In general, the diffusible hydrogen concentration must be distinguished from theoretical concepts of lattice hydrogen C
L and trapped hydrogen concentrations C
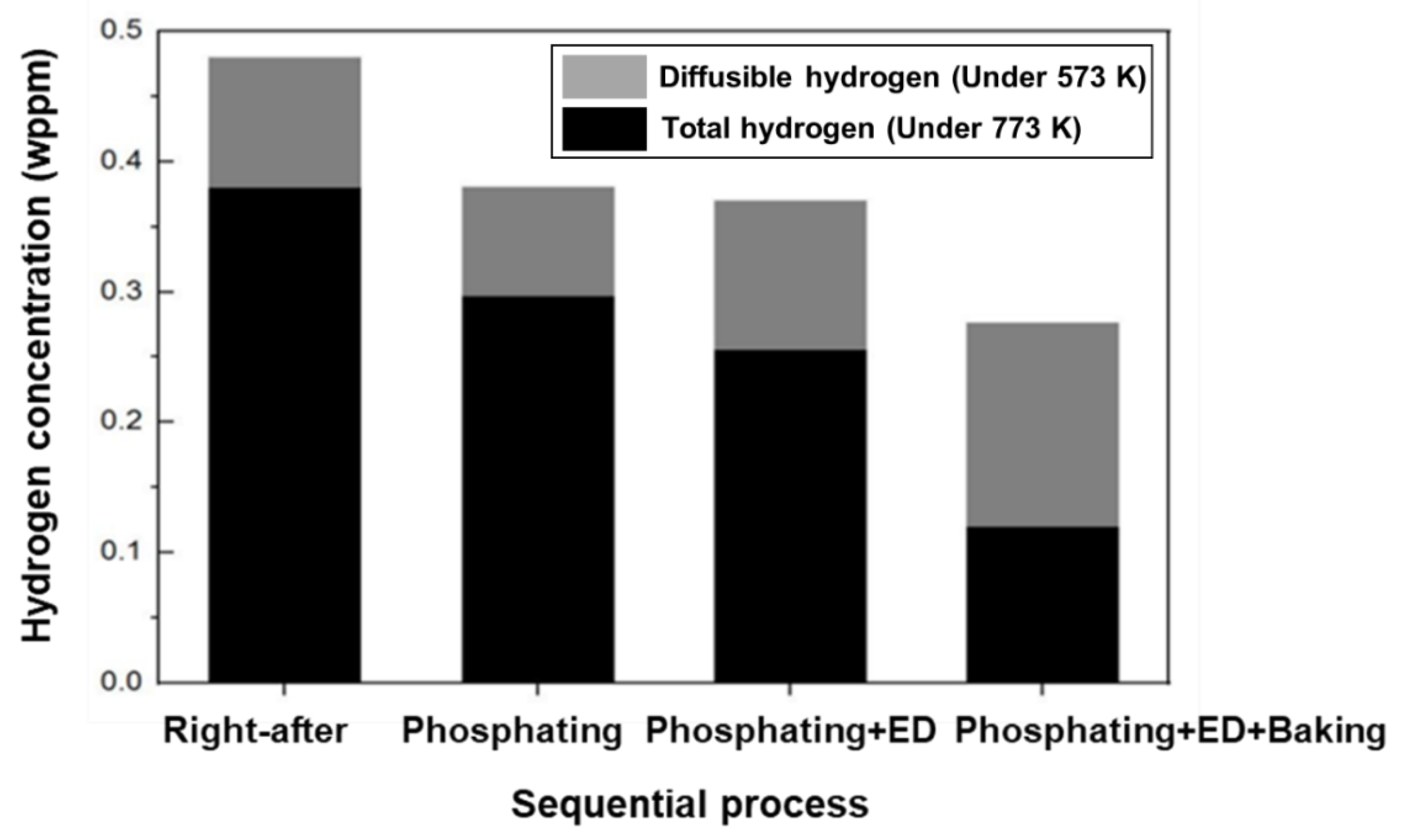
T, which are defined by their microstructural characteristics. Therefore, the diffusible hydrogen concentration is referred to in general work as 300 °C, which describes the concentration of hydrogen effusing from low carbon steel at a measurement temperature of 300 °C. On the other hand, non-diffusion hydrogen, which is characterized by being irreversible, corresponds to hydrogen released at a relatively high temperature and high temperature during TDS analysis. Accordingly, it is necessary to distinguish the diffusible hydrogen concentration, which has often been cited as the relevant part of the total hydrogen concentration in causing hydrogen embrittlement, from the lattice and trapped hydrogen concentrations. Similar to the results of this study, the diffusible hydrogen concentration integrates the hydrogen, which diffuses during isothermal heat treatment at 300 °C [
23]. Therefore, the diffusible hydrogen concentration is a semi-phenomenological quantity and strongly depends on the thermal activation of trap sites [
23,
24], such as the sample thickness and the metallic coating with the surface treatment of the specimen. Depending on these conditions, it has to be pointed out that the diffusible hydrogen concentration cannot represent the lattice hydrogen concentration. According to TDS spectra of the complex phase (CP) steel and dual phase (DP) steel, it is obvious that the diffusible hydrogen concentration relates to the definition of the total hydrogen concentration, because no further peak, which would relate to deep trapping sites, such as precipitates or retained austenite, could be found for the investigated materials above 300 °C [
23,
25]. In this study, the hydrogen peaks from the TDS analysis are under 300 °C, which correspond to the diffusible hydrogen range in al-aluminum-coated martensitic steel in our previous studies [
17,
18,
22].
