1. Introduction
With the increasing complexity and diversification of products, five-axis machining technologies have been widely applied in the precision machining industry. Five-axis machine is a numerically controlled machining technique that can be used to machine complex surfaces. The five axes in the aforementioned technique are three axes of linear motion (the X-axis, Y-axis, and Z-axis) and two axes of rotary motion (the A-axis and B-axis, B-axis and C-axis, or A-axis and C-axis). Five-axis machine tools can achieve high tolerances for the machining of complex geometric shapes. Therefore, five-axis machining technologies have the following advantages: (1) low processing cost and time consumption; (2) one-time clamping, minimal positioning error, and high-precision surface machining; (3) multifunctionality and improved process continuity that saves time; and (4) capability of complex machining. Therefore, five-axis machines can be applied in relevant precision machining industries, such as the energy industry, aerospace, automotive, mold, machine tools, and shipbuilding industries.
Because of their advantages of high stiffness, high precision, low inertia, and simplicity, parallel mechanisms are suitable for application in machining tools. Therefore, Tsai [
1,
2,
3] simplified a six-axis parallel mechanism into a three-axis platform and compared the features of three mechanisms, namely 3-RUU (revolute-universal-universal), 3-UPU (universal-prismatic-universal), and 3-PUU (-prismatic-universal-universal). The actuation axes of three-degree-of-freedom (DoF), three-axis parallel platforms can have three arrangements: a (1) vertical arrangement [
4], (2) parallel arrangement (with parallel rails) [
5], and (3) horizontal arrangement on the base platform (with intersecting rails) [
6]. These three-axis platforms possess the advantages of parallel mechanisms but have a relatively large working space and high sensitivity. Therefore, in this study, a horizontal parallel three-axis motion platform and a three-axis machine tools were integrated to construct a reconfigurable precision five-axis machine tools (RPFMT). The horizontal three-axis platform manipulates the
Z-direction as well as the values of the
α and
β angles.
In order to simplify the complexity of the actuation axes of the three-axis platform, these axes are arranged horizontally on the base. The axial lines intersect at the circular base center, and changing of movable platform attitudes (
Z,
α,
β) is achieved through the forward and backward motions of the three actuation axes. The mechanism of the horizontal parallel three-axis motion platform (3-PRS) consists of three (two DoF) universal joints combined with a bearing. This combination enables the construction of a three-DoF joint connected to the upper (moving) platform and one-DoF joints of the three rotary axes connected to the lower (fixed) platform. The connecting rod linked to the upper and lower platforms is designed to have a fixed configuration to allow for easy disassembly and length alteration for changing the size of the working space for mechanism motion. Compared with a mechanism in which the actuation axes are used as connecting rods, the 3-PRS used in this study has a simpler design, reduces machining cost as well as machining and assembly errors, and enhances the control precision of actuation axes. Cheng et al. [
7] used a laser displacement meter to measure the platform attitude. The error values of the upper platform’s origin were examined, the height values of three-axis connection points were calibrated, and the inverse kinematics was revised for improving the precision of the obtained platform attitude values, which were applied for investigating concentric boring through multiple surfaces at different angles.
Cheng and Lin [
8] used two PCI-8134 four-axis servo control cards to control a reconfigurable five-axis machine tools (RFMT). One card controlled a 3-PRS parallel three-axis motion platform, and the other card controlled an X–Y motion table. Although the RFMT could be controlled, factors related to the computer system caused a delay when the number of program computations was large. In [
9], an OPEN computer numerical control (CNC) controller system was used to reduce the delay. A concave element was cut through rough and finishing machining to verify the precision of OPEN CNC in RFMT control [
9].
The achievement of ideal machining quality requires the use of not only high-quality machines and controllers but also computer-aided design (CAD)/computer-aided manufacturing (CAM) software with powerful functions for computing the cutting trajectory on the working surface. Postprocessing is a crucial procedure in CNC machining. The primary aim of this procedure is to convert the cutting tool document generated by the CAD/CAM software into an NC-code-containing document acceptable for the machining tool. The development of a complete software program for three-axis CAM is challenging and requires repeated testing and verification. Because different machines involve different kinematics, developing software programs for five-axis machine tools, particularly hybrid working machines [
10,
11,
12], is more challenging than is developing software programs for three-axis CAM. The key technique of five-axis machining technology is the “rotational tool center point” function [
13,
14]. Tool center point control ensures that the contact point among the tool center point, cutting tool, and workpiece surface remains unchanged. Moreover, the tool center point is located on the normal line of the contact point between the cutting tool and workpiece surface, and the shank rotates around the tool center point.
Zhou et al. [
14] developed a postprocessor with a general machine configuration and the function of optimized tool radius compensation. They used a generalized kinematics model and various cutting tool models to verify the locations of different five-axis machine centers. Liu and Huang [
15] examined the nonsingular tool path generation of TriMule, which is a five-axis hybrid robot, and observed sudden changes in the rotation of the
C-axis and the lengths of three telescopic legs. Fu et al. [
16] proposed a postprocessing and path optimization method based on a nonlinear error to improve the precision of multijoint industrial robot-based three-dimensional (3D) printing. Guo et al. [
17] developed a control system designed for a new five-DoF hybrid robot manipulator and described the mechanical structure, kinematics, dynamics, and control system of the robot manipulator. For the aforementioned robot manipulator, a new robotic deburring methodology was proposed for tool path planning and process parameter control [
18].
Lai et al. [
19] proposed a modular method for constructing a postprocessor system for a novel hybrid parallel–serial five-axis machine tools. The proposed algorithm can be used for easily performing conversions between cutter contact path and cutter location (CL) code and can be implemented in CAD and CAM systems. He et al. [
20] integrated an abrasive belt with measurement equipment to develop a series–parallel hybrid platform for conducting in situ measurements related to blade polishing. They proposed a method for calculating the normal vector of machining points and studied the kinematics of the aforementioned platform. The total machining allowance was determined by comparing the actual and ideal contour profiles of the blade.
Lee and She [
21] proposed a postprocessor capable of converting CL data into machine control data for three typical five-axis machine tools. The developed postprocessor was used in a five-axis machine to conduct a trial cut, and its performance was verified by using it in a coordinate measurement machine. Xie et al. [
22] designed a three-DoF parallel kinematic mechanism with high orientational capability, which is crucial for the development of five-axis machine tools with hybrid architectures. Sangveraphunsiri and Chooprasird [
23] designed a unique hybrid five-DoF manipulator based on an H-4 parallel mechanism with three translational movements, one rotational movement (orientation angle), and a single-axis rotating table. Li et al. [
24] proposed a five-axis hybrid robot for friction stir welding. This robot comprised a 2-SPR-RPS parallel mechanism (with one translation DoF and rotational DoF) and two gantries. In the 2018–2019 years, research was conducted on the application of hybrid robots (parallel–serial manipulators) [
21,
25] in diverse types of machining and different domains.
