
Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts






Abstract
1. Introduction
2. Materials and Methods
2.1. Aim and Scope of Work
- − experimental forming of the drawn parts in industrial conditions;
- − numerical simulations of the sheet metal forming process, using the PAMStamp 2G programme, based on the finite element method (FEM).
2.2. Experimental Tests
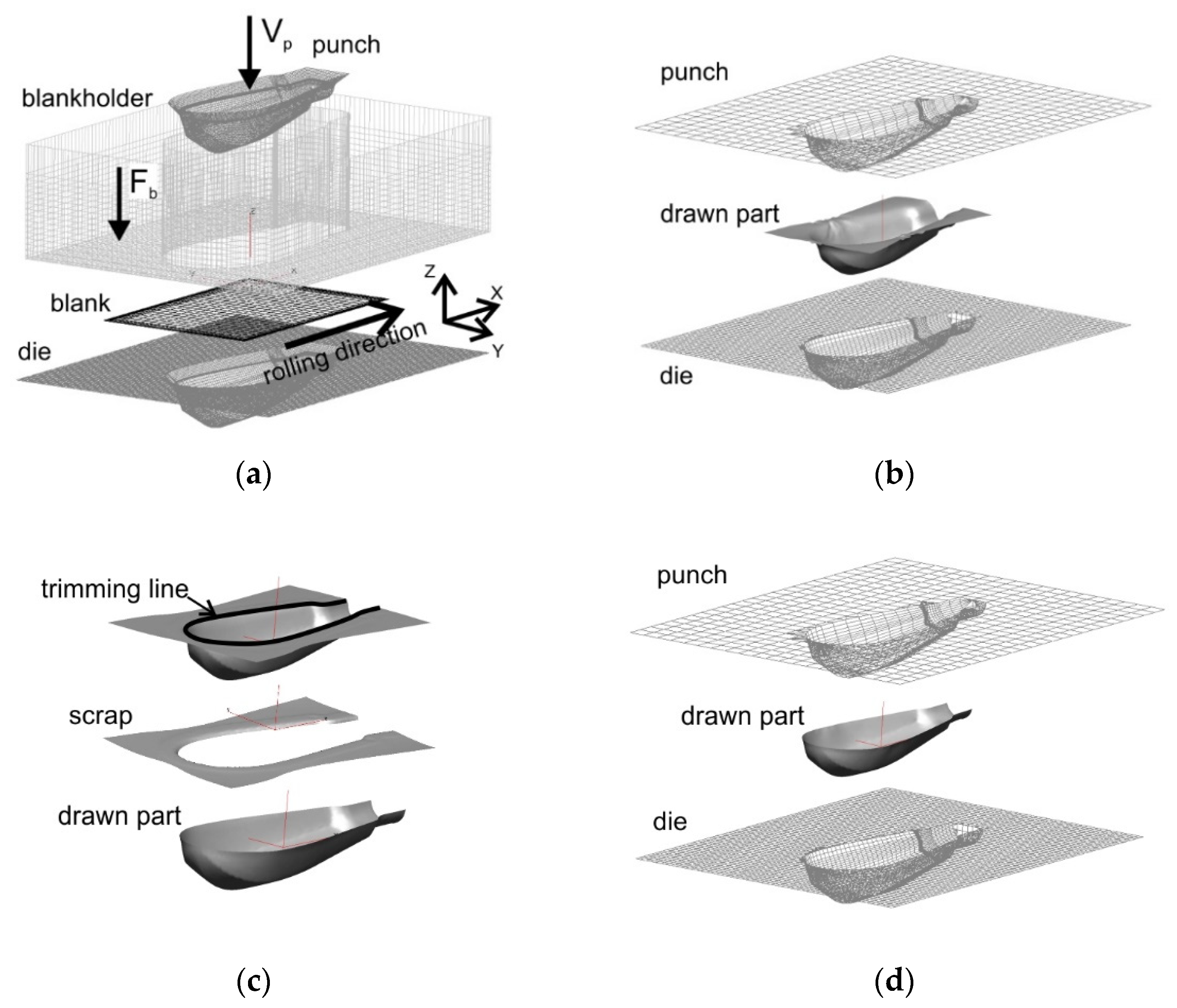
2.3. Numerical Model
- forming without a blank holder;
- forming with a blank holder.