The diffusion phenomenon in the furnace during hot stamping and the movement of hydrogen atoms in the internal bulk region are governed by Fick’s laws. However, the experimental results demonstrated a behavior contrary to the ideal theory. This could be due to the presence of hydrogen trapped inside various trapping sites in the microstructure, such as grain boundaries, dislocations, vacancies, and precipitates, among others [
26,
27,
28]. These trap sites eventually influence the diffusion of hydrogen in the internal steel plate. The hydrogen is categorized into reversible and irreversible, depending on their hydrogen binding energies and relationship with their surroundings [
29,
30,
31,
32,
33,
34]. The equations derived from the McNabb and Foster trap model (1963), refs. [
32,
33] can be used to describe the hydrogen transport phenomenon, and are shown below:
where
C is the hydrogen concentration (atoms m
−3);
D is the hydrogen diffusion coefficient (m
2 s
−1) in pure iron;
Nr and
Ni are the concentrations of reversible and irreversible traps, respectively (atoms m
−3); ν represents the occupied reversible trap fraction; w refers to the irreversible traps;
t and
x are the time and space variables, respectively;
Kr is the trapping rate for reversible traps (m
3 atoms
−1 s
−1);
Ki is the trapping rate for irreversible traps; and p is the release rate for reversible traps. For different microstructures, the hydrogen diffusion could be influenced by the trapping sites.
In previous studies, the change in the hydrogen trapping efficiency in iron introduced through grain refinement or cold work has been shown to depend on the concentration of lattice defects and their interaction energies with hydrogen [
29,
