
Durable Mortar Mixes Using 50% of Activated Volcanic Ash as A Binder


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Volcanic Ash (VA)
2.1.2. Activator Materials and Treatments
- Thermal activation (calcination of the VA, CVA)
- Alkaline activation (AA)
- Corrective agents
2.2. Mix Design
2.3. Curing Process
2.3.1. Standard Wet Curing
2.3.2. Accelerated Thermal Curing at 40 °C with Sealed Samples
2.3.3. Accelerated Thermal Curing at 70 °C with Sealed Samples
2.4. Testing Programme
2.4.1. Phase 1. Test Procedure
- Compressive strength
2.4.2. Phase 2. Test Procedure
- Setting time
- Physical properties
- Microstructural properties
- Drying shrinkage
- Acid-attack resistance
3. Results and Discussion: Phase 1
3.1. Results: Phase 1
Compressive Strength
3.2. Discussion: Phase 1
4. Results and Discussion: Phase 2
4.1. Results: Phase 2
4.1.1. Setting Time
4.1.2. Dry Density, Water Absorption, and Permeable Pore Volume
4.1.3. Compressive Strength
4.1.4. Microstructure Analysis
- X-ray diffraction (XRD)
- Scanning Electron Microscopy (SEM-EDS)
4.1.5. Drying Shrinkage
4.1.6. Acid-Attack Resistance
4.2. Discussion: Phase 2
4.2.1. Setting Time
4.2.2. Physical Properties
4.2.3. Compressive Strength
4.2.4. Microstructure Analysis
4.2.5. Drying Shrinkage
4.2.6. Acid Attack
5. Conclusions
5.1. Compressive Strength
- The thermal activation of VA, CVA50, achieved higher compressive strength than non-calcined VA50 at all tested ages and for all curing methods. The 70 °C curing for 3 days was the most effective regime for initial strength condition, achieving up to 45 MPa. In addition, at 90 days, it also achieved an adequate strength of 52 MPa. Under standard curing, the compressive strength gain of CVA50 was very consistent between 19 and 30% higher than that of VA50.
- Alkali-activated VA mortars using 2% of Na2SiO3 improved early-age compressive strength at 7 days, reaching 39–41 MPa when an initial 3 days 70 °C cured process was applied (OPC achieved 45.3 MPa); however, the strength increase development was low, achieving up to 43 MPa at 28 days.
- Alkali-activated VA mortars using 1% CaCl2 were the most efficient. The VA50-CaCl1 mortar, cured in standard condition or under an initial 3-day 70 °C curing process, reached the best compressive strength, achieving up to 40 MPa, 47 MPa and 52 MPa at 7, 28 and 90 days, respectively.
- Alkali-activated VA mortars using Na2CO3 did not achieve the strength obtained by the control VA mortar (VA50).
- The mortars produced using corrective agents L, FA, and BFS, in 10%, 10% and 5%, respectively, achieved up to 33% at 7 days and 46% at 28 days higher strength than the VA50 mortar. Although at 90 days, the obtained strength values were similar to those at 28 days, the VA40-FA10 and VA45-BFS5 achieved up to 44MPa and 46.8 MPa after curing in standard conditions and applied at the initial 3 days at 70 °C, respectively.
- The mixed-activated mortar, CVA45-BFS5-CaCl1, exhibited the highest compressive strengths at both 7 and 28 days, 47.4 MPa and 50.4 MPa, respectively, after submission of the thermal curing process, higher strengths than that of VA50 (up to 39 MPa). At 90 days, this mortar with standard curing achieved the highest strength of 56.3 MPa, surpassing VA50 by 32% (42.6 MPa) and reaching 88% of the strength of OPC (64.3 MPa).
- The activated VA50 mortar exposed to the thermal curing regime achieved the highest strength at 28 days. XRD and SEM-EDX results confirmed the following:
- -
- The microstructure of the activated VA mixtures had a higher presence of C-S-H and C-A-S-H phases. Gismondine and strätlingite were identified as pozzolanic reaction products, with gismondine being more prevalent in systems subjected to thermal activation. Additionally, the inclusion of CaCl2 as an activator promoted the formation of Friedel’s salt, which contributed to the high early-age strengths observed in these mixtures.
5.2. Drying Shrinkage
- The CVA mortar achieved the lowest shrinkage value in both curing processes, with −400 με and −600 με, respectively, being the only ones to show shrinkage lower than that of the VA50 mortar (−720 με). Thermal curing generally reduced drying shrinkage in comparison to standard curing, except for the VA50 and VA40-FA10 mortars. After being submitted to an initial 3 days 70 °C curing process, all the activated VA achieved a lower shrinkage value than that of VA50 mortar, which reached −800 με, except for the CaCl1-VA50-BFS10 mortar, which exhibited a 6% higher shrinkage value. The OPC achieved a −1100 με value after the standard curing process.
