
Effect of Laser Heating on the Life of Cutting Tools Coated with Single- and Multilayer Coatings Containing a TiN Layer



Abstract
:1. Introduction
2. Materials and Methods
2.1. Cutting Inserts
2.2. Laser Heating Conditions
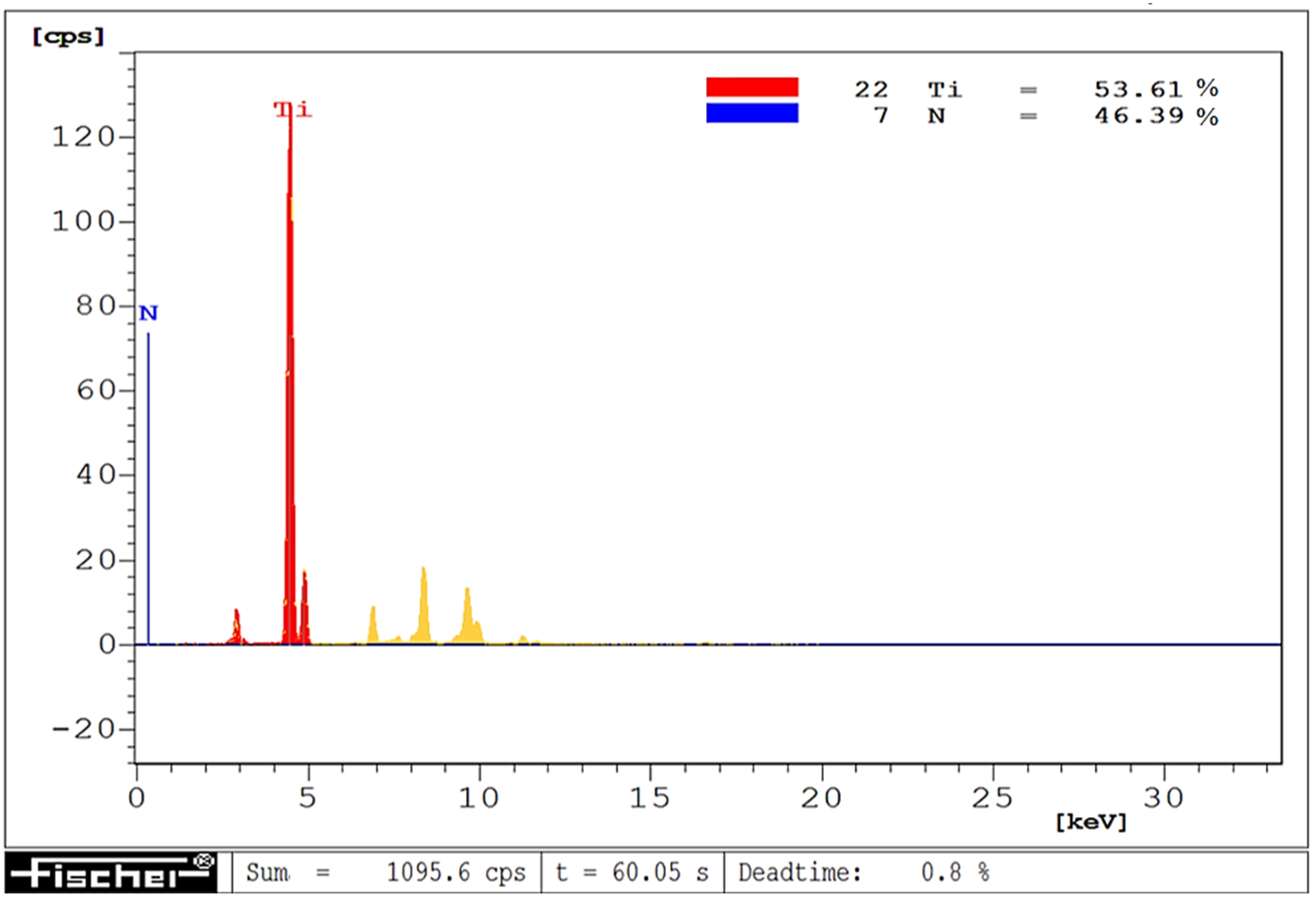
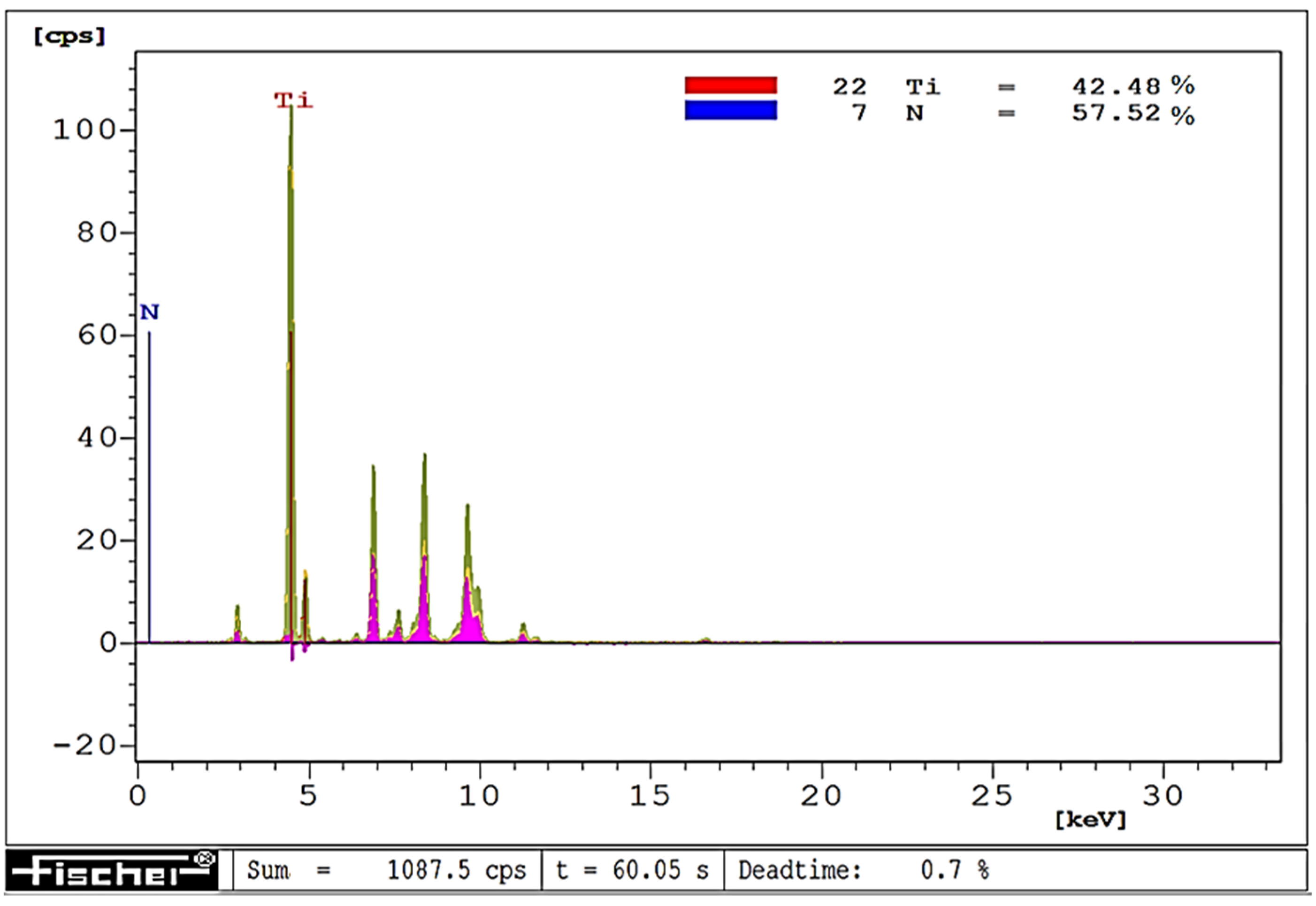
2.3. Measurements of Adhesion and Chemical Composition
