
Effects of Aging Treatment on the Microstructures and Mechanical Properties of a TC18 Alloy



Abstract
1. Introduction
2. Material and Experiment Procedures
3. Results and Discussion
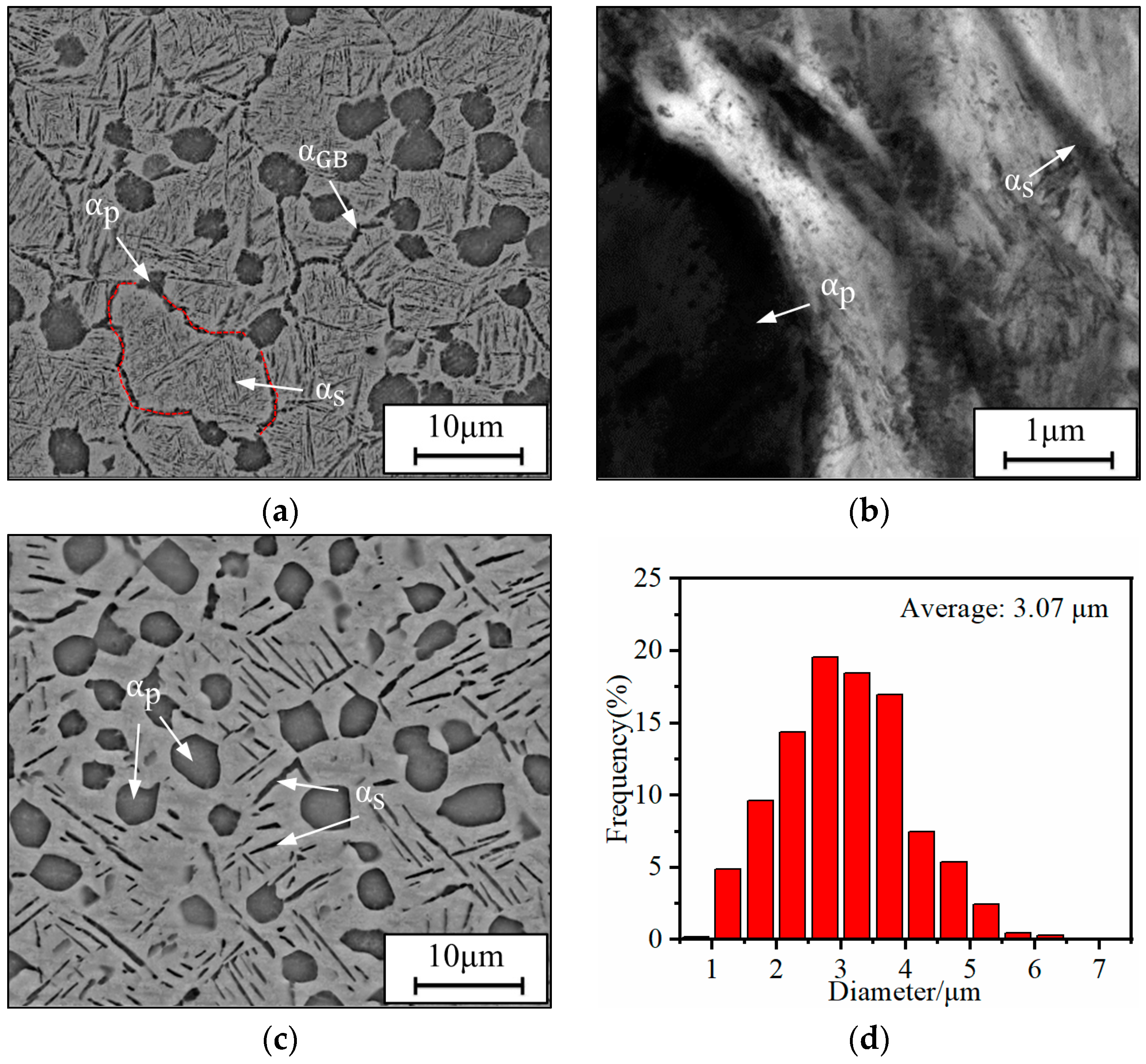
3.1. Effects of Aging Conditions on Microstructures
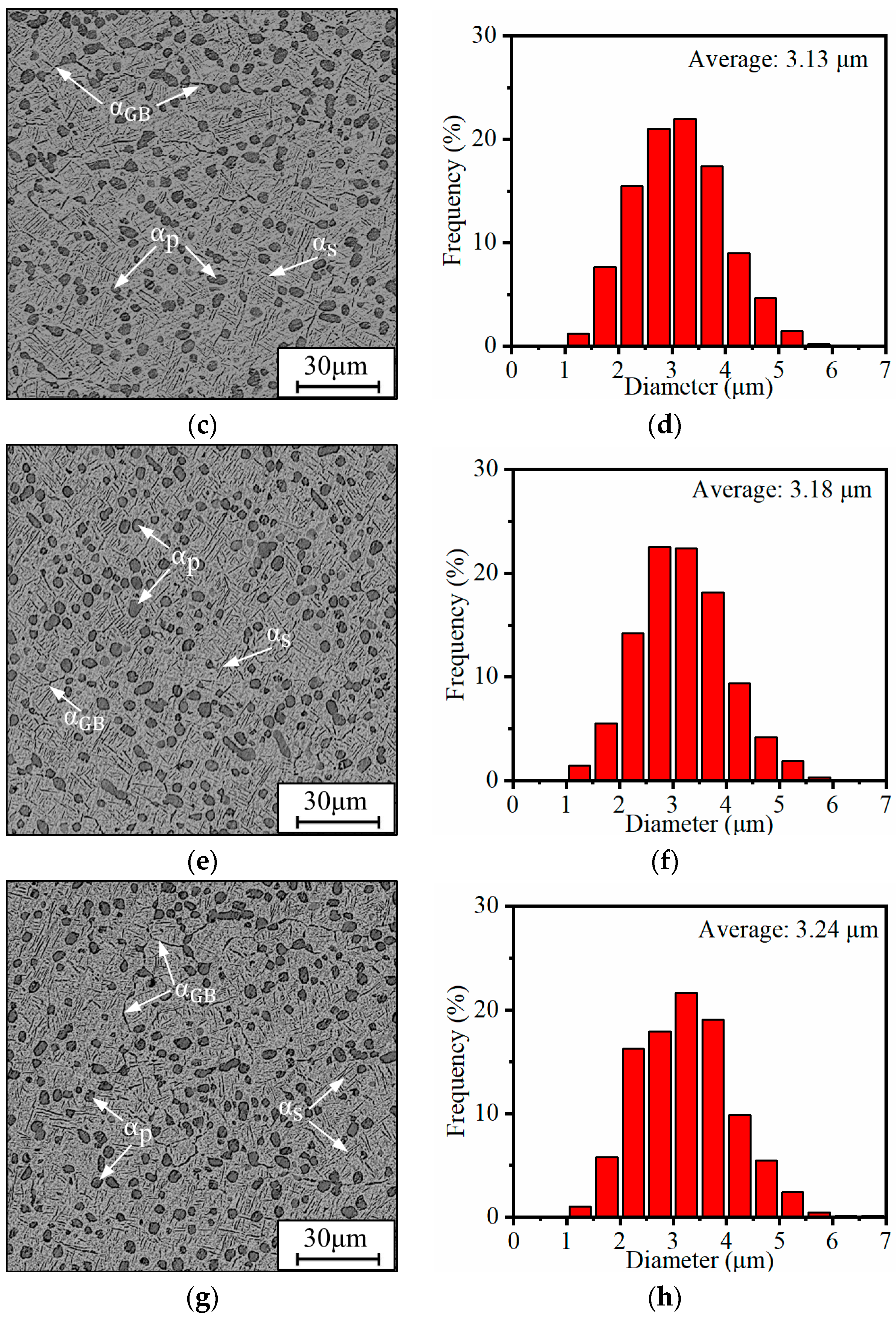
3.1.1. Effects of Aging Temperature
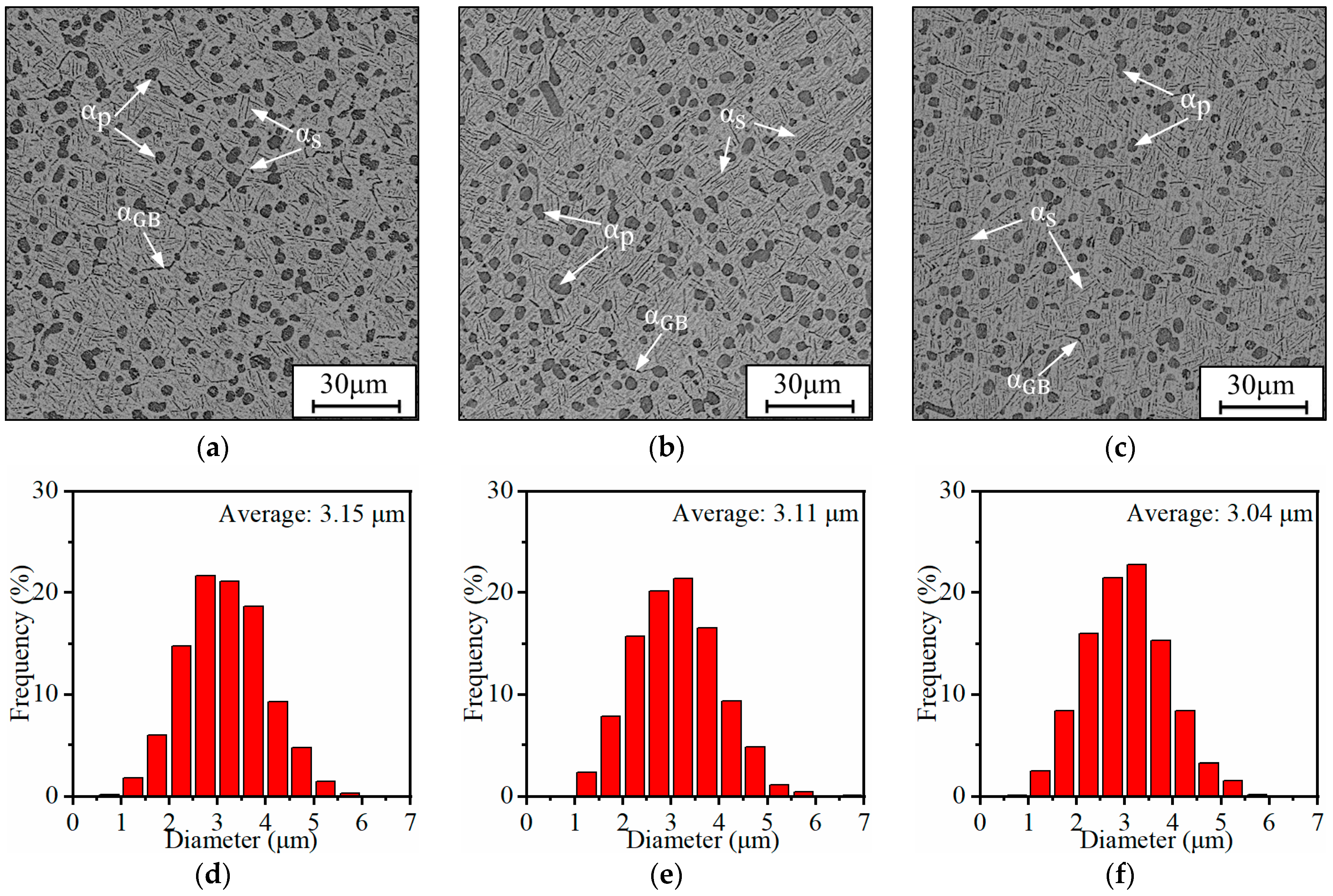
3.1.2. Effects of Aging Time
3.2. Effects of Aging Conditions on Tensile Properties
3.2.1. Tensile Properties of the Aged TC18 Alloy
3.2.2. Effects of Microstructural Features on the Tensile Properties of the Aged TC18 Alloy
3.2.3. Crucial Roles Affecting Tensile Strengths of the TC18 Alloy
3.3. Fractographies and Fracture Mechanisms
3.3.1. Fractographies of TC18 Alloy
3.3.2. Fracture Mechanisms
4. Conclusions
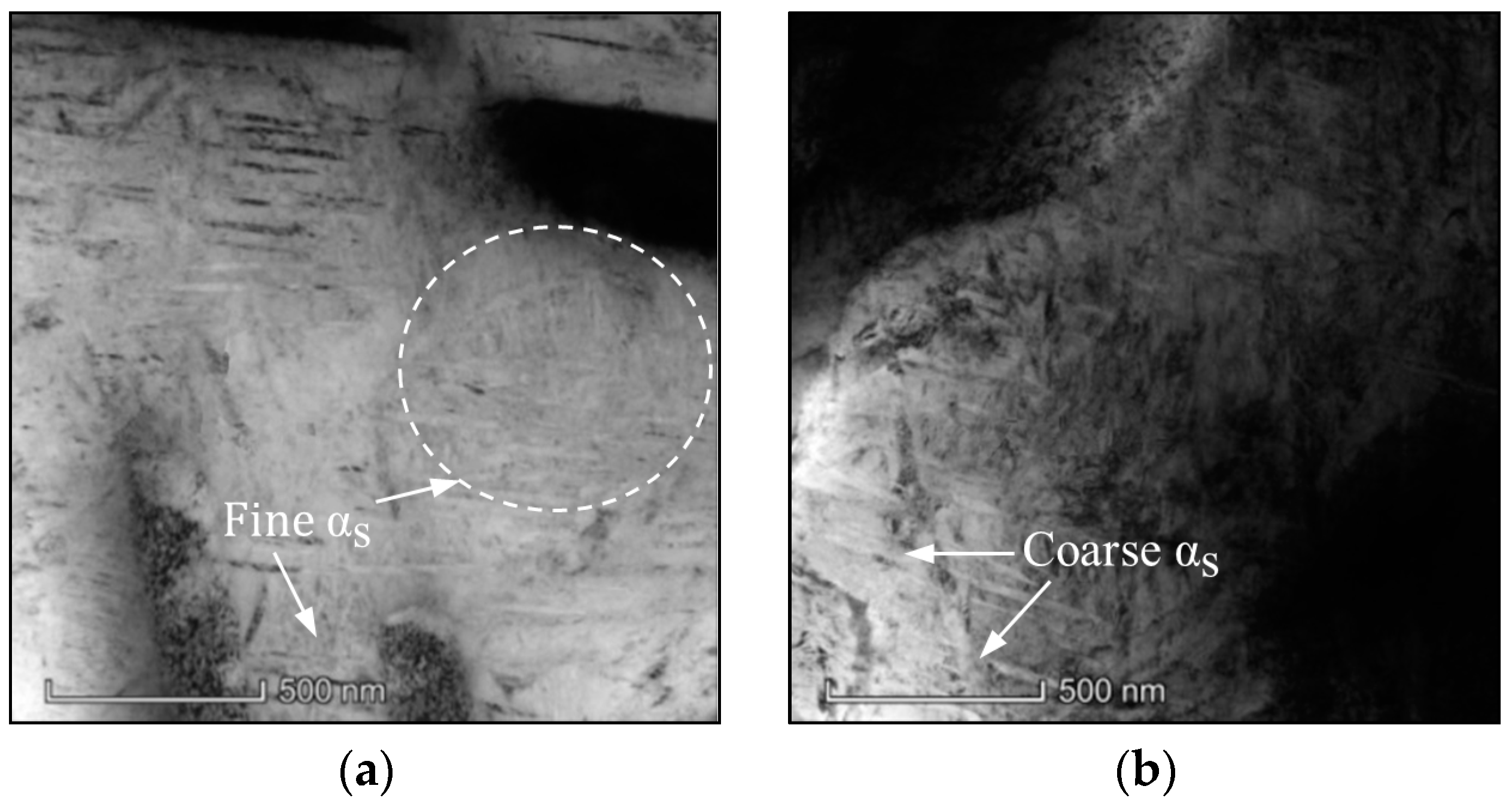
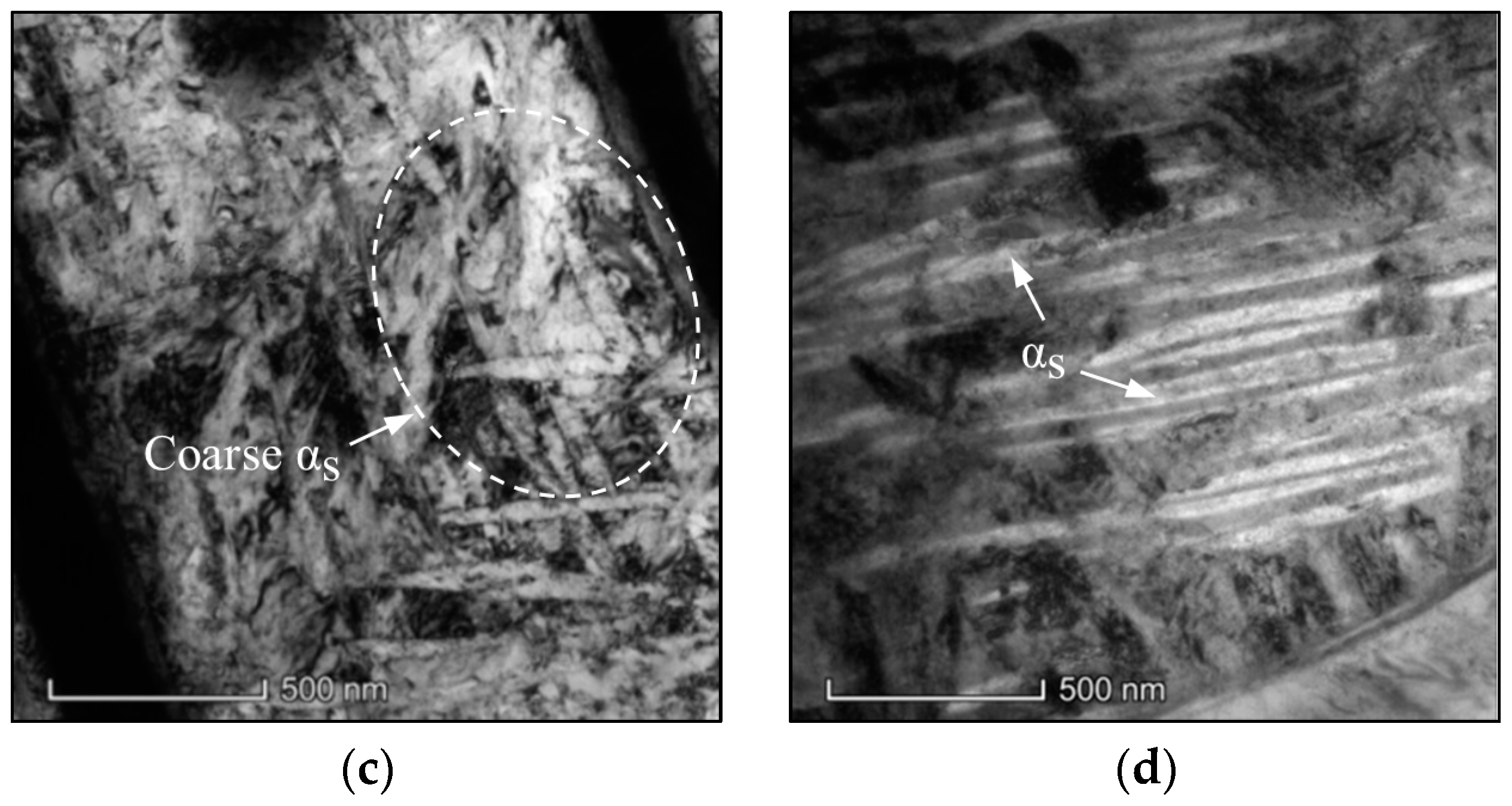
- αp phases are insensitive to the aging temperature and time. However, the temperature and time significantly affect αs phases. The fine acicular αs phases precipitate in βm during aging treatments and become coarsened by increasing temperature or time.
- The thickness of αs phases is responsible for strength, while the content of α phases can enhance ductility. Nevertheless, an excellent balance exists between strength and ductility, particularly when aged at 450–550 °C. YS ranges from 1238.6 to 1381.6 MPa, UTS ranges from 1363.2 to 1516.8 MPa, and moderate elongations range from 9.0% to 10.3%.
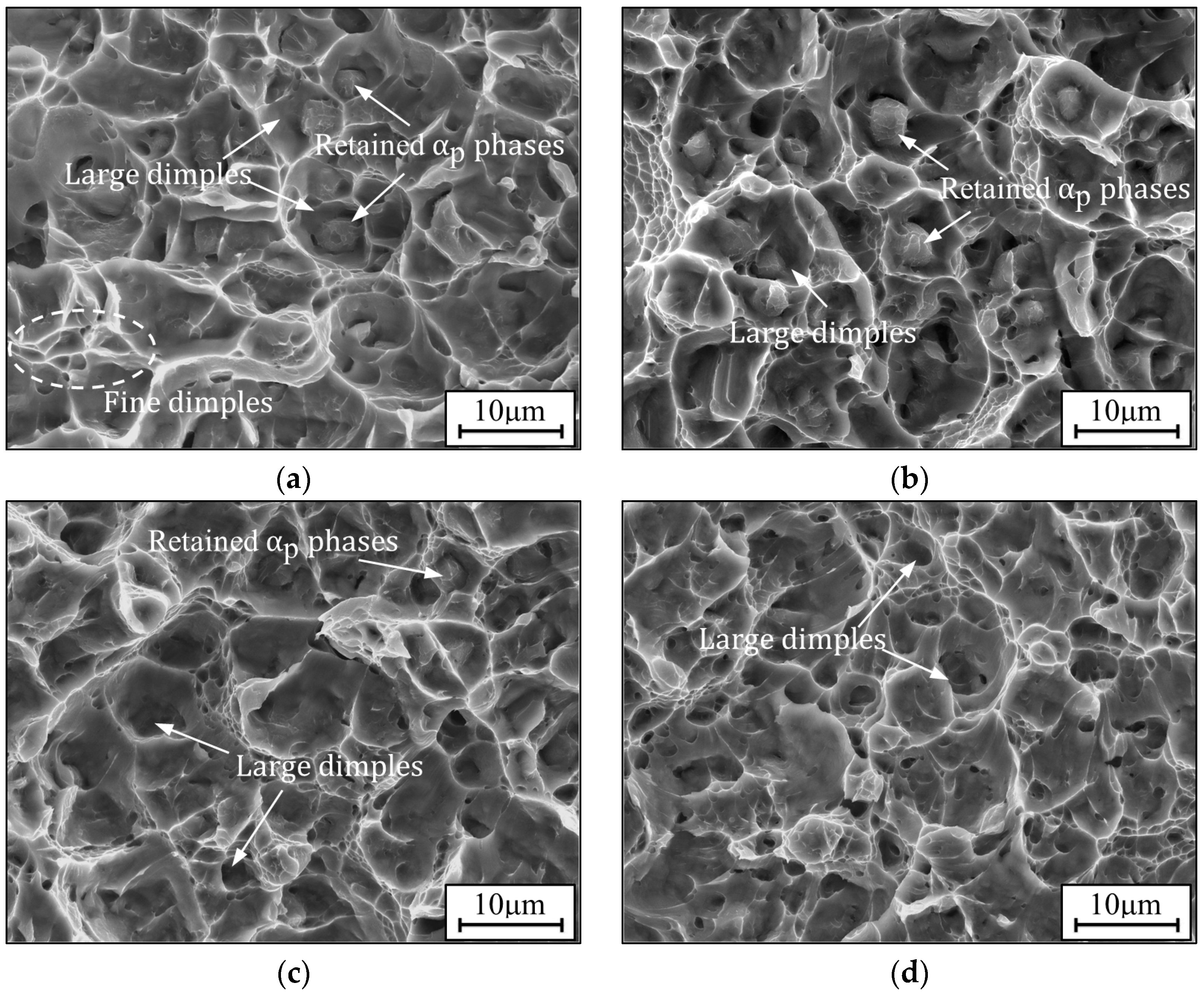
- The failures of the alloy aged under different conditions are mixed mode, including quasi-cleavage and ductile failure. The ductile fracture characteristics of the alloy with coarser αs phases are more obvious than those with thinner αs phases. Consequently, the coarsening of αs phases makes a certain contribution to improving the ductility of the TC18 alloy with duplex microstructures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xiao, Y.W.; Lin, Y.C.; Jiang, Y.Q.; Zhang, X.Y.; Pang, G.D.; Wang, D.; Zhou, K.C. A dislocation density-based model and processing maps of Ti-55511 alloy with bimodal microstructures during hot compression in α+β region. Mater. Sci. Eng. A 2020, 790, 139692. [Google Scholar] [CrossRef]
