Figure 1.
Structural areas prone to fractures in bulk carriers [
37].
Figure 1.
Structural areas prone to fractures in bulk carriers [
37].
Figure 2.
The main deck and tank inspection manhole covers for ballast tanks.
Figure 2.
The main deck and tank inspection manhole covers for ballast tanks.
Figure 3.
Reliability analysis of observed failures: (a) Weibull diagram of the unreliability of the analyzed damage population; (b) probability density function of the analyzed damage population; (c) the graph of the function of the reliability of the analyzed manholes; and (d) the graph of the function of the failure rate for the analyzed manholes.
Figure 3.
Reliability analysis of observed failures: (a) Weibull diagram of the unreliability of the analyzed damage population; (b) probability density function of the analyzed damage population; (c) the graph of the function of the reliability of the analyzed manholes; and (d) the graph of the function of the failure rate for the analyzed manholes.
Figure 4.
Pictures of origins of cracks: (a) view from the outside and (b) view from the inside of the tank (handy-size bulk carrier 30182 DWT). Macroscopic examination.
Figure 4.
Pictures of origins of cracks: (a) view from the outside and (b) view from the inside of the tank (handy-size bulk carrier 30182 DWT). Macroscopic examination.
Figure 5.
The insert and the welds that join the manhole structure and the deck (handy-size bulk carrier 30182 DWT). Macroscopic examination.
Figure 5.
The insert and the welds that join the manhole structure and the deck (handy-size bulk carrier 30182 DWT). Macroscopic examination.
Figure 6.
The sections of the manhole structure cut out for examination (handy-size bulk carrier 30182 DWT). Macroscopic examination.
Figure 6.
The sections of the manhole structure cut out for examination (handy-size bulk carrier 30182 DWT). Macroscopic examination.
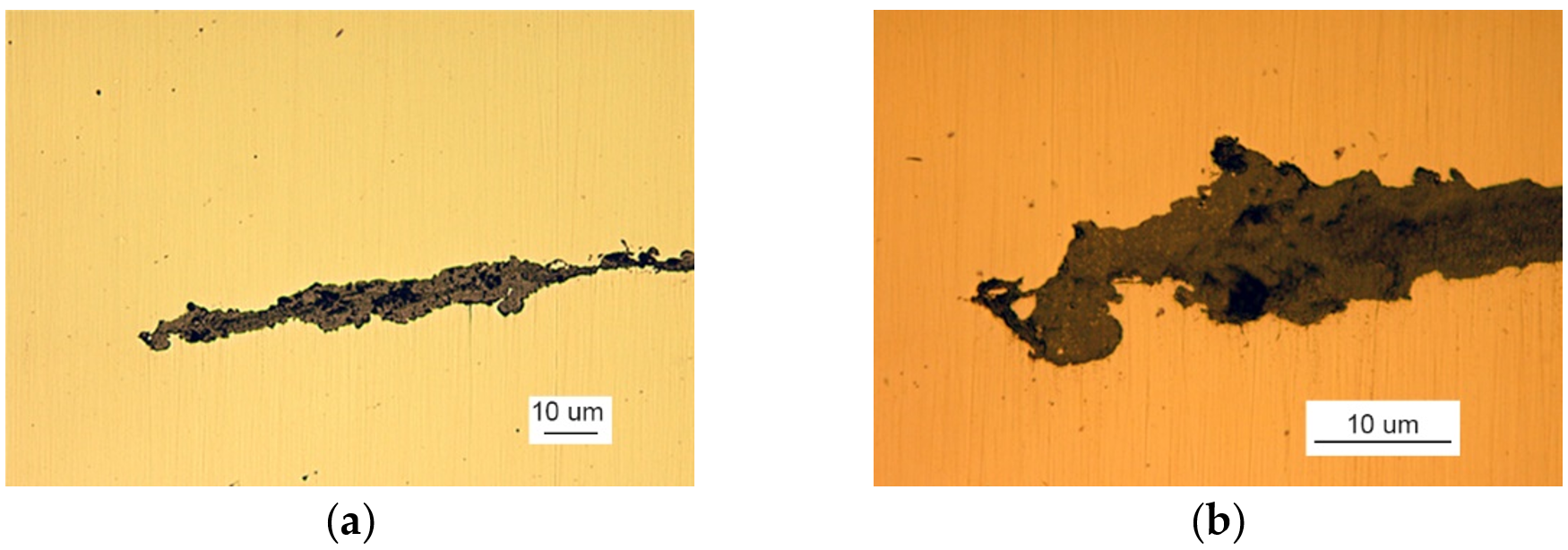
Figure 7.
A crack view: (a) a crack filled with corrosion products and (b) branching crack face (handy-size bulk carrier 30182 DWT). Optical microscopy.
Figure 7.
A crack view: (a) a crack filled with corrosion products and (b) branching crack face (handy-size bulk carrier 30182 DWT). Optical microscopy.