2.4. Conditions of Wear and Tool Life Tests
3. Results
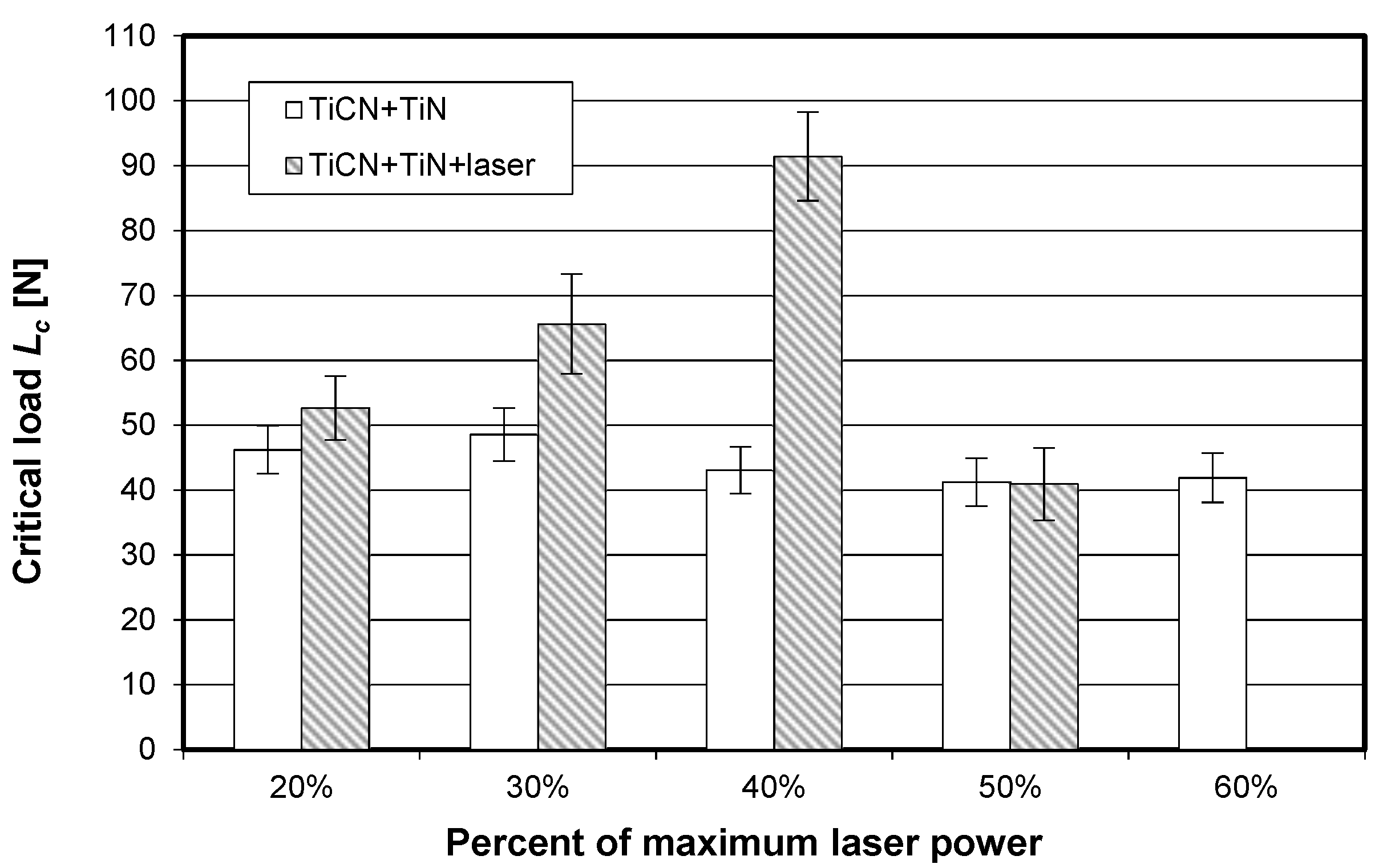
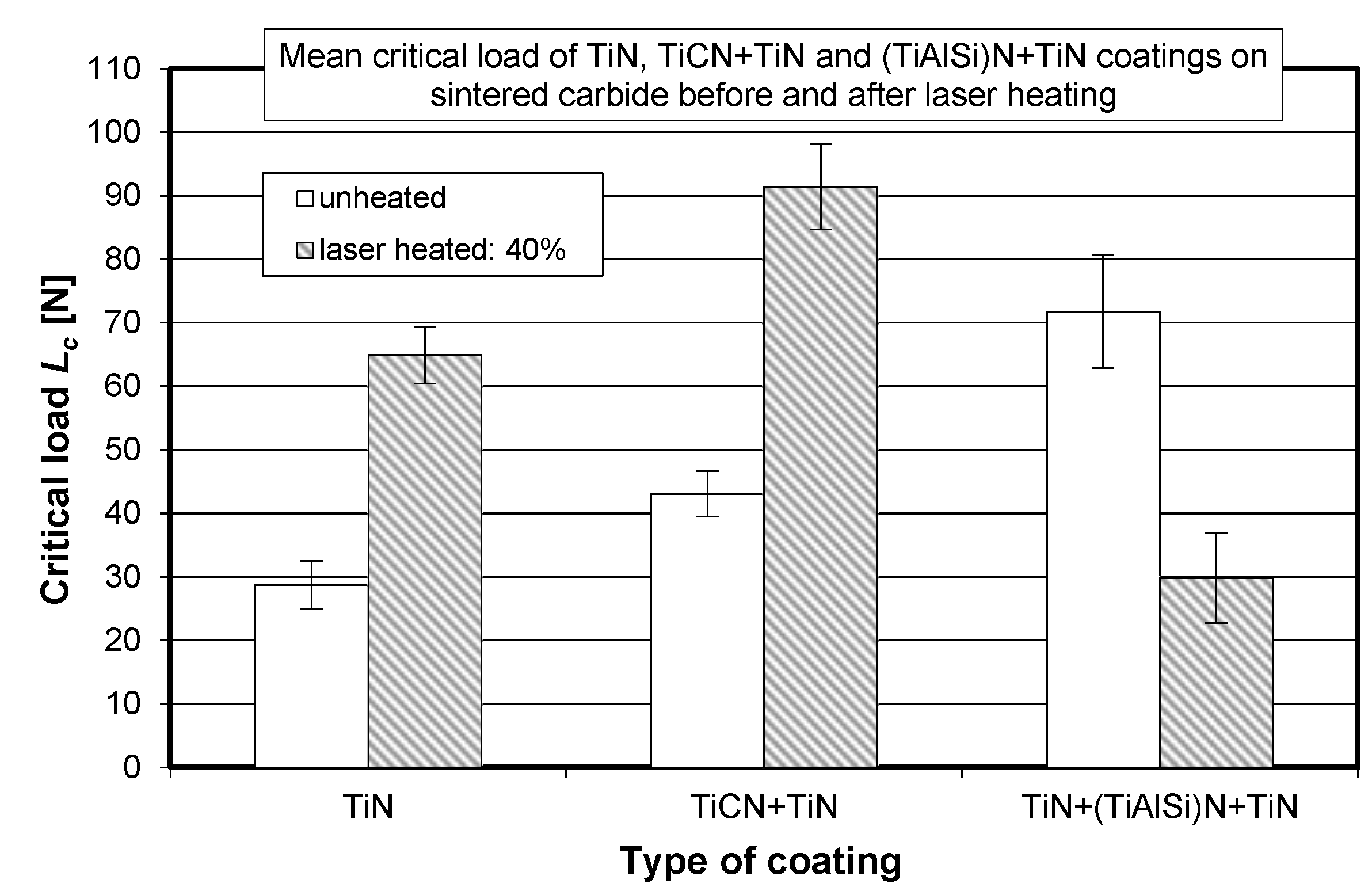
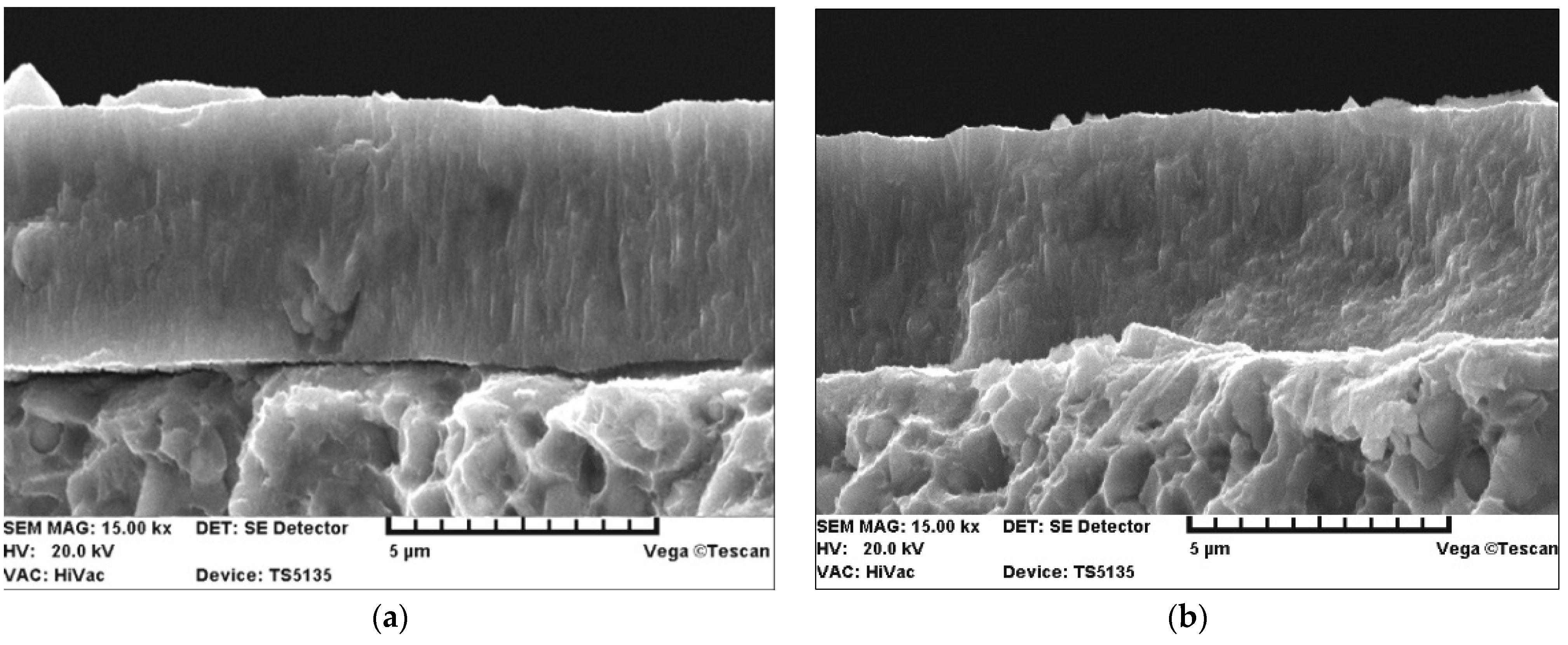
