
Process Design for a Production of Sustainable Materials from Post-Production Clay

 ,
,  , , ,
, , ,  ,
,
Abstract
1. Introduction
- (i)
- Cement with high calcium and silicon content [((Na, K)2O–CaO–Al2O3–SiO2–H2O system); the raw materials such as blast furnace slag or clay (SiO2 + CaO > 70%) are alkali-activated, however, the high-pH condition is not required; the first product of the reactions is dominated by a calcium silicate hydrate (C–S–H) and a small percentage of calcium aluminosilicate hydrate (C–A–S–H) gel with a tobermorite-like (mostly Q2, and some Q1 and Q3) structure;
- (ii)
- Cement with low calcium, but higher aluminum and silicon content ((Na,K)2O–Al2O3–SiO2–H2O system), the raw materials such as metakaolin, granulated blast furnace slags, class F fly ash, are activated by sodium hydroxide (NaOH) or potassium hydroxide (KOH) at a higher pH than that required for the materials with high calcium content, the reactions tend to generate a sodium aluminosilicate hydrate phase (N–A–S–H) with a highly crosslinked (mainly Q4) disordered pseudo-zeolitic structure;
- (iii)
- Hybrid cement formed as the result of the alkaline activation of materials with CaO, SiO2 and Al2O3 contents >20% ((Na,K)2O–CaO–Al2O3–SiO2–H2O]–[(Na,K)2O–Al2O3–SiO2–H2O), they include materials with a low Portland cement clinker content and over 70% of mineral additions (slag, FA) or blends containing no Portland cement (blast furnace slag, phosphorous slag, and FA); the reaction products are very complex and include C–A–S–H (containing sodium) and (N,C)–A–S–H (high calcium content N–A–S–H) gels [10,11,12].
2. Materials and Methods
- (i)
- Sand (sand composition: SiO2 90.0–90.3%, Fe2O3 max. 0.2%, TiO2 0.08–0.1%, Al2O3 0.4–0.7%, CaO 0.17%, MgO 0.01%; particle size: < 50 µm) and the proportion of clay:sand is 1:1 (wt.%);
- (ii)