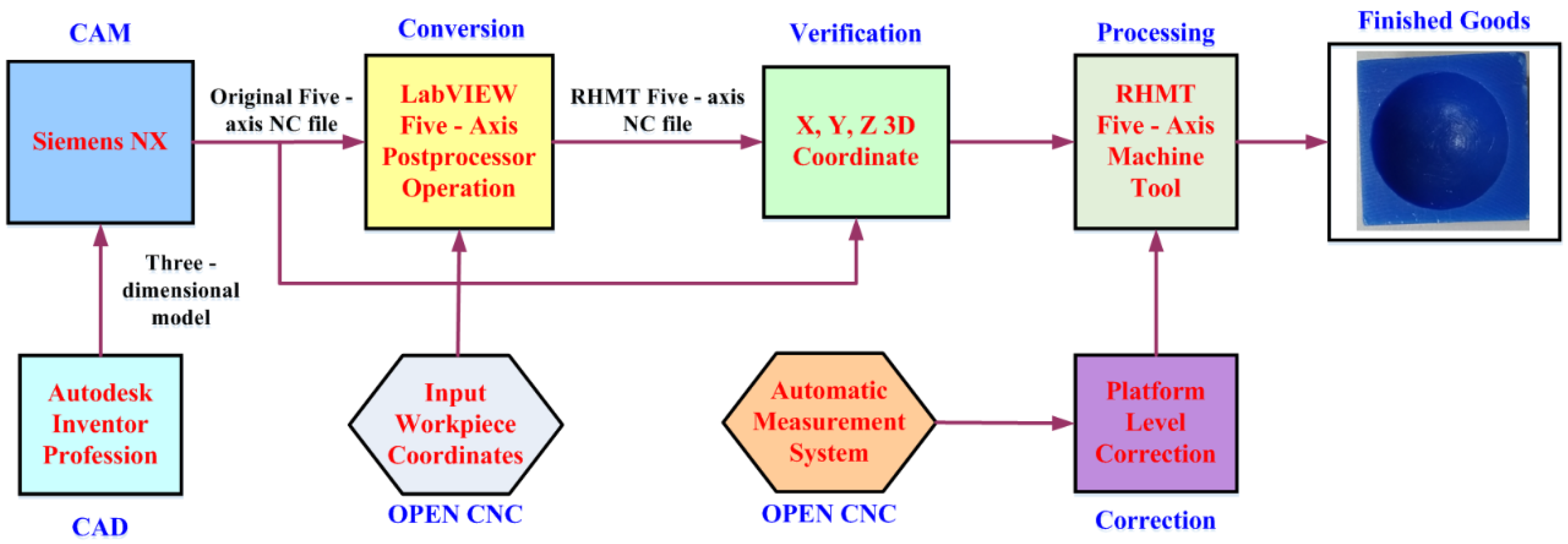
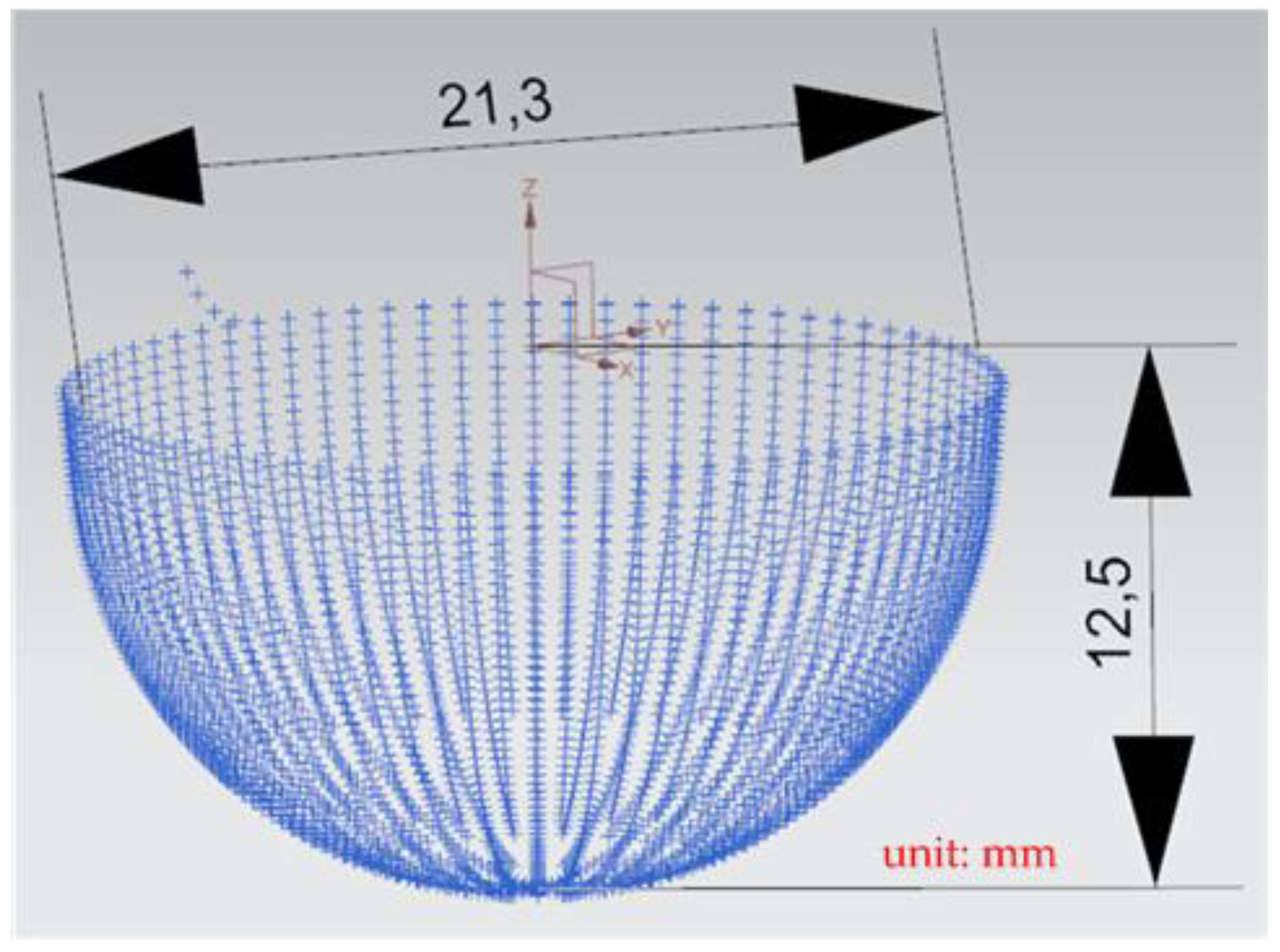
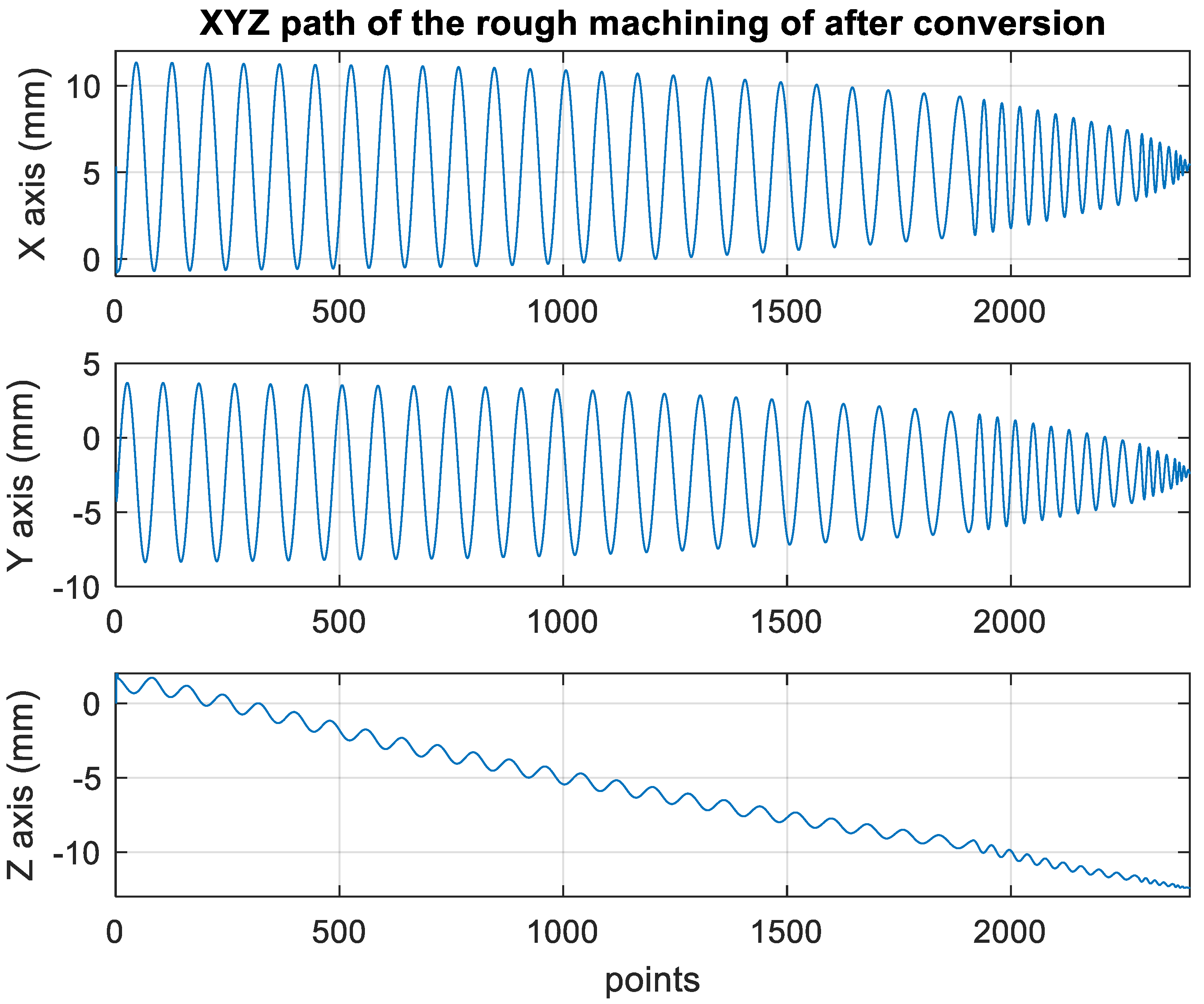
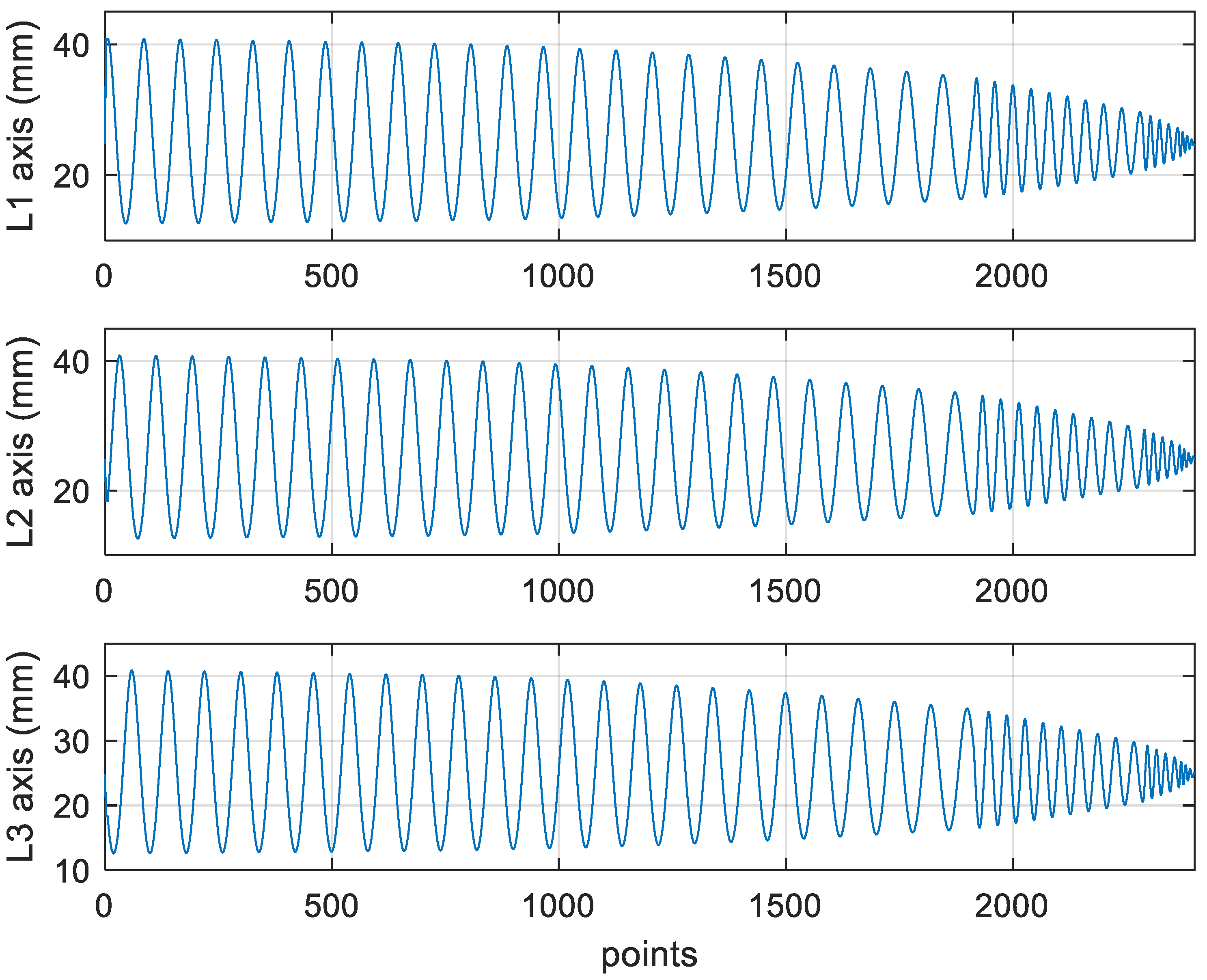
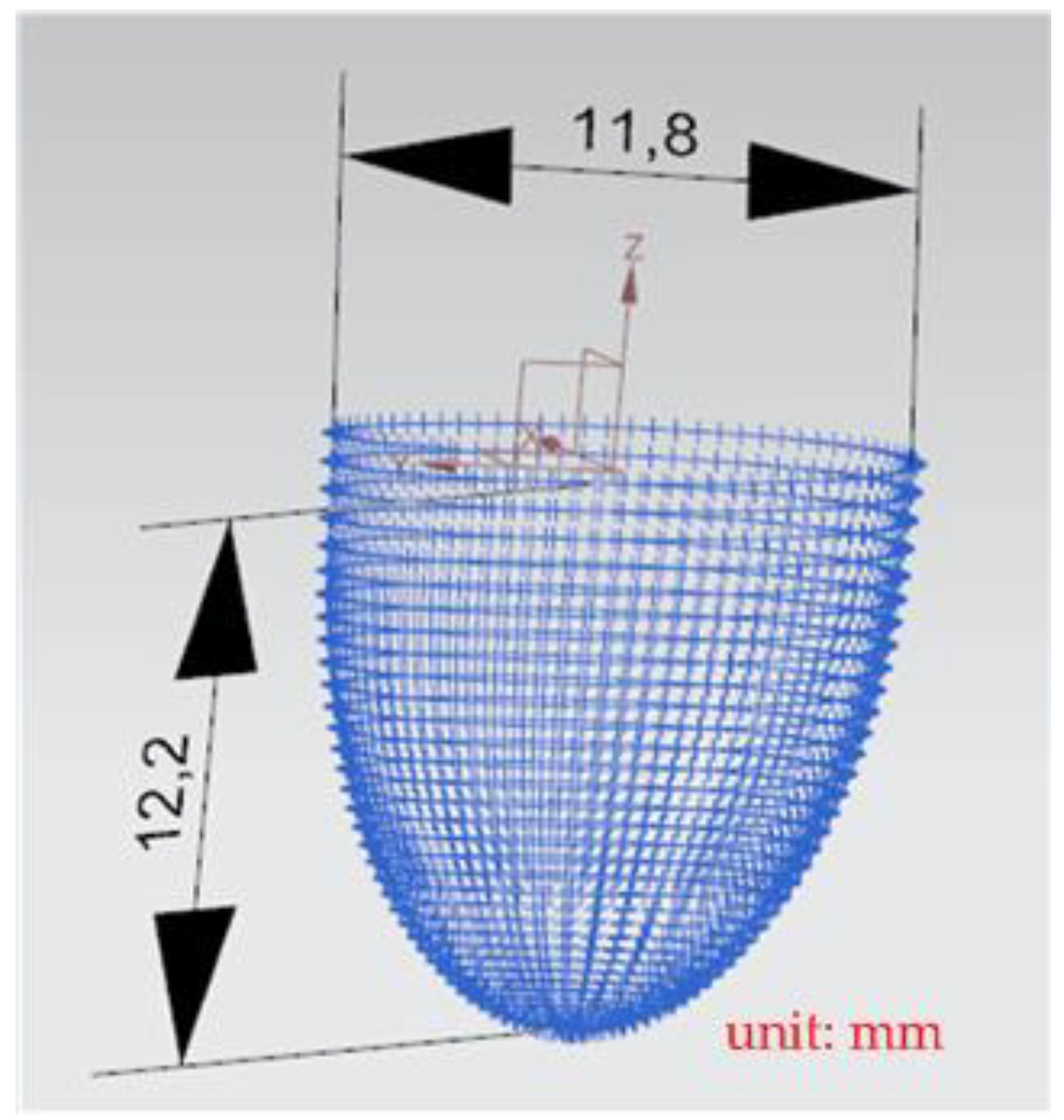
In order to ensure that the horizontal parallel RPFMT designed in this study is applicable to diverse machining settings, the Siemens NX commercial software was incorporated into this tool. The Autodesk Inventor design software was used to draw a 3D machined workpiece, which was introduced into the Siemens NX CAM software. A suitable cutting tool was selected to calculate the five-axis NC machining