensive. New or unexpected species can be unmistakably identified [
34,
49].
Challenges: A general challenge in all genetic analyses is the poor quality of DNA in heartwood and sapwood. Hardly any intact DNA sequences can be found in them. Furthermore, there are only insufficient reference databases where the sequences of the different species and their provenance are recorded [
3]. The intrusion of fungi and other foreign DNA can lead to imprecise results. In addition, the samples, especially for rare and expensive woods, are small and thus contain an insufficient amount of usable DNA [
15]. For all methods listed here, a robust database is required to match PCR results. The laboratory tests are time-consuming and expensive. In particular, the methods just described require know-how and are associated with high investment costs, the effort of which cannot be borne by developing countries. The industrialised countries must provide assistance here [
3]. The results can be falsified by inbreeding and rapid changes in the DNA, or their interpretation can be made difficult [
49,
57,
67].
Viability: Dormontt et al. [
3] recommend combining several methods to obtain all the necessary information for forensic investigations. This is because no single method provides all the information. Furthermore, it is recommended that rapid, high-quality field instruments be developed for each site in addition to standard laboratory tests. This reduces inhibitions to use and thus helps to achieve the goal of reliable traceability [
37,
60]. DNA fingerprinting works on an individual level. Tracing through the supply chain from the standing tree to the entrance of the mill is possible if the sample analysis is carried out at key stages of spatial and technical manipulation: at the tree stump, at the forest road and at the mill entrance [
67].
5.2. Active Optically Readable
Active optically readable identification of wood includes manual methods and automatic methods, such as the conventional methods of paint, stamp codes, hammer blow, paper tags and plastic tags and their digital successor techniques of barcodes and QR codes, as shown in
Table 3. Their main purpose is identification by means of optical features. These can be recognised and re-identified by the human eye or read automatically and are usually checked against a database that links wood-related data with the ID of the piece of wood.
The class of
manual methods in the active optically readable category includes
paint and chalk markers, spray paint, and paper and plastic tags. Paint and chalk markings are the first generation of marking and have probably been used for thousands of years. Spray paint facilitated the identification of timber from 1930s onwards. Plastic and paper tags usually contain an unique identification code that links the wood to data-driven information in a database [
4]. Paint and chalk markings are used in a variety of ways. The information applied usually includes the length and diameter, the forest owner and the timber buyer [
33]. Developments are also still possible for forest paints. Luminescent nanoparticles are not visible under normal light and only become visible under laser light. This provides additional options for the unique identification of logs, log sections or batches [
34]. Likewise, developments can still be seen in traditional punching. While the marking of the face with a hammer blow code is thousands of years old, in modern systems, it is now possible to automatically place the code in the harvester head and have it read automatically in the mill by recognition systems. Codes and information are linked in a database [
34]. Number tokens are usually used for single logs or log sections. The specific number can be matched with a table. This enables unique identification. For logs and log sections that are also or exclusively intended for the pulp industry, cellulose quality variants can be used [
33,
34].
The class of
automatic methods in the active optically readable category contains
barcodes and QR codes. Barcodes and related technologies are examples of largely digitised and automated marking. Barcodes and their multidimensional offshoots are suitable as printable markings. They can be applied via laser engraving, in paper form, on plastic or as a colour print directly on the wood. The classic barcode is an established and robust alphanumeric coding in a combination of wide, narrow, black and colourless bars. The coding exerts fixed rules. For example, a start and end character are stored, which define the limits of the information content. The barcode is read by fixed or mobile scanners. The reflection of the different bars from the sequence is evaluated electronically. A disadvantage of the system is its susceptibility to contamination and damage, because as soon as only one bar is damaged, the code becomes unreadable [
34,
70]. Advantages are the ease of use and the possibility of analogue sighting of the alphanumeric code. Optical character recognition (OCR) consists of a sequence of large and small characters in a matrix and represents a supplement with higher uniqueness. The disadvantages concerning pollution and damage are also given here. After the one-dimensional codes just presented, further improvements are offered by two-dimensional codes, which are displayed via a matrix. The best known forms are the QR code and the Aztec code. They involve the stacking of barcodes. They can be read automatically because the reading device can clearly detect the outline. They naturally contain more information than a barcode [
16]. The decisive advantage for wood supply is the presence of redundant data, which can compensate for matrix failure of up to 25% in cases of destruction and contamination without loss of information [
16,
33,
34,
72,
73]. A special form is the automatic spraying of an individual code through the harvester aggregate. Here, a unique code is printed on the log section for re-identification. Corresponding systems are already in use in Scandinavia [
74]. A similar system operates by punching a label via harvester aggregate into the cross-cut section, which can be re-identified later in process, as in the mill [
73,
75].
Opportunities are the cheap, weatherproof and versatile application on all assortments of raw wood. Automatic methods usually require a printer/puncher and a readout device but are unambiguous and tamper-proof. No special training is necessary [
32]. QR codes are field-proven, can be used from the batch at the forest road and are characterised by low costs. The codes can be applied automatically to the logs or log sections and can also be read automatically. In principle, they can be used cost-effectively for electronic identification along the supply chain [
71].
Challenges lie in the time-consuming handling, which burdens labour costs. Manual methods in particular can only be used for large assortments on individual logs or batches or log sections and are difficult to decipher if the writing is unclear. Unfortunately, it is manual methods that are susceptible to counterfeiting. The same applies to hammer branding with the additional poor legibility, which leads to uselessness in identifying single logs. Barcodes are hard to read in difficult conditions, such as dust, and require both a printer and a reader. Plastic tags cannot be made in the forest and must be brought in. If they are attached with a nail, removal can be a problem. The compostability is only given in the fewest of cases [
15,
32]. Obviously, actively attached marking systems have a problem with dirt, snow, knots and rough, uneven surfaces [
76].
Viability: In general, the optical marking and identification technology of QR codes, which are adapted to today’s electronic and automated data management needs, is suitable for mapping process transparency and tracking timber flows. QR codes and its relatives have few chances for global application, including wood logistics [
33].
