
Natural Fibre and Hybrid Composite Thin-Walled Structures for Automotive Crashworthiness: A Review



Abstract
1. Introduction
2. NFCs and Automotive Industry

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre | Density [g/cm3] | Tensile Strength [MPa] | Young’s Modulus [GPa] | Elongation at Break [%] |
|---|---|---|---|---|
| Cotton | 1.5–1.6 | 200–800 | 5.5–15.1 | 2.1–12 |
| Flax | 1.3–1.6 | 340–1600 | 8.5–40 | 1.9–12 |
| Hemp | 1.1–1.6 | 285–1735 | 14.4–70 | 0.8–4 |
| Jute | 1.3–1.5 | 385–850 | 25–81 | 1.1–3.3 |
| Kenaf | 0.6–1.5 | 223–1191 | 11–60 | 1.6–4.3 |
| Oil palm frond | 0.6–1.2 | 20–200 | 2–8 | 3–16 |
| Ramie | 1.4–1.55 | 200–1000 | 41–130 | 1.2–4 |
| Silk | 1.3–1.4 | 500–2000 | 8.5–30 | 15–35 |
| Basalt | 2.65–2.8 | 700–1680 | 70–90 | 0.5–1.6 |
| Carbon | 1.4–1.78 | 3400–4800 | 230–425 | 1.4–1.8 |
| E-glass | 2.5–2.55 | 2000–3500 | 70–73 | 0.5–3 |

3. Crashworthiness
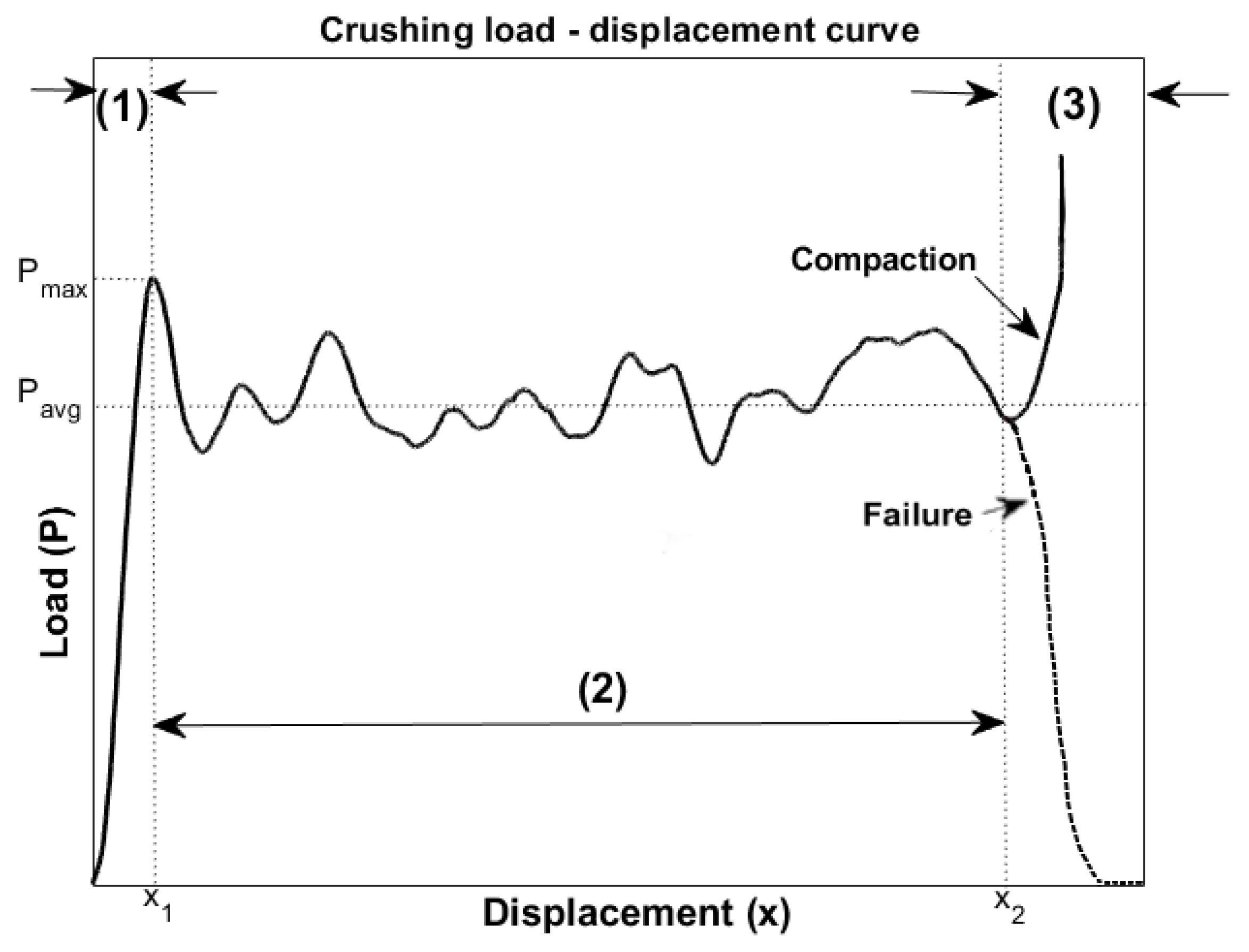
- The maximum load recorded during impact (Pmax), excluding the post-crushing zone and the potential increase in the load due to compaction.
- The total absorbed crushing energy (AE) is the amount of energy abosorbed during the impact event. In dynamic crushing scenarios, this denotes the conversion of all kinetic energy into absorbed internal energy:where P is the crushing load and is the maximum displacement. Thus, AE represents the area under the load–displacement curve.
