
Experimental Study on Performance Optimization of Grouting Backfill Material Based on Mechanically Ground Coal Gangue Utilizing Urea and Quicklime



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
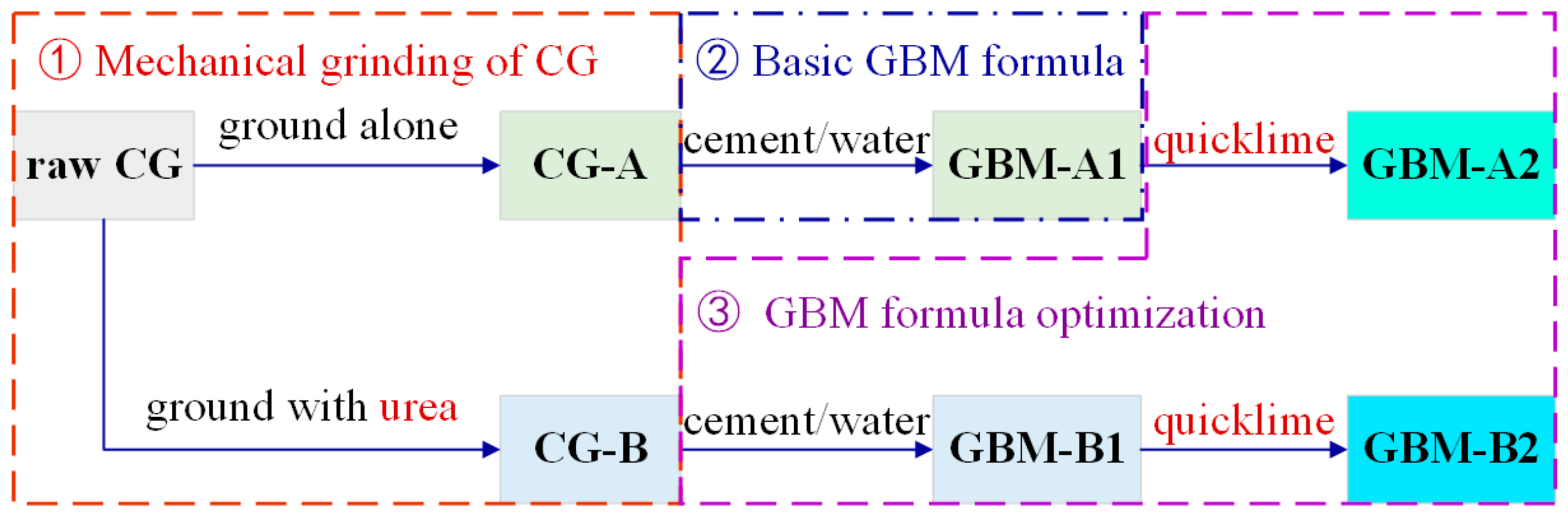
2.2. Research Protocol of CG-Based Grouting Backfill Materials (GBMs)
2.3. Materials Preparation
2.3.1. Grinding Procedure of CG
2.3.2. Preparation of GBM Specimens
2.4. Characterization Methods
2.4.1. Size Distribution and Chemical Composition of CG
2.4.2. Bleeding Rate and Slump Flow of GBM Slurry
2.4.3. Surface Tension of Aqueous Solution
2.4.4. UCS of Hardened GBM Specimen
3. Results and Discussion
3.1. CG Structural Transitions during Mechanical Grinding
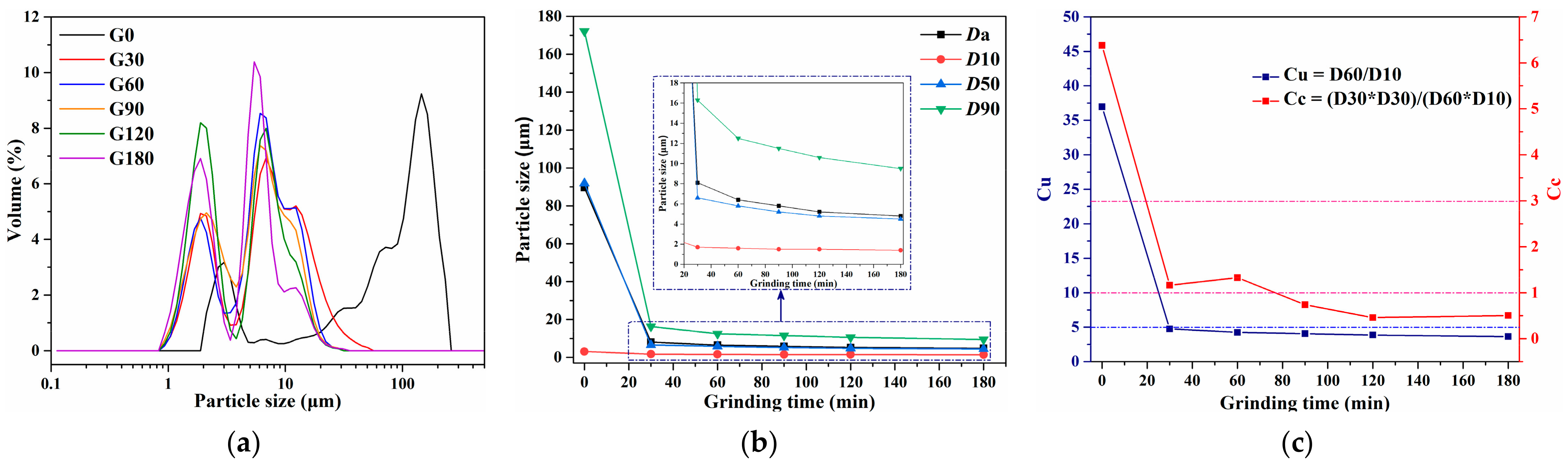
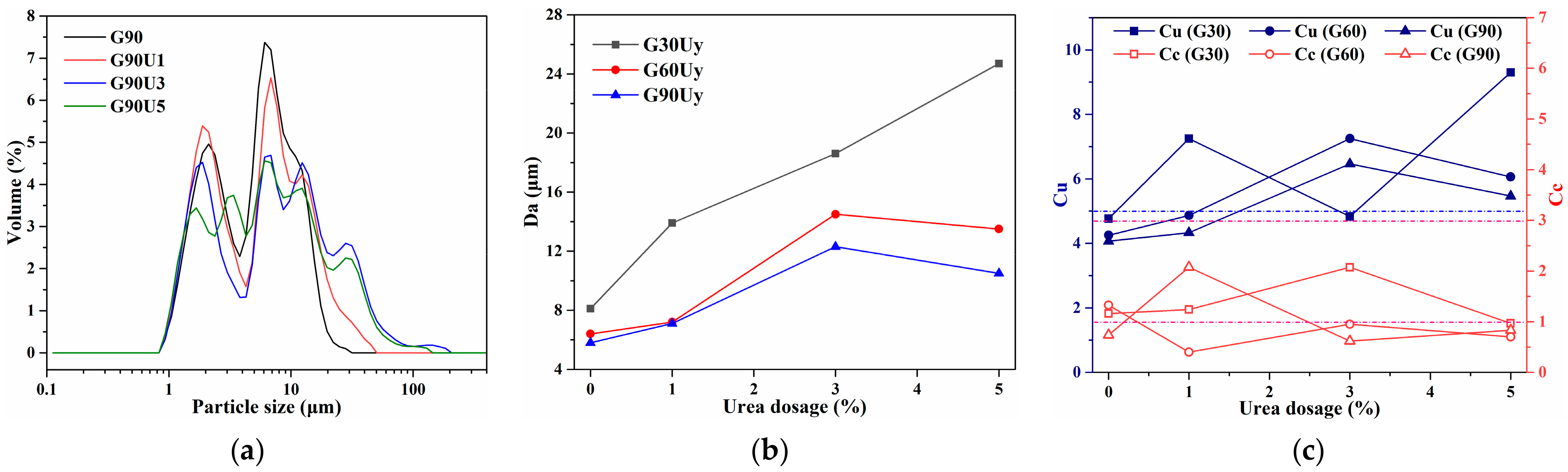