5.3. Active Radio Readable
Active radio-readable (radio wave readable) identification of wood is limited to the numerous methods of
radio frequency identification (RFID). RFID tags have established themselves as a resilient application in supply chains. They can be used passively or actively (
Table 4). Whereby passive tags respond only to the presence of a scanner. Active tags are battery-powered and allow active transmission of position in real time, allowing permanent tracking. Active tags are used in freight containers [
36]. They enable automatic identification through sensors. They are experiencing increasing popularity in business areas such as logistics, invoicing and goods movement in general that require optimisation, cost reduction, and management. However, despite numerous studies and practical trials, they have not been able to establish themselves as a standardised method in wood supply.
Control over the value chain can be mapped via RFID tags by uniquely marking standing trees, raw wood, intermediate and end products. RFID tags are relatively expensive but offer advantages, especially in terms of their resistance to environmental influences and the effects of logging and transport [
72]. Tags with a high frequency density can be read over a distance of 4 m and thus form a link between the real unit and the digital image. Unfortunately, tags that are both stable and can be read from a distance exceed the cost of USD 0.41 per solid cubic meter, which represents the upper limit for cost effectiveness [
77]. At the stand level, tags can be used to simplify inventories or to target trees for harvesting. RFID tags can hang on the tree for up to a year without interference, which is the period from classic tagging to harvesting. The range of application is mainly in the value timber sector and in large aggregations in order to keep the relative costs low [
34]. Fastening with a screw in the tree is recommended to ensure flexibility in growth and environmental conditions as well as reuse. Removing the tags upon receipt at the mill also prevents destruction in the production process. Most mills have strict guidelines regarding plastic contamination of the wood [
34,
42]. RFID technology is applicable in various ways and processes in wood supply [
20]. In most cases, the methods require only a hammer/stapler/screwdriver, nails/screws/staples, the NFC chip and a cellphone with a GPS amplifier. The cellphone transmits all relevant information to the chip. The position is determined automatically. As a result, the break-even point for the RFID method varies depending on the scope of use. It is more expensive (USD 0.28 per log) but means a time saving of half. The RFID method saves 10%–25% of the costs compared to marking with paint in those areas of wood supply that have a logistical component. The tag can be attached to the tree with a stapler during (negative) marking. The tag must be removed prior to motor-manual felling and reattached after felling. As automation increases, so do the costs (the need for materials and training). The increasing costs are due to the additional costs for materials and know-how. With every technical and spatial manipulation of the wood, the information is stored on the RFID tag and flows into the digital forest model (digital twin) as a change. This method is not yet economically viable, but it is technically feasible. Area-wide application could reduce the financial expenditure significantly [
34]. In this context, demand and customer-oriented timber harvesting is recommended [
78], combined with the choice of the lowest harvesting costs and the highest expected income by the forest enterprise [
84]. In particular, there is a need for special protection of standard tags for use in the forest, regulations for standardised use, standardised interfaces to a unified tracing system, extended raking ranges, and more favourable use ranges [
79,
80,
81].
Opportunities: Modern blockchain technology can be used in combination with RFID technology to create a link from the origin of a tree and the finished product by closing some information gaps. All processing-related information is stored as a product information card belonging to the individual tree or assortment and is made available digitally via a reference web interface. In this context, RFID technology serves as a key technology to link the physical world with the digital world and to create a virtual counterpart. Assessment of the future viability of the technology is considered positive in terms of demographic change and the associated labour shortage due to a high degree of automation [
14]. Tags can be read and data stored quickly, while the overall level of security is high. At the same time, the reading reliability is high and the tags can be decoded at any stage of the supply chain [
15,
39,
72]. Potential for the future lies in longer ranges so that data can be read while passing by [
14]. Although the tag is applied manually and can theoretically fall off, this has hardly occurred in tests [
82]. Compared to other automatic methods such as optical methods (barcodes, paper, etc.), RFID has clear advantages in terms of robustness, reliability and range. Active and passive tags can be used flexibly depending on the intended purpose [
36].
Challenges include low read range, cost, plastic-based material, low acceptance, a lack of backup in case the tag is destroyed and a lack of standards in the process [
14,
15,
33].
Viability: Referring to the timber logistics chain, RFID tags thus allow traceability through the process of tagging, harvesting and logistics to the mill. The tags require an individual code that can be linked to information at any time by a timestamp through a software-based data infrastructure. In the best case, the tag is easily and widely readable, recyclable or unlockable for the paper industry, automatically attachable by a harvester in highly mechanised harvesting, cost effective, weatherproof, shock and vibration tolerant, and, finally, waterproof [
72]. RFID does not yet meet these requirements, which has kept it from widespread use. Nevertheless, when widely used, it can map the status of environmental impact, make potential savings visible, enable remote control, and form the basis of environmental compatibility certificates [
83]. Remedies could include UHF RFID standard tags according to ISO 18000-6C, whose range covers 100 m and can, in principle, also include sensor technology to determine temperature and humidity. Their use only becomes economically viable with larger volumes or high values [
36]. An overall technological package maximizes the exploitation of RFID tag capabilities. This package consists of: a tablet, the Treemetrics Forest app to read inventory data, the RFID tag, an RFID reader/programmer to read and populate the tag with information, a GPS receiver to determine the location of the wood, and a stapler. The conglomerate of technical efforts, together with remote sensing inventory data from a UAV (unmanned aerial vehicle) and a TLS (terrestrial laser scanner), forms a digital twin of the forest in which the trees to be removed are clearly marked [
35,
84].
5.4. Passive Optical
Passive optical identification of wood forensics is basically suitable for digitised traceability of wood in the logistics chain, as summarized in
Table 5. The automated analysis of the front surface and wood structure inside through machine-assisted recording and processing by algorithms has great potential. The results include species and even the individual. Development has not yet progressed to the point where this process can be applied across-the-board and at the functional unit level [
3,
37].
Trees react to their environment and reflect its influence in their growth. Dendrochronology can therefore provide information about past events such as rockfalls, fires, insect infestations, browsing by game, droughts, wind, thinning, lack of light and additional light [
85].