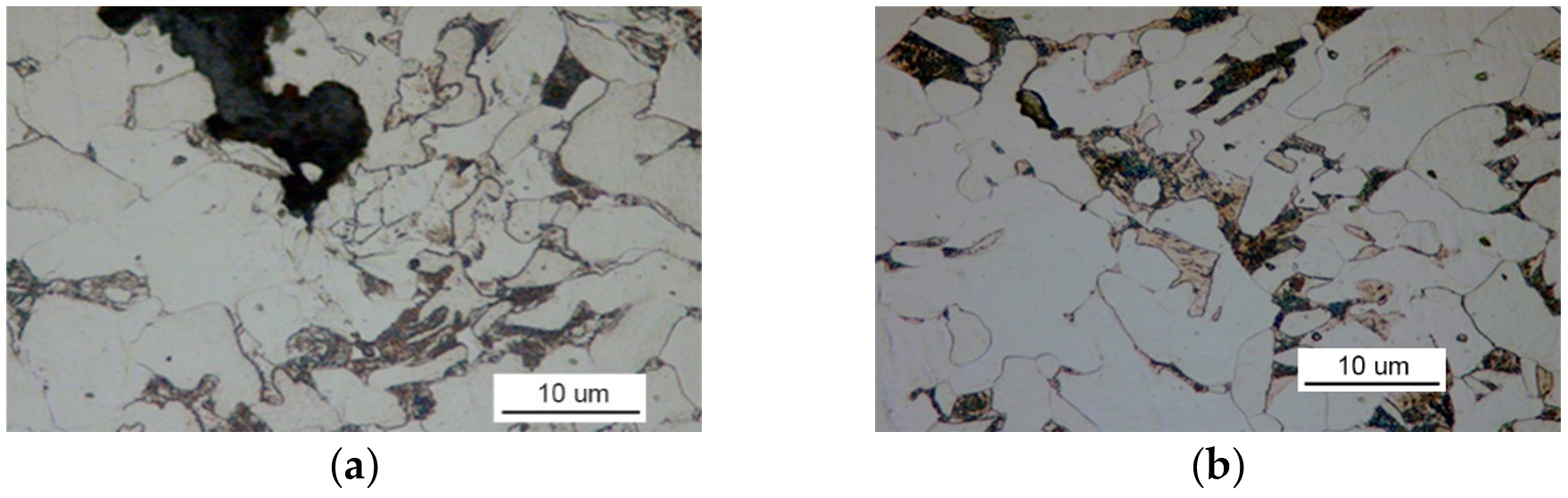
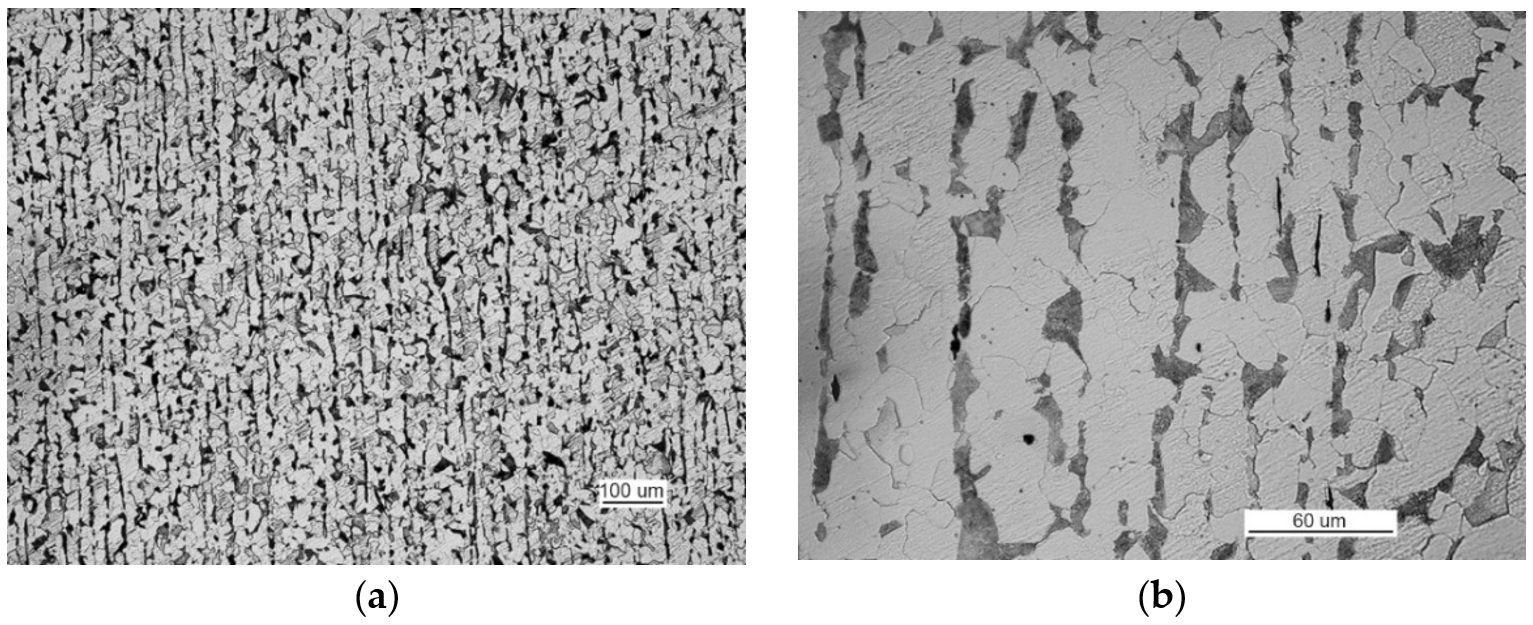
Figure 8.
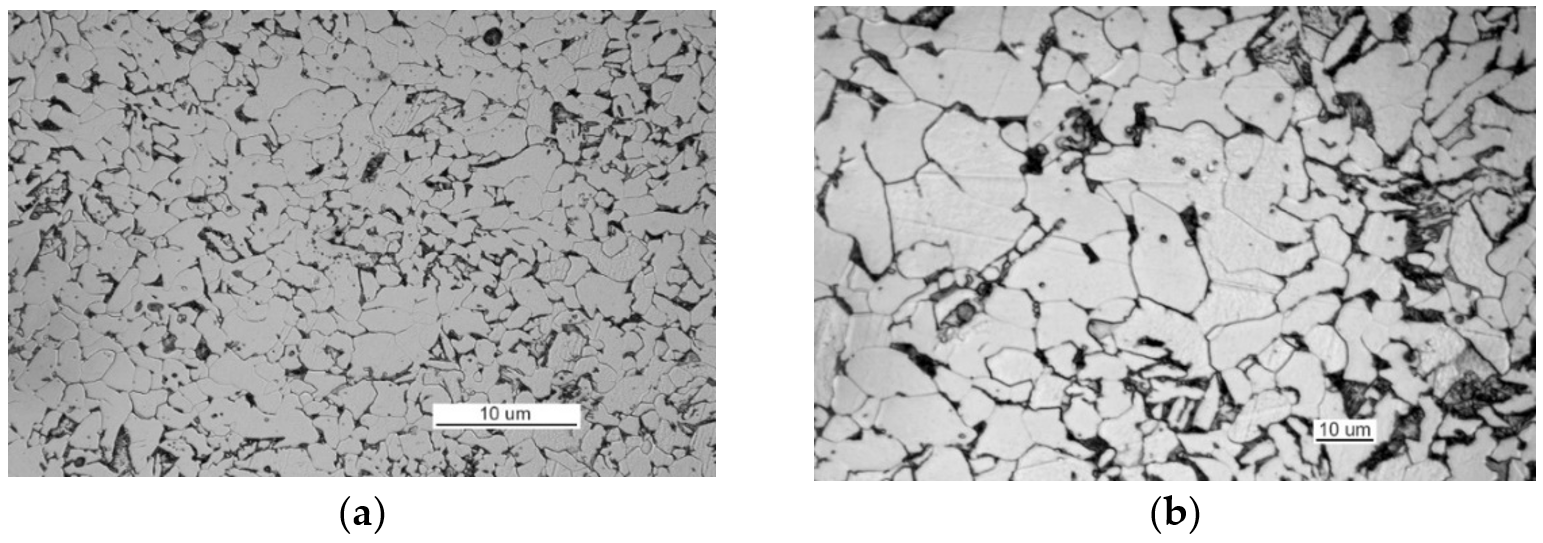
Optical microscopy views: (a) the face of the crack after etching with Nital and (b) the ferritic and pearlitic structure of the examined material (handy-size bulk carrier 30182 DWT).