30]. In this study, the cold work was accounted for by altering the dislocation density, thereby increasing the density of the trapping sites. Furthermore, some non-equilibrium defects were removed by annealing as a function of the temperature and time. Two- or three-dimensional lattice defects, such as dislocations and grain boundaries, have a two-fold effect on hydrogen diffusion. These defects enhance the diffusion along the disturbed lattice regions, but also display a hydrogen trapping effect. As the grain size decreases, or the dislocation density increases, the mobility of hydrogen will increase with an increasing pipe diffusion area [
29]. As the trapping mechanisms and trapping at different sites are not clearly established, the characteristic trapping energies of hydrogen (ΔE
H) at 20.6 kJ mol
−1 and 58.6 kJ mol
−1 were assigned to the dislocation cores and the grain boundaries, respectively, based on the work [
34]. Consequently, the discussion on the microstructure of these steels was restricted to reversible hydrogen trapping sites, which have low hydrogen binding energies. The hydrogen trapping in the cold rolled sample was dominated by weak traps, (i.e., dislocations). The hydrogen trapping at dislocation led to hydrogen-assisted crack nucleation along grain boundaries [
35]. On the other hand, the side incoherent interface of the semi-coherent TiC precipitate acts like the broad semi-coherent interface when the precipitate is small. However, as the precipitate grows, it decreases the coherency of the side interface, and the desorption peak that was contributed from the side interface shifts to a higher temperature and coincides with the desorption peak of the incoherent TiC particle. The desorption activation energy associated with the side interface changes from 55.8 to 100 kJ/mol [