3.1.1. Size Distribution
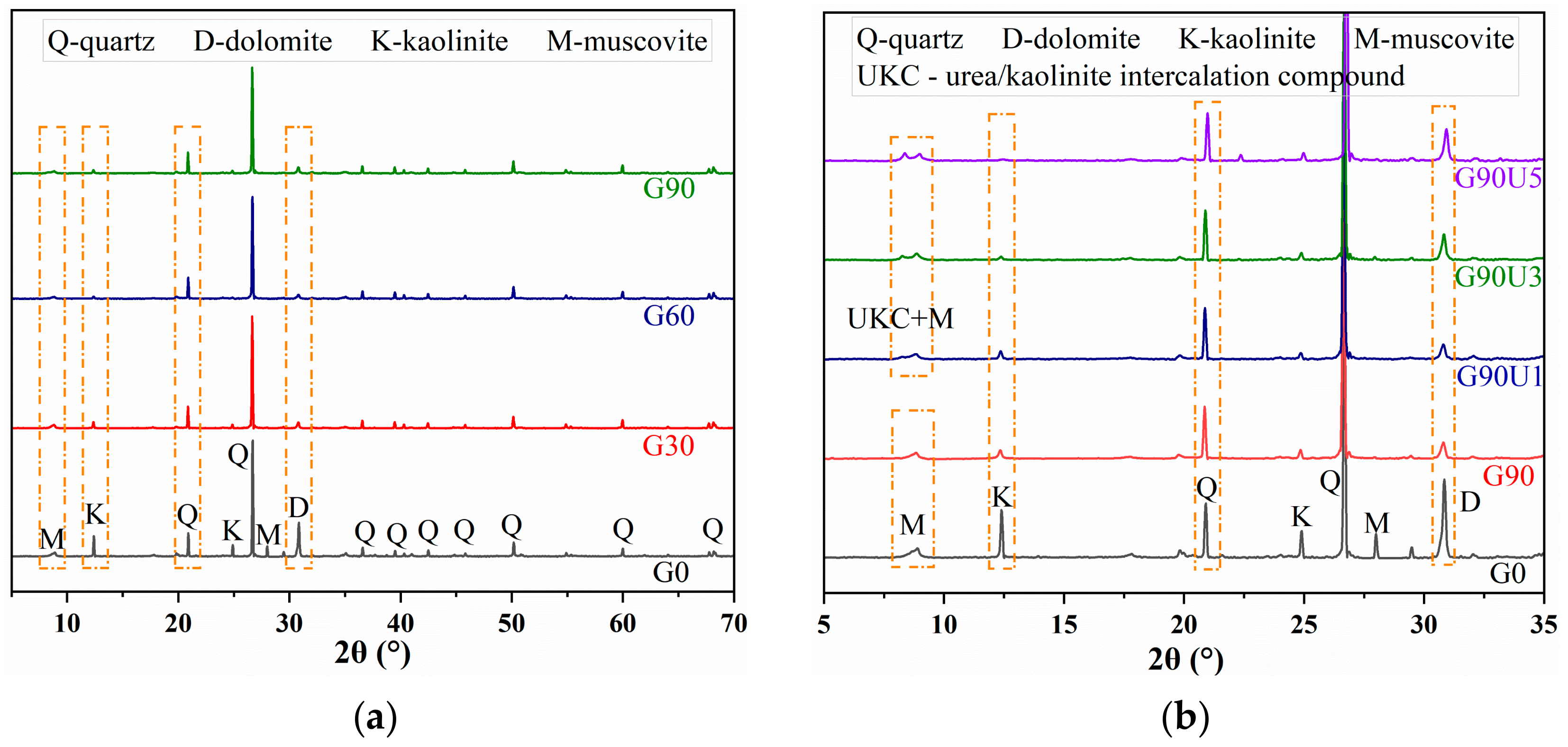
3.1.2. Phase Component
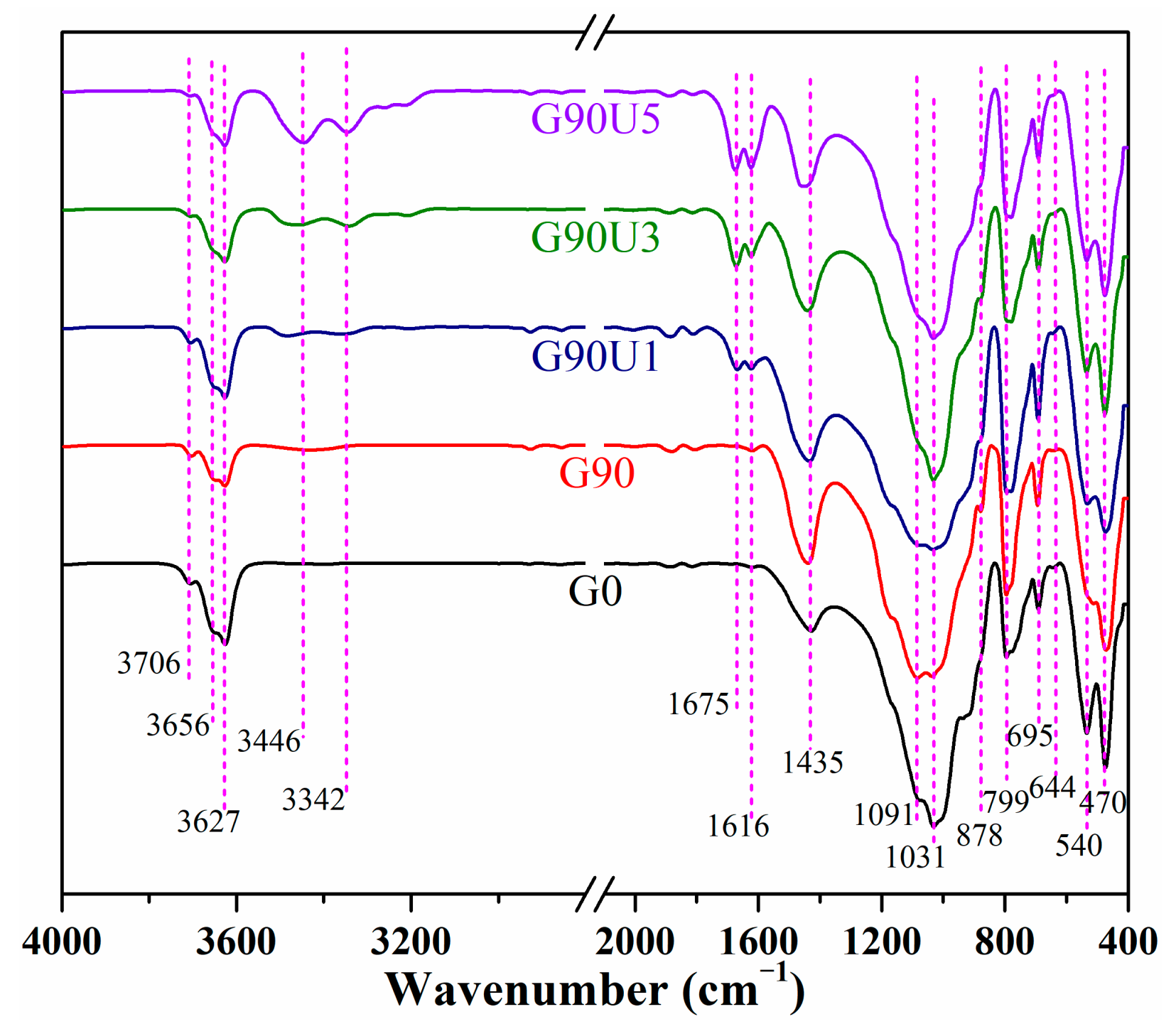
3.1.3. Chemical Bond
3.2. Transportability of GBM Slurries
3.2.1. GBM-A1 Formulation
3.2.2. GBM-B1 Formulation
3.2.3. GBM-A2 and GBM-B2 Formulations
3.3. UCS of Hardened GBM Specimens
3.3.1. GBM-A1 Formulation
3.3.2. GBM-B1 Formulation
3.3.3. GBM-A2 and GBM-B2 Formulations
4. Comprehensive Evaluation of CG-Based GBMs
4.1. Activation Efficiency of Ball Grinding
4.2. Workability and Strength of GBM
- (1)
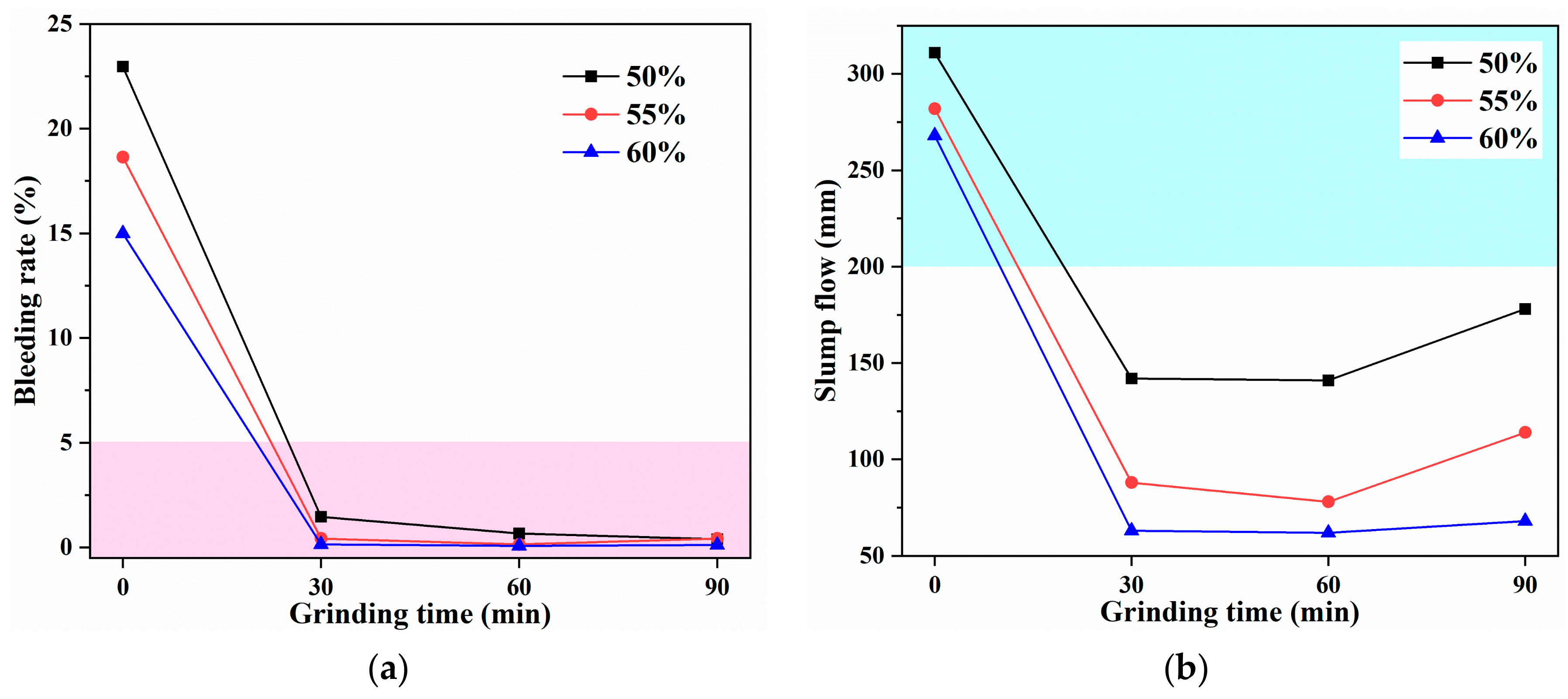
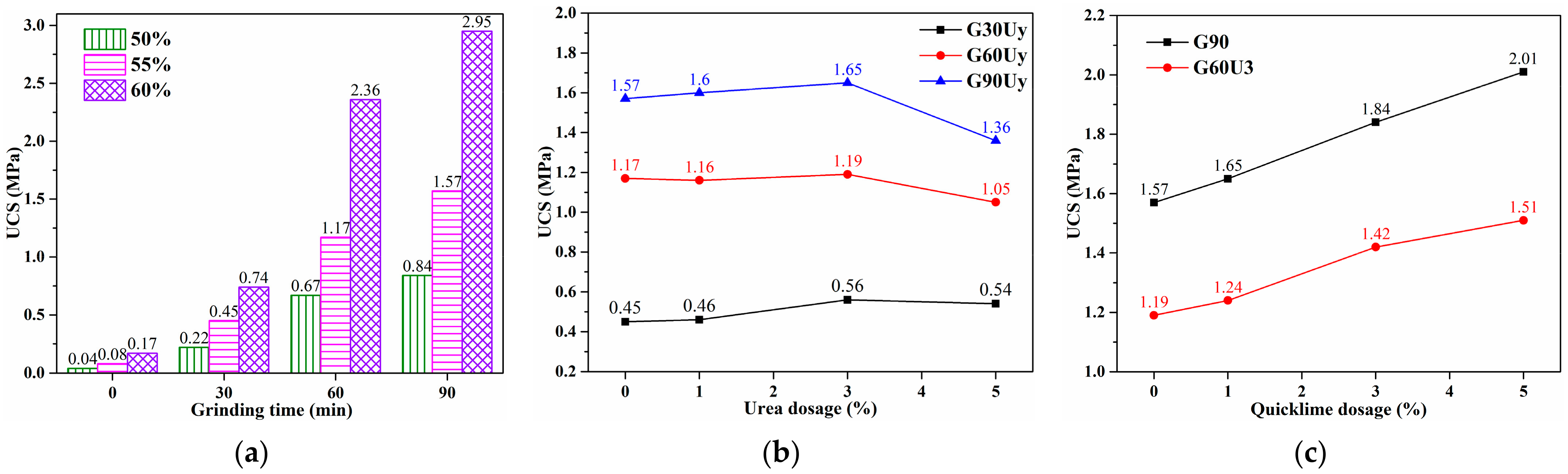
- GBM using raw CG power (G0) with a solid content of 85% at 50~60 wt% exhibited excess bleeding water of 15~23% and inferior seven-day UCS of 0.04~0.17 MPa. It shows