
Open-Cellular Alumina Foams with Hierarchical Strut Porosity by Ice Templating: A Thickening Agent Study





Abstract
1. Introduction
2. Materials and Methods
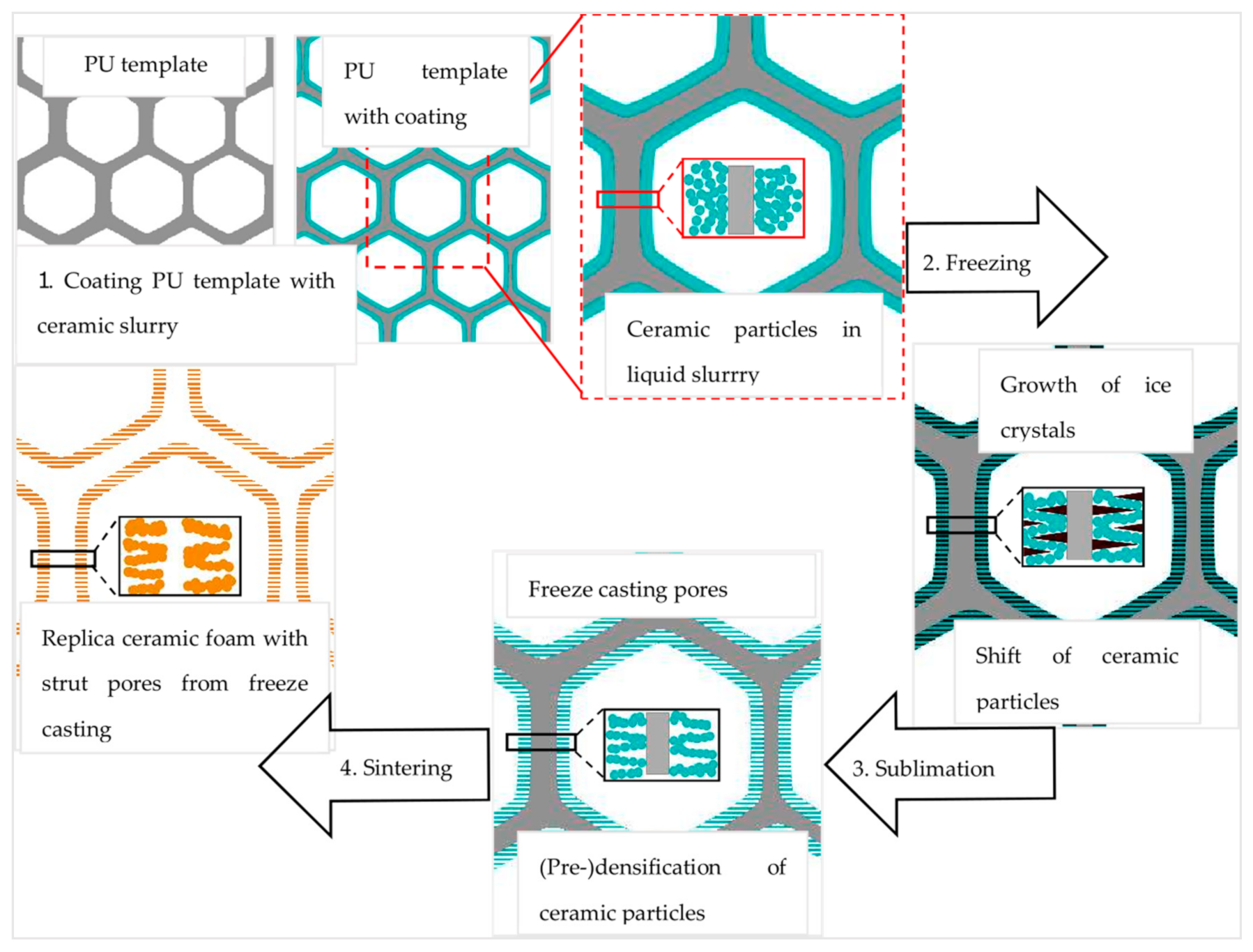
2.1. Ceramic Foam Processing
- guar gum, G (Guarkernmehl, Arche Naturprodukte GmbH, Hilden, Germany)
- modified methyl cellulose (wallpaper paste), WP (Spezialkleister, Wilckens Farben GmbH, Glückstadt, Germany)
- methyl cellulose, MC (160,000 g mol−1, Carl Roth GmbH&Co. KG, Karlsruhe, Germany) and
- starch (potato) S (sauce binder, Mondamin, Unilever Deutschland GmbH, Hamburg, Germany).
