
Optical Properties and Thermal Stability of Ag-In-Cu Film on Aluminum Alloy Substrate Deposited by Magnetron Sputtering





Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
2.2. Characterization of Films
2.3. Optical Performance of Films
3. Results
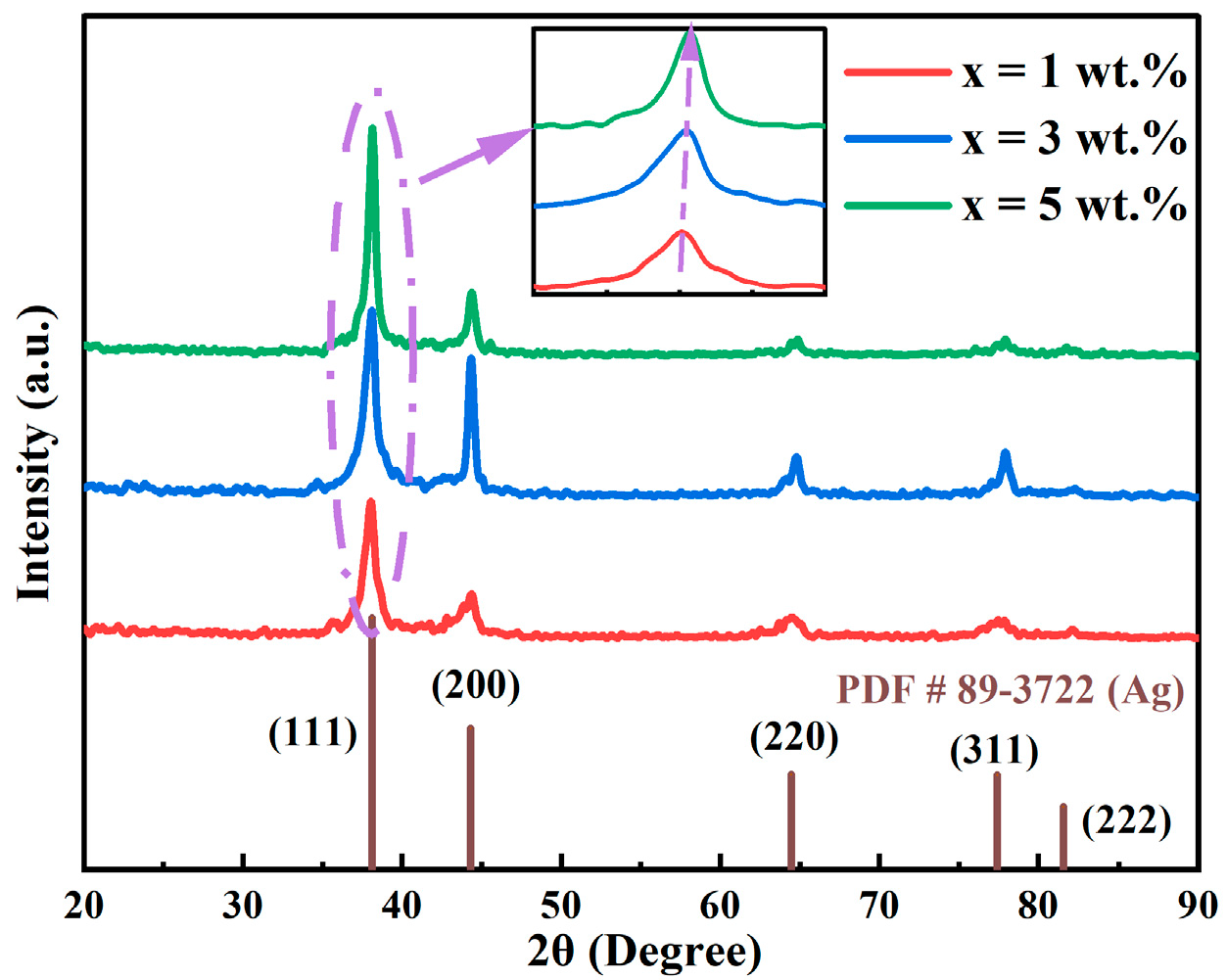
3.1. Phase Composition
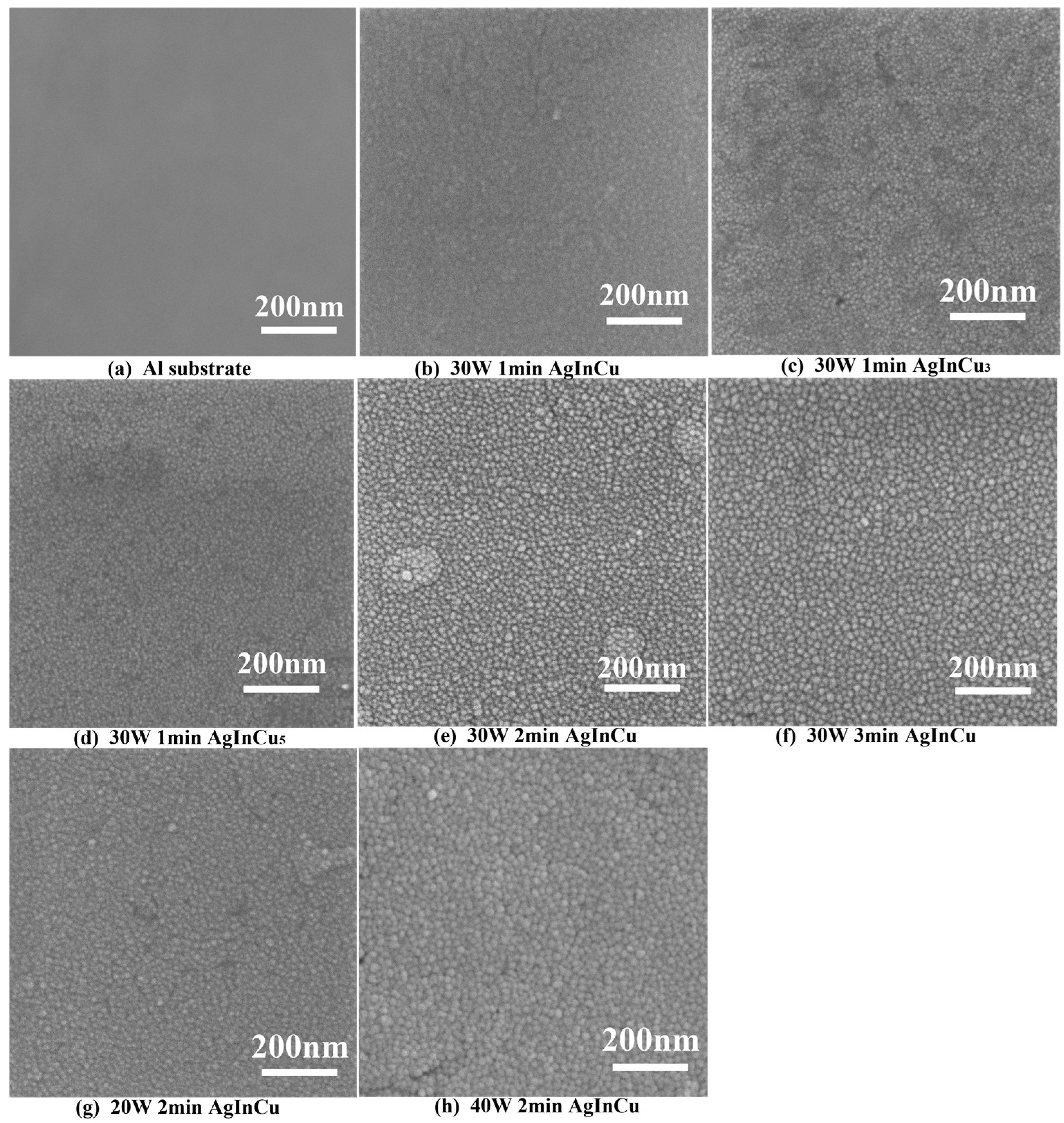
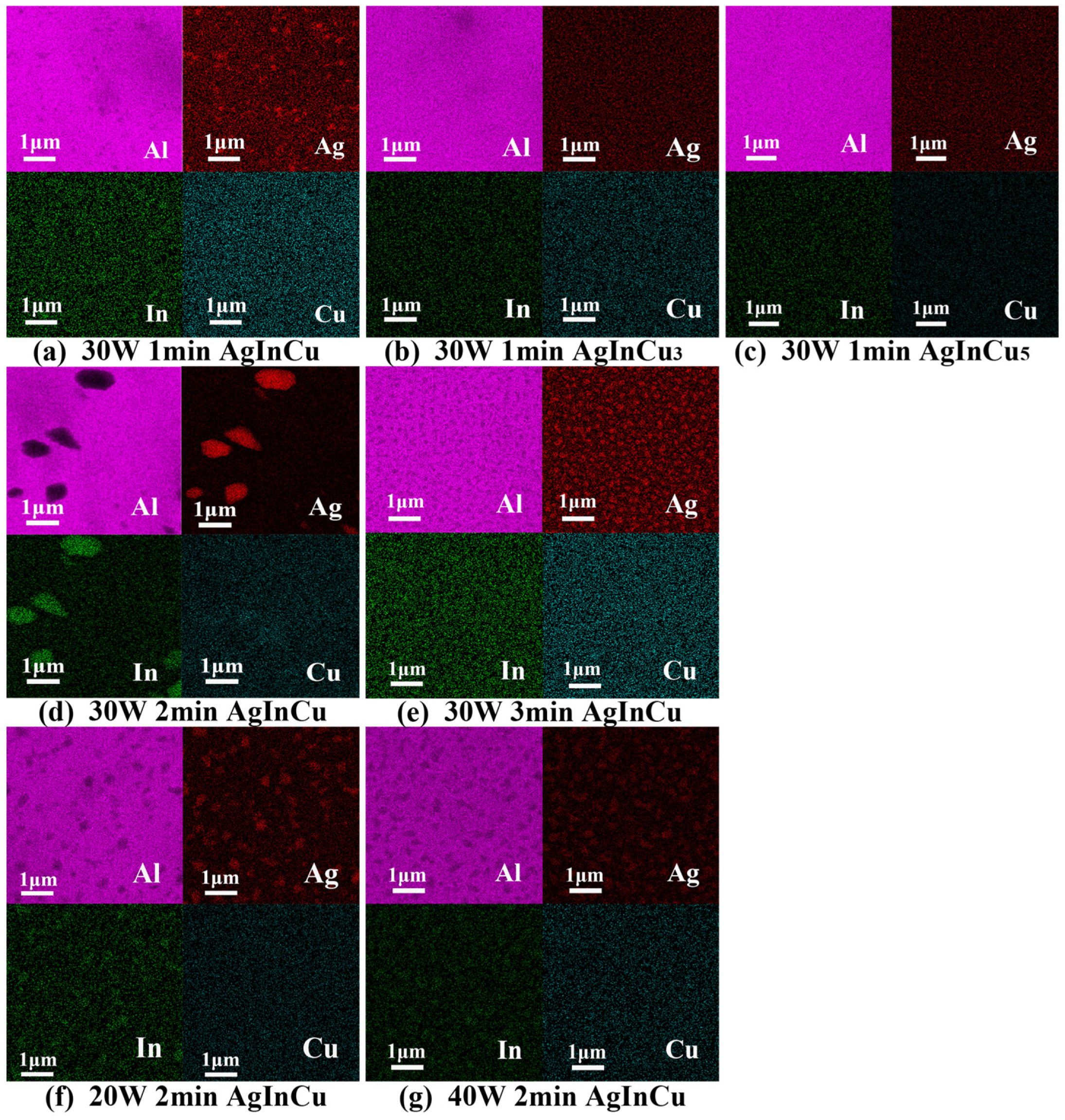
3.2. Surface Morphology
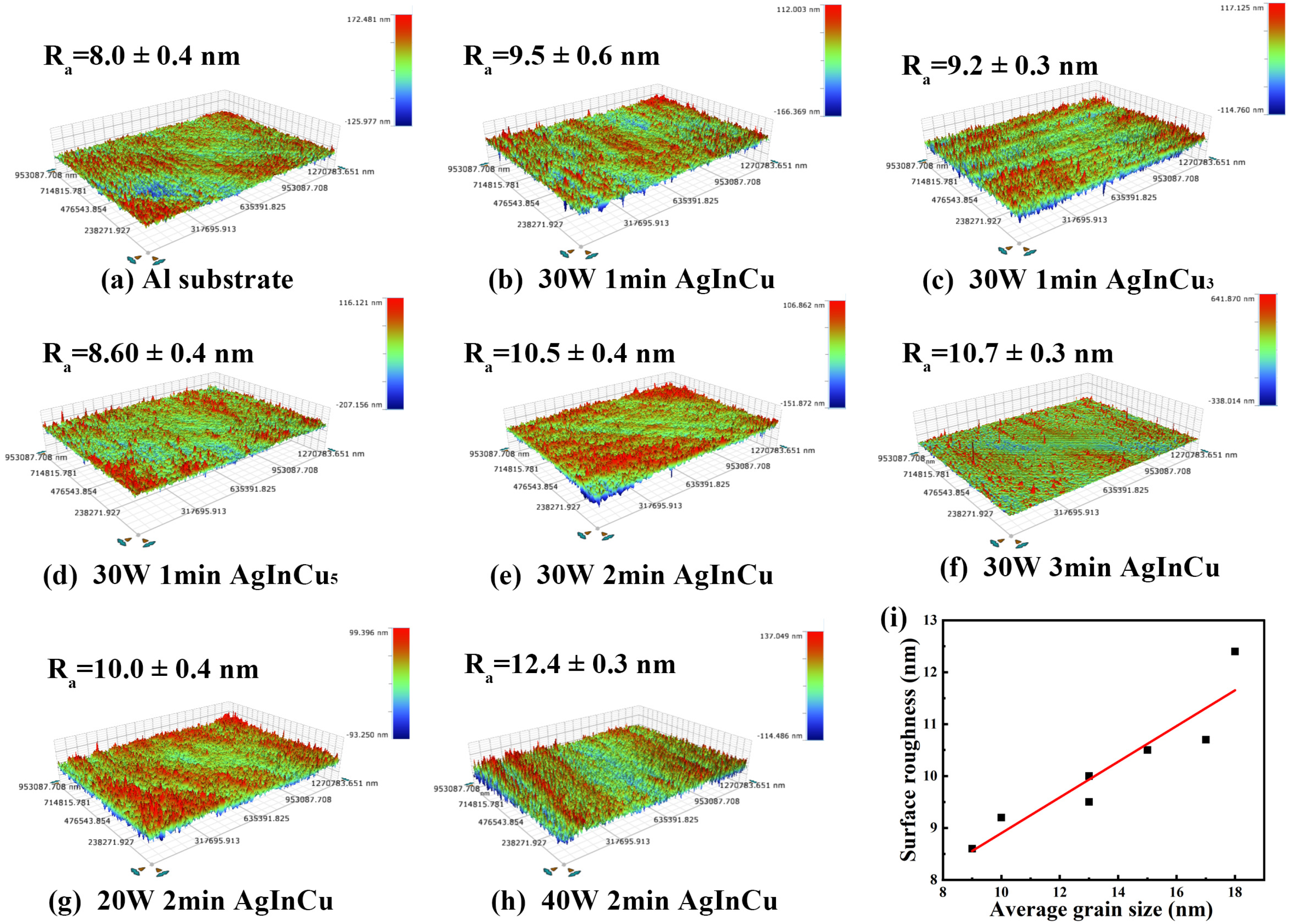
3.3. Surface Roughness
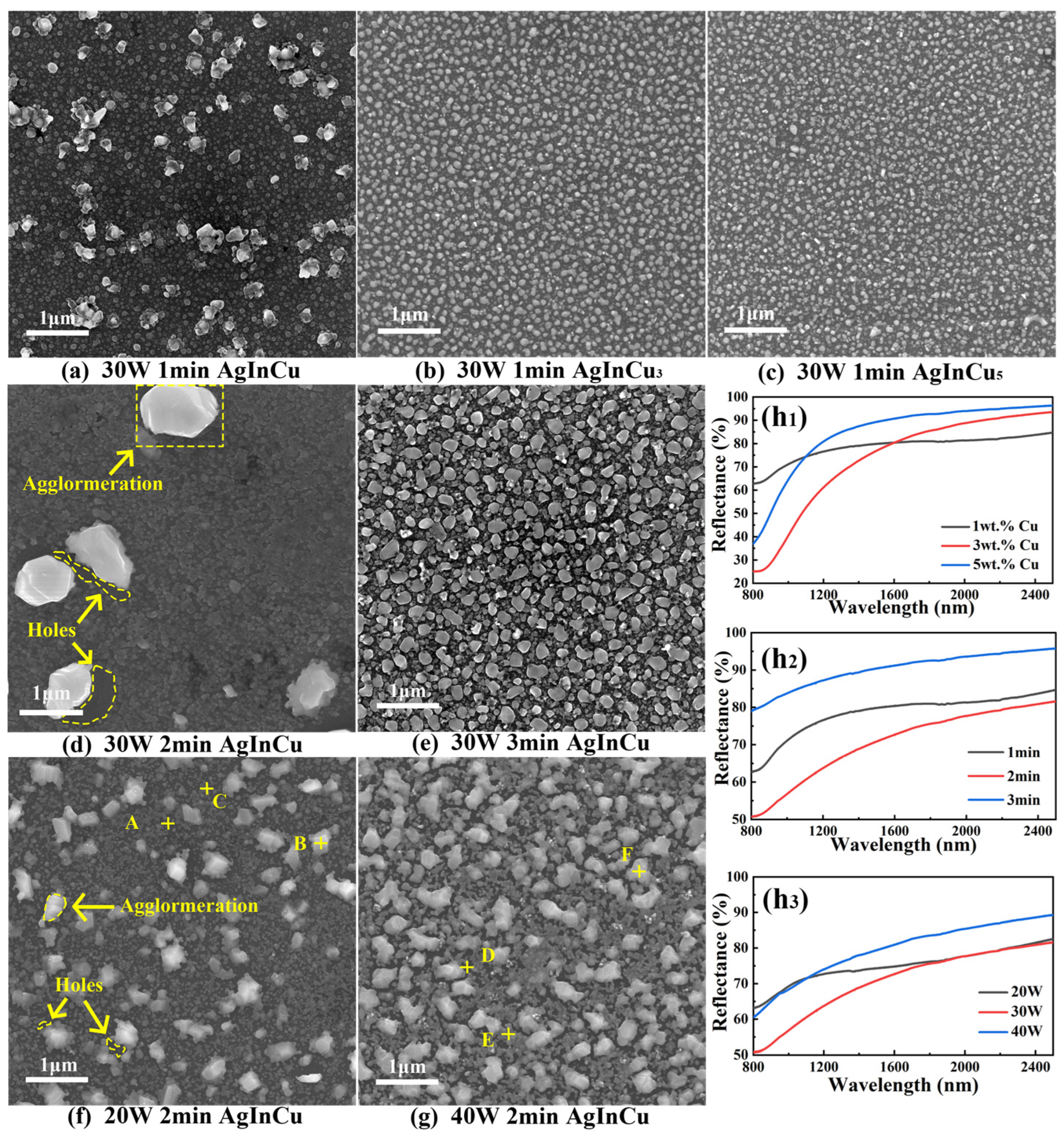
3.4. Optical Properties
3.5. Thermal Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hirano, T.; Kawamura, M.; Kiba, T.; Abe, Y.; Kim, K.H.; Hamano, T. Influence of aluminum interlayer on optical properties of very thin silver thin film. Surf. Coat. Technol. 2020, 393, 125752. [Google Scholar] [CrossRef]
- Sharma, A.K. James webb space telescope. Resonance 2022, 27, 1355–1369. [Google Scholar] [CrossRef]
- He, H.; Li, H.; Zhang, Y.; Xiong, D.; Liu, Z. Enhanced high reflectance SiO2-Ag-SiO2 thin film adhesion for concentrating solar power reflector. Surf. Interfaces 2017, 8, 225–229. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, T.; Yao, T.; Li, G.; Sun, Y.; Cao, X.; Ma, L.; Peng, S. Preparation of a novel TiN/TiNxOy/SiO2 composite ceramic films on aluminum substrate as a solar selective absorber by magnetron sputtering. J. Alloys Compd. 2020, 815, 152209. [Google Scholar] [CrossRef]