5.3. Acid-Attack Resistance
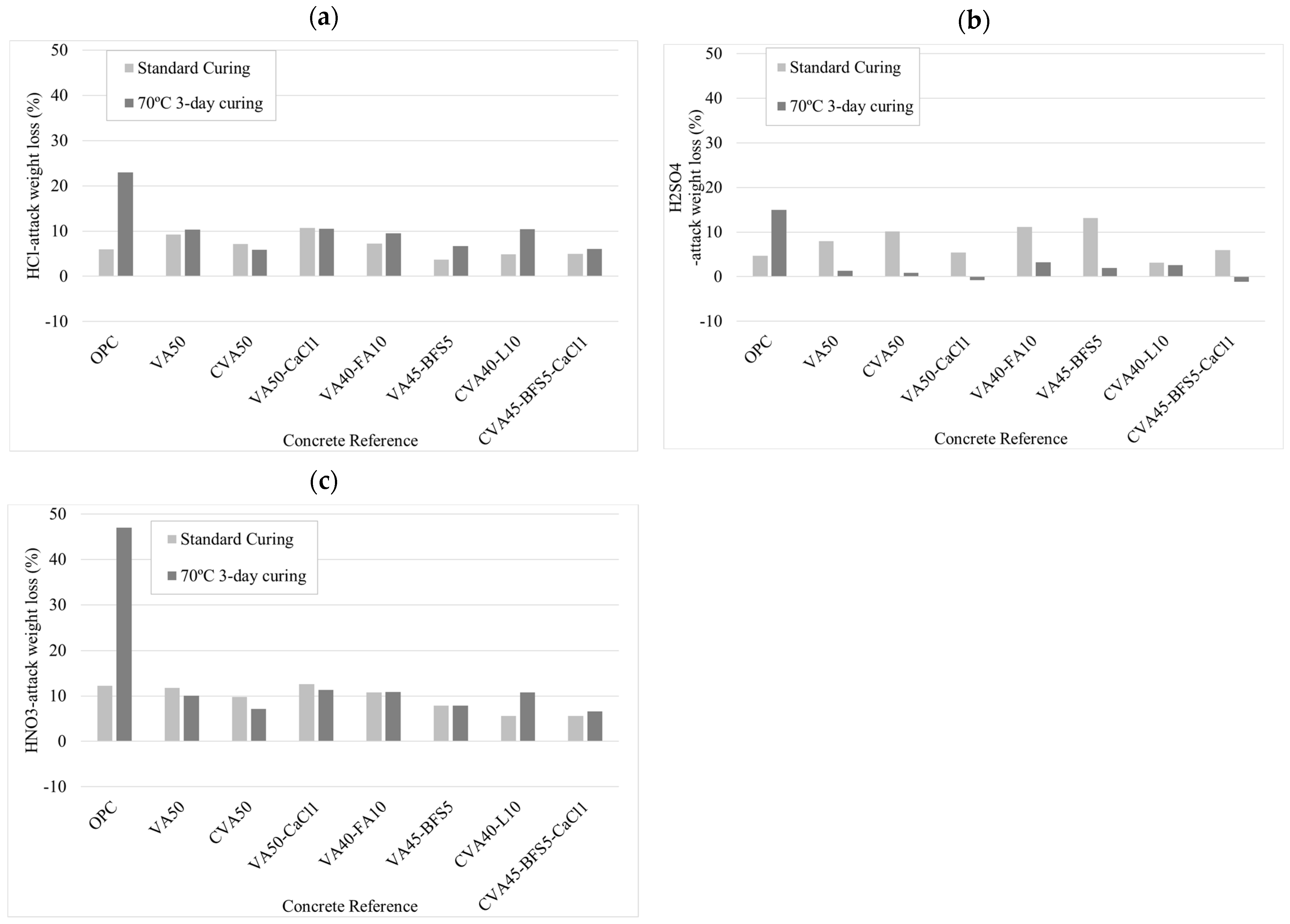
- When immersed in HCl, the VA mortars submitted to an initial 3 days at 70 °C curing process suffered higher weight loss and decreased strength than those submitted to standard curing conditions. In contrast, the VA mortars submitted to an initial 3 days at 70 °C curing process suffered a lower loss when they were immersed in H2SO4 and HNO3.
- The VA mortar achieved the lowest resistance to HNO3 attack, with up to 10% weight loss reduction, regardless of the curing method applied. The mixed activation mortar (CVA45-BFS5-CaCl1) demonstrated superior acid resistance under both curing conditions compared to other activation strategies. Furthermore, thermal curing enabled all mortars to achieve greater resistance than OPC mortar against all three acids studied, irrespective of the acid immersion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Favier, A.; De Wolf, C.; Schrivener, K.; Habert, G.; Scrivener, K.; Habert, G. A Sustainable Future for the European Cement and Concrete Industry: Technology Assessment for Full Decarbonisation of the Industry by 2050; ETH Zurich: Zurich, Switzerland, 2018. [Google Scholar]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon Dioxide Reduction Potential in the Global Cement Industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Law, D.; Gunasekara, C.; Patrisia, Y.; Fernando, S.; Wardhono, A. Development of Durable Class F Fly Ash Based Geopolymer Concretes. IOP Conf. Ser. Earth Environ. Sci. 2023, 1157, 012024. [Google Scholar] [CrossRef]
- Shi, C. An Overview on the Activation of Reactivity of Natural Pozzolans. Can. J. Civil. Eng. 2011, 28, 778–786. [Google Scholar] [CrossRef]
- al-Swaidani, A.M.; Aliyan, S.D.; Adarnaly, N. Mechanical Strength Development of Mortars Containing Volcanic Scoria-Based Binders with Different Fineness. Eng. Sci. Technol. Int. J. 2016, 19, 970–979. [Google Scholar] [CrossRef]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N.; Ramezanianpour, A.A. Effect of Heat Treatment on Reactivity-Strength of Alkali-Activated Natural Pozzolans. Constr. Build. Mater. 2011, 25, 4065–4071. [Google Scholar] [CrossRef]
- Hamidi, M.; Kacimi, L.; Cyr, M.; Clastres, P. Evaluation and Improvement of Pozzolanic Activity of Andesite for Its Use in Eco-Efficient Cement. Constr. Build. Mater. 2013, 47, 1268–1277. [Google Scholar] [CrossRef]
- Kunal, K.-P.; Chin, S.H.; Johnston, M.L.; Janille, M.; Admir, M.; Oral, B. Particle Size Effect of Volcanic Ash towards Developing Engineered Portland Cements. J. Mater. Civil. Eng. 2018, 30, 4018190. [Google Scholar] [CrossRef]
- Kılıç, A.; Sertabipoğlu, Z. Effect of Heat Treatment on Pozzolanic Activity of Volcanic Pumice Used as Cementitious Material. Cem. Concr. Compos. 2015, 57, 128–132. [Google Scholar] [CrossRef]
- Almalkawi, A.T.; Hamadna, S.; Soroushian, P. One-Part Alkali Activated Cement Based Volcanic Pumice. Constr. Build. Mater. 2017, 152, 367–374. [Google Scholar] [CrossRef]
- Nourredine, G.; Kerdal, D.E.; Nouria, K.; Rachida, I. Potential Use of Activated Algerian Natural Pozzolan Powder as a Cement Replacement Material. Eur. J. Environ. Civil. Eng. 2021, 25, 967–987. [Google Scholar] [CrossRef]
- Tchadjie, L.N.; Ekolu, S.O. Enhancing the Reactivity of Aluminosilicate Materials toward Geopolymer Synthesis. J. Mater. Sci. 2018, 53, 4709–4733. [Google Scholar] [CrossRef]
- Alraddadi, S. Effects of Calcination on Structural Properties and Surface Morphology of Black Volcanic Ash. J. Phys. Commun. 2020, 4, 105002. [Google Scholar] [CrossRef]
- Meddah, M.S.; Al Owaisi, M.; Abedi, M.; Hago, A.W. Mortar and Concrete with Lime-Rich Calcined Clay Pozzolana: A Sustainable Approach to Enhancing Performances and Reducing Carbon Footprint. Constr. Build. Mater. 2023, 393, 132098. [Google Scholar] [CrossRef]
- Liebig, E.; Althaus, E. Pozzolanic Activity of Volcanic Tuff and Suevite: Effects of Calcination. Cem. Concr. Res. 1998, 28, 567–575. [Google Scholar] [CrossRef]