2.2. Micro- and Macrostructure Analysis
2.3. Compressive Strength Measurements
3. Results and Discussion
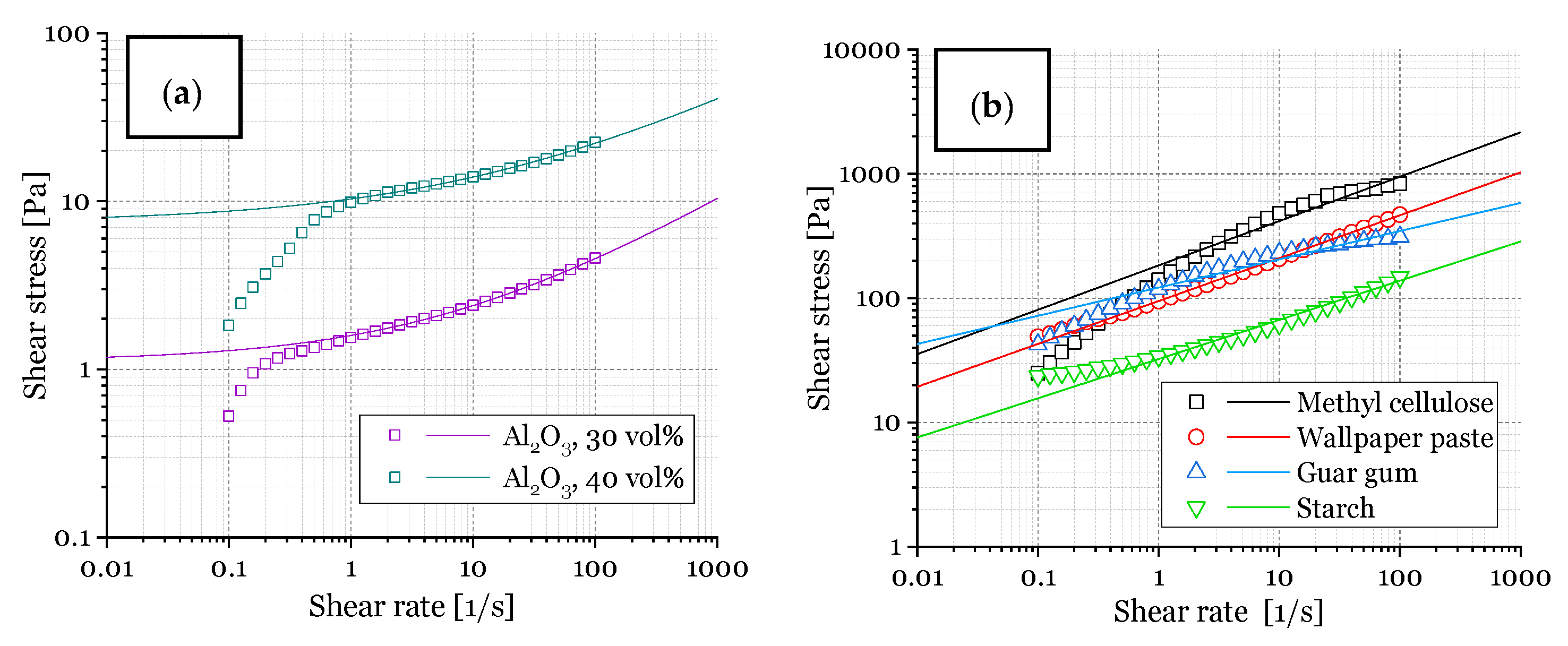
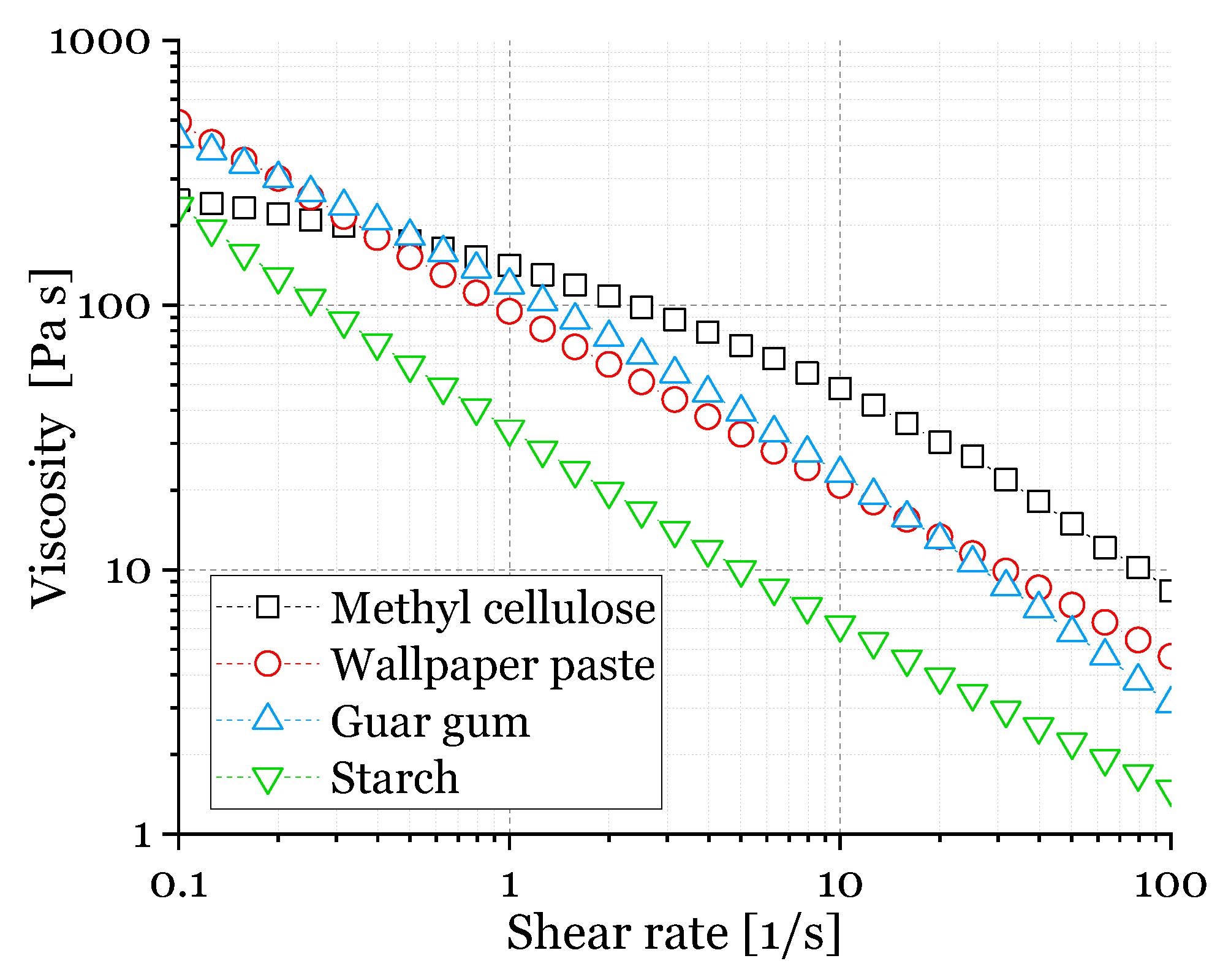
3.1. Rheological Behavior of Ceramic Dispersions
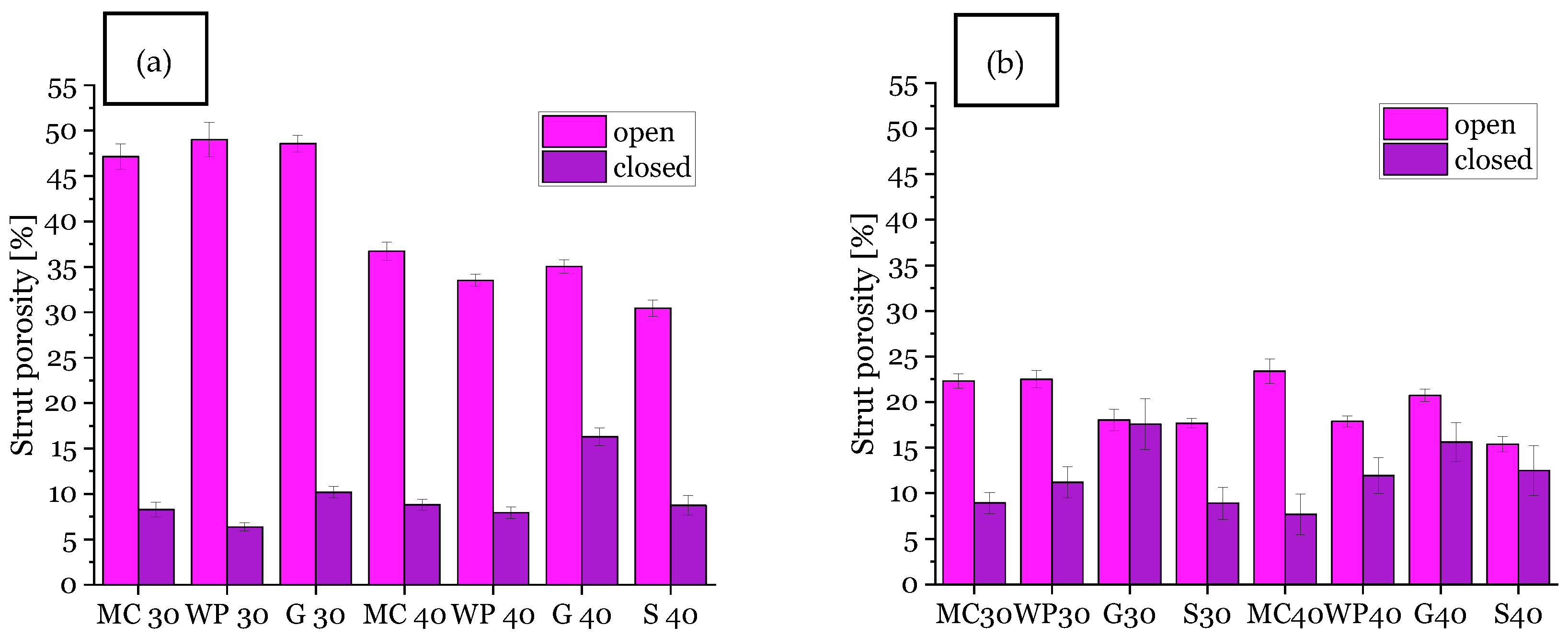
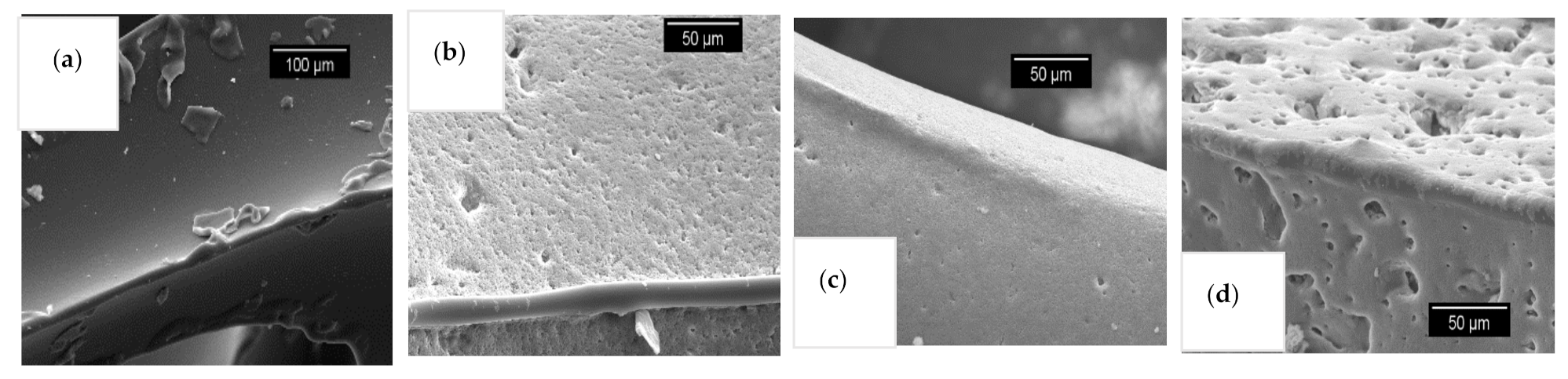
3.2. Macro- and Microstructure of Sintered Foams
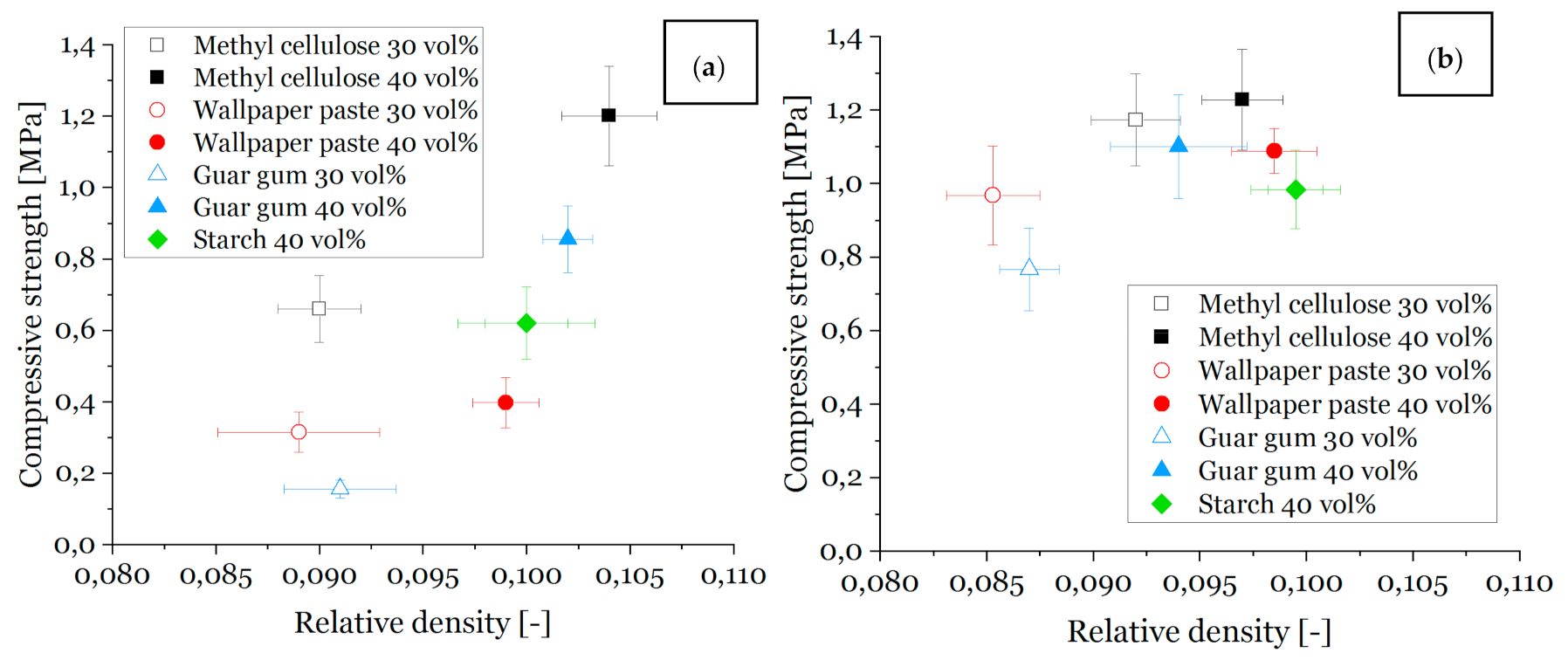
3.3. Compressive Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fukasawa, T.; Deng, Z.-Y.; Ando, M.; Ohji, T.; Goto, Y. Pore structure of porous ceramics synthesized from water-based slurry by freeze-dry process. J. Mater. Sci. 2001, 36, 2523–2527. [Google Scholar] [CrossRef]
- Zaman, E.; Keles, O. Open Cell Aluminum Foams Produced by Polymer Impregnation Method. Acta Phys. Pol. A 2014, 125, 445–448. [Google Scholar] [CrossRef]
- Deville, S. Freeze-Casting of Porous Ceramics: A Review of Current Achievements and Issues. Adv. Eng. Mater. 2008, 10, 155–169. [Google Scholar] [CrossRef]
- Soltani, N.; Simon, U.; Bahrami, A.; Wang, X.; Selve, S.; Epping, J.D.; Pech-Canul, M.I.; Bekheet, M.F.; Gurlo, A. Macroporous polymer-derived SiO2/SiOC monoliths freeze-cast from polysiloxane and amorphous silica derived from rice husk. J. Eur. Ceram. Soc. 2017, 37, 4809–4820. [Google Scholar] [CrossRef]
- Naviroj, M.; Voorhees, P.W.; Faber, K.T. Suspension- and solution-based freeze casting for porous ceramics. J. Mater. Res. 2017, 32, 3372–3382. [Google Scholar] [CrossRef]
- Schwartzwalder, K.; Somers, H.; Somers, A.H. Method of Making Porous Ceramic Articles. U.S. Patent No 3090094, 21 February 1963. [Google Scholar]
- Twigg, M.; Richardson, J. Theory and Applications of Ceramic Foam Catalysts. Chem. Eng. Res. Des. 2002, 80, 183–189. [Google Scholar] [CrossRef]
- Twigg, M.V.; Richardson, J.T. Fundamentals and Applications of Structured Ceramic Foam Catalysts. Ind. Eng. Chem. Res. 2007, 46, 4166–4177. [Google Scholar] [CrossRef]
- Carstens, S.; Dammler, K.; Scheffler, M.; Enke, D. Reticulated Alumina Replica Foams with Additional Sub-Micrometer Strut Porosity. Adv. Eng. Mater. 2019, 21, 1900791. [Google Scholar] [CrossRef]