- Xiao, L.; Yu, H.; Qin, Y.; Liu, G.; Peng, Z.; Tu, X.; Su, H.; Xiao, Y.; Zhong, Q.; Wang, S.; et al. Microstructure and mechanical properties of cast Al-Si-Cu-Mg-Ni-Cr alloys: Effects of time and temperature on two-stage solution treatment and ageing. Materials 2023, 16, 2675. [Google Scholar] [CrossRef] [PubMed]
- Loka, C.; Lee, K.; Joo, S.Y.; Lee, K.-S. Thermally stable and high reflectivity Al-doped silver thin films deposited by magnetron sputtering. Mater. Res. Express 2018, 5, 034002. [Google Scholar] [CrossRef]
- Muralidhar Singh, M. Deposition and characterization of aluminium thin film coatings using DC magnetron sputtering process. Mater. Today Proc. 2018, 5, 2696–2704. [Google Scholar] [CrossRef]
- Meyzonnette, J.-L.; Mangin, J.; Cathelinaud, M. Refractive Index of Optical Materials; Springer International Publishing: Cham, Switzerland, 2019; pp. 997–1045. [Google Scholar]
- Sun, H.; Gao, Z.; Dong, C.; Cao, J.; Wang, C.; Gu, Q.; Wang, Y.; Ma, H. Influence of Sn crystal preferred orientation on the reflective and environmental stability of electroplated Sn/Ag films. Mater. Chem. Phys. 2021, 265, 124522. [Google Scholar] [CrossRef]
- Littlehailes, H.; Hendren, W.R.; Bowman, R.M.; Huang, F. Optical properties of Au-Hf thin films. J. Alloys Compd. 2022, 912, 165127. [Google Scholar] [CrossRef]
- Beladiya, V.; Faraz, T.; Schmitt, P.; Munser, A.-S.; Schröder, S.; Riese, S.; Mühlig, C.; Schachtler, D.; Steger, F.; Botha, R.; et al. Plasma-enhanced atomic layer deposition of HfO2 with substrate biasing: Thin films for high-reflective mirrors. ACS Appl. Mater. Interfaces 2022, 14, 14677–14692. [Google Scholar] [CrossRef]