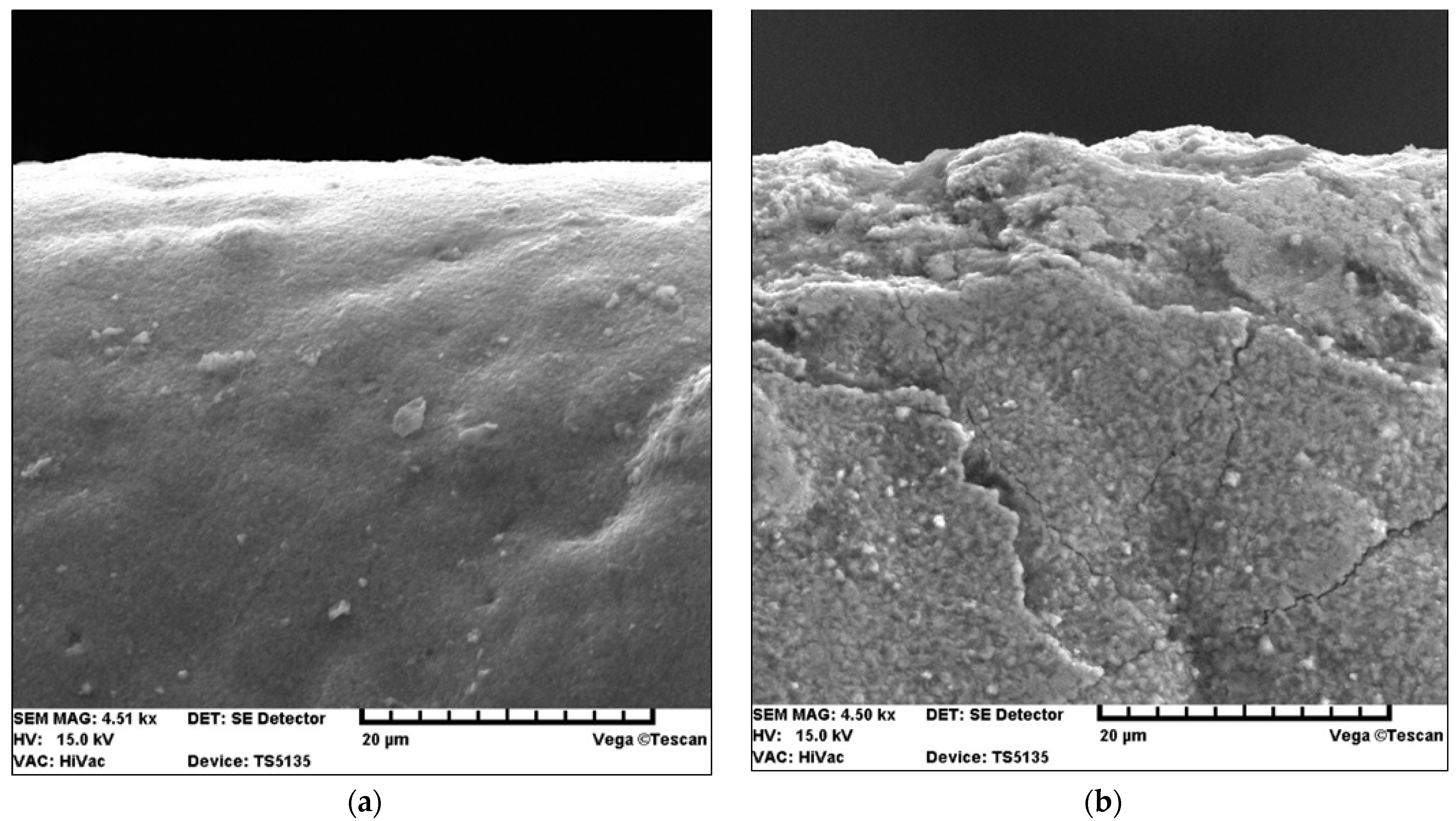
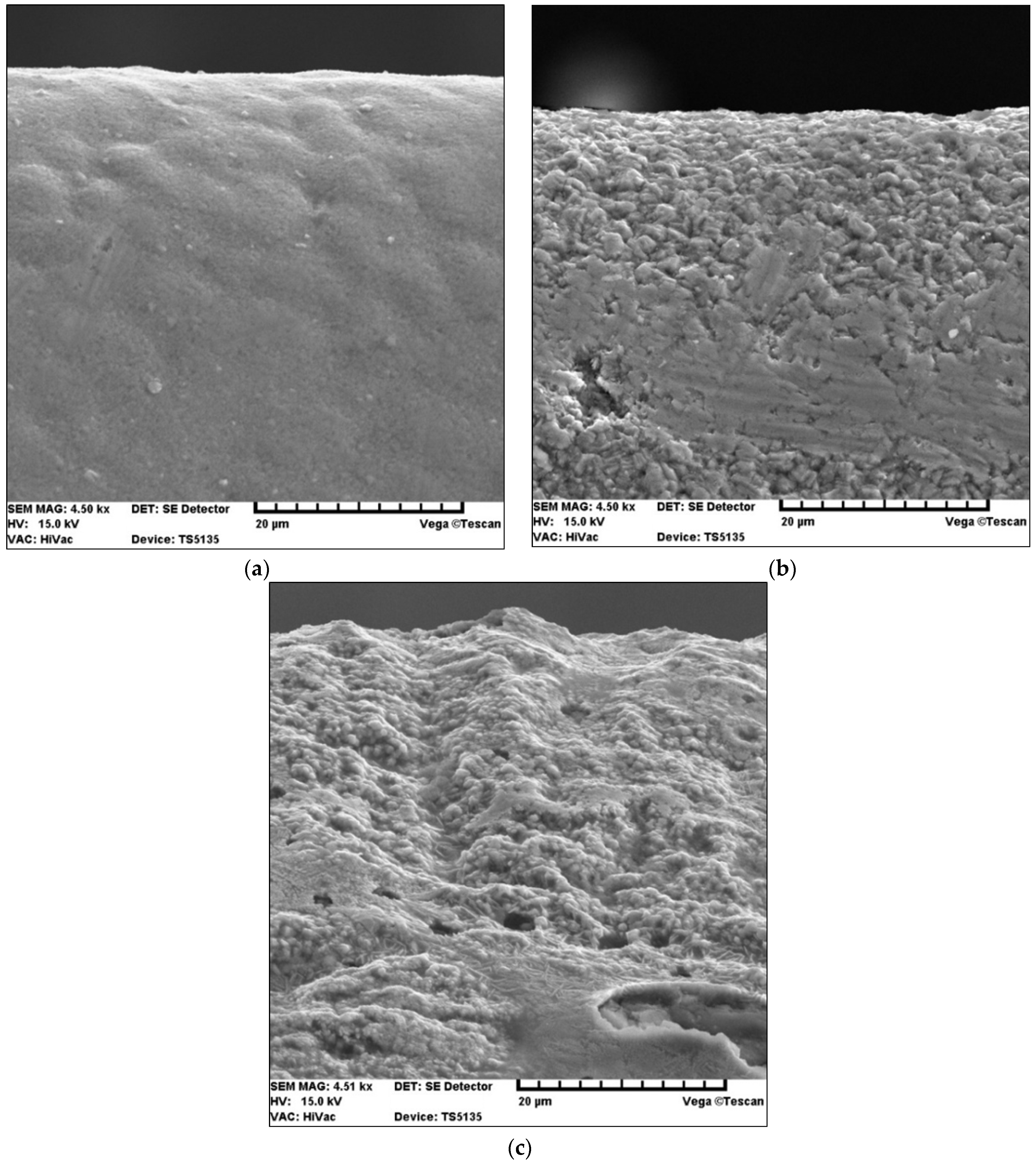
3.1. Coating-Substrate Adhesion
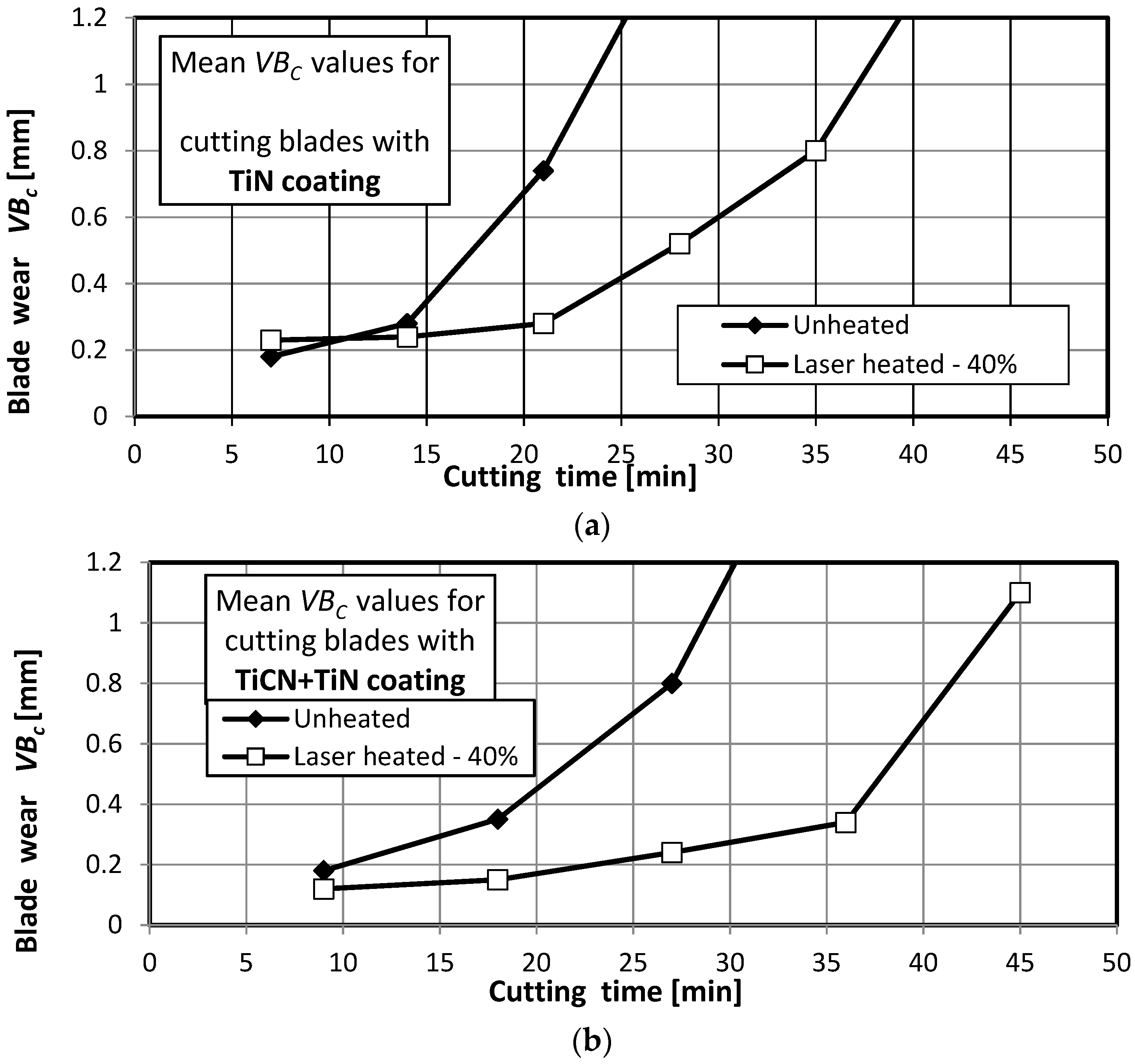
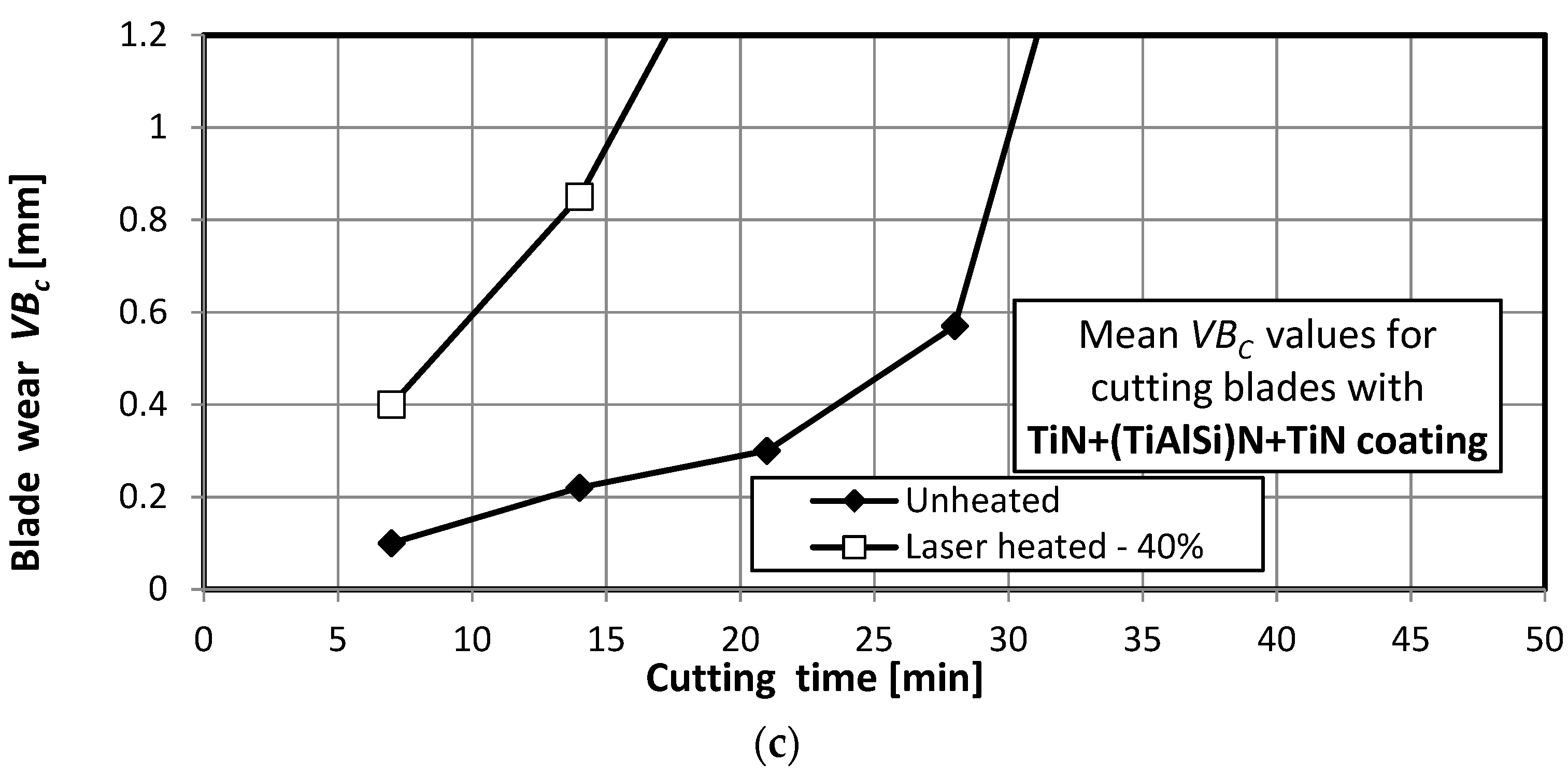