- Lypchanskyi, O.; Śleboda, T.; Łukaszek-Sołek, A.; Zyguła, K.; Wojtaszek, M. Application of the strain compensation model and processing maps for description of hot deformation behavior of metastable β titanium alloy. Materials 2021, 14, 2021. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Morakkabati, M.; Sheikhali, A.H.; Momeni, A. Hot deformation behavior of beta titanium Ti-13V-11Cr-3Al alloy. Metall. Mater. Trans. A 2014, 45, 5201–5211. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M.; Sadeghpour, S. A comparative study on the hot deformation behavior of Ti-5Al-5Mo-5V-3Cr and newly developed Ti-4Al-7Mo-3V-3Cr alloys. Vacuum 2019, 161, 410–418. [Google Scholar] [CrossRef]
- Wang, Q.W.; Lin, Y.C.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, D.D.; Chen, C.; Zhou, K.C. Precipitation behavior of a β-quenched Ti-5Al-5Mo-5V-1Cr-1Fe alloy during high-temperature compression. Mater. Charact. 2019, 151, 358–367. [Google Scholar] [CrossRef]
- Zarghani, F.; Ebrahimi, G.R.; Taheri, J.; Ezatpour, H.R. Hot compressive deformation behavior of Ti-8Al-1Mo-1V titanium alloy at elevated temperatures: Focus on flow behavior, constitutive modeling, and processing maps. Mater. Today Commun. 2023, 37, 107235. [Google Scholar] [CrossRef]
- Mandal, S.; Gockel, B.T.; Balachandran, S.; Banerjee, D.; Rollett, A.D. Simulation of plastic deformation in Ti-5553 alloy using a self-consistent viscoplastic model. Int. J. Plast. 2017, 94, 57–73. [Google Scholar] [CrossRef]
- Elshaer, R.N.; El-Hadad, S.; Nofal, A. Influence of heat treatment processes on microstructure evolution, tensile and tribological properties of Ti6Al4V alloy. Sci. Rep. 2023, 13, 11292. [Google Scholar] [CrossRef] [PubMed]
- Ozerov, M.; Stepanov, N.; Sokolovsky, V.; Astakhov, I.; Klimova, M.; Galtsev, A.; Huang, L.; Zherebtsov, S. Deformation behavior and microstructure evolution of a TiB-reinforced Ti-6.5Al-2Zr-1Mo-1V matrix composite. Metals 2023, 13, 1812. [Google Scholar] [CrossRef]
- Bobbili, R.; Ramudu, B.V.; Madhu, V. A physically-based constitutive model for hot deformation of Ti-10-2-3 alloy. J. Alloys Compd. 2017, 696, 295–303. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Liu, Y.L.; Gou, G.Q.; Gao, W.; Chen, J. Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser+CMT. Sci. Rep. 2021, 11, 10020. [Google Scholar] [CrossRef]
