

Enhanced Catalytic Hydrogenation of Olefins in Sulfur-Rich Naphtha Using Molybdenum Carbide Supported on γ-Al2O3 Spheres under Steam Conditions: Simulating the Hot Separator Stream Process


 , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Precursor-10 wt.% Mo2C/γ-Al2O3 Catalytic Spheres Using the Sucrose Route
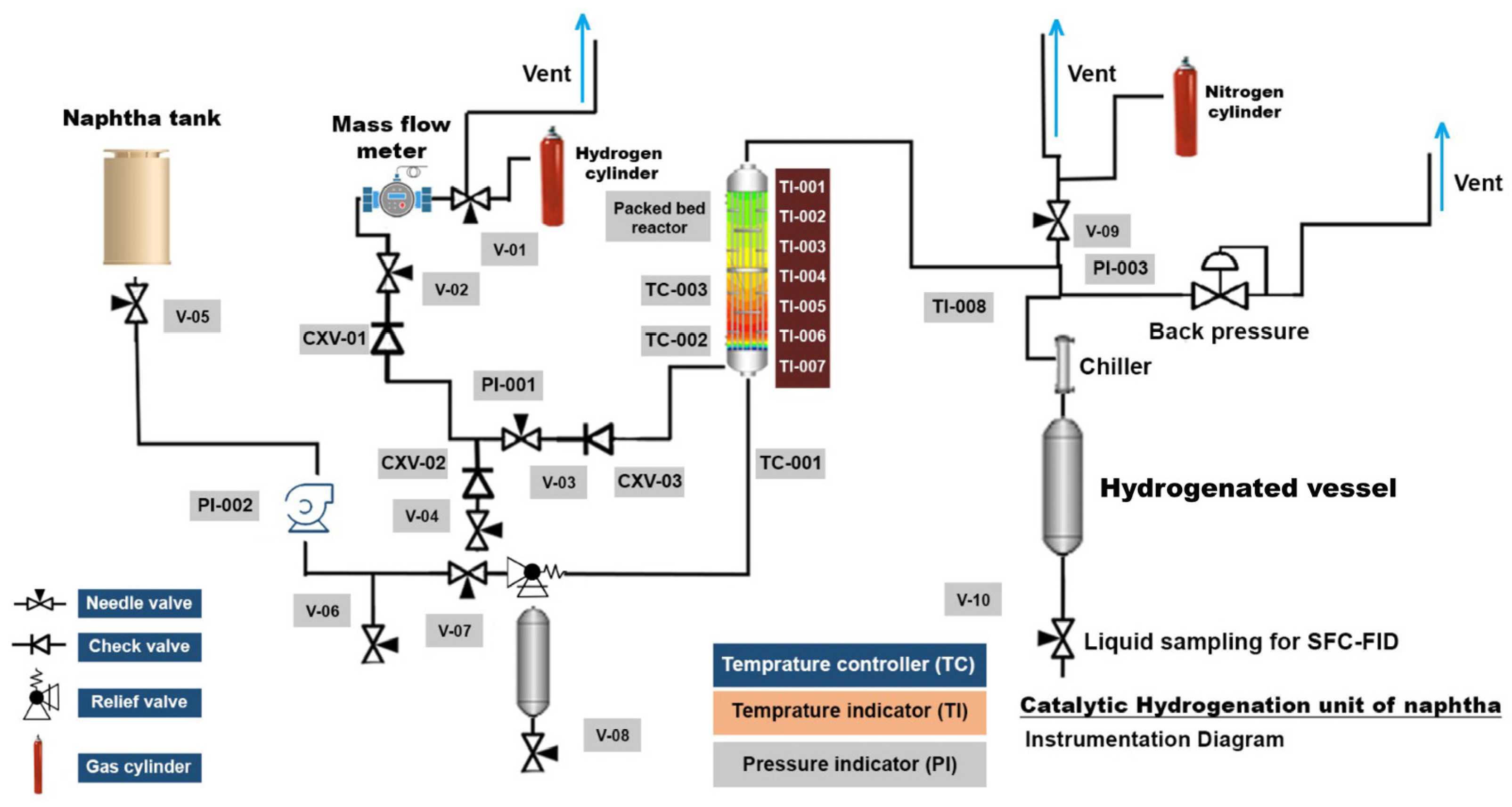
2.3. Pilot Plant Catalytic Tests
2.4. Characterization Methods
3. Results and Discussion
3.1. Characterization Results
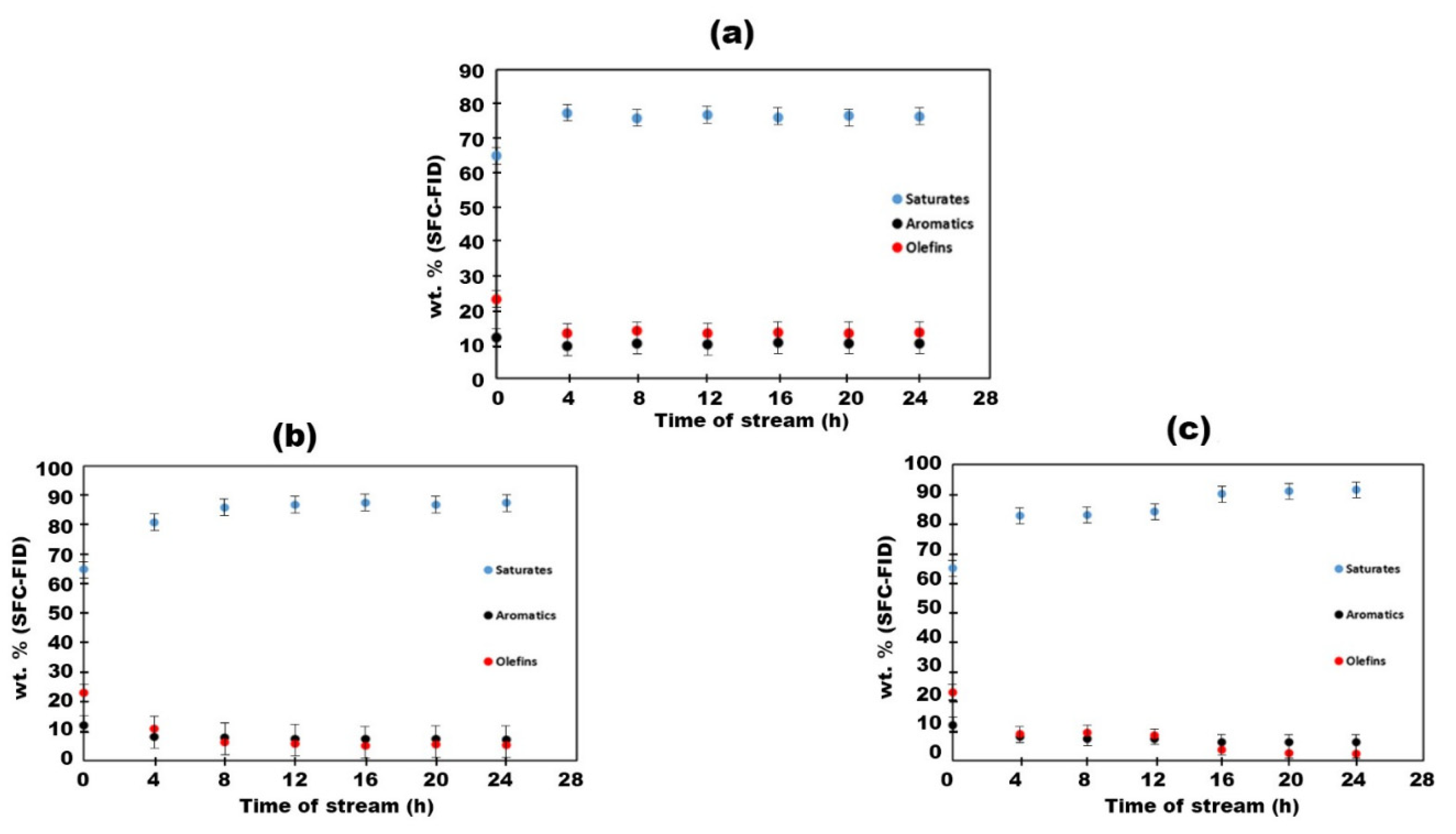
3.2. Catalytic Hydrogenation Tests of Naphtha on 10 wt.% Mo2C/γ-Al2O3 Spheres
3.3. Incorporating Hydrogenated Naphtha as a Diluent into JACOS Athabasca Bitumen to Meet Pipeline Specifications
3.4. Catalytic Hydrogenation Tests of Naphtha on 10 wt.% Mo2C/γ-Al2O3 Spheres in Presence of Steam Simulating the Hot Separator Stream
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Speight, J.G. The Chemistry and Technology of Petroleum, 5th ed.; CRC Press, Taylor and Francis Group: Boca Raton, FL, USA, 2014; ISBN 978-1-4398-7389. [Google Scholar]
- Speight, J.G. Heavy and Extra-Heavy Oil Upgrading Technologies; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 978-0-12-404570-5. [Google Scholar]
- Ghashghaee, M.; Shirvani, S. Two-Step Thermal Cracking of an Extra-Heavy Fuel Oil: Experimental Evaluation, Characterization, and Kinetics. Ind. Eng. Chem. Res. 2018, 57, 7421–7430. [Google Scholar] [CrossRef]
- Yeletsky, P.M.; Zaikina, O.O.; Sosnin, G.A.; Kukushkin, R.G.; Yakovlev, V.A. Heavy Oil Cracking in the Presence of Steam and Nanodispersed Catalysts Based on Different Metals. Fuel Process. Technol. 2020, 199, 106239. [Google Scholar] [CrossRef]
- Qureshi, Z.S.; Siddiqui, M.A.; Tanimu, A.; Aitani, A.; Akah, A.C.; Xu, Q.; AlHerz, M. Steam Catalytic Cracking of Crude Oil over Novel Hierarchical Zeolite–Containing Mesoporous Silica–Alumina Core-Shell Catalysts. J. Anal. Appl. Pyrolysis 2022, 166, 105621. [Google Scholar] [CrossRef]