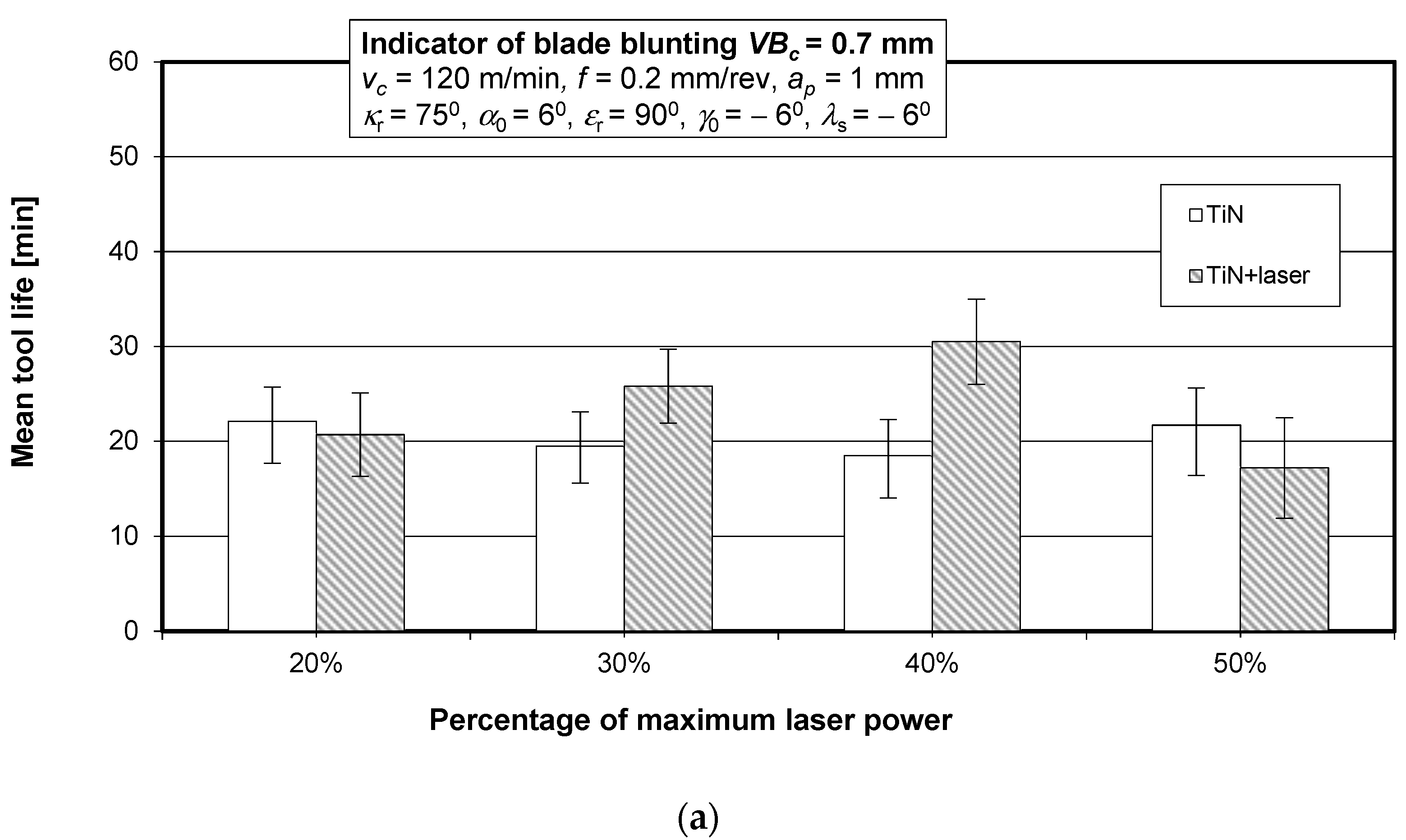
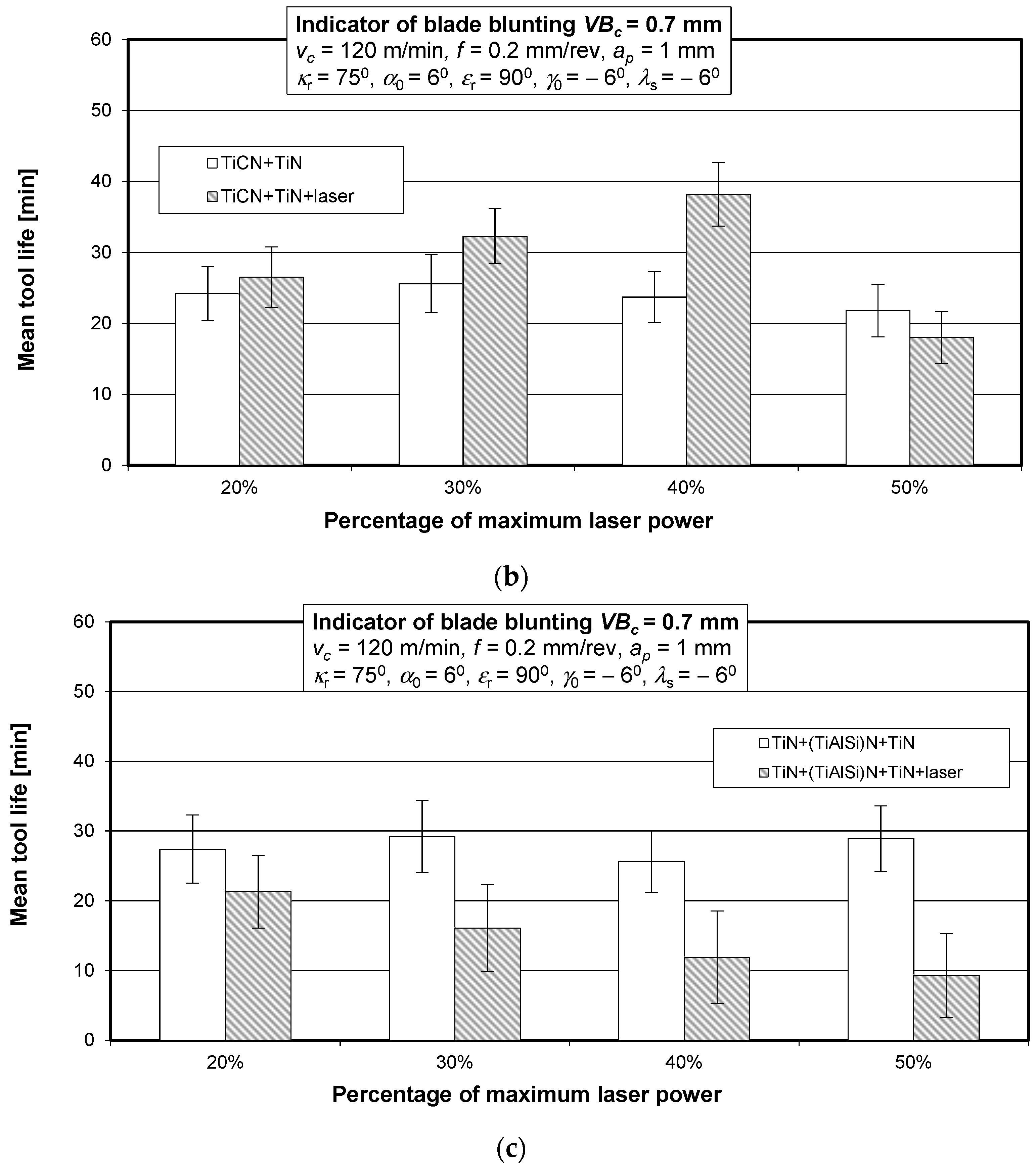
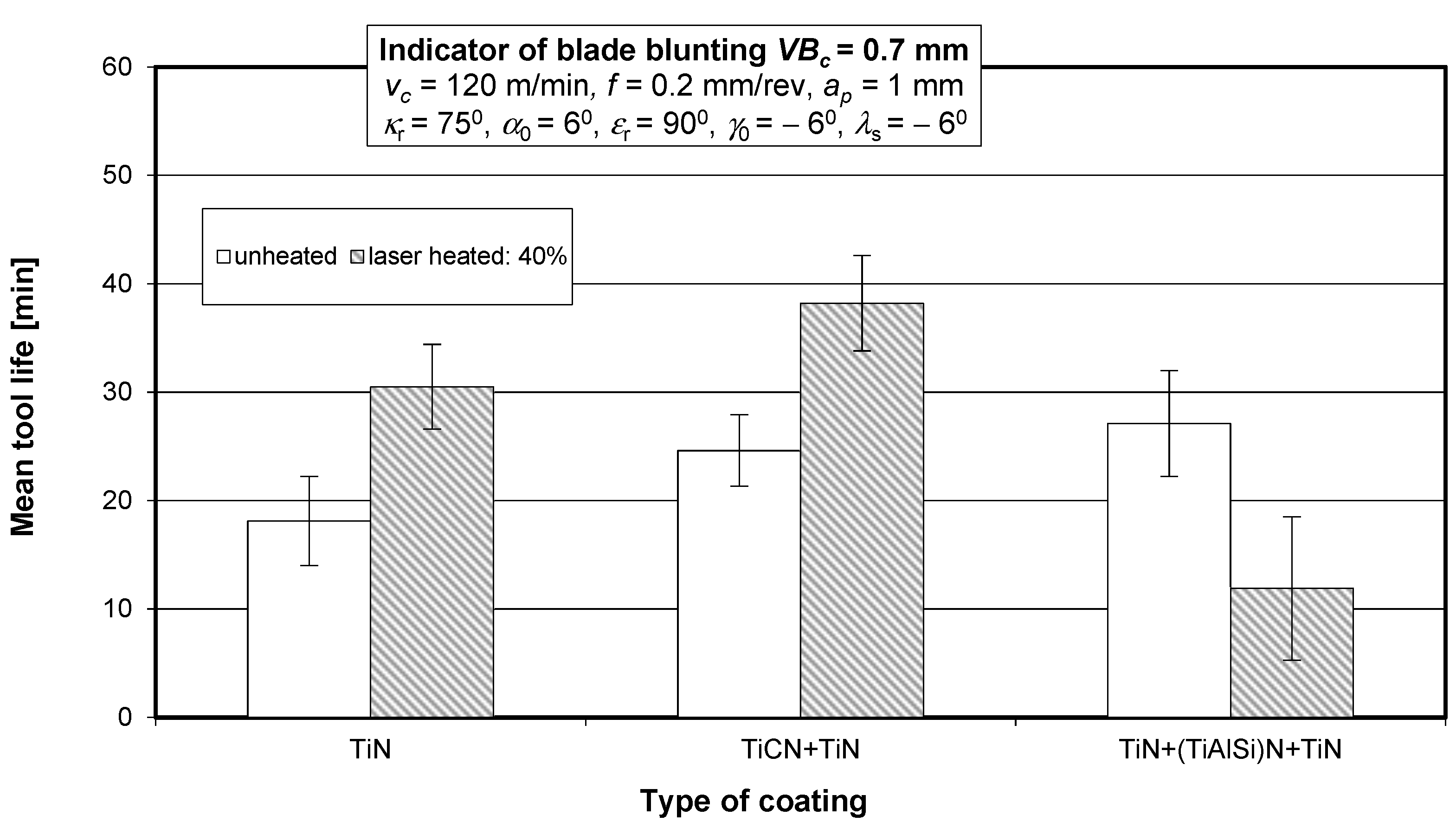
3.2. Cutting Tool Wear and Life in a Turning Process
- -
- One-step heating by a laser beam with different power densities,
- -
- Two-step combined laser heating with different power densities, comprising (1) preliminary heating and (2) principal heating.
