
Channel-Type Induction Heating Tundish Technology for Continuous Casting: A Review


Abstract
1. Introduction
2. Principle of Electromagnetic Induction Heating
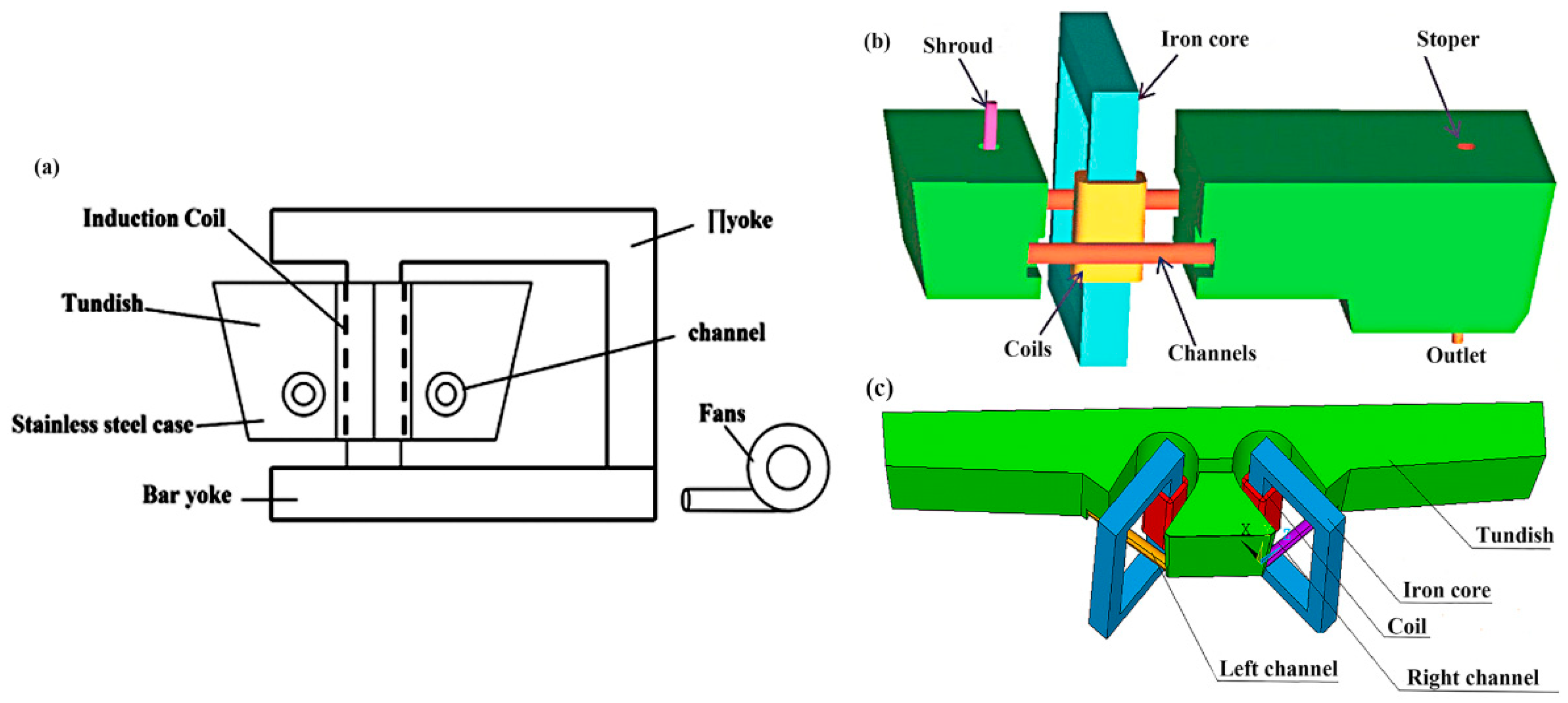
3. Electromagnetic Induction Heating Device
4. Physical Field and Inclusion Characteristics in IHT
4.1. Magnetic Field of Tundish with Channel Induction Heating
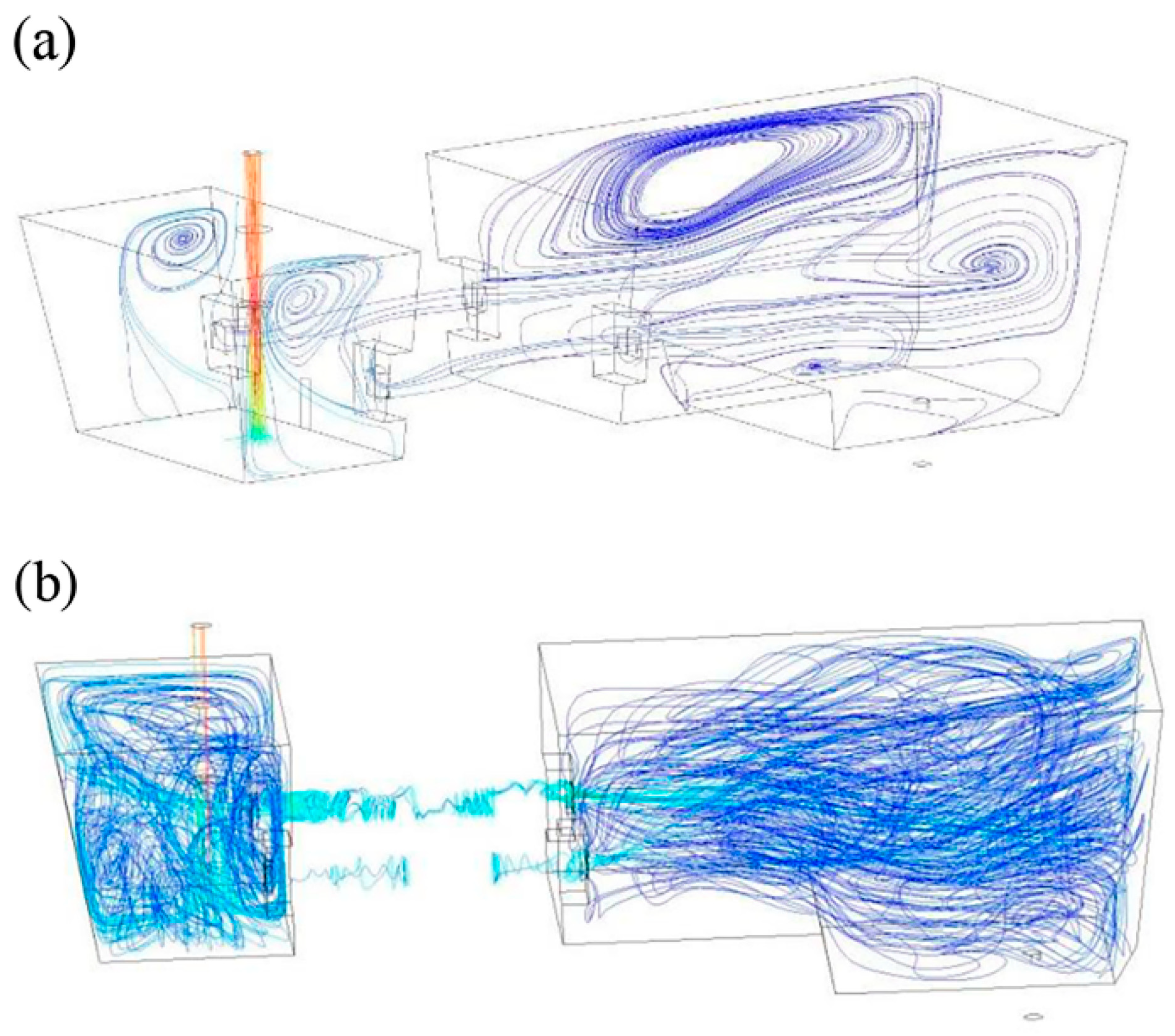
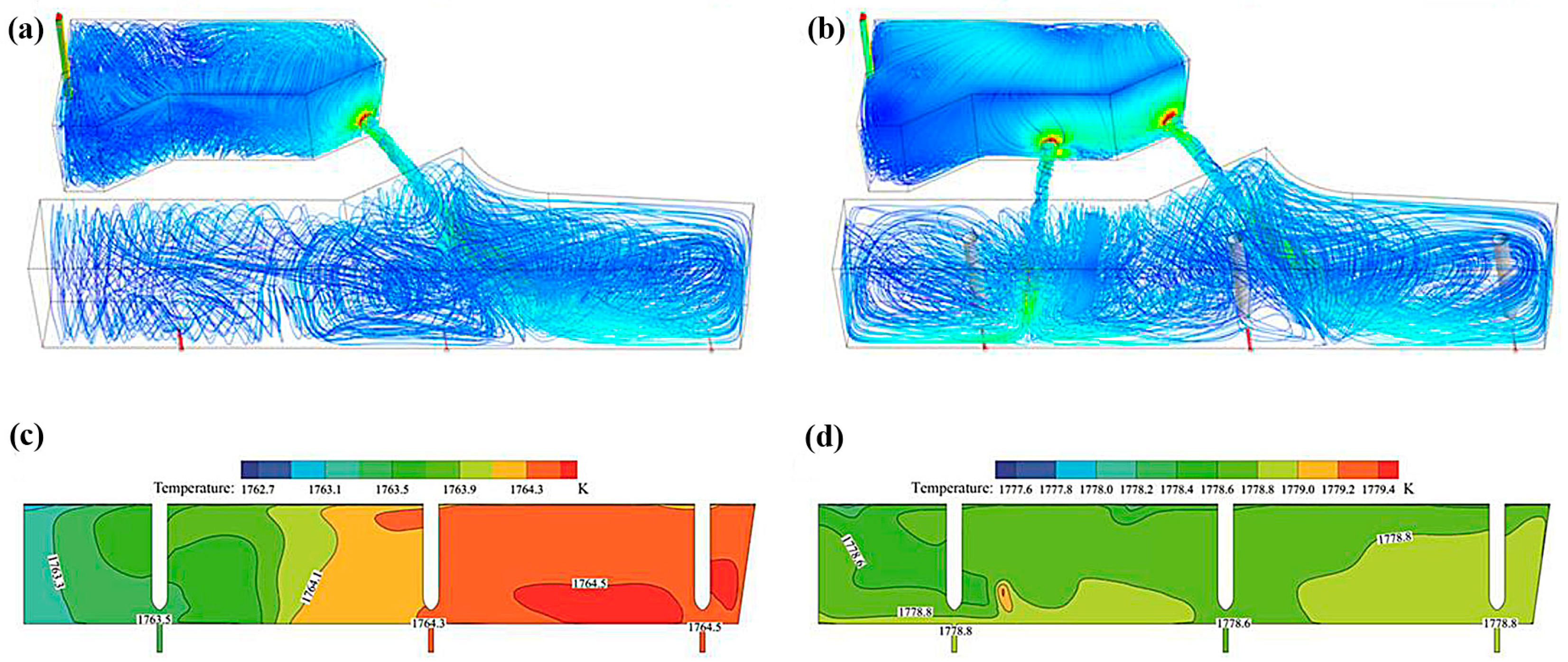
4.2. Flow and Heat Transfer in Tundish with Channel Induction Heating
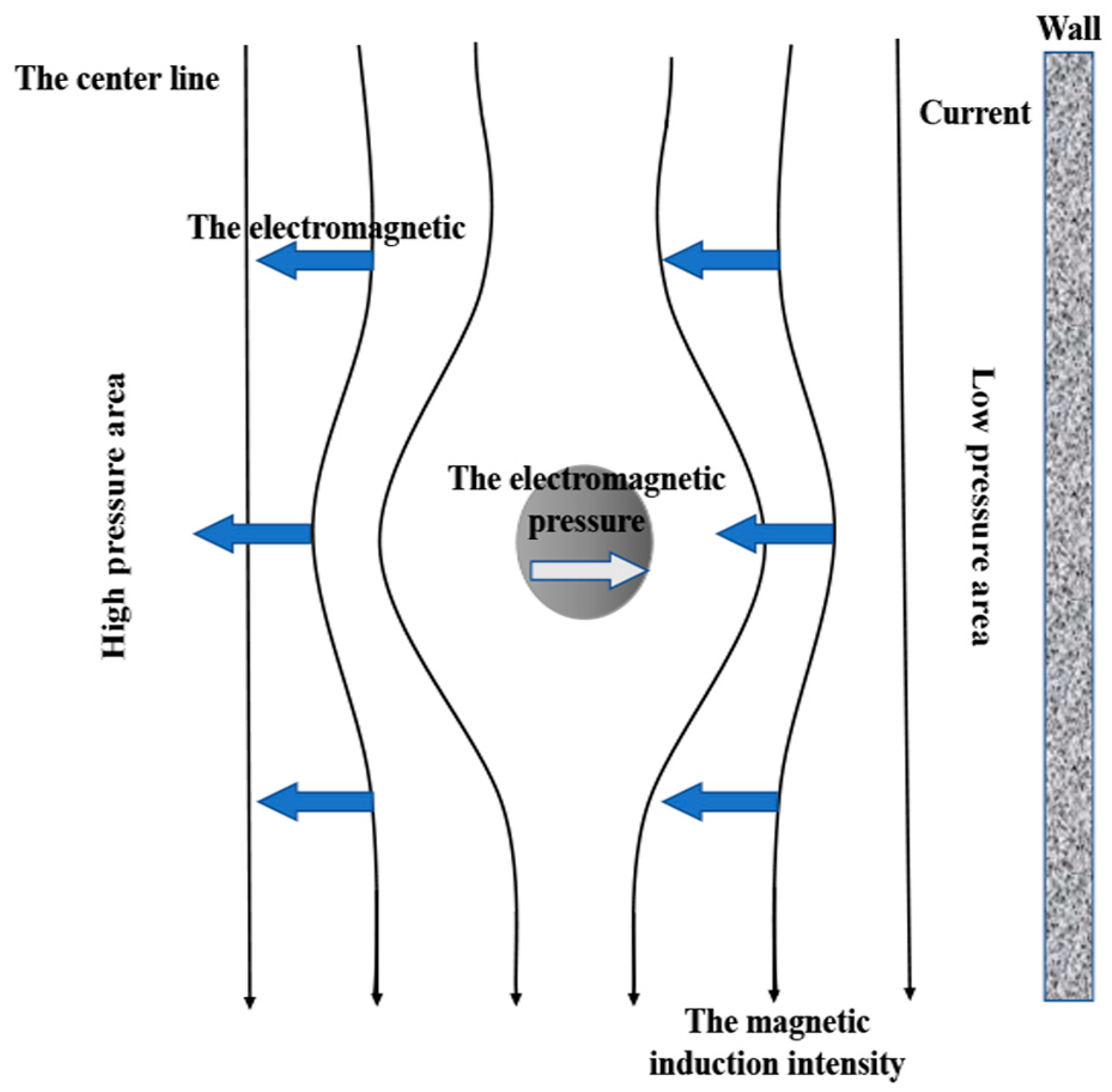
4.3. Inclusions in Channel IHT
4.4. Industrial Application of Channel-Type IHT
5. Conclusions and Prospect
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, G.; Zhouhua, J.; Dongping, Z.; Xueyu, Y. Research on Induction Heating Apparatus of Tundish. J. Iron Steel Res. Int. 2012, 19, 726–730. [Google Scholar] [CrossRef]
- Sheng, D. Mean Age Theory in Continuous Casting Tundish. Metall. Mater. Trans. B 2022, 53, 2735–2752. [Google Scholar] [CrossRef]
- Zhao, M.; Wang, Y.; Yang, S.; Li, J.; Song, Z. Flow behavior and heat transfer of molten steel in a two-strand tundish heated by plasma. J. Mater. Res. Technol. 2021, 13, 561–572. [Google Scholar] [CrossRef]
- Yanping, B.; Min, W. Development trend of tundish metallurgical techology. Contin. Cast. 2021, 33, 2–11. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. The Physical and Mathematical Modelling of Continuous Casting Tundish Systems. ISIJ Int. 1999, 39, 524–547. [Google Scholar] [CrossRef]
- Xiaodong, W.; Qing, L.; Anjun, X. Research on temperature in tundish. Iron Steel 2001, 36, 19–21+11. [Google Scholar]
- Hui, Y.; Zhipeng, S.; Hongguo, W.; Weixue, D.; Yuefei, Z. Research on metallurgical effect of double channel electromagnetic induction heating tundish. Steelmaking 2022, 38, 37–42. [Google Scholar]
- Jianjun, Z.; Yiyu, Z.; Jian, C. Temperature Measurement and Analysis for Continuous Casting Tundish in Baosteel. Iron Steel 2002, 37, 26–27. [Google Scholar] [CrossRef]
- Xing, F.; Zheng, S.; Zhu, M. Motion and Removal of Inclusions in New Induction Heating Tundish. Steel Res. Int. 2018, 89, 1700542. [Google Scholar] [CrossRef]
- Tang, H.; Liu, J.; Wang, K.; Xiao, H.; Li, A.; Wang, J. Progress and Perspective of Functioned Continuous Casting Tundish Through Heating and Temperature Control. Acta. Metall. Sin. 2021, 57, 1229–1245. [Google Scholar] [CrossRef]