Figure 8.
Optical microscopy views: (a) the face of the crack after etching with Nital and (b) the ferritic and pearlitic structure of the examined material (handy-size bulk carrier 30182 DWT).
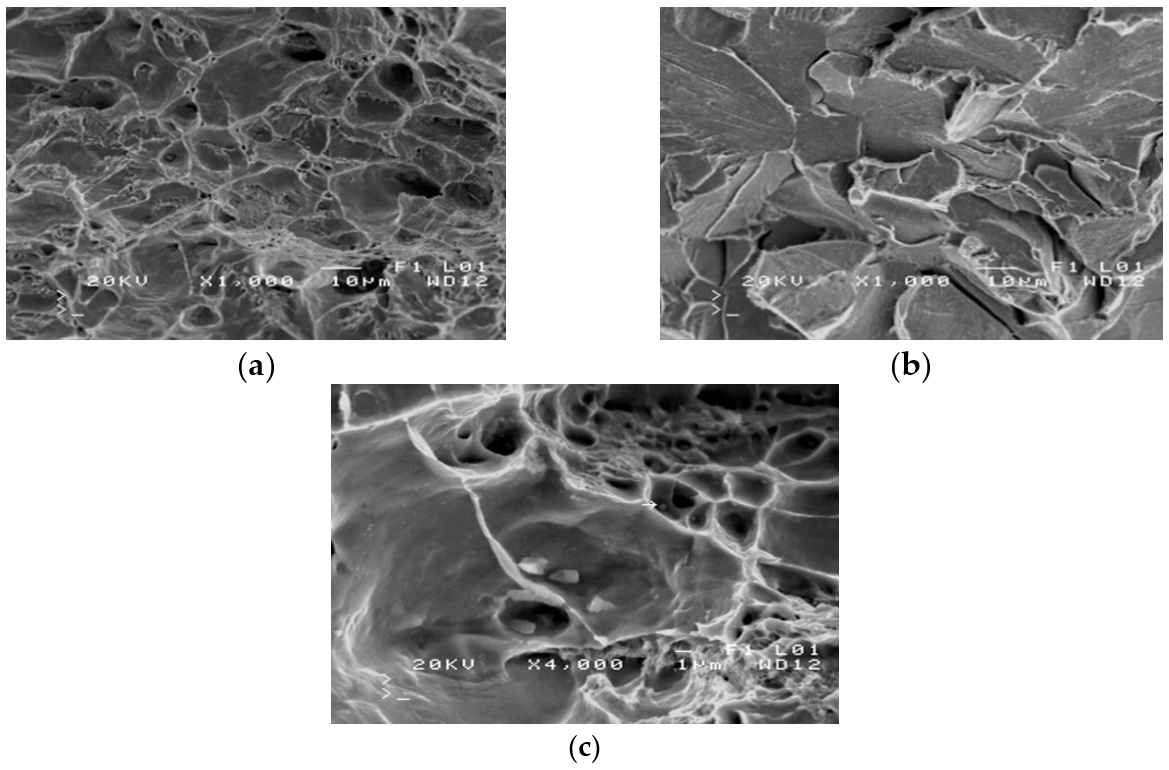
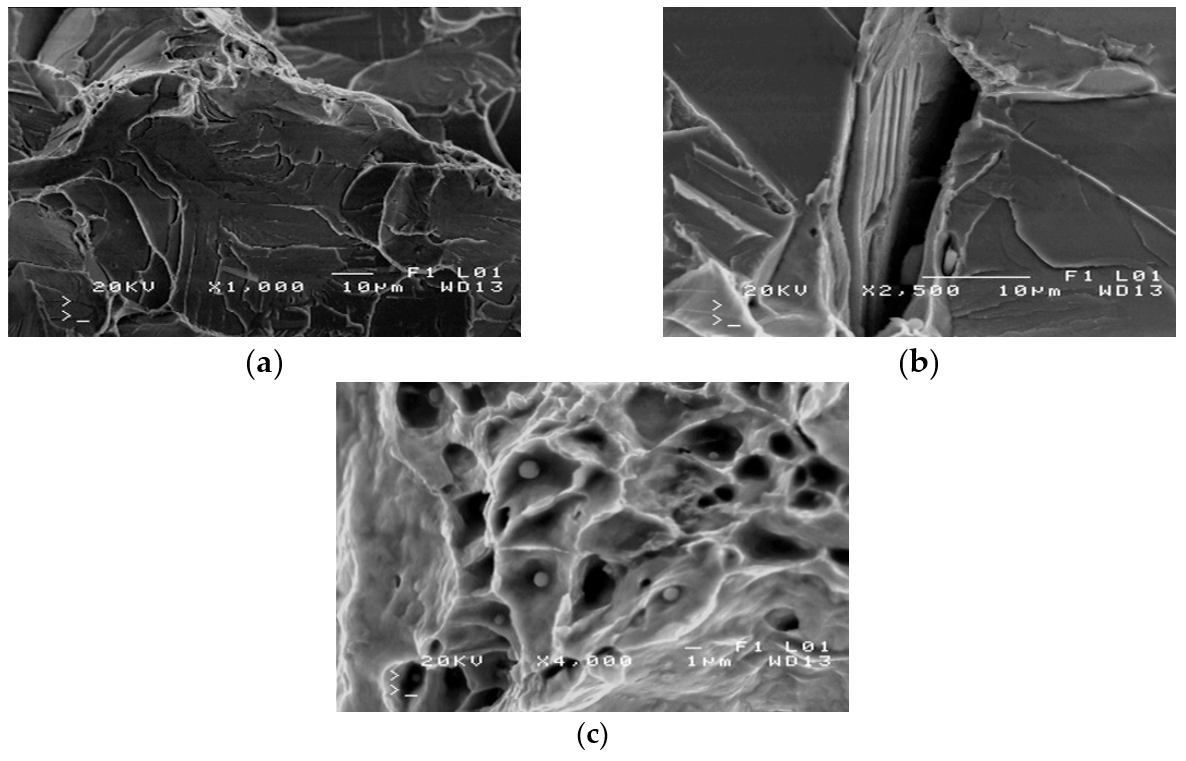
Figure 9.