4. Conclusions
- (a)
- There exists a direct correlation between the adhesion of the tested hard coatings to the surface of sintered carbide cutting tool blades and the life of these replaceable cutting inserts in a turning process of 35HGS steel;
- (b)
- Laser heating increases the adhesion of PVD coatings to the substrate, but the degree of this increase depends on the laser power and hard coating type;
- (c)
- The results showed that Lc and tool life can be significantly increased by using a laser beam power density not exceeding 8280 W/cm2 but only for single-layer and double-layer coatings. The use of a higher laser beam power (50% of the maximum laser power) led to reduced coating–substrate adhesion and shorter cutting tool life in a turning process of quenched and tempered 35HGS alloy steel specimens;
- (d)
- The use of a higher laser beam power (60% of the maximum laser power) led to complete evaporation of the coating and partial melting of the substrate;
- (e)
- A silicon–aluminum nitride coating layer is not recommended for high-speed laser heating due to its low resistance to thermal shock and high risk of cracking under these conditions. In addition, silicon and aluminum nitrides with ionic chemical bonding are more brittle chemical compounds than TiN and TiCN.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xuelin, L.; Liang, W.; Shen, B.; Fanghong, S.; Zhiming, Z. Effect of Boron-Doped Diamond Interlayer on Cutting Performance of Diamond Coated Micro Drills for Graphite Machining. Materials 2013, 6, 3128–3138. [Google Scholar]
- Kalss, W.; Reiter, A.; Derflinger, V.; Gey, C.; Endrino, J.L. Modern coatings in high performance cutting applications. Int. J. Refract. Met. Hard Mater. 2006, 24, 399–404. [Google Scholar] [CrossRef]
- Yang, T.S.; Yao, S.H.; Chang, Y.Y.; Deng, J.H. Contact Behavior of Composite CrTiSiN Coated Dies in Compressing of Mg Alloy Sheets under High Pressure. Materials 2018, 11, 88. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Y.; Zheng, G.; Cheng, X.; Yang, X.; Xu, R.; Zhang, H. Cutting Performance Evaluation of the Coated Tools in High-Speed Milling of AISI 4340 Steel. Materials 2019, 12, 3266. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Matei, A.A.; Pencea, I.; Stanciu, S.G.; Hristu, R.; Antoniac, I.; Ciovica, E.; Sfat, C.E.; Stanciu, G.A. Structural characterization and adhesion appraisal of TiN and TiCN coatings deposited by CAE-PVD technique on a new carbide composite cutting tool. J. Adhes. Sci. Technol. 2015, 29, 2576–2589. [Google Scholar] [CrossRef]
- Kupczyk, M.J. Production and Operation of Cutting Tools with Anti-Wear Coatings; Poznan University of Technology: Poznan, Poland, 2009. [Google Scholar]
- Li, Y.S.; Tang, Y.; Yang, Q.; Shimada, S.; Wei, R.; Lee, K.Y.; Hirose, A. Al-enhanced nucleation and adhesion of diamond films on WC–Co substrates. Int. J. Refract. Met. Hard Mater. 2008, 26, 465–471. [Google Scholar] [CrossRef]
- Burnett, P.J.; Rickerby, D.S. The scratch adhesion test: An elastic-plastic indentation analysis. Thin Solid Film. 1988, 157, 233–254. [Google Scholar] [CrossRef]
- Ooi, N.; Hector, L.G., Jr.; Adams, J.B.; Stanzione, D., Jr. First Principles Study of the Aluminum–Cubic Boron Nitride Interface. J. Adhesion. 2006, 82, 779–803. [Google Scholar] [CrossRef]
- Heinrichs, J.; Norgren, S.; Jacobson, S.; Yvell, K.; Olsson, M. Influence of cemented carbide binder type on wear initiation in rock drilling—Investigated in sliding wear against magnetite rock. Int. J. Refract. Met. Hard Mater. 2019, 85, 105035. [Google Scholar] [CrossRef]
- Burakowski, T. Considerations on Synergism in Surface Engineering; Radom University of Technology: Radom, Poland, 2004. [Google Scholar]
- Othman, M.F.; Bushroa, A.R.; Abdullah, W.N.R. Evaluation techniques and improvements of adhesion strength for TiN coating in tool applications: A review. J. Adhes. Sci. Technol. 2015, 29, 569–591. [Google Scholar] [CrossRef]
- Olszyna, A. Hardness and Brittleness of Ceramic Materials; Warsaw University of Technology: Warsaw, Poland, 2004. [Google Scholar]
- Kupczyk, M. Comparative investigations of frictional properties and durability of new wear-resistant coatings deposited on cutting tool edges. Acta Mechanica Slovaca 2002, 3, 69–76. [Google Scholar]
- Burakowski, T.; Wierzchon, T. Surface Engineering of Metals—Principles, Equipment, Technologies; CRC Press: London, UK; New York, NY, USA, 1998. [Google Scholar]
- Hebda, M.; Janecki, J. Friction, Lubrication and Wear of Machine Parts; WNT: Warsaw, Poland, 1969. [Google Scholar]
- Mittal, K.L. Adhesion Measurement of Thin Films. Electrocomp. Sci. Technol. 1976, 3, 21–42. [Google Scholar] [CrossRef]
- Lahmar, A.; Lee, G.H.; Cailler, M.; Constantinescu, C. Adhesion Studies of Magnetron Sputtered Copper Films on Steel Substrates: Effects of Heat Treatments. Thin Solid Film. 1991, 198, 115–137. [Google Scholar] [CrossRef]
- Laurens, P.; Sadras, S.; Decobert, F.; Arefi-Khonsari, F.; Amouroux, J. Enhancement of the Adhesive Bonding Properties of PEEK by Excimer Laser Treatment. J. Adhes. Adhes. 1998, 18, 19. [Google Scholar] [CrossRef]
- Sivakumar, R.; Mordike, B.L. Laser Melting of Plasma Sprayed Ceramic Coatings. Surf. Eng. 1988, 4, 127–140. [Google Scholar] [CrossRef]
- Kanamori, K.; Kimoto, Y.; Toriumi, S.; Yonezu, A. Evaluation of adhesion durability of Ni–P coating using repeated laser shock adhesion test. Surface Coatings Technol. 2020, 396, 125953. [Google Scholar] [CrossRef]
- Le, V.N.-A.; Chang, H.-C.; Lin, J.-W. Adhesion of SiO2 Thin Films to Plasma-treated SUS304 Stainless Steel Substrates. J. Adhes. 2017, 93, 9. [Google Scholar] [CrossRef]
- Radek, N.; Pliszka, I.; Liszewski, D. Properties of coatings produced with technologies using concentrated energy flux and their potential application in rolling stock. Problemy Kolejnictwa 2015, 166, 127–146. [Google Scholar]
- Bartkowski, D.; Bartkowska, A.; Jurci, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Shu, D.; Li, Z.; Zhang, K.; Yao, C.; Li, D.; Dai, Z. In situ synthesized high volume fraction WC reinforced Ni-based coating by laser cladding. Mater. Lett. 2017, 195, 178–181. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, A.; Wu, X.; Wang, Y.; Yang, Z. Wear resistance of diode laser-clad Ni/WC composite coatings at different temperatures. Surf. Coat. Technol. 2016, 304, 283–292. [Google Scholar] [CrossRef]
- Škamat, J.; Cernašejus, O.; Zhetessova, G.; Nikonova, T.; Zharkevich, V.; Višniakov, N. Effect of Laser Processing Parameters on Microstructure, Hardness and Tribology of NiCrCoFeCBSi/WC Coatings. Materials 2021, 14, 6034. [Google Scholar] [CrossRef]
- Vandehaar, E.; Malian, P.A.; Baldwin, M. Laser Cladding of Thermal Barrier Coatings. Surf. Eng. 1988, 4, 159–172. [Google Scholar] [CrossRef]