- -
- μ = 0.1 for lubricated contact surfaces, i.e., on the contact “die-deformed material-blank holder”;
- -
- μ = 0.4 for unlubricated contact surfaces.
3. Results
3.1. Experimental Test Results
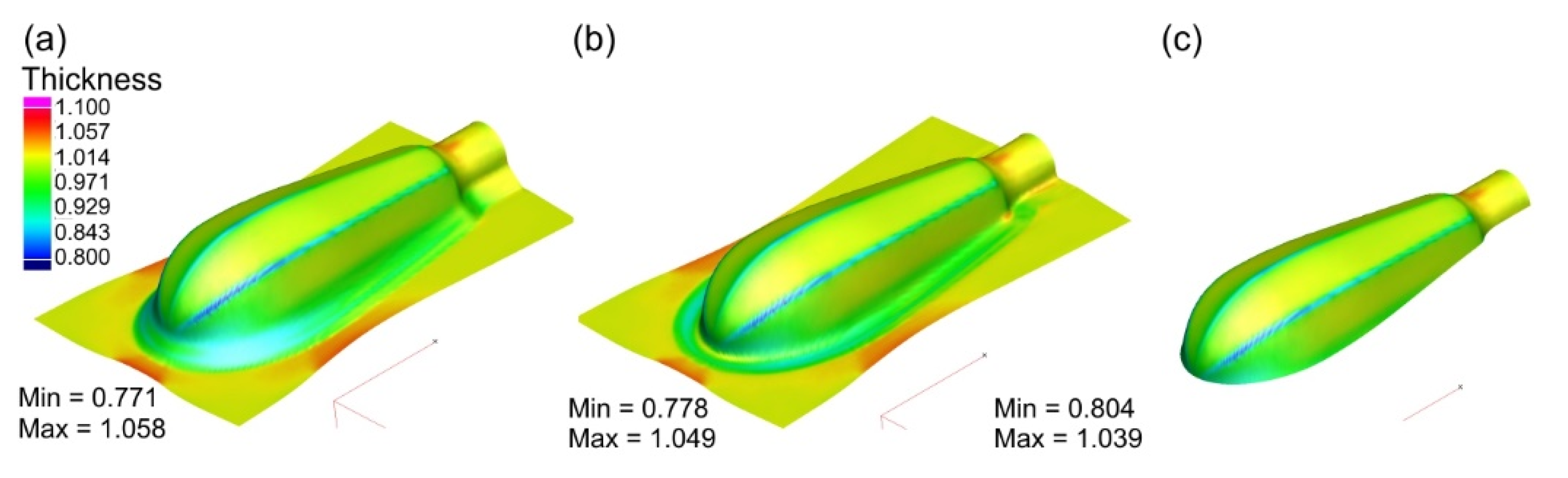
3.2. Numerical Calculations Results-Discussion
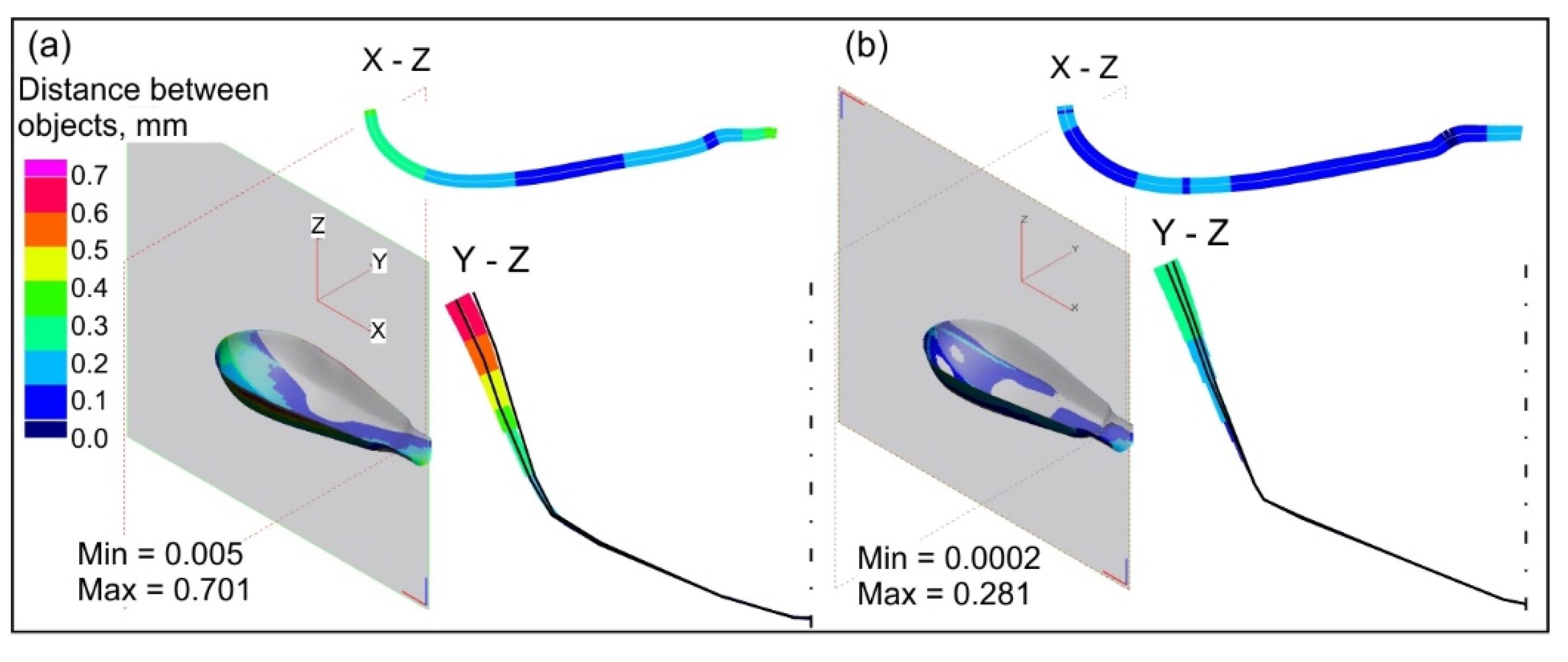
3.3. Experimental Verification of Numerical Results
4. Conclusions
- There is a possibility of forming shallow drawn parts, such as the analysed handle of surgical instruments, of Grade 2 CP titanium sheets using standard steel tools, usually used for forming steel drawn parts.
- The use of Grade 2 CP titanium sheet reduces the handle weight of by about 47%, which significantly improves the comfort of using the tools during surgery.
- The blank holder force has a dominant influence on the dimensional accuracy of the drawn part; according to the numerical calculations, the blank holder force equals 20 kN.
- Although the numerical calculations show a small effect of the lubrication on the dimensional accuracy of the drawn parts, the experimental tests demonstrate that lubrication must be used to avoid galling.
- The use of lubricant facilitates flow of the deformed material and improves smoothness of the drawn part surface, which improves the quality of the product.