code for a complex convex surface. The NC codes were input into the LabVIEW software for five-axis postprocessing conversion. Before running the postprocessing program in LabVIEW, the coordinates of the origin of the workpiece were determined. The distance between the workpiece and the upper platform’s center (∆x and ∆y) was measured and input into the postprocessing conversion program for computation. The X-coordinate, Y-coordinate, and Z-coordinate of the converted NC codes of the horizontal parallel RPFMT were extracted and imported into the Siemens NX software for verification. After these coordinates were confirmed to be correct, the machining points were converted into the actuation values of the axes of the designed machine and input into a five-axis controller for machining.
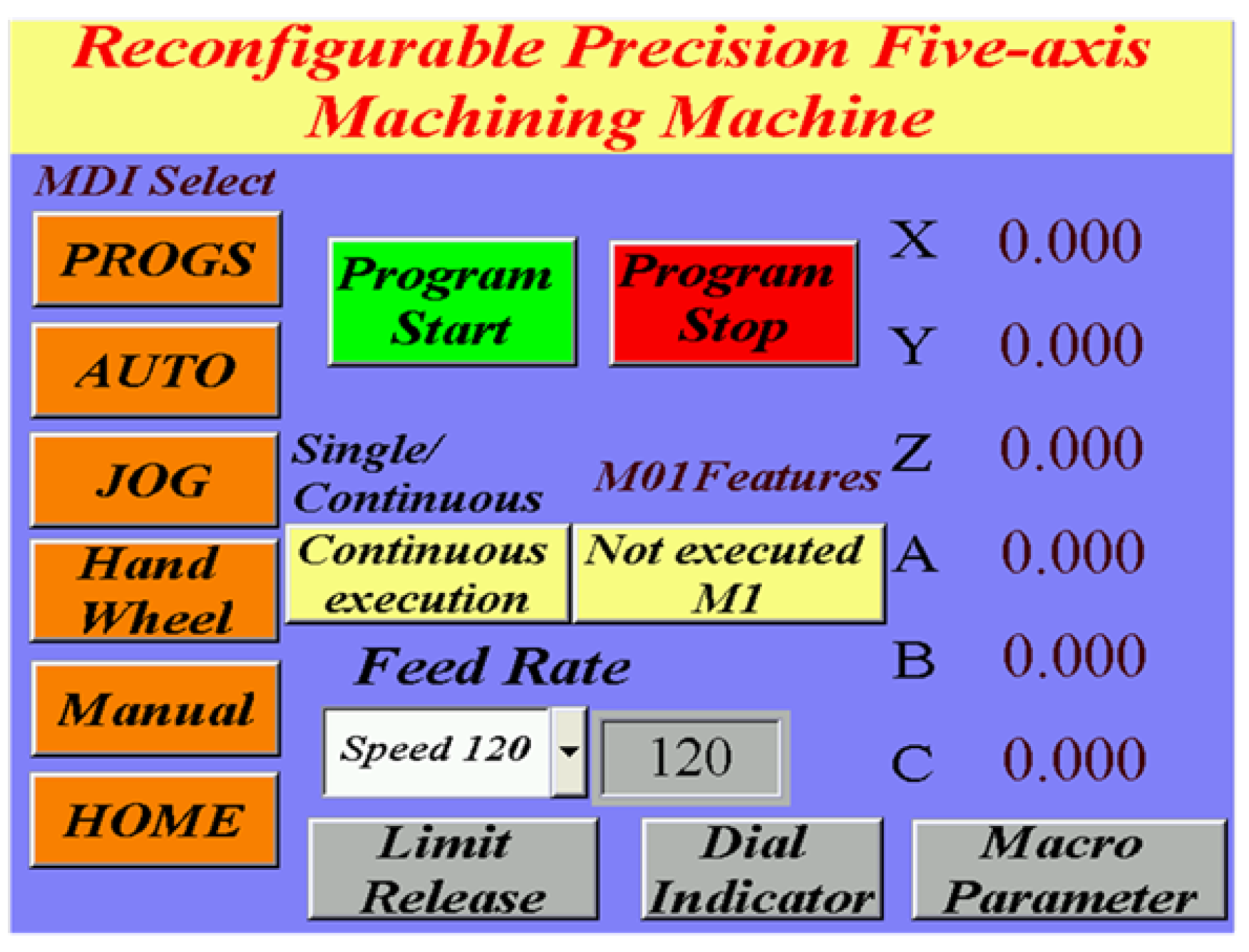
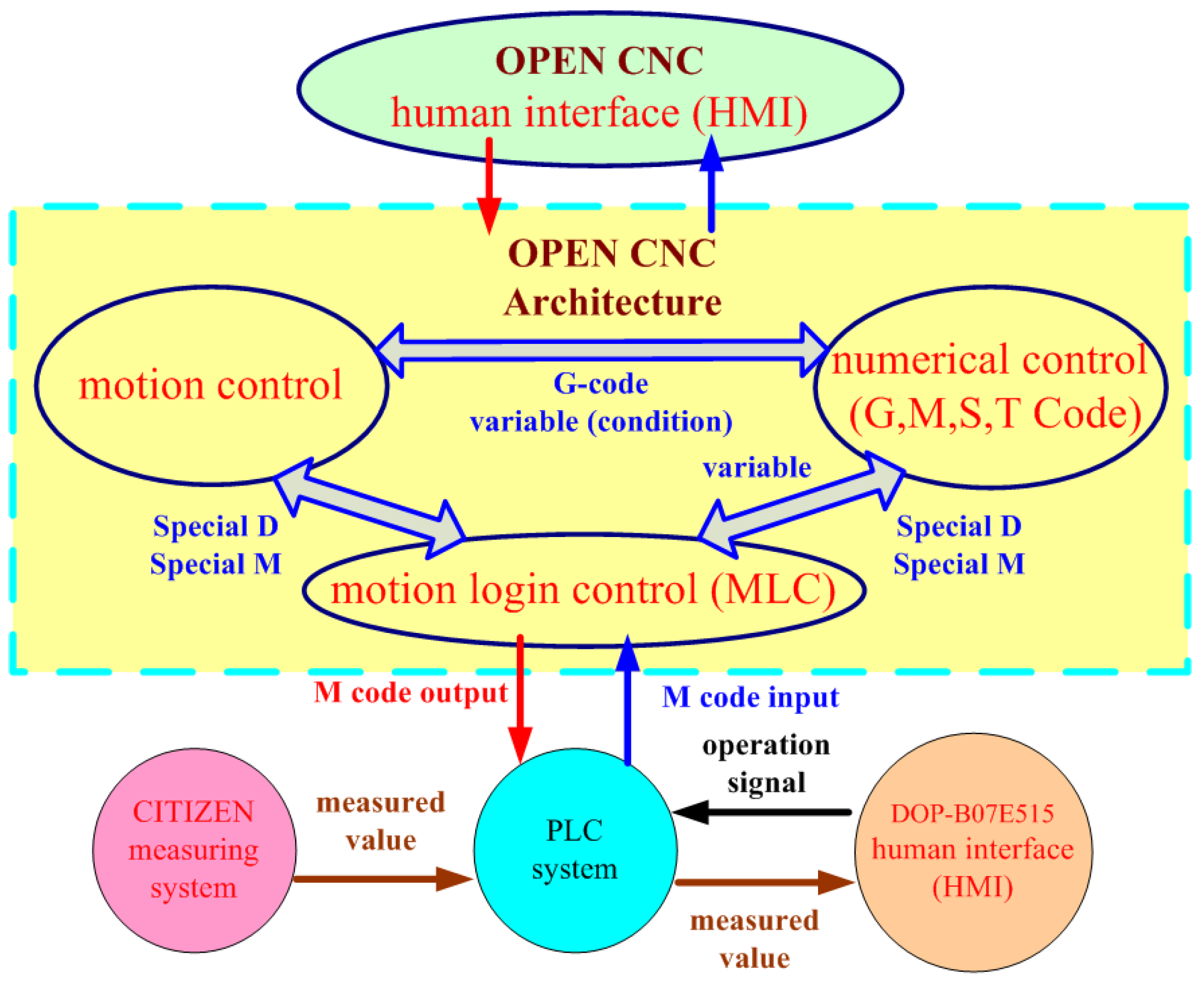
The RPFMT designed in this study contained a horizontal three-axis parallel motion platform and a three-axis machine tools. The DELTA OPEN CNC controller was used for developing and integrating a human–machine interface and programmable controller to achieve automatic online measurement. The measured data could be displayed on the human–machine