10]. Based on previous research, calculating the activation energy with hydrogen atom on these trap sites can affect the available combinations of aluminum (coating) and steel (substrate) [
6]. The coating of the surface of steel is a strongly effective parameter using the TDS technique, which means that the aluminum coating can increase the desorption temperature of hydrogen during the isothermal heating process. Eventually, the trapping energy can be estimated with slightly higher values in comparison with the non-coated steel plate. However, we mainly focus on the trapping energy of different chemical composition (C contents: 0.23 and 0.30 wt.%) specimens with similar conditions of coating in this research scope. Therefore, the chemical composition with different carbon contents can affect the eventual microstructure and significantly affect the difference in binding energies of the 0.23 wt.% C and 0.3 wt.% C alloys, as shown in
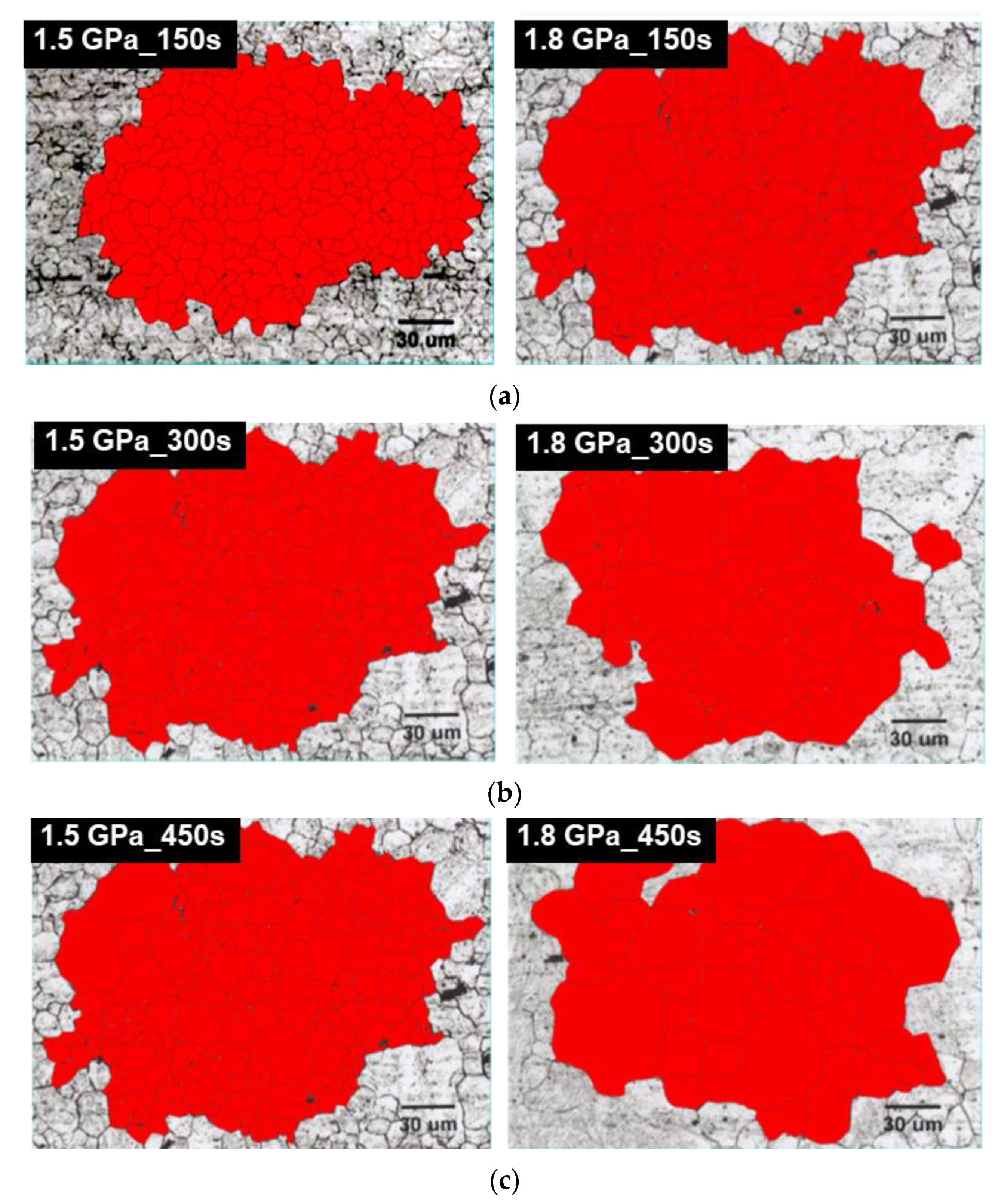
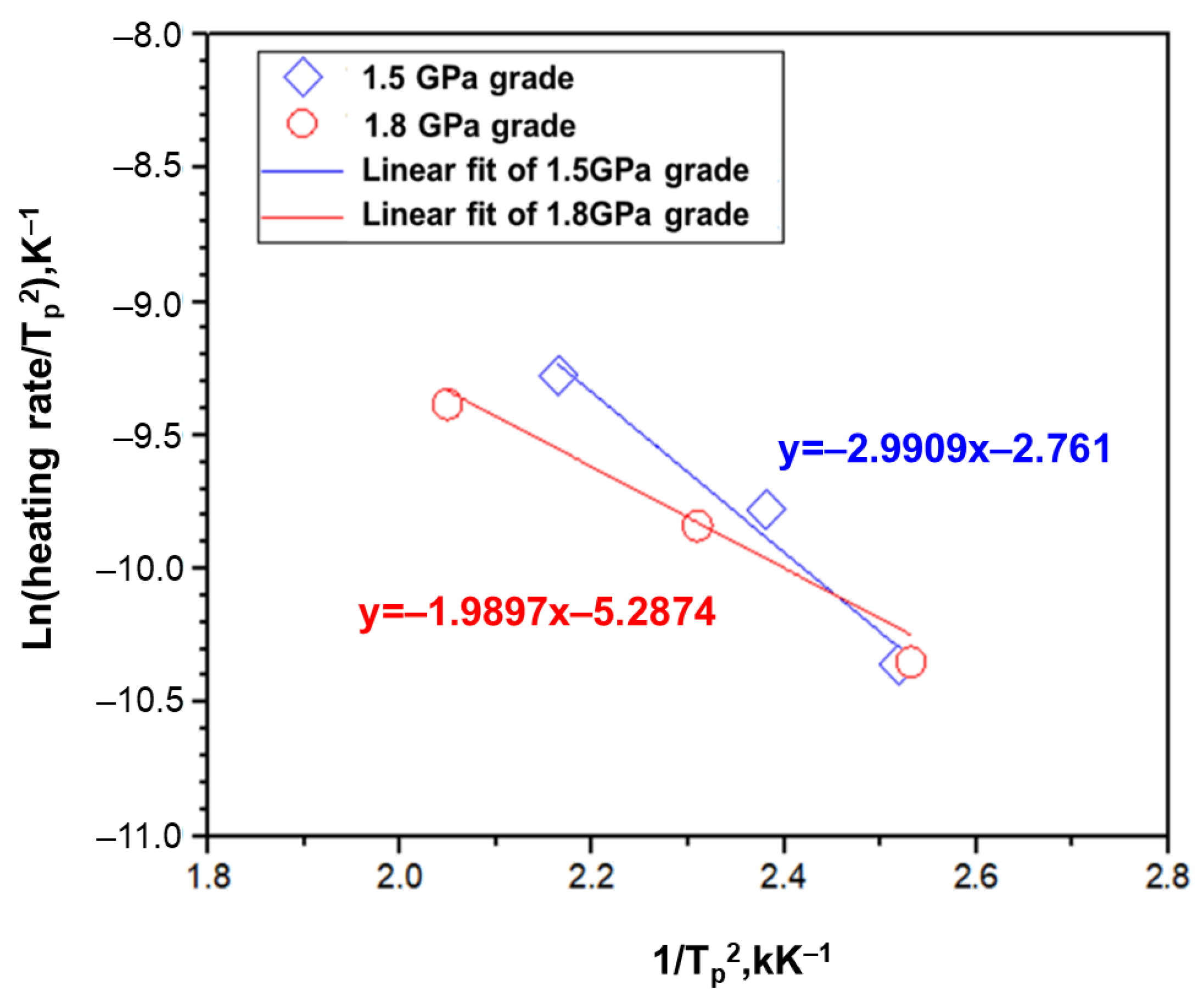
Table 6. During the quenching process, the diffusion was always faster in the 1.8 GPa grade steel compared to the 1.5 GPa grade steel because of the considerable amount of carbon in the higher grade. Furthermore, a greater dislocation density generated in 0.3 wt.% C alloy results in the reduction in the total trapping energy because of the increase in the dislocation fraction and decrease in the prior grain boundary density with more coarsened grains. As highlighted in
Figure 5, the prior austenite grain size of the 0.3 wt.% C alloy was coarser, indicating that the mean length of the grain boundary was less occupied in the matrix compared to the 0.23 wt.% C alloy. In general, it is difficult to demonstrate the presence of solute carbon and the dislocation density in terms of an observation of microscopic techniques.