- The lubricant, applied to the sheet surface according to patented method [42], is environmentally friendly and has no harmful effect on people
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Paszenda, Z.; Tyrlik-Held, J. Surgical Instruments. In Polish: Instrumentarium Chrurgiczne; Printing House of the Silesian University of Technology: Gliwice, Poland, 2003. [Google Scholar]
- Gierzyńska-Dolna, M.; Adamus, J.; Lacki, P. Surface treatment of the implants and tools made of the titanium alloys. Adv. Mater. Sci. 2007, 7, 19–24. [Google Scholar]
- Xue, T.; Attarilar, S.; Liu, S.; Liu, J.; Song, X.; Li, L.; Zhao, B.; Tang, Y. Surface Modification Techniques of Titanium and its Alloys to Functionally Optimize Their Biomedical Properties: Thematic Review. Front. Bioeng. Biotechnol. 2020, 8, 603072. [Google Scholar] [CrossRef] [PubMed]
- Gherlone, E.; Polizzi, E.; Tetè, G.; Capparè, P. Dentistry and COVID-19 pandemic: Operative indications post-lockdown. New Microbiol. 2021, 44, 1–11. [Google Scholar] [PubMed]
- ISO 7153-1:2016; Surgical Instruments. Materials. Part 1: Metals; ISO: Geneva, Switzerland, 2016.
- PN-EN 10088-1:2014-12; Stainless Steels. Part 1: List of Stainless Steels; British Standard Institution: London, UK, 2014.
- Adamus, J. Forming of the titanium implants and medical tools by metal working. Arch. Mater Sci. Eng. 2007, 28, 313–316. [Google Scholar]
- Gronostajski, Z.; Pater, Z.; Madej, L.; Gontarz, A.; Lisiecki, L.; Lukaszek-Solek, A.; Luksza, J.; Mróz, S.; Muskalski, Z.; Muzykiewicz, W.; et al. Recent development trends in metal forming. Arch. Civ. Mech. Eng. 2019, 19, 898–941. [Google Scholar] [CrossRef]
- Trzepieciński, T. Recent developments and trends in sheet metal forming. Metals 2020, 10, 779. [Google Scholar] [CrossRef]
- Cheng, Z.; Li, Y.; Xu, C.; Liu, Y.; Ghafoor, S.; Li, F. Incremental sheet forming towards biomedical implants: A review. J. Mater. Res. Technol. 2020, 9, 7225–7251. [Google Scholar] [CrossRef]
- Adamus, J. Selected Problems of Forming Parts from Steel, Aluminum and Titanium Sheets; In Polish: Wybrane Problemy Kształtowania Wytłoczek z Blach Stalowych, Aluminiowych i Tytanowych; Polish Scientific Publishers: Warsaw, Poland, 2018. [Google Scholar]
- Vinci, R.; Teté, G.; Lucchetti, F.R.; Capparé, P.; Gherlone, E.F. Implant survival rate in calvarial bone grafts: A retrospective clinical study with 10 year follow-up. Clin. Implant Dent. Relat. Res. 2019, 21, 662–668. [Google Scholar] [CrossRef]
- Harloff, T.; Hönle, W.; Holzwarth, U.; Bader, R.; Thomas, P.; Schuh, A. Titanium allergy or not? “Impurity” of titanium implant materials. Health 2010, 2, 306–310. [Google Scholar] [CrossRef]
- Ali, S.; Rani, A.M.A.; Baig, Z.; Ahmed, S.W.; Hussain, G.; Subramaniam, K.; Hastuty, S.; Rao, T.V.V.L.N. Biocompatibility and corrosion resistance of metallic biomaterials. Corros. Rev. 2020, 38, 381–402. [Google Scholar] [CrossRef]
- Jackson, M.J.; Ahmed, W. (Eds.) Titanium and Titanium Alloy Applications in Medicine. In Surface Engineered Surgical Tools and Medical Devices; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Takebe, H.; Takahashi, K. Applications of titanium and its alloys for weight reduction of automobiles. Nippon Steel Tech. Rep. 2019, 122, 181–185. [Google Scholar]
- Adamus, J. Applications of titanium sheets in modern building construction. Adv. Mat. Res. 2014, 1020, 9–14. [Google Scholar] [CrossRef]
- Features of Titanium Building Materials; Nippon Steel Corporation: Tokyo, Japan, 2019; Available online: https://www.nipponsteel.com/product/catalog_download/pdf/T003en.pdf (accessed on 22 February 2022).