- Eletskii, P.M.; Mironenko, O.O.; Kukushkin, R.G.; Sosnin, G.A.; Yakovlev, V.A. Catalytic Steam Cracking of Heavy Oil Feedstocks: A Review. Catal. Ind. 2018, 10, 185–201. [Google Scholar] [CrossRef]
- Trujillo-Ferrer, G. Thermal and Catalytic Steam Reactivity Evaluation of Athabasca Vacuum Gasoil. Master’s Thesis, University of Calgary, Calgary, AB, Canada, 2008. [Google Scholar]
- Pereira-Almao, P. Systems and Methods for Catalytic Steam Cracking of Non-Asphaltene Containing Heavy Hydrocarbons. U.S. Patent US20130015100A1, 7 February 2017. [Google Scholar]
- Raseev, S. Thermal and Catalytic Processes in Petroleum Refining, 1st ed.; CRC Press; Marcel Dekker: New York, NY, USA, 2003; ISBN 978-0-367-39544-5. [Google Scholar]
- Pereira-Almao, P. Steam Conversion Process and Catalyst. U.S. Patent US5885441A, 23 March 1999. [Google Scholar]
- Pereira, R.C.C.; Pasa, V.M.D. Effect of Mono-Olefins and Diolefins on the Stability of Automotive Gasoline. Fuel 2006, 85, 1860–1865. [Google Scholar] [CrossRef]
- Gholami, Z.; Gholami, F.; Tišler, Z.; Vakili, M. A Review on the Production of Light Olefins Using Steam Cracking of Hydrocarbons. Energies 2021, 14, 8190. [Google Scholar] [CrossRef]
- Nagpal, J.M.; Joshi, G.C.; Singh, J.; Rastogi, S.N. Gum Forming Olefinic Precursors in Motor Gasoline, A Model Compound Study. Fuel Sci. Technol. Int. 1994, 12, 873–894. [Google Scholar] [CrossRef]
- Fan, Z.; Rahimi, P.; Alem, T.; Eisenhawer, A.; Arboleda, P. Fouling Characteristics of Hydrocarbon Streams Containing Olefins and Conjugated Olefins. Energy Fuels 2011, 25, 1182–1190. [Google Scholar] [CrossRef]