- More-Chevalier, J.; Novotný, M.; Hruška, P.; Fekete, L.; Fitl, P.; Bulíř, J.; Pokorný, P.; Volfová, L.; Havlová, Š.; Vondráček, M.; et al. Fabrication of black aluminium thin films by magnetron sputtering. RSC Adv. 2020, 10, 20765–20771. [Google Scholar] [CrossRef] [PubMed]
- Navarro, R. Improved silver mirror coating for ground and space-based astronomy. In Advances in Optical and Mechanical Technologies for Telescopes and Instrumentation II; SPIE: Bellingham, WA, USA, 2016; p. 991239. [Google Scholar] [CrossRef]
- Mao, L.; Geng, Y.; Cao, Y.; Yan, Y. Uniform high-reflectivity silver film deposited by planar magnetron sputtering. Vacuum 2021, 185, 109999. [Google Scholar] [CrossRef]
- Jobst, P.J.; Stenzel, O.; Schürmann, M.; Modsching, N.; Yulin, S.; Wilbrandt, S.; Gäbler, D.; Kaiser, N.; Tünnermann, A. Optical properties of unprotected and protected sputtered silver films: Surface morphology vs. Uv/vis reflectance. Adv. Opt. Technol. 2014, 3, 91–102. [Google Scholar] [CrossRef]
- Oliveira, L.C.; Moreira, C.S.; Neff, H.; Lima, A.M.N. Optical properties and instrumental performance of thin noble metal (Cu, Au, Ag) films near the surface plasmon resonance. Procedia Eng. 2016, 168, 834–837. [Google Scholar] [CrossRef]
- Zheng, B.; Wong, L.P.; Wu, L.Y.L.; Chen, Z. Identifying key factors towards highly reflective silver coatings. Adv. Mater. Sci. Eng. 2017, 2017, 7686983. [Google Scholar] [CrossRef]
- Wang, L.; Shen, Z.; Du, G.; Wang, P.; Wang, P. The thermal stability of silver-based high reflectance coatings. Thin Solid Films 2016, 616, 122–125. [Google Scholar] [CrossRef]