Experts distinguish between
macroscopic and
microscopic analyses. Microscopic analysis is costly and cannot be automated, while macroscopic analysis can identify the structure of the wood visible to the eye through different instruments at the level of the individual [
3]. Such instruments are near-infrared spectrometers and near-infrared hyperspectral cameras for recording cross-cut sections and delimbing sensors for recording irregularities along the log, such as knotholes and decay [
86]. Unambiguous tracking of wood flows based on unique images of the cross-cut section can also be called
biometric fingerprinting [
40]. Biometric fingerprinting for tracking wood is the visual and much cheaper counterpart to tracking systems that require active application of information technology such as QR codes or RFID tags [
87,
88]. The combination of visible and invisible (to the human eye) spectral analysis is expected to significantly increase the likelihood of unique identification and re-identification. Machine learning is gaining importance based on the data collected with this technology [
89]. In simple terms, the identification of the individual cross-cut section takes place via three surveys: the spacing and shape of the annual rings, the shape of the outline, and the structure of the wood itself result in an unmistakable fingerprint. Pattern matching is done by a database and software; the process can be repeated at any stage of the wood supply, and thus, the wood can be re-identified [
90,
91,
101]. The method of matching fingerprints is template matching, in which the initial image of the wood is compared with images in a database. The pair of images with the highest value of matching is most likely the same piece of wood [
92]. For optimal images of the timber, the cut should be smooth (but does not need to be sanded) and free from contamination, and there should be no light coming in from the background. Optimal conditions are created by taking pictures in the mill or under the influence of a flashlight [
93]. In any case, study results predict a reliability of 100% [
18,
90,
101]. A promising experiment aims to do just that. “DiGeBaSt” wants to create fingerprints of the end faces at three points of wood supply and match them with a cloud-based database. The three points of wood supply are: after felling with a camera system attached to the harvester head, a hand-held camera system for images at the woodpile, and finally a stationary system at mill entry. The risk of image blurring due to contamination and wood alteration is to be countered by quickly folding the camera in and out of the harvester head and by the possibility of making a cleaning cut in the mill, as well as by improved software that eliminates environmental and wood-related blurring [
94]. Taigatech AB of Sweden is already working with a product available on the market, which starts at the forest road, i.e., with the wood logistics. This eliminates the difficult situation of biometric recording at harvesting [
102].
Despite technological advances, tree ring detection is mostly limited to two-dimensional methods and in some cases is still performed manually. The boundaries of the annual rings can be partially wedged into each other, interrupted or only indistinctly recognizable over the entire log, which makes annual ring analysis a special challenge. When using image-based 2D measurement techniques, the cut surfaces must be cleared of unevenness to increase the contrast between earlywood and latewood. Automatic recognition of the three-dimensional structure and width of tree rings from
computed tomography data is already technically possible and tackles these issues [
3]. This approach relies on a modified Canny edge detection algorithm that is capable of detecting all tree rings in the entire image stack. An advantage of this method is that it requires very little to no user interaction. Tree ring boundaries can be partially wedged, interrupted, or simply indistinct across the entire log, making tree ring analysis particularly challenging. The tree ring widths have been calculated using a new algorithm that determines the tree ring widths from the averaged distances between two consecutive tree rings [
95]. It was found that the tree ring widths determined by the automatic method were consistent with the manually measured tree ring widths for all samples studied, ensuring the applicability of this method. In addition, the methods also automatically analyse the complete 3D morphology of the tree ring, which helps to better analyse changes to the tree rings. Therefore, time-consuming preparation (e.g., ensuring that tree ring edges are perpendicular to the cut surface) is not required, which reduces uncertainty for less-experienced users [
96,
97].
Three-dimensional log scanners work similarly by creating a fingerprint from the surface of a log with and without bark. The problem lies in the presence or absence of the bark. The surface texture of the log can change significantly in the deployment process [
98,
99,
100].
Opportunities: The procedures are inexpensive and do not require active attachment; therefore, no material is left behind on the log, and identification at the level of the individual can be traced in any technical and spatial manipulation. In particular, the opportunity lies in the automatic standardised identification and the associated possibility to encourage machine learning [
37,
40].
Challenges: Although identification at the individual level is possible through dendrochronological recording, it is limited to tree species of non-tropical origin. This is because the method is based on the presence of annual rings [
3]. All optical processes are exposed to influences such as pollution, light quality and vibrations during manipulation [
86,
94]. The amount of data to be processed for high-resolution images is high. However, the amount of data can be reduced to the key vectors [
40]. The wood, and thus the cross-cut section, change greatly during spatial manipulation and are susceptible to contamination. The use of many spectra and wavelengths (visible and non-visible) is therefore recommended [
89]. Vibrations during recording can negatively influence the results [
100].
Viability: The great opportunity for the methods of passive optical identification of the timber lies in the linkage with other sensors that record the nature of the wood in a central database that not only makes the individual uniquely identifiable at each step of spatial and technical manipulation but also generates a digital image of the raw wood [
86]. A central issue is the connection between information about the wood that is created during spatial and technical manipulation and the identity of the wood [
103,
104]. The recordings are already possible by sensors and/or cameras on the harvester, so clear identification of the individual can be established through optical identification directly during the timber harvest [
18,
86].
5.5. Passive Logical and Data-Driven
Three decisive factors can be identified in the
passive logical identification and tracing of timber, as listed in
Table 6: the possibility to already identify and measure the standing tree via remote sensing, determination of the position of the standing tree, identifying a single log or log piece at critical points of the timber supply chain, and finally, the processing of data that are collected with forestry machines (or also manually). In the latter, the standardised communication of data via data standards plays a crucial role.