that raw CG without grinding treatment has a poor capacity for water retention and suspension. Moreover, fine grit, as well as the inert property of raw CG powder, are beneficial for neither constructive support nor cementitious matrix.
- (2)
- GBM-A1 using Gx obtained by grinding had a reduced slump flow of 62~178 mm and improved seven-day UCS of 0.22~2.95 MPa. Meanwhile, G90-based GBM-A2 with quicklime addition appeared to further decline slump flow and improve UCS. The decline in slump flow suggests that increased water absorption by refined grit and additional water consumption by quicklime hydration hinder slurry flow and extension. The strength increment could be interpreted by the enhanced reactivity of ground CG powder to offer cementitious products via a pozzolanic reaction with CH supplied by cement and quicklime hydration.
- (3)
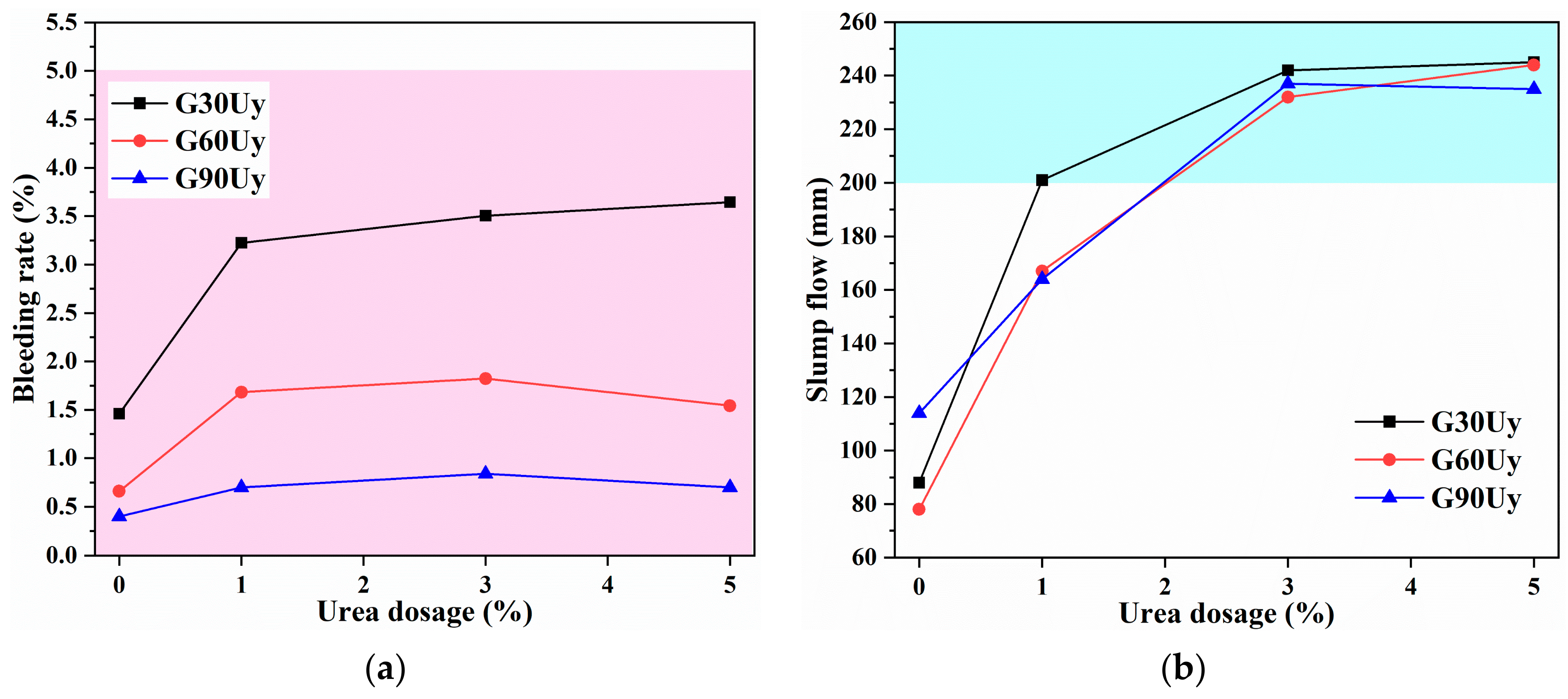
- GBM-B1 using GxUy prepared by grinding with urea of 3~5% exhibited excellent transportability with bleeding water below 5% and maximal slump flow of 232~245 mm. It is possibly due to decreased water absorption on the CG surface and the release of water encapsulated in hydrated cement particles. The urea/kaolinite intercalation compound (UKC) formed via HB interaction during grinding, leading to an increase in interlayer space, favoring the slip of the crystal layer and, thus, the rheological property of GBM slurry. However, urea appeared to have a negligible or even adverse effect on strength development. This might be caused by both the weakened refining effect on CG particles and the delaying effect on cement hydration.