- Yasmeen, T.; Rahimi, S.; Hopper, C.; Zhang, C.; Jiang, J. Unravelling thermal-mechanical effects on microstructure evolution under superplastic forming conditions in a near alpha titanium alloy. J. Mater. Res. Technol. 2022, 18, 4285–4302. [Google Scholar] [CrossRef]
- Wen, D.X.; Zhang, M.; Xiong, Y.B.; Wang, W.H.; Li, J.J. Constitutive modeling hot tensile behavior of Ti6Al4V alloy by considering phase transformation and damage mechanisms. Mater. Sci. Eng. A 2023, 890, 145887. [Google Scholar] [CrossRef]
- Prakash, P.S.L.; Rakshit, R.; Mandal, S.; Gopal Roy, G.; Panda, S.K. Uniaxial tensile deformation behaviour of electron beam welded commercially pure titanium and Ti6Al4V joints: Experimental and metallurgical characterization. J. Manuf. Process. 2022, 76, 444–456. [Google Scholar] [CrossRef]
- Paroli, P.C.; Otoni, E. Effect of duplex aging heat treatment on the stress corrosion cracking behavior of Ti-6Al-4V α+β titanium alloy in methanol. Mater. Res. 2021, 24, 1–5. [Google Scholar]
- Guo, P.; Zhao, Y.Q.; Zeng, W.D.; Hong, Q. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys. Mater. Sci. Eng. A 2013, 563, 106–111. [Google Scholar] [CrossRef]
- Seo, S.; Choi, H.; Lee, G.; Lee, K.A.; Han, J.; Jung, M. Effect of cooling rate on microstructure and hardness during solution treatment and aging process of Ti-6Al-4V alloy for aerospace components. J. Mater. Eng. Perform. 2021, 30, 3406–3415. [Google Scholar] [CrossRef]
- Saboori, A.; Abdi, A.; Fatemi, S.A.; Marchese, G.; Biamino, S.; Mirzadeh, H. Hot deformation behavior and flow stress modeling of Ti-6Al-4V alloy produced via electron beam melting additive manufacturing technology in single β-phase field. Mater. Sci. Eng. A 2020, 792, 139822. [Google Scholar] [CrossRef]
- Jiang, X.J.; Bao, S.J.; Zhang, L.W.; Zhang, X.Y.; Jiao, L.S.; Qi, H.B.; Wang, F. Effect of Zr on microstructure and properties of TC4 alloy fabricated by laser additive manufacturing. J. Mater. Res. Technol. 2023, 24, 8782–8792. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Lin, Y.C.; Zhao, C.Y.; Chen, M.S.; He, D.G. A new method to increase the spheroidization rate of lamellar α microstructure during hot deformation of a Ti-6Al-4V Alloy. Adv. Eng. Mater. 2020, 22, 2000447. [Google Scholar] [CrossRef]