- Sand and flay ash (flay ash composition: SiO2 52–58%, Al2O3 21–25%, Fe2O3 4–7%, K2O 3–5%, CaO 2–4%, MgO 2–4%, TiO2 1–2%; received from Skawina Combined Heat and Power Plant, Skawina, Poland) and the proportion of clay:sand:flay ash is 5:4.5:1 (wt.%);
- (iii)
- Sand and metakaolin (metakaolin composition: SiO2 52-56%, Al2O3 40–44%, Fe2O3 1–2%, K2O 1–2%, CaO 0.2–0.6%, TiO2 0.1–0.4%, MgO 0.1–0.4%, received from České lupkové závody, a.s., Nové Strašecí, Czech Republic), the proportion of clay:sand:metakaolin is 4.5:4.5:1 (wt.%).
3. Results and Discussion
3.1. Effect of Thermo-Mechanical Treatment
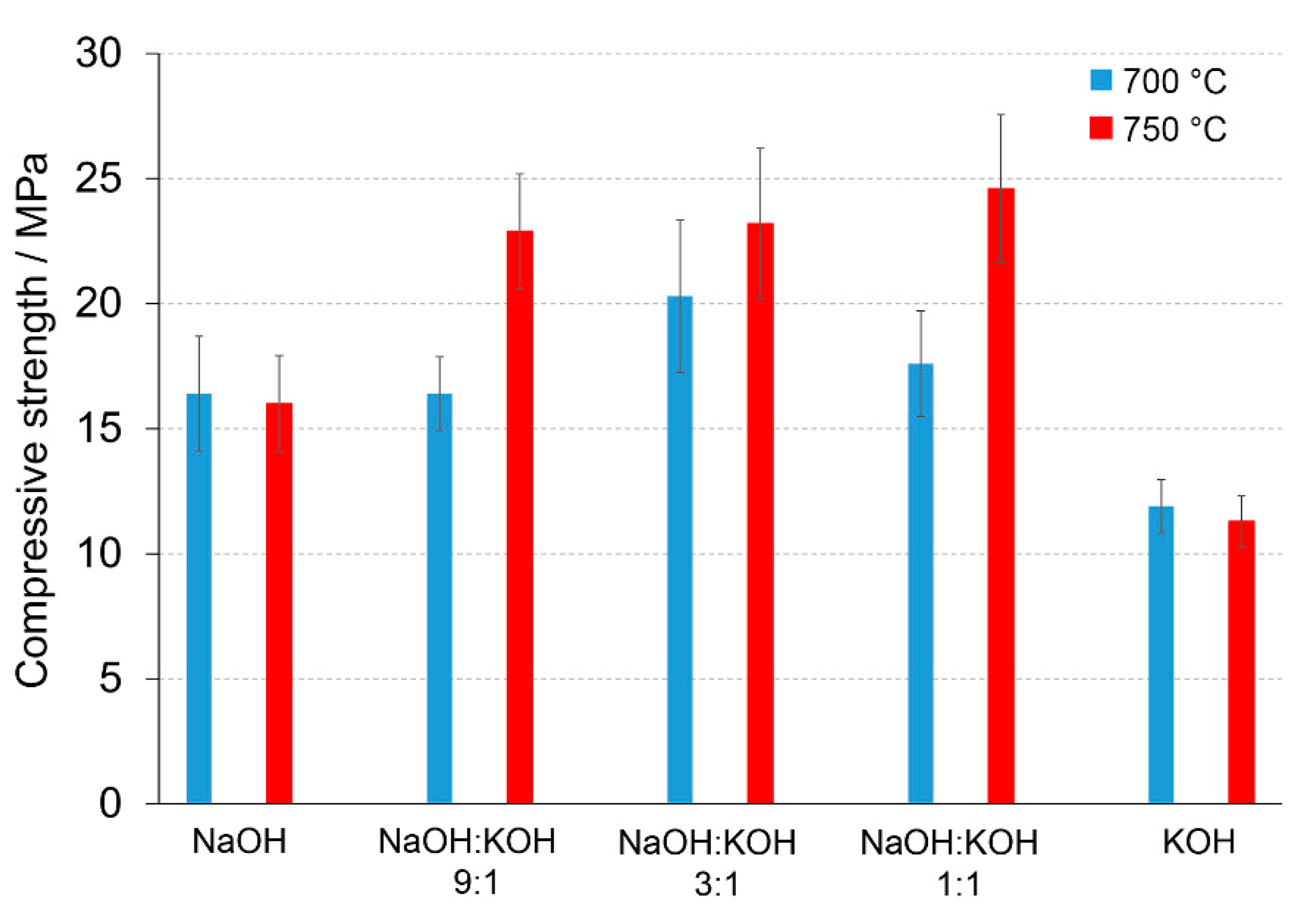
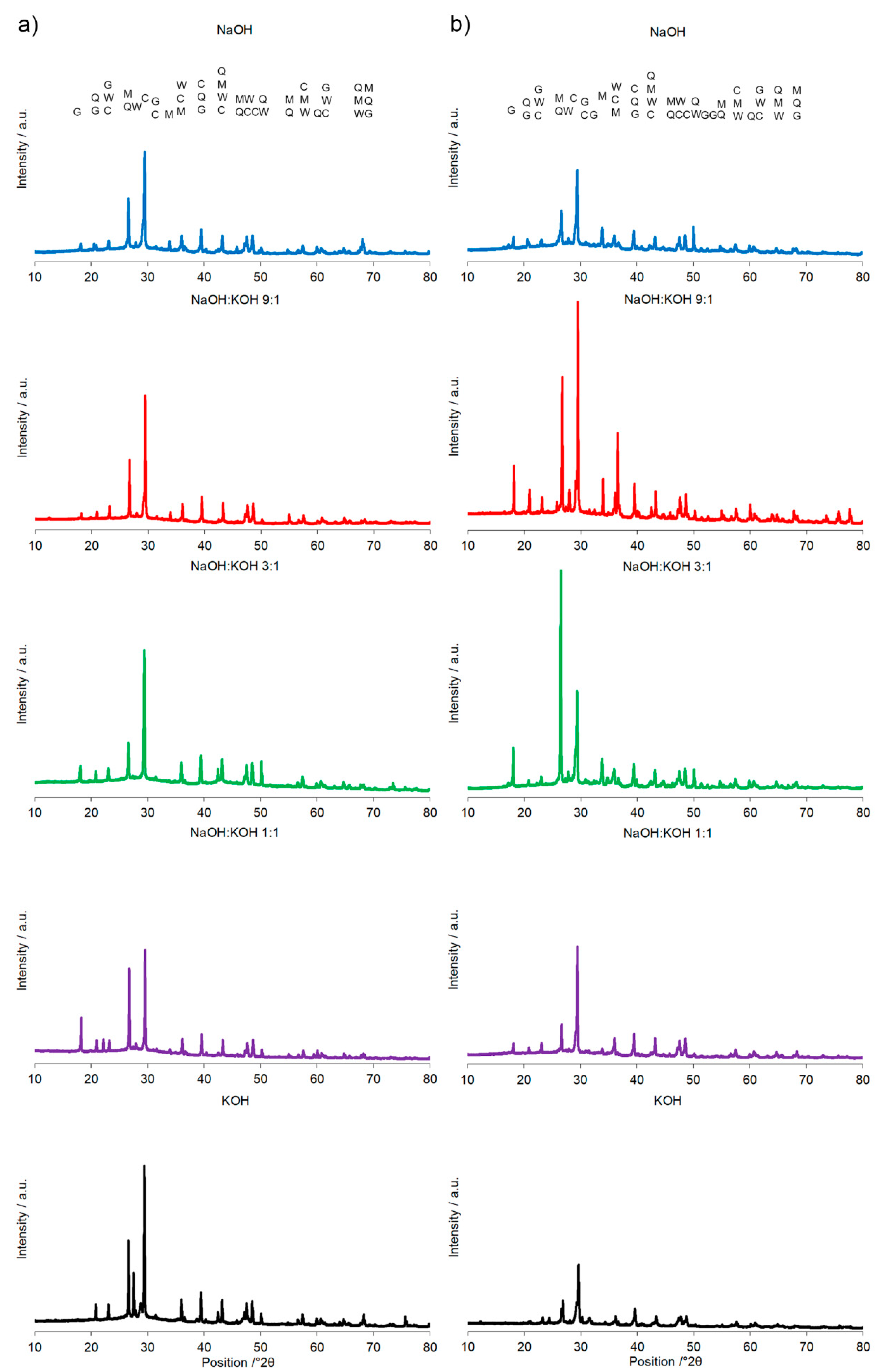
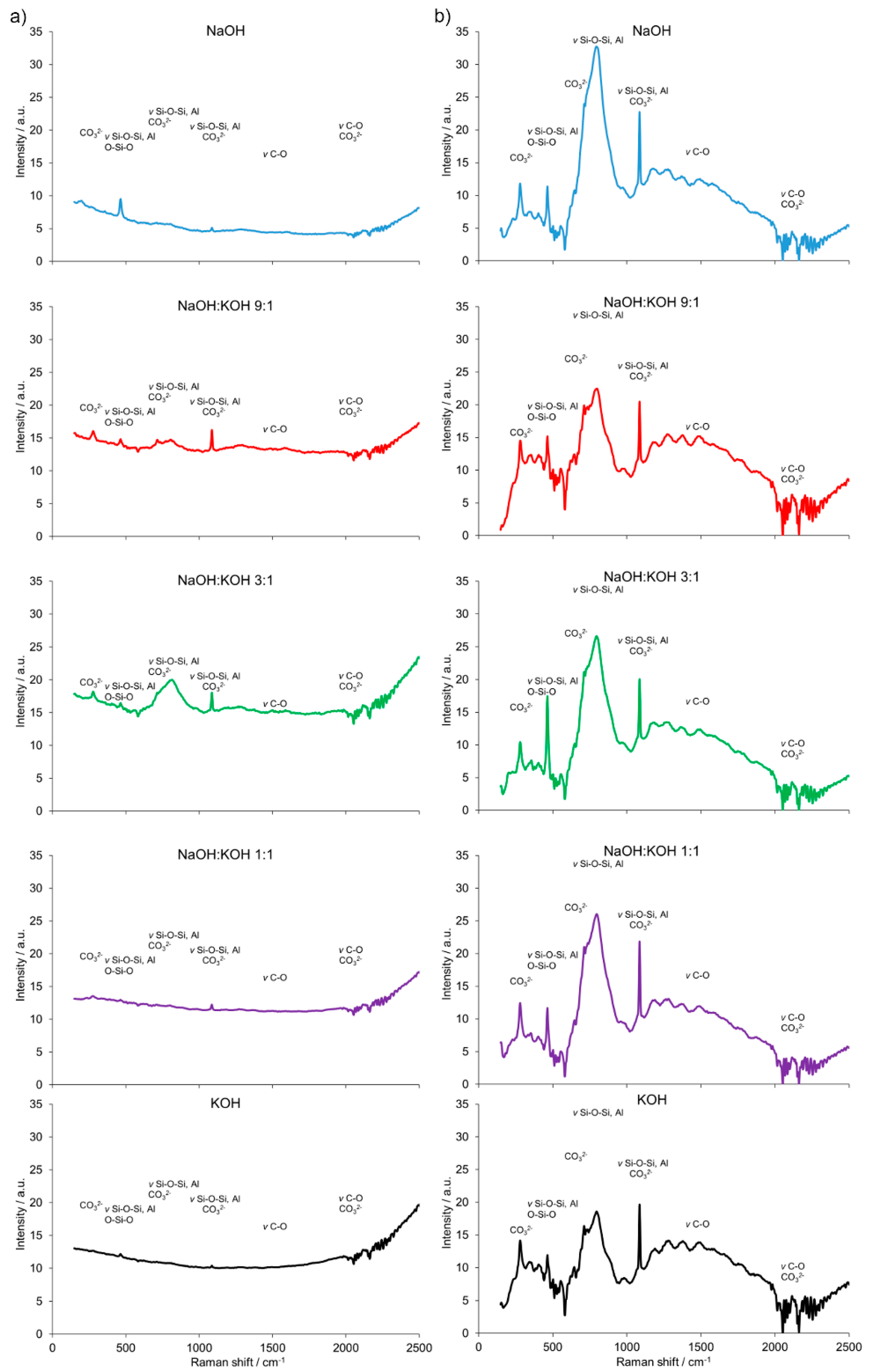
3.2. Effect of Alkaline Activators
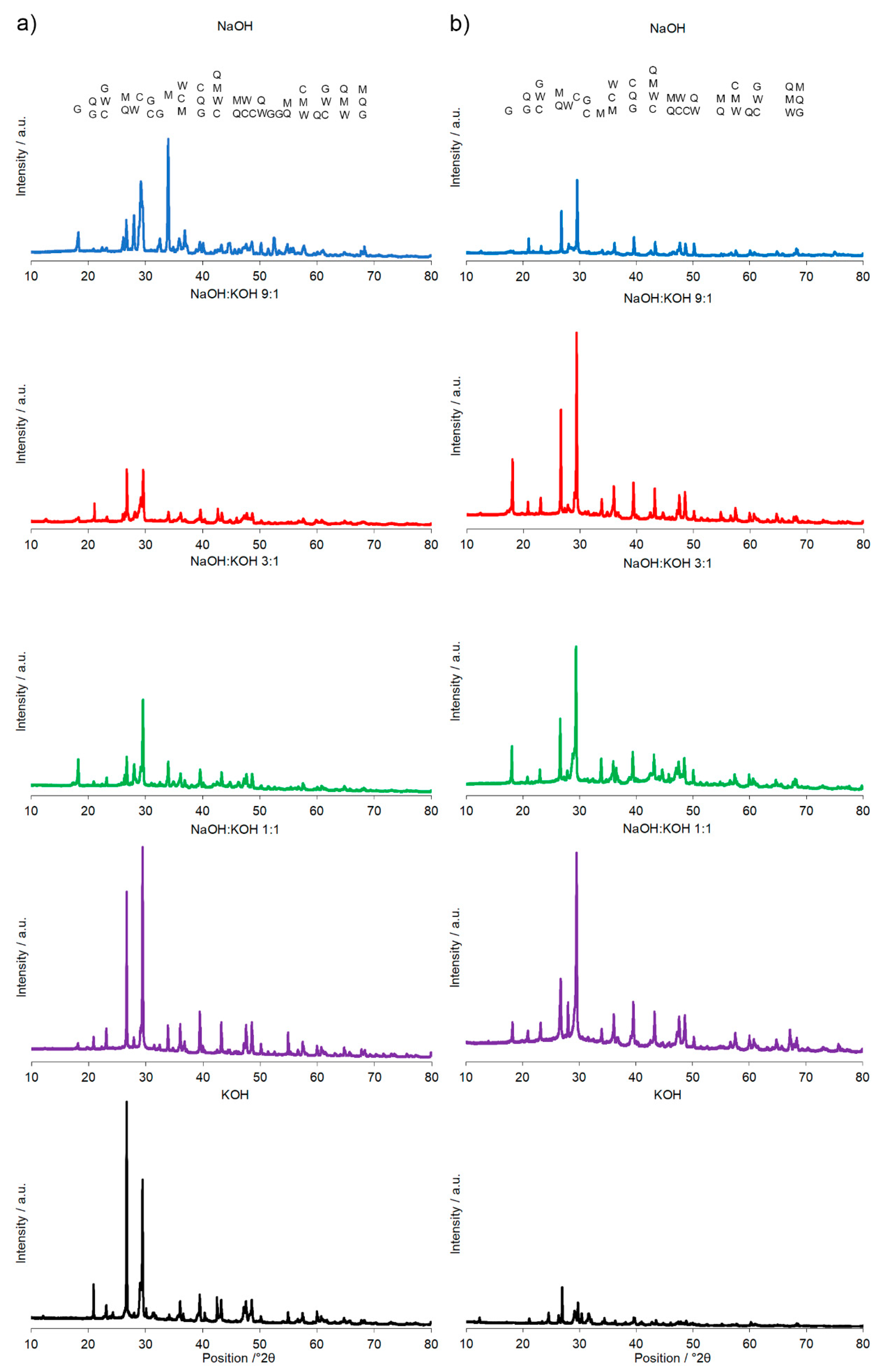
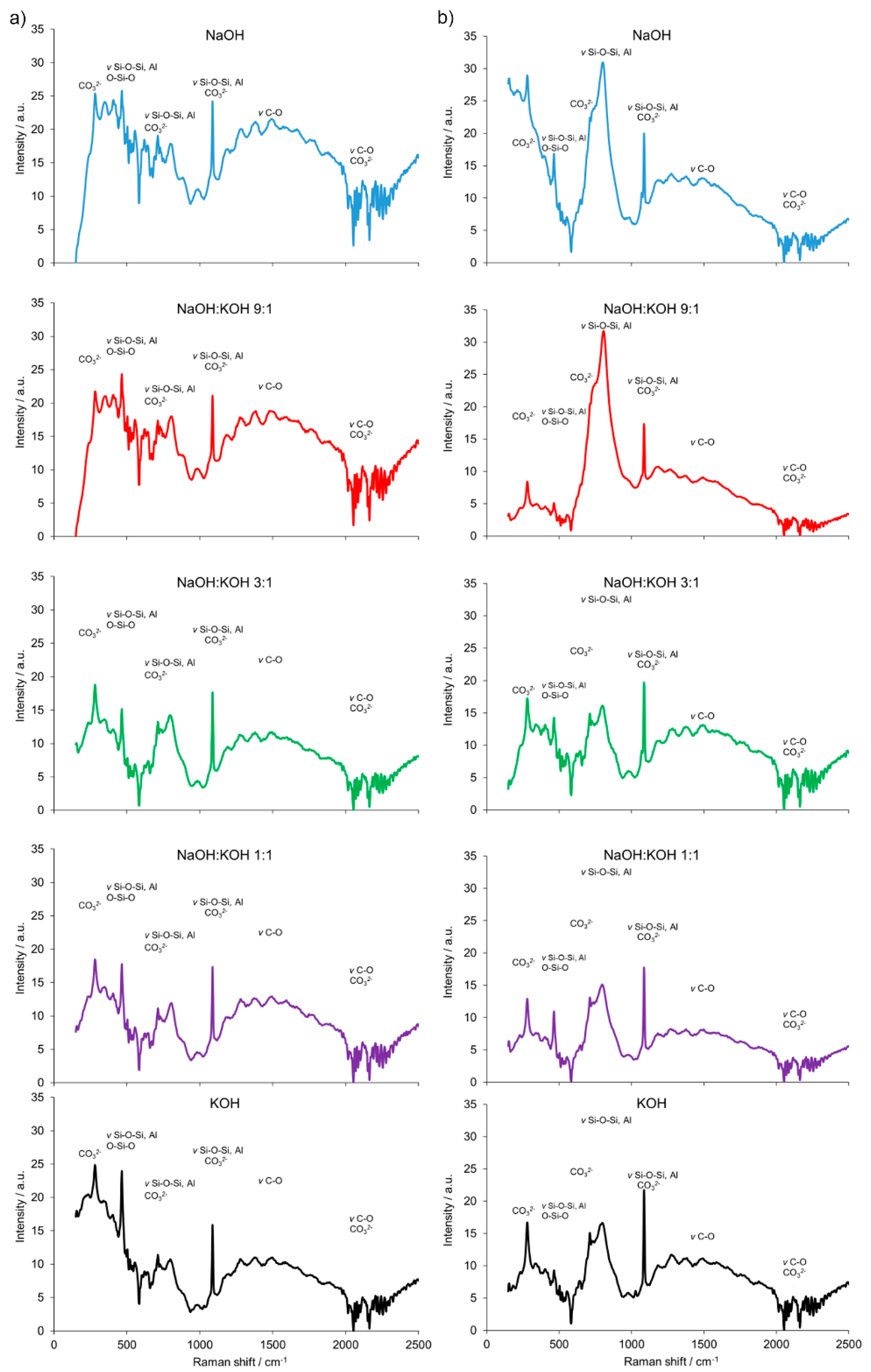
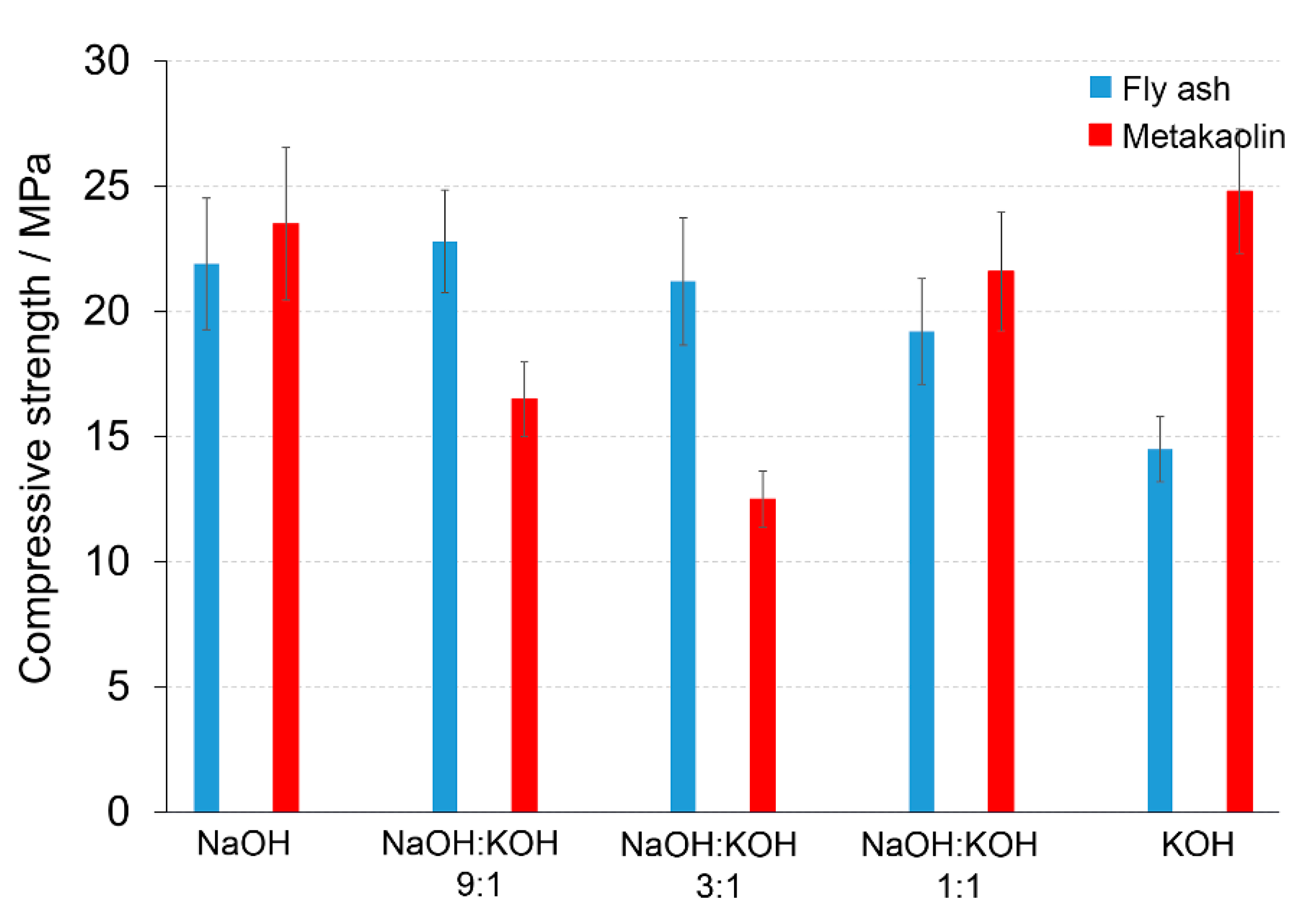
3.3. Effect of Chemical Composition
3.4. Durability of AAC under Suboptimal Conditions
3.5. Long-Term Durability of AAC
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Łach, M.; Mierzwiński, D.; Korniejenko, K.; Mikuła, J.; Hebda, M. Geopolymers as a material suitable for immobilization of fly ash from municipal waste incineration plants. J. Air Waste Manag. 2018, 68, 1190–1197. [Google Scholar] [CrossRef]
- Rakhimova, N.R.; Rakhimov, R.Z. Reaction products, structure and properties of alkali-activated metakaolin cements incorporated with supplementary materials—A review. J. Mater. Res. Technol. 2019, 8, 1522–1531. [Google Scholar] [CrossRef]
- Provis, J.L.; Palomo, A.; Shi, C. Advances in understanding alkali-activated materials. Cem. Concr. Res. 2015, 78, 110–125. [Google Scholar] [CrossRef]
- Lin, W.-T.; Korniejenko, K.; Hebda, M.; Łach, M.; Mikuła, J. Engineering Properties of Ternary Cementless Blended Materials. Int. J. Eng. Technol. Innov. 2020, 10, 191–199. [Google Scholar] [CrossRef]