- Beal, J.D.; Boyer, R.; Sanders, D. Forming of titanium and titanium alloys. In ASM Handbook; Semiatin, S.L., Ed.; 14B: Metalworking: Sheet, Forming; ASM International: Cleveland, OH, USA, 2006; pp. 656–669. [Google Scholar] [CrossRef]
- Wang, K.; Kopec, M.; Chang, S.; Qu, B.; Liu, J.; Politis, D.J.; Wang, L.; Liu, G. Enhanced formability and forming efficiency for two-phase titanium alloys by Fast light Alloys Stamping Technology (FAST). Mater. Des. 2020, 194, 108948. [Google Scholar] [CrossRef]
- Tian, F.; Li, L. Investigation of the Feasibility of a Novel Heat Stamping Process for Producing Complex-shaped Ti-6Al-4V Panel Components. Procedia Manuf. 2020, 47, 1374–1380. [Google Scholar] [CrossRef]
- Revil-Baudard, B.; Cazacu, O.; Massoni, E. Room-temperature plastic behavior and formability of a commercially pure titanium: Mechanical characterization, modeling, and validation. Int. J. Solids Struct. 2021, 69, 195–206. [Google Scholar] [CrossRef]
- Chinapareddygari, T.M.; Ravishankar, C.; Thangaraj, K.; Albert, S.K.; Borah, U.; Vesangi, A.K.; Gupta, R.K. Stretchability of commercial purity titanium sheet. Met. Mater. Trans. A. 2019, 50, 5602–5613. [Google Scholar] [CrossRef]
- Lin, P.; Hao, Y.G.; Zhang, B.Y.; Chi, C.Z.; Cui, X.L.; Shen, J.; Gao, D.S. Planar anisotropy, tension-compression asymmetry, and deep drawing behavior of commercially pure titanium at room temperature. J. Mater. Eng. Perform. 2019, 28, 1734–1744. [Google Scholar] [CrossRef]
- Pham, Q.T.; Lee, M.G.; Kim, Y.S. Effect of distortional hardening behaviour on material responses of pure titanium sheets during hydraulic bulge test. J. Phys. Conf. Ser. 2018, 1063, 1–6. [Google Scholar] [CrossRef]
- Pham, Q.T.; Lee, M.G.; Kim, Y.S. Characterization of the isotropic-distortional hardening model and its application to commercially pure titanium sheets. Int. J. Mech. Sci. 2019, 160, 90–102. [Google Scholar] [CrossRef]
- Chen, F.-K.; Chiu, K.-H. Stamping formability of pure titanium sheets. J. Mater. Process Tech. 2005, 170, 181–186. [Google Scholar] [CrossRef]