- The specific absorbed energy (SEA) is the AE normalized by the mass of the crushed specimen (m). Thus:
- The average crush load (Pavg) is the AE normalized by , where is the displacement related to the post-crushing zone (see Figure 2).
- The crush force efficiency:quantifies the deviation of the average load from the peak value.
- Geometry;
- Fibre and matrix material;
- The presence of a trigger and filling foam;
- Stacking sequence;
- Crushing speed.
4. Thin-Walled Structures under Axial Crushing
4.1. Geometry
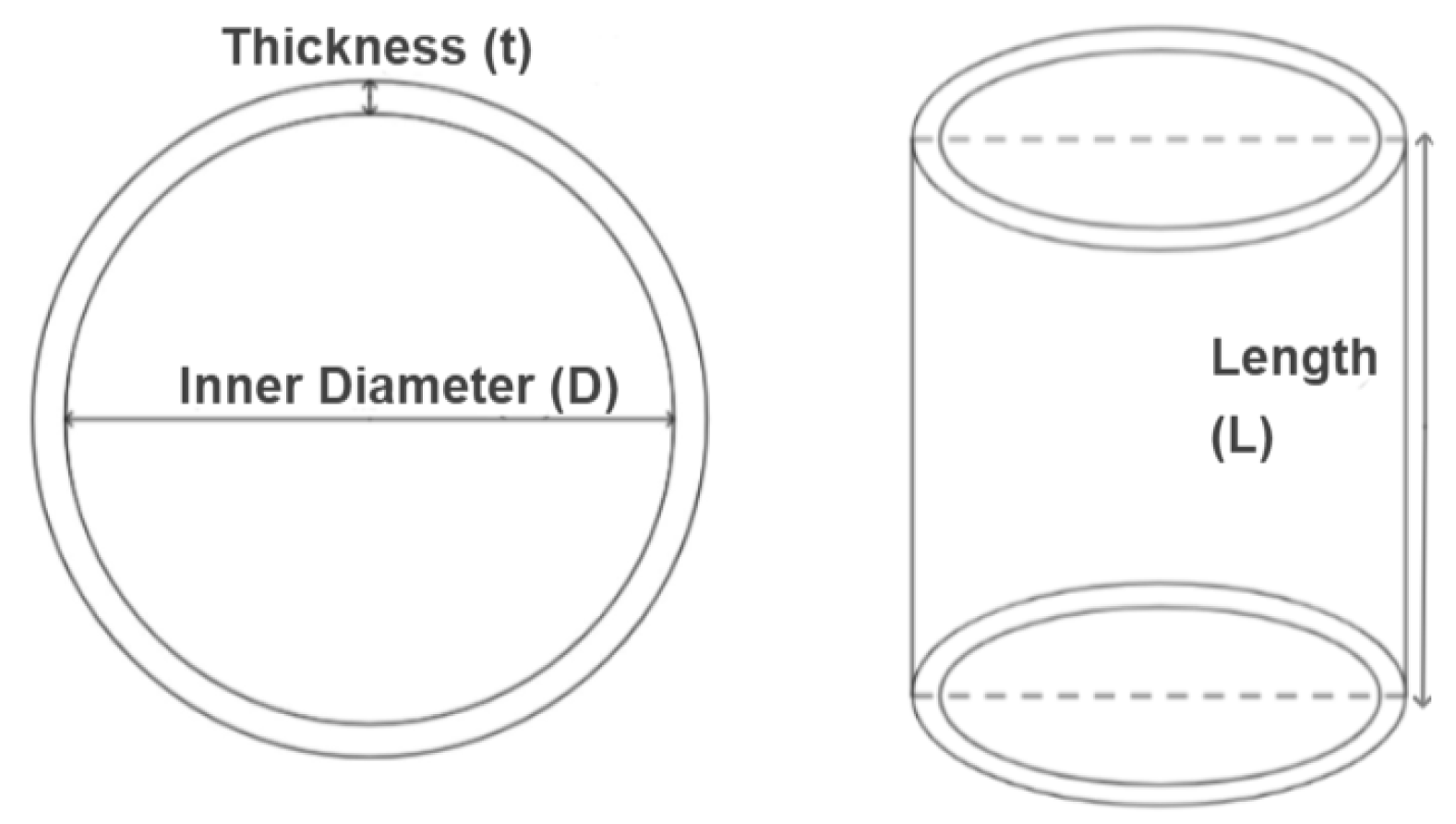
4.1.1. Circular Cross-Section
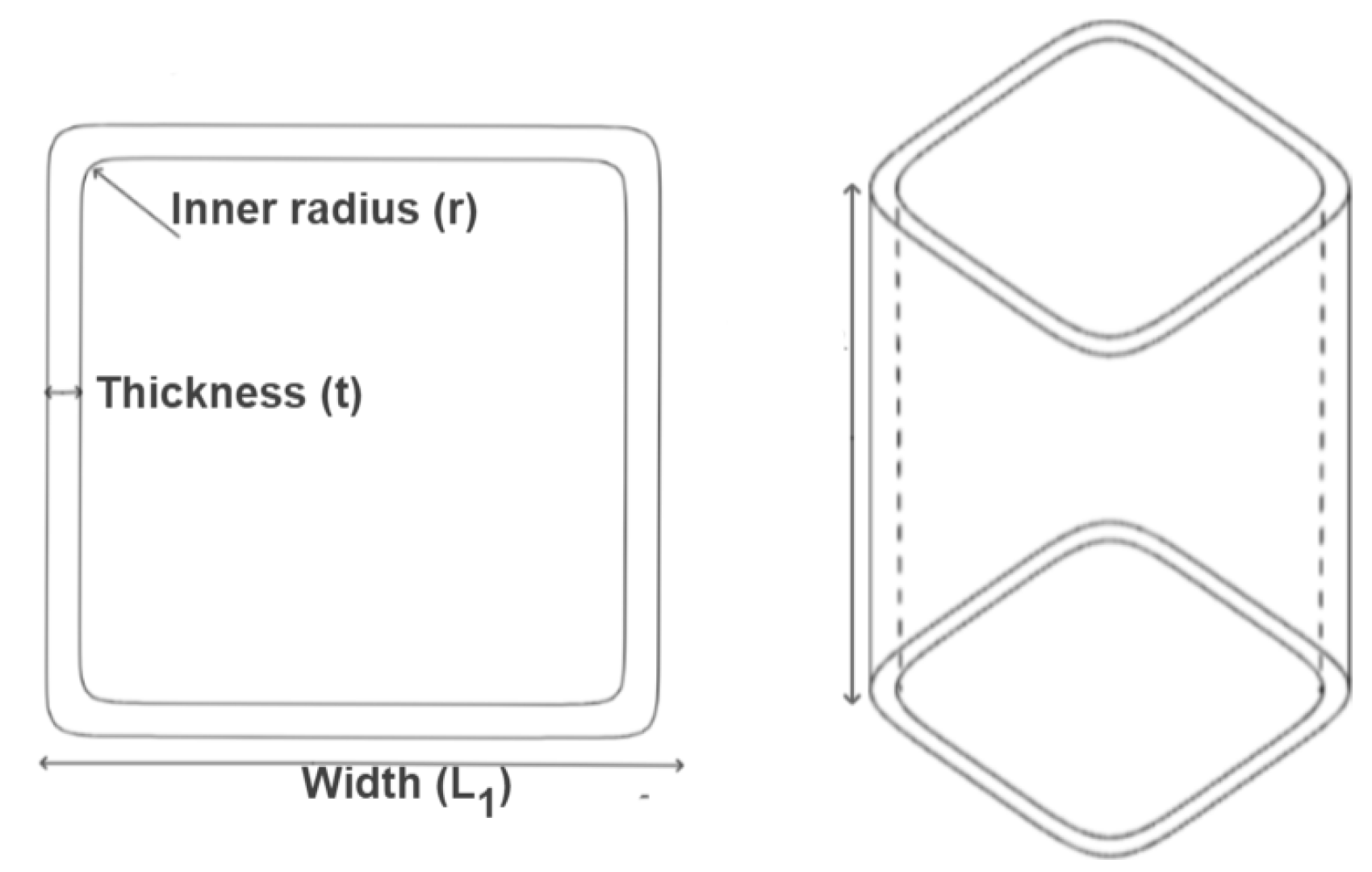
4.1.2. Square Cross-Section
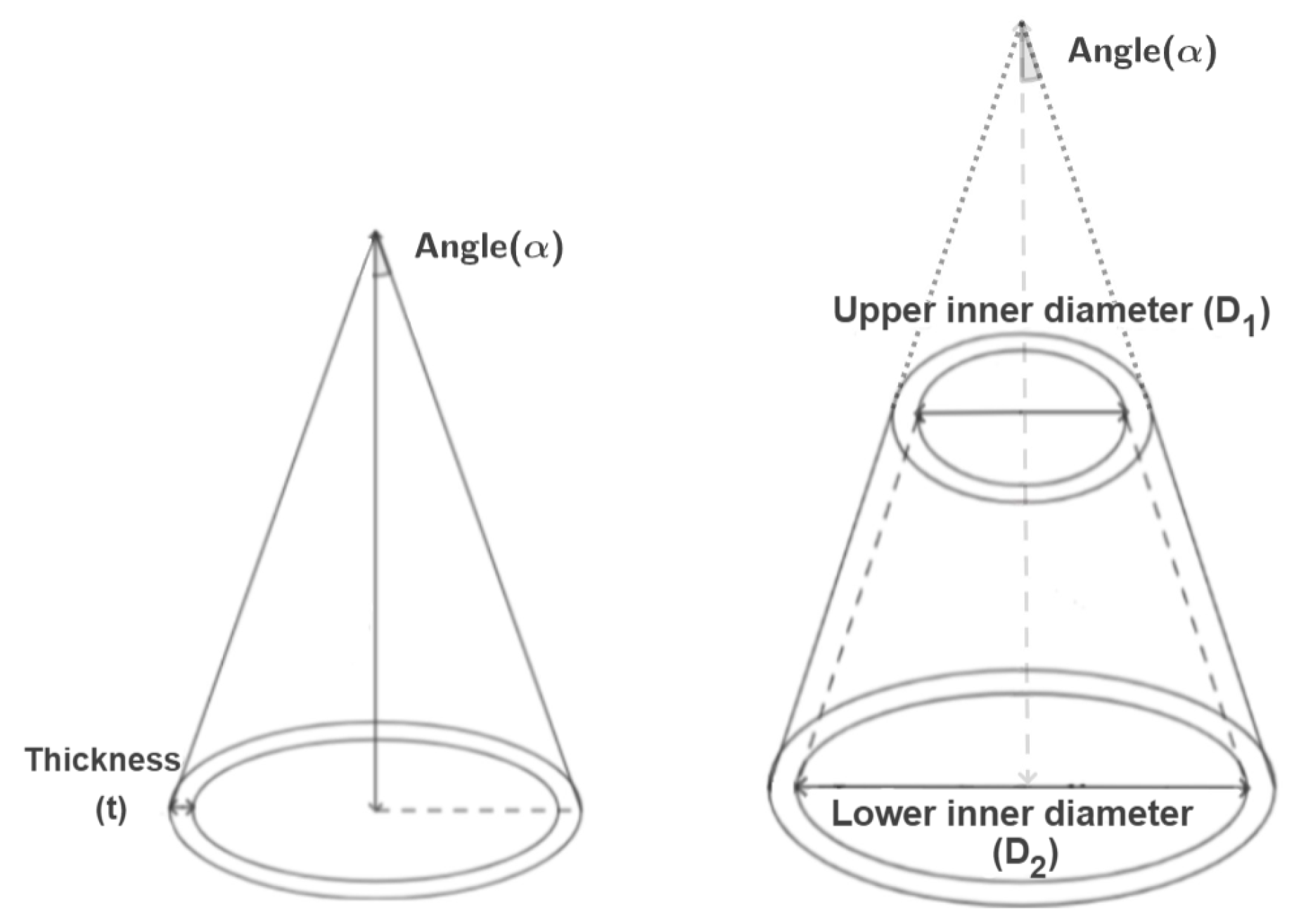
4.1.3. Cones and Truncated Cones
4.2. Trigger and Foam
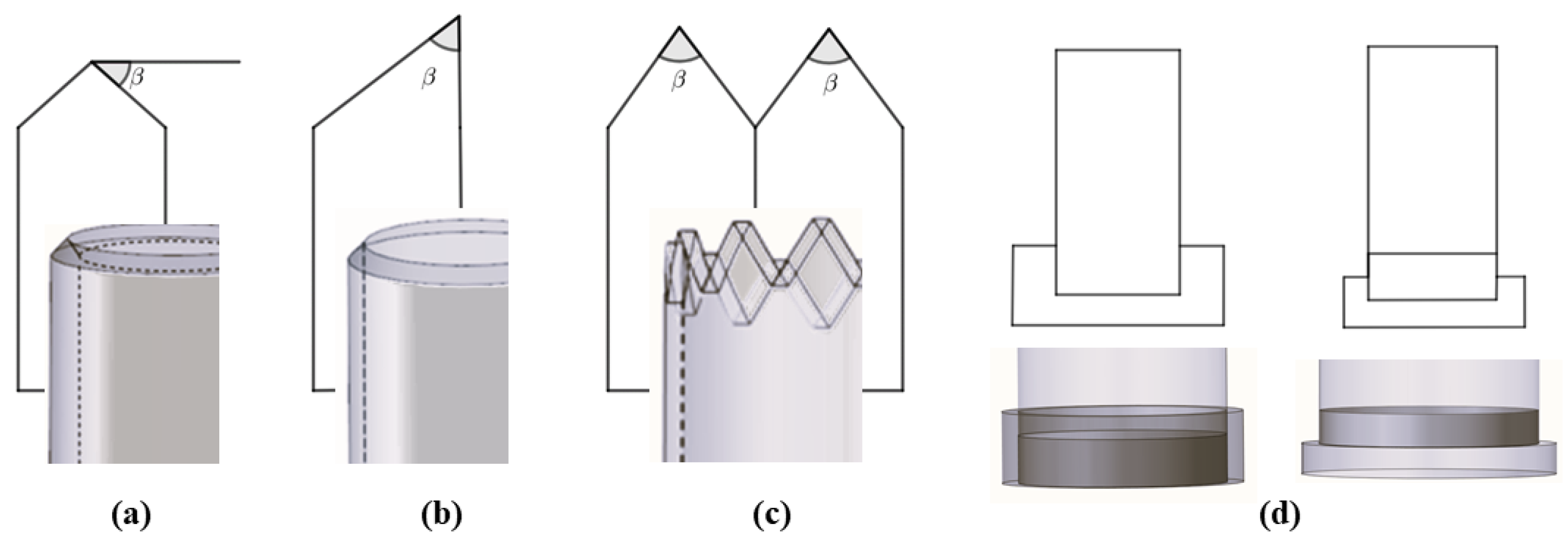
4.2.1. Trigger
- A material-removal method, which generates a weakness zone. The main triggers used are chamfer (internal or external; single or double) and tulip with a chosen angle;
- The insertion of external stiff components, such as plug-type (outward and inward folding caps) triggers.