- Gado, R.A.; Hebda, M.; Łach, M.; Mikuła, J. Alkali Activation of Waste Clay Bricks: Influence of The Silica Modulus, SiO2/Na2O, H2O/Na2O Molar Ratio, and Liquid/Solid Ratio. Materials 2020, 13, 383. [Google Scholar] [CrossRef] [PubMed]
- Łach, M.; Hebdowska-Krupa, M.; Stefańska, A.; Stefanek, J.; Stanek, A.; Mikuła, J.; Hebda, M. Characterisation of post-production raw material from the Raciszyn II deposit as a material suitable for the production of alkaline-activated materials. J. Therm. Anal. Calorim. 2019, 138, 4551–4559. [Google Scholar] [CrossRef]
- Mierzwiński, D.; Łach, M.; Hebda, M.; Walter, J.; Szechyńska-Hebda, M.; Mikuła, J. Thermal phenomena of alkali-activated metakaolin studied with a negative temperature coefficient system. J. Therm. Anal. Calorim. 2019, 138, 4167–4175. [Google Scholar] [CrossRef]
- Grela, A.; Łach, M.; Bajda, T.; Mikuła, J.; Hebda, M. Characterization of the products obtained from alkaline conversion of tuff and metakaolin. J. Therm. Anal. Calorim. 2018, 133, 217–226. [Google Scholar] [CrossRef]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2018, 114, 40–48. [Google Scholar] [CrossRef]
- Yuanhui, W.; Jieyu, C.; Hongdan, W.; Xinrong, L. Controllable preparation of zeolite P1 from metakaolin-based geopolymers via a hydrothermal method. Clay. Clay Miner. 2017, 65, 42–51. [Google Scholar]
- Part, W.K.; Mahyuddin, R.; Cheah, C.B. An overview on the influence of various factors on the properties of geopolymer concrete derived from industrial by-products. Cons. Build. Mat. 2015, 77, 370–395. [Google Scholar] [CrossRef]
- Palomo, Á.; Krivenko, P.V.; García-Lodeiro, I.; Kavalerova, E.; Maltseva, O.; Fernández-Jiménez, A. A review on alkaline activation: New analytical perspectives. Mater. Constr. 2014, 64, e022. [Google Scholar] [CrossRef]
- Aiguo, W.; Yi, Z.; Zuhua, Z.; Kaiwei, L.; Yan, L.; Liang, S.; Daosheng, S. The Durability of Alkali-Activated Materials in Comparison with Ordinary Portland Cements and Concretes: A Review. Engineering 2020, 6, 695–706. [Google Scholar]