- ACI Committee 232. Use of Raw or Processed Natural Pozzolans in Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2012; ISBN 9780870317736. [Google Scholar]
- Askarinejad, A.; Pourkhorshidi, A.R.; Parhizkar, T. Evaluation the Pozzolanic Reactivity of Sonochemically Fabricated Nano Natural Pozzolan. Ultrason. Sonochem. 2012, 19, 119–124. [Google Scholar] [CrossRef] [PubMed]
- Ghafoori, N.; Najimi, M.; Radke, B. Natural Pozzolan-Based Geopolymers for Sustainable Construction. Environ. Earth Sci. 2016, 75, 1110. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Tchadjié, L.N.; Tchakoute, H.K.; Kenne, B.B.D.; Elimbi, A.; Njopwouo, D. Synthesis of Geopolymer Composites from a Mixture of Volcanic Scoria and Metakaolin. J. Asian Ceram. Soc. 2014, 2, 387–398. [Google Scholar] [CrossRef]
- Ibrahim, M.; Megat Johari, M.A.; Maslehuddin, M.; Rahman, M.K.; Salami, B.A.; Mohamed, H.D. Influence of Composition and Concentration of Alkaline Activator on the Properties of Natural-Pozzolan Based Green Concrete. Constr. Build. Mater. 2019, 201, 186–195. [Google Scholar] [CrossRef]
- Tchakoute, H.K.; Elimbi, A.; Yanne, E.; Djangang, C.N. Utilization of Volcanic Ashes for the Production of Geopolymers Cured at Ambient Temperature. Cem. Concr. Compos. 2013, 38, 75–81. [Google Scholar] [CrossRef]
- Kouamo Tchakoute, H.; Elimbi, A.; Diffo Kenne, B.B.; Mbey, J.A.; Njopwouo, D. Synthesis of Geopolymers from Volcanic Ash via the Alkaline Fusion Method: Effect of Al2O3/Na2O Molar Ratio of Soda-Volcanic Ash. Ceram. Int. 2013, 39, 269–276. [Google Scholar] [CrossRef]
- Tchakoute Kouamo, H.; Elimbi, A.; Mbey, J.A.; Ngally Sabouang, C.J.; Njopwouo, D. The Effect of Adding Alumina-Oxide to Metakaolin and Volcanic Ash on Geopolymer Products: A Comparative Study. Constr. Build. Mater. 2012, 35, 960–969. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.A.; de Gutiérrez, M.; Puertas, F. Study of Synergy between a Natural Volcanic Pozzolan and a Granulated Blast Furnace Slag in the Production of Geopolymeric Pastes and Mortars. Constr. Build. Mater. 2017, 157, 151–160. [Google Scholar] [CrossRef]
- Vafaei, M.; Allahverdi, A. Influence of Calcium Aluminate Cement on Geopolymerization of Natural Pozzolan. Constr. Build. Mater. 2016, 114, 290–296. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Nzeukou, A.; Aziwo, B.; Tchamba, A.B.; Wang, K.; Melo, U.C.; Cui, X. Effect of Slag on the Improvement of Setting Time and Compressive Strength of Low Reactive Volcanic Ash Geopolymers Synthetized at Room Temperature. Mater. Chem. Phys. 2020, 239, 122077. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Fernández-Jiménez, A.; Krivenko, P.V.; Kavalerova, E.; Palacios, M.; Shi, C. Binder Chemistry—High-Calcium Alkali-Activated Materials. In RILEM State-of-the-Art Reports; Springer: Berlin/Heidelberg, Germany, 2014; Volume 13, pp. 59–91. ISBN 978-94-007-7671-5. [Google Scholar]
- Takeda, H.; Honda, S.; Kanie, H.; Iwamoto, Y.; Hashimoto, S. Fabrication and Characterization of Hardened Bodies from Japanese Volcanic Ash Using Geopolymerization. Ceram. Int. 2013, 40, 4071–4076. [Google Scholar] [CrossRef]
- Najafi Kani, E.; Allahverdi, A. Effects of Curing Time and Temperature on Strength Development of Inorganic Polymeric Binder Based on Natural Pozzolan. J. Mater. Sci. 2009, 44, 3088–3097. [Google Scholar] [CrossRef]
- Firdous, R.; Stephan, D.; Djobo, J.N.Y. Natural Pozzolan Based Geopolymers: A Review on Mechanical, Microstructural and Durability Characteristics. Constr. Build. Mater. 2018, 190, 1251–1263. [Google Scholar] [CrossRef]
- Yankwa Djobo, J.N.; Elimbi, A.; Kouamo Tchakouté, H.; Kumar, S. Mechanical Properties and Durability of Volcanic Ash Based Geopolymer Mortars. Constr. Build. Mater. 2016, 124, 606–614. [Google Scholar] [CrossRef]
- ASTM C150/C150M-22; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C778; Standard Specification for Standard Sand. ASTM International: West Conshohocken, PA, USA, 2017.