- Yong, W.; Mengjing, Z.; Shufeng, Y.; Jingshe, L.; Guanxu, Z.; Xiaojun, X. Physical simulation of tundish heated by plasma. Chin. J. Eng. 2020, 42, 68–75. [Google Scholar]
- Wenxin, X.; Yanping, B.; Min, W.; Liqing, Z. Application of Induction Heating Liquid in a 30 t Tundish in Continuous Casting Production of Special Steels. Spec. Steel 2014, 35, 28–31. [Google Scholar] [CrossRef]
- Wang, Z.M.; Yang, Z.X.; Wang, X.Z.; Yue, Q.; Xia, Z.D.; Xiao, H. Residence Time Distribution (RTD) Applications in Continuous Casting Tundish: A Review and New Perspectives. Metals 2022, 12, 1366. [Google Scholar] [CrossRef]
- Ding, C.; Lei, H.; Chen, S.; Zhang, H.; Zhao, Y.; Zou, Z. Challenge of Residence Time Distribution Curve in Tundish for Continuous Casting of Steel. Steel Res. Int. 2022, 93, 2200187. [Google Scholar] [CrossRef]
- Sahai, Y. Tundish Technology for Casting Clean Steel: A Review. Metall. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Wang, Q.; He, M.; Zhu, X.; Li, X.; Wu, C.; Dong, S.; Liu, T. Study and Development on Numerical Simulation for Application of Electromagnetic Field Technology in Metallurgical Processes. Acta. Metall. Sin. 2018, 54, 228–246. [Google Scholar] [CrossRef]
- Yue, Y.F.; Xu, Q.M.; Guo, P.; Luo, A. Constant temperature control of tundish induction heating power supply for metallurgical manufacturing. Front. Energy 2019, 13, 16–26. [Google Scholar] [CrossRef]
- Ghojel, J.I.; Ibrahim, R.N. Computer simulation of the thermal regime of double-loop channel induction furnaces. J. Mater. Process. Technol. 2004, 153, 386–391. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.; Kang, X.; Duan, P.; Wang, E. Numerical Study on the Influence of Distributing Chamber Volume on Metallurgical Effects in Two-Strand Induction Heating Tundish. Metals 2022, 12, 509. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, L.; Tian, Y.; Li, Y.; Ling, H. Separation of non-metallic inclusions from molten steel using high frequency electromagnetic fields. Metall. Mater. Trans. B 2014, 45, 1915–1935. [Google Scholar] [CrossRef]
- Chengbo, Z.; Qiang, Y.; Long, Z.; Yueshan, J. Research Progress of Metal Electromagnetic Purification Technology. Foundry Technol. 2017, 38, 1781–1784+1788. [Google Scholar] [CrossRef]
- Dong, P.; Qingtao, G.; Fuzhi, Y.; Yubao, X. Research and application progress of electromagnetic induction heating technology in tundish. Contin. Cast. 2022, 41, 2–7. [Google Scholar] [CrossRef]