4.2.2. Filling Foam
4.3. Stacking Sequence
4.4. Strain Rate
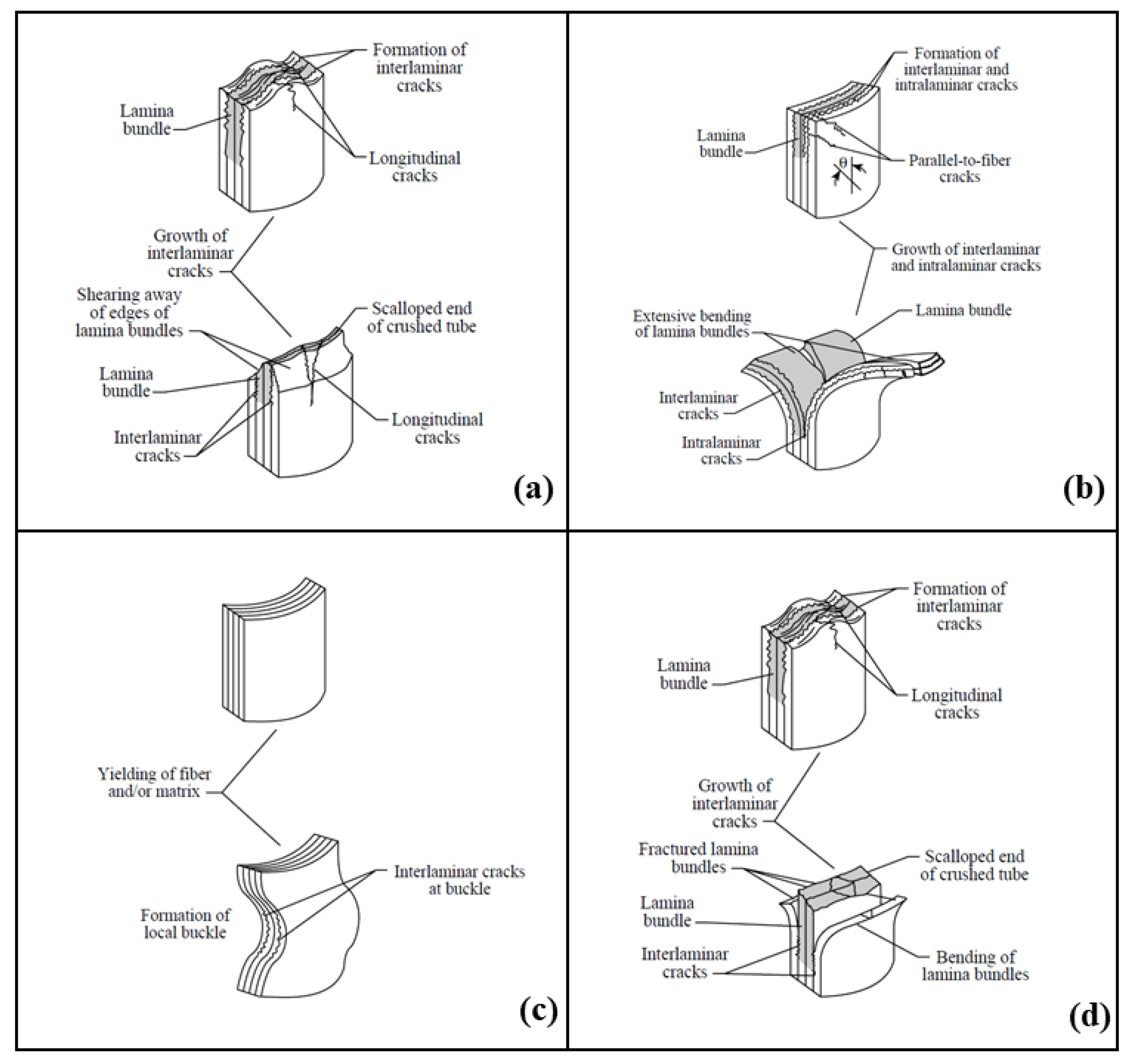
5. Crush Load–Displacement History and Failure Modes
6. Outlook and Challenges
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AE | Absorbed Energy |
| Al | aluminium |
| Bb/E | Bamboo/Epoxy |
| B/E | Basalt/Epoxy |
| C | Carbon |
| C/E | Carbon/Epoxy |
| C-G-J | Carbon–Glass–Jute |
| Cc/P | Coconut coir/Polyester |
| CFE | Crushing Force Efficiency |
| CFRP | Carbon-Fibre-Reinforced Composite |
| CO2 | Carbon Dioxide |
| Ct/E | Cotton/Epoxy |
| D | Circle inner diameter |
| D1 | Upper circle inner diameter |
| D2 | Lower circle inner diameter |
| D/t | Diameter-to-thickness ratio |
| DFL | Design For a Life |
| FRP | Fibre Reinforced Polymers |
| F | Flax |
| F/E | Flax/Epoxy |
| F-G/P | Flax–Glass/Polyester |
| G/E | Glass/Epoxy |
| G/P | Glass/Polyester |
| GFRP | Glass-Fibre-Reinforced Composite |
| h | Height cone |
| H/E | Hemp/Epoxy |
| HDPE | High-Density Polyethylene |
| J/E | Jute/Epoxy |
| J-G | Jute–Glass |
| J-G-C | Jute–Glass–Carbon |
| K/E | Kenaf/Epoxy |
| K-G | Kenaf–Glass |
| K-G/E | Kenaf–Glass/Epoxy |
| L | Tube Length |
| L1 | SquareWidth |
| L1/t | Width-to-thickness ratio |
| LCA | Life Cycle Assessment |
| N | Number of layers |
| NFC | Natural Fibre Composite |
| OP/E | Oil Palm frond/Epoxy |
| Pavg | Average Crushing Load |
| PE | Polyethylene |
| PLA | Polylactic Acid |
| Pmax | Maximum Crushing Load |
| PP | Polypropylene |
| PU | Polyurethane |
| PVC | Polyvinyl chloride |
| r | Square inner radius |
| R/E | Ramie/Epoxy |
| S/E | Silk/Epoxy |
| SEA | Specific Energy Absorption |
| t | Thickness |
| VARIM | Vacuum-Assisted Resin Infusion Molding |
| VARTM | Vacuum-Assisted Resin Transfer Molding |
| Vf | Fibre Volume Fraction |
| Semi-vertex Cone Angle | |
| Trigger Angle |
References
- Rudd, C. Composites for Automotive Applications; Rapra Technology Limited: Shrewsbury, UK, 2000. [Google Scholar]
- Huda, M.; Drzal, L.; Ray, D.; Mohanty, A.; Mishra, M. Natural-fiber composites in the automotive sector. In Properties and Performance of Natural-Fibre Composites; Woodhead Publishing: Cambridge, UK, 2008; pp. 221–268. [Google Scholar] [CrossRef]
- Marmol, G.; Ferreira, D.; Fangueiro, R. Automotive and construction applications of fiber reinforced composites. In Fiber Reinforced Composites; Woodhead Publishing: Cambridge, UK, 2021; pp. 785–819. [Google Scholar] [CrossRef]
- Nunes, J.; Silva, J. Sandwiched composites in aerospace engineering. In Advanced Composite Materials for Aerospace Engineering; Woodhead Publishing: Cambridge, UK, 2016; pp. 129–174. [Google Scholar] [CrossRef]
- Jawaid, M.; Thariq, M. Sustainable Composites for Aerospace Applications; Woodhead Publishing: Cambridge, UK, 2018. [Google Scholar] [CrossRef]
- Rana, S.; Fangueiro, R. Advanced composites in aerospace engineering. In Advanced Composite Materials for Aerospace Engineering; Woodhead Publishing: Cambridge, UK, 2016; pp. 1–15. [Google Scholar] [CrossRef]
- Van Den Einde, L.; Zhao, L.; Seible, F. Use of FRP composites in civil structural applications. Constr. Build. Mater. 2003, 17, 389–403. [Google Scholar] [CrossRef]
- Hollaway, L. The evolution of and the way forward for advanced polymer composites in the civil infrastructure. Constr. Build. Mater. 2003, 17, 365–378. [Google Scholar] [CrossRef]
- Fangueiro, R. Fibrous and Composite Materials for Civil Engineering Applications; Elsevier: Amsterdam, The Netherlands, 2011; pp. 1–401. [Google Scholar]
- Özen, I.; Gedikli, H.; Aslan, M. Experimental and numerical investigation on energy absorbing characteristics of empty and cellular filled composite crash boxes. Eng. Struct. 2023, 289, 116315. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J. Automotive Composite Structures for Crashworthiness. In Advanced Composite Materials for Automotive Applications; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; Chapter 5; pp. 99–127. [Google Scholar] [CrossRef]
- Ganilova, O.A.; Low, J.J. Application of smart honeycomb structures for automotive passive safety. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2018, 232, 797–811. [Google Scholar] [CrossRef]
- Du, B.; Li, Q.; Zheng, C.; Wang, S.; Gao, C.; Chen, L. Application of Lightweight Structure in Automobile Bumper Beam: A Review. Materials 2023, 16, 967. [Google Scholar] [CrossRef]
- Belingardi, G.; Chiandussi, G. Vehicle Crashworthiness Design—General Principles and Potentialities of Composite Material Structures. In Impact Engineering of Composite Structures; Springer: Vienna, Austria, 2011. [Google Scholar] [CrossRef]
- WHO. Global Status Report on Road Safety 2023; Technical Report; World Health Organization: Geneva, Switzerland, 2023. [Google Scholar]
- Carson, J.; Jost, G.; Meneiro, M. Ranking EU Progress on Road Safety 17th Road Safety Performance Index Report; Technical Report; European Transport Safety Council (ETSC): Brussels, Belgium, 2023. [Google Scholar]
- Yusof, N.S.; Sapuan, S.; Sultan, M.; Jawaid, M.; Maleque, M. Design and materials development of automotive crash box: A review. Ciênc. Tecnol. Mater. 2017, 29, 129–144. [Google Scholar] [CrossRef]
- Lescheticky, J.; Barnes, G.; Schrank, M. System Level Design Simulation to Predict Passive Safety Performance for CFRP Automotive Structures; SAE International: Warrendale, PA, USA, 2013. [Google Scholar] [CrossRef]
- Kindervater, C.; Kohlgruber, D.; Johnson, A. Composite vehicle structural crashworthiness—A status of design methodology and numerical simulation techniques. Int. J. Crashworthiness 1999, 4, 213–230. [Google Scholar] [CrossRef]
- Kleisner, V.; Zemčík, R. Analysis of composite car bumper reinforcement. Appl. Comput. Mech. 2009, 3, 287–296. [Google Scholar]
- Díaz, J.; Costas, M. Crashworthiness. In Encyclopedia of Continuum Mechanics; Springer: Berlin/Heidelberg, Germany, 2020; pp. 469–486. [Google Scholar] [CrossRef]
- Bois, P.D.; Chou, C.C.; Fileta, B.B.; Khalil, T.B.; King, A.I.; Mahmood, H.F.; Mertz, H.J.; Wismans, J. Vehicle Crashworthiness and Occupant Protection; Encyclopedia of Continuum Mechanics; American Iron and Steel Institute: Southfield, MI, USA, 2004. [Google Scholar]
- Reddy, T.J.; Narayanamurthy, V.; Yendluri, D.R. Study on Crush Tube Geometric Cross sections and Topology for Axial Crashworthiness. Def. Sci. J. 2020, 70, 249–259. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Effect of triggering and polyurethane foam-filler on axial crushing of natural flax/epoxy composite tubes. Mater. Des. 2013, 56, 528–541. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N. Crashworthiness characteristics of flax fibre reinforced epoxy tubes for energy absorption application. Mater. Des. 2013, 51, 629–640. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. On energy absorption capacity, flexural and dynamic properties of flax/epoxy composite tubes. Fibers Polym. 2014, 15, 1270–1277. [Google Scholar] [CrossRef]