Scanning electron microscope (SEM) views: (a) a fracture with a mixed structure.; (b) plastic fracture with a crater-like structure; and (c) brittle fracture obtained at −40 °C (handy-size bulk carrier 30182 DWT).
Figure 9.
Scanning electron microscope (SEM) views: (a) a fracture with a mixed structure.; (b) plastic fracture with a crater-like structure; and (c) brittle fracture obtained at −40 °C (handy-size bulk carrier 30182 DWT).
Figure 10.
The section of a marine manhole from the handy-size bulk carrier 30206 DWT. Macroscopic examination.
Figure 10.
The section of a marine manhole from the handy-size bulk carrier 30206 DWT. Macroscopic examination.
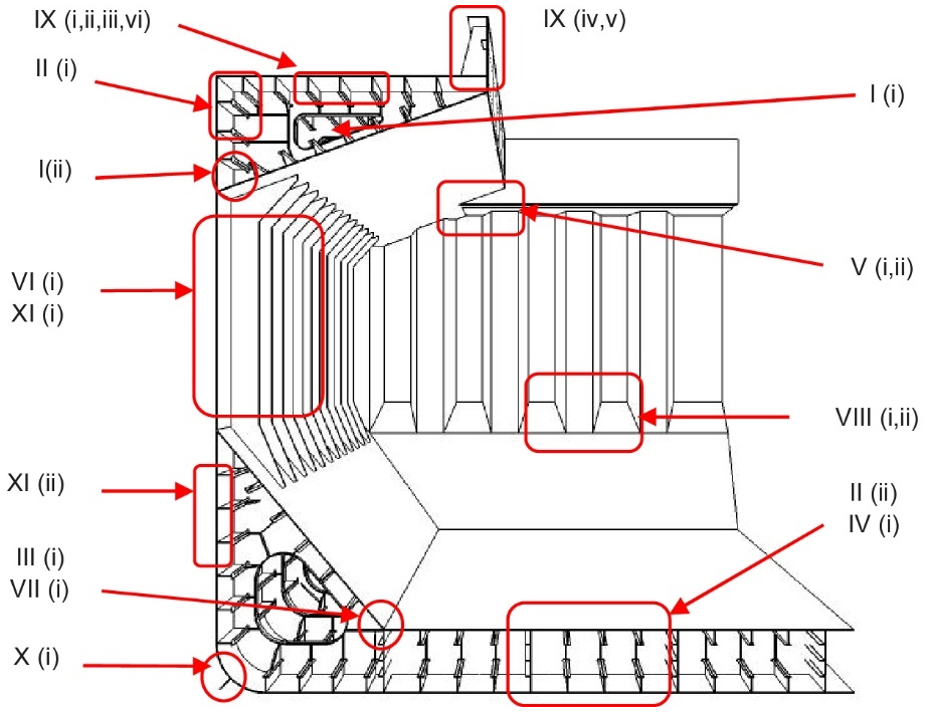
Figure 11.
The indication of individual manhole parts from the handy-size bulk carrier 30206 DWT.
Figure 11.
The indication of individual manhole parts from the handy-size bulk carrier 30206 DWT.
Figure 12.
The picture of y cracks in a manhole from a handy-size bulk carrier 30206 DWT: (a) Y-view and (b) X-view.
Figure 12.
The picture of y cracks in a manhole from a handy-size bulk carrier 30206 DWT: (a) Y-view and (b) X-view.
Figure 13.
A macroscopic examination of crack 1 (handy-size bulk carrier 30206 DWT): (a) the bar cut from elements I and II, containing crack 1; (b) the joint between elements I and II and (c) the exit of crack 1.
Figure 13.
A macroscopic examination of crack 1 (handy-size bulk carrier 30206 DWT): (a) the bar cut from elements I and II, containing crack 1; (b) the joint between elements I and II and (c) the exit of crack 1.
Figure 14.
The crack in element IV (handy-size bulk carrier 30206 DWT). Macroscopic examination.
Figure 14.
The crack in element IV (handy-size bulk carrier 30206 DWT). Macroscopic examination.
Figure 15.
A macroscopic examination of crack 2 (handy-size bulk carrier 30206 DWT): (a) the crack running across parts I, II, and III; (b) the cross-cut of part II in the area of the origin of crack 2; and (c) the cross-cut of part II in the area of the origin of crack 2.
Figure 15.
A macroscopic examination of crack 2 (handy-size bulk carrier 30206 DWT): (a) the crack running across parts I, II, and III; (b) the cross-cut of part II in the area of the origin of crack 2; and (c) the cross-cut of part II in the area of the origin of crack 2.
Figure 16.
Macroscopic examination of the surface X surroundings (handy-size bulk carrier 30206 DWT): (a) the examined bar cut out from parts II and III with a visible crack and (b) the lateral surface of the bar cut out (the location of the next cut is shown).
Figure 16.
Macroscopic examination of the surface X surroundings (handy-size bulk carrier 30206 DWT): (a) the examined bar cut out from parts II and III with a visible crack and (b) the lateral surface of the bar cut out (the location of the next cut is shown).
Figure 17.
The extensiveness of the inclusion analyzed with the use of macroscopic examination (handy-size bulk carrier 30206 DWT): (
a) surfaces created by the cut shown in
Figure 11 and (
b) metallurgical inclusion running parallel to the surface of part II.
Figure 17.
The extensiveness of the inclusion analyzed with the use of macroscopic examination (handy-size bulk carrier 30206 DWT): (
a) surfaces created by the cut shown in
Figure 11 and (
b) metallurgical inclusion running parallel to the surface of part II.
Figure 18.
Fragment of the metallurgical inclusion that initiated crack 2 (handy-size bulk carrier 30206 DWT). Stereoscopic optical microscopy.