- (4)
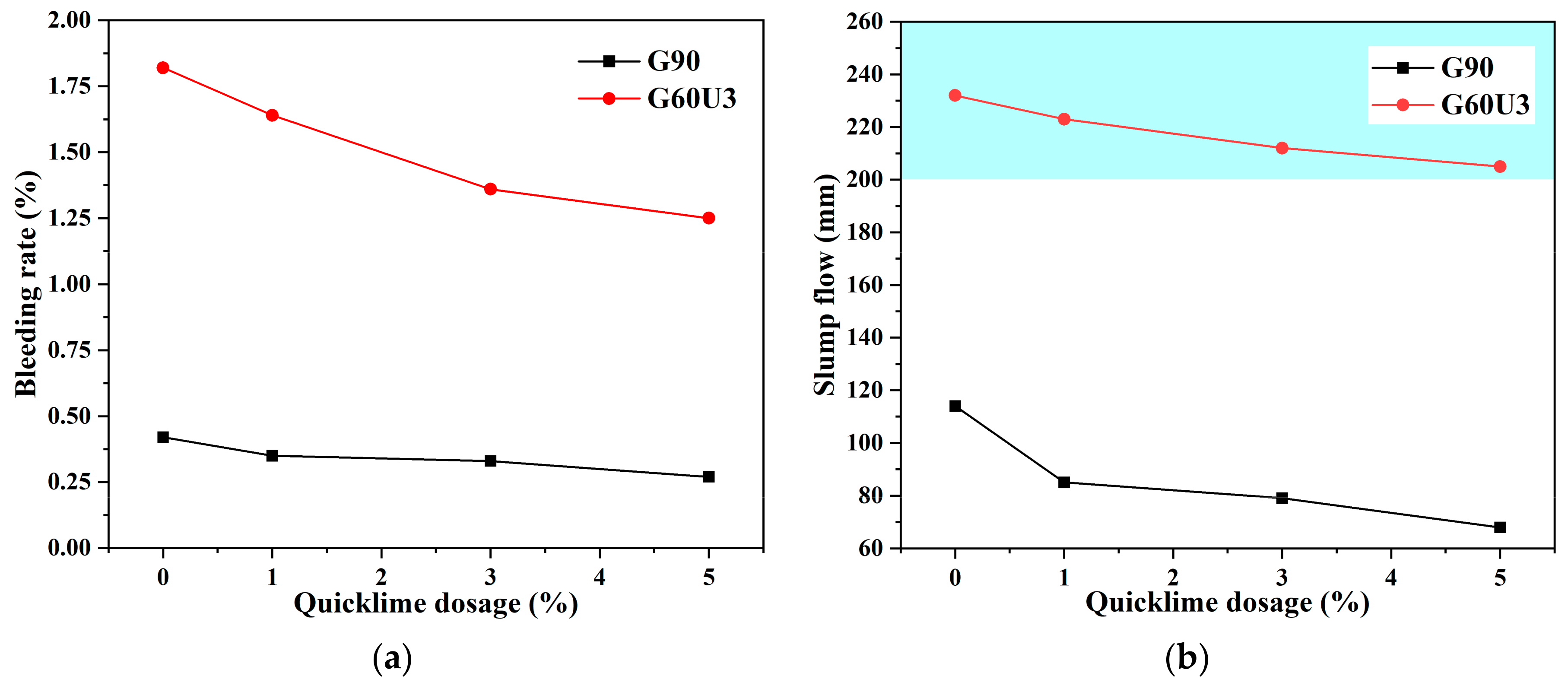
- G60U3-based GBM-B2 with 5% quicklime provided a stable and smooth slurry with a bleeding rate of 1.25%, a slump flow of 205 mm, and a hardened body with a seven-day UCS of 1.51 MPa. The quicklime addition helps to compensate for the UCS loss of GxUy-based GBMs in comparison with Gx-based counterparts.
4.3. Economic Cost
= 142.8 + 67.5 + 53.55 + 13.6 = 277.45 (RMB/t)
5. Conclusions
- (1)
- Mechanical grinding under ambient conditions supplies an effective pathway to activate CG for its disposal and functional applications. It was found that ball grinding for 30~90 min effectively decreased CG particle size and even induced obvious crystal deformation of dolomite and kaolinite.