- Wojtaszek, M.; Korpała, G.; Śleboda, T.; Zyguła, K.; Prahl, U. Hot processing of powder metallurgy and wrought Ti-6Al-4V alloy with large total deformation: Physical modeling and verification by rolling. Metall. Mater. Trans. A 2020, 51, 5790–5805. [Google Scholar] [CrossRef]
- Vinjamuri, R.; Bishoyi, B.D.; Sabat, R.K.; Kumar, M.; Sahoo, S.K. Microstructure, texture, mean free path of dislocations and mechanical properties of Ti–6Al–4V alloy during uniaxial compression at elevated temperatures. Mater. Sci. Eng. A 2020, 776, 139042. [Google Scholar] [CrossRef]
- Pinz, M.; Benzing, J.T.; Pilchak, A.; Ghosh, S. A microstructure-based porous crystal plasticity FE model for additively manufactured Ti-6Al-4V alloys. Int. J. Plast. 2022, 153, 103254. [Google Scholar] [CrossRef]
- Ghio, E.; Cerri, E. Additive manufacturing of AlSi10Mg and Ti6Al4V lightweight alloys via laser powder bed fusion: A review of heat treatments effects. Materials 2022, 15, 2047. [Google Scholar] [CrossRef] [PubMed]
- Kumar, V.A.; Sarkar, A.; Gupta, R.K.; Prasad, M.J.N.V.; Murty, S.V.S.N. Microstructure evolution during high-temperature deformation of Ti-5Al-5V-2Mo-1Cr-1Fe alloy under compression. J. Mater. Eng. Perform. 2021, 30, 3258–3272. [Google Scholar] [CrossRef]
- Callegari, B.; Aristizabal, K.; Suarez, S.; Wu, L.; Coelho, R.S.; Brito, P.P.; García, J.L.; Soldera, F.A.; Mücklich, F.; Pinto, H.C. In situ evaluation of the low-temperature aging response of Ti–5Al–5Mo–5V–3Cr alloy as influenced by starting microstructure. J. Alloys Compd. 2020, 835, 155331. [Google Scholar] [CrossRef]
- Chen, Y.H.; Sun, S.W.; Zhang, T.M.; Zhou, X.W.; Li, S.H. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Lin, Y.C.; Pang, G.D.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, C.; Zhou, K.C. Hot compressive deformation behavior and microstructure evolution of a Ti-55511 alloy with basket-weave microstructures. Vacuum 2019, 169, 108878. [Google Scholar] [CrossRef]
