3.3.1. Impact of Precipitation Annealing
In
Section 3.1, the enhanced resistance of Crofer
® 22H (in the recrystallized state (RX)) against short crack propagation was demonstrated. In the following, the impact of precipitation annealing (PA) on the propagation of long cracks will be outlined.
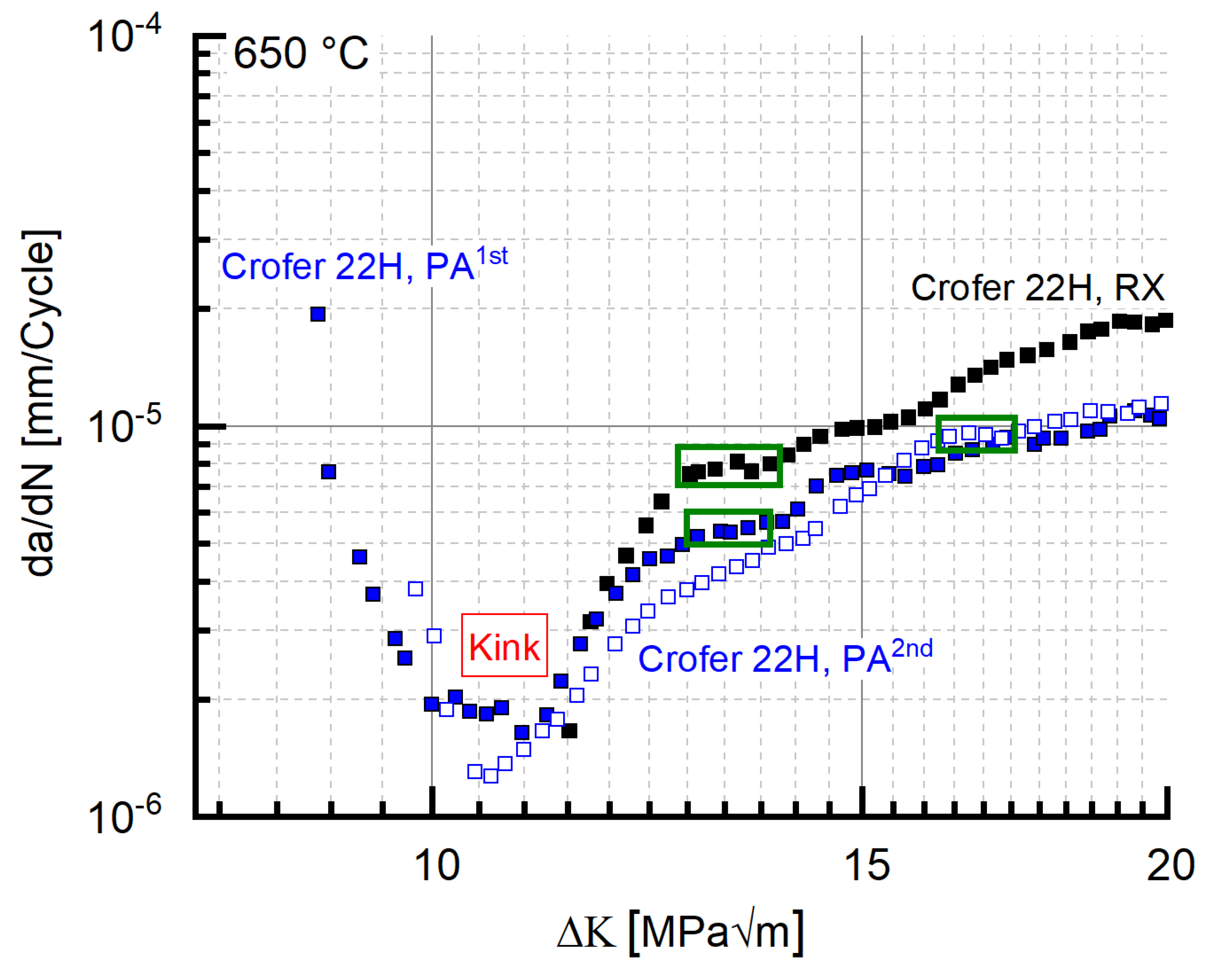
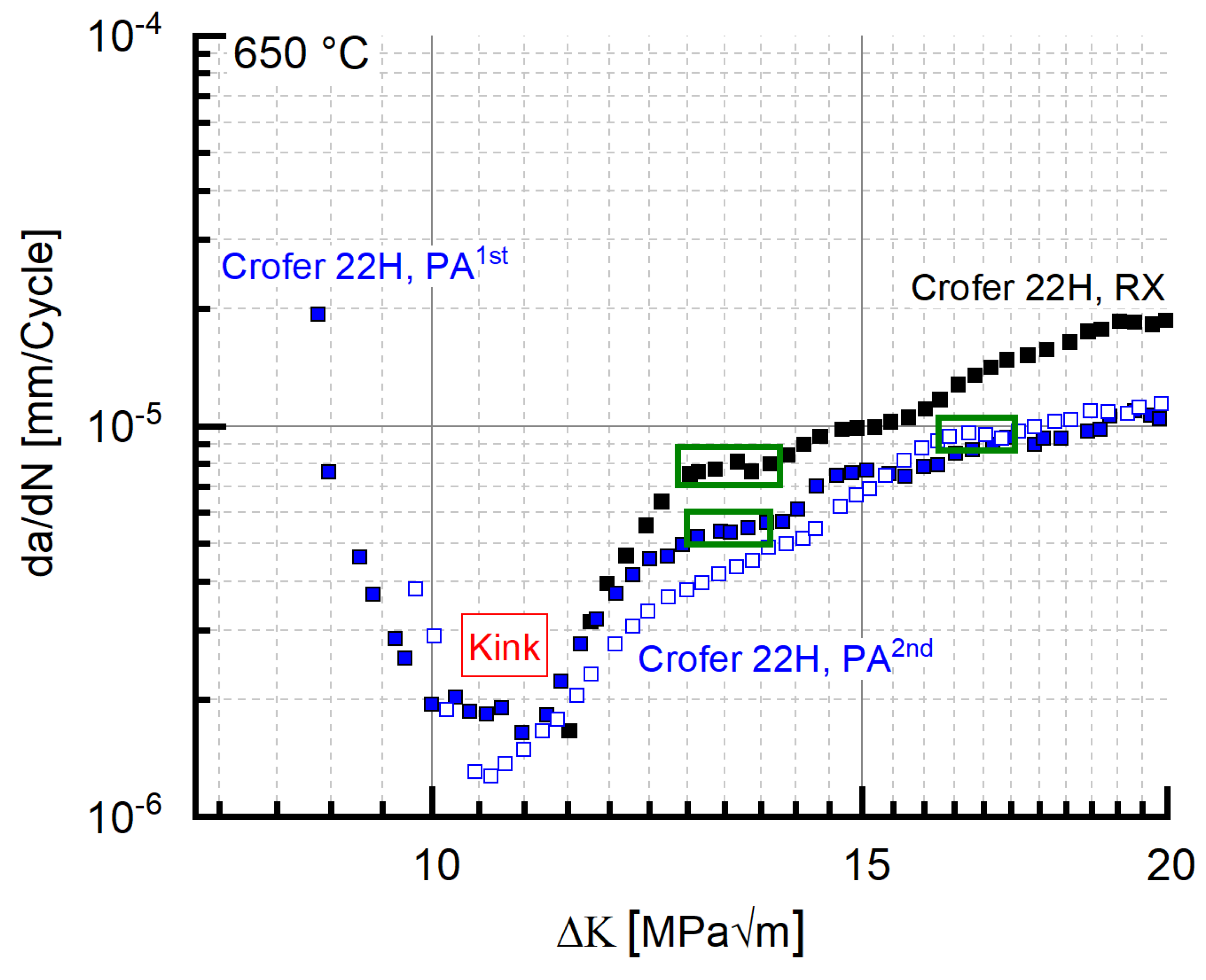
In experiments started in the precipitation-annealed (PA) state, the precipitation of additional (Fe,Cr,Si)
2(Nb,W)-Laves phase particles leads to an initial drop in crack propagation rate (
Figure 7) despite increasing stress intensity ΔK (at f = 20 Hz, 650 °C), and consequently, to a visible “kink” in the crack propagation curve at low stress intensities.
This “kink” (i.e., the range of decreasing crack propagation rate) accounts for about half of the cycles to failure (~1 million cycles). After the curve minimum, plateaus of approximately constant crack growth rate with increasing ΔK were encountered (highlighted by a green box in
Figure 7) in the crack propagation curve. Both the kinks (exemplified in
Figure 7) and the plateaus in cracking velocity were repeatedly observed in precipitation-annealed Crofer
® 22H (PA), too.