- Hui, J. Electromagnetic induction heating technology and application. Contin. Cast. 2019, 44, 62–65. [Google Scholar] [CrossRef]
- Yue, Q.; Zhang, C.B.; Pei, X.H. Magnetohydrodynamic flows and heat transfer in a twin-channel induction heating tundish. Ironmak. Steelmak. 2016, 44, 227–236. [Google Scholar] [CrossRef]
- Bin, M.; Jinming, T.; Taoxian, J. Tundish channel type induction heating technology for continuous casting. Contin. Cast. 2008, 5, 4–8. [Google Scholar] [CrossRef]
- Dou, W.; Yang, Z.; Wang, Z.; Yue, Q. Molten Steel Flow, Heat Transfer and Inclusion Distribution in a Single-Strand Continuous Casting Tundish with Induction Heating. Metals 2021, 11, 1536. [Google Scholar] [CrossRef]
- Yue, Q.; Pei, X.; Zhang, C.; Wang, X. Magnetohydrodynamic Calculation on Double-Loop Channel Induction Tundish. Arch. Metall. Mater. 2018, 63, 329–336. [Google Scholar]
- Haibo, S.; Bo, Y.; Jiaquan, Z. Current situation of design and application for channel induction heater in continuous casting tundish. Shanghai Met. 2012, 34, 43–48. [Google Scholar]
- Hong, X.; Song, Q.; Xiaodan, X.; Hong, Y.; Lu, H. Development and industrial application of electromagnetic heating equipment for large-capacity tundish. Contin. Cast. 2021, 40, 108–113+119. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Bi, Q.; Jiang, J.; Zhang, H.; Zhao, Y.; Zhou, J.-A. Electromagnetic Conditions in a Tundish with Channel Type Induction Heating. Steel Res. Int. 2018, 89, 1800145. [Google Scholar] [CrossRef]
- Zhang, H.; Lei, H.; Ding, C.; Chen, S.; Niu, H.; Yang, B. Deep Insight into the Pinch Effect in a Tundish with Channel-Type Induction Heater. Steel Res. Int. 2022, 93, 2200181. [Google Scholar] [CrossRef]
- Lei, H.; Yang, B.; Bi, Q.; Xiao, Y.; Chen, S.; Ding, C. Numerical Simulation of Collision-Coalescence and Removal of Inclusion in Tundish with Channel Type Induction Heating. ISIJ Int. 2019, 59, 1811–1819. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.; Li, Y.; Wang, E. Exploration of the Relationship between the Electromagnetic Field and the Hydrodynamic Phenomenon in a Channel Type Induction Heating Tundish Using a Validated Model. ISIJ Int. 2022, 62, 677–688. [Google Scholar] [CrossRef]