- Glaude, P.A.; Fournet, R.; Warth, V.; Molière, M. Stability of Olefin-Containing Process Gases as an Alternative Fuel for Gas Turbines. Ind. Eng. Chem. Res. 2005, 44, 4212–4220. [Google Scholar] [CrossRef]
- Smith, L.A. Process to Hydrodesulfurize Pyrolysis Gasoline. U.S. Patent 8663458 B2, 3 April 2014. [Google Scholar]
- Gray, M.R.; McCaffrey, W.C. Role of Chain Reactions and Olefin Formation in Cracking, Hydroconversion, and Coking of Petroleum and Bitumen Fractions. Energy Fuels 2002, 16, 756–766. [Google Scholar] [CrossRef]
- Levy, R.B.; Boudart, M. Platinum-Like Behavior of Tungsten Carbide in Surface Catalysis. Science 1973, 181, 547–549. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.S.; Yeom, M.H.; Park, K.Y.; Nam, I.-S.; Chung, J.S.; Kim, Y.G.; Moon, S.H. Preparation and Benzene Hydrogenation Activity of Supported Molybdenum Carbide Catalysts. J. Catal. 1991, 128, 126–136. [Google Scholar] [CrossRef]
- Mamède, A.S.; Giraudon, J.-M.; Löfberg, A.; Leclercq, L.; Leclercq, G. Hydrogenation of Toluene over β-Mo2C in the Presence of Thiophene. Appl. Catal. A Gen. 2002, 227, 73–82. [Google Scholar] [CrossRef]
- Espinoza-Monjardín; Cruz-Reyes, J.; Del Valle-Granados, M.; Flores-Aquino, E.; Avalos-Borja, M.; Fuentes-Moyado, S. Synthesis, Characterization and Catalytic Activity in the Hydrogenation of Cyclohexene with Molybdenum Carbide. Catal. Lett. 2008, 120, 137–142. [Google Scholar] [CrossRef]
- Frauwallner, M.-L.; López-Linares, F.; Lara-Romero, J.; Scott, C.E.; Ali, V.; Hernández, E.; Pereira-Almao, P. Toluene Hydrogenation at Low Temperature Using a Molybdenum Carbide Catalyst. Appl. Catal. A Gen. 2011, 394, 62–70. [Google Scholar] [CrossRef]
- Claridge, J.B.; York, A.P.E.; Brungs, A.J.; Marquez-Alvarez, C.; Sloan, J.; Tsang, S.C.; Green, M.L.H. New Catalysts for the Conversion of Methane to Synthesis Gas: Molybdenum and Tungsten Carbide. J. Catal. 1998, 180, 85–100. [Google Scholar] [CrossRef]