- Kawamura, M.; Zhang, Z.; Kiyono, R.; Abe, Y. Thermal stability and electrical properties of Ag-Ti films and Ti/Ag/Ti films prepared by sputtering. Vacuum 2013, 87, 222–226. [Google Scholar] [CrossRef]
- Kurapati, R.; Maurice, V.; Seyeux, A.; Klein, L.H.; Mercier, D.; Chauveau, G.; Grèzes-Besset, C.; Berthod, L.; Marcus, P. Advanced protection against environmental degradation of silver mirror stacks for space application. J. Mater. Sci. Technol. 2021, 64, 1–9. [Google Scholar] [CrossRef]
- Loka, C. Reflectance changes of Fe and Cr doped Ag thin films deposited by magnetron sputtering. Thin Solid Films 2017, 641, 73–78. [Google Scholar] [CrossRef]
- Krüger, E.; Seifert, M.; Gottschalch, V.; Krautscheid, H.; Schnohr, C.S.; Botti, S.; Grundmann, M.; Sturm, C. Optical properties of AgxCu1−xI alloy thin films. AIP Adv. 2023, 13, 035117. [Google Scholar] [CrossRef]
- Wu, H.-Y.; Chen, H.-W.; Huang, S.-R.; Shih, C.-H.; Yu, G.-Y.; Sun, Y.-S.; Hsu, J.-C. Characterization of silver layers deposited by aluminum oxide, silicon dioxide, and blend for highly reflective optics. Opt. Mater. 2024, 149, 115060. [Google Scholar] [CrossRef]
- Cheng, B.-Y.; Chen, I.-C.; Kuo, C.-H.; Chang, L.-C. High reflectance contacts to p-type GaN using Ag-La alloys. ECS Trans. 2012, 44, 1291–1294. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, Y.; Yin, H.; Wang, C.; Wu, X.; Li, Q.; Sun, B.; Zhang, X.; Ning, L. Improved quality and inhibited aggregation of Ag–In alloy films. Vacuum 2023, 217, 112584. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, H.; Yang, B.; Li, S.; Li, Z.; Yan, H.; Zhang, Y.; Esling, C.; Zhao, X.; Zuo, L. Influence of the sputtering temperature on reflectivity and electrical properties of ITO/AgIn/ITO composite films for high-reflectivity anodes. Materials 2023, 16, 2849. [Google Scholar] [CrossRef] [PubMed]
- Yang, W.; Wang, X.; Li, H.; Hu, S.; Zheng, W.; Zhu, W.; Li, M. Enhanced thermal stability of joints formed by Ag-Cu supersaturated solid-solution nanoparticles paste by in-situ Cu nanoprecipitates. J. Mater. Sci. Technol. 2025, 213, 69–79. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry and Physics; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar] [CrossRef]
- Das, S.; Alford, T.L. Reflectance spectroscopy of functional Ag-Cu thin films: Correlation of reflectivity with Cu content. J. Miner. 2013, 65, 538–541. [Google Scholar] [CrossRef]
- Rezaee, S.; Korpi, A.G.; Karimi, M.; Jurečka, S.; Arman, A.; Luna, C.; Ţălu, Ş. Influence of film thickness on structural, optical, and electrical properties of sputtered nickel oxide thin films. Microsc. Res. Tech. 2024, 87, 1402–1412. [Google Scholar] [CrossRef]
- Oura, K.; Katayama, M.; Zotov, A.V.; Lifshits, V.G.; Saranin, A.A. Growth of thin films. In Surface Science: An Introduction; Oura, K., Katayama, M., Zotov, A.V., Lifshits, V.G., Saranin, A.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2003; pp. 357–387. [Google Scholar]