- Yang, B.; Deng, A.Y.; Wang, E.G. Simulating the magnetic field/transfer phenomenon of the tundish with channel type inducting heating. IOP Conf. Ser. Mater. Sci. Eng. 2018, 424, 012060. [Google Scholar] [CrossRef]
- Ning, W.; Baokuan, L.; Fengsheng, Q.; Xiaoming, Z. Flow Field and Temperature Rising Characteristics of Butterfly Induction Heating Tundish. J. Northeast. Univ. Nat. Sci. 2021, 42, 1724–1730. [Google Scholar]
- Wang, Q.; Li, B.; Tsukihashi, F. Modeling of a Thermo-Electromagneto-Hydrodynamic Problem in Continuous Casting Tundish with Channel Type Induction Heating. ISIJ Int. 2014, 54, 311–320. [Google Scholar] [CrossRef]
- Haiqiang, X.; Yuefei, Z.; Li, X.; Xiaodong, C.; Shimeng, G. Research and practice on channel-type induction heating tundish of Jingye Steel. Steelmaking 2021, 37, 41–45+49. [Google Scholar]
- Tang, H.Y.; Li, X.S.; Zhang, S.; Zhang, J.Q. Fluid Flow and Heat Transfer in a Tundish with Channel Induction Heating for Sequence Casting with a Constant Superheat Control. Acta. Metall. Sin. 2020, 56, 1629–1642. [Google Scholar] [CrossRef]
- Wang, Q.; Qi, F.; Li, B.; Tsukihashi, F. Behavior of Non-metallic Inclusions in a Continuous Casting Tundish with Channel Type Induction Heating. ISIJ Int. 2014, 54, 2796–2805. [Google Scholar] [CrossRef]
- Weixue, D.; Zeng, H.; Zhendong, X.; Lishan, C.; Long, Z.; Qing, Y. Influence of electromagnetic field on molten steel flow and heat transfer in slab continuous casting tundish. Steelmaking 2019, 35, 39–45. [Google Scholar]
- Yang, B.; Lei, H.; Bi, Q.; Jiang, J.M.; Zhang, H.W.; Zhao, Y.; Zhou, J.A. Fluid Flow and Heat Transfer in a Tundish with Channel Type Induction Heating. Steel Res. Int. 2018, 89, 1800173. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Xu, Y.S.; Liu, K.; Han, P. Numerical Investigation of Flow Characteristics of Molten Steel in the Tundish with Channel Induction Heating. Metals 2021, 11, 1937. [Google Scholar] [CrossRef]
- Weixue, D.; Haiying, Y.; Lishan, C.; Li, X. Physical simulation of flow field for channel induction heating tundish. Contin. Cast. 2019, 44, 29–33. [Google Scholar] [CrossRef]
- Shuo, Z.; Haiyan, T.; Jinwen, L.; Hong, X.; Haiying, Y.; Jiaquan, Z. Structural optimization of a six-strand H-type channel induction heating tundish. J. Iron Steel Res. 2019, 31, 787–794. [Google Scholar] [CrossRef]
- Jibai, Y.; Zhimin, M.; Pan, Y.; Hua, Z. Design of flow control device on 4-strand H-type double channels tundish with induction heating. Contin. Cast. 2021, 46, 85–90. [Google Scholar] [CrossRef]