- Athens, J.S. Volcanic ash and archaelogy in the Northern highlands of Ecuador. In Actividad Volcánica Y Pueblos Precolombinos; Mothes, P., AbyaYala, Q., Eds.; Editorial Abya-Yala: Quito, Ecuador, 1998; pp. 157–189. [Google Scholar]
- Almeida Vaca, M.; Bablon, M.; Daniel Andrade, S.; Hidalgo, S.; Quidelleur, X.; Vasconez, F.J.; Müller, A.V.; Lahitte, P.; Samaniego, P. New geological and geochronological constraints on the evolution of the Cotacachi—Cuicocha volcanic complex (Ecuador). J. South Am. Earth Sci. 2023, 128, 104489. [Google Scholar] [CrossRef]
- Labbaci, Y.; Abdelaziz, Y.; Mekkaoui, A.; Alouani, A.; Labbaci, B. The Use of the Volcanic Powders as Supplementary Cementitious Materials for Environmental-Friendly Durable Concrete. Constr. Build. Mater. 2017, 133, 468–481. [Google Scholar] [CrossRef]
- Vogel, A.; Diplas, S.; Durant, A.J.; Azar, A.S.; Sunding, M.F.; Rose, W.I.; Sytchkova, A.; Bonadonna, C.; Krüger, K.; Stohl, A. Reference Data Set of Volcanic Ash Physicochemical and Optical Properties. J. Geophys. Res. Atmos. 2017, 122, 9485–9514. [Google Scholar] [CrossRef]
- ASTM C618−22; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2023.
- Ndjock, B.I.D.L.; Elimbi, A.; Cyr, M.; Djon Li Ndjock, B.I.; Elimbi, A.; Cyr, M. Rational Utilization of Volcanic Ashes Based on Factors Affecting Their Alkaline Activation. J. Non. Cryst. Solids 2017, 463, 31–39. [Google Scholar] [CrossRef]
- Ibrahim, M.; Megat Johari, M.A.; Rahman, M.K.; Maslehuddin, M.; Mohamed, H.D. Enhancing the Engineering Properties and Microstructure of Room Temperature Cured Alkali Activated Natural Pozzolan Based Concrete Utilizing Nanosilica. Constr. Build. Mater. 2018, 189, 352–365. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; Al-Aibani, A.F.; Abdulsalam, M.F.; Mao, C.; Bumajdad, A.; Palkovic, S.D.; Büyüköztürk, O. Microstructure of Cement Paste with Natural Pozzolanic Volcanic Ash and Portland Cement at Different Stages of Curing. Constr. Build. Mater. 2016, 113, 423–441. [Google Scholar] [CrossRef]
- Tashima, M.M.; Soriano, L.; Borrachero, M.V.; Monzó, J.; Payá, J. Towards the Valorization of Cumbre Vieja Volcanic Ash—Production of Alternative Cements. Constr. Build. Mater. 2023, 370, 130635. [Google Scholar] [CrossRef]
- Cornejo, M.H.; Elsen, J.; Paredes, C.; Baykara, H. Thermomechanical Treatment of Two Ecuadorian Zeolite-Rich Tuffs and Their Potential Usage as Supplementary Cementitious Materials. J. Therm. Anal. Calorim. 2014, 115, 309–321. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.-T.; Tang, Q.; Melo, U.C.; Cui, X.-M. Recent Developments on Inorganic Polymers Synthesis and Applications. Ceram. Int. 2016, 42, 15142–15159. [Google Scholar] [CrossRef]
- Játiva, A.; Etxeberria, M. Exploring the Utilization of Activated Volcanic Ash as a Substitute for Portland Cement in Mortar Formulation: A Thorough Experimental Investigation. Materials 2024, 17, 1123. [Google Scholar] [CrossRef] [PubMed]
- Mañosa, J.; Serrano-Conte, J.; Maldonado-Alameda, A.; Aulinas, M.; Chimenos, J.M. Pyroclastic Volcanic Ash as a Potential Precursor of Alkali-Activated Binders—A Case Study from Tajogaite (La Palma, Canary Islands) Volcano Eruption. J. Build. Eng. 2023, 72, 106623. [Google Scholar] [CrossRef]
- ASTM C109/C 109M; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-Mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2007.
- ASTM C191; Standard Test Method for Time of Setting of Hydraulic Cement Mortar by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2004.
- ASTM C642; Standard Test Method for Density, Absorption and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2022.