Figure 18.
Fragment of the metallurgical inclusion that initiated crack 2 (handy-size bulk carrier 30206 DWT). Stereoscopic optical microscopy.
Figure 19.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) the crack and a very large number of spot-wise oxides and carbonitrides. Non-etched specimen; and (b) the ferritic and pearlitic structure of the material of element I.
Figure 19.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) the crack and a very large number of spot-wise oxides and carbonitrides. Non-etched specimen; and (b) the ferritic and pearlitic structure of the material of element I.
Figure 20.
The crack front. Non-etched metallographic specimen (handy-size bulk carrier 30206 DWT). Optical microscopy.
Figure 20.
The crack front. Non-etched metallographic specimen (handy-size bulk carrier 30206 DWT). Optical microscopy.
Figure 21.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) nonmetallic inclusions in the structure of element III (non-etched metallographic specimen) and (b) structure of the steel near the front of crack 2.
Figure 21.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) nonmetallic inclusions in the structure of element III (non-etched metallographic specimen) and (b) structure of the steel near the front of crack 2.
Figure 22.
The passage of the crack from part II into part I through the weld that joins the two parts (handy-size bulk carrier 30206 DWT). Macroscopic examination.
Figure 22.
The passage of the crack from part II into part I through the weld that joins the two parts (handy-size bulk carrier 30206 DWT). Macroscopic examination.
Figure 23.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) the ferritic and pearlitic structure of the steel of part II and (b) structure of the steel of part II (the cementite network is intermittent at the grain boundaries).
Figure 23.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) the ferritic and pearlitic structure of the steel of part II and (b) structure of the steel of part II (the cementite network is intermittent at the grain boundaries).
Figure 24.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) numerous rolled-out sulfides and oxide spots and (b) rolled-out manganese and iron sulfides with adjacent silicates and numerous oxide spots.
Figure 24.
Optical microscopy views (handy-size bulk carrier 30206 DWT): (a) numerous rolled-out sulfides and oxide spots and (b) rolled-out manganese and iron sulfides with adjacent silicates and numerous oxide spots.
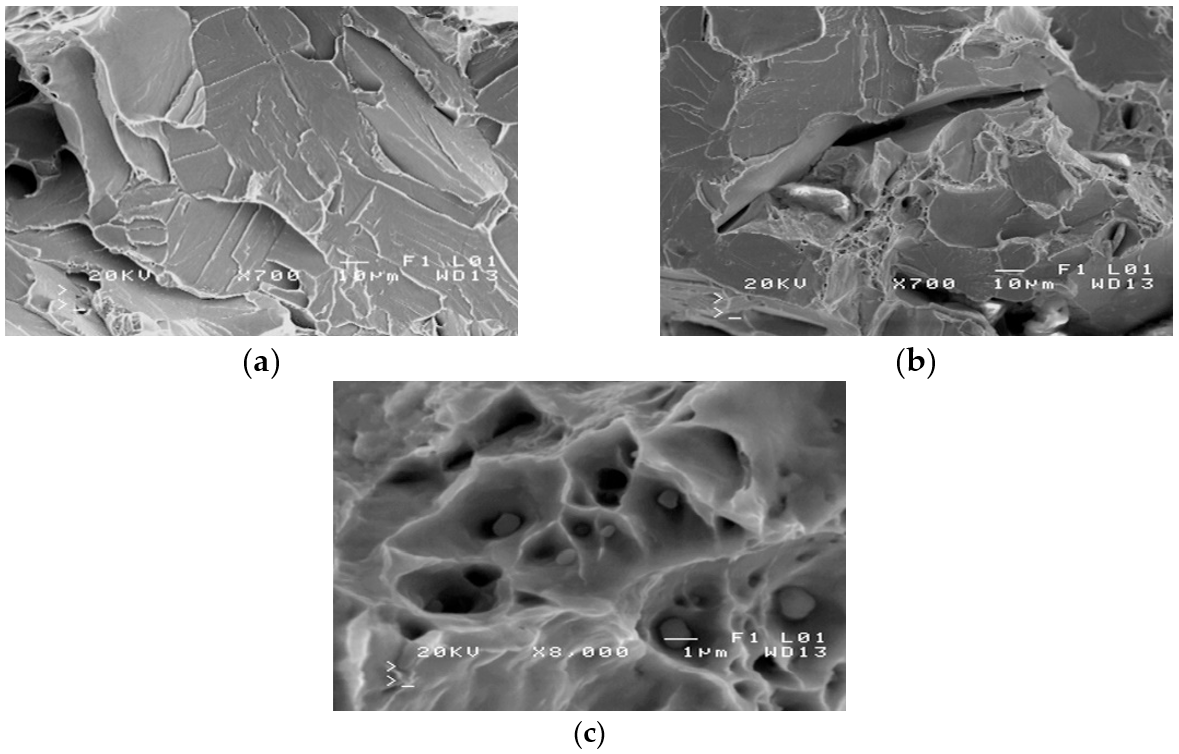
Figure 25.
Scanning electron microscope (SEM) views (handy-size bulk carrier 30206 DWT): (a) the ductile structure of the fracture; (b) the brittle structure of the fracture; and (c) nonmetallic inclusions inside craters.
Figure 25.
Scanning electron microscope (SEM) views (handy-size bulk carrier 30206 DWT): (a) the ductile structure of the fracture; (b) the brittle structure of the fracture; and (c) nonmetallic inclusions inside craters.
Figure 26.
Macroscopic examination results (handy-size bulk carrier 30210 DWT): (a) view of a manhole section from the top of the deck and (b) view of a manhole section from the bottom of the deck.
Figure 26.
Macroscopic examination results (handy-size bulk carrier 30210 DWT): (a) view of a manhole section from the top of the deck and (b) view of a manhole section from the bottom of the deck.
Figure 27.
Macroscopic examination (handy-size bulk carrier 30210 DWT): (a) view of crack I, (b) view of crack II (crack I is visible on the right-hand side).
Figure 27.
Macroscopic examination (handy-size bulk carrier 30210 DWT): (a) view of crack I, (b) view of crack II (crack I is visible on the right-hand side).
Figure 28.
The cross-cut surface. Weld seam defects are shown (handy-size bulk carrier 30210 DWT). Macroscopic examination.
Figure 28.