interface or stored in programmable logic controllers (PLC) and transmitted to the computer for computations. A concave workpiece was cut using rough and finishing machining methods to verify the accuracy of the designed RPFMT.
2. Inverse Kinematics of the Parallel Three-Axis Mechanism
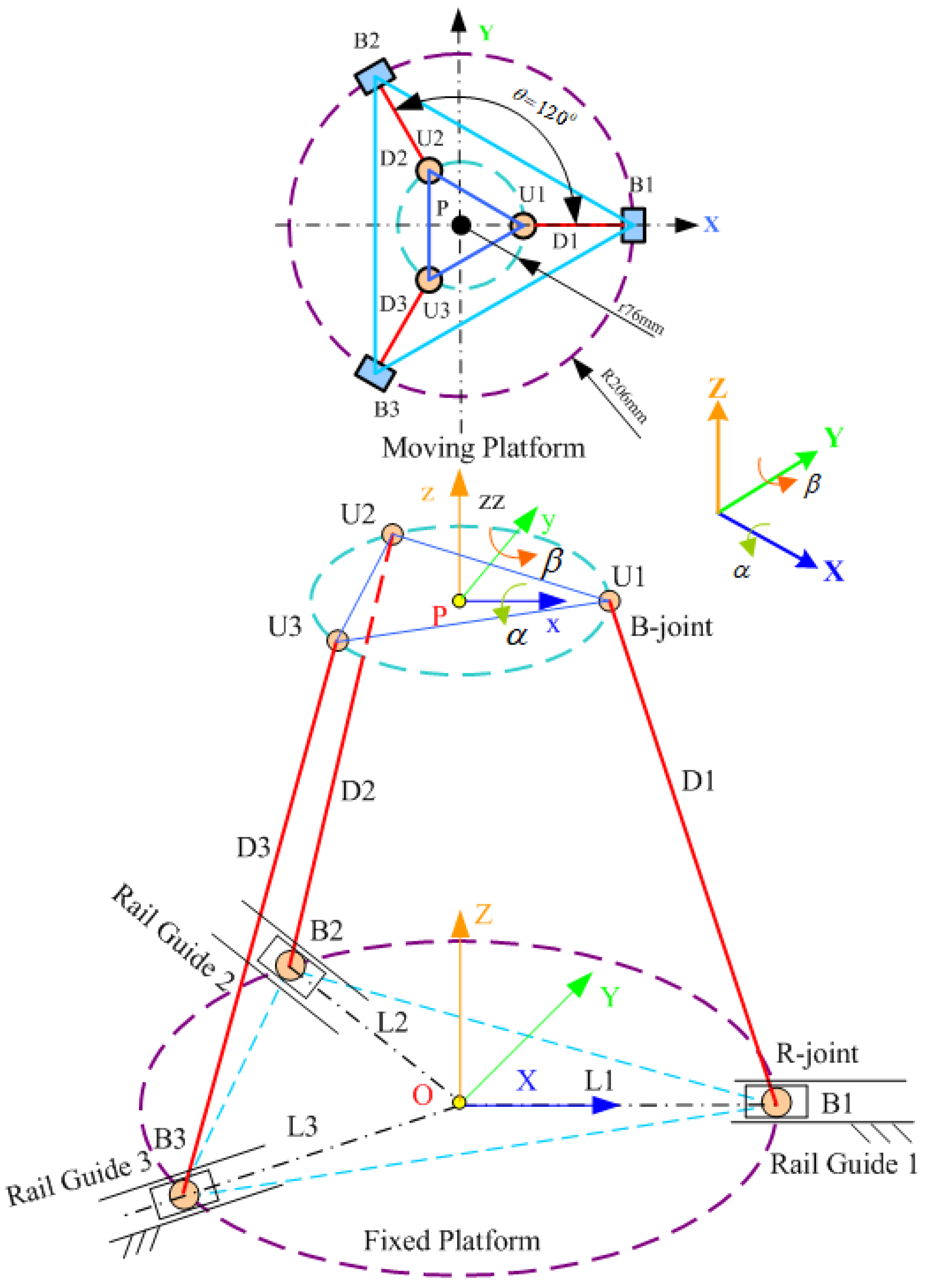
First, the inverse kinematics of the three-axis mechanism was derived to control the trajectory, which is the extension from the center point of the moving platform (P) to the three actuation axes.
Figure 1 depicts a schematic of the horizontal parallel three-axis mechanism.