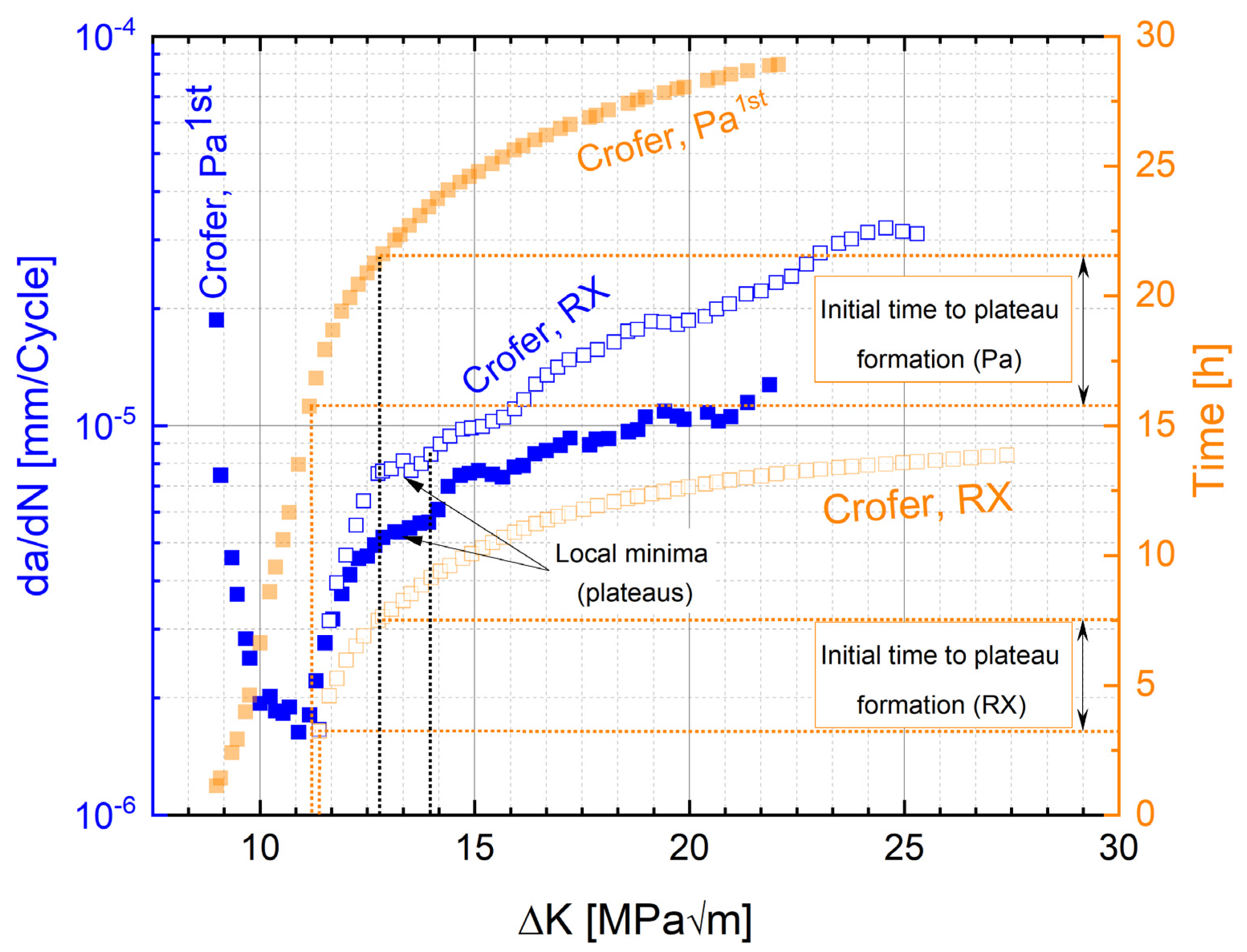
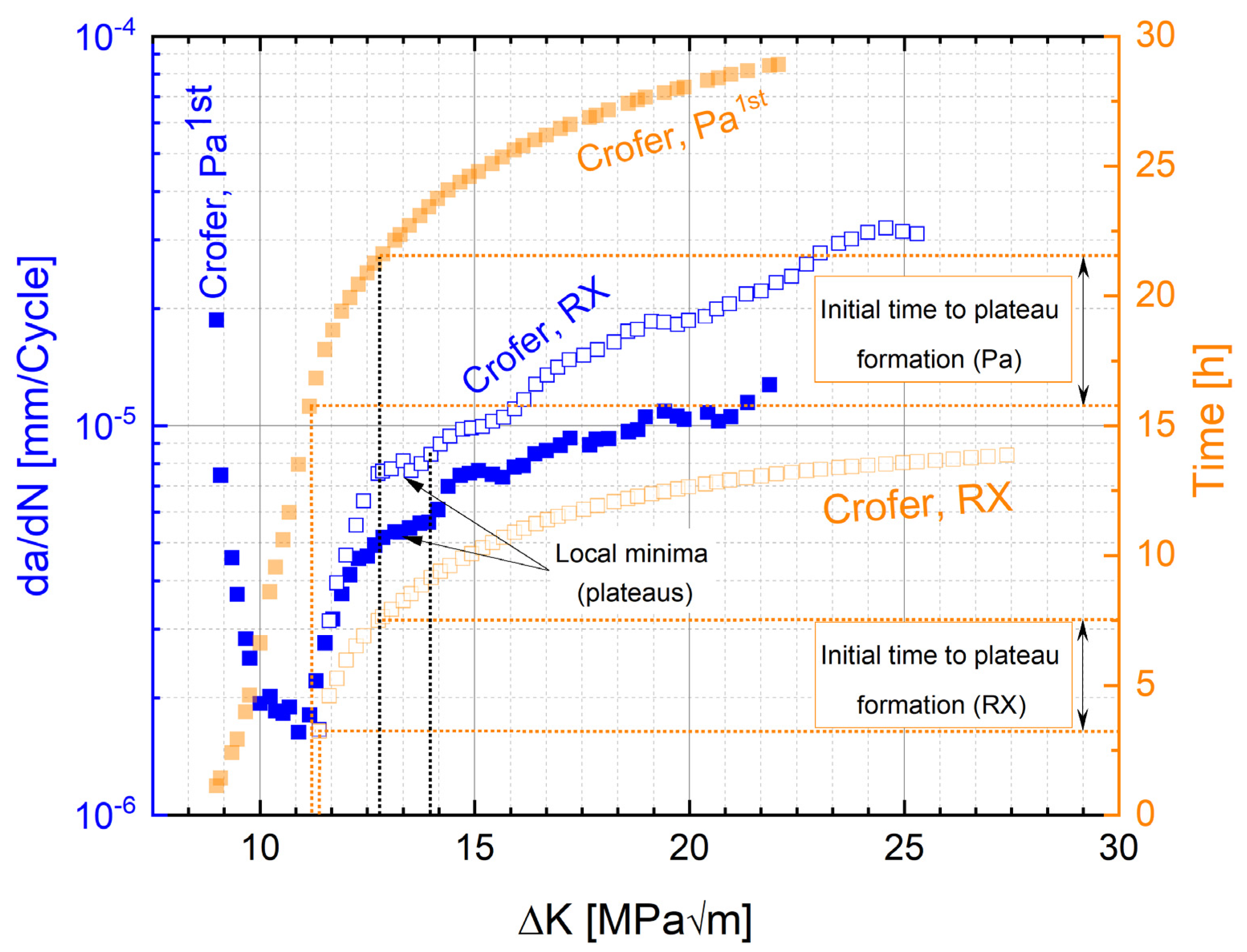
Figure 8 shows local minima (plateaus) in both the RX and PA states in da/dN vs. ΔK and ΔK vs. time plots. In order to enable direct comparison of the PA and RX states, the time in the PA state was corrected by adding a heat treatment duration of 1 h (at 650 °C) to the experimental time. In the RX state, it took about 4.4 h to initiate plateau formation (“initial” range,
Figure 8), while it took about 5.9 h in the PA state (“initial” range measured from the global minimum (kink) in the PA state,
Figure 8). The global minimum was chosen as the starting point for the initial range in the PA state, because from this point onwards, stress intensities, comparable to the RX state (shown in
Figure 8 by dotted lines intersecting the
x-axis), occurred. The stress intensity increases significantly faster with time in the RX than in the PA state. This indicates that under thermomechanical loading (I) Laves phase precipitation was accelerated [
11,
13] when starting from the RX state, and (II) additional Laves phase precipitation occurred after a prolonged (+1.5 h) incubation time when starting from the precipitation-annealed state. This implies certain reserves against crack propagation even in the PA state (rising branch,
Figure 7), which is underlined by the fact that in both states, the number of bearable cycles ranges up to about 1 million.
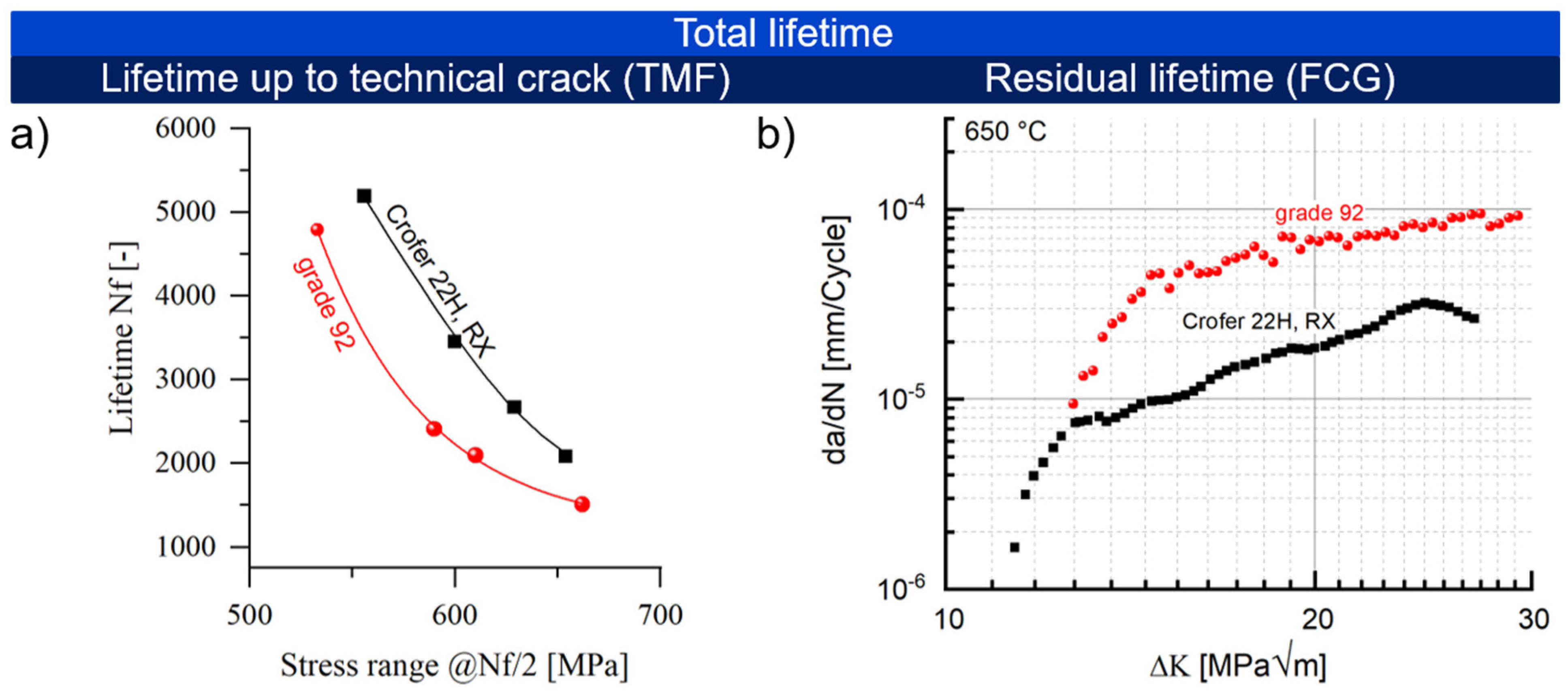
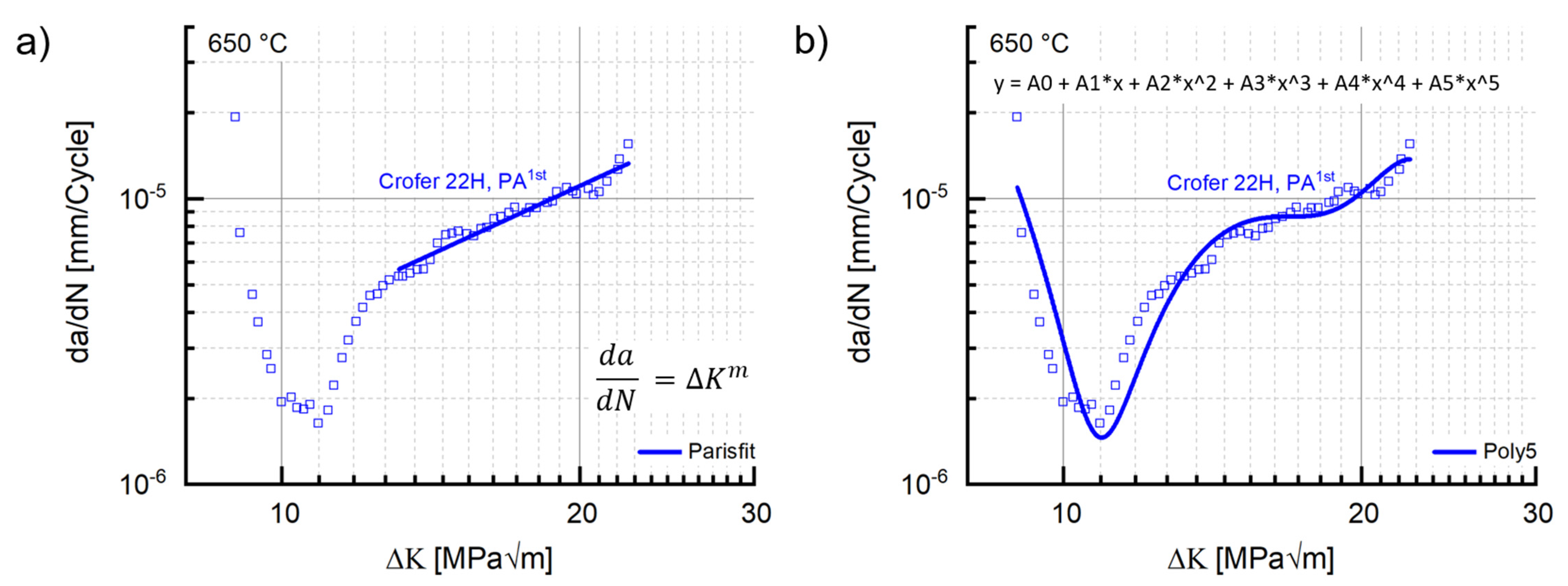
Neither of the two initial material states presented a classical Paris region [
34] in the respective crack propagation curves. Nevertheless, a classical Paris fit [
34], strongly underestimating the real residual lifetime potential, was performed for comparative purposes (
Figure 9a). Both the coefficient C and the exponent m were lower in precipitation-annealed state (cf.