- Seo, S.; Park, J. Annealing heat treatment for homogenizing the microstructure and mechanical properties of electron-beam-welded thick plate of Ti-6Al-4V alloy. Materials 2023, 16, 7423. [Google Scholar] [CrossRef]
- Shekhar, S.; Sarkar, R.; Kar, S.K.; Bhattacharjee, A. Effect of solution treatment and aging on microstructure and tensile properties of high strength β titanium alloy, Ti-5Al-5V-5Mo-3Cr. Mater. Des. 2015, 66, 596–610. [Google Scholar] [CrossRef]
- Shaha, S.K.; Jahed, H.; Kacher, J. Additively manufactured Ti55511 alloy: Microstructure and residual stress effect on mechanical properties. J. Manuf. Process. 2023, 94, 348–358. [Google Scholar] [CrossRef]
- Qiu, F.C.; Cheng, T.; Ivasishin, O.M.; Savvakin, D.G.; Ma, G.Y.; Song, Y.C.; Xu, H.Y. Microstructure and mechanical properties evolution of Ti–5Al–5Mo–5V–1Cr–1Fe alloy under rapid heat treatment. J. Mater. Res. Technol. 2023, 24, 4203–4217. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Saxena, V.K.; Nageswararao, M. Studies on single and duplex aging of metastable beta titanium alloy Ti-15V-3Cr-3Al-3Sn. J. Alloys Compd. 2014, 605, 222–229. [Google Scholar] [CrossRef]
- Liu, Z.D.; Du, Z.X.; Jiang, H.Y.; Zhao, X.P.; Gong, T.H.; Cui, X.M.; Cheng, J.; Liu, F.; Chen, W.Z. Controlling the microstructure and fracture toughness of the Ti–5Al–5Mo–5V–1Cr–1Fe alloy by multiple heat treatments. J. Mater. Res. Technol. 2022, 17, 2528–2539. [Google Scholar] [CrossRef]
- Yim, S.; Bian, H.; Aoyagi, K.; Chiba, A. Effect of multi-stage heat treatment on mechanical properties and microstructure transformation of Ti-48Al-2Cr-2Nb alloy. Mater. Sci. Eng. A 2021, 816, 141321. [Google Scholar] [CrossRef]
- Yadav, P.; Saxena, K.K. Effect of heat-treatment on microstructure and mechanical properties of Ti alloys: An overview. Mater. Today Proc. 2019, 26, 2546–2557. [Google Scholar] [CrossRef]
- Shi, X.H.; Zeng, W.D.; Shi, C.L.; Wang, H.J.; Jia, Z.Q. The fracture toughness and its prediction model for Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloy with basket-weave microstructure. J. Alloys Compd. 2015, 632, 748–755. [Google Scholar] [CrossRef]