- Xiao, H.; Zhang, S.; Liu, J.; Wu, G.; Yao, H.; Tang, H.; Zhang, J. Flow Field in a Continuous Casting Tundish with a Novel Single-Induction Heater. In Proceedings of the 11th International Symposium on High-Temperature Metallurgical Processing, San Diego, CA, USA, 23–27 February 2020; pp. 581–593. [Google Scholar]
- Hong, X.; Hui, X.; Hao, H.; Weihong, L.; BIng, Y. Flow field optimization of five-stream induction heating tundish based on numerical simulation. China Metall. 2021, 31, 14–19. [Google Scholar] [CrossRef]
- Yu, M.; Haiyan, T.; Shuo, Z.; Jiaquan, Z.; Hong, X.; Zhimin, M. Water modelling on a five-strand tundish with channel induction heating for better flow field. Iron Steel 2020, 55, 57–64. [Google Scholar] [CrossRef]
- Kaimin, W.; Haiyan, T.; Hong, X.; Zhimin, M. Control on flow of molten steel in a 6-strand tundish with dual channel induction heating. China Metall. 2022, 32, 84–91. [Google Scholar] [CrossRef]
- Tang, H.; Wang, K.; Li, X.; Liu, J.; Zhang, J. Improved Metallurgical Effect of Tundish through a Novel Induction Heating Channel for Multistrand Casting. Met.-Open Access Metall. J. 2021, 11, 1075. [Google Scholar] [CrossRef]
- Guanghui, W.; Haiyan, T.; Hong, X.; Haiying, Y.; Jiaquan, Z. Physical simulation on a 7-strand continuous casting tundish with channel type induction heating. Iron Steel 2017, 52, 20–26. [Google Scholar] [CrossRef]
- Hongbo, Z.; Xingang, A.; Shengli, L.; Haixiao, L.; Zhe, N. Mathematical Simulation on Structure Optimizing of Induction Heating Tundish with Single Flow to Reduce Scouring. Spec. Steel 2021, 42, 1–6. [Google Scholar] [CrossRef]
- Ilegbusi, O.J.; Szekely, J. Effect of Magnetic Field on Flow, Temperature and Inclusion Removal in Shallow Tundishes. ISIJ Int. 1989, 29, 1031–1039. [Google Scholar] [CrossRef]
- Wang, P.; Xiao, H.; Chen, X.; He, H.; Tang, H.Y.; Zhang, J.Q. Influence of Dual-Channel Induction Heating Coil Parameters on the Magnetic Field and Macroscopic Transport Behavior in T-Type Tundish. Metall. Mater. Trans. B 2021, 52, 3447–3467. [Google Scholar] [CrossRef]
- Han, Z.; Chuanmin, D.; Hong, L.; Xiuxiang, Z. Numerical simulation for flow characteristics of molten steel in tundish with channel type induction heater. Contin. Cast. 2021, 40, 54–59. [Google Scholar] [CrossRef]