Table 4). Even extrapolation of the Paris fit line until intersection with the y-axis still led to significant underestimation. Utilization of a fifth-degree polynomial in contrast fit the cyclic crack growth curve well enough to provide full exploitation of the residual lifetime potential (
Figure 9b).
3.3.2. Active Crack Obstruction Mechanisms
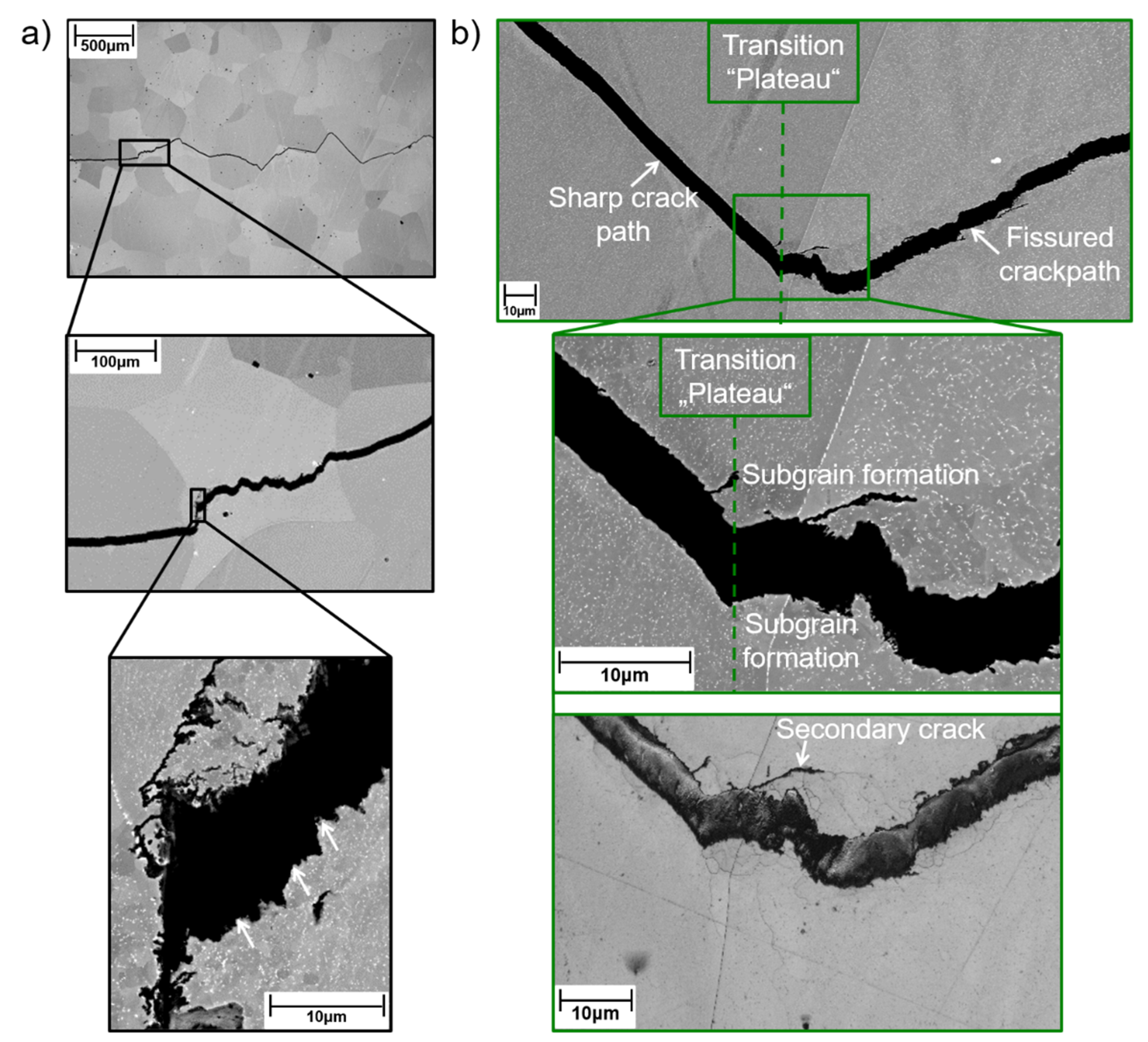
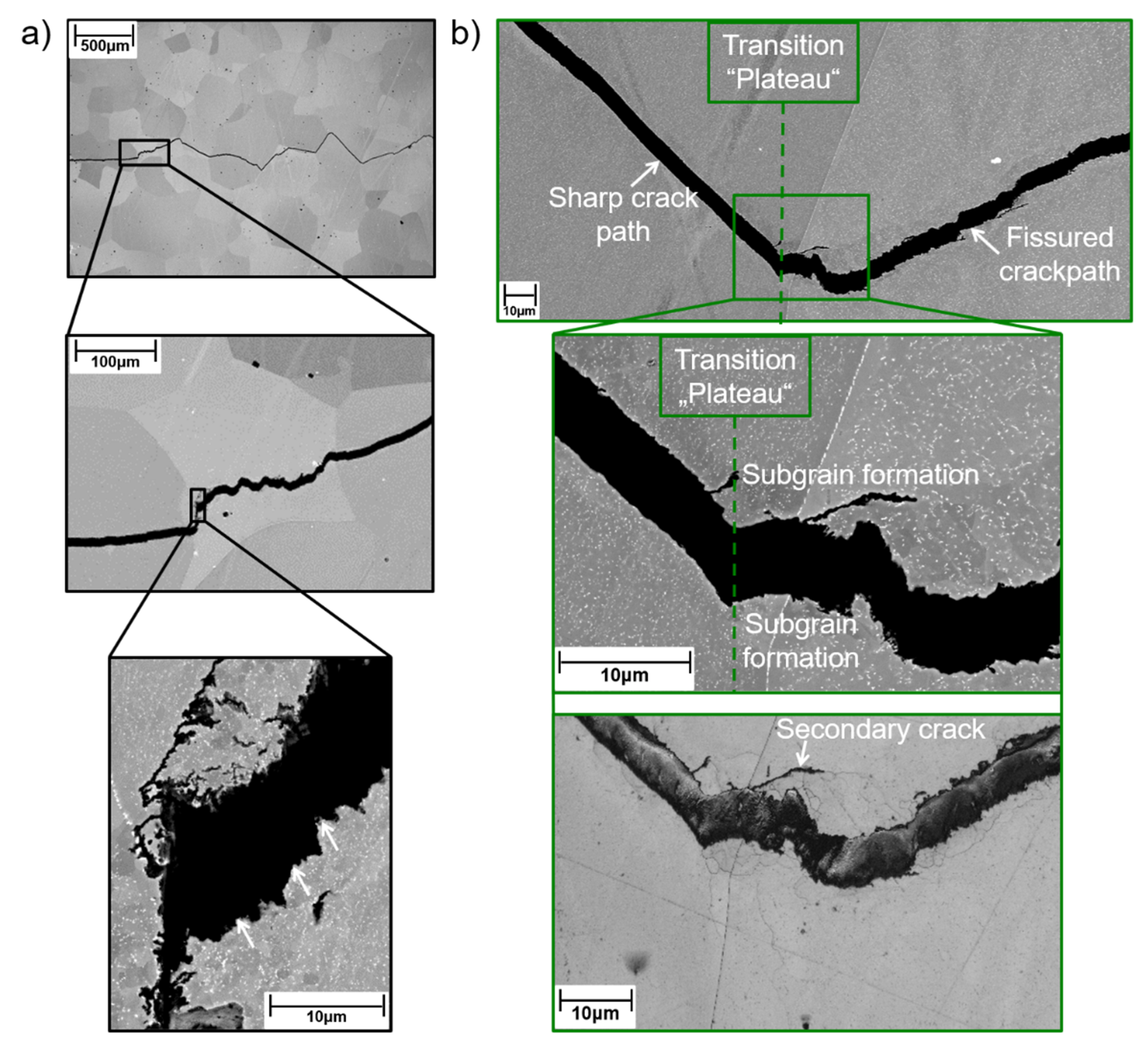
To identify the mechanisms responsible for such unconventional cyclic crack growth curves, the microstructures were investigated in the initial state and after termination of experiments in “plateau” regions (
Figure 7). In kink range (where cracking velocity decreased despite increasing ΔK), the formation of sub-grains was observed (
Figure 10a). Sub-grain formation also occurred in the range of higher stress intensities (where cracking velocity increased with increasing ΔK), but led to plateau formation (
Figure 10b). In this region, the crack path appeared cascade-like with fissured edges, while a straight crack path with sleek edges was observed before the transition into the “plateau” area. This implies crack deflection at sub-grain boundaries (SGBs) to be the root cause for the cascaded crack path and the fissured crack edges. Moreover, secondary cracks grew along SGBs.