- Aeby-Gautier, E.; Denand, B.; Teixeira, J.; Dehmas, M.; Appolaire, B.; Settefrati, A. Influence of microstructure on tensile properties of β-metastable Ti 17 alloy. In Proceedings of the 12th World Conference on Titanium, Beijing, China, 19–24 June 2012; Volume 2, pp. 1191–1195. [Google Scholar]
- GB/T 37584-2019; Heat Treatment of Titanium and Titanium Alloy Parts. State Administration for Market Regulation and the Standardization Administration: Beijing, China, 2019.
- Mantri, S.A.; Dasari, S.; Sharma, A.; Zheng, Y.; Fraser, H.L.; Banerjee, R. Role of aluminum rejection from isothermal ω precipitates on the formation of α precipitates in the metastable β-titanium alloy Ti-10V-2Fe-3Al. Scr. Mater. 2023, 234, 115565. [Google Scholar] [CrossRef]
- Wu, C.; Zhan, M. Microstructural evolution, mechanical properties and fracture toughness of near β titanium alloy during different solution plus aging heat treatments. J. Alloys Compd. 2019, 805, 1144–1160. [Google Scholar] [CrossRef]
- Shams, S.A.A.; Mirdamadi, S.; Abbasi, S.M.; Lee, Y.; Lee, C.S. Coarsening kinetics of primary alpha in a near alpha titanium alloy. J. Alloys Compd. 2018, 735, 1769–1777. [Google Scholar] [CrossRef]
- Yin, M.; Luo, H.J.; Deng, H.; Chen, L.Q.; Qiu, W.B. Thermomechanical processing of near-β Ti–5Al–5Mo–5V–1Cr–1Fe alloys: Effect of deformation reduction on microstructures and mechanical properties. Mater. Sci. Eng. A 2022, 853, 143786. [Google Scholar] [CrossRef]
- Li, Z.X.; Du, Z.X.; Gong, T.H.; Li, J.; Cheng, J.; Liu, Z.D.; Liu, J.S. Effect of multistage lamellar microstructure on mechanical properties of tc18 alloy. Mater. Today Commun. 2024, 38, 107732. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; Pang, G.D.; Jiang, X.Y.; He, D.G. Hot tensile deformation mechanism and dynamic softening behavior of Ti-6Al-4V alloy with thick lamellar microstructures. Adv. Eng. Mater. 2020, 22, 1901193. [Google Scholar] [CrossRef]
- Elshaer, R.N.; Ibrahim, K.M. Effect of cold deformation and heat treatment on microstructure and mechanical properties of TC21 Ti alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 1290–1299. [Google Scholar] [CrossRef]
- Mora, L.; Quesne, C.; Penelle, R. Microstructure, and tensile properties of a near beta-titanium treatments and tensile properties. J. Mater. Res. 1996, 12, 89–99. [Google Scholar] [CrossRef]