Remote sensing of the position and attributes of the standing tree offers opportunities for timber supply and forest management. Not only does it represent the first step in tracing timber flows to the mill and the associated ability to interconnect machines that collect data on the functional unit of timber, but it optimises planning, harvesting, primary transport, machine navigation, automation and forest management by requiring fewer personnel and resources to spend less time on each process [
18,
110]. Remote sensing to identify the standing tree comes down to laser imaging detection and ranging (Lidar). Terrestrial Lidar, drone Lidar and airborne Lidar collectively provide information about the standing tree by exposing point clouds of the reflected lasers to sophisticated algorithms [
105,
106]. With an accuracy of about 80 cm, the positions of individual trees can be determined and assigned the attributes mean height, mean DBH, volume, aboveground biomass, canopy extent, forest levels, branch texture, tree morphology and tree age [
18,
107,
108,
109,
141,
142].
Global navigation satellite systems (GNSSs) are satellite-based radio navigation systems that provide three-dimensional position determination with time stamps. GPS-enabled hardware installed in mobile devices allows positioning of the user. Without access to the internet, the current position can be displayed on a map. The availability and quality of the GPS signal depends on the installed hardware, location, foliage and weather [
113]. At least four satellites are required for this, whereas an increasing number of satellites available enables higher accuracy. Positions can be determined even more accurately with differentiated GPS (DGPS), where reference points minimise possible errors [
111,
119]. Further improvements can be achieved by using special antennas such as the choker ring antenna [
118]. Positioning by means of GNSS using systems such as GPS, GLONASS, Galileo and Beidou offers a cheap and functional method compared to classical terrestrial surveying methods, but experience has shown that it reaches its limits of usability in forests due to fluctuating and sometimes unsatisfactory precision [
112]. The need for accurate position determination in the centimeter and sub-meter range is a critical issue in precision forestry as well as in tracing timber flows. However, research shows that current GNSS receivers operate in the sub-meter range. For example, GIS-class receivers achieve an accuracy of about 1.3 m, and geodetic class receivers achieve an accuracy well below one meter deviation at about 80 cm [
119]. When using hybrid techniques like rapid static and total static, even sub-centimeter accuracy can be achieved [
113,
142].
Discrepancies between the accuracy of data provided by the equipment manufacturers and service providers and experience with GNSS measurements in the forest are sometimes considerable due to the lack of standardisation. In addition to the qualitative differences in accuracy, a clear influence of the location of the GNSS equipment on the vehicle as well as significant dependencies of the accuracy on the stocking can be observed [
114]. Tests found that measured distances were 9%–28% longer than the normal lines when driving in a straight line through the forest. The deviation varied from 0 m to 31 m depending on the degree of canopy cover [
115]. The degree of canopy cover, the type of canopy tree species, forest types, water content of leaves and branches, topography, temperature, wind, snow, ice and some other site-dependent factors are critical in forest position determinations [
112,
118]. Nevertheless, portable, smartphone-based and amplifier-equipped systems are making progress and delivering promising accuracies [
116,
118]. The achievable accuracies in the forest contrast with multiple expenses and uncertainties. On the one hand, the necessary forest-suitable hardware in the form of robust notebooks or tablets with sufficient battery power has not been available or has only been available at unreasonable prices. On the other hand, the attainable position accuracies in the forest have often been insufficient and/or not in relation to the attainable monetary advantage [
117]. In general, devices for professional use offer advantages over those for private use. The more expensive and technically advanced, the better. Although accuracy has progressed enormously, there is still potential [
118,
119].
As described above,
forestry machines provide
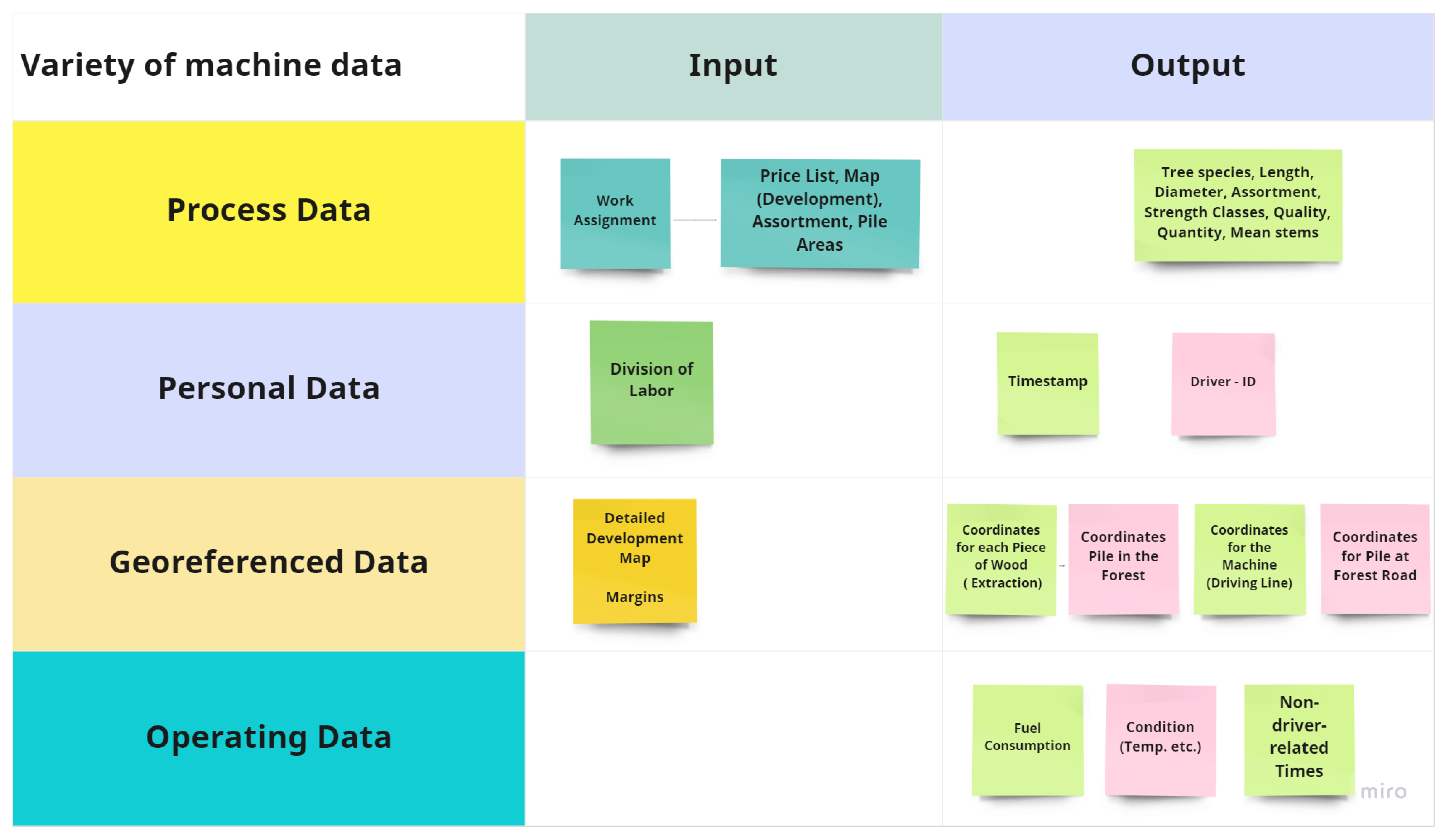
data on single logs and assortments. For passive logical identification, we take the measurement data of the length, diameter at several points of the log, the volume to be derived from it and the unambiguous determination of the position of the machine, its travel paths and the position of the wood in the stand and finally at the forest road [
120]. Also of interest are machine data itself, like production data, performance, diesel consumption and costs (
Figure 4). Machine learning and Big-Data processing play an overriding role here, which will intensify in the next 10 years [
18,
109]. Three-dimensional laser scanners and hyperspectral cameras are advanced technologies, although rollers provide the most data for length and diameter. It is important to calibrate the devices daily and to verify the accuracy of the sensor technology [
120,
134,
135].