- (2)
- The incorporation of urea and quicklime provides a promising strategy to offer CG-based GBMs with both transportability and strength acceptable to grouting backfilling applications in mining-induced overburden bed separation or mined-out areas with caving rocks. G60U3-based GBM-B2 with 5% quicklime provided a stable and smooth slurry with a bleeding rate of 1.25%, a slump flow of 205 mm, and a hardened body with a seven-day UCS of 1.51 MPa.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CG | coal gangue |
| Da | average diameter |
| DN | diameter when cumulative distribution reaching N% |
| FTIR | Fourier transform infrared spectroscopy |
| GBM | grouting backfill material |
| HB | hydrogen bonding |
| SP | superplasticizer |
| UCS | uniaxial compressive strength |
| XRD | x-ray diffraction |
| Gx | CG powder obtained by grinding for x min without admixtures |
| GxUy | CG powder obtained by grinding for x min with y% urea |
| CH | calcium hydroxide [Ca(OH)2] |
References
- Li, X.; Yang, S.; Wang, Y.; Nie, W.; Liu, Z. Macro-Micro Response Characteristics of Surrounding Rock and Overlying Strata towards the Transition from Open-Pit to Underground Mining. Geofluids 2021, 2021, 5582218. [Google Scholar] [CrossRef]
- Jena, S.K.; Lokhande, R.D.; Pradhan, M.; Kumar, N. Development of a model to estimate strata behavior during bord and pillar extraction in underground coal mining. Arabian J. Geosci. 2019, 12, 242. [Google Scholar] [CrossRef]
- Ma, D.; Zhang, J.; Duan, H.; Huang, Y.; Li, M.; Sun, Q.; Zhou, N. Reutilization of gangue wastes in underground backfilling mining: Overburden aquifer protection. Chemosphere 2021, 264, 128400. [Google Scholar] [CrossRef] [PubMed]
- Xuan, D.; Xu, J. Longwall surface subsidence control by technology of isolated overburden grout injection. Int. J. Min. Sci. Technol. 2017, 27, 813–818. [Google Scholar] [CrossRef]
- Chen, S.; Yin, D.; Cao, F.; Liu, Y.; Ren, K. An overview of integrated surface subsidence-reducing technology in mining areas of China. Nat. Hazards 2016, 81, 1129–1145. [Google Scholar] [CrossRef]
- Huang, W.; Li, H.; Sun, G.; Jiang, D.; Gao, Y. Performance Research of Materials and Engineering Application of Overburden Strata Separation-Zone Grouting Technology. Adv. Mater. Sci. Eng. 2022, 2022, 3513993. [Google Scholar] [CrossRef]
- Sun, X.; Liu, H.; Tian, Z.; Ma, Y.; Wang, Z.; Fan, H. Feasibility and economic evaluation of grouting materials containing binary and ternary industrial waste. Constr. Build. Mater. 2021, 274, 122021. [Google Scholar] [CrossRef]
- Shu, B.; Zhou, M.; Yang, T.; Li, Y.; Song, P.; Chen, A.; Barbieri, D.M. Performance study and engineering application of grouting materials with a large content of solid waste. Constr. Build. Mater. 2021, 312, 125464. [Google Scholar] [CrossRef]
- Zhang, C.; Fu, J.; Yang, J.; Ou, X.; Ye, X.; Zhang, Y. Formulation and performance of grouting materials for underwater shield tunnel construction in karst ground. Constr. Build. Mater. 2018, 187, 327–338. [Google Scholar] [CrossRef]
- Pascual-Muñoz, P.; Indacoechea-Vega, I.; Zamora-Barraza, D.; Castro-Fresno, D. Experimental analysis of enhanced cement-sand-based geothermal grouting materials. Constr. Build. Mater. 2018, 185, 481–488. [Google Scholar] [CrossRef]
- Li, J.; Wang, J. Comprehensive utilization and environmental risks of coal gangue: A review. J. Clean. Prod. 2019, 239, 117946. [Google Scholar] [CrossRef]
- Song, W.; Zhang, J.; Li, M.; Yan, H.; Zhou, N.; Yao, Y.; Guo, Y. Underground Disposal of Coal Gangue Backfill in China. Appl. Sci. 2022, 12, 12060. [Google Scholar] [CrossRef]
- Kongar-Syuryun, C.; Aleksakhin, A.; Khayrutdinov, A.; Tyulyaeva, Y. Research of rheological characteristics of the mixture as a way to create a new backfill material with specified characteristics. Mater. Today Proc. 2021, 38, 2052–2054. [Google Scholar] [CrossRef]
- Ermolovich, E.A.; Ivannikov, A.L.; Khayrutdinov, M.M.; Kongar-Syuryun, C.B.; Tyulyaeva, Y.S. Creation of a Nanomodified Backfill Based on the Waste from Enrichment of Water-Soluble Ores. Materials 2022, 15, 3689. [Google Scholar] [CrossRef]
- Łupieżowiec, M.; Rybak, J.; Różański, Z.; Dobrzycki, P.; Jędrzejczyk, W. Design and Construction of Foundations for Industrial Facilities in the Areas of Former Post-Mining Waste Dumps. Energies 2022, 15, 5766. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, Y.; Hao, Y. Experimental Study and Application of Rheological Properties of Coal Gangue-Fly Ash Backfill Slurry. Processes 2020, 8, 284. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, S. Experimental Investigation on Mechanical Properties of In Situ Cemented Paste Backfill Containing Coal Gangue and Fly Ash. Adv. Civ. Eng. 2020, 2020, 7964267. [Google Scholar] [CrossRef]
- Zhang, J.; Li, M.; Taheri, A.; Zhang, W.; Wu, Z.; Song, W. Properties and Application of Backfill Materials in Coal Mines in China. Minerals 2019, 9, 53. [Google Scholar] [CrossRef]