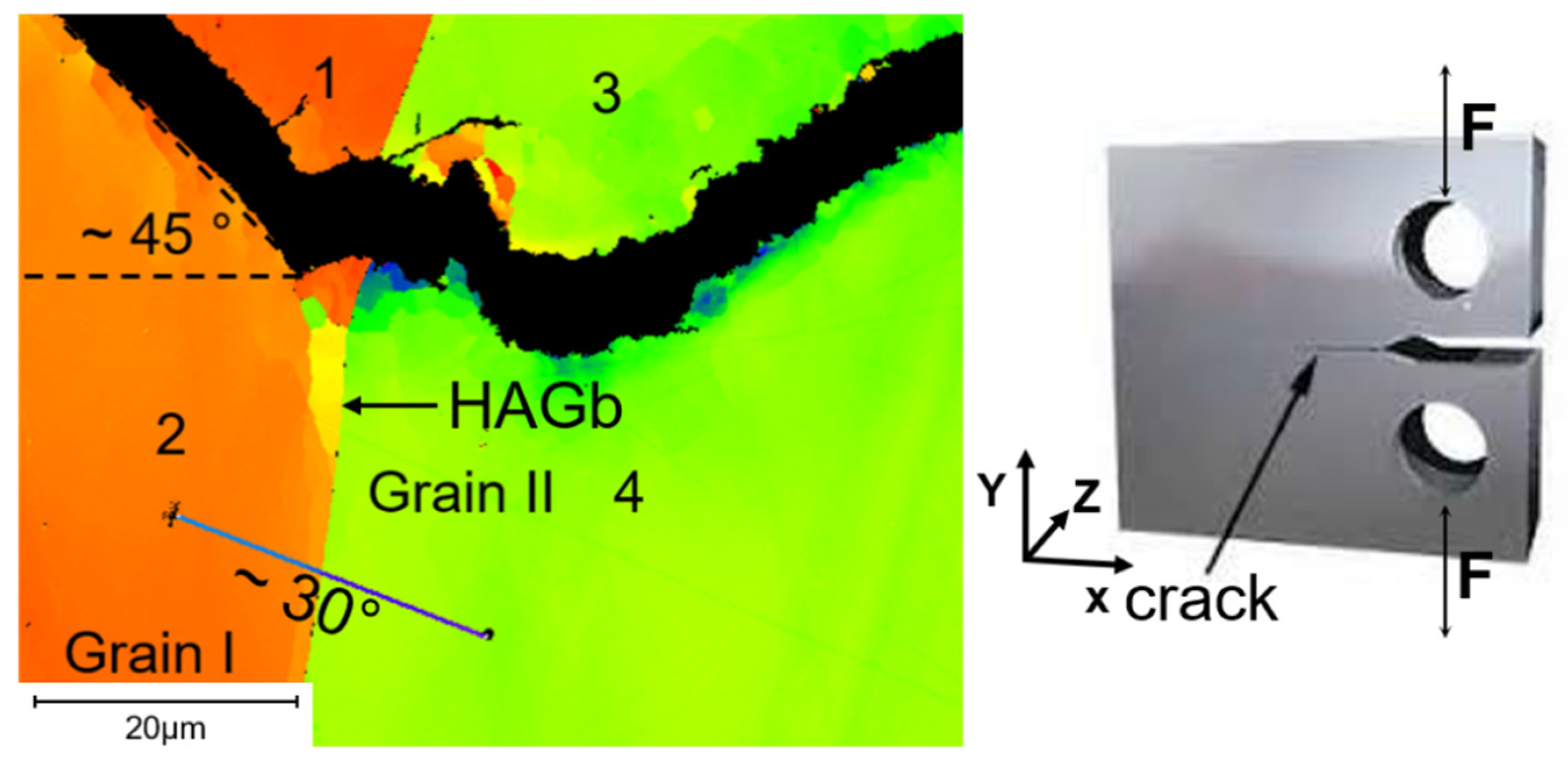
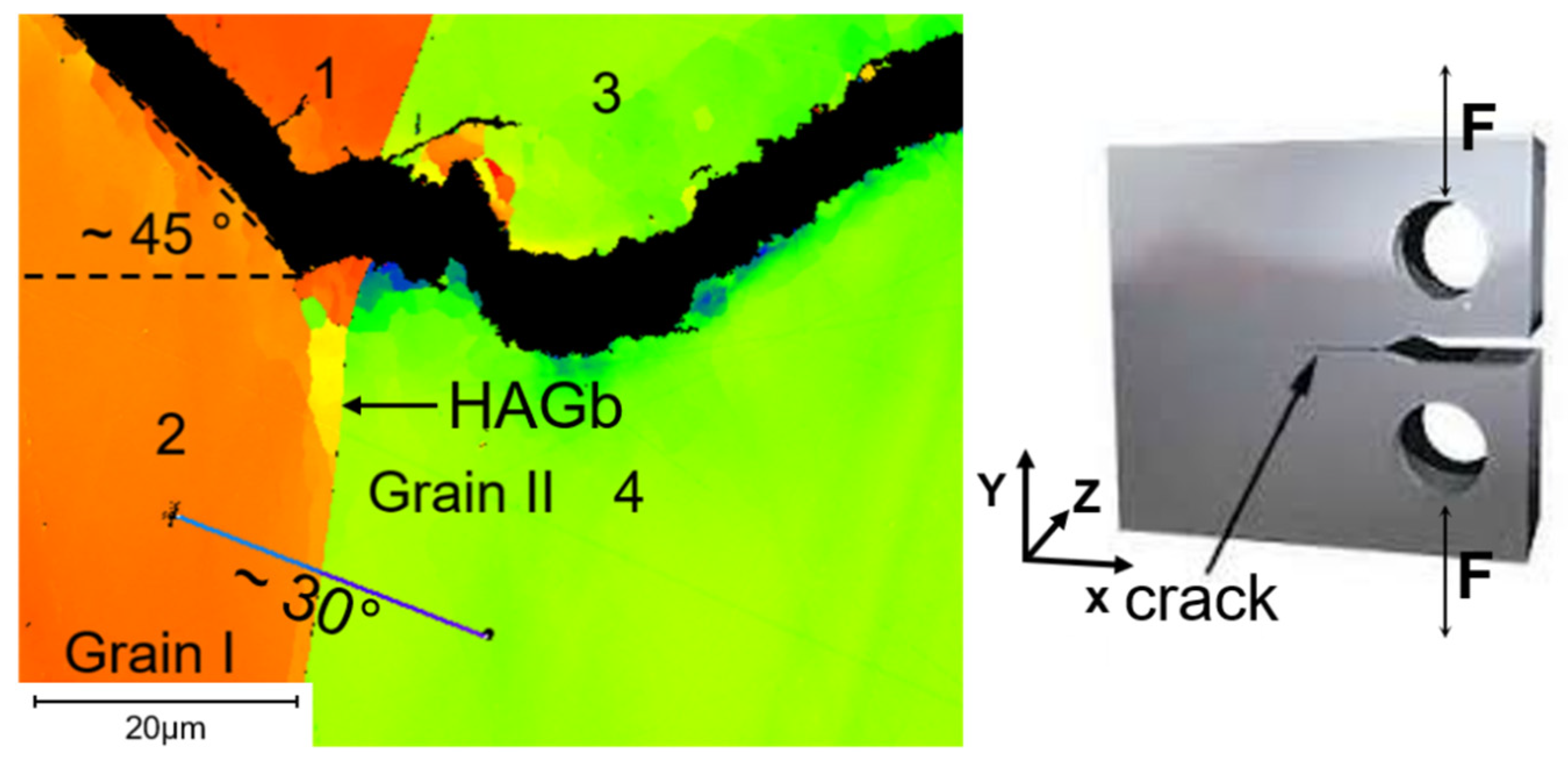
Sub-grain formation initiated in front of the high-angle grain boundary (HAGb) and then continued into the adjacent grain (
Figure 11). To analyse the causes of sub-grain formation, Schmid factors of the slip systems parallel to the applied force and the misorientation of the two neighbouring grains were determined. In the following discussion, a low number of screw dislocations was assumed, otherwise Schmid’s law would not be applicable. The crack in grain I propagated at an angle of 45° to the tensile load, i.e., along the path of highest shear stress. This was consistent with the determined Schmid factors of ~0.5 near the crack path. Furthermore, all slip systems in grain I were activated earlier, because of the higher Schmid factors evaluated (cf.
Table 5). Consequently, shear stress acted on the slip systems. In addition, the matching Schmid factors of the (
) and
) systems demonstrate that double slip had occurred. In grain II, the crack growth direction changed (
Figure 11) near the grain boundary. The misorientation angle between grain I and II was measured to about 30°. According to the lower Schmid factors (cf.
Table 5), the slip systems in grain II were activated later. During deformation, dislocations accumulate at grain boundaries. If a critical dislocation density is then reached, the total energy may be lowered by the rearrangement of dislocations into groups. Mutual reduction of the strain field of each dislocation in this case results in lowered total stored energy [
35]. This indicates that certain orientation relationships favour sub-grain formation.
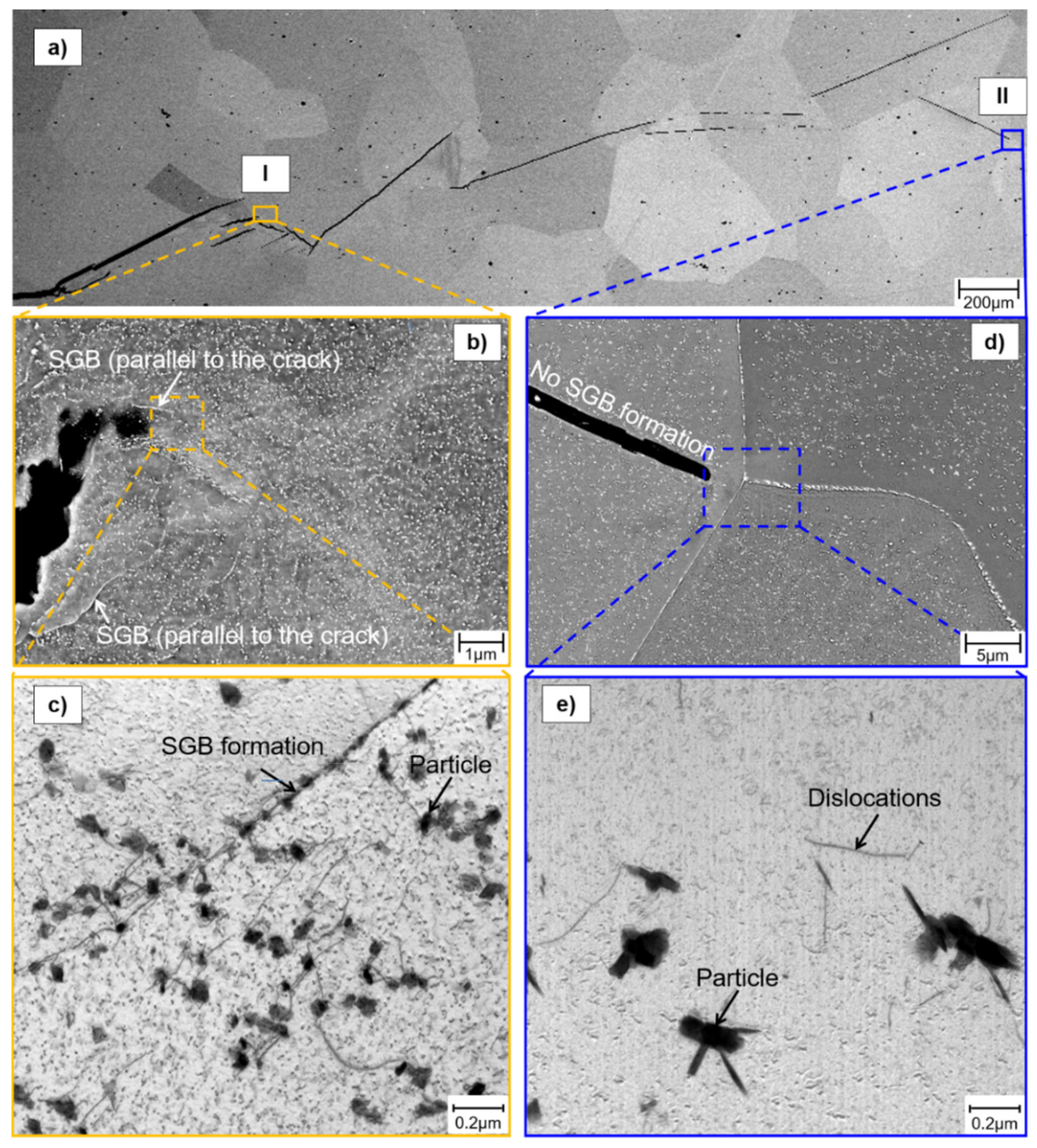
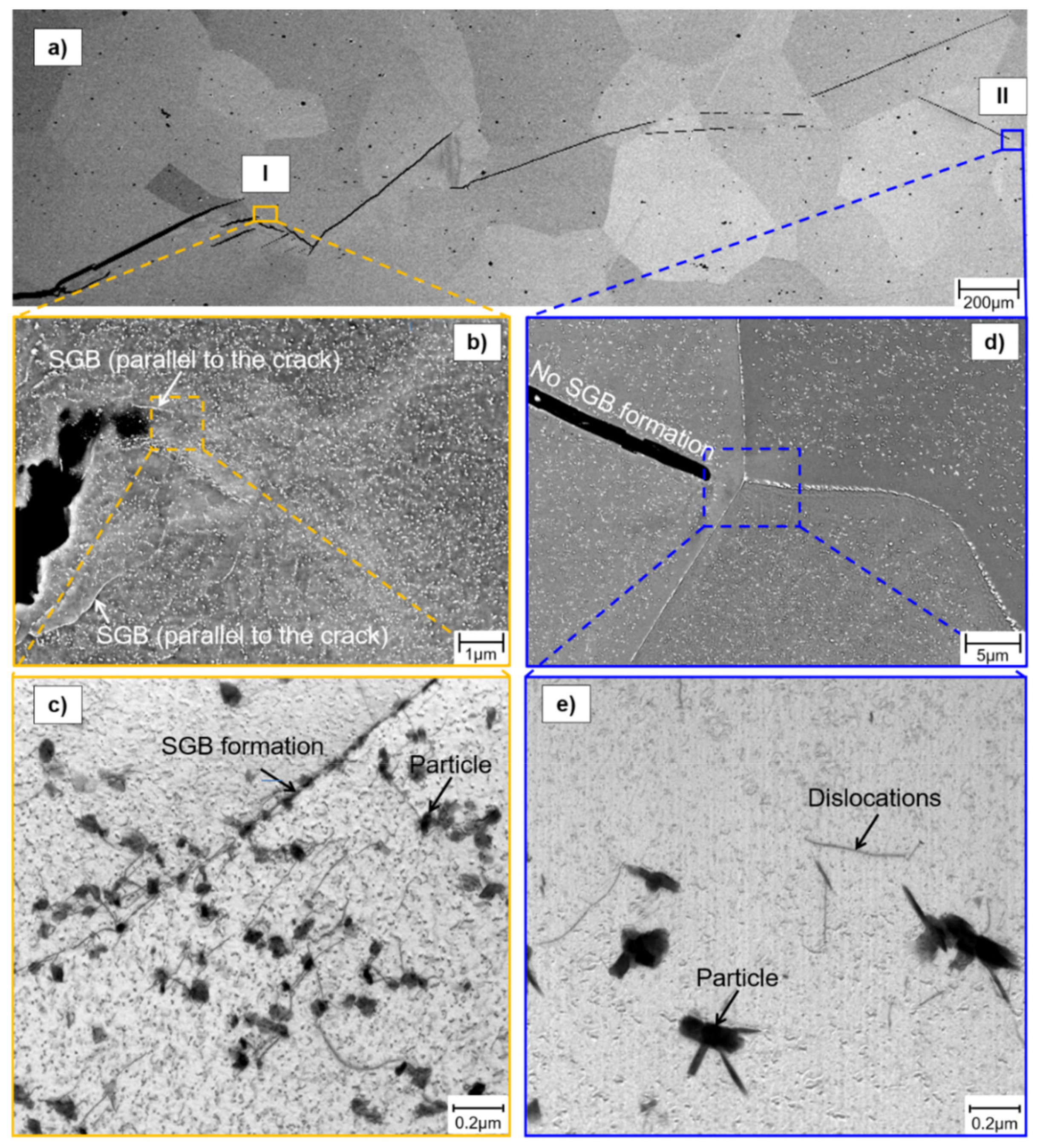
For a more detailed investigation of the microstructural mechanisms in precipitation-annealed Crofer 22H (PA), a fatigue crack growth (FCG) experiment at 650 °C and 20 Hz was terminated in the initial low stress intensity region. In this specimen, several crack fronts were formed (
Figure 12a). An arrested crack (position I in
Figure 12a) and the most advanced crack (position II in
Figure 12a) were selected for further microstructure investigation. Sub-grain formation was observed in the case of the arrested crack (position I). It is noteworthy that sub-grain boundaries, formed parallel to the crack, obviously benefit crack deflection. In contrast, no sub-graining occurred at position II, where the experiment was terminated.