- Yan, L.; Wang, B.; Kasal, B. Can Plant-Based Natural Flax Replace Basalt and E-Glass for Fiber-Reinforced Polymer Tubular Energy Absorbers? A Comparative Study on Quasi-Static Axial Crushing. Front. Mater. 2017, 4, 42. [Google Scholar] [CrossRef]
- Sivagurunathan, R.; Way, S.; Sivagurunathan, L.; Yaakob, M. The Effects of Triggering Mechanisms on the Energy Absorption Capability of Circular Jute/Epoxy Composite Tubes under Quasi-Static Axial Loading. Appl. Compos. Mater. 2018, 25, 1401–1417. [Google Scholar] [CrossRef]
- Attia, M.; Abd El-Baky, M.; Hassan, M.; Sebaey, T.; Mahdi, E. Crashworthiness characteristics of carbon-jute-glass reinforced epoxy composite circular tubes. Polym. Compos. 2017, 39, E2245–E2261. [Google Scholar] [CrossRef]
- Wȩcławski, B.; Fan, M.; Hui, D. Compressive behavior of natural fibre composite. Compos. Part B Eng. 2014, 67, 183–191. [Google Scholar] [CrossRef]
- Liu, X.; Belkassem, B.; Jonet, A.; Lecompte, D.; Van Hemelrijck, D.; Pintelon, R.; Pyl, L. Experimental investigation of energy absorption behavior of circular carbon/epoxy composite tubes under quasi-static and dynamic crush loading. Compos. Struct. 2019, 227, 111266. [Google Scholar] [CrossRef]
- Supian, A.; Sapuan, S.; Zuhri, M.; Zainudin, E.; Ya, H. Crashworthiness performance of hybrid kenaf/glass fiber reinforced epoxy tube on winding orientation effect under quasi-static compression load. Def. Technol. 2020, 16, 1051–1061. [Google Scholar] [CrossRef]
- Palanivelu, S.; Van Paepegem, W.; Degrieck, J.; Kakogiannis, D.; Ackeren, J.; Hemelrijck, D.; Wastiels, J.; Vantomme, J. Comparative study of the quasi-static energy absorption of small-scale composite tubes with different geometrical shapes for use in sacrificial cladding structures. Polym. Test. 2010, 29, 381–396. [Google Scholar] [CrossRef]
- Mamalis, A.; Johnson, W. The quasi-static crumpling of thin-walled circular cylinders and frusta under axial compression. Int. J. Mech. Sci. 1983, 25, 713–732. [Google Scholar] [CrossRef]
- Mamalis, A.; Manolakos, D.; Ioannidis, M.; Papapostolou, D. On the response of thin-walled CFRP composite tubular components subjected to static and dynamic axial compressive loading: Experimental. Compos. Struct. 2005, 69, 407–420. [Google Scholar] [CrossRef]
- Yang, Y.; Nishikawa, Y.; Nakai, A.; Ishiaku, U.; Hamada, H. Effect of Cross-Sectional Geometry on the Energy Absorption Capability of Unidirectional Carbon Fiber Reinforced Composite Tubes. Sci. Eng. Compos. Mater. 2008, 15, 249–263. [Google Scholar] [CrossRef]
- Hamza, S.S.; Ismail, A.E.; Yuhazri, M.Y.; Ariffin, A.H.; Hameed Sultan, M.T. Hybridization Effect on Crashworthiness Parameters of Natural Composite. Front. Mater. 2021, 8, 619245. [Google Scholar] [CrossRef]
- Abdewi, E.F.; Sulaiman, S.; Hamouda, A.; Mahdi, E. Effect of geometry on the crushing behavior of laminated corrugated composite tubes. J. Mater. Process. Technol. 2006, 172, 394–399. [Google Scholar] [CrossRef]
- López-Alba, E.; Schmeer, S.; Díaz, F. Energy Absorption Capacity in Natural Fiber Reinforcement Composites Structures. Materials 2018, 11, 418. [Google Scholar] [CrossRef] [PubMed]
- Farley, G. Effect of Specimen Geometry on the Energy Absorption Capability of Composite Materials. J. Compos. Mater. 1986, 20, 390–400. [Google Scholar] [CrossRef]
- Alia, R.; Cantwell, W.; Langdon, G.; Yuen, S.; Nurick, G. The energy-absorbing characteristics of composite tube-reinforced foam structures. Compos. Part B Eng. 2014, 61, 127–135. [Google Scholar] [CrossRef]
- Cunat, P.; Zemčík, R. Stainless steel properties for structural automotive applications. In Proceedings of the Metal Bulletin International Automotive Materials Conference, Cologne, Germany, 21–23 June 2000; pp. 21–23. [Google Scholar]
- Hamada, H.; Coppola, J.; Hull, D.; Maekawa, Z.; Sato, H. Comparison of energy absorption of carbon/epoxy and carbon/PEEK composite tubes. Composites 1992, 23, 245–252. [Google Scholar] [CrossRef]
- Guden, M.; Yuksel, S.; Tasdemirci, A.; Tanoglu, M. Effect of aluminium closed-cell foam filling on the quasi-static axial crush performance of glass fibre reinforced polyester composite and aluminium/composite hybrid tubes. Compos. Struct. 2007, 81, 480–490. [Google Scholar] [CrossRef]
- Harte, A.M.; Fleck, N.A.; Ashby, M.F. Energy absorption of foam-filled circular tubes with braided composite walls. Eur. J. Mech. A/Solids 2000, 19, 31–50. [Google Scholar] [CrossRef]
- Ochelski, S.; Bogusz, P.; Kiczko, A. Static axial crush performance of unfilled and foam-filled composite tubes. Bull. Pol. Acad. Sci. 2012, 60, 31–35. [Google Scholar] [CrossRef]
- Wei, J.; Sun, L.; Lv, W.; Wang, j.; Wang, Z.; Duan, Y.; Li, L. Integrated design and experimental verification of assembly fiber reinforced thermoplastic plastics (AFRTP) automobile seat beams. Compos. Part B Eng. 2021, 220, 108968. [Google Scholar] [CrossRef]
- Eshkoor, R.; Oshkovr, S.; Sulong, A.; Zulkifli, R.; Ariffin, A.; Azhari, C. Effect of trigger configuration on the crashworthiness characteristics of natural silk epoxy composite tubes. Composites 2013, 55, 5–10. [Google Scholar] [CrossRef]
- Eshkoor, R.; Oshkovr, S.; Sulong, A.; Zulkifli, R.; Ariffin, A.; Azhari, C. Comparative research on the crashworthiness characteristics of woven natural silk/epoxy composite tubes. Mater. Des. 2013, 47, 248–257. [Google Scholar] [CrossRef]
- Ghoushji, M.J.; Eshkoor, R.A.; Zulkifli, R.; Sulong, A.B.; Abdullah, S.; Azhari, C.H. Energy Absorption Capability of Axially Compressed Woven Natural Ramie/Green Epoxy Square Composite Tubes. J. Reinf. Plast. Compos. 2017, 36, 1028–1037. [Google Scholar] [CrossRef]
- Sivagurunathan, R.; Tze Way, S.L.; Sivagurunathan, L.; Yaakob, M.Y. Effects of triggering mechanisms on the crashworthiness characteristics of square woven jute/epoxy composite tubes. J. Reinf. Plast. Compos. 2018, 37, 824–840. [Google Scholar] [CrossRef]
- Said, M.; Lau, W.; Yaakobc, M. Quasi static axial crushing of kenaf fibre reinforced epoxy composite fabricated by vartm method. ARPN J. Eng. Appl. Sci. 2017, 12, 4804–4808. [Google Scholar]
- Laban, O.; Mahdi, E. Energy Absorption Capability of Cotton Fiber/Epoxy Composite Square and Rectangular Tubes. J. Nat. Fibers 2016, 13, 726–736. [Google Scholar]
- Liu, Q.; Mo, Z.; Wu, Y.; Ma, J.; Pong Tsui, G.C.; Hui, D. Crush response of CFRP square tube filled with aluminum honeycomb. Compos. Part B Eng. 2016, 98, 406–414. [Google Scholar] [CrossRef]
- Mache, A.; Deb, A.; Gupta, N. An experimental study on performance of jute-polyester composite tubes under axial and transverse impact loading. Polym. Compos. 2019, 41, 1796–1812. [Google Scholar] [CrossRef]