- Zhang, Y.; Ling, T.-C. Reactivity activation of waste coal gangue and its impact on the properties of cement-based materials—A review. Constr. Build. Mater. 2020, 234, 117424. [Google Scholar] [CrossRef]
- Shi, X.; Cai, Q.; Qi, C.; Zhang, L.; Lu, X.; Zhou, W.; Zhao, B. Co-utilization of reactivated cement pastes with coal gangue. Constr. Build. Mater. 2021, 270, 121423. [Google Scholar] [CrossRef]
- Cheng, Y.; Hongqiang, M.; Hongyu, C.; Jiaxin, W.; Jing, S.; Zonghui, L.; Mingkai, Y. Preparation and characterization of coal gangue geopolymers. Constr. Build. Mater. 2018, 187, 318–326. [Google Scholar] [CrossRef]
- Zhao, Y.; Qiu, J.; Ma, Z.; Sun, X. Eco-friendly treatment of coal gangue for its utilization as supplementary cementitious materials. J. Clean. Prod. 2021, 285, 124834. [Google Scholar] [CrossRef]
- Guo, Y.; Yan, K.; Cui, L.; Cheng, F. Improved extraction of alumina from coal gangue by surface mechanically grinding modification. Powder Technol. 2016, 302, 33–41. [Google Scholar] [CrossRef]
- Koshy, N.; Dondrob, K.; Hu, L.; Wen, Q.; Meegoda, J.N. Synthesis and characterization of geopolymers derived from coal gangue, fly ash and red mud. Constr. Build. Mater. 2019, 206, 287–296. [Google Scholar] [CrossRef]
- Zhang, W.; Dong, C.; Huang, P.; Sun, Q.; Li, M.; Chai, J. Experimental Study on the Characteristics of Activated Coal Gangue and Coal Gangue-Based Geopolymer. Energies 2020, 13, 2504. [Google Scholar] [CrossRef]
- Huang, G.; Ji, Y.; Li, J.; Hou, Z.; Dong, Z. Improving strength of calcinated coal gangue geopolymer mortars via increasing calcium content. Constr. Build. Mater. 2018, 166, 760–768. [Google Scholar] [CrossRef]
- Li, J.; Liu, Y.; Li, S.; Song, Y. Experimental Investigation of Synchronous Grouting Material Prepared with Different Mineral Admixtures. Materials 2022, 15, 1260. [Google Scholar] [CrossRef]
- Zhou, N.; Zhang, J.; Ouyang, S.; Deng, X.; Dong, C.; Du, E. Feasibility study and performance optimization of sand-based cemented paste backfill materials. J. Clean. Prod. 2020, 259, 120798. [Google Scholar] [CrossRef]
- Zhang, X.-B.; Fang, Z.; Deng, S.-C.; Cheng, K.; Qin, Y.-H. Additional water use influencing strength and fluidity of recycled concrete. J. Cent. South Univ. Technol. 2008, 15, 221–224. [Google Scholar] [CrossRef]
- Zhang, J.; Deng, H.; Taheri, A.; Deng, J.; Ke, B. Effects of Superplasticizer on the Hydration, Consistency, and Strength Development of Cemented Paste Backfill. Minerals 2018, 8, 381. [Google Scholar] [CrossRef]
- Guo, Z.; Qiu, J.; Jiang, H.; Zhang, S.; Ding, H. Improving the performance of superfine-tailings cemented paste backfill with a new blended binder. Powder Technol. 2021, 394, 149–160. [Google Scholar] [CrossRef]
- Yu, P.; Pang, H.; Huang, J.; Meng, Y.; Huang, H.; Li, S.; Liao, B.; Liang, L. Synthesis and rapid cement hardening evaluation of polycarboxylate superplasticizers incorporating ester groups in their backbone chain. J. Appl. Polym. Sci. 2020, 137, 48989. [Google Scholar] [CrossRef]
- Fang, Y.; Wang, X.; Jia, L.; Liu, C.; Zhao, Z.; Chen, C.; Zhang, Y. Synergistic effect of polycarboxylate superplasticizer and silica fume on early properties of early high strength grouting material for semi-flexible pavement. Constr. Build. Mater. 2022, 319, 126065. [Google Scholar] [CrossRef]
- Jin, J.; Qin, Z.; Zuo, S.; Feng, J.; Sun, Q. The Role of Rheological Additives on Fresh and Hardened Properties of Cemented Paste Backfill. Materials 2022, 15, 3006. [Google Scholar] [CrossRef]
- Pilehvar, S.; Arnhof, M.; Pamies, R.; Valentini, L.; Kjøniksen, A.-L. Utilization of urea as an accessible superplasticizer on the moon for lunar geopolymer mixtures. J. Clean. Prod. 2020, 247, 119177. [Google Scholar] [CrossRef]
- Zhu, X.; Yan, C.; Chen, J. Application of urea-intercalated kaolinite for paper coating. Appl. Clay Sci. 2012, 55, 114–119. [Google Scholar] [CrossRef]
- Mellot, G.; Guigner, J.-M.; Bouteiller, L.; Stoffelbach, F.; Rieger, J. Templated PISA: Driving Polymerization-Induced Self-Assembly towards Fibre Morphology. Angew. Chem. Int. Ed. 2019, 58, 3173–3177. [Google Scholar] [CrossRef]
- Celleno, L. Topical urea in skincare: A review. Dermatol. Ther. 2018, 31, e12690. [Google Scholar] [CrossRef]
- Beig, B.; Niazi, M.B.K.; Jahan, Z.; Hussain, A.; Zia, M.H.; Mehran, M.T. Coating materials for slow release of nitrogen from urea fertilizer: A review. J. Plant Nutr. 2020, 43, 1510–1533. [Google Scholar] [CrossRef]
- Hu, X.; Zhu, J.; Li, J.; Wu, Q. Urea Electrooxidation: Current Development and Understanding of Ni-Based Catalysts. ChemElectroChem 2020, 7, 3211–3228. [Google Scholar] [CrossRef]
- Zhang, S.; Yang, L.; Qiu, J.; Hou, C.; Guo, Z. Fluidity and strength behaviors of cemented foam backfill: Effect of particle size distribution and foaming agent dosage. Bull. Eng. Geol. Environ. 2021, 80, 3177–3191. [Google Scholar] [CrossRef]