Transmission electron microscopic (TEM) investigations in front of the arrested crack (position I) unveiled the formation of a sub-grain boundary (
Figure 12b and
Figure 13). It is assumed that dislocation lines formed due to plastic deformation in front of the crack tip. These were then arrested at Laves phase particles, leading to the formation of SGBs and consequently resulting in grain refinement in front of the crack tip. Grain refinement causes an increase in the cyclic hardening potential [
36], which could lead to enhanced crack growth resistance. The relationship between dislocation density and sub-grain size can be described by the following equation [
37]:
with
denoting dislocation density,
d sub-grain size and
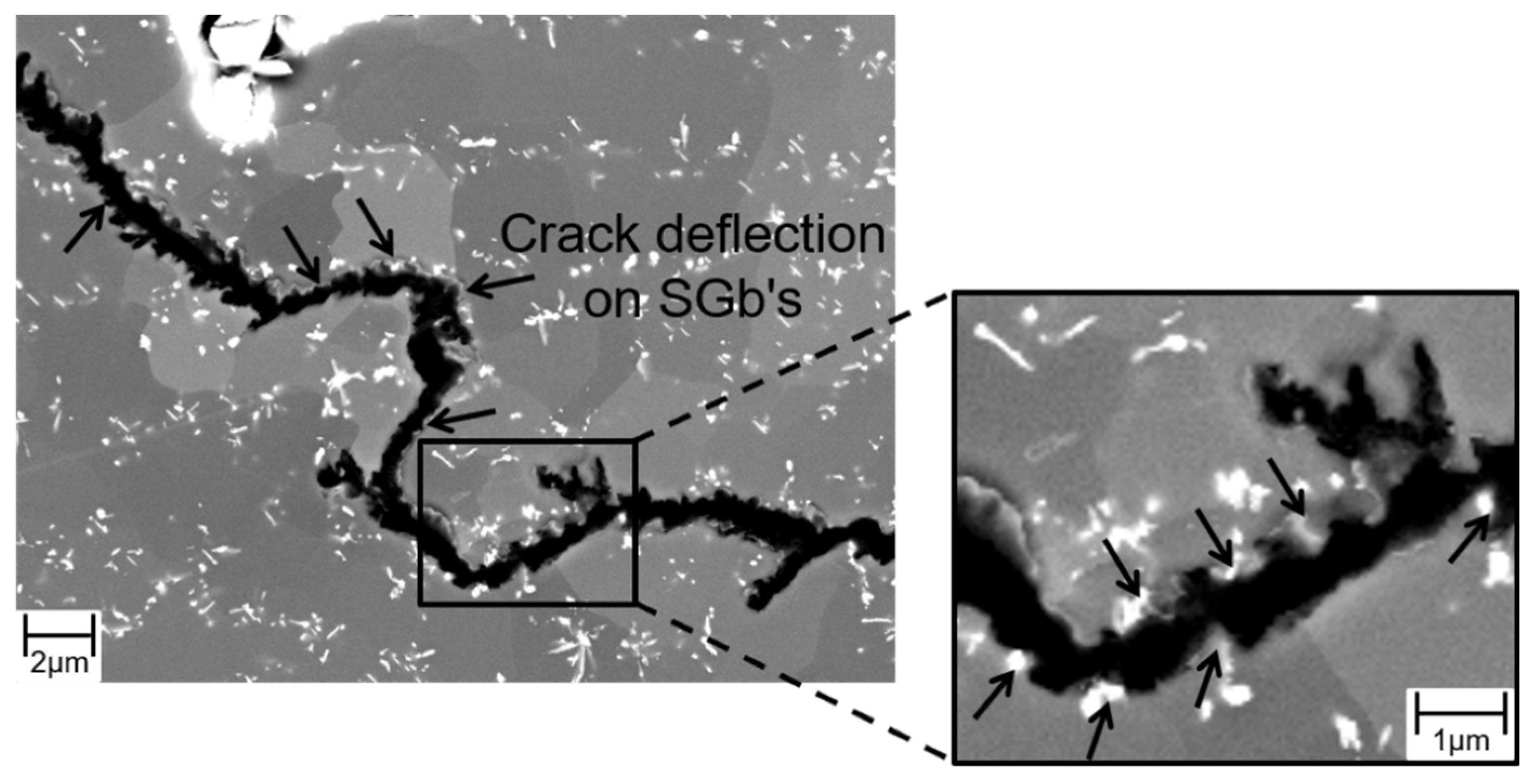
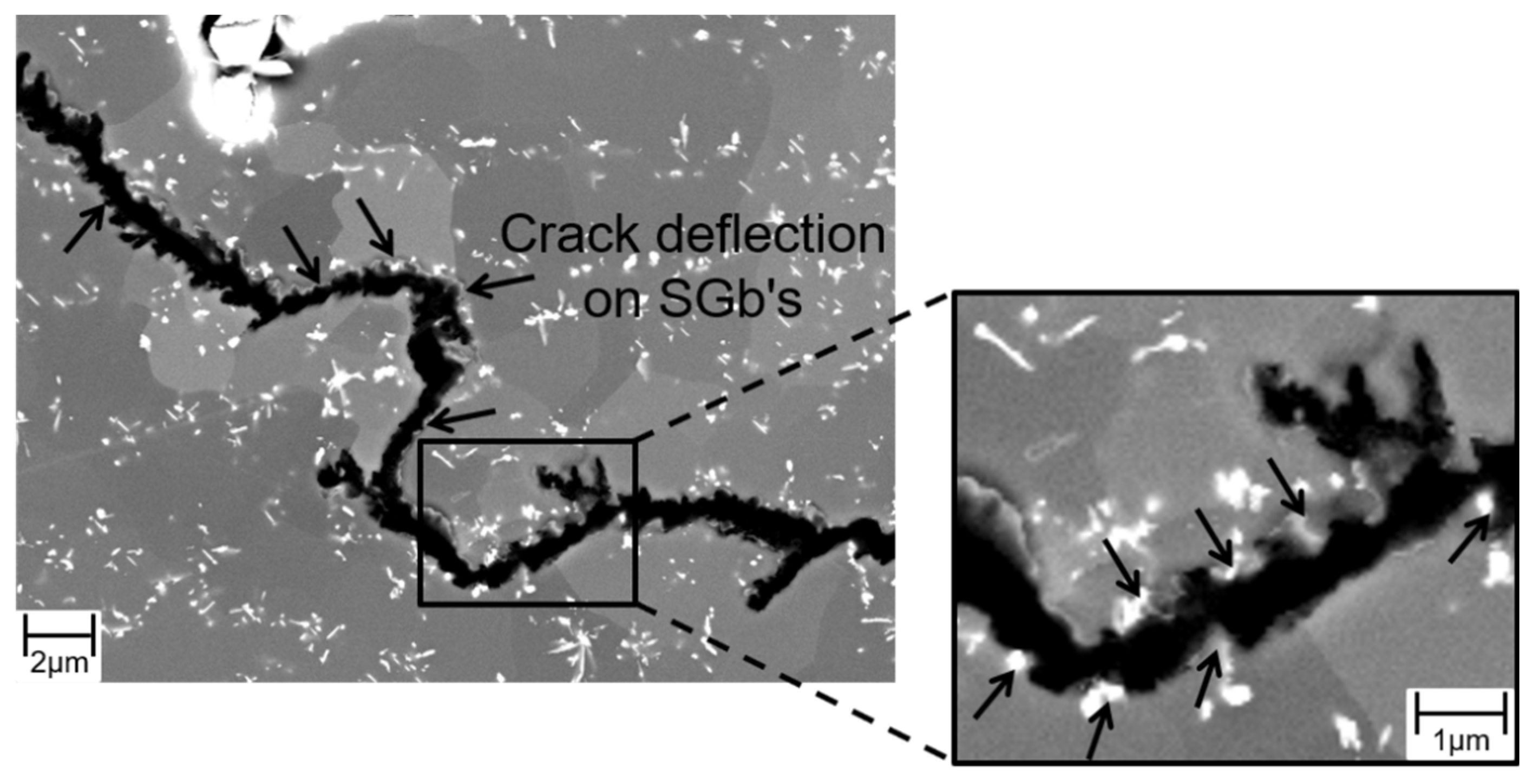
K a material constant. This could indicate varying dislocation densities, caused by different loading conditions (e.g., testing frequencies), influencing the resulting sub-grain size and thus the local strengthening by grain refinement in front of the crack tip. For example, higher testing frequency could cause higher dislocation density and consequently smaller sub-grain size. Furthermore, the crack was deflected at sub-grain boundaries and at Laves phase particles (
Figure 13), resulting in a prolongation of the crack path and consequently increased residual lifetime.
A SEM comparison of the crack tips clearly shows differing numbers and sizes of precipitates in the surrounding matrix (cf.
Figure 12b vs.
Figure 13). In TEM resolution, rod-like particles of differing sizes seem to have aligned according to grain orientation (cf.
Figure 12c and
Figure 13). In α-iron disc- (on {111} matrix planes) and lath-shaped (in the overaged condition by trend elongated in <112> matrix direction), hexagonal Fe
2Nb Laves phase particles (similar to the mixed (Fe,Cr,Si)
2(Nb,W)-Laves phase in this study) were documented in [
38]. Furthermore, Ref. [
38] stated a single orientation relationship between the Fe
2Nb Laves phase and the α-matrix of
. Hence, dislocations may bypass the Laves phase particles more easily if the active slip system and the precipitates have similar orientations.
However, it should be noted that a possible 2D “cutting” effect, caused by specimen preparation, may have had an effect on these observations, and more detailed investigation is necessary to further elucidate the obvious differences in particle size distributions.