- Albahash, Z.F.; Ansari, M. Investigation on energy absorption of natural and hybrid fiber under axial static crushing. Compos. Sci. Technol. 2017, 151, 52–61. [Google Scholar] [CrossRef]
- Thornton, P.; Edwards, P. Energy Absorption in Composite Tubes. J. Compos. Mater. 1982, 16, 521–545. [Google Scholar] [CrossRef]
- Mahdi, E.; Hamouda, A.; Sahari, B.; Khalid, Y. Effect of Material and Geometry on Crushing behavior of Laminated Conical Composite Shells. Appl. Compos. Mater. 2002, 9, 265–290. [Google Scholar] [CrossRef]
- Mahdi, E.; Hamouda, A.; Sen, A. Quasi-static crushing behavior of hybrid and non-hybrid natural fibre composite solid cones. Compos. Struct. 2004, 66, 647–663. [Google Scholar] [CrossRef]
- Meredith, J.; Ebsworth, R.; Coles, S.; Wood, B.; Kirwan, K. Natural fibre composite energy absorption structures. Compos. Sci. Technol. 2012, 72, 211–217. [Google Scholar] [CrossRef]
- Khalid, A.A.; Sahari, B.; Khalid, Y. Performance of composite cones under axial compression loading. Compos. Sci. Technol. 2002, 62, 17–27. [Google Scholar] [CrossRef]
- Ismail, A.; Othman, A. Energy Absorption Performance of Conical Natural Fiber Reinforced Composites; Universiti Teknologi Malaysia Institutional Repository: Skudai, Malaysia, 2006. [Google Scholar]
- Ochelski, S.; Gotowicki, P. Experimental assessment of energy absorption capability of carbon-epoxy and glass-epoxy composites. Compos. Struct. 2009, 87, 215–224. [Google Scholar] [CrossRef]
- Israr, H.A.; Wong, K.J.; Koloor, S.S.R. Experimental Investigation of the Axial Crushing Response of Flax/Glass Eco-Hybrid Self-Supporting Web Composites. Fibers 2022, 10, 72. [Google Scholar] [CrossRef]
- Farley, G. Relationship between Mechanical-property and Energy-Absorption Trends for Composite Tubes; National Aeronautics and Space Administration, Office of Management, Scientific and Technical Information Program: Hampton, VA, USA, 1992; Volume 3284. [Google Scholar]
- Mamalis, A.; Robinson, M.; Manolakos, D.; Demosthenous, G.; Ioannidis, M.; Carruthers, J. Crashworthy capability of composite material structures. Compos. Struct. 1997, 37, 109–134. [Google Scholar] [CrossRef]
- Kurien, R.A.; Maria Anil, M.; Sharan Mohan, S.; Anna Thomas, J. Natural fiber composites as sustainable resources for emerging applications—A review. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Begum, K.; Islam, M.A. Natural fiber as a substitute to synthetic fiber in polymer composites: A review. Res. J. Eng. Sci. 2013, 2, 46–53. [Google Scholar]
- Li, X.; Tabil, L.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Wazeer, A.; Das, A.; Abeykoon, C.; Sinha, A.; Karmakar, A. Composites for electric vehicles and automotive sector: A review. Green Energy Intell. Transp. 2023, 2, 100043. [Google Scholar] [CrossRef]
- Thornton, P.; Jeryan, R. Crash energy management in composite automotive structures. Int. J. Impact Eng. 1988, 7, 167–180. [Google Scholar] [CrossRef]
- Eyvazian, A.; Mozafari, H.; Hamouda, A. Experimental Study of Corrugated Metal-composite Tubes under Axial Loading. Procedia Eng. 2017, 173, 1314–1321. [Google Scholar] [CrossRef]
- Ahmad, H.; Markina, A.; Porotnikov, M.; Ahmad, F. A review of carbon fiber materials in automotive industry. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 032011. [Google Scholar] [CrossRef]
- Sapuan, S.; Sudin, M.; Maleque, M. A Critical Review of Polymer-based Composite Automotive Bumper Systems. Polym. Polym. Compos. 2002, 10, 627–636. [Google Scholar] [CrossRef]
- Mohammadi, H.; Ahmad, Z.; Mazlan, S.A.; Faizal Johari, M.A.; Siebert, G.; Petrů, M.; Rahimian Koloor, S.S. Lightweight Glass Fiber-Reinforced Polymer Composite for Automotive Bumper Applications: A Review. Polymers 2023, 15, 193. [Google Scholar] [CrossRef] [PubMed]
- Cheon, S.; Choi, J.; Lee, D. Development of the composite bumper beam for passenger cars. Compos. Struct. 1995, 32, 491–499. [Google Scholar] [CrossRef]
- Wang, T.; Li, Y. Design and analysis of automotive carbon fiber composite bumper beam based on finite element analysis. Adv. Mech. Eng. 2015, 7, 1687814015589561. [Google Scholar] [CrossRef]
- Paramasivam, C.; Venugopal, R. Design and development of glass/basalt fiber reinforced composite material for automobile applications. J. Ind. Text. 2020, 51, 152808372093957. [Google Scholar] [CrossRef]
- La Rosa, A.; Cicala, G. LCA of fibre-reinforced composites. In Handbook of Life Cycle Assessment (LCA) of Textiles and Clothing; Muthu, S.S., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2015; pp. 301–323. [Google Scholar] [CrossRef]
- Ead, A.; Appel, R.; Alex, N.; Ayranci, C.; Carey, J. Life cycle analysis for green composites: A review of literature including considerations for local and global agricultural use. J. Eng. Fibers Fabr. 2021, 16, 1–20. [Google Scholar] [CrossRef]
- Scheirs, J. Polymer Recycling: Science, Technology and Applications; Wiley Series in Polymer Science; Wiley: Hoboken, NJ, USA, 1998. [Google Scholar]
- Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Fiúza, A.; Ferreira, A.; Dinis, M.d.L.; Meira Castro, A.C.; Meixedo, J.P.; Alvim, M.R. Recycling approach towards sustainability advance of composite materials’ industry. Recycling 2016, 1, 178–193. [Google Scholar] [CrossRef]
- Pickering, S. Recycling technologies for thermoset composite materials–current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S. The effect of recycling on the mechanical response of carbon fibres and their composites. Compos. Struct. 2012, 94, 3669–3684. [Google Scholar] [CrossRef]
- Guo, L.; Xu, L.; Ren, Y.; Shen, Z.; Fu, R.; Xiao, H.; Liu, J. Research on a two-step pyrolysis-oxidation process of carbon fiber-reinforced epoxy resin-based composites and analysis of product properties. J. Environ. Chem. Eng. 2022, 10, 107510. [Google Scholar] [CrossRef]
- Gharde, S.; Kandasubramanian, B. Mechanothermal and chemical recycling methodologies for the Fibre Reinforced Plastic (FRP). Environ. Technol. Innov. 2019, 14, 100311. [Google Scholar] [CrossRef]
- Piñero Hernanz, R.; García Serna, J.; Dodds, C.; Hyde, J.; Poliakoff, M.; Cocero, M.; Kingman, S.; Pickering, S.; Lester, E. Chemical recycling of carbon fibre composites using alcohols under subcritical and supercritical conditions. J. Supercrit. Fluids 2013, 46, 83–92. [Google Scholar] [CrossRef]
- Sokoli, H.; Simonsen, M.; Sogaard, E. Investigation of degradation products produced by recycling the solvent during chemical degradation of fiber-reinforced composites. J. Reinf. Plast. Compos. 2017, 36, 073168441770706. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar L, R.; M R, S.; Siengchin, S. Life-cycle and environmental impact assessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Text. 2022, 51, 5518S–5542S. [Google Scholar] [CrossRef]