The derived inverse kinematics can be used to convert the platform attitude into elongations along the three actuation axes. The positions of the connection points on the upper and lower platforms can be obtained by referring to
Figure 1. The location of each connection point on the upper (moving) platform can be expressed as follows:
where
is the radius of the concave element circumscribed by the moving platform;
is the displacement of the actuation axis on the fixed platform;
The coordinates of the moving platform and the fixed platform’s coordinate system (
) are expressed as follows:
where
The parameter
Z represents the distance between the lower platform’s center and the upper platform’s center along the
Z-axis. The coordinates of the moving platform are expressed in the coordinate system of the fixed platform B by using the roll–pitch–yaw angles and considering
. Therefore, the rotation coordinate of the moving platform is expressed as follows:
Therefore, on the basis of Equation (3), the connection points on the moving platform are converted into the coordinate system of the fixed platform as follows, and
S and
C denote sin () and cos (), respectively.
The connecting rods are expressed in the vector form as follows:
The length of each connecting rod is determined as follows:
where
is the connecting rod length (fixed length).
where
.
The expansion of the brackets in Equation (10) results in the following equation being obtained:
The expression
is substituted into Equation (11) to obtain the following equation after rearrangement:
By substituting Equation (2) into Equation (12), the following equation is obtained:
Equation (13) is solved to obtain the following two solutions:
where
Five-Axis Postprocessing Formula for the RPFMT
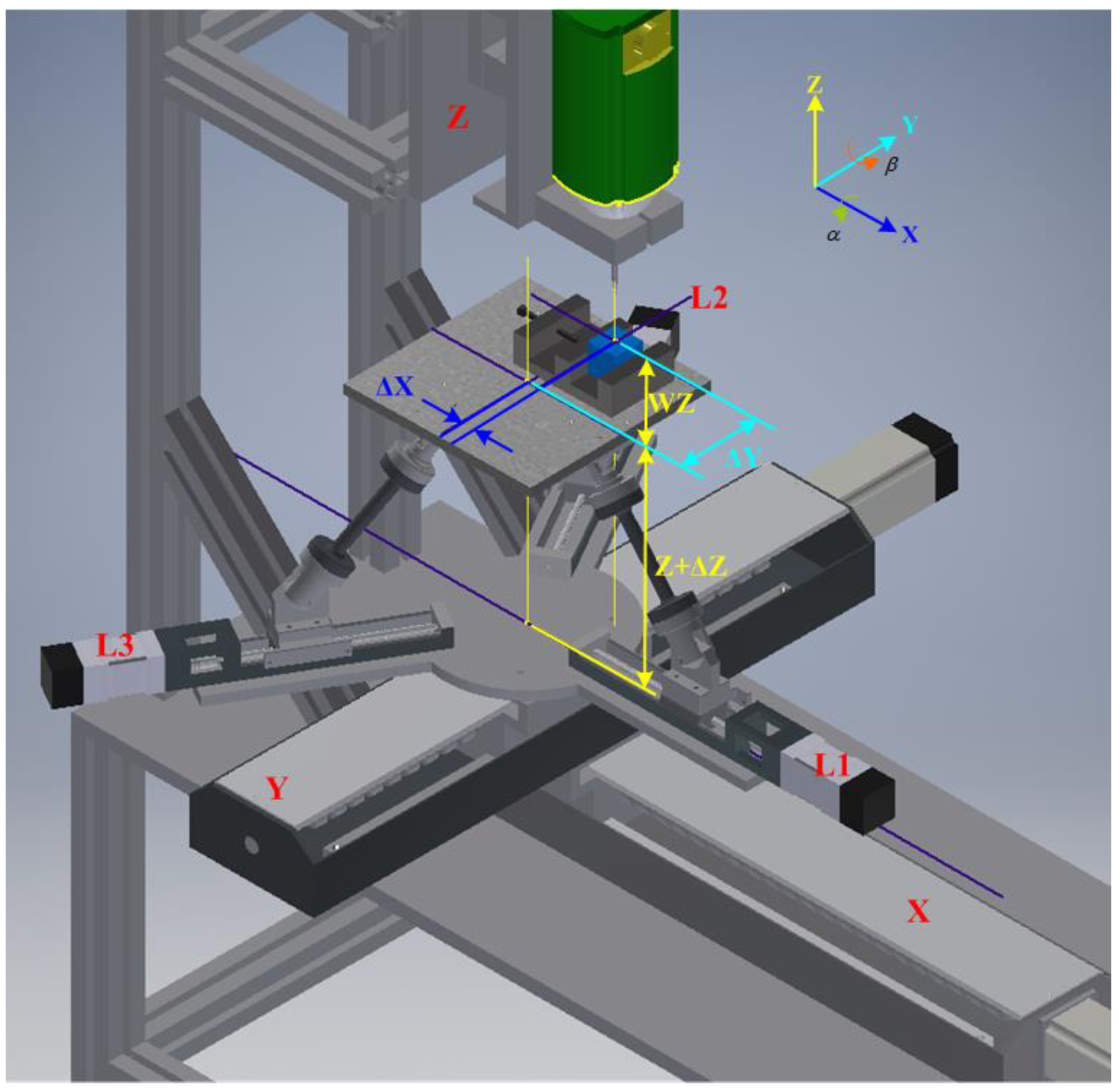
The five-axis postprocessing equation was derived from
Figure 2 and is expressed as follows.
where
is the transposed matrix of the coordinates of the centers of the workpiece and upper platform, Δ
X is the distance between the workpiece’s center and the upper platform’s center along the
X-axis, and Δ
Y is the distance between the workpiece’s center and the upper platform’s center along the
Y-axis.
The coordinates of the workpiece’s center were obtained using a touch-point sensor in this study.