- Al-Sodani, K.A.A.; Adewumi, A.A.; Mohd Ariffin, M.A.; Salami, B.A.; Yusuf, M.O.; Ibrahim, M.; AlAteah, A.H.; Al-Tholaia, M.M.H.; Shamsah, S.M.I.; Ismail, M. Acid Resistance of Alkali-Activated Natural Pozzolan and Limestone Powder Mortar. Sustainability 2022, 14, 14451. [Google Scholar] [CrossRef]
- Souri, A.; Golestani-Fard, F.; Naghizadeh, R.; Veiseh, S. An Investigation on Pozzolanic Activity of Iranian Kaolins Obtained by Thermal Treatment. Appl. Clay Sci. 2015, 103, 34–39. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Monteiro, P.J.M.; Gartner, E.M.; Denbeaux, G.P. A soft X-ray microscope investigation into the effects of calcium chloride on tricalcium silicate hydration. Cem. Concr. Res. 2005, 35, 19–25. [Google Scholar] [CrossRef]
- Lopez-Salas, J.; Escalante-Garcia, J.I. Hybrid Binders Based on Volcanic Pumice: Effect of the Chemical Composition on Strength and Microstructures. Cem. Concr. Res. 2024, 176, 107393. [Google Scholar] [CrossRef]
- Lemonis, N.; Tsakiridis, P.E.; Katsiotis, N.S.; Antiohos, S.; Papageorgiou, D.; Katsiotis, M.S.; Beazi-Katsioti, M. Hydration Study of Ternary Blended Cements Containing Ferronickel Slag and Natural Pozzolan. Constr. Build. Mater. 2015, 81, 130–139. [Google Scholar] [CrossRef]
- Ghadir, P.; Razeghi, H.R. Effects of Sodium Chloride on the Mechanical Strength of Alkali Activated Volcanic Ash and Slag Pastes under Room and Elevated Temperatures. Constr. Build. Mater. 2022, 344, 128113. [Google Scholar] [CrossRef]
- Robayo, R.A.; Mejía De Gutiérrez, R.; Gordillo, M. Natural Pozzolan-and Granulated Blast Furnace Slag-Based Binary Geopolymers. Mater. Construcción 2016, 66, e077. [Google Scholar] [CrossRef]
- ASTM C595; Standard Specification for Blended Hydraulic Cements. ASTM International: West Conshohocken, PA, USA, 2014.
- Garcia-Lodeiro, I.; Donatello, S.; Fernández-Jiménez, A.; Palomo, Á. Hydration of Hybrid Alkaline Cement Containing a Very Large Proportion of Fly Ash: A Descriptive Model. Materials 2016, 9, 605. [Google Scholar] [CrossRef]
- Palomo, A.; Monteiro, P.; Martauz, P.; Bilek, V.; Fernandez-Jimenez, A. Hybrid Binders: A Journey from the Past to a Sustainable Future (Opus Caementicium Futurum). Cem. Concr. Res. 2019, 124, 105829. [Google Scholar] [CrossRef]
- Seddik Meddah, M. Durability Performance and Engineering Properties of Shale and Volcanic Ashes Concretes. Constr. Build. Mater. 2015, 79, 73–82. [Google Scholar] [CrossRef]
- Al-Fadala, S.; Chakkamalayath, J.; Ahmed, S.; Al-Aibani, A.; Al-Bahar, S. Significance of Performance Based Specifications in the Qualification and Characterization of Blended Cement Using Volcanic Ash. Constr. Build. Mater. 2017, 144, 532–540. [Google Scholar] [CrossRef]
- Ren, C.; Li, K.; Wang, Y.; Li, Y.; Tong, J.; Cai, J. Preparation and Hydration Mechanisms of Low Carbon Ferrochrome Slag-Granulated Blast Furnace Slag Composite Cementitious Materials. Materials 2023, 16, 2385. [Google Scholar] [CrossRef]
- Ogirigbo, O.R.; Black, L. Influence of Slag Composition and Temperature on the Hydration and Microstructure of Slag Blended Cements. Constr. Build. Mater. 2016, 126, 496–507. [Google Scholar] [CrossRef]
- Tamang, P.; Sriskantharajah, A.; Ferreira, P.; Lopez-Querol, S. Experimental Evaluation of Kaolin Stabilised with Class F Fly Ash. Bull. Eng. Geol. Environ. 2021, 80, 6781–6798. [Google Scholar] [CrossRef]
- Samen, V.E.L.K.; Kaze, R.C.; Deutou Nemaleu, J.G.; Tchakoute, H.K.; Meukam, P.; Kamseu, E.; Leonelli, C. Engineering Properties, Phase Evolution and Microstructure of the Iron-Rich Aluminosilicates-Cement Based Composites: Cleaner Production of Energy Efficient and Sustainable Materials. Clean. Mater. 2021, 1, 100017. [Google Scholar] [CrossRef]
- Okoronkwo, M.U.; Mondal, S.K.; Wang, B.; Ma, H.; Kumar, A. Formation and Stability of Gismondine-type Zeolite in Cementitious Systems. J. Am. Ceram. Soc. 2021, 104, 1513–1525. [Google Scholar] [CrossRef]