- Kumar, R.; Ul Haq, M.I.; Raina, A.; Anand, A. Industrial applications of natural fibre-reinforced polymer composites—Challenges and opportunities. Int. J. Sustain. Eng. 2018, 12, 212–220. [Google Scholar] [CrossRef]
- Bazan, P.; Mierzwiński, D.; Bogucki, R.; Kuciel, S. Bio-Based Polyethylene Composites with Natural Fiber: Mechanical, Thermal, and Ageing Properties. Materials 2020, 13, 2595. [Google Scholar] [CrossRef] [PubMed]
- Ghasemi, A.; Abbas, E.; Fahrang, L.; Bagheri, R. Polypropylene/Plant-Based Fiber Biocomposites and Bionanocomposites. In Polypropylene-Based Biocomposites and Bionanocomposites; Wiley: Hoboken, NJ, USA, 2017; pp. 247–286. [Google Scholar] [CrossRef]
- Khalil, H.; Tehrani, M.; Davoudpour, Y.; Bhat, A.; Jawaid, M.; Hassan, A. Natural fiber reinforced poly(vinyl chloride) composites: A review. J. Reinf. Plast. Compos. 2013, 32, 330–356. [Google Scholar] [CrossRef]
- Verma, A.; Jain, N.; Kalpana; Rangappa, S.; Siengchin, S.; Jawaid, M. Natural Fibers Based Bio-phenolic Composites. In Phenolic Polymers Based Composite Materials; Springer: Singapore, 2021; pp. 153–168. [Google Scholar] [CrossRef]
- Sharifah, H.; Martin, P.; Simon, J.; Simon, R. Modified polyester resins for natural fibre composites. Compos. Sci. Technol. 2005, 65, 525–535. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.; Paridah, M.; Hassan, A. Recent advances in epoxy resin, natural fiber-reinforced epoxy composites and their applications. J. Reinf. Plast. Compos. 2016, 35, 447–470. [Google Scholar] [CrossRef]
- Latif, R.; Wakeel, S.; Khan, N.; Siddiquee, A.; Verma, S.; Khan, Z. Surface treatments of plant fibers and their effects on mechanical properties of fiber-reinforced composites: A review. J. Reinf. Plast. Compos. 2018, 38, 15–30. [Google Scholar] [CrossRef]
- Tran, L.; Yuan, X.; Bhattacharyya, D.; Fuentes, C.; Van Vuure, A.; Verpoest, I. Fiber-matrix interfacial adhesion in natural fiber composites. Int. J. Mod. Phys. B 2015, 29, 1540018. [Google Scholar] [CrossRef]
- Hassani, F.Z.S.A.; Kassab, Z.; El Achaby, M.; Bouhfid, R.; Qaiss, A. Improvement of Fiber-Matrix Adhesion of Vegetable Natural Fibers by Chemical Treatment. In Vegetable Fiber Composites and Their Technological Applications; Springer: Singapore, 2021; pp. 153–177. [Google Scholar] [CrossRef]
- Okolie, O.; Kumar, A.; Edwards, C.; Lawton, L.A.; Oke, A.; McDonald, S.; Thakur, V.K.; Njuguna, J. Bio-Based Sustainable Polymers and Materials: From Processing to Biodegradation. J. Compos. Sci. 2023, 7, 213. [Google Scholar] [CrossRef]
- Capretti, M.; Giammaria, V.; Santulli, C.; Boria, S.; Del Bianco, G. Use of Bio-Epoxies and Their Effect on the Performance of Polymer Composites: A Critical Review. Polymers 2023, 15, 4733. [Google Scholar] [CrossRef]
- Fouad, D.; Farag, M. Design for Sustainability with Biodegradable Composites. In Design and Manufacturing; Yasa, E., Mhadhbi, M., Santecchia, E., Eds.; IntechOpen: Rijeka, Croatia, 2019; Chapter 3. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.; Pua, G.; Jawaid, M.; Islam, M. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Prasad, S.V.N.B.; Akhil Kumar, G.; Yaswanth Sai, P.; Basha, S.V. Design and Fabrication of Car Door Panel Using Natural Fiber-Reinforced Polymer Composites. In Trends in Manufacturing and Engineering Management; Vijayan, S., Subramanian, N., Sankaranarayanasamy, K., Eds.; Springer: Singapore, 2021; pp. 331–343. [Google Scholar]
- Norhidayah, A.; bin Yaakob, M.; Taufik, M.; Saifuddin, H. A Review of Current Development in Natural Fiber Composites in Automotive Applications. Appl. Mech. Mater. 2014, 564, 3–7. [Google Scholar] [CrossRef]
- Witayakran, S.; Smitthipong, W.; Wangpradid, R.; Chollakup, R.; Clouston, P. Natural Fiber Composites: Review of Recent Automotive Trends. In Encyclopedia of Renewable and Sustainable Materials; Hashmi, S., Choudhury, I.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 166–174. [Google Scholar] [CrossRef]
- Sreenivas, H.; Krishnamurthy, N.; Arpitha, G. A comprehensive review on light weight kenaf fiber for automobiles. Int. J. Lightweight Mater. Manuf. 2020, 3, 328–337. [Google Scholar] [CrossRef]
- Elfaleh, I.; Abbassi, F.; Habibi, M.; Ahmad, F.; Guedri, M.; Nasri, M.; Garnier, C. A comprehensive review of natural fibers and their composites: An eco-friendly alternative to conventional materials. Results Eng. 2023, 19, 101271. [Google Scholar] [CrossRef]
- Monteiro, S.; Perissé Duarte Lopes, F.; Ferreira, A.; Nascimento, D. Natural-Fiber Polymer-Matrix Composites: Cheaper, Tougher, and Environmentally Friendly. JOM 2009, 61, 17–22. [Google Scholar] [CrossRef]
- Huda, K.; Widiastuti, I. Natural Fiber Reinforced Polymer in Automotive Application: A Systematic Literature Review. J. Phys. Conf. Ser. 2021, 1808, 012015. [Google Scholar] [CrossRef]
- Suddell, B.C. Industrial fibres: Recent and current developments. In Proceedings of the Symposium on Natural Fibres, Rome, Italy, 20 October 2008; FAO and CFC: Rome, Italy, 2008; Volume 20, pp. 71–82. [Google Scholar]
- Mishra, T.; Mandal, P.; Rout, A.K.; Sahoo, D. A state-of-the-art review on potential applications of natural fiber-reinforced polymer composite filled with inorganic nanoparticle. Compos. Part C Open Access 2022, 9, 100298. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef]
- Nallamothu, R.B.; Yihunie, M.Y.; Nallamothu, A.K.; Nallamothu, S.K. Design and Analysis of Sedan Car B-pillar Outer Panel Using Abirbara with S-glass Fiber Hybrid Composites. In Light Weight Materials; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2022; Chapter 8; pp. 197–222. [Google Scholar] [CrossRef]
- Jefferson, J.; Dhakal, H. Sustainable biobased composites for advanced applications: Recent trends and future opportunities—A critical review. Compos. Part C Open Access 2022, 7, 100220. [Google Scholar] [CrossRef]
- Naik, V.; Kumar, M.; Kaup, V. A Review on Natural Fiber Composite Material in Automotive Applications. Eng. Sci. 2022, 18, 1–10. [Google Scholar] [CrossRef]
- Loh, K.; Tan, W. Natural Silkworm-Epoxy Resin Composite for High Performance Application. In Metal, Ceramic and Polymeric Composites for Various Uses; IntechOpen: Rijeka, Croatia, 2011; Chapter 16. [Google Scholar] [CrossRef]
- Abdul Khalil, H.; Jawaid, M.; Hassan, A.; Paridah, M.; Zaidon, A. Oil Palm Biomass Fibres and Recent Advancement in Oil Palm Biomass Fibres Based Hybrid Biocomposites. In Composites and Their Applications; Hu, N., Ed.; IntechOpen: Rijeka, Croatia, 2012; Chapter 9. [Google Scholar] [CrossRef]
- Ycom®. 20 OCT World-First Sustainable Alternative to Carbon-Fibre Revealed for Motorsport Crash Structures. 2020. Available online: https://www.ycom.it/natural-fibre-crash-box-ycom-bcomp/ (accessed on 30 March 2024).