where
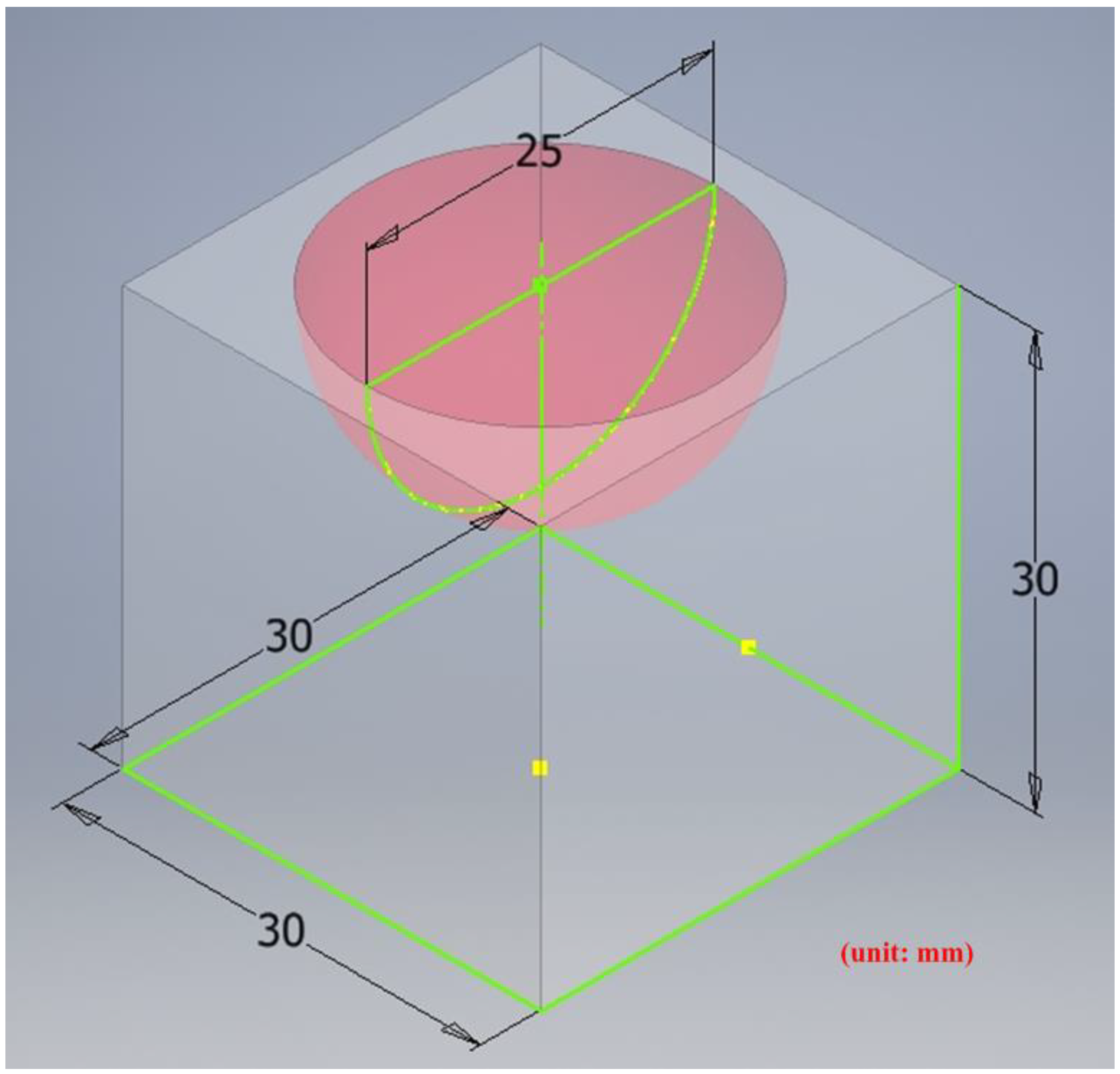
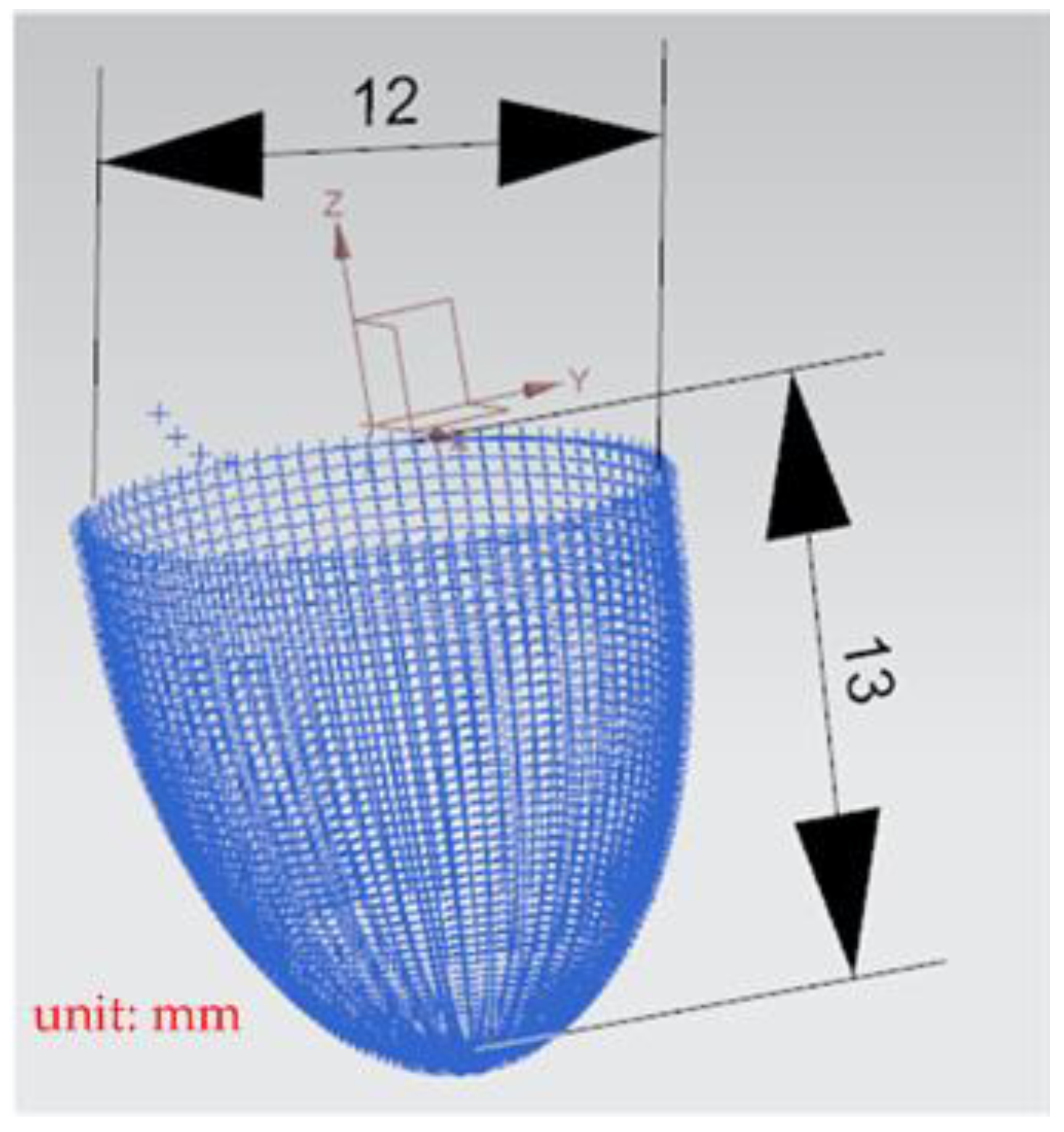
WZ is the height of the workpiece, which is calculated by adding the height of the workpiece with the platform plane as 0 (30 mm) and the height of the clamp (10 mm), and Δ
Z is the height ascended by the platform (12 mm).
5. Conclusions
In this study, a horizontal parallel three-axis motion platform and a three-axis machine tools were integrated to construct an RPFMT. The DELTA OPEN CNC NC50EM controller was also incorporated into this RPFMT. The designed RPFMT demonstrates the advantages of parallel mechanisms and possesses the continuous tracking ability of the three-axis machine tools. A DELTA DOP-B07E515 human–machine interface, DELTA DVP-PS02 programmable controller, and CITIZEN electronic comparison probe (IPD-B535) were integrated to develop an automatic online measurement system. The measured data can be displayed on the human–machine interface in real time or stored in PLC and transmitted to the computer of the system for computations. The adopted three-axis platform can rapidly calibrate the surface and conduct real-time workpiece dimension measurement, which ensures machining quality.