- Powell, J.; Henry, P.S.; Steen, W.M. Laser Cladding with Preplaced Powder: Analysis of Thermal Cycling and Dilution Effects. Surf. Eng. 1988, 4, 141–149. [Google Scholar] [CrossRef]
- Vopát, T.; Sahul, M.; Haršáni, M.; Vortel, O.; Zlámal, T. The Tool life and coating-substrate adhesion of AlCrSiN-coated carbide cutting tools prepared by LARC with respect to the edge preparation and surface finishing. Micromachines 2020, 11, 166. [Google Scholar] [CrossRef] [Green Version]
- Guozhi, X.; Jingxian, Z.; Yijun, L.; Keyu, W.; Xiangyin, M.; Pinghua, L. Effect of laser remelting on corrosion behavior of plasma-sprayed Ni-coated WC coatings. Mater. Sci. Eng. A 2007, 460, 351–356. [Google Scholar] [CrossRef]
- Zhang, S.-H.; Cho, T.-Y.; Yoon, J.-H.; Li, M.-X.; Shum, P.; Kwon, S.-C. Investigation on microstructure, surface properties and anti-wear performance of HVOF sprayed WC–CrC–Ni coatings modified by laser heat treatment. Mater. Sci. Eng. B. 2009, 162, 127–134. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Corrosion and wear behavior of laser cladded Ni–WC coatings. Surf. Coat. Technol. 2015, 276, 121–135. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yoon, J.H.; Li, M.X.; Cho, T.Y.; Joo, Y.K.; Cho, J.Y. Influence of CO2 laser heat treatment on surface properties, electrochemical and tribological performance of HVOF sprayed WC–24%Cr3C2–6%Ni coating. Mater. Chem. Phys. 2010, 119, 458–464. [Google Scholar] [CrossRef]
- Kupczyk, M.; Jozwiak, K.; Cieszkowski, P.; Libuda, P. Influence of laser heating on adhesion of CVD coatings to cutting edges. Surf. Coat. Technol. 2007, 201, 5153–5156. [Google Scholar] [CrossRef]
- Kupczyk, M.J. Improvement of adhesion force of hard coatings to cemented carbides by laser heating. J. Adhes. 2020, 96, 33–47. [Google Scholar] [CrossRef]
- Bunshah, R.F.; Blocher, J.; Bonifield, T.; Fish, J.; Ghate, P.B.; Jacobson, B.; Mattox, D.; McGuire, G.; Schwartz, Z.; Thornton, J.; et al. Deposition Technologies for Films and Coatings—Developments and Applications; Noyes Publications: Park Ridge, NJ, USA, 1990. [Google Scholar]
- Kupczyk, M.; Wieczorowski, K. A Unit for Measuring the Adhesion to the Base of Anti-Wear Layers, Especially those Deposited on the Surfaces of Cutting. Tools. Patent Pat-981/PP/1993, 24 November 1993. [Google Scholar]
- Laugier, M.T. An energy approach to the adhesion of coatings using the scratch test. Thin Solid Film. 1984, 117, 243. [Google Scholar] [CrossRef]
- Münz, W.D. Reactive Sputtering of Nitrides and Carbides; Leybold-Heraeus: Cologne, Germany, 1985. [Google Scholar]
- Perry, A.J. Scratch adhesion testing of hard coatings. Thin Solid Film. 1983, 107, 167. [Google Scholar] [CrossRef]
- Perry, A.J. The adhesion of chemically vapour-deposited hard coating to steel—The scratch test. Thin Solid Film. 1981, 78, 77–93. [Google Scholar] [CrossRef]
- Weaver, C. Adhesion metals to polymers. Faraday Spec. Discuss. Chem. Soc. 1972, 2, 18. [Google Scholar] [CrossRef]
- Benjamin, P.; Weaver, C. Measurement of adhesion of thin films. Proc. R. Soc. Lond. 1960, 254, 163–176. [Google Scholar]
- Hammer, B.; Perry, A.J.; Laeng, P.; Steinmann, P.A. The scratch test adhesion of TiC deposited industrially by chemical vapour deposition on steel. Thin Solid Film. 1982, 96, 45–51. [Google Scholar] [CrossRef]
- Vereshchaka, A.S.; Tretiakov, I.P. Cutting Tool Materials with Wear-Resistant Coatings; Mashinostrojenie: Moscow, Russia, 1986. [Google Scholar]
- Samborski, S.; Józwik, J.; Skoczylas, J.; Kłonica, M. Adaptation of Fracture Mechanics Methods for Quality Assessment of Tungsten Carbide Cutting Inserts. Materials 2021, 14, 3441. [Google Scholar] [CrossRef]
- Barszcz, M.; Pashechko, M.; Dziedzic, K.; Jozwik, J. Study on the Self-Organization of an Fe-Mn-C-B Coating during Friction with Surface-Active Lubricant. Materials 2020, 13, 3025. [Google Scholar] [CrossRef] [PubMed]
- Dziedzic, K.; Pashechko, M.; Barszcz, M.; Józwik, J. Structure and Construction Assessment of the Surface Layer of Hardfaced Coating after Friction. Adv. Sci. Technol. Res. J. 2017, 11, 253–260. [Google Scholar] [CrossRef]
- Holleck, H. Binäre und tenäRe Carbid- und Nitridsysteme der Übergangsmetalle; Schweizerbart: Berlin, Germany; Stuttgart, Germany, 1984. [Google Scholar]
- Schiller, S.; Hesing, U.; Beister, G.; Steinfelder, K.; Strümpfel, J. Deposition of hard, wear-resistant coatings by reactive d.c. plasmatron sputtering. Thin Solid Film. 1984, 118, 255. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SM25: P15–P40, M25–M35 | |||
|---|---|---|---|
| Mechanical Properties | Chemical Analysis | ||
| Hardness: | 15.5 GPa | WC: | 69.5% |
| Bending strength: | 2000 MPa | Co: | 9.5% |
| Density: | 12.6 g/cm3 | TiC + TaC–NbC: | 21.0% |
| Parameters of Laser Heating | |||
|---|---|---|---|
| % of max. Laser Power | Power Density (W/cm2) | Diameter of Laser Beam (mm) | Scanning Speed (m/min) |
| 20 | 4140 | ||
| 30 | 6210 | ||
| 40 | 8280 | 4.0 | 1.3 |
| 50 | 10,350 | ||
| 60 | 12,420 | ||
| C | Mn | Si | Cr |
|---|---|---|---|
| 0.32 ÷ 0.40 | 0.80 ÷ 1.10 | 1.10 ÷ 1.40 | 1.10 ÷ 1.40 |
| Ni | Mo | V | W |
| 0.30 | 0.10 | 0.05 | 0.20 |
| Ti | Cu | P | S |
| 0.05 | 0.25 | ≤0.035 | ≤0.035 |
| Quantity | Mark | After Quenching and Tempering |
|---|---|---|
| Tensile strength | Rm | ≥1620 MPa |
| Yield point | Re (Rp0,2) | ≥1280 MPa |
| Elongation | A | ≥9% |
| Hardness | HRC | max 32 |
| Necking | Z | ≥40% |
| Laser Heating Conditions (% of Max. Laser Power) | Type of Coating | ||
|---|---|---|---|
| TiN | TiCN + TiN | TiN + (TiAlSi)N + TiN | |
| Critical Load Values Lc (N) | |||
| 0 | 25.60 ± 3.8 | 47.32 ± 3.7 | 67.53 ± 5.6 |
| 20 | 43.67 ± 4.0 | 52.66 ± 4.9 | 48.79 ± 5.7 |
| 30 | 51.09 ± 3.8 | 65.61 ± 7.7 | 38.23 ± 8.2 |
| 40 | 64.89 ± 5.8 | 91.42 ± 6.8 | 29.79 ± 5.5 |
| 50 | 32.95 ± 3.9 | 40.93 ± 5.6 | 17.12 ± 2.8 |
| 60 | Total evaporation of coating and partial melting of substrate | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kupczyk, M.J.; Józwik, J. Effect of Laser Heating on the Life of Cutting Tools Coated with Single- and Multilayer Coatings Containing a TiN Layer. Materials 2022, 15, 4022. https://doi.org/10.3390/ma15114022
Kupczyk MJ, Józwik J. Effect of Laser Heating on the Life of Cutting Tools Coated with Single- and Multilayer Coatings Containing a TiN Layer. Materials. 2022; 15(11):4022. https://doi.org/10.3390/ma15114022
Chicago/Turabian StyleKupczyk, Maciej Jan, and Jerzy Józwik. 2022. "Effect of Laser Heating on the Life of Cutting Tools Coated with Single- and Multilayer Coatings Containing a TiN Layer" Materials 15, no. 11: 4022. https://doi.org/10.3390/ma15114022
APA StyleKupczyk, M. J., & Józwik, J. (2022). Effect of Laser Heating on the Life of Cutting Tools Coated with Single- and Multilayer Coatings Containing a TiN Layer. Materials, 15(11), 4022. https://doi.org/10.3390/ma15114022