The data packets described above are useless if they are not collected, processed and sent in a standardised way. Various
data standards play an essential role here. Data standards give the digital “information packages” to be exchanged a practical structure and enable interested market participants to process wood-related information uniformly, quickly and securely. The improved networking of the wood supplier, transporter and buyer offers improved digital business processes, higher operational and resource efficiency and, as a consequence, higher contributions to environmental protection. Standards in general and data standards only benefit the forestry industry if they are applied across the board [
143,
144]. They structure information, ensure error-free exchange, guarantee interoperability of data and are the basis for the use of applications for “Big Data”, analysis and prediction [
137]. On the one hand, digital applications benefit from the use of data standards. But on the other hand, we need digital applications that display and utilise data from data standards in a practical way. Lack of data standardisation is one of the most important cost drivers for companies [
145]. From Baumann et al. [
137], a cost saving of EUR 7–14 per solid cubic meter on average emerges [
19]. In addition to the benefits, barriers include the costs to standard adoption, reduced flexibility, reduced market competition and higher prices due to monopolisation [
146]. Data standards can have a market-opening effect but also a market-closing effect [
139,
147].
We identified seven relevant standards with different coverages of the process chain. StanForD covers timber harvest and logisitcs; ELDATsmart covers logistics and billing (the same applies to FHPDAT); papiNET covers ordering, timber harvest, logistics, timber processing, billing and further processing; eFids covers timber harvest, logistics, timber processing and billing; GeoDat only covers logistics; and Forestand covers the forest stand and order placement [
121,
122]. ELDATsmart/FHPDAT, papiNet and StanForD are described in more detail below. DRMdat, the newest attempt to implement an industry-wide data standard, is also covered.
The
ELDAT standard was published in 2002 [
123]. Initially, ElDat was developed in German according to the principle of the shopping cart in XML format. However, this application principle was interpreted as a disadvantage for the standard, which is why a project was launched in Kuratorium für Waldarbeit und Forsttechnik e.V. in 2015 to advance the standard’s unification [
124]. In 2018, the new
ELDATsmart data standard in JSON file format was recommended by the industry [
125]. The modules are “timber provision”, “transport order”, “delivery bill”, “measurement protocol” and “billing”. Both ElDat and ELDATsmart are open data standards [
127,
136].
Comparable to the German ElDat standard, an XML data standard for the Austrian forest-timber logistics chain was published in Austria by the coordination and communication platform Forst Holz Papier (FHP) [
126]. Thus, while ElDat enables information transfer from the forest owner to the timber buyer,
FHPDAT is limited to information transfer from the mill to the forest [
136]. The FHPDAT data standard is defined as an open standard, but it has severe limitations [
127]. The data standard for
Digital Resource Management in Central Europe (DRMdat) is the most-recent of the forestry data standards. It was developed in cooperation between German and Austrian partners. The goal was to develop a data standard for Germany and Austria—which are closely intertwined in the forestry sector—based on experience gained from existing data standards in the two countries. DRMdat, like ELDATsmart, has been implemented in JSON file format and is also built on basic modules composed of different containers. By using as much mandatory information and as many reference tables as possible, the data standard is intended to be as rigorous in its application as its predecessors [
128,
140].
The
papiNet standard, which is widely used internationally at present, was developed as an XML standard in Germany in 2000 at the behest of the European and North American paper industry and printers. Only later was it possible to integrate the supplier side into the business processes [
129]. The papiNet standard follows a modular principle, which releases various extensions for use starting from a master document [
130,
136]. The papiNet standard covers most areas of electronic data exchange in the forestry-wood logistics chain [
129]. PapiNet is an industry standard and not an open standard. It was developed by the industry and is supported and will be further developed. Since 2021, the papiNet standard has provided an API specification [
130].
StanForD (Standard for Forest machine Data and Communication) is the first data standard in forestry. It is limited to fully mechanised harvesting. The most recent version is StanForD2010. With the StanForD standard, it was possible for the first time to collect machine data and production data uniformly via the CAN connections of large forestry machines, in particular harvesters and forwarders, to store them in a standardised way, and finally, to process and send them electronically in a standardised way [
131]. Currently, communication (M2M) can be handled via the XML data standard. This includes the transfer of work orders and assortment specifications to the machine, work progress messages from the machine, and complete production lists including GPS coordinates of the provided wood [
132]. Since all stakeholders participate in the development and support of the data standard, it is used by large forestry machine manufacturers [
134]. StanForD 2010 is a de facto standard. While it has not been developed and disseminated by a standards organisation, it is used, revised and supported by all stakeholders in highly and fully mechanised timber harvesting [
131,
133,
134,
135].