- Zampieri, A.; Colombo, P.; Mabande, G.T.P.; Selvam, T.; Schwieger, W.; Scheffler, F. Zeolite Coatings on Microcellular Ceramic Foams: A Novel Route to Microreactor and Microseparator Devices. Adv. Mater. 2004, 16, 819–823. [Google Scholar] [CrossRef]
- Betke, U.; Lieb, A. Micro-Macroporous Composite Materials—Preparation Techniques and Selected Applications: A Review. Adv. Eng. Mater. 2018, 20, 1800252. [Google Scholar] [CrossRef]
- Lee, J.-H.; Choi, H.-J.; Yoon, S.Y.; Kim, B.-K.; Park, H.-C. Processing of porous hydroxyapatite scaffolds containing calcium phosphate glass-ceramics for bone tissue engineering. J. Ceram. Process. Res. 2013, 14, 544–548. [Google Scholar]
- Yang, T.Y.; Kim, W.Y.; Yoon, S.Y.; Park, H.C. Macroporous silicate ceramics prepared by freeze casting combined with polymer sponge method. J. Phys. Chem. Solids 2010, 71, 436–439. [Google Scholar] [CrossRef]
- Schelm, K.; Fey, T.; Dammler, K.; Betke, U.; Scheffler, M. Hierarchical-Porous Ceramic Foams by a Combination of Replica and Freeze Technique. Adv. Eng. Mater. 2019, 21, 155. [Google Scholar] [CrossRef]
- Deville, S. Ice-templating, freeze casting: Beyond materials processing. J. Mater. Res. 2013, 28, 2202–2219. [Google Scholar] [CrossRef]
- Deville, S. Freezing Colloids: Observations, Principles, Control, and Use: Applications in Materials Science, Life Science, Earth Science, Food Science, and Engineering; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Peter Haseley, G.-W.O. Freeze-Drying; Wiley VCH: Weinheim, Germany, 2018. [Google Scholar]
- Deville, S.; Saiz, E.; Tomsia, A.P. Ice-templated porous alumina structures. Acta Mater. 2007, 55, 1965–1974. [Google Scholar] [CrossRef]
- Naviroj, M.; Miller, S.; Colombo, P.; Faber, K. Directionally aligned macroporous SiOC via freeze casting of preceramic polymers. J. Eur. Ceram. Soc. 2015, 35, 2225–2232. [Google Scholar] [CrossRef]
- Munch, E.; Franco, J.; Deville, S.; Hunger, P.; Saiz, E.; Tomsia, A.P. Porous ceramic scaffolds with complex architectures. JOM 2008, 60, 54–58. [Google Scholar] [CrossRef]
- Deville, S.; Saiz, E.; Nalla, R.K.; Tomsia, A.P. Freezing as a Path to Build Complex Composites. Science 2006, 311, 515–518. [Google Scholar] [CrossRef]