- Davidovits, J. Geopolymer Chemistry and Application; Geopolymer Institute: Saint-Quentin, France, 2008. [Google Scholar]
- Provis, L.; van Deventer, J.S.J. Geopolymers: Structure, Processing, Properties and Industrial Applications; Woodhead Publishing Limited and CRC Press LLC: Cambridge, UK, 2009. [Google Scholar]
- Łach, M.; Korniejenko, K.; Mikuła, J. Thermal Insulation and Thermally Resistant Materials Made of Geopolymer Foams. Procedia Eng. 2016, 151, 410–416. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali Activated Materials, RILEM 2014; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Szechyńska-Hebda, M.; Marczyk, J.; Ziejewska, C.; Hordyńska, N.; Mikuła, J.; Hebda, M. Optimal Design of pH-neutral Geopolymer Foams for Their Use in Ecological Plant Cultivation Systems. Materials 2019, 12, 2999. [Google Scholar] [CrossRef] [PubMed]
- Szechyńska-Hebda, M.; Marczyk, J.; Ziejewska, C.; Hordyńska, N.; Mikuła, J. Neutral geopolymer foams reinforced with cellulose studied with the FT-Raman spectroscopy. IOP Conf. Series Mater. Sci. Eng. 2019, 706, 012017. [Google Scholar] [CrossRef]
- Dean, S.W.; Bektas, F.; Wang, K.; Ceylan, H. Use of Ground Clay Brick as a Pozzolanic Material in Concrete. J. ASTM Int. 2008, 5, 1–10. [Google Scholar] [CrossRef]
- Kontoleontos, F.; Tsakiridis, P.; Marinos, A.; Katsiotis, N.; Kaloidas, V.; Katsioti, M. Dry-grinded ultrafine cements hydration. physicochemical and microstructural characterization. Mater. Res. 2013, 16, 404–416. [Google Scholar] [CrossRef]
- Petrakis, E.; Karmali, V.; Bartzas, G.; Komnitsas, K. Grinding Kinetics of Slag and Effect of Final Particle Size on the Compressive Strength of Alkali Activated Materials. Minerals 2019, 9, 714. [Google Scholar] [CrossRef]