- Choi, J.G.; Brenner, J.R.; Thompson, L.T. Pyridine Hydrodenitrogenation over Molybdenum Carbide Catalysts. J. Catal. 1995, 154, 33–40. [Google Scholar] [CrossRef]
- Aegerter, P.A.; Quigley, W.W.C.; Simpson, G.J.; Ziegler, D.D.; Logan, J.W.; McCrea, K.R.; Glazier, S.; Bussell, M.E. Thiophene Hydrodesulfurization over Alumina-Supported Molybdenum Carbide and Nitride Catalysts: Adsorption Sites, Catalytic Activities, and Nature of the Active Surface. J. Catal. 1996, 164, 109–121. [Google Scholar] [CrossRef]
- Oyama, S.T.; Schlatter, J.C.; Metcalfe, J.E.I.; Lambert, J.M., Jr. Preparation and Characterization of Early Transition Metal Carbides and Nitrides. Ind. Eng. Chem. Res. 1988, 27, 1639–1648. [Google Scholar] [CrossRef]
- Lee, J.S.; Boudart, M. Hydrodesulfurization of Thiophene over Unsupported Molybdenum Carbide. Appl. Catal. 1985, 19, 207–210. [Google Scholar] [CrossRef]
- Ramanathan, S.; Oyama, S.T. New Catalysts for Hydroprocessing: Transition Metal Carbides and Nitrides. J. Phys. Chem. 1995, 99, 16365–16372. [Google Scholar] [CrossRef]
- Dolce, G.M.; Savage, P.E.; Thompson, L.T. Hydrotreatment Activities of Supported Molybdenum Nitrides and Carbides. Energy Fuels 1997, 11, 668–675. [Google Scholar] [CrossRef]
- Dhandapani, B.; St. Clair, T.; Oyama, S.T. Simultaneous Hydrodesulfurization, Hydrodeoxygenation, and Hydrogenation with Molybdenum Carbide. Appl. Catal. A Gen. 1998, 168, 219–228. [Google Scholar] [CrossRef]
- Patel, M.; Subrahmanyam, J. Synthesis of Nanocrystalline Molybdenum Carbide (Mo2C) by Solution Route. Mater. Res. Bull. 2008, 43, 2036–2041. [Google Scholar] [CrossRef]
- Sebakhy, K.O.; Vitale, G.; Hassan, A.; Pereira-Almao, P. New Insights into the Kinetics of Structural Transformation and Hydrogenation Activity of Nano-Crystalline Molybdenum Carbide. Catal. Lett. 2018, 148, 904–923. [Google Scholar] [CrossRef]