The ELDAT and FHPDAT data standards are national standards. StandForD and papiNet take a more international approach, not least because of the user interface in English. However, there is a risk that country-specific conditions are not adequately represented or that smaller companies that exclusively serve the national market are left out. National standards have more process flexibility [
136,
137]. In many cases, StanForD data are used for inventories, production adjustments and scientific studies. Linking data to post-logging processes remains elusive [
109]. Adherence to data standards yields a cost reduction of EUR 4–7 per cubic meter [
138]. The additional time expenditure of 9 min per 100 solid cubic meters speaks against this, according to [
19]. With the intensification of international business relations, the pressure to increase efficiency by reducing costs is increasing. In addition, there is an increased interest in smooth communication between companies operating in a market economy. In particular, however, the benefit to the industry as a whole of using a uniform electronic data standard must be demonstrated in order to eclipse operational competitive advantages over other companies [
139].
Opportunities of the passive logical and data-driven methods to track wood flows are that they use available data, workers are rarely confronted with collection and evaluation, the level of automation is high and the method is favoured by machine learning. Nothing needs to be attached directly to the wood. The methods are accurate. Simply speaking, many sensors on different machines collect data, the conglomeration of which results in a unique identification.
Challenges lie in the high degree of mechanisation. Not every forestry operation or forestry contractor can make use of remote sensing. Older machines operate with a lower degree of automated generation of data. Although timber tracing is considered a by-product of the already-collected data, the cost of modern sensor technology is very high. So while tracing the wood is costless, the initial cost is enormous. In addition, the same level of mechanisation is required at every point in the wood supply chain to ensure that tracing does not break down. The biggest challenges are in data processing, storing and communication, although data standards have already made a contribution to their specific area of application. Assigning passive logical data from harvester protocols to the traceable individual log is difficult due to the heterogeneous data situation. This is because there are data for different qualities and values and different tree species and assortments that go to many different buyers with different demands.
The