- Bantounas, I.; Dye, D.; Lindley, T.C. The role of microtexture on the faceted fracture morphology in Ti-6Al-4V subjected to high-cycle fatigue. Acta Mater. 2010, 58, 3908–3918. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wang, L.H.; Wu, Q.; Xiao, Y.W.; Cheng, H.; Zhang, X.Y. Effects of solution temperature and cooling rate on α phases and mechanical properties of a forged Ti-55511 alloy. Mater. Res. Express 2019, 6, 1165h2. [Google Scholar] [CrossRef]
- Zyguła, K.; Wojtaszek, M.; Śleboda, T.; Lech, S.; Lypchanskyi, O.; Korpała, G.; Prahl, U. The influence of induction sintering on microstructure and deformation behavior of Ti-5Al-5Mo-5V-3Cr alloy. Metall. Mater. Trans. A 2021, 52, 1699–1713. [Google Scholar] [CrossRef]
- Tomita, Y.; Okabayashi, K. Effect of microstructure on strength and toughness of heat-treated low alloy structural steels. Metall. Trans. A 1986, 17, 1203–1209. [Google Scholar] [CrossRef]
- Kang, J.Y.; Oh, H.S.; Wei, S.L.; Zhu, G.M.; Nakahata, I.; Tasan, C.C. An in situ study of microstructural strain localization and damage evolution in an (α+β) Ti-Al-V-Fe-Si-O alloy. Acta Mater. 2023, 242, 118424. [Google Scholar] [CrossRef]
- Dos Reis, A.G.; Reis, D.A.P.; Abdalla, A.J.; Couto, A.A.; Otubo, J. Short-term creep properties and fracture surface of 18 Ni (300) maraging steel plasma nitrided. Mater. Res. 2017, 20, 2–9. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Al-Hajri, M.; Petraroli, M.; Derreberry, B.; Lam, P.C. The fracture behavior of a Ti-6242 alloy deformed in bending fatigue. Mater. Sci. Eng. A 2002, 334, 327–333. [Google Scholar] [CrossRef]
- Bieler, T.R.; Fallahi, A.; Ng, B.C.; Kumar, D.; Crimp, M.A.; Simkin, B.A.; Zamiri, A.; Pourboghrat, F.; Mason, D.E. Fracture initiation/propagation parameters for duplex TiAl grain boundaries based on twinning, slip, crystal orientation, and boundary misorientation. Intermetallics 2005, 13, 979–984. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Route No. | Pretreatment | Aging Condition | ||
|---|---|---|---|---|
| Temperature (°C) | Hold Time (h) | Cooling Method | ||
| 1 | 780 °C/1 h/WQ | 400 | 4 | AC |
| 2 | 450 | |||
| 3 | 500 | |||
| 4 | 550 | |||
| 5 | 600 | |||