- Ahmadi Khoshooei, M.; Vitale, G.; Carbognani, L.; Pereira-Almao, P. Evidence of Water Dissociation and Hydrogenation on Molybdenum Carbide Nanocatalyst for Hydroprocessing Reactions. Catal. Sci. Technol. 2022, 12, 6184–6194. [Google Scholar] [CrossRef]
- ASTM D7169-16; Standard Test Method for Boiling Point Distribution of Samples with Residues Such as Crude Oils and Atmospheric and Vacuum Residues by High Temperature Gas Chromatography. ASTM: West Conshohocken, PA, USA, 2016.
- Carbognani, L.; Roa-Fuentes, L.C.; Diaz, L.; Lopez-Linares, F.; Vasquez, A.; Pereira-Almao, P.; Haghigat, P.; Maini, B.B.; Spencer, R.J. Monitoring Bitumen Upgrading, Bitumen Recovery, and Characterization of Core Extracts by Hydrocarbon Group-Type SARA Analysis. Pet. Sci. Technol. 2010, 28, 632–645. [Google Scholar] [CrossRef]
- ASTM D664-11a(2017); Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration. ASTM: West Conshohocken, PA, USA, 2017.
- Sebakhy, K.O.; Vitale, G.; Pereira-Almao, P.A. Dispersed Ni-Doped Aegirine Nanocatalysts for the Selective Hydrogenation of Olefinic Molecules. ACS Appl. Nano Mater. 2018, 1, 6269–6280. [Google Scholar] [CrossRef]
- Sebakhy, K.O.; Vitale, G.; Pereira-Almao, P. Production of Highly Dispersed Ni within Nickel Silicate Materials with the MFI Structure for the Selective Hydrogenation of Olefins. Ind. Eng. Chem. Res. 2019, 58, 8597–8611. [Google Scholar] [CrossRef]
- ASTM D5186-03; Standard Test Method for Determination of Aromatic Content and Polynuclear Aromatic Content of Diesel Fuels and Aviation Turbine Fuels by Supercritical Fluid Chromatography. ASTM: West Conshohocken, PA, USA, 2009.
- ASTM D6550-00; Standard Test Method for Determination of Olefin Content of Gasolines by Supercritical-Fluid Chromatography. ASTM: West Conshohocken, PA, USA, 2000.