- Frías, M.; Vigil de la Villa, R.; Martínez-Ramírez, S.; García-Giménez, R.; Sánchez de Rojas, M.I. Mineral Phases in Metakaolin-Portlandite Pastes Cured 15 years at 60 °C. New Data for Scientific Advancement. Appl. Clay Sci. 2020, 184, 105368. [Google Scholar] [CrossRef]
- Okoronkwo, M.U.; Glasser, F.P. Stability of Strätlingite in the CASH System. Mater. Struct. 2016, 49, 4305–4318. [Google Scholar] [CrossRef]
- Shi, Z.; Geiker, M.R.; De Weerdt, K.; Østnor, T.A.; Lothenbach, B.; Winnefeld, F.; Skibsted, J. Role of Calcium on Chloride Binding in Hydrated Portland Cement–Metakaolin–Limestone Blends. Cem. Concr. Res. 2017, 95, 205–216. [Google Scholar] [CrossRef]
- Wang, Y.; Lei, L.; Liu, J.; Ma, Y.; Liu, Y.; Xiao, Z.; Shi, C. Accelerators for Normal Concrete: A Critical Review on Hydration, Microstructure and Properties of Cement-Based Materials. Cem. Concr. Compos. 2022, 134, 104762. [Google Scholar] [CrossRef]
- Collin, M.; Prentice, D.P.; Arnold, R.A.; Ellison, K.; Simonetti, D.A.; Sant, G.N. Fly Ash–Ca(OH)2 Reactivity in Hypersaline NaCl and CaCl2 Brines. ACS Sustain. Chem. Eng. 2021, 9, 8561–8571. [Google Scholar] [CrossRef]
- Donatello, S.; Tyrer, M.; Cheeseman, C.R. Comparison of Test Methods to Assess Pozzolanic Activity. Cem. Concr. Compos. 2010, 32, 121–127. [Google Scholar] [CrossRef]
- Wang, L.; Mei, J.; Wu, J.; He, X.; Li, H.; Ding, Q. Mechanical Properties and Microscopic Mechanism of Coral Sand-Cement Mortar. Adv. Mater. Sci. Eng. 2020, 3, 1–11. [Google Scholar] [CrossRef]
- Cristelo, N.; Garcia-Lodeiro, I.; Rivera, J.F.; Miranda, T.; Palomo, Á.; Coelho, J.; Fernández-Jiménez, A. One-Part Hybrid Cements from Fly Ash and Electric Arc Furnace Slag Activated by Sodium Sulphate or Sodium Chloride. J. Build. Eng. 2021, 44, 103298. [Google Scholar] [CrossRef]
- Itim, A.; Ezziane, K.; Kadri, E.-H. Compressive Strength and Shrinkage of Mortar Containing Various Amounts of Mineral Additions. Constr. Build. Mater. 2011, 25, 3603–3609. [Google Scholar] [CrossRef]
- Matalkah, F.; Salem, T.; Shaafaey, M.; Soroushian, P. Drying Shrinkage of Alkali Activated Binders Cured at Room Temperature. Constr. Build. Mater. 2019, 201, 563–570. [Google Scholar] [CrossRef]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N.; Ramezanianpour, A.A. Engineering Properties of Alkali-Activated Natural Pozzolan Concrete. ACI Mater. J. 2011, 108, 64–72. [Google Scholar] [CrossRef]
- Garci Juenger, M.C.; Jennings, H.M. Examining the Relationship between the Microstructure of Calcium Silicate Hydrate and Drying Shrinkage of Cement Pastes. Cem. Concr. Res. 2002, 32, 289–296. [Google Scholar] [CrossRef]
- Senhadji, Y.; Escadeillas, G.; Mouli, M.; Khelafi, H. Influence of Natural Pozzolan, Silica Fume and Limestone Fine on Strength, Acid Resistance and Microstructure of Mortar. Powder Technol. 2014, 254, 314–323. [Google Scholar] [CrossRef]
- Tome, S.; Nana, A.; Kaze, C.R.; Djobo, J.N.Y.; Alomayri, T.; Kamseu, E.; Etoh, M.-A.; Etame, J.; Kumar, S. Resistance of Alkali-Activated Blended Volcanic Ash-MSWI-FA Mortar in Sulphuric Acid and Artificial Seawater. Silicon 2022, 14, 2687–2694. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (%) | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | SO3 | Na2O | K2O | Otros | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| OPC | 19.4 | 4.2 | 63.5 | 3.4 | 1.4 | 3.0 | 0.12 | 0.53 | - | 3.7 |
| VA | 60.15 | 16.51 | 6.30 | 6.22 | 3.26 | 0.03 | 3.62 | 1.17 | 0.94 | 1.81 |
| L | 1.32 | 0.66 | 88.8 | 0.26 | 2.2 | - | - | - | - | - |
| BFS | 35.9 | 10.6 | 42.4 | 0.3 | 6.6 | 1.8 | - | 0.4 | - | 0.7 |
| FA | 58.4 | 21.6 | 2.3 | 7.3 | 1.9 | 0.2 | - | 0.9 | - | 3.1 |
| Mortar ID | OPC (g) | VA (g) | CVA (g) | L (g) | FA (g) | BFS (g) | NaSi (g) | CaCl (g) | NaCO (g) | FA (g) | Water (g) | SP (g) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OPC | 500 | 1375 | 242 | |||||||||