- Mohanraj, R.; Elangovan, S. Thermal modeling and experimental investigation on the influences of the process parameters on warm incremental sheet metal forming of titanium grade 2 using electric heating technique. Int. J. Adv. Manuf. Tech. 2020, 110, 255–274. [Google Scholar] [CrossRef]
- Adamus, J.; Lacki, P. Investigation of sheet-titanium forming with flexible tool—Experiment and simulation. Arch. Met. Mater. 2012, 57, 1247–1252. [Google Scholar] [CrossRef]
- Adamus, J.; Lacki, P. Possibility of the increase in titanium sheets’ drawability. Key Eng. Mat. 2013, 549, 31–38. [Google Scholar] [CrossRef]
- Aydogan, C.S.; Hatipoglu, H.A.; Keles, O. Springback prediction of CP2 titanium sheets in hydroforming with membrane diaphragm process with finite element method. MATEC Web Int. Conf. New Form. Technol. (ICNFT 2018). 2018, 190, 5. [Google Scholar] [CrossRef][Green Version]
- Kumar, A. Experimental analysis of formability of commercially pure titanium under PTFE lubricated conditions. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 1–7. [Google Scholar] [CrossRef]
- Kakulite, K.K.; Kandasubramanian, B. Rudiment of ‘galling: Tribological phenomenon’ for engineering components in aggregate with the advancement in functioning of the anti-galling coatings. Surf. Interfaces 2019, 17, 1–19. [Google Scholar] [CrossRef]
- Adamus, J.; Dyja, K.; Więckowski, W. Lubricants based on vegetable oils as effective lubricating agents in sheet-titanium forming. Key Eng. Mat. 2016, 687, 163–170. [Google Scholar] [CrossRef]
- Adamus, J.; Lackner, J.M.; Major, Ł. A study of the impact of anti-adhesive coatings on the sheet-titanium forming processes. Arch. Civ. Mech. Eng. 2013, 13, 64–71. [Google Scholar] [CrossRef]
- Więckowski, W.; Adamus, J.; Dyner, M. Sheet metal forming using environmentally benign lubricant. Arch. Civ. Mech. Eng. 2020, 20, 1–14. [Google Scholar] [CrossRef]
- PamStamp 2G, v. 2011. In User’s Guide; ESI Group: Paris, France, 2011. [Google Scholar]
- EN 10204:2004; Metallic Products—Types of Inspection Documents; Inspection Certificate 3.1; British Standard Institution: London, UK, 2004.