- Kumomi, H.; Shi, F.G. Chapter 6—Fundamentals for the formation and structure control of thin films: Nucleation, growth, solid-state transformations. In Handbook of Thin Films; Singh Nalwa, H., Ed.; Academic Press: Burlington, NJ, USA, 2002; pp. 319–373. [Google Scholar]
- Nguyen, V.H.; Sekkat, A.; Van Bui, H.; Muñoz-Rojas, D.; Bellet, D. Chapter 3—Nucleation and growth of thin films. In Nucleation and Growth in Applied Materials; Palomar-Pardavé, M.E., Manh, T.L., Eds.; Elsevier: Amsterdam, The Netherlands, 2024; pp. 41–64. [Google Scholar]
- Rincón-Llorente, G.; Heras, I.; Guillén Rodríguez, E.; Schumann, E.; Krause, M.; Escobar-Galindo, R. On the effect of thin film growth mechanisms on the specular reflectance of aluminium thin films deposited via filtered cathodic vacuum arc. Coatings 2018, 8, 321. [Google Scholar] [CrossRef]
- Bruschi, P.; Cagnoni, P.; Nannini, A. Temperature-dependent monte carlo simulations of thin metal film growth and percolation. Phys. Rev. B 1997, 55, 7955–7963. [Google Scholar] [CrossRef]
- Cuppo, F.L.S.; García-Valenzuela, A.; Olivares, J.A. Influence of surface roughness on the diffuse to near-normal viewing reflectance factor of coatings and its consequences on color measurements. Color Res. Appl. 2013, 38, 177–187. [Google Scholar] [CrossRef]
- Petr, H.; Joris, M.-C.; Michal, N.; Jakub, Č.; Oksana, M.; Ladislav, F.; Morgane, P.; Jiří, B.; Lenka, V.; Maik, B.; et al. Effect of roughness and nanoporosity on optical properties of black and reflective Al films prepared by magnetron sputtering. J. Alloys Compd. 2021, 872, 159744. [Google Scholar] [CrossRef]