| VA50 | 250 | 250 | 1375 | 242 | ||||||||
| CVA50 | 250 | 250 | 250 | 1375 | 242 | |||||||
| VA50-NaSi1 | 250 | 250 | 15 | 1375 | 233 | 0.2 | ||||||
| VA50-NaSi1.5 | 250 | 250 | 22 | 1375 | 228 | 0.1 | ||||||
| VA50-NaSi2 | 250 | 250 | 29 | 1375 | 223 | 0.6 | ||||||
| VA50-NaSi3 | 250 | 250 | 44 | 1375 | 213 | 0.6 | ||||||
| VA50-CaCl1 | 250 | 250 | 5 | 1375 | 242 | |||||||
| VA50-CaCl2 | 250 | 250 | 10 | 1375 | 242 | |||||||
| VA50-CaCl3 | 250 | 250 | 15 | 1375 | 242 | |||||||
| VA50-CaCl4 | 250 | 250 | 20 | 1375 | 242 | |||||||
| VA50-NaCO1 | 250 | 250 | 5 | 1375 | 242 | |||||||
| VA50-NaCO2 | 250 | 250 | 10 | 1375 | 242 | |||||||
| VA50-NaCO3 | 250 | 250 | 15 | 1375 | 242 | |||||||
| VA45-FA5 | 250 | 225 | 25 | 1375 | 242 | |||||||
| VA40-FA10 | 250 | 200 | 50 | 1375 | 242 | |||||||
| VA35-FA15 | 250 | 175 | 75 | 1375 | 242 | |||||||
| VA45-BFS5 | 250 | 225 | 25 | 1375 | 242 | |||||||
| VA40-BFS10 | 250 | 200 | 50 | 1375 | 242 | |||||||
| VA35-BFS15 | 250 | 175 | 75 | 1375 | 242 | |||||||
| CVA40-L10 | 250 | 200 | 50 | 1375 | 242 | 0.3 | ||||||
| CVA45-BFS5-CaCl1 | 250 | 225 | 25 | 5 | 1375 | 242 |
| Mortar ID— St Curing | 7 Days | 28 Days | 90 Days | |||
|---|---|---|---|---|---|---|
| CS (MPa) | St Dev (MPa) | CS (MPa) | St Dev (MPa) | CS (MPa) | St Dev (MPa) | |
| OPC | 45.29 | 0.81 | 56.55 | 2.25 | 64.26 | 1.76 |
| VA50 | 25.75 | 1.58 | 31.77 | 3.42 | 42.59 | 0.89 |
| CVA50 | 30.54 | 0.44 | 41.20 | 3.23 | 53.23 | 2.02 |
| VA50-NaSi1 | 23.92 | 1.27 | 36.37 | 0.50 | ||
| VA50-NaSi1.5 | 22.00 | 1.91 | 30.67 | 4.18 | ||
| VA50-NaSi2 | 27.02 | 2.02 | 33.74 | 3.37 | ||
| VA50-NaSi3 | 25.84 | 0.59 | 31.54 | 1.10 | ||
| VA50-CaCl1 | 30.46 | 0.52 | 41.76 | 1.67 | 47.89 | 2.33 |
| VA50-CaCl2 | 25.69 | 0.53 | 38.68 | 0.41 | ||
| VA50-CaCl3 | 23.15 | 1.86 | 34.58 | 0.54 | ||
| VA50-CaCl4 | 20.49 | 0.92 | 30.02 | 1.42 | ||
| VA50-NaCO1 | 23.37 | 0.93 | 33.19 | 3.64 | ||
| VA50-NaCO2 | 24.41 | 1.30 | 29.83 | 0.62 | ||
| VA50-NaCO3 | 16.72 | 0.67 | 22.95 | 1.00 | ||
| VA45-FA5 | 25.76 | 1.83 | 29.03 | 0.59 | ||
| VA40-FA10 | 29.74 | 0.04 | 38.78 | 1.19 | 54.78 | 3.04 |
| VA35-FA15 | 30.21 | 2.14 | 39.62 | 0.12 | ||
| VA45-BFS5 | 30.00 | 1.25 | 44.38 | 1.65 | 51.65 | 0.94 |
| VA40-BFS10 | 30.77 | 0.38 | 43.61 | 0.12 | ||
| VA35-BFS15 | 29.99 | 3.06 | 46.48 | 0.28 | ||
| CVA40-L10 | 32.86 | 1.61 | 40.21 | 1.48 | 49.10 | 0.24 |
| CVA45-BFS5-CaCl1 | 29.39 | 1.65 | 42.78 | 0.78 | 56.27 | 0.79 |
| Mortar ID—40 °C 3-Day Curing | 7 Days | 28 Days | ||
|---|---|---|---|---|
| CS (MPa) | St Dev (MPa) | CS (MPa) | St Dev (MPa) | |
| OPC | 43.81 | 1.73 | 56.62 | 1.73 |
| VA50 | 35.47 | 0.44 | 39.12 | 2.24 |
| CVA50 | 37.85 | 0.31 | 41.02 | 1.71 |
| VA50-NaSi1 | 24.59 | 1.89 | 36.64 | 0.91 |
| VA50-NaSi1.5 | 26.21 | 0.54 | 29.75 | 0.75 |
| VA50-NaSi2 | 39.04 | 0.62 | 40.83 | 0.52 |
| VA50-NaSi3 | 29.43 | 1.55 | 29.61 | 0.74 |
| VA50-CaCl1 | 35.64 | 1.12 | 42.76 | 2.61 |
| VA50-CaCl2 | 36.48 | 0.60 | 42.47 | 0.45 |
| VA50-CaCl3 | 27.10 | 1.39 | 37.35 | 0.70 |
| VA50-CaCl4 | 32.15 | 1.36 | 30.17 | 0.46 |
| VA50-NaCO1 | 27.55 | 0.87 | 34.03 | 0.77 |
| VA50-NaCO2 | 26.11 | 0.52 | 29.25 | 1.70 |
| VA50-NaCO3 | 20.40 | 0.50 | 27.03 | 0.43 |
| VA45-FA5 | 36.82 | 3.34 | 37.04 | 1.44 |
| VA40-FA10 | 36.89 | 0.97 | 43.08 | 1.36 |
| VA35-FA15 | 35.71 | 3.37 | 40.31 | 1.15 |
| VA45-BFS5 | 40.19 | 0.42 | 46.23 | 2.36 |
| VA40-BFS10 | 39.37 | 0.32 | 43.99 | 4.15 |
| VA35-BFS15 | 42.76 | 0.92 | 46.14 | 2.22 |
| CVA45-BFS5-CaCl1 | 38.80 | 1.80 | 48.74 | 2.78 |
| Mortar ID—70 °C 3-Day Curing | 7 Days | 28 Days | 90 Days | |||
|---|---|---|---|---|---|---|
| CS (MPa) | St Dev (MPa) | CS (MPa) | St Dev (MPa) | CS (MPa) | St Dev (MPa) | |
| OPC | 41.44 | 0.39 | 50.33 | 1.14 | 59.15 | 3.70 |
| VA50 | 33.41 | 0.85 | 39.92 | 1.20 | 45.96 | 0.81 |
| CVA50 | 43.60 | 0.16 | 45.08 | 1.68 | 52.41 | 1.55 |