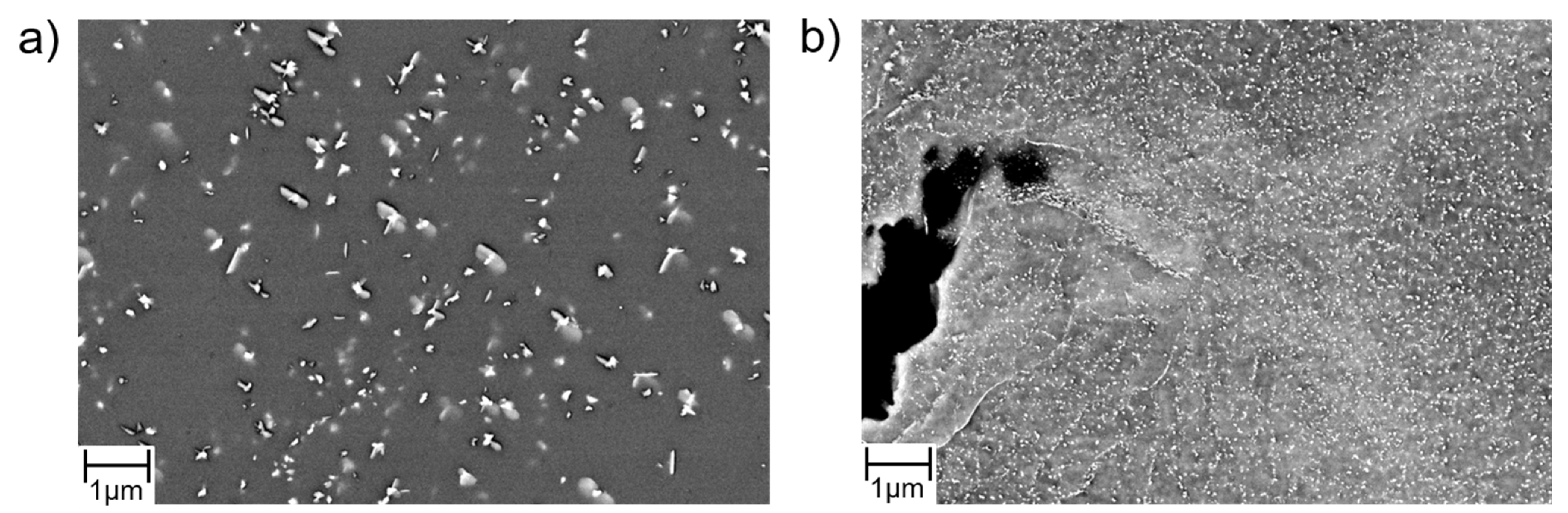
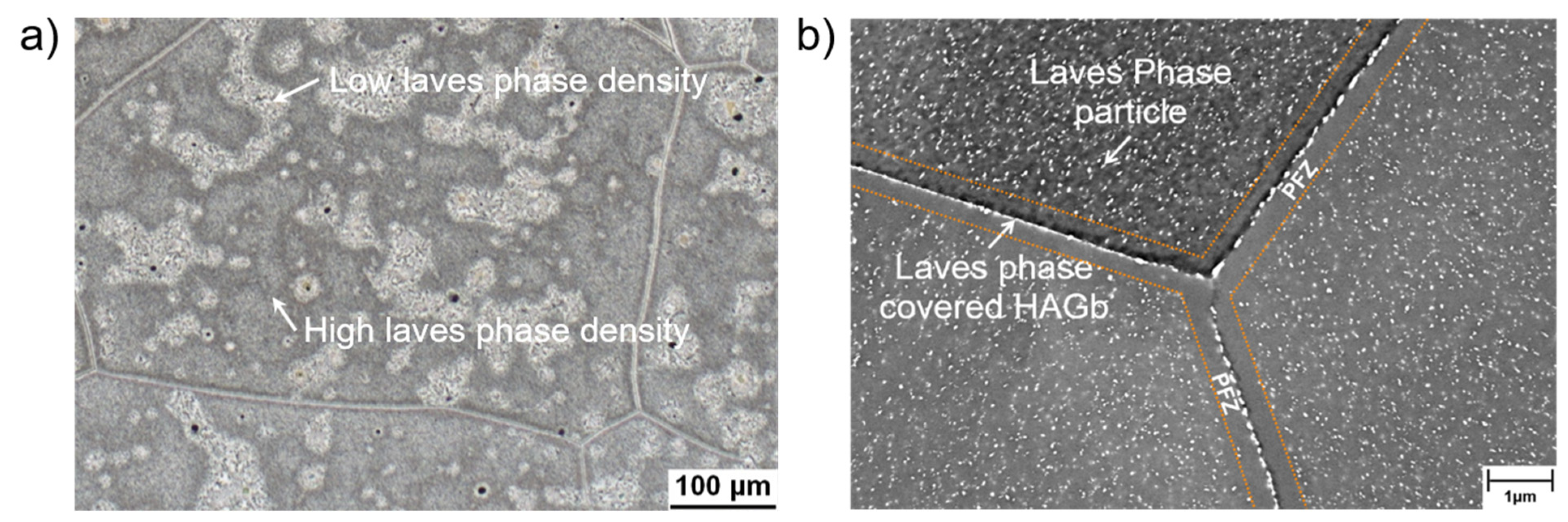
Even in the precipitation-annealed state, thermomechanically triggered precipitation of additional Laves phase particles (
Figure 14) occurs at sufficient plastic deformation in Crofer
® 22H. These newly formed precipitates additionally obstruct crack growth. Compared to thermal loading only (
Figure 14a), a significantly higher particle density was encountered under thermomechanical loading (
Figure 14b). In addition, newly formed SGBs are rapidly covered by nucleating precipitates and act as further obstacles for dislocation movement and crack propagation.
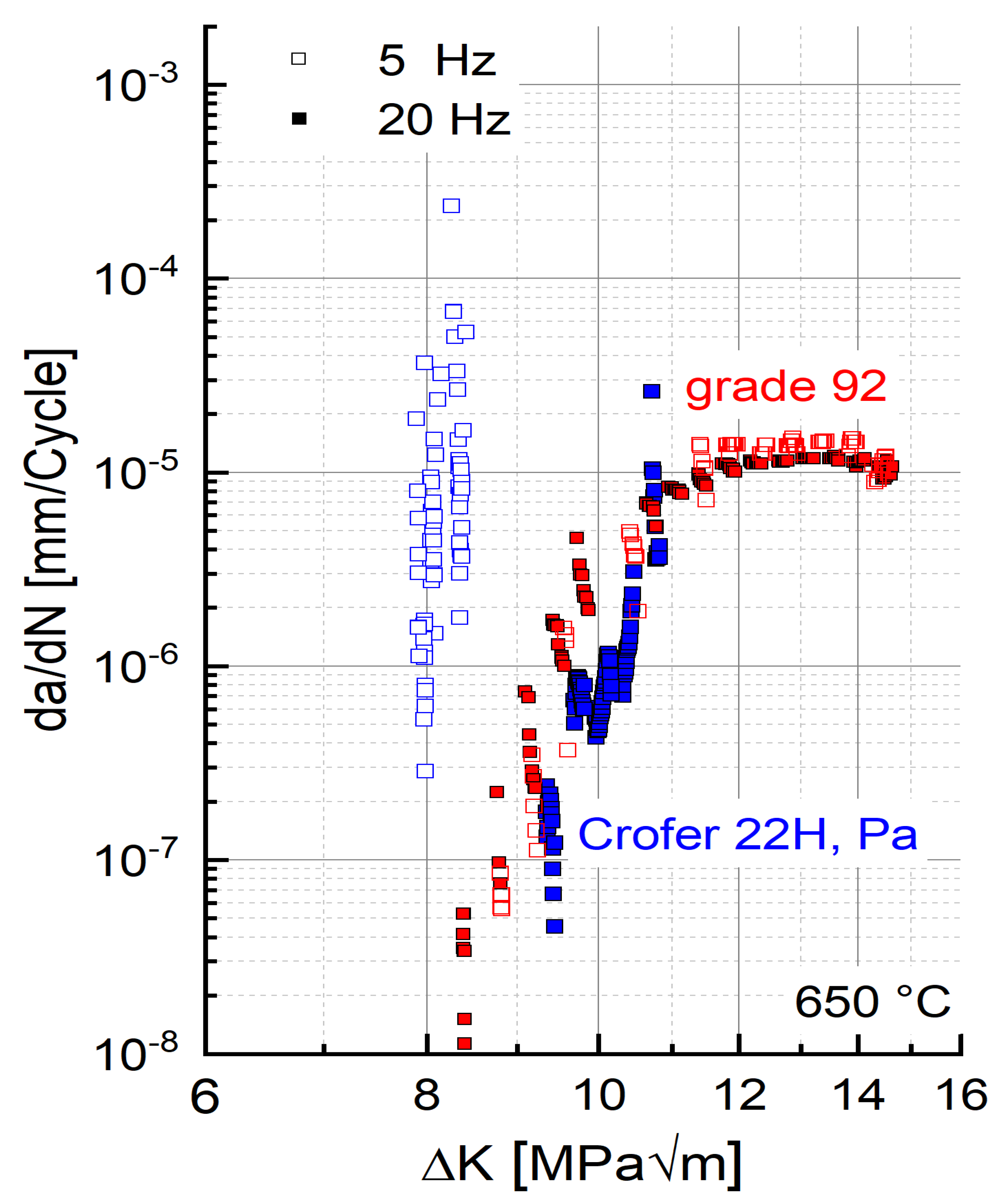
3.3.3. Impact of Frequency
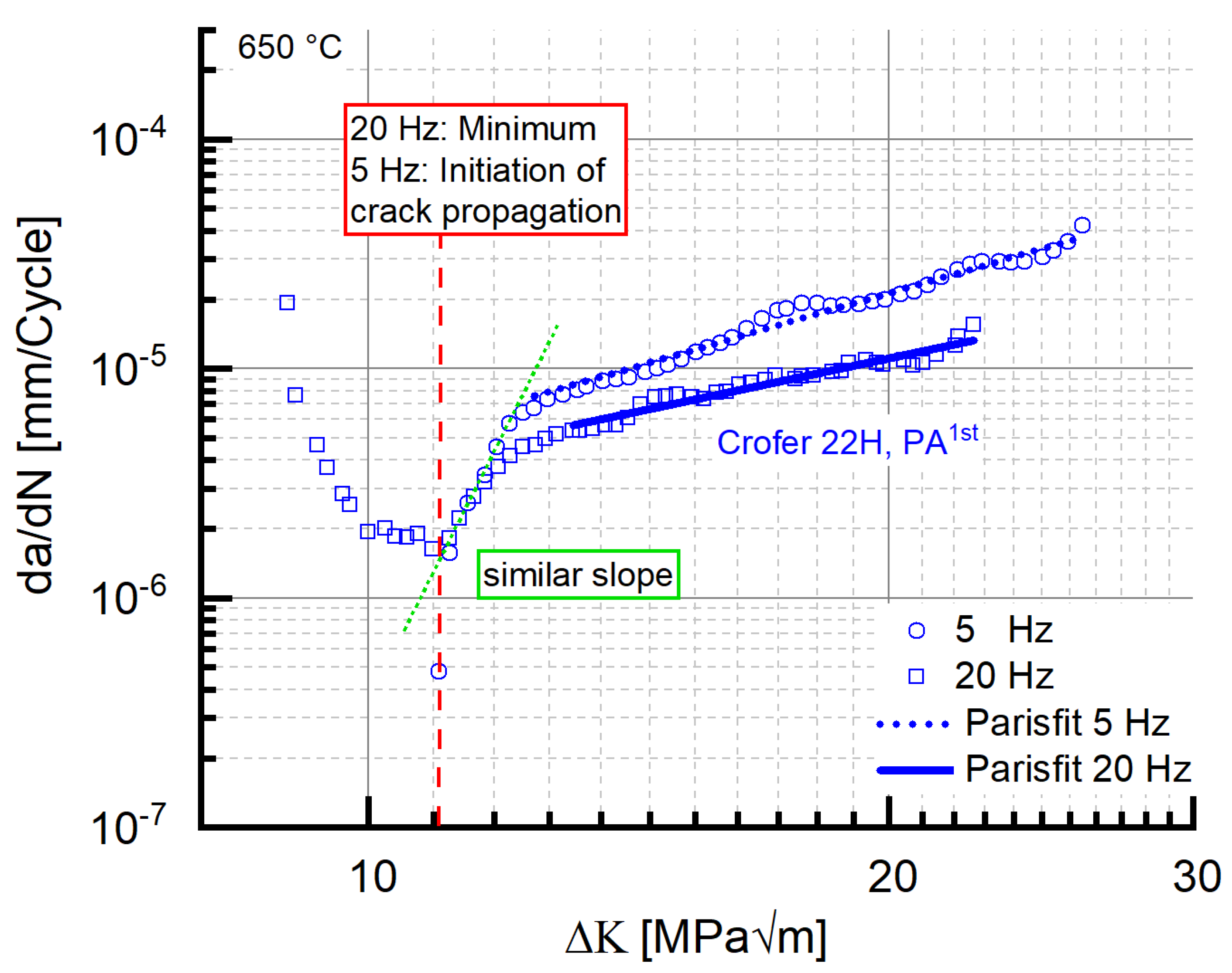
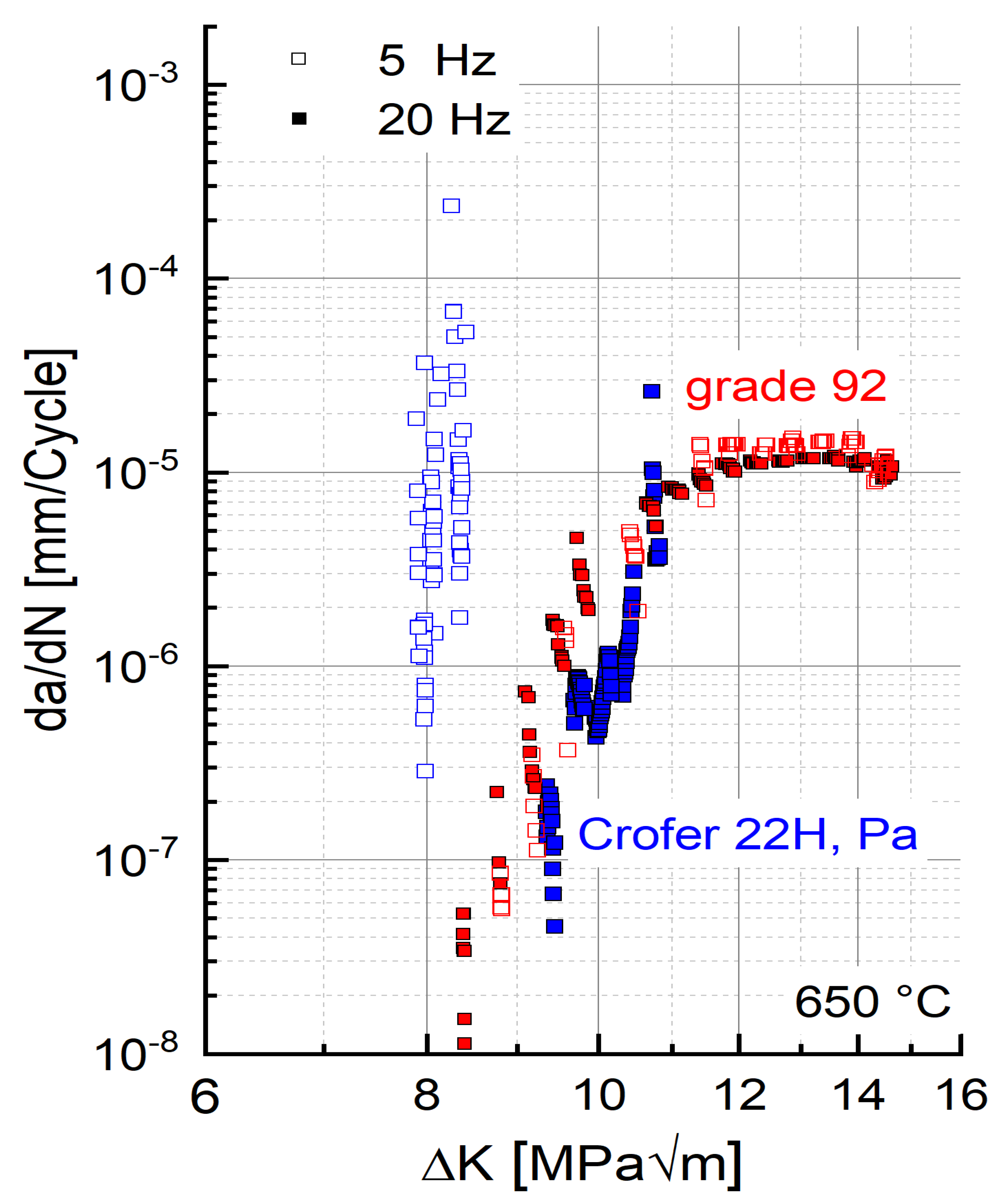
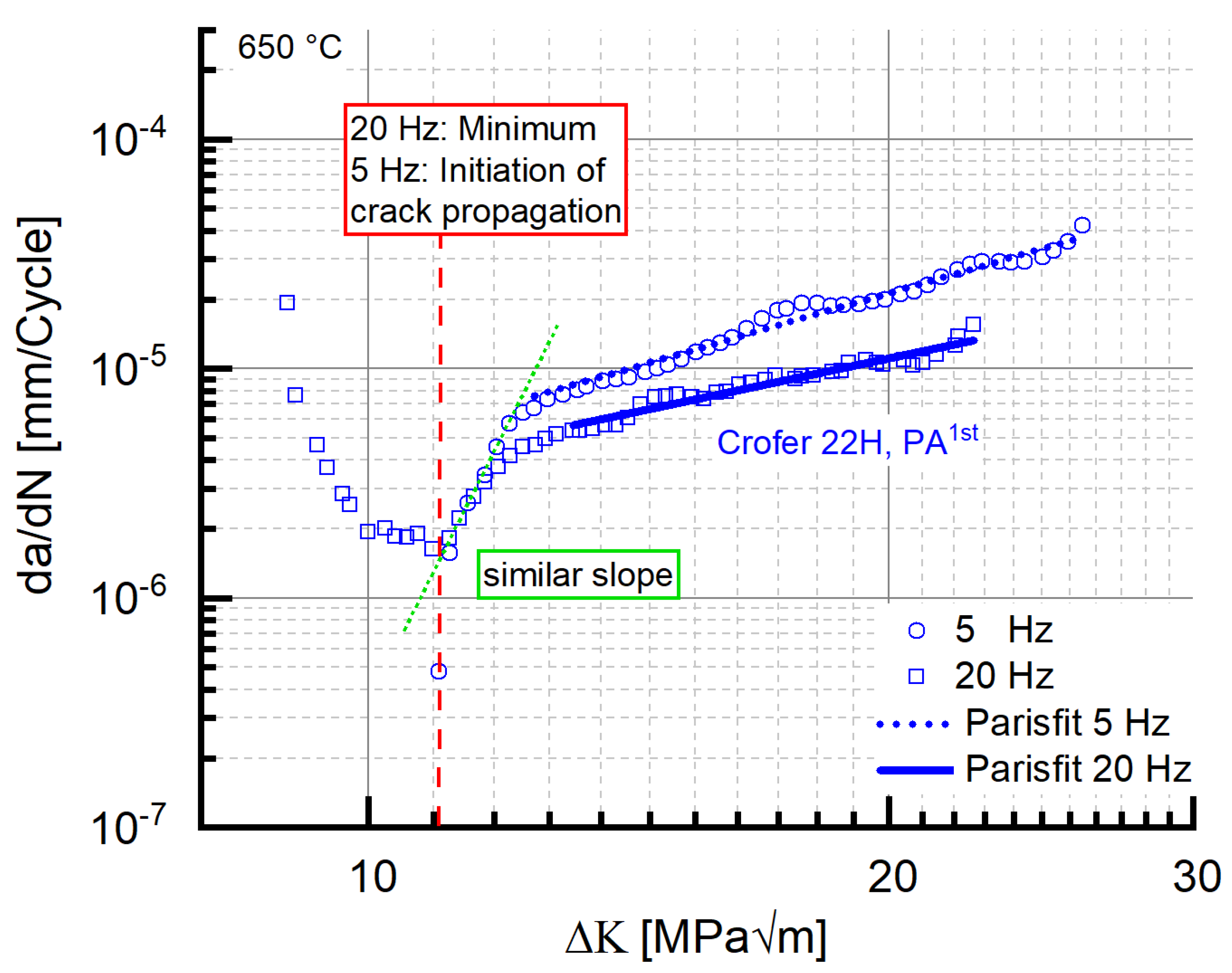
Reduced testing frequency (from 20 Hz to 5 Hz) caused the crack propagation rate of precipitation-annealed (PA) Crofer
® 22H to increase (
Figure 15, cf. coefficient C and exponent m in
Table 6), which is a well-known behavior of steels [
5,
14]. At 5 Hz, the initial kink was absent. The working hypothesis to explain this behavior encompassed a combination of diminished strain hardening potential and more time for dislocations to overcome obstacles (e.g., Laves phase particles) at low frequency. However, at low frequency (5 Hz), higher stress intensity was required to initiate crack propagation (ΔK
Start, 5Hz, air~11 MPa√m vs. ΔK
Start, 20Hz, air ~9 MPa√m; a detailed description of the determination of ΔK
Start is given in [
17]). Furthermore, the ΔK
Start value of the 5 Hz experiment coincided with the ΔK value at the minimum of the 20 Hz experiment. In addition, the curve slope of the 5 Hz experiment after the kink (
Figure 15) was comparable to the one encountered initially in the 20 Hz experiment.