- Yang, B.; Liao, X.; Liu, K.; Zhao, C.; Han, P. Numerical Simulation of Residence Time Distribution (RTD) in Tundish with Channel Type Induction Heating. JOM 2022, 74, 2129–2138. [Google Scholar] [CrossRef]
- Mazumdar, D. Review, Analysis, and Modeling of Continuous Casting Tundish Systems. Steel Res. Int. 2019, 90, 1800279. [Google Scholar] [CrossRef]
- Chuanmin, D.; Hong, L.; Qian, B. Mathematical simulation for tundish with the channel type induction heating. Steelmaking 2015, 31, 54–58. [Google Scholar]
- Bin, Y.; Anyuan, D.; Pengfei, D.; Xiaolei, K.; Engang, W. “Power curve” key factor affecting metallurgical effects of an induction heating tundish. J. Iron Steel Res. Int. 2022, 29, 151–164. [Google Scholar] [CrossRef]
- Jie, Z.; Shuguo, Z.; Miaoyong, Z. Numerical simulation for effect of heating power on induction heating tundish. China Metall. 2021, 31, 68–74. [Google Scholar] [CrossRef]
- Xing, F.; Zheng, S.; Liu, Z.; Zhu, M. Flow Field, Temperature Field, and Inclusion Removal in a New Induction Heating Tundish with Bent Channels. Metals 2019, 9, 561. [Google Scholar] [CrossRef]
- Lin, C.; Jiongming, Z.; Shaowu, L.; Maokang, L. Numerical simulation on tundish induction heating. Res. Iron Steel 2014, 42, 20–25. [Google Scholar]
- Yang, B.; Liu, K.; Lei, H.; Han, P. Structure optimization of continuous casting tundish with channel-type induction heating using mathematical modeling. High Temp. Mater. Process. 2022, 41, 460–468. [Google Scholar] [CrossRef]
- Yifan, C.; Yanhui, S.; Wenzhong, Y.; Jianquan, L.; Tianming, C. Application of reducer in splayed channel type induction heating tundish. Steelmaking 2020, 36, 42–47. [Google Scholar]
- Wang, P.; Chen, X.; Xiao, H.; Li, X.; Zhang, J. Effect of flow control devices on the distribution of magnetic-flow-heat in the channel induction heating tundish. Ironmak. Steelmak. 2021, 48, 1200–1210. [Google Scholar] [CrossRef]
- Chen, X.; Xiao, H.; Wang, P.; He, H.; Tang, H.; Zhang, J. Magnetic-Flow-Thermal Characteristics of An Innovative Four-Channel Induction Heating Tundish. Steel Res. Int. 2022, 93, 2100839. [Google Scholar] [CrossRef]
- Fei, X.; Shuguo, Z.; Miaoyong, Z. Numerical simulation of effect of channel tilt angle on induction heating tundish. Steelmaking 2019, 35, 27–33. [Google Scholar]
- Tang, H.; Guo, L.; Wu, G.; Xiao, H.; Yao, H.; Zhang, J. Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating. Metals 2018, 8, 374. [Google Scholar] [CrossRef]