- Munch, E.; Saiz, E.; Tomsia, A.P.; Deville, S. Architectural Control of Freeze-Cast Ceramics Through Additives and Templating. J. Am. Ceram. Soc. 2009, 92, 1534–1539. [Google Scholar] [CrossRef]
- Koch, D.; Andresen, L.; Schmedders, T.; Grathwohl, G. Evolution of Porosity by Freeze Casting and Sintering of Sol-Gel Derived Ceramics. J. Sol-Gel Sci. Technol. 2003, 26, 149–152. [Google Scholar] [CrossRef]
- Deville, S.; Maire, E.; LaSalle, A.; Bogner, A.; Gauthier, C.; Leloup, J.; Guizard, C. Influence of Particle Size on Ice Nucleation and Growth During the Ice-Templating Process. J. Am. Ceram. Soc. 2010, 93, 2507–2510. [Google Scholar] [CrossRef]
- Hong, S.-J.; Yu, H.-S.; Kim, H.-W. Preparation of porous bioactive ceramic microspheres and In Vitro osteoblastic culturing for tissue engineering application. Acta Biomater. 2009, 5, 1725–1731. [Google Scholar] [CrossRef] [PubMed]
- Koh, Y.-H.; Song, J.-H.; Lee, E.-J.; Kim, H.-E. Freezing Dilute Ceramic/Camphene Slurry for Ultra-High Porosity Ceramics with Completely Interconnected Pore Networks. J. Am. Ceram. Soc. 2006, 89, 3089–3093. [Google Scholar] [CrossRef]
- Shanti, N.O.; Araki, K.; Halloran, J.W. Particle Redistribution During Dendritic Solidification of Particle Suspensions. J. Am. Ceram. Soc. 2006, 89, 2444–2447. [Google Scholar] [CrossRef]
- Singh, G.; Soundarapandian, S. Effect of freezing conditions on β-Tricalcium Phosphate /Camphene scaffold with micro sized particles fabricated by freeze casting. J. Mech. Behav. Biomed. Mater. 2018, 79, 189–194. [Google Scholar] [CrossRef] [PubMed]
- Yoon, B.-H.; Koh, Y.-H.; Park, C.-S.; Kim, H.-E. Generation of Large Pore Channels for Bone Tissue Engineering Using Camphene-Based Freeze Casting. J. Am. Ceram. Soc. 2007, 90, 1744–1752. [Google Scholar] [CrossRef]
- Yoon, B.-H.; Lee, E.-J.; Kim, H.-E.; Koh, Y.-H. Highly Aligned Porous Silicon Carbide Ceramics by Freezing Polycarbosilane/Camphene Solution. J. Am. Ceram. Soc. 2007, 90, 1753–1759. [Google Scholar] [CrossRef]
- Brennan, J.G.; Wüstenberg, T. (Eds.) Food Processing Handbook, 2nd ed.; Wiley-VCH: Weinheim, Germany, 2012. [Google Scholar]