- Li, C.; Li, X.; Li, S.; Guan, D.; Xiao, C.; Lei, Y.; Soloveva, V.Y.; Dalerjon, H.; Qin, P.; Liu, X. Study on Self-Leveling of Foamed Concrete for Long-Distance-Tunnel-Gas-Pipeline Backfill. Polymers 2022, 14, 2886. [Google Scholar] [CrossRef] [PubMed]
- Sangwong, N.; Suwan, M.; Supothina, S. Effect of calcination temperature and dolomite or Al2O3 doping on properties of NIR–reflective CoFe2O4 black pigment. Mater. Today. Proc. 2019, 17, 1595–1601. [Google Scholar] [CrossRef]
- Samtani, M.; Skrzypczak-Janktun, E.; Dollimore, D.; Alexander, K. Thermal analysis of ground dolomite, confirmation of results using an X-ray powder diffraction methodology. Thermochim. Acta 2001, 367–368, 297–309. [Google Scholar] [CrossRef]
- Li, B.; Du, G.; Li, Q.; Liao, J.; Xue, Q. Mechano-chemical Effects of Dolomite in Superfine Grinding by Ball-stirring Mill in Wet. China Powder Sci. Technol. 2011, 17, 46–48,51. [Google Scholar]
- Lei, L.; Plank, J. A study on the impact of different clay minerals on the dispersing force of conventional and modified vinyl ether based polycarboxylate superplasticizers. Cem. Concr. Res. 2014, 60, 1–10. [Google Scholar] [CrossRef]
- Roshanravan, B.; Mahmoud Soltani, S.; Mahdavi, F.; Abdul Rashid, S.; Khanif Yusop, M. Preparation of encapsulated urea-kaolinite controlled release fertiliser and their effect on rice productivity. Chem. Speciat. Bioavailab. 2014, 26, 249–256. [Google Scholar] [CrossRef]
- Makó, É.; Kovács, A.; Kristóf, T. Influencing parameters of direct homogenization intercalation of kaolinite with urea, dimethyl sulfoxide, formamide, and N-methylformamide. Appl. Clay Sci. 2019, 182, 105287. [Google Scholar] [CrossRef]
- Sempeho, S.I.; Kim, H.T.; Mubofu, E.; Pogrebnoi, A.; Shao, G.; Hilonga, A. Encapsulated Urea-Kaolinite Nanocomposite for Controlled Release Fertilizer Formulations. J. Chem. 2015, 2015, 237397. [Google Scholar] [CrossRef]
- Liu, T.; Qu, H.; Tian, J.; He, S.; Su, Y.; Su, H. Preparation of Organic-Free Two-Dimensional Kaolinite Nanosheets by In Situ Interlayer Fenton Reaction. ChemistrySelect 2019, 4, 11604–11608. [Google Scholar] [CrossRef]
- Liu, X.; Wang, P. Hydration process and properties difference of activated coal gangue cement and fly ash cement. J. Build. Mater. 2010, 13, 371–375. [Google Scholar]
- Zhang, W.; Jiang, S.; Qin, T.; Sun, J.; Dong, C.; Hu, Q. Effect of Ionic Liquid Surfactants on Coal Oxidation and Structure. J. Anal. Methods Chem. 2019, 2019, 1868265. [Google Scholar] [CrossRef]
- Xiong, L.; Zhang, Z.; Wan, Z.; Zhang, Y.; Wang, Z.; Lv, J. Optimization of Grouting Material Mixture Ratio Based on Multi-Objective Optimization and Multi-Attribute Decision-Making. Sustainability 2022, 14, 399. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GBM Series | CG Powder 1 | Solid Concentration (wt%) 2 | Urea Dosage (%) 3 | Quicklime Dosage (%) 4 |
|---|---|---|---|---|
| Control group | G0 | 50, 55, 60 | 0 | 0 |
| GBM-A1 | G30 | 50, 55, 60 | 0 | 0 |
| G60 | 50, 55, 60 | 0 | 0 | |
| G90 | 50, 55, 60 | 0 | 0 | |
| GBM-A2 | G90 | 55 | 0 | 1, 3, 5 |
| GBM-B1 | G30Uy | 55 | 1, 3, 5 | 0 |
| G60Uy | 55 | 1, 3, 5 | 0 | |
| G90Uy | 55 | 1, 3, 5 | 0 | |
| GBM-B2 | G60U3 | 55 | 3 | 1, 3, 5 |
| Urea Dosage 1 | 0 | 0.5% | 1.0% | 3.0% |
|---|---|---|---|---|
| Surface tension (10−3 N/m) | 73 | 60 | 55 | 39 |
| Source of Difference | SS | df | MS | F | p-Value | F Crit |
|---|---|---|---|---|---|---|
| Solid concentration | 2.562917 | 2 | 1.281458 | 5.548973 | 0.043214 | 5.143253 |
| Grinding time | 5.581633 | 3 | 1.860544 | 8.056533 | 0.015868 | 4.757063 |
| Error | 1.385617 | 6 | 0.230936 | |||
| Total | 9.530167 | 11 |
| Expenditure Item | Unit Cost (RMB/t) | Individual Cost (RMB for 1 t GBM) | Individual Cost Proportion |
|---|---|---|---|
| Grinding for 60 min | 168 [22] | 142.8 | 51% |
| Cement | 450 | 67.5 | 24% |
| Urea | 2100 | 53.55 | 19% |
| Quicklime | 320 | 13.6 | 6% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhang, J.; Li, M.; Huo, B.; Jin, L. Experimental Study on Performance Optimization of Grouting Backfill Material Based on Mechanically Ground Coal Gangue Utilizing Urea and Quicklime. Materials 2023, 16, 1097. https://doi.org/10.3390/ma16031097
Wang X, Zhang J, Li M, Huo B, Jin L. Experimental Study on Performance Optimization of Grouting Backfill Material Based on Mechanically Ground Coal Gangue Utilizing Urea and Quicklime. Materials. 2023; 16(3):1097. https://doi.org/10.3390/ma16031097
Chicago/Turabian StyleWang, Xiao, Jixiong Zhang, Meng Li, Binbin Huo, and Ling Jin. 2023. "Experimental Study on Performance Optimization of Grouting Backfill Material Based on Mechanically Ground Coal Gangue Utilizing Urea and Quicklime" Materials 16, no. 3: 1097. https://doi.org/10.3390/ma16031097
APA StyleWang, X., Zhang, J., Li, M., Huo, B., & Jin, L. (2023). Experimental Study on Performance Optimization of Grouting Backfill Material Based on Mechanically Ground Coal Gangue Utilizing Urea and Quicklime. Materials, 16(3), 1097. https://doi.org/10.3390/ma16031097