The cross-cut surface. Weld seam defects are shown (handy-size bulk carrier 30210 DWT). Macroscopic examination.
Figure 29.
Macroscopic examination (handy-size bulk carrier 30210 DWT): (a) crack I and the cutting plane 2-2 and (b) the branching end of crack I.
Figure 29.
Macroscopic examination (handy-size bulk carrier 30210 DWT): (a) crack I and the cutting plane 2-2 and (b) the branching end of crack I.
Figure 30.
Degree of corrosion of crack I where it branches (handy-size bulk carrier 30210 DWT). Stereoscopic optical microscopy.
Figure 30.
Degree of corrosion of crack I where it branches (handy-size bulk carrier 30210 DWT). Stereoscopic optical microscopy.
Figure 31.
Non-etched metallographic specimen of part 1 showing the presence of spot-wise oxides (handy-size bulk carrier 30210 DWT).
Figure 31.
Non-etched metallographic specimen of part 1 showing the presence of spot-wise oxides (handy-size bulk carrier 30210 DWT).
Figure 32.
Optical microscopy views (handy-size bulk carrier 30210 DWT): (a) the ferritic and pearlitic structure of the material in part 1 and (b) the ferritic and pearlitic structure of the material, with visible non-continuous cementite network at the ferrite grain boundaries.
Figure 32.
Optical microscopy views (handy-size bulk carrier 30210 DWT): (a) the ferritic and pearlitic structure of the material in part 1 and (b) the ferritic and pearlitic structure of the material, with visible non-continuous cementite network at the ferrite grain boundaries.
Figure 33.
Scanning electron microscope (SEM) views (handy-size bulk carrier 30210 DWT): (a) the brittle fracture running along the cleavage planes; (b) fracture-based crack and small crater-like areas; and (c) spherical precipitates of silicon and aluminum oxides at the bottom of craters.
Figure 33.
Scanning electron microscope (SEM) views (handy-size bulk carrier 30210 DWT): (a) the brittle fracture running along the cleavage planes; (b) fracture-based crack and small crater-like areas; and (c) spherical precipitates of silicon and aluminum oxides at the bottom of craters.
Figure 34.
Macroscopic examination (handy-size bulk carrier 30185 DWT): (a) lid view of the manhole section marked 5WBTS and (b) bottom view of the manhole section marked 5WBTS.
Figure 34.
Macroscopic examination (handy-size bulk carrier 30185 DWT): (a) lid view of the manhole section marked 5WBTS and (b) bottom view of the manhole section marked 5WBTS.
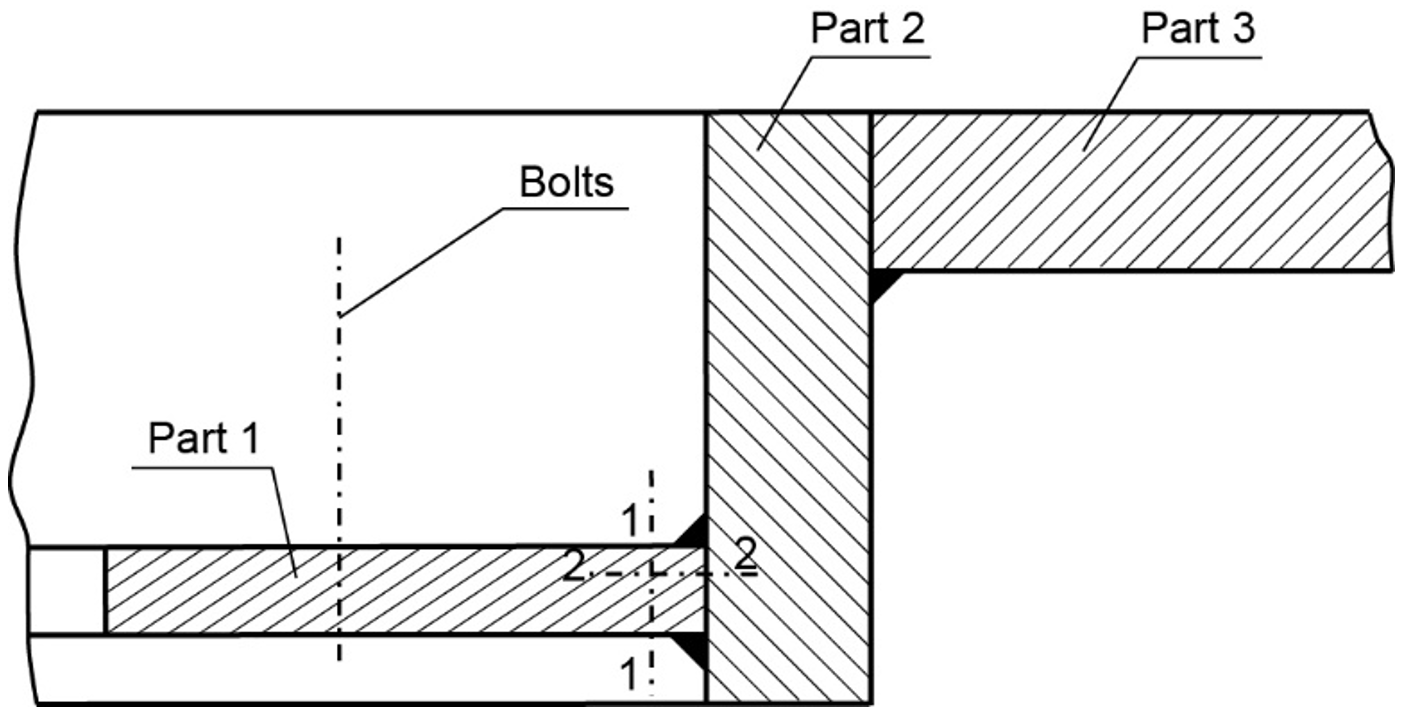
Figure 35.
Cross-section diagram of the manhole structure (handy-size bulk carrier 30185 DWT).
Figure 35.
Cross-section diagram of the manhole structure (handy-size bulk carrier 30185 DWT).
Figure 36.
Macroscopic examination (handy-size bulk carrier 30185 DWT): (a) the lateral surface of the bar containing crack I; (b) view of the second side surface of the bar after etching; and (c) fracture surface.
Figure 36.
Macroscopic examination (handy-size bulk carrier 30185 DWT): (a) the lateral surface of the bar containing crack I; (b) view of the second side surface of the bar after etching; and (c) fracture surface.