- International Organization for Standardization (ISO). Plastics—Methods for Determining the Density of Non-Cellular Plastics: Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method; ICS>83>83.080>83.080.01; ISO: Vernier, Switzerland, 2012. [Google Scholar]
- Betke, U.; Dalicho, S.; Rannabauer, S.; Lieb, A.; Scheffler, F.; Scheffler, M. Impact of Slurry Composition on Properties of Cellular Alumina: A Computed Tomographic Study. Adv. Eng. Mater. 2017, 19, 1700138. [Google Scholar] [CrossRef]
- Brown, D.D.; Green, D.J. Investigation of Strut Crack Formation in Open Cell Alumina Ceramics. J. Am. Ceram. Soc. 1994, 77, 1467–1472. [Google Scholar] [CrossRef]
- Ahmed, Y.M.; Ewais, E.M.; El-Sheikh, S.M. Effect of dispersion parameters on the consolidation of starch-loaded hydroxyapatite slurry. Process. Appl. Ceram. 2014, 8, 127–135. [Google Scholar] [CrossRef]
- Almeida, F.; Botelho, E.; Melo, F.; Campos, T.; Thim, G. Influence of cassava starch content and sintering temperature on the alumina consolidation technique. J. Eur. Ceram. Soc. 2009, 29, 1587–1594. [Google Scholar] [CrossRef]
- Alves, H.M.; Tari, G.; Fonseca, A.T.; Ferreira, J.M.F. Processing of porous corderite bodies by starch consolidation. Mater. Res. Bull. 1998, 33, 1439–1448. [Google Scholar] [CrossRef]
- Gregorova, E.; Zivcova, Z.; Pabst, W.; Stetina, J.; Keupper, M. Rheology of ceramic suspensions with organic or biopolymeric gelling additives: Part III: Suspensions with starch. Ceramics-Silikaty 2008, 52, 250–259. [Google Scholar]
- Gregorová, E.; Pabst, W. Process control and optimized preparation of porous alumina ceramics by starch consolidation casting. J. Eur. Ceram. Soc. 2011, 31, 2073–2081. [Google Scholar] [CrossRef]
- Gregorova, E.; Pabst, W.; Stetina, J. Rheology of ceramic suspensions with organic or biopolymeric gelling additives: Part II. Suspensions with carrageenan. Ceramics-Silikaty 2006, 50, 232–238. [Google Scholar]
- Ju, C.; Wang, Y.; Ye, J.; Huang, Y. Modified-starch consolidation of alumina ceramics. J. Wuhan Univ. Technol. Sci. Ed. 2008, 23, 558–561. [Google Scholar] [CrossRef]
- Talou, M.; Villar, M.; Camerucci, M.; Moreno, R. Rheology of aqueous mullite–starch suspensions. J. Eur. Ceram. Soc. 2011, 31, 1563–1571. [Google Scholar] [CrossRef]