- Alqadi, M.K.; Migdadi, A.B.; Alzoubi, F.Y.; Al-Khateeb, H.M.; Almasri, A.A. Influence of (Ag–Cu) co-doping on the optical, structural, electrical, and morphological properties of ZnO thin films. J. Sol-Gel Sci. Technol. 2022, 103, 319–334. [Google Scholar] [CrossRef]
- Gareyan, V.; Gevorkian, Z. Impact of surface roughness on light absorption. Phys. Rev. A 2024, 109, 013515. [Google Scholar] [CrossRef]
- Acharya, R. Interaction of Waves with Medium; Academic Press: Cambridge, MA, USA, 2017; pp. 57–86. [Google Scholar]
- Zhang, H.; Du, S.; Wang, Y.; Xue, F. Prevention of crystal agglomeration: Mechanisms, factors, and impact of additives. Crystals 2024, 14, 676. [Google Scholar] [CrossRef]
- Bai, Y. Tailoring film agglomeration for preparation of silver nanoparticles with controlled morphology. Mater. Des. 2016, 103, 315–320. [Google Scholar] [CrossRef]
- Roh, H.S.; Cho, S.H.; Lee, W.J. Study on the durability against heat in ITO/Ag-alloy/ITO transparent conductive multilayer system. Phys. Status Solidi A 2010, 207, 1558–1562. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Targets | Ag | In | Cu |
|---|---|---|---|
| AgInCu | 98 | 1 | 1 |
| AgInCu3 | 96 | 1 | 3 |
| AgInCu5 | 94 | 1 | 5 |
| Sample | Sputtering Power (W) | Power Density (W/cm2) | Deposition Time (min) | The Content of Cu (wt.%) | Thickness (nm) |
|---|---|---|---|---|---|
| 1# | 30 | 1.53 | 1 | 1 | 32.0 ± 0.6 |
| 2# | 30 | 1.53 | 1 | 3 | 65.8 ± 2.8 |
| 3# | 30 | 1.53 | 1 | 5 | 62.9 ± 1.8 |
| 4# | 30 | 1.53 | 2 | 1 | 51.6 ± 0.5 |
| 5# | 30 | 1.53 | 3 | 1 | 103.5 ± 0.8 |
| 6# | 20 | 1.02 | 2 | 1 | 44.0 ± 0.5 |