- Kumar, S.; Kristály, F.; Mucsi, G. Geopolymerisation behaviour of size fractioned fly ash. Adv. Powder Technol. 2015, 26, 24–30. [Google Scholar] [CrossRef]
- Ferreiro, S.; Canut, M.; Lund, J.; Herfort, D. Influence of fineness of raw clay and calcination temperature on the performance of calcined clay-limestone blended cements. Appl. Clay Sci. 2019, 169, 81–90. [Google Scholar] [CrossRef]
- Li, N.; Shi, C.; Wang, Q.; Zhang, Z.; Ou, Z. Composition design and performance of alkali-activated cements. Mater. Struct. 2017, 50, 997. [Google Scholar] [CrossRef]
- Zunino, F.; Boehm-Courjault, E.; Scrivener, K. The impact of calcite impurities in clays containing kaolinite on their reactivity in cement after calcination. Mater. Struct. 2020, 53, 1–15. [Google Scholar] [CrossRef]
- Doğan-Sağlamtimur, N.; Bilgil, A.; Szechyńska-Hebda, M.; Parzych, S.; Hebda, M. Eco-friendly fired brick produced from industrial ash and natural clay: A reuse study of waste. Materials 2021, 14, 877. [Google Scholar] [CrossRef]
- Slaný, M.; Jankovič, L.; Madejová, J. Structural characterization of organo-montmorillonites prepared from a series of primary alkylamines salts: Mid-IR and near-IR study. Appl. Clay Sci. 2019, 176, 11–20. [Google Scholar] [CrossRef]
- Komnitsas, K.; Bartzas, G.; Karmali, V.; Petrakis, E. Factors Affecting Alkali Activation of Laterite Acid Leaching Residues. Environments 2021, 8, 4. [Google Scholar] [CrossRef]
- Falah, M.; Obenaus-Emler, R.; Kinnunen, P.; Illikainen, M. Effects of Activator Properties and Curing Conditions on Alkali-Activation of Low-Alumina Mine Tailings. Waste Biomass Valori. 2020, 11, 5027–5039. [Google Scholar] [CrossRef]
- Yousefi, E.; Majidi, B. Effects of free quartz on mechanical behaviour of kaolinite based geopolymers. Mater. Technol. 2011, 26, 96–99. [Google Scholar] [CrossRef]
- Sugama, T. Alkali-Activated Cement Composites for High Temperature Goethermal Wells; Scientific Research Publishing, Inc.: Wuhan, China, 2018. [Google Scholar] [CrossRef]