Figure 37.
The deep corrosive pit is the presumed origin of the crack (handy-size bulk carrier 30185 DWT). Stereoscopic optical microscopy.
Figure 37.
The deep corrosive pit is the presumed origin of the crack (handy-size bulk carrier 30185 DWT). Stereoscopic optical microscopy.
Figure 38.
Optical microscopy views (handy-size bulk carrier 30185 DWT): (a) the front of the crack developing in part 1 and (b) secondary cracks filled with corrosion products.
Figure 38.
Optical microscopy views (handy-size bulk carrier 30185 DWT): (a) the front of the crack developing in part 1 and (b) secondary cracks filled with corrosion products.
Figure 39.
Crack II running through a bolt hole (handy-size bulk carrier 30185 DWT). Macroscopic examination.
Figure 39.
Crack II running through a bolt hole (handy-size bulk carrier 30185 DWT). Macroscopic examination.
Figure 40.
Corrosion pits at the edge of part 1 (handy-size bulk carrier 30185 DWT). Stereoscopic optical microscopy.
Figure 40.
Corrosion pits at the edge of part 1 (handy-size bulk carrier 30185 DWT). Stereoscopic optical microscopy.
Figure 41.
The merging of cracks previously branched at the bolt thread (handy-size bulk carrier 30185 DWT). Macroscopic examination.
Figure 41.
The merging of cracks previously branched at the bolt thread (handy-size bulk carrier 30185 DWT). Macroscopic examination.
Figure 42.
(a,b) Part of the location where the cracks merged (handy-size bulk carrier 30185 DWT). Stereoscopic optical microscopy.
Figure 42.
(a,b) Part of the location where the cracks merged (handy-size bulk carrier 30185 DWT). Stereoscopic optical microscopy.
Figure 43.
Stereoscopic optical microscopy views (handy-size bulk carrier 30185 DWT): (a) crack reaches part 2 and (b) crack transition from part 1 (upper part of the figure) to the joint.
Figure 43.
Stereoscopic optical microscopy views (handy-size bulk carrier 30185 DWT): (a) crack reaches part 2 and (b) crack transition from part 1 (upper part of the figure) to the joint.
Figure 44.
Optical microscopy views (handy-size bulk carrier 30185 DWT): (a) oxide spots in the material of part 1 (non-etched metallographic specimen) and (b) oxide spots in the material of part 2 (non-etched metallographic specimen).
Figure 44.
Optical microscopy views (handy-size bulk carrier 30185 DWT): (a) oxide spots in the material of part 1 (non-etched metallographic specimen) and (b) oxide spots in the material of part 2 (non-etched metallographic specimen).
Figure 45.
The structure of the steel in part 1 (handy-size bulk carrier 30185 DWT). Optical microscopy.
Figure 45.
The structure of the steel in part 1 (handy-size bulk carrier 30185 DWT). Optical microscopy.
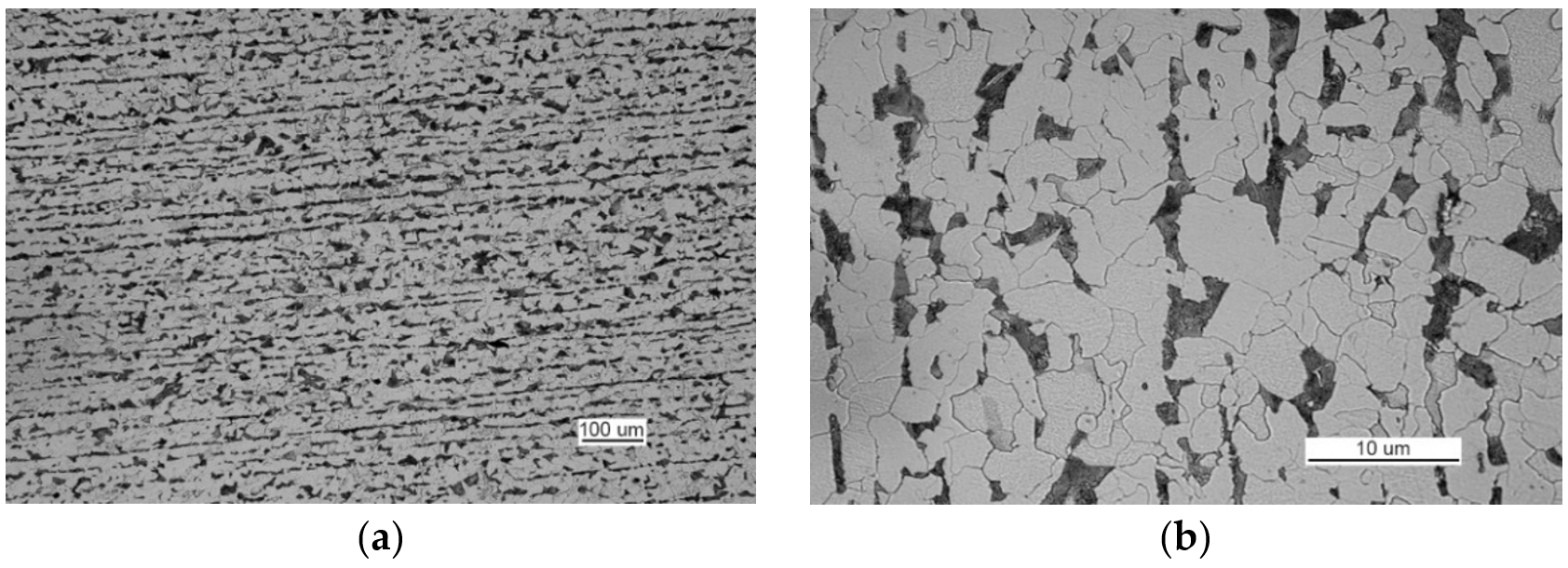
Figure 46.
Optical microscopy views (handy-size bulk carrier 30185 DWT): (a) the band-like structure of part 2 and (b) material structure of part 2 with cementite, silicate, and sulfide precipitates.
Figure 46.
Optical microscopy views (handy-size bulk carrier 30185 DWT): (a) the band-like structure of part 2 and (b) material structure of part 2 with cementite, silicate, and sulfide precipitates.
Figure 47.