- Talou, M.; Camerucci, M. Two alternative routes for starch consolidation of mullite green bodies. J. Eur. Ceram. Soc. 2010, 30, 2881–2887. [Google Scholar] [CrossRef]
- Yang, L.; Ning, X.; Bai, Y.; Jia, W. A scalable synthesis of non-agglomerated and low-aspect ratio hydroxyapatite nanocrystals using gelatinized starch matrix. Mater. Lett. 2013, 113, 142–145. [Google Scholar] [CrossRef]
- Lyckfeldt, O.; Ferreira, J.M.F. Processing of porous ceramics by ‘starch consolidation’. J. Eur. Ceram. Soc. 1998, 18, 131–140. [Google Scholar] [CrossRef]
- Mastalska-Popławska, J.; Sikora, M.; Izak, P.; Góral, Z. Applications of starch and its derivatives in bioceramics. J. Biomater. Appl. 2019, 34, 12–24. [Google Scholar] [CrossRef] [PubMed]
- Kalemtas, A.; Topates, G.; Aydin, M.T.A.; Özey, N. Starch consolidation of SiC ceramics: Processing and low-temperature sintering in an air atmosphere. J. Asian Ceram. Soc. 2020, 8, 106–115. [Google Scholar] [CrossRef]
- Elbadawi, M.; Mosalagae, M.; Reaney, I.; Meredith, J. Guar gum: A novel binder for ceramic extrusion. Ceram. Int. 2017, 43, 16727–16735. [Google Scholar] [CrossRef]
- Hareesh, U.N.S.; Anantharaju, R.; Biswas, P.; Rajeswari, K.; Johnson, R. Colloidal Shaping of Alumina Ceramics by Thermally Induced Gelation of Methylcellulose. J. Am. Ceram. Soc. 2011, 94, 749–753. [Google Scholar] [CrossRef]
- Schelm, K.; Dammler, K.; Betke, U.; Scheffler, M. Tailoring of the Wetting Behavior of Alumina Dispersions on Polymer Foams by Methylcellulose Addition: A Route Toward Mechanically Stable Ceramic Replica Foams. Adv. Eng. Mater. 2019, 21, 1900635. [Google Scholar] [CrossRef]
- Bingham, E.C. Fluidity and Plasticity; Mc Graw-Hill Book Company, Inc.: New York, NY, USA, 1922. [Google Scholar]
- Herschel, W.H.; Bulkley, R. Konsistenzmessungen von Gummi-Benzolloesungen. Kolloid-Zeitschrift 1926, 39, 291–300. [Google Scholar] [CrossRef]
- Barnes, H.A. A Handbook of Elementary Rheology; University of Wales Institute of Non-Newtonian Fluid Mechanics: Aberystwyth, UK, 2000. [Google Scholar]
- Mezger, T.G. The Rheology Handbook, 4th ed.; Vincentz Network: Hannover, Germany, 2014. [Google Scholar]