viability of the passive logical and data-driven method lies, as long as the data stream does not break off, between the seedling and the mill entrance. In addition, a problem to be solved is to link the heterogeneous data, which also have a certain volume, with the individual log. A combined system of biometric fingerprinting systems as described in
Section 5.4, remote sensing data, logging data from the forest machines and a database structure provides the solution to link the automatic identification of individual logs with the measurement data at the individual log level.
The following section discusses how the required data management can be structured in a target-oriented manner.
5.6. The Challenges of Data Handling
Since much of the data collected are lost along the supply chain, a digital, automated approach must be considered. The presented tracing solutions are able to automatically trace timber. Two possible technological solutions are listed in
Table 7. For connecting real entities or processes of interest with all the measurable characteristics in real time to a virtual image (digital twin), a data model is needed that can display data of the wood supply chain. The data collected and passed on in the various processes and stations along a multi-layered supply chain and reflecting the nature (the complexity of the properties) of the raw material are subject to factual, spatial and temporal changes [
148].
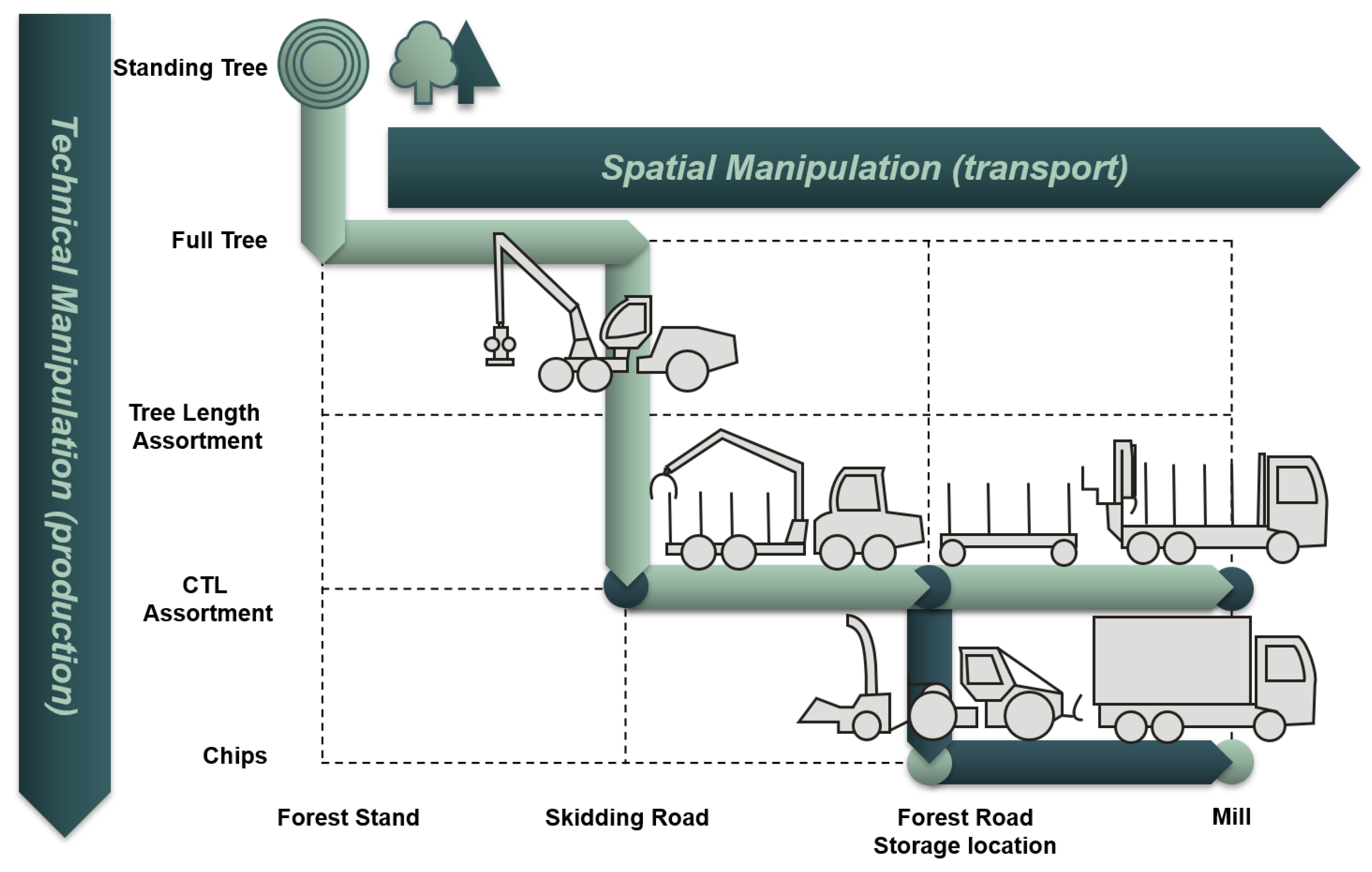
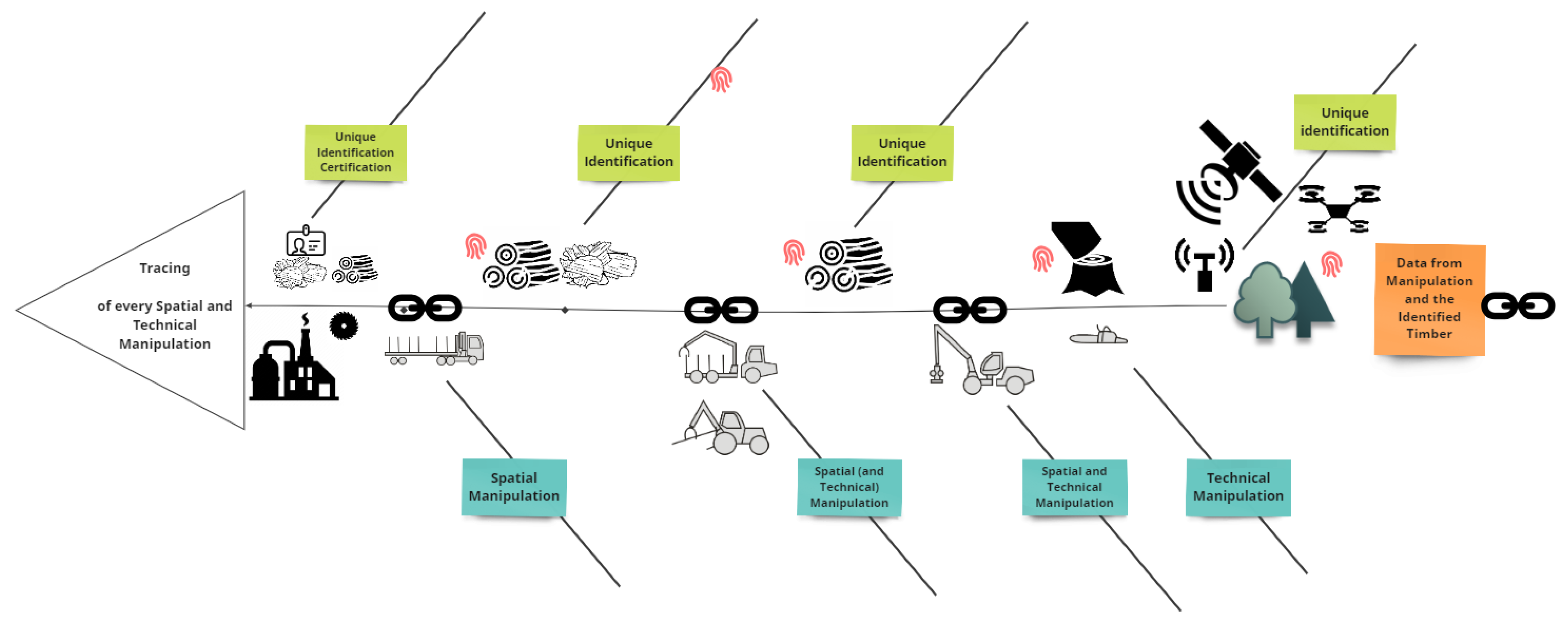
Basically, in a tracing system to map timber flows, the functional unit—the process of spatial and technical manipulation and surveying, i.e., collection of the incoming data—must be brought together [
149]. In doing so, the system should also identify and display the position of each individual functional unit at any given time. The system is effective if it recognizes each individual functional unit, provides it with a timestamp and the coordinates of its position, and precisely assigns all measurement data collected with respect to this functional unit to it and stores it on it. Data collection performed at several stations of the process is especially necessary to document all technical, spatial and temporal changes caused by the different manipulations [
131,
150]. Decisive in the system is the relationship of the functional unit to its state before and after the respective technical or spatial manipulation. A parent ID and a child ID clarify this relationship. In the data model, all data about the respective functional unit are assigned exactly to this functional unit and are stored on it during the entire duration of its existence [
151].
Table 7.
Data handling: The table shows two of many methods to identify timber via distributed ledger (blockchain) and IOT/digital twin, which are classified as based on passive logical processes. The table condenses the information about the viability, condition of the timber to be identified and which literature sources address it more in depth.
Table 7.