Scanning electron microscope (SEM) views (handy-size bulk carrier 30185 DWT): (a) brittle fracture produced after impact testing at −20 °C; (b) fracture-based crack that runs through a pearlite grain; and (c) a fragment of crater-like ductile fracture (spherical precipitates of Fe and Si oxides are visible at the bottom of craters).
Figure 47.
Scanning electron microscope (SEM) views (handy-size bulk carrier 30185 DWT): (a) brittle fracture produced after impact testing at −20 °C; (b) fracture-based crack that runs through a pearlite grain; and (c) a fragment of crater-like ductile fracture (spherical precipitates of Fe and Si oxides are visible at the bottom of craters).
Table 1.
Basic data of ships whose manholes were analyzed.
Table 1.
Basic data of ships whose manholes were analyzed.
| No. | DWT | Year of Manufacturing | Length (m) | Beam (m) | Working Time (Days) |
|---|
| 1 | 30,182 | 2012 | 189 | 24 | 1206 |
| 2 | 30,206 | 2012 | 190 | 23 | 1200 |
| 3 | 30,210 | 2011 | 190 | 24 | 1412 |
| 4 | 30,185 | 2011 | 189 | 24 | 1606 |
Table 2.
The results of the impact strength tests of the samples taken from handy-size bulk carrier 30182 DWT.
Table 2.
The results of the impact strength tests of the samples taken from handy-size bulk carrier 30182 DWT.
| Test Temperature (°C) | Sample No./Test No. | Impact Energy KV 100 (J) |
|---|
| 0 | 2/1 | Above 100 |
| −20 | 2/1 | 44 |
| −20 | 2/2 | 91 |
| −20 | 1/1 | 21 |
| −20 | 1/2 | 76 |
| −40 | 2/1 | 11 |
| −40 | 1/1 | 10 |
| −40 | 1/2 | 13 |
Table 3.
The chemical composition of the sample taken from the handy-size bulk carrier 30206 DWT. X-ray microanalysis.
Table 3.
The chemical composition of the sample taken from the handy-size bulk carrier 30206 DWT. X-ray microanalysis.
| Element | Content (% m/m) |
|---|
| C (carbon) | 0.65 |
| O (oxygen) | 31.14 |
| Na (sodium) | 1.43 |
| Mg (magnesium) | 1.31 |
| Al (aluminum) | 3.65 |
| Si (silicon) | 12.4 |
| K (potassium) | 3.27 |
| Ca (calcium) | 4.55 |
| Ti (titanium) | 21.74 |
| Cr (chromium) | 0.1 |
| Mn (manganese) | 8.29 |
| Fe (iron) | 10.40 |
Table 4.
Results of the static tensile tests of samples from the handy-size bulk carrier 30206 DWT.
Table 4.
Results of the static tensile tests of samples from the handy-size bulk carrier 30206 DWT.
| Sample No. | The Diameter of the Measured Part (mm) | Ultimate Tensile Strength Rm (MPa) | Elongation at Break A (%) |
|---|
| 1 | 6 | 465 | 32 |
| 2 | 6 | 458 | 35 |
Table 5.
Results of the impact strength test of samples from the handy-size bulk carrier 30206 DWT.
Table 5.
Results of the impact strength test of samples from the handy-size bulk carrier 30206 DWT.
| Sample No. | Impact Energy KV0100 (J) |
|---|
| 1 | >98 |
| 2 | 54 |
| 3 | 83 |
Table 6.
Results of the static tensile tests of samples from the handy-size bulk carrier 30210 DWT.
Table 6.
Results of the static tensile tests of samples from the handy-size bulk carrier 30210 DWT.
| Sample No. | Yield Point Re (MPa) | Ultimate Tensile Strength Rm (MPa) | Elongation after a Break A (%) | Waist Formation Z (%) |
|---|
| 1 | 277 | 416 | 23 | 62 |
| 2 | 330 | 458 | 34 | 58 |
Table 7.
Results of the impact strength test of samples from the handy-size bulk carrier 30210 DWT.
Table 7.
Results of the impact strength test of samples from the handy-size bulk carrier 30210 DWT.
| Sample No. | Impact Energy KV−20 (kGm) | Impact Energy KV−20 (J) |
|---|
| 1 | 0.5 | 4.9 |
| 2 | 0.9 | 8.8 |
| 3 | 0.7 | 6.9 |
Table 8.
Results of the static tensile test of samples from the handy-size bulk carrier 30185 DWT.
Table 8.
Results of the static tensile test of samples from the handy-size bulk carrier 30185 DWT.
| Sample No. | Yield Point Re (MPa) | Ultimate Tensile Strength Rm (MPa) | Elongation after a Break A (%) | Waist Formation Z (%) |
|---|
| 1 | 263 | 416 | 34 | 64 |
| 2 | 256 | 416 | 40 | 58 |
| 3 | 284 | 430 | 28 | 58 |
Table 9.
Results of the Charpy impact strength tests of samples from the handy-size bulk carrier 30185 DWT.
Table 9.
Results of the Charpy impact strength tests of samples from the handy-size bulk carrier 30185 DWT.
| Sample No. | Impact Energy KV–20 (kGm) | Impact Energy KV–20 (J) |
|---|
| 1 | 1.2 | 11.8 |
| 2 | 0.9 | 8.8 |
| 3 | 0.7 | 6.9 |
Table 10.
List of the factors affecting cracks of manholes.
Table 10.
List of the factors affecting cracks of manholes.
| Causes Group | Cause Symbol | Fatigue Damage Factors |
|---|
Material
Properties | Residual Stresses | Cyclic Load Characteristics |
|---|
| Material | MA1 | X | | |
| MA2 | X | | |
| MA3 | X | X | |
| Method | ME1 | X | X | |
| ME2 | | X | |
| ME3 | X | X | |
| ME4 | X | X | |
| ME5 | X | X | |
| Environment | EX1 | X | X | X |
| EX2 | X | X | X |
| EX3 | | | X |
| Operating conditions | OC1 | | | X |
| OC2 | | | X |
| Human factor | HF1 | X | X | |
| HF2 | X | | X |
| HF3 | X | X | X |
| HF4 | X | X | |
| HF5 | X | X | X |
| HF6 | X | X | X |
| HF7 | X | X | X |




















































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}