- Chen, X.; Xiao, H.; Wang, P.; Lan, P.; Tang, H.; Zhang, J. Effect of Channel Heights on the Flow Field, Temperature Field, and Inclusion Removal in a Channel-type Induction Heating Tundish. In Proceedings of the 12th International Symposium on High-Temperature Metallurgical Processing at the Minerals-Metals-and-Materials-Society (TMS) Annual Meeting and Exhibition, Anaheim, CA, USA, 27 February–3 March 2022; pp. 501–512. [Google Scholar]
- Xiqing, C.; Hong, X.; Pu, W. Three-dimensional magneto-hydrothermal coupling model of twin-channel tundish with induction heating. Iron Steel 2021, 56, 48–58. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, S.; Dong, A.; Gao, J.; Damoah, L.N.W. Application of Electromagnetic (EM) Separation Technology to Metal Refining Processes: A Review. Metall. Mater. Trans. B 2014, 45, 2153–2185. [Google Scholar] [CrossRef]
- Takahashi, K.; Taniguchi, S. Electromagnetic Separation of Nonmetallic Inclusion from Liquid Metal by Imposition of High Frequency Magnetic Field. ISIJ Int. 2003, 43, 820–827. [Google Scholar] [CrossRef]
- Taniguchi, S.; Brimacombe, J.K.J.M. Separation of nonmetallic inclusions from liquid metal by pinch force. Magnetohydrodynamics 1996, 32, 134–141. [Google Scholar]
- Qiang, W.; Mingyue, S.; Yiming, L.; Baokuan, L. Inclusions Behavior and Removal in Tundish with Induction Heating. J. Northeast. Univ. Nat. Sci. 2014, 35, 1442–1446. [Google Scholar] [CrossRef]
- Dou, W.; Zhang, C.; Yue, Q.; Xiao, H. State of the art in tundish with induction heating (IH) for clean steel casting. Metalurgija 2020, 59, 125–128. [Google Scholar]
- Zhang, Q.; Xu, G.; Iwai, K. Effect of an AC Magnetic-field on the Dead-zone Range of Inclusions in the Circular Channel of an Induction-heating Tundish. ISIJ Int. 2022, 62, 56–63. [Google Scholar] [CrossRef]
- Tsunehiro, U.; Akihiko, O.; Mitsuru, S.; Yutaka, Y. A tundish provided with a heating device for molten steel. Patent Application No. DE8484301814T, 1988, 12 January 1989. [Google Scholar]
- Tundish Heating System for the Continuous Casting of Steel. Iron Steel Inst. Jpn. 1986, 26. [CrossRef][Green Version]
- Bin, M.; Aiwu, L.; Zhimin, M.; Haiying, Y. The research & development and application of tundish splayed channel induction heating and refining technology for continuous casting. Steelmaking 2015, 31, 1–6. [Google Scholar]