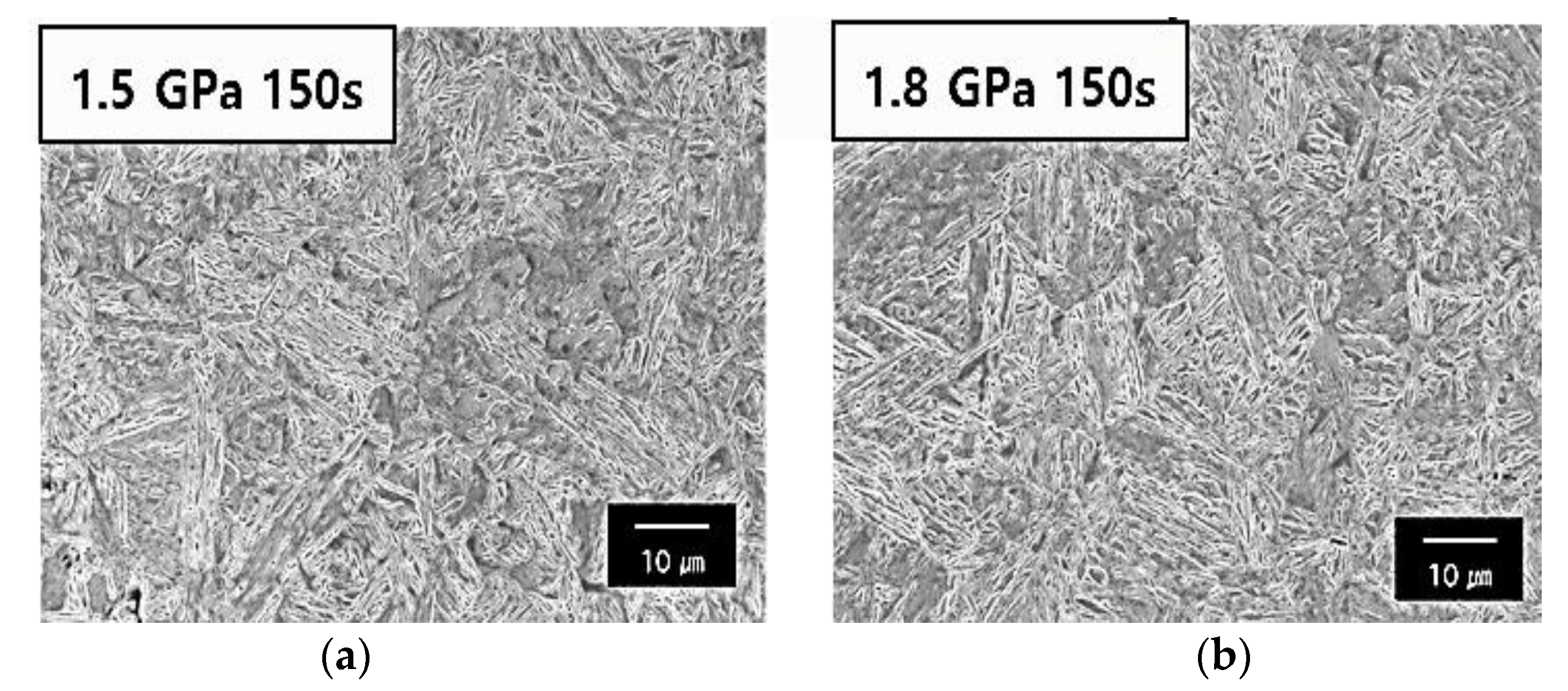
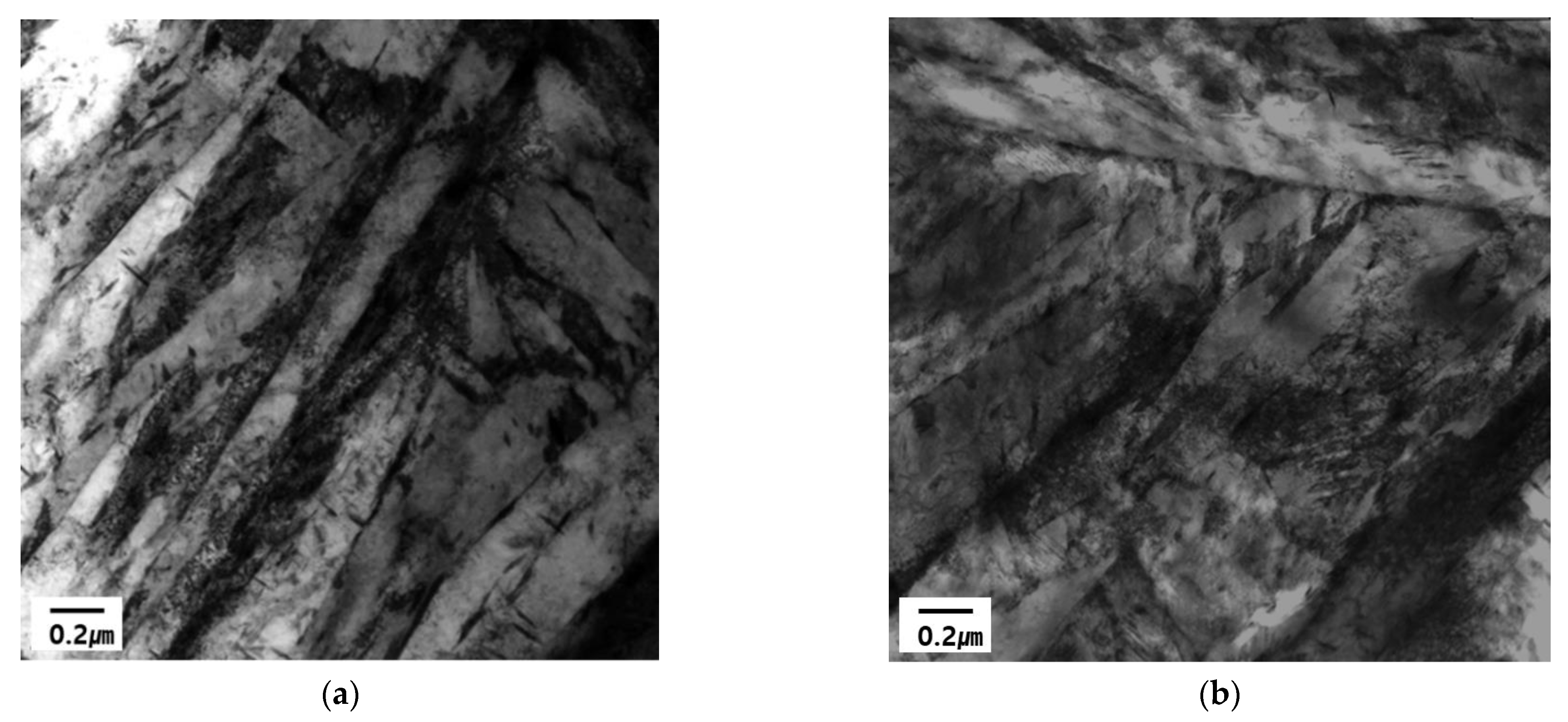
Figure 10 shows the TEM images of the martensitic phase from the 1.5 GPa and 1.8 GPa specimens during 300 s soaking time. Both samples show the typical lath martensitic structure, as shown in
Figure 10. However, it is difficult to observe a meaningful difference depending on the carbon contents shown in
Figure 10b compared with the as-received specimen shown in
Figure 10a. In the case of the martensitic phase, it is a general phenomenon that the high density of dislocation is dispersed in a lattice structure with a body-centered tetragonal (BCT). Ultimately, it can be approximately assumed that the reason for lower trapping energies in 1.8 GPa grade steel is due to the competitive occupation of hydrogen in the dislocation and grain boundary microstructures.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}