- Witteman, W. Improved Vehicle Crashworthiness Design by Control of the Energy Absorption for Different Collision Situations. Ph.D. Thesis, Technische Universiteit Eindhoven, Eindhoven, The Netherlands, 1999. [Google Scholar] [CrossRef]
- Chandak, A.; Gandhe, N.; Choudhari, K.; Gaikwad, N.; Thorat, P. To enhance crashworthiness of an automobile by introducing energy absorbers and to study its implementation. Mater. Today Proc. 2021, 47, 3006–3011. [Google Scholar] [CrossRef]
- Xie, S.; Liang, X.; Zhou, H. Design and analysis of a composite energy-absorbing structure for use on railway vehicles. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2016, 230, 825–839. [Google Scholar] [CrossRef]
- Hull, D. A unified approach to progressive crushing of fibre-reinforced composite tubes. Compos. Sci. Technol. 1991, 40, 377–421. [Google Scholar] [CrossRef]
- Mamalis, A.; Manolakos, D.; Ioannidis, M.; Papapostolou, D. Crashworthy characteristics of axially statically compressed thin-walled square CFRP composite tubes: Experimental. Compos. Struct. 2004, 63, 347–360. [Google Scholar] [CrossRef]
- Abramowicz, W. Thin-walled structures as impact energy absorbers. Thin-Walled Struct. 2003, 41, 91–107. [Google Scholar] [CrossRef]
- Obradovic, J.; Boria, S.; Belingardi, G. Lightweight design and crash analysis of composite frontal impact energy absorbing structures. Compos. Struct. 2012, 94, 423–430. [Google Scholar] [CrossRef]
- Hesse, S.; Lukaszewicz, D.; Duddeck, F. Optimization of Automotive Composite Structures for Crash. In Proceedings of the 6th European Conference on Computational Fluid Dynamics, Barcelona, Spain, 20–25 July 2014. [Google Scholar] [CrossRef]
- Seyedi, M.; Khalkhali, A. A Study of Multi-Objective Crashworthiness Optimization of the Thin-Walled Composite Tube under Axial Load. Vehicles 2020, 2, 438–452. [Google Scholar] [CrossRef]
- Farley, G.L. The Effects of Crushing Speed on the Energy-Absorption Capability of Composite Tubes. J. Compos. Mater. 1991, 25, 1314–1329. [Google Scholar] [CrossRef]
- Jahani, M.; Beheshti, H.K.; Heidari-Rarani, M. Effects of Geometry, Triggering and Foam-Filling on Crashworthiness behavior of a Cylindrical Composite Crash Box. Int. J. Automot. Mech. Eng. 2019, 16, 6568–6587. [Google Scholar] [CrossRef]
- Kumar, A.; Maneiah, D. Deformation studies on the significance of combined geometry tubes as energy absorbing structures. Int. J. Civ. Eng. Technol. 2019, 10, 2812–2820. [Google Scholar]
- Alghamdi, A. Collapsible impact energy absorbers: An overview. Thin-Walled Struct. 2001, 39, 189–213. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Lateral crushing of empty and polyurethane-foam filled natural flax fabric reinforced epoxy composite tubes. Compos. Part B Eng. 2014, 63, 15–26. [Google Scholar] [CrossRef]
- Sanjay, M.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Sanjay, M.; Yogesha, B. Studies on Natural/Glass Fiber Reinforced Polymer Hybrid Composites: An Evolution. Mater. Today Proc. 2017, 4, 2739–2747. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; D’Altilia, S.; Valente, T.; Santulli, C.; Touchard, F.; Chocinski-Arnault, L.; Mellier, D.; Lampani, L.; Gaudenzi, P. Damage tolerance of carbon/flax hybrid composites subjected to low velocity impact. Compos. Part B Eng. 2016, 91, 144–153. [Google Scholar] [CrossRef]
- de la Cuesta, J.J.; Ghasemnejad, H. Improvement of Force History Pattern in Composite Tubular Structures by Developed Trigger Mechanisms. Appl. Compos. Mater. 2022, 29, 1771–1794. [Google Scholar] [CrossRef]
- Sigalas, I.; Kumosa, M.; Hull, D. Trigger mechanisms in energy-absorbing glass cloth/epoxy tubes. Compos. Sci. Technol. 1991, 40, 265–287. [Google Scholar]
- Farley, G.L.; Jones, R.M. Energy-Absorption Capability of Composite Tubes and Beams. Ph.D. Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 1989. [Google Scholar]
- Palanivelu, S.; Van Paepegem, W.; Degrieck, J.; Van Ackeren, J.; Kakogiannis, D.; Van Hemelrijck, D.; Wastiels, J.; Vantomme, J. Experimental study on the axial crushing behavior of pultruded composite tubes. Polym. Test. 2010, 29, 224–234. [Google Scholar] [CrossRef]
- Jiménez, M.; Miravete, A.; Larrodé, E.; Revuelta, D. Effect of trigger geometry on energy absorption in composite profiles. Compos. Struct. 2000, 48, 107–111. [Google Scholar] [CrossRef]
- Wei, Y.; Tang, S.; Chen, S.; Wang, Q.; Wang, J. Mechanical Behavior of Foam-Filled Bamboo Composite Tubes under Axial Compression. Polymers 2022, 14, 2006. [Google Scholar] [CrossRef]
- Al-Qrimli, H.; Mahdi, F.; Alnaimi, F.; Alzorqi, I. Thin-walled composite tubes using fillers subjected to quasistatic axial compression. IOP Conf. Ser. Mater. Sci. Eng. 2015, 78, 012024. [Google Scholar] [CrossRef]
- Nia, A.; Nejad, A.; Xin, L.; Ayob, A.; Yahya, M. Energy absorption assessment of conical composite structures subjected to quasi-static loading through optimization based method. Mech. Ind. 2020, 21, 113. [Google Scholar] [CrossRef]
- Browne, A.L.; Houston, D.Q.; Watling, P.J.; Lalik, L. Automotive Composites Consortium Generic Tube Crush Program: Resin Transfer Molded Tubes. In Proceedings of the ASME 1998 International Mechanical Engineering Congress and Exposition, Anaheim, CA, USA, 15–20 November 1998. [Google Scholar] [CrossRef]
- Warrior, N.; Turner, T.; Robitaille, F.; Rudd, C. Effect of resin properties and processing parameters on crash energy absorbing composite structures made by RTM. Compos. Part A Appl. Sci. Manuf. 2003, 34, 543–550. [Google Scholar] [CrossRef]
- Xu, J.; Ma, Y.; Zhang, Q.; Sugahara, T.; Yang, Y.; Hamada, H. Crashworthiness of carbon fiber hybrid composite tubes molded by filament winding. Compos. Struct. 2016, 139, 130–140. [Google Scholar] [CrossRef]
- Belingardi, G.; Beyene, A.; Koricho, E. Geometrical optimization of bumper beam profile made of pultruded composite by numerical simulation. Compos. Struct. 2013, 102, 217–225. [Google Scholar] [CrossRef]
- Isaac, C.W.; Sokołowski, A.; Duddeck, F.; Adamiak, M.; Pakieła, W.; Aremu, A. Mechanical characterisation and crashworthiness performance of additively manufactured polymer-based honeycomb structures under in-plane quasi-static loading. Virtual Phys. Prototyp. 2023, 18, e2273296. [Google Scholar] [CrossRef]
- van Manen, T.; Janbaz, S.; Jansen, K.M.; Zadpoor, A.A. 4D printing of reconfigurable metamaterials and devices. Commun. Mater. 2021, 2, 56. [Google Scholar] [CrossRef]
- Teoh, J.E.M.; An, J.; Feng, X.; Zhao, Y.; Chua, C.K.; Liu, Y. Design and 4D printing of cross-folded origami structures: A preliminary investigation. Materials 2018, 11, 376. [Google Scholar] [CrossRef]
- Isaac, C.W.; Duddeck, F. Recent progress in 4D printed energy-absorbing metamaterials and structures. Virtual Phys. Prototyp. 2023, 18, e2197436. [Google Scholar] [CrossRef]
- Isaac, C.W.; Ezekwem, C. A review of the crashworthiness performance of energy absorbing composite structure within the context of materials, manufacturing and maintenance for sustainability. Compos. Struct. 2021, 257, 113081. [Google Scholar] [CrossRef]
- Alshahrani, H.; Ahmed, A. Enhancing Impact Energy Absorption, Flexural and Crash Performance Properties of Automotive Composite Laminates by Adjusting the Stacking Sequences Layup. Polymers 2021, 13, 3404. [Google Scholar] [CrossRef] [PubMed]
- Junchuan, V.; Thinvongpituk, C. The Influence of Fiber Orientation and Stacking Sequence on the Crush Behavior of Hybrid AL/GFRP Tubes under Axial Impact. Mater. Trans. 2020, 61, 1322–1331. [Google Scholar] [CrossRef]
- Lebaupin, Y.; Hoang, T.; Chauvin, M.; Touchard, F. Influence of the stacking sequence on the low-energy impact resistance of flax/PA11 composite. J. Compos. Mater. 2019, 53, 3187–3198. [Google Scholar] [CrossRef]
- Xu, S.; Li, W.; Li, L.; Li, T.; Ma, C. Crashworthiness Design and Multi-Objective Optimization for Bio-Inspired Hierarchical Thin-Walled Structures. Comput. Model. Eng. Sci. 2021, 5, 19. [Google Scholar] [CrossRef]
- Bahramian, N.; Khalkhali, A. Crashworthiness topology optimization of thin-walled square tubes, using modified Bidirectional Evolutionary Structural Optimization approach. Thin-Walled Struct. 2020, 147, 106524. [Google Scholar] [CrossRef]
- ASTM D695-15; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2015.