- Pei, Z.; Xinjiang, W.; Linying, W. Study on Heating Styles in Continuous Casting Tundish by Simulation of Water Model. J. Univ. Sci. Technol. B 1994, 16, 6–9. [Google Scholar]
- Jingchi, X.; Hua, J.; Gaosheng, N.; Xuejun, C. Application of Induction Heating Technology on Casting Middle Package. Metall. Equip. 2018, 6, 54–57. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Comparison Items | Plasma Heating | Induction Heating |
|---|---|---|
| Heating power and efficiency | Power: 1000 kw, efficiency about 65% | Power 1000 kw, efficiency ≥ 90% |
| Temp accuracy | ±5 °C | ±2~3 °C |
| Pollution | Increase nitrogen content in molten steel | No pollution |
| Environmental effect | High noise and electromagnetic radiation | No noise and low electromagnetic radiation |
| Operational requirements | Complex and demanding operation | Simple operation |
| Equipment maintenance | Frequent replacement of cathode materials is required | Less maintenance |
| Operating expenses | High cost | Low cost |
| Steelworks | Tundish Capacity/t | Steel | Heating Power |
|---|---|---|---|
| Kawasaki Heavy Industries, Ltd. | 8 | SUS304, 430 | 1000 kW |
| Daido Steel Co., Ltd. | 20 | Low Alloye Steels, Bearing Steel | 1000 kW |
| SUMITOMO SHOJI KAISYA, LTD. | 13 | High Carbon Steel, Bearing Steel, Carburized steel | 1000 kW |
| Nippon steel corporation | 30 | low silicon aluminum killed steel | 1000 kW |
| Kobe Steel., Ltd. | 12 | Bearing Steel | 600 kW |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Li, Y.; Wang, X.; Li, X.; Yue, Q.; Xiao, H. Channel-Type Induction Heating Tundish Technology for Continuous Casting: A Review. Materials 2023, 16, 493. https://doi.org/10.3390/ma16020493
Wang Z, Li Y, Wang X, Li X, Yue Q, Xiao H. Channel-Type Induction Heating Tundish Technology for Continuous Casting: A Review. Materials. 2023; 16(2):493. https://doi.org/10.3390/ma16020493
Chicago/Turabian StyleWang, Ziming, Yue Li, Xiuzhen Wang, Xinlin Li, Qiang Yue, and Hong Xiao. 2023. "Channel-Type Induction Heating Tundish Technology for Continuous Casting: A Review" Materials 16, no. 2: 493. https://doi.org/10.3390/ma16020493
APA StyleWang, Z., Li, Y., Wang, X., Li, X., Yue, Q., & Xiao, H. (2023). Channel-Type Induction Heating Tundish Technology for Continuous Casting: A Review. Materials, 16(2), 493. https://doi.org/10.3390/ma16020493