- PN-EN ISO 6892-1:2020-05; Standard: Metallic Materials. Tensile Testing. Part 1: Method of Test at Room Temperature; Polish Committee for Standardization: Warsaw, Poland, 2020.
- PN-EN ISO 10113:2014-08; Standard: Metallic Materials. Sheet and Strip; Determination of Plastic Strain Ratio. Polish Committee for Standardization: Warsaw, Poland, 2014.
- Adamus, J.; Dyja, K.; Motyka, M. Experimental and theoretical determination of forming limit curve. Arch. Met. Mater. 2015, 60, 1881–1885. [Google Scholar] [CrossRef][Green Version]
- Method of Applying Lubricant on Surface of Sheet Made of Hard to Deform Material Before Cold Sheet Metal. Forming. Patent No PL229731, 21 October 2021.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
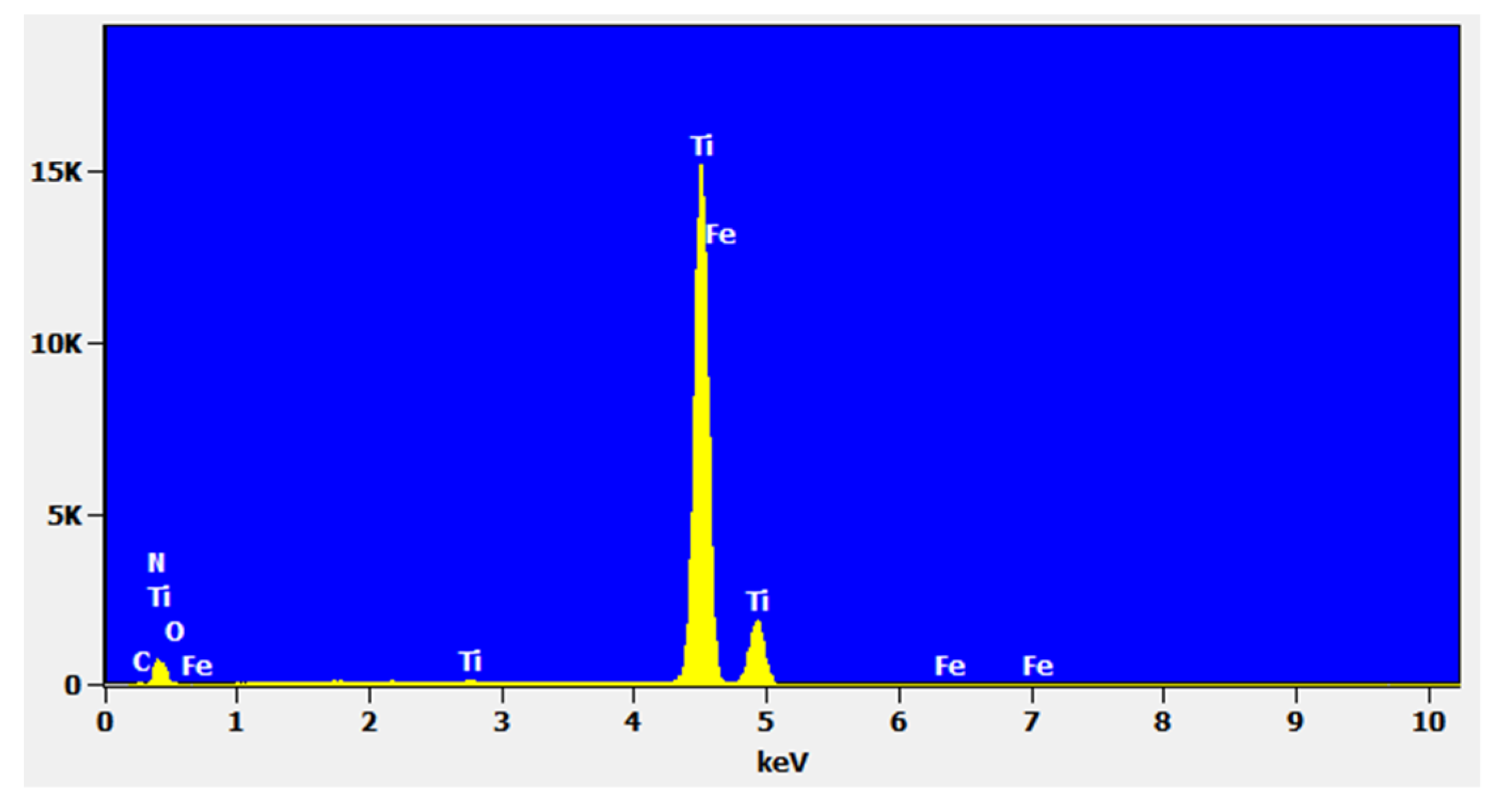
| Element | Ti | Fe | O | C | N | H |
|---|---|---|---|---|---|---|
| Content, wt.% | ≥98.9 | ≤0.30 | ≤0.25 | ≤0.09 | ≤0.03 | ≤0.015 |
| Young’s modulus E, GPa | 105.00 | |
| Yield stress Rp0.2, MPa | 354.30 | |
| Tensile strength Rm, MPa | 472.40 | |
| Poisson’s ratio ν, - | 0.34 | |
| Density ρ, g/cm3 | 4.50 | |
| Lankford coefficient | r0, - | 2.49 |
| r45, - | 4.50 | |
| r90, - | 5.20 | |
| Strength coefficient K, MPa | 724.40 | |
| Strain hardening exponent n, - | 0.144 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Więckowski, W.; Motyka, M.; Adamus, J.; Lacki, P.; Dyner, M. Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts. Materials 2022, 15, 1735. https://doi.org/10.3390/ma15051735
Więckowski W, Motyka M, Adamus J, Lacki P, Dyner M. Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts. Materials. 2022; 15(5):1735. https://doi.org/10.3390/ma15051735
Chicago/Turabian StyleWięckowski, Wojciech, Maciej Motyka, Janina Adamus, Piotr Lacki, and Marcin Dyner. 2022. "Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts" Materials 15, no. 5: 1735. https://doi.org/10.3390/ma15051735
APA StyleWięckowski, W., Motyka, M., Adamus, J., Lacki, P., & Dyner, M. (2022). Numerical and Experimental Analysis of Titanium Sheet Forming for Medical Instrument Parts. Materials, 15(5), 1735. https://doi.org/10.3390/ma15051735