- Meeker, S.P.; Bonnecaze, R.T.; Cloitre, M. Slip and Flow in Soft Particle Pastes. Phys. Rev. Lett. 2004, 92, 198302. [Google Scholar] [CrossRef] [PubMed]
- Ostwald, W. Ueber die Geschwindigkeitsfunktion der Viskositaett disperser Systeme. I. Kolloid-Zeitschrift 1925, 36, 99–117. [Google Scholar] [CrossRef]
- Adebowale, A.-R.A.; Sanni, L.O. Effects of solid content and temperature on viscosity of tapioca meal. J. Food Sci. Technol. 2011, 50, 573–578. [Google Scholar] [CrossRef]
- Hadi, A.; Emadi, R.; Baghshahi, S.; Naghavi, S. Different Pore Size Alumina Foams and Study of their Mechanical Properties. Ceramics-Silikaty 2015, 59, 6–9. [Google Scholar]
- Voigt, C.; Aneziris, C.G.; Hubálková, J. Rheological Characterization of Slurries for the Preparation of Alumina Foams via Replica Technique. J. Am. Ceram. Soc. 2015, 98, 1460–1463. [Google Scholar] [CrossRef]
- Zhu, X.; Jiang, D.; Tan, S. The control of slurry rheology in the processing of reticulated porous ceramics. Mater. Res. Bull. 2002, 37, 541–553. [Google Scholar] [CrossRef]
- Preiss, A.; Su, B.; Collins, S.; Simpson, D. Tailored graded pore structure in zirconia toughened alumina ceramics using double-side cooling freeze casting. J. Eur. Ceram. Soc. 2012, 32, 1575–1583. [Google Scholar] [CrossRef]
- Rannabauer, S.; Söffker, G.-M.; Scheunemann, M.; Betke, U.; Scheffler, M. Increased Mechanical Stability and Thermal Conductivity of Alumina Reticulated Porous Ceramics (RPC) by Nanoparticle Infiltration Processing. Adv. Eng. Mater. 2017, 19, 1700211. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickening Agent | Amount (g) in 25 mL Water |
|---|---|
| guar gum (G) | 0.675 |
| modified methyl cellulose (wallpaper paste) (WP) | 1.5 |
| methyl cellulose (MC) | 1.5 |
| potato starch (S) | 3.125 |
| Thickener | Source | Chemical Composition | Shear Stability | Gelation | Film Formation | Thickening Effect |
|---|---|---|---|---|---|---|
| guar gum | endosperm of seed | polysaccharide of D-mannose and D-galactose | shear thinning | no | low | high |
| starch | seed extracts (germs, roots) | α-D-glucose | low after gelation, irreversible viscosity loss | upon heating | high | high |