- Wahab, M.A.; Latif, I.A.; Kohail, M.; Almasry, A. The use of Wollastonite to enhance the mechanical properties of mortar mixes. Constr. Build. Mater. 2017, 152, 304–309. [Google Scholar] [CrossRef]
- Dey, V.; Kachala, R.; Bonakdar, A.; Mobasher, B. Mechanical properties of micro and sub-micron wollastonite fibers in cementitious composites. Constr. Build. Mater. 2015, 82, 351–359. [Google Scholar] [CrossRef]
- Tuschel, D. Why Are the Raman Spectra of Crystalline and Amorphous Solids Different? Spectroscopy 2017, 32, 26–33. [Google Scholar]
- Hebda, M.; Laska, M.; Szechyńska-Hebda, M. Application of a device used for observation of controlled thermal processes in a furnace. J. Therm. Anal. Calorim. 2013, 114, 1099–1109. [Google Scholar] [CrossRef][Green Version]
- Hosan, A.; Haque, S.; Shaikh, F. Comparative study of sodium and potassium based fly ash geopolymer at elevated temperatures. In Proceedings of the International Conference on Performance-based and Life-cycle Structural Engineering, Brisbane, Australia, 5–11 December 2015; pp. 1085–1092. [Google Scholar]
- He, R.; Dai, N.; Wang, Z. Thermal and Mechanical Properties of Geopolymers Exposed to High Temperature: A Literature Review. Adv. Civ. Eng. 2020, 2020, 1–17. [Google Scholar] [CrossRef]
- Krivenko, P.V.; Cao, H.L.; Weng, L.Q.; Petropavlovskii, O.N. High-performance alkali-activated cement concretes for marine engineering applications. In High Performance Concrete Technology and Applications; IntechOpen: London, UK, 2016. [Google Scholar]
- Shekhovtsova, J.; Kearsley, E.P.; Kovtun, M. Effect of activator dosage, water-to-binder-solids ratio, temperature and duration of elevated temperature curing on the compressive strength of alkali-activated fly ash cement pastes. J. S. Afr. Inst. Civ. Eng. 2014, 56, 44–52. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phases | Temperature | NaOH | NaOH:KOH 9:1 | NaOH:KOH 3:1 | NaOH:KOH 1:1 | KOH |