Data handling: The table shows two of many methods to identify timber via distributed ledger (blockchain) and IOT/digital twin, which are classified as based on passive logical processes. The table condenses the information about the viability, condition of the timber to be identified and which literature sources address it more in depth.
| Data Handling Designation | Viability | Condition | Covered by (Literature) |
|---|
| Distributed ledger (blockchain) | one block per technical or spatial manipulation | data from every step of the wood supply chain | [14,152,153,154,155,156,157] |
| IOT/digital twin | data-driven digital counterpart to the real asset | entire supply chain | [39,141,149,158,159,160] |
A
distributed ledger (blockchain) is a continuously expandable list of records. In addition to its classic areas of application in cryptocurrencies such as Bitcoin and Ethereum, a blockchain in connection with smart contracts (mutually agreeable conclusion of an agreement) is predestined for solutions that require more traceability and data security in supply chains. The data records are understood as blocks that are connected to each other as a chain of individuals with the help of an encryption algorithm [
161]. The blockchain thus represents data infrastructure with which the exchange of goods, commodities and information can be mapped. During a transaction, the information is first exchanged between the action partners, and then the entire database is synchronised with all the participating actors (nodes) provided that nothing prevents the transaction. Thus, the blockchain is a decentralised database. The distributed information change is stored in identical form at each participant of the blockchain, so changes require the consent of all partners [
152]. Each partner has insight into the same sequence of blocks. Therefore, each partner has a backup. Several stakeholders and shareholders are provided with access to the same information depending on the type and rules of the blockchain [
153]. Forgeries are immediately visible [
155]. In terms of continuous traceability, all blocks are traceable back to their origin, and so are changes to blocks. Thus, the blockchain model is designed to provide a high degree of transparency. Manipulation is largely ruled out. For example, users are excluded from the network if fraud is suspected. The personal rights of users are guaranteed through anonymisation by assigning each one a user ID [
154]. However, if the user ID or password is lost, the data records can no longer be accessed. Blockchain technology thus offers decisive advantages that prove useful for traceability [
14]. The application of blockchain can ensure transparency across all processes in a value chain. This leads to considerable increases in efficiency and forestry digitalisation with simultaneous cost savings, time savings and improved planning reliability [
155,
156,
157]. More specifically, the distributed ledger (architecture) applies the unique identification of individual logs (tracking) with the information (wood-related data) about the individual logs via electronic (automated) input [
14].
Opportunities are expressed in the exclusion of replacing or changing data without the consent of the partners involved. Participation in the blockchain and the generation of new blocks requires the fulfilment of smart contracts [
154]. The blockchain simultaneously creates privacy and transparency, as everyone has access to the data but the actors only appear in code. Tracking is accurate and seamless because no new block can be generated without a relationship to the previous blocks. This helps fight against abuse, corruption and, especially, illegal logging because every area where timber can be legally cut can be marked. Unauthorised trespassing immediately results in declaration as illegally logged timber. Acceptance of this timber is prohibited. This means that the basic requirement for a contract with the smart contracts is not fulfilled. Certification of wood can be done directly through the uniquely identifiable origin. Running the system is costly and energy intensive but can be done in a decentralised manner: for example, in remote areas that have low electricity prices. Mills could do their own mining and use the waste heat for drying. A blockchain also promises cost savings. Forestry companies and sawyers no longer have to rely on banks, IT service providers and similar services. Transactions are handled directly via smart contracts without a third party. In addition, there is no longer a need for central servers, which reduces costs and eliminates data loss [
155,
157]. A blockchain makes forest owners independent of certifiers [
152] even though the programme for the Endorsement of Forest Certification Schemes (PEFC) is working on a blockchain solution [
28].
Challenges: Blockchain technology is still in its infancy with respect to global supply chains. Forestry and timber companies are not willing to take the risk of investing. If the user ID and password to the wallet are lost, access to the data is also lost. The independence from institutions is also a disadvantage. This is because standards and rules by official bodies do not exist. The question of the legal resilience of smart contracts must be raised [
154]. Thus, institutions cannot intervene in transactions in the case of criminal backgrounds. Service and administrative positions are at stake [
155,
157].
Viability: Blockchain or other distributed ledger technologies are suitable for mapping supply chains. Each technical and spatial manipulation is represented by a block in the chain. All essential information is stored in the block. The connection between the blocks is a unique value calculated by an algorithm.
Studies recommend the combination of
digital twins and blockchain to ensure real-time management of supply chains. Blockchain can provide the needed security and transparency. The digital twin organises collaboration in a blockchain and better maps processes [
158]. It is the digital image of physical objects that can communicate with each other within a cyberphysical system. Physical objects can be anything that is relevant in the supply chain. For example, digital simulations can be created of trees, soil, harvesters, foresters, harvesters, timber and trails that communicate with each other in the digital space [
159]. The connection of wood, data packages, hardware and software, stakeholders and the working human in forestry through the
Internet of Things (IoT) creates a space by corresponding, planning and optimising [
141,
149].
Interfaces regulate the communication between individual machines and applications by authenticating participants to authorise communication through the identity provider and by establishing communication paths through the directory: for example, regulating data ownership and rights. Data storage is cloud- or edge-based. The cloud is appropriate when dealing with non-machine digital twins, such as humans or wood [
149]. Using all available data from the timber harvesting process, the technology allows the construction of a digital twin that harvesting machines can use to orient and navigate in the real forest [
160]. The machines can—at least theoretically and possible technically—capture all relevant data of the raw material, and at the same time, the IOT creates a virtual image of the environment in the sense of an automated partial inventory of the stands [
39].
Opportunities: A digital twin can mean significant time savings and overall increased efficiency in data-driven communication. The cyberphysical system solves the main challenges of networks in the forest: the lack of internet, data security and data ownership. Cyberphysical systems operate in a decentralized manner and do not rely on servers and cloud access. The standards of the structure of a data model are already elaborated by the industry-driven models [
162]. The opportunity lies in the real-time dissemination of data and their linkage, which finds new indicators to improve value creation. IOTs are characterized by low energy costs and low data volumes with simultaneous fast data transport and data processing [
159]. Especially in the forest, devices can continue to run even without connection to the Internet. After the connection to the cloud is restored, the generated data are then updated [
149].
Challenges: Not every physical asset can be networked, so valuable information is lost. A lack of standardisation of the data packages to be exchanged can lead to problems with the interfaces. Clarity must be established about the ownership of the data to be administered [
159].
Viability: IOT can map supply chains by connecting the individual machines and protagonists and generating a digital image of the real assets but also of the process flows. Nevertheless, the digital twin is a bit too oversized and overambitious for the simple mapping of wood flows. But the derivation of wood flows can be a by-product of a forestry-timber digital twin.




{kind=link}
{kind=link}
{kind=link}
{kind=link}