| 2–1 | 450 | 1 | ||
| 2–2 | 450 | 2 | ||
| 2–3 | 450 | 8 | ||
| Aging Condition a | The Content of α Phases (%) | The Content of αp Phases (%) | The Diameter of αp Phases (μm) | The Content of αs Phases (%) | The Thickness of αs Phases (μm) |
|---|---|---|---|---|---|
| 450 °C | 27.61 ± 2.12 | 18.34 ± 0.82 | 3.11 ± 0.09 | 9.27 ± 0.58 | 0.30 ± 0.027 |
| 500 °C | 23.79 ± 2.78 | 16.87 ± 1.17 | 3.13 ± 0.07 | 6.92 ± 0.87 | 0.35 ± 0.016 |
| 550 °C | 27.01 ± 1.05 | 18.56 ± 1.03 | 3.18 ± 0.14 | 8.45 ± 0.69 | 0.45 ± 0.021 |
| 600 °C | 25.89 ± 1.53 | 18.57 ± 0.69 | 3.24 ± 0.12 | 7.32 ± 0.53 | 0.47 ± 0.017 |
| Pretreatment | Aging Conditions | YS/MPa | UTS/MPa | Elongation (δ)/% |
|---|---|---|---|---|
| 780 °C/1 h/WQ | / | 1220.2 | 1359.9 | 9.1 |
| 400 °C/4 h/AC | 1157.9 | 1248.2 | 11.3 | |
| 450 °C/2 h/AC | 1263.4 | 1406.9 | 12.5 | |
| 450 °C/4 h/AC | 1381.6 | 1516.8 | 9.3 | |
| 450 °C/8 h/AC | 1353.7 | 1516.9 | 11.2 | |
| 500 °C/4 h/AC | 1358.3 | 1463.5 | 9.0 | |
| 550 °C/4 h/AC | 1238.6 | 1363.2 | 10.3 | |
| 600 °C/4 h/AC | 1156.8 | 1236.7 | 15.1 |
| Temperature | The Content of α Phases | The Thickness of αs Phases | The Tensile Strength | Ductility |
|---|---|---|---|---|
| 450→500 °C | ↓ | ↑ | ↓ | ↓ |
| 500→550 °C | ↑ | ↑ | ↓ | ↑ |
| 550→600 °C | ↓ | ↑ | ↓ | ↑ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Lin, Y.-C.; Wang, L.-H.; Ding, H.-B.; Qiu, Y.-L. Effects of Aging Treatment on the Microstructures and Mechanical Properties of a TC18 Alloy. Materials 2024, 17, 570. https://doi.org/10.3390/ma17030570
Zhang S, Lin Y-C, Wang L-H, Ding H-B, Qiu Y-L. Effects of Aging Treatment on the Microstructures and Mechanical Properties of a TC18 Alloy. Materials. 2024; 17(3):570. https://doi.org/10.3390/ma17030570
Chicago/Turabian StyleZhang, Song, Yong-Cheng Lin, Li-Hua Wang, Hong-Bo Ding, and Yu-Liang Qiu. 2024. "Effects of Aging Treatment on the Microstructures and Mechanical Properties of a TC18 Alloy" Materials 17, no. 3: 570. https://doi.org/10.3390/ma17030570
APA StyleZhang, S., Lin, Y.-C., Wang, L.-H., Ding, H.-B., & Qiu, Y.-L. (2024). Effects of Aging Treatment on the Microstructures and Mechanical Properties of a TC18 Alloy. Materials, 17(3), 570. https://doi.org/10.3390/ma17030570