| 7# | 40 | 2.04 | 2 | 1 | 69.5 ± 0.4 |
| Point | Element (wt.%) | |||
|---|---|---|---|---|
| Al | Ag | In | Cu | |
| A | 93.8 | 5.8 | 0.0 | 0.4 |
| B | 77.8 | 21.8 | 0.1 | 0.4 |
| C | 95 | 4.7 | 0.0 | 0.4 |
| D | 97 | 2.6 | 0.0 | 0.4 |
| E | 90.5 | 9 | 0.1 | 0.3 |
| F | 83 | 16.7 | 0.0 | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Wang, X.; Liu, K.; Jiang, Y.; Peng, Z.; Zhou, Y.; Qian, Z.; Li, W.; Lu, L.; Xiao, L.; et al. Optical Properties and Thermal Stability of Ag-In-Cu Film on Aluminum Alloy Substrate Deposited by Magnetron Sputtering. Materials 2025, 18, 1318. https://doi.org/10.3390/ma18061318
Zhao X, Wang X, Liu K, Jiang Y, Peng Z, Zhou Y, Qian Z, Li W, Lu L, Xiao L, et al. Optical Properties and Thermal Stability of Ag-In-Cu Film on Aluminum Alloy Substrate Deposited by Magnetron Sputtering. Materials. 2025; 18(6):1318. https://doi.org/10.3390/ma18061318
Chicago/Turabian StyleZhao, Xiaojun, Xinyue Wang, Ke Liu, Yuxiang Jiang, Zhenwu Peng, Yuchi Zhou, Zhonglin Qian, Wei Li, Lekang Lu, Lairong Xiao, and et al. 2025. "Optical Properties and Thermal Stability of Ag-In-Cu Film on Aluminum Alloy Substrate Deposited by Magnetron Sputtering" Materials 18, no. 6: 1318. https://doi.org/10.3390/ma18061318
APA StyleZhao, X., Wang, X., Liu, K., Jiang, Y., Peng, Z., Zhou, Y., Qian, Z., Li, W., Lu, L., Xiao, L., & Cai, Z. (2025). Optical Properties and Thermal Stability of Ag-In-Cu Film on Aluminum Alloy Substrate Deposited by Magnetron Sputtering. Materials, 18(6), 1318. https://doi.org/10.3390/ma18061318