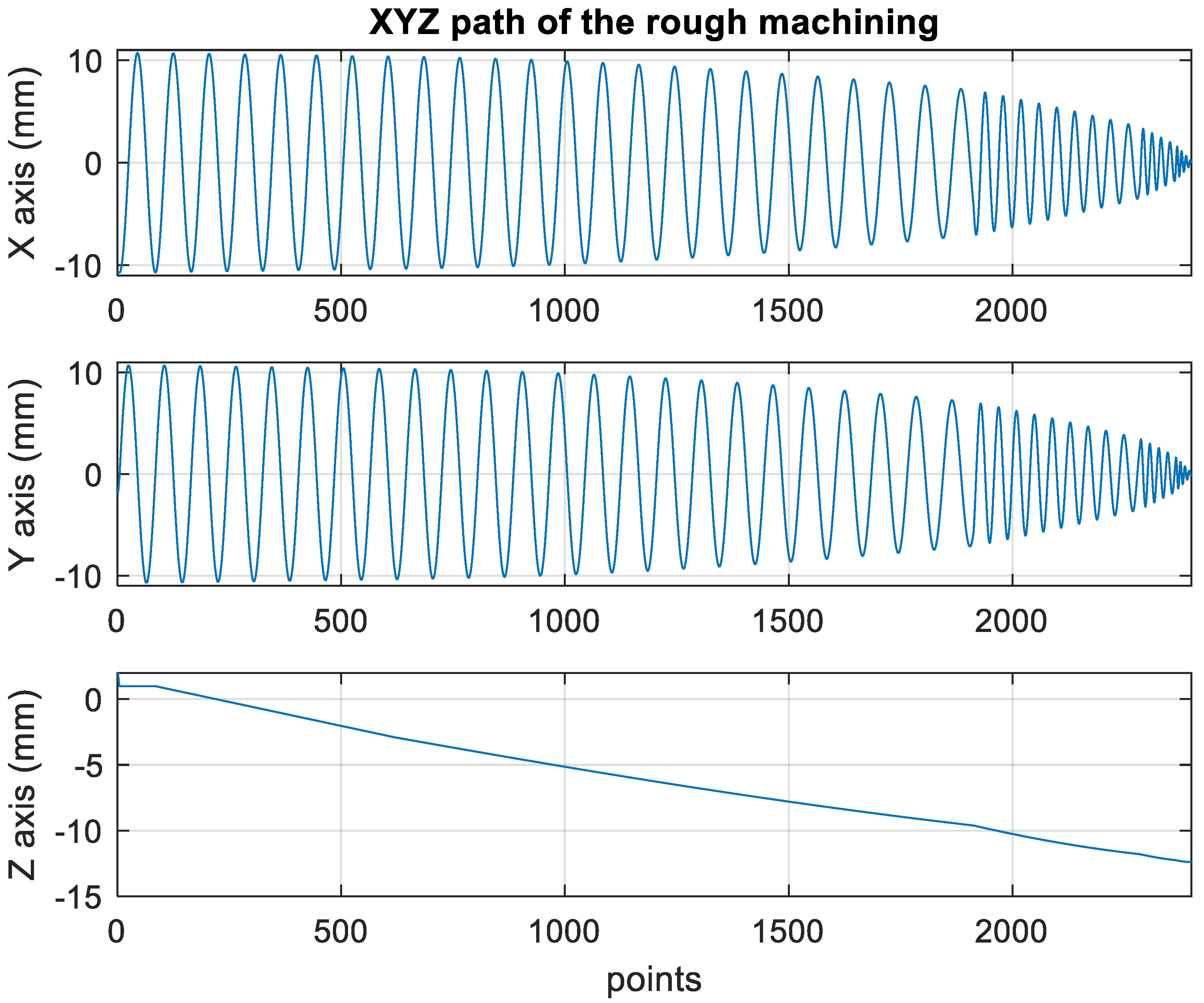
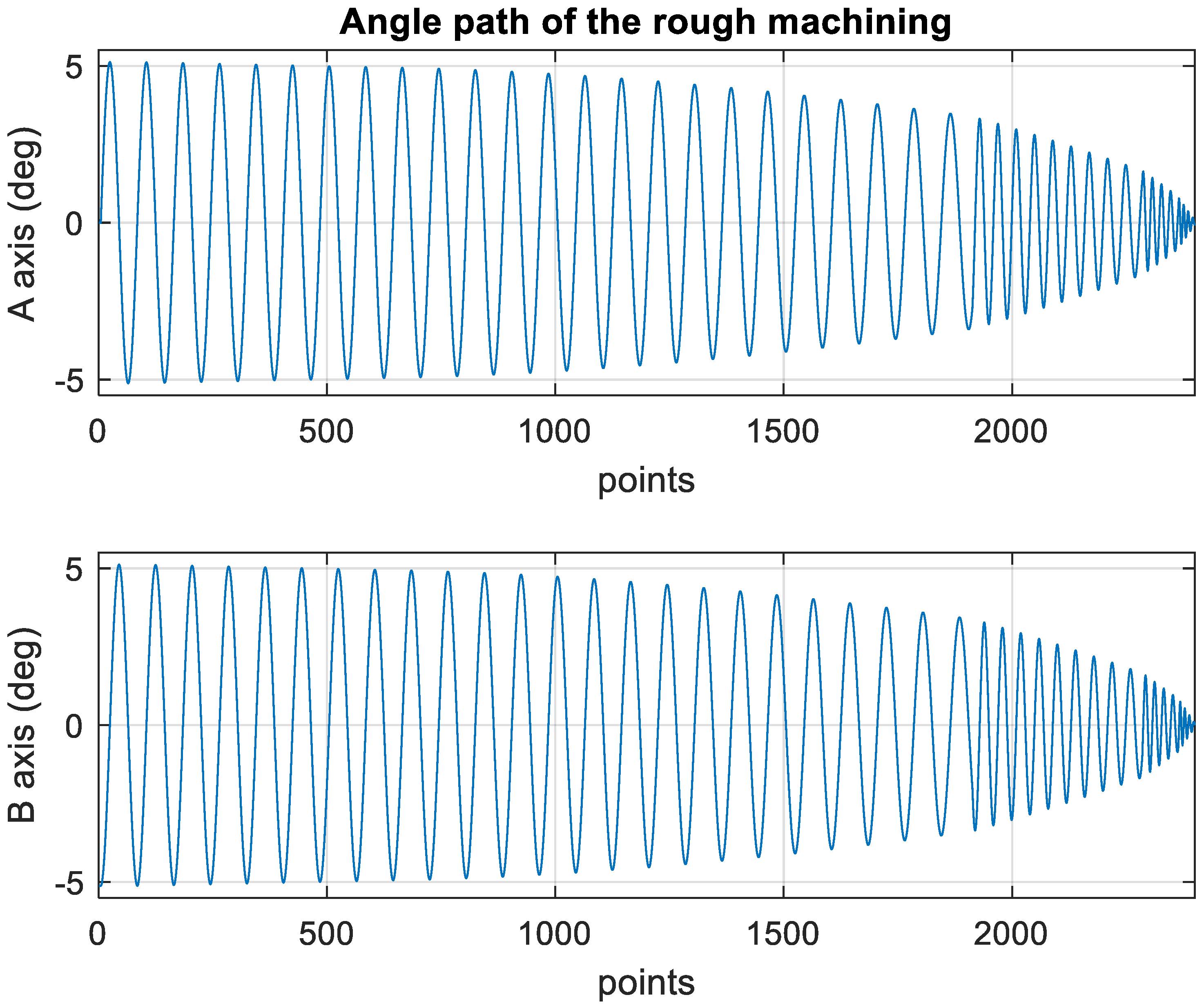
A precise machining quality requires not only the use of high-quality machines and controllers but also the use of computer-aided design (CAD)/computer-aided manufacturing (CAM) software. Tool position (CL) data files are generated from the toolpaths, and these CL data files can then be processed by a postprocessor to generate NC code. In this study, the NC code input is converted into five-axis postprocessing developed by LabVIEW software. The experimental roughing and finishing machining results were identical to those of the constructed 3D model; thus, the accuracy of the proposed system was validated. The proposed RPFMT can be applied for the high-precision machining of complex convex surfaces.
In the future, the five-axis program converter developed for RPFMT will be combined with tool position (CL) data files. Directly output the NC program that RPFMT can accept, and then input the DELTA OPEN CNC controller to control the machine tools to achieve a consistent operation process.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}