Interestingly, the same absence of the initial drop of da/dN with rising ΔK along with the coinciding ΔK
Start value of 11 MPa√m was observed in recrystallized Crofer
® 22H (RX) at 20 Hz (
Figure 7), too. This may indicate that the root cause of the absence of the initial drop is not testing frequency. Rather, a limit value stress intensity ΔK
LV (to avoid confusion with the threshold value ΔK
th.) may exist, from which the outlined strengthening mechanisms (i.e., thermomechanically induced precipitation and sub-grain formation, crack defection at sub-grain boundaries) cannot longer overweigh the increasing stress intensity. To verify the assumption further, 20 Hz FCG experiments were carried out at the same load ratio with recrystallized and precipitation-annealed material in vacuum. Vacuum was chosen as the testing environment to eliminate corrosive mechanisms and thus achieve higher ΔK
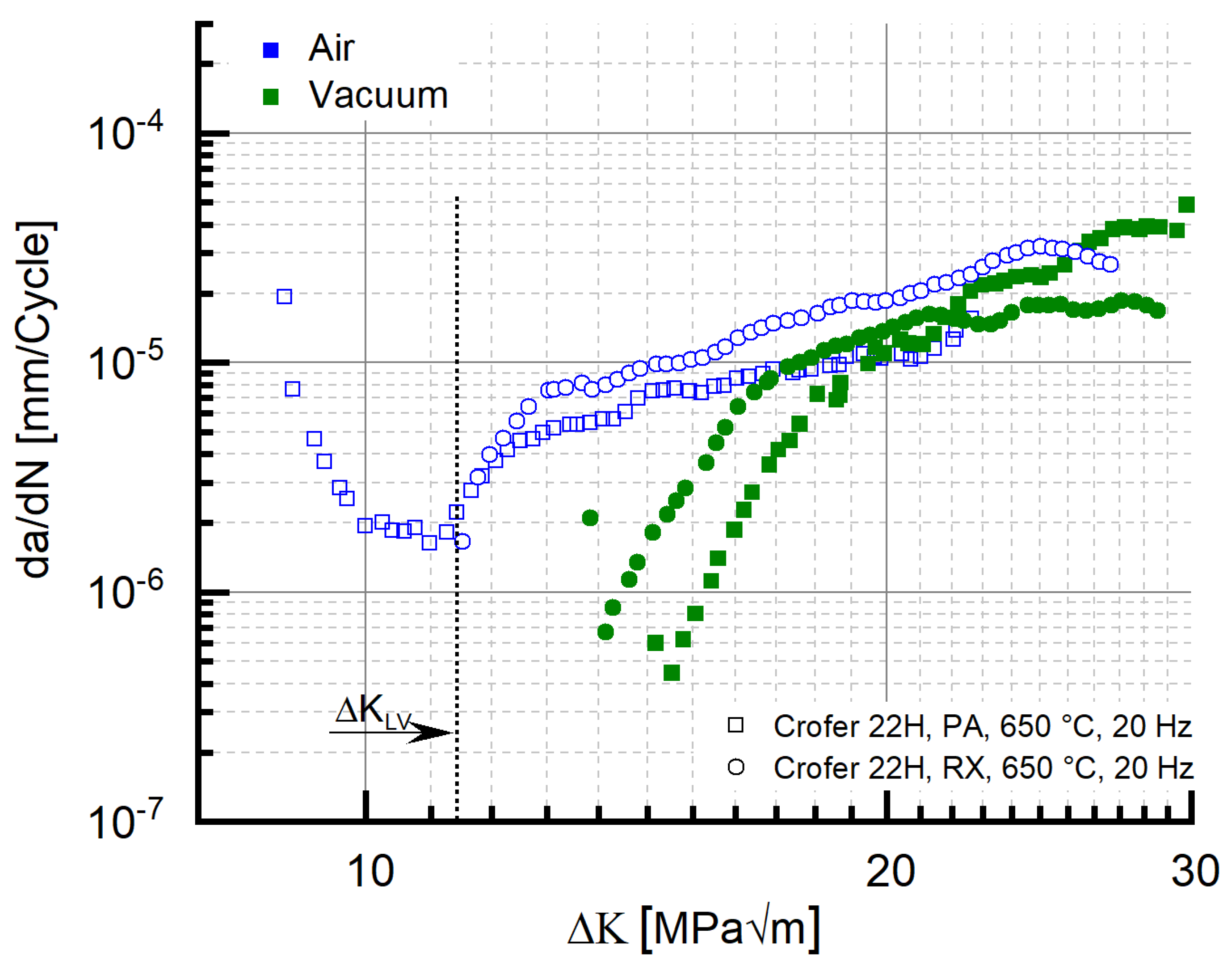
Start values at comparable load ratios.
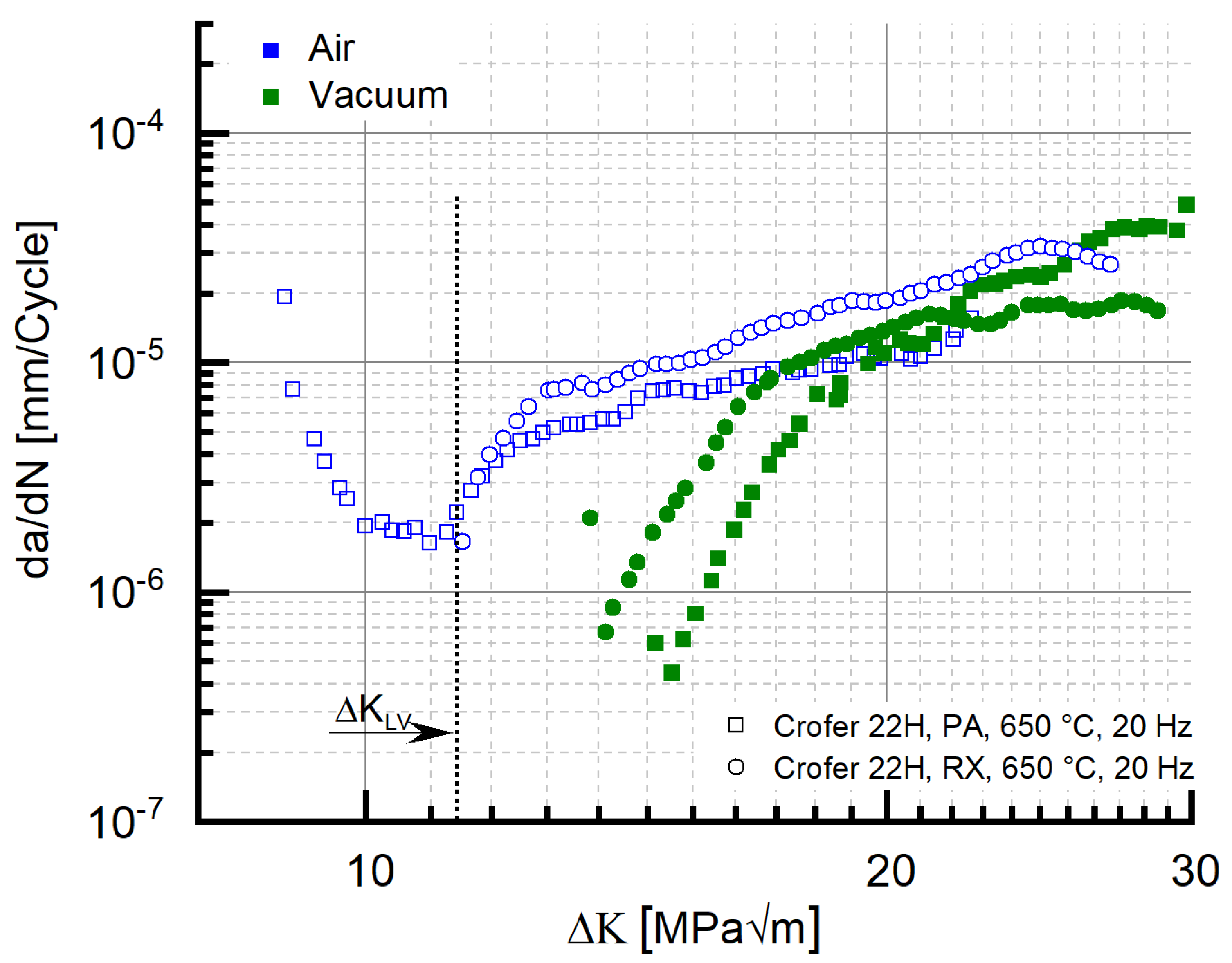
For both material states, the ΔK
Start, values measured in vacuum were above the 11 MPa√m measured in air (PA, vac. ~14.7 MPa√m, RX, vac. ~13.5 MPa√m). Furthermore, “kink” regions of decreasing da/dN with increasing ΔK did not occur (
Figure 16) in vacuum. In consequence, the limit value ΔK
LV, from which the strengthening mechanisms cannot longer overweigh the increasing stress intensity, has to be approximately 11 MPa√m (dotted line in
Figure 16). Because kink formation was not observed in air (5 Hz experiment, cf.
Figure 16), corrosive effects can be excluded as the root cause for kink formation.
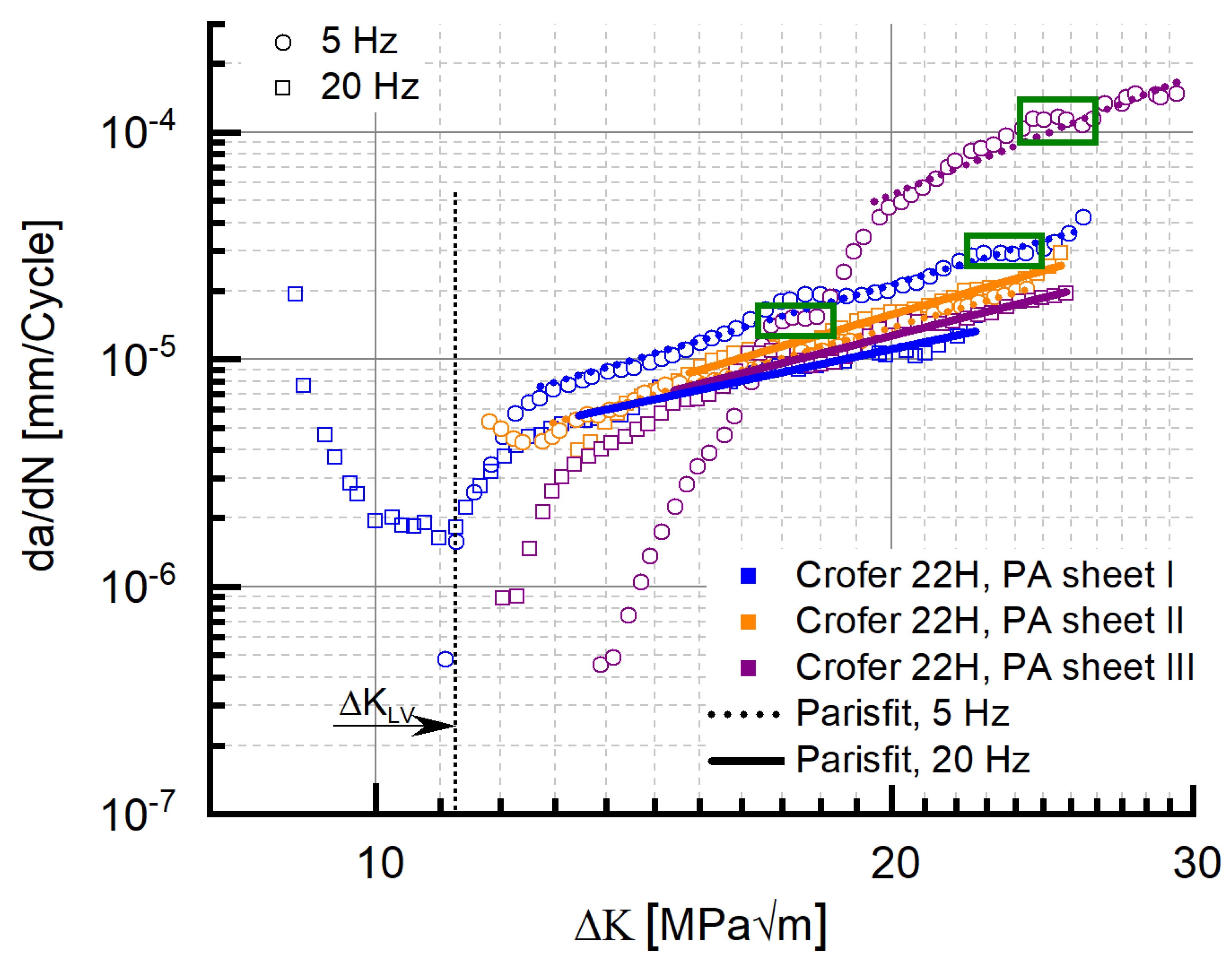
3.3.4. Impact of Material Batch Scatter
The results presented so far were all gathered with specimens taken from a single Crofer
® 22H plate. To elucidate material homogeneity and batch scatter further, 20 Hz FCG experiments were carried out with specimens taken from two additional plates, but from the same alloy heat. Obviously, the kink phenomenon did not occur in specimens taken from the two additional sheets (II and III,
Figure 17). However, initiation of crack propagation in both the additional sheets necessitated stress intensities beyond the evaluated ΔK
LV value, which explains the absence of the kink. On the other hand, plateau formation at high stress intensities occurred in specimens taken from all three sheets (cf. green boxes in
Figure 17), which means the previously identified crack obstruction mechanisms were active despite the absence of the kink at low stress intensity. As the comparison of the FCG parameters (
Table 7) demonstrates, the crack growth behavior in Crofer
® 22H in general presented significant scatter, which was clearly related to the Nb/Ti-MX (
Figure 18a) induced inhomogeneity in the precipitation of fine, strengthening Laves phase particles (cf.
Figure 2a and
Figure 18b).
The alloy design of Crofer
® 22H for this reason has to be considered conservative in terms of utilization of the outlined active crack obstruction mechanisms. Avoiding MX-related microstructural inhomogeneity is promising for the development of improved high-performance ferritic steels with maximized utilization of active crack obstruction mechanisms [
15] for superior fatigue resistance.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}