- Luo, H.; Zhang, D.; He, Z.; Li, X.; Li, Z. Experimental investigation of the quasi-static and dynamic axial crushing behavior of carbon/glass epoxy hybrid composite tubes. Mater. Today Commun. 2021, 26, 101941. [Google Scholar] [CrossRef]
- Strohrmann, K.; Schmeer, S.; Fortin, G.; Hamada, H.; Hajek, M. Crashworthiness characteristics of carbon-flax composite tubes for aerospace applications. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Chen, D.; Sun, X.; Li, B.; Liu, Y.; Zhu, T.; Xiao, S. On Crashworthiness and Energy-Absorbing Mechanisms of Thick CFRP Structures for Railway Vehicles. Polymers 2022, 14, 4795. [Google Scholar] [CrossRef] [PubMed]
- Jackson, A.; David, M.; Gunnion, A.; Kelly, D.; Dutton, S. Dynamic & quasi-static crush testing of closed carbon-fibre/epoxy elements. In Proceedings of the 27th International Congress of the Aeronautical Sciences, Nice, France, 19–24 September 2010; Volume 3. [Google Scholar]
- Bambach, M.R. Direct Comparison of the Structural Compression Characteristics of Natural and Synthetic Fiber-Epoxy Composites: Flax, Jute, Hemp, Glass and Carbon Fibers. Fibers 2020, 8, 62. [Google Scholar] [CrossRef]
- Assarar, M.; Zouari, W.; Sabhi, H.; Ayad, R.; Berthelot, J.M. Evaluation of the damping of hybrid carbon–flax reinforced composites. Compos. Struct. 2015, 132, 148–154. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.E.; Månson, J.A.E. Dynamic mechanical properties of epoxy/flax fibre composites. J. Reinf. Plast. Compos. 2014, 33, 1625–1633. [Google Scholar] [CrossRef]
- Ahmed, S.; Ulven, C.A. Dynamic In-Situ Observation on the Failure Mechanism of Flax Fiber through Scanning Electron Microscopy. Fibers 2018, 6, 17. [Google Scholar] [CrossRef]
- Shah, D.; Schubel, P.; Clifford, M.; Licence, P. The tensile behavior of off-axis loaded plant fiber composites: An insight on the nonlinear stress-strain response. Polym. Compos. 2012, 33, 1494–1504. [Google Scholar] [CrossRef]
- Djafari Petroudy, S. Physical and mechanical properties of natural fibers. In Advanced High Strength Natural Fibre Composites in Construction; Fan, M., Fu, F., Eds.; Woodhead Publishing: Cambridge, UK, 2017; pp. 59–83. [Google Scholar] [CrossRef]
- Hu, X.P.; Hsieh, Y.L. Crystalline structure of developing cotton fibers. J. Polym. Sci. Part B Polym. Phys. 1996, 34, 1451–1459. [Google Scholar] [CrossRef]
- Ataollahi, S.; Taher, S.; Eshkoor, R.; Ariffin, A.; Azhari, C. Energy absorption and failure response of silk/epoxy composite square tubes. Compos. Part B 2012, 43, 542–548. [Google Scholar] [CrossRef]
- Bachchan, A.A.; Das, P.P.; Chaudhary, V. Effect of moisture absorption on the properties of natural fiber reinforced polymer composites: A review. Mater. Today Proc. 2022, 49, 3403–3408. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, T.; Wang, X.; Zheng, Y.; Zheng, J.; Song, G.; Liu, S. Recent Progress on Moisture Absorption Aging of Plant Fiber Reinforced Polymer Composites. Polymers 2023, 15, 4121. [Google Scholar] [CrossRef] [PubMed]
- Gbadeyan, O.; Adali, S.; Glen, B.; Sithole, B. Nanofiller/Natural Fiber Filled Polymer Hybrid Composite: A Review. J. Eng. Sci. Technol. Rev. 2021, 14, 61–74. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Raj Raj, S.S.; Dhas, J.E.R.; Jesuthanam, C. Challenges on machining characteristics of natural fiber-reinforced composites—A review. J. Reinf. Plast. Compos. 2021, 40, 41–69. [Google Scholar] [CrossRef]
- Ho, M.p.; Wang, H.; Lee, J.H.; Ho, C.k.; Lau, K.t.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Toupe, J.; Désiré, C.Y.; Trokourey, A.; Rodrigue, D. Optimizing the Performance of Natural Fiber Reinforced Plastics Composites: Influence of Combined Optimization Paths on Microstructure and Mechanical Properties. Polym. Polym. Compos. 2015, 23, 535–544. [Google Scholar] [CrossRef]
- Tsaliki, E.; Loison, R.; Kalivas, A.; Panoras, I.; Grigoriadis, I.; Traore, A.; Gourlot, J.P. Cotton Cultivation in Greece under Sustainable Utilization of Inputs. Sustainability 2024, 16, 347. [Google Scholar] [CrossRef]
- Mache, A.; Deb, A.; Gunti, R.S. Predictive modeling of jute-polyester composite tubes for impact performance: A comprehensive finite element analysis approach. Polym. Compos. 2024, 45, 2171–2188. [Google Scholar] [CrossRef]
- Oshkovr, S.; Taher, S.; Oshkour, A.; Ariffin, A.; Azhari, C. Finite element modelling of axially crushed silk/epoxy composite square tubes. Compos. Struct. 2013, 95, 411–418. [Google Scholar] [CrossRef]





| Matrix | Density [g/cm3] | Young’s Modulus [GPa] | Tensile Strength [MPa] | Elongation at Break [%] |
|---|---|---|---|---|
| HDPE | 0.95–0.97 | 0.55–1.1 | 20–37 | 10–1200 |
| PLA | 1.21 | 3.3 | 30 | 2.5 |
| Material | L1/t | L [mm] | SEA [J/g] | CFE | Reference |
|---|---|---|---|---|---|
| Ct/E | 81 | 100 | 2.1 | ∼0.5 | [53] |
| J/E | 13 | 100 | 22.3–31.3 | 0.6–0.8 | [51] |
| K/E | 8 | 350 | 22.4 | 0.46 | [52] |
| R/E | 47 | 50 | 4.2–4.8 | 0.2 | [50] |
| S/E | 47 | 50–120 | 4.0–5.3 | 0.4 | [48,49] |
| C/E | 28 | 100 | 77.0 | ∼0.7 | [54] |
| C/E | 12 | 100 | 74.2 | ∼0.7 | [36] |
| Material | α | h [mm] | SEA [J/g] | Reference |
|---|---|---|---|---|
| Cc/P | 0°, 12°, 24°, 36°, 48°, 60° | 100 | 0.1–0.6 | [59] |
| Cc/P | 5°, 10°, 20° | 110 | ∼2.0–9.0 | [62] |
| Ct/E | 5°, 10°, 20° | 110 | ∼6.0–12.0 | [61] |
| F-G/P | 30° | 110 | ∼20.4 | [61] |
| OP/E | 0°, 6°, 12°, 18° | 100 | 3.4–6.7 | [58] |
| OP/P | 0°, 12°, 24°, 36°, 48°, 60° | 100 | 0.4–0.6 | [59] |
| C/E | 0°, 6°, 12°, 18° | 100 | 23.0–29.0 | [58] |
| C/E | 0°, 5°, 10°, 15° | 110 | 36.4–87.4 | [63] |
| G/E | 0°, 5°, 10°, 15° | 110 | 32.6–77.4 | [63] |
| Material | Trigger | Foam | SEA [J/g] | Reference |
|---|---|---|---|---|
| F/E | No | No | 17.0–26.3 | [24] |
| No | PU | 18.4–28.7 | [24] | |
| 45° bevel | PU | 18.1–28.8 | [24] | |
| Bb/E | No | No | 1.2–4.0 | [47] |
| No | PU | 0.7–4.6 | [47] | |
| G/E | No | PU | 14.5 | [45] |
| No | PMA | 9.1 | [45] | |
| C/E | No | No | 46.3–48.3 | [46] |
| No | PVC | 35.2–46.5 | [46] | |
| No | Al | 28.2–40.3 | [46] | |
| G/P | No | PU | 17.0 | [44] |
| 45° bevel | PU | 14.8–19.7 | [33] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Capretti, M.; Del Bianco, G.; Giammaria, V.; Boria, S. Natural Fibre and Hybrid Composite Thin-Walled Structures for Automotive Crashworthiness: A Review. Materials 2024, 17, 2246. https://doi.org/10.3390/ma17102246
Capretti M, Del Bianco G, Giammaria V, Boria S. Natural Fibre and Hybrid Composite Thin-Walled Structures for Automotive Crashworthiness: A Review. Materials. 2024; 17(10):2246. https://doi.org/10.3390/ma17102246
Chicago/Turabian StyleCapretti, Monica, Giulia Del Bianco, Valentina Giammaria, and Simonetta Boria. 2024. "Natural Fibre and Hybrid Composite Thin-Walled Structures for Automotive Crashworthiness: A Review" Materials 17, no. 10: 2246. https://doi.org/10.3390/ma17102246
APA StyleCapretti, M., Del Bianco, G., Giammaria, V., & Boria, S. (2024). Natural Fibre and Hybrid Composite Thin-Walled Structures for Automotive Crashworthiness: A Review. Materials, 17(10), 2246. https://doi.org/10.3390/ma17102246