|---|---|---|---|---|---|---|
| Quartz (SiO2) | 700 °C | 14.3 | 20.1 | 22.2 | 23.9 | 35.1 |
| 750 °C | 16.5 | 19.5 | 13.5 | 19.4 | 6.3 | |
| Mullite (Al6Si2O13) | 700 °C | - | - | 0.6 | 0.9 | 2.8 |
| 750 °C | - | - | 0.2 | 0.5 | 3.0 | |
| Calcite (CaCO3) | 700 °C | 85.7 | 77.4 | 77.2 | 70.6 | 56.1 |
| 750 °C | 82.2 | 74.4 | 74.5 | 66.4 | 36.8 | |
| Wollastonite (CaSiO3) | 700 °C | - | 2.5 | - | 3.8 | 4.5 |
| 750 °C | 1.3 | 5.6 | 10.9 | 12.5 | 25.9 | |
| Gehlenite (Ca2Al2SiO7) | 700 °C | - | - | - | 0.8 | 1.5 |
| 750 °C | - | 0.5 | 0.9 | 1.2 | 28.0 |
| Temp | NaOH | NaOH:KOH 9:1 | NaOH:KOH 3:1 | NaOH:KOH 1:1 | KOH |
|---|---|---|---|---|---|
| 700 °C | 2.60 ± 0.19 | 2.18 ± 0.16 | 2.01 ± 0.14 | 2.45 ± 0.21 | 1.43 ± 0.11 |
| 750 °C | 3.65 ± 0.47 | 3.37 ± 0.28 | 4.22 ± 0.35 | 3.13 ± 0.24 | 2.10 ± 0.17 |
| Phases | Additives | NaOH | NaOH:KOH 9:1 | NaOH:KOH 3:1 | NaOH:KOH 1:1 | KOH |
|---|---|---|---|---|---|---|
| Quartz (SiO2) | FA | 19.1 | 21.2 | 18.9 | 25.5 | 17.3 |
| M | 24.5 | 25.2 | 28.1 | 24.6 | 24.5 | |
| Mullite (Al6Si2O13) | FA | 16.2 | 17.1 | 15.6 | 23.4 | 17.6 |
| M | 15.5 | 16.1 | 18.5 | 15.6 | 15.2 | |
| Calcite (CaCO3) | FA | 60.6 | 58.1 | 60.3 | 50.3 | 61.3 |
| M | 55.3 | 57.8 | 53.2 | 58.3 | 55.7 | |
| Wollastonite (CaSiO3) | FA | 2.7 | 2.3 | 3.1 | 1.7 | 3.7 |
| M | 2.8 | 0.5 | 0.1 | 0.9 | 3.1 | |
| Gehlenite (Ca2Al2SiO7) | FA | 1.4 | 1.3 | 2.1 | 1.1 | 0.1 |
| M | 1.9 | 0.4 | 0.1 | 0.6 | 1.5 |
| Temperature | NaOH | NaOH:KOH 9:1 | NaOH:KOH 3:1 | NaOH:KOH 1:1 | KOH |
|---|---|---|---|---|---|
| 200 °C | 9.1 ± 1.18 | 8.0 ± 0.88 | 8.4 ± 1.01 | 8.4 ± 1.09 | 12.9 ± 1.94 |
| 400 °C | 6.4 ± 0.58 | 6.9 ± 0.55 | 7.0 ± 0.49 | 7.2 ± 0.51 | 9.8 ± 1.27 |
| 600 °C | 4.8 ± 0.38 | 4.7 ± 0.38 | 6.5 ± 0.46 | 4.9 ± 0.39 | 7.4 ± 0.67 |
| 800 °C | 9.8 ± 1.27 | 9.5 ± 1.33 | 10.0 ± 1.39 | 10.2 ± 1.33 | 7.7 ± 0.69 |