| VA50-NaSi1 | 33.90 | 1.04 | 41.60 | 1.38 | ||
| VA50-NaSi1.5 | 29.94 | 1.68 | 37.49 | 1.69 | ||
| VA50-NaSi2 | 41.00 | 2.90 | 42.85 | 0.87 | ||
| VA50-NaSi3 | 31.17 | 1.32 | 30.31 | 0.65 | ||
| VA50-CaCl1 | 39.95 | 3.83 | 46.96 | 2.47 | 52.34 | 1.61 |
| VA50-CaCl2 | 35.33 | 1.04 | 42.15 | 0.53 | ||
| VA50-CaCl3 | 25.93 | 2.05 | 34.69 | 1.52 | ||
| VA50-CaCl4 | 27.64 | 2.10 | 30.48 | 0.45 | ||
| VA50-NaCO1 | 33.57 | 0.94 | 37.65 | 2.48 | ||
| VA50-NaCO2 | 29.94 | 2.41 | 31.77 | 1.22 | ||
| VA50-NaCO3 | 25.04 | 0.56 | 27.93 | 1.46 | ||
| VA45-FA5 | 40.78 | 3.12 | 45.60 | 1.85 | ||
| VA40-FA10 | 40.13 | 0.69 | 46.80 | 0.80 | 47.17 | 0.89 |
| VA35-FA15 | 38.92 | 0.09 | 39.36 | 1.88 | ||
| VA45-BFS5 | 40.71 | 1.07 | 46.83 | 0.88 | 49.27 | 1.03 |
| VA40-BFS10 | 43.84 | 3.04 | 45.17 | 1.08 | ||
| VA35-BFS15 | 44.27 | 2.64 | 46.24 | 1.69 | ||
| CVA40-L10 | 36.30 | 2.42 | 41.13 | 4.18 | 47.21 | 1.07 |
| CVA45-BFS5-CaCl1 | 47.36 | 0.36 | 50.38 | 1.02 | 51.65 | 1.81 |
| Mortar ID | Setting Time | |
|---|---|---|
| Initial (min) | Final (min) | |
| OPC | 140 | 190 |
| VA50 | 165 | 205 |
| CVA50 | 165 | 220 |
| VA50-CaCl1 | 135 | 195 |
| VA40-FA10 | 185 | 230 |
| VA45-BFS5 | 150 | 195 |
| CVA40-L10 | 155 | 210 |
| CVA45-BFS5-CaCl1 | 135 | 195 |
| ASTM C595-14 | 45 | 420 (max) |
| Mortar ID | Standard Curing | 70 °C 3-Day Curing | ||||
|---|---|---|---|---|---|---|
| ρ (g/cm3) | WA (%) | P (%) | ρ (g/cm3) | WA (%) | P (%) | |
| OPC | 2.13 | 7.09 | 15.14 | |||
| VA50 | 2.08 | 7.53 | 15.66 | 2.11 | 6.59 | 13.89 |
| CVA50 | 2.09 | 7.28 | 15.22 | 2.11 | 5.79 | 12.23 |
| VA50-CaCl1 | 2.07 | 7.44 | 15.41 | 2.08 | 7.09 | 14.74 |
| VA40-FA10 | 2.11 | 6.57 | 13.85 | 2.09 | 7.2 | 15.04 |
| VA45-BFS5 | 2.11 | 6.48 | 13.68 | 2.11 | 5.58 | 11.76 |
| CVA40-L10 | 2.07 | 7.3 | 15.07 | 2.10 | 5.66 | 11.87 |
| CVA45-BFS5-CaCl1 | 2.09 | 6.26 | 13.07 | 2.06 | 8.49 | 17.48 |
| Standard Curing | 70 °C 3-Day Curing | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| HCl | H2SO4 | HNO3 | HCl | H2SO4 | HNO3 | |||||||
| σacid (MPa) | σloss (%) | σacid (MPa) | σloss (%) | σacid (MPa) | σloss (%) | σacid (MPa) | σloss (%) | σacid (MPa) | σloss (%) | σacid (MPa) | σloss (%) | |
| OPC | 51.28 | −9.32 | 36.23 | −35.93 | 15.53 | −72.54 | 15.76 | −68.69 | 14.4 | −71.39 | 11.82 | −76.52 |
| VA50 | 20.85 | −34.36 | 13.43 | −57.72 | 11.56 | −63.61 | 17.54 | −56.06 | 17.4 | −56.41 | 11.35 | −71.56 |
| CVA50 | 28.42 | −31.01 | 14.52 | −64.75 | 19.47 | −52.74 | 38.21 | −15.23 | 29.26 | −35.09 | 26.01 | −42.30 |
| VA50-CaCl1 | 19.99 | −52.13 | 13.5 | −67.67 | 10 | −76.05 | 23.03 | −50.95 | 27.88 | −40.62 | 14.13 | −69.91 |
| VA40-FA10 | 27.54 | −28.97 | 12.98 | −66.52 | 17.77 | −54.17 | 22.56 | −51.79 | 18.99 | −59.42 | 19.36 | −58.63 |
| VA45-BFS5 | 47.45 | −8.13 | 14.9 | −71.15 | 25.32 | −50.98 | 34.69 | −25.92 | 22.66 | −51.61 | 24.75 | −47.14 |
| CVA40-L10 | 46.23 | −5.85 | 36.54 | −25.58 | 39.62 | −19.31 | 29.79 | −27.57 | 36.99 | −10.07 | 24.74 | −39.85 |
| CVA45-BFS5-CaCl1 | 53.4 | −5.10 | 24.96 | −55.64 | 44.24 | −21.38 | 35.58 | −29.37 | 35.46 | −29.61 | 24.72 | −50.93 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Játiva, A.; Corominas, A.; Etxeberria, M. Durable Mortar Mixes Using 50% of Activated Volcanic Ash as A Binder. Materials 2025, 18, 1777. https://doi.org/10.3390/ma18081777
Játiva A, Corominas A, Etxeberria M. Durable Mortar Mixes Using 50% of Activated Volcanic Ash as A Binder. Materials. 2025; 18(8):1777. https://doi.org/10.3390/ma18081777
Chicago/Turabian StyleJátiva, Andrés, Andreu Corominas, and Miren Etxeberria. 2025. "Durable Mortar Mixes Using 50% of Activated Volcanic Ash as A Binder" Materials 18, no. 8: 1777. https://doi.org/10.3390/ma18081777
APA StyleJátiva, A., Corominas, A., & Etxeberria, M. (2025). Durable Mortar Mixes Using 50% of Activated Volcanic Ash as A Binder. Materials, 18(8), 1777. https://doi.org/10.3390/ma18081777