- Badoni, R.P.; Bhagat, S.D.; Joshi, G.C. Analysis of Olefinic Hydrocarbons in Cracked Petroleum Stocks: A Review. Fuel 1992, 71, 483–491. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analysis Bitumen | JACOS Athabasca | |
|---|---|---|
| API gravity | 9.5 | |
| Initial boiling point (°C) by simulated distillation a | 171 | |
| wt.% residue > 545 °C by simulated distillation a | 50 | |
| viscosity at 7.5 °C [cP] | 444,324 | |
| water content [wt.%] | 0.4 | |
| carbon [wt.%] | 83.5 | |
| hydrogen [wt.%] | 10.6 | |
| sulfur [wt.%] | 4.8 | |
| nitrogen [wt.%] | 0.4 | |
| Mo [ppm] | 12.1 | |
| Ni [ppm] | 78.7 | |
| V [ppm] | 191 | |
| W [ppm] | 1 | |
| Fe [ppm] | 10 | |
| SARA b | saturates [wt.%] | 15 |
| aromatics [wt.%] | 48 | |
| resins [wt.%] | 25 | |
| asphaltenes-C7 [wt.%] | 12 | |
| Total acid number (TAN) c | 2.6 | |
| Nexen’s Cracked Naphtha | Physical Properties and Chemical Composition |
|---|---|
| Density at 20 °C (g/cm3) | 0.784 |
| Initial boiling point (°C) by SIMDIST | −11 °C |
| Final boiling point (°C) by SIMDIST | 270 °C |
| Sulfur content (ppm) | 10,700 (~1 wt.%) |
| Metal analysis (ICP) | 4.5 ppm Fe |
| SFC-FID analysis (wt.%)/ASTM D-6550 [40] | 65% saturates, 12% aromatics, 23% olefins |
| SFC-FID analysis (wt.%)/ASTM D-5186 [39] | 90% non-aromatics, 10% aromatics |
| GC-FID-MS analysis (wt.%) [41] | 66% saturates, 11% aromatics, 23% olefins |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, H.A.; Pour, Z.A.; Alnafisah, M.S.; Cortes, P.G.; El Hariri El Nokab, M.; Elshewy, A.; Sebakhy, K.O. Enhanced Catalytic Hydrogenation of Olefins in Sulfur-Rich Naphtha Using Molybdenum Carbide Supported on γ-Al2O3 Spheres under Steam Conditions: Simulating the Hot Separator Stream Process. Materials 2024, 17, 2278. https://doi.org/10.3390/ma17102278
Abbas HA, Pour ZA, Alnafisah MS, Cortes PG, El Hariri El Nokab M, Elshewy A, Sebakhy KO. Enhanced Catalytic Hydrogenation of Olefins in Sulfur-Rich Naphtha Using Molybdenum Carbide Supported on γ-Al2O3 Spheres under Steam Conditions: Simulating the Hot Separator Stream Process. Materials. 2024; 17(10):2278. https://doi.org/10.3390/ma17102278
Chicago/Turabian StyleAbbas, Hadj Abbas, Zahra Asgar Pour, Mohammed S. Alnafisah, Pablo Gonzalez Cortes, Mustapha El Hariri El Nokab, Ahmed Elshewy, and Khaled O. Sebakhy. 2024. "Enhanced Catalytic Hydrogenation of Olefins in Sulfur-Rich Naphtha Using Molybdenum Carbide Supported on γ-Al2O3 Spheres under Steam Conditions: Simulating the Hot Separator Stream Process" Materials 17, no. 10: 2278. https://doi.org/10.3390/ma17102278
APA StyleAbbas, H. A., Pour, Z. A., Alnafisah, M. S., Cortes, P. G., El Hariri El Nokab, M., Elshewy, A., & Sebakhy, K. O. (2024). Enhanced Catalytic Hydrogenation of Olefins in Sulfur-Rich Naphtha Using Molybdenum Carbide Supported on γ-Al2O3 Spheres under Steam Conditions: Simulating the Hot Separator Stream Process. Materials, 17(10), 2278. https://doi.org/10.3390/ma17102278