| methyl cellulose | wood pulp or cotton linters | linear polymer of β-D-glucose with (CH3)-substituents | shear-thinning with re-thickening effect (after rest-time), gels are very thixotropic | reversible gelation upon heating | high | low to high |
| wallpaper paste | mixture of starch and methyl cellulose | |||||
| Dispersion Type | 30 vol% Dispersion | 40 vol% Dispersion | ||
|---|---|---|---|---|
| Material | wt% | vol% | wt% | vol% |
| Al2O3 powder | 61.64 | 29.08 | 70.88 | 38.42 |
| distilled water and thickening agent according to Table 1 | 36.51 | 68.04 | 26.99 | 58.26 |
| deflocculant Dolapix CE 64 | 0.92 | 1.44 | 1.06 | 1.66 |
| binder Optapix PA 4G | 0.92 | 1.44 | 1.06 | 1.66 |
| Sample | MC 30 FC/RT | WP 30 FC/RT | GG 30 FC/RT | MC 40 FC/RT | WP40 FC/RT | GG 40 FC/RT | S 40 FC/RT |
|---|---|---|---|---|---|---|---|
| Weibull | 3.511/4.967 | 2.544/3.07 | 2.76/3.313 | 6.087/4.185 | 2.885/8.610 | 5.258/3.833 | 3.38/4.653 |
| R2 | 0.9806/0.9163 | 0.9299/0.9013 | 0.9407/0.9625 | 0.8870/0.9314 | 0.9258/0.9013 | 0.9357/0.9511 | 0.9445/0.9209 |
| Obj. Surf./Obj. Vol. | 70.8 | 51.5 | 69.6/26.3 | 27.8 | 30.2 | 48.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dammler, K.; Schelm, K.; Betke, U.; Fey, T.; Scheffler, M. Open-Cellular Alumina Foams with Hierarchical Strut Porosity by Ice Templating: A Thickening Agent Study. Materials 2021, 14, 1060. https://doi.org/10.3390/ma14051060
Dammler K, Schelm K, Betke U, Fey T, Scheffler M. Open-Cellular Alumina Foams with Hierarchical Strut Porosity by Ice Templating: A Thickening Agent Study. Materials. 2021; 14(5):1060. https://doi.org/10.3390/ma14051060
Chicago/Turabian StyleDammler, Kathleen, Katja Schelm, Ulf Betke, Tobias Fey, and Michael Scheffler. 2021. "Open-Cellular Alumina Foams with Hierarchical Strut Porosity by Ice Templating: A Thickening Agent Study" Materials 14, no. 5: 1060. https://doi.org/10.3390/ma14051060
APA StyleDammler, K., Schelm, K., Betke, U., Fey, T., & Scheffler, M. (2021). Open-Cellular Alumina Foams with Hierarchical Strut Porosity by Ice Templating: A Thickening Agent Study. Materials, 14(5), 1060. https://doi.org/10.3390/ma14051060