| 1000 °C | 22.6 ± 3.39 | 24.7 ± 4.20 | 21.2 ± 3.39 | 19.5 ± 2.73 | 23.5 ± 3.76 |
| 1150 °C | 23.5 ± 3.37 | 30.8 ± 5.24 | 29.4 ± 5.02 | 31.2 ± 5.39 | 24.7 ± 3.72 |
| 1200 °C | 14.2 ± 1.99 | 15.1 ± 2.27 | 21.7 ± 3.47 | 22.2 ± 3.54 | 21.0 ± 3.17 |
| Sample/ Calcination Temperature | NaOH | NaOH:KOH 9:1 | NaOH:KOH 3:1 | NaOH:KOH 1:1 | KOH |
|---|---|---|---|---|---|
| AAC/700 °C | 30.41 ± 3.54 | 28.88 ± 4.32 | 28.99 ± 3.32 | 34.47 ± 4.54 | 28.70 ± 3.25 |
| AAC/750 °C | 22.13 ± 2.38 | 18.57 ± 1.65 | 29.70 ± 4.12 | 28.74 ± 3.28 | 27.30 ± 3.84 |
| AAC + FA/750 °C | 40.56 ± 4.77 | 33.40 ± 3.02 | 49.32 ± 6.23 | 31.83 ± 3.81 | 43.10 ± 5.13 |
| AAC + M/750 °C | 48.10 ± 7.56 | 45.91 ± 6.78 | 45.46 ± 7.10 | 47.02 ± 6.34 | 29.00 ± 2.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łach, M.; Gado, R.A.; Marczyk, J.; Ziejewska, C.; Doğan-Sağlamtimur, N.; Mikuła, J.; Szechyńska-Hebda, M.; Hebda, M. Process Design for a Production of Sustainable Materials from Post-Production Clay. Materials 2021, 14, 953. https://doi.org/10.3390/ma14040953
Łach M, Gado RA, Marczyk J, Ziejewska C, Doğan-Sağlamtimur N, Mikuła J, Szechyńska-Hebda M, Hebda M. Process Design for a Production of Sustainable Materials from Post-Production Clay. Materials. 2021; 14(4):953. https://doi.org/10.3390/ma14040953
Chicago/Turabian StyleŁach, Michał, Reda A. Gado, Joanna Marczyk, Celina Ziejewska, Neslihan Doğan-Sağlamtimur, Janusz Mikuła, Magdalena Szechyńska-Hebda, and Marek Hebda. 2021. "Process Design for a Production of Sustainable Materials from Post-Production Clay" Materials 14, no. 4: 953. https://doi.org/10.3390/ma14040953
APA StyleŁach, M., Gado, R. A., Marczyk, J., Ziejewska, C., Doğan-Sağlamtimur, N., Mikuła, J., Szechyńska-Hebda, M., & Hebda, M. (2021). Process Design for a Production of Sustainable Materials from Post-Production Clay. Materials, 14(4), 953. https://doi.org/10.3390/ma14040953