
Enhancement of Mechanical Properties of Pure Aluminium through Contactless Melt Sonicating Treatment

 ,
,
Abstract
:1. Introduction
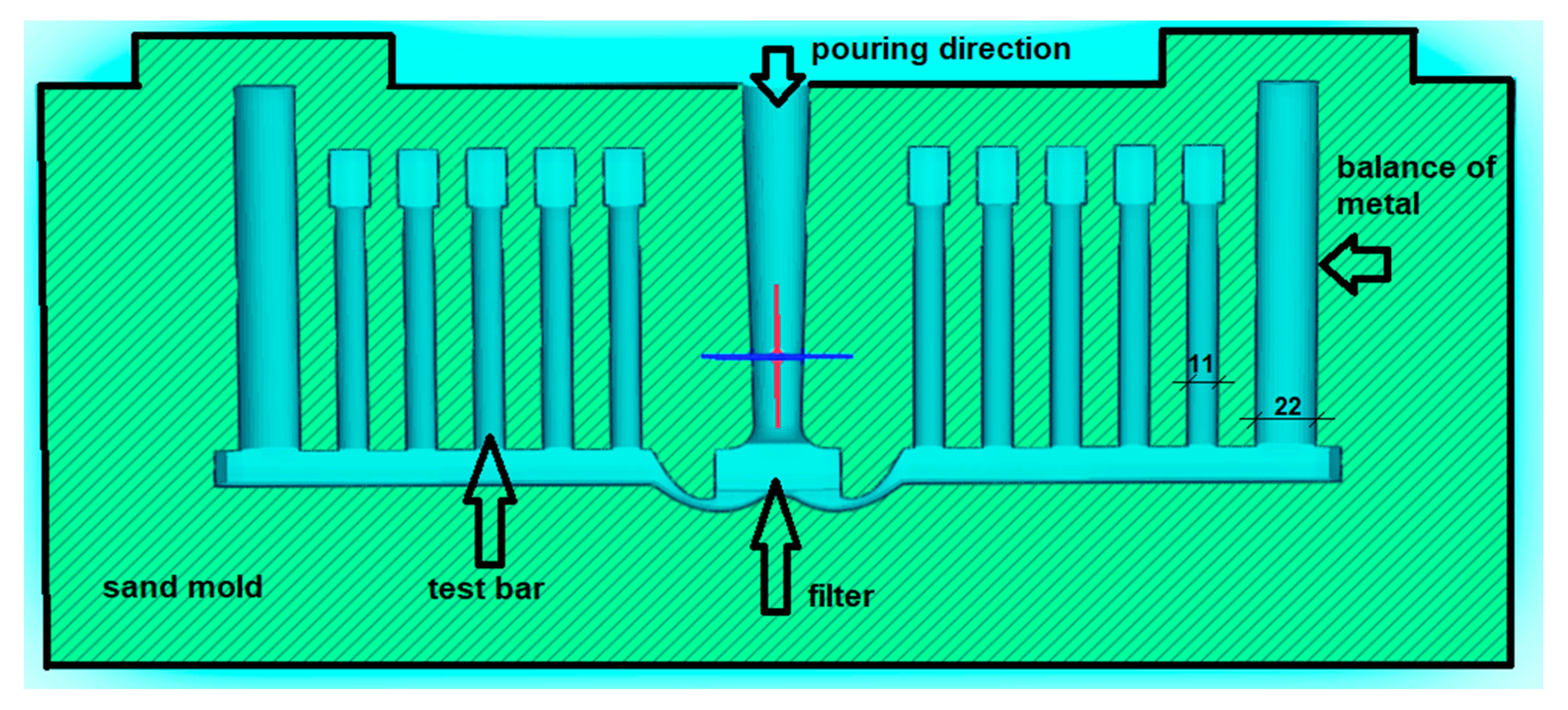
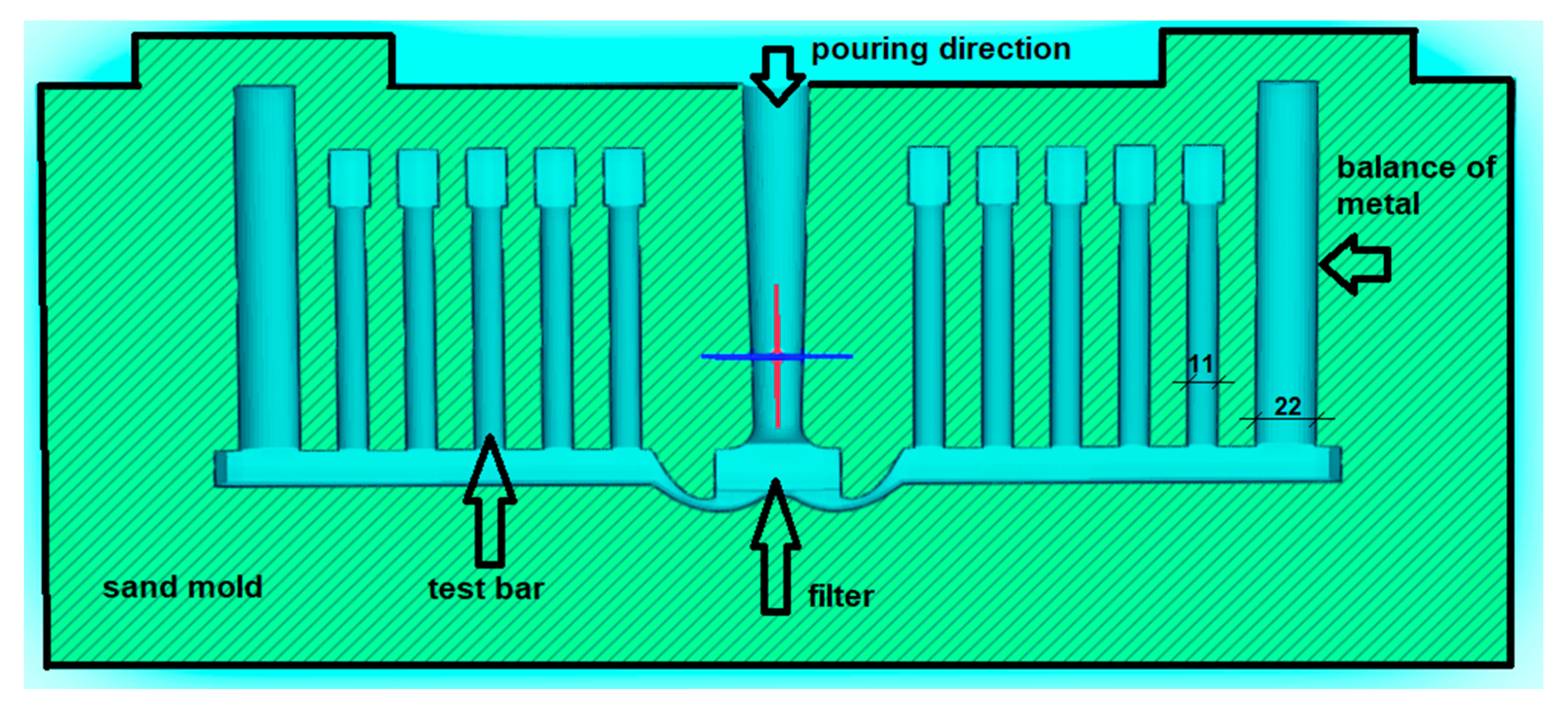
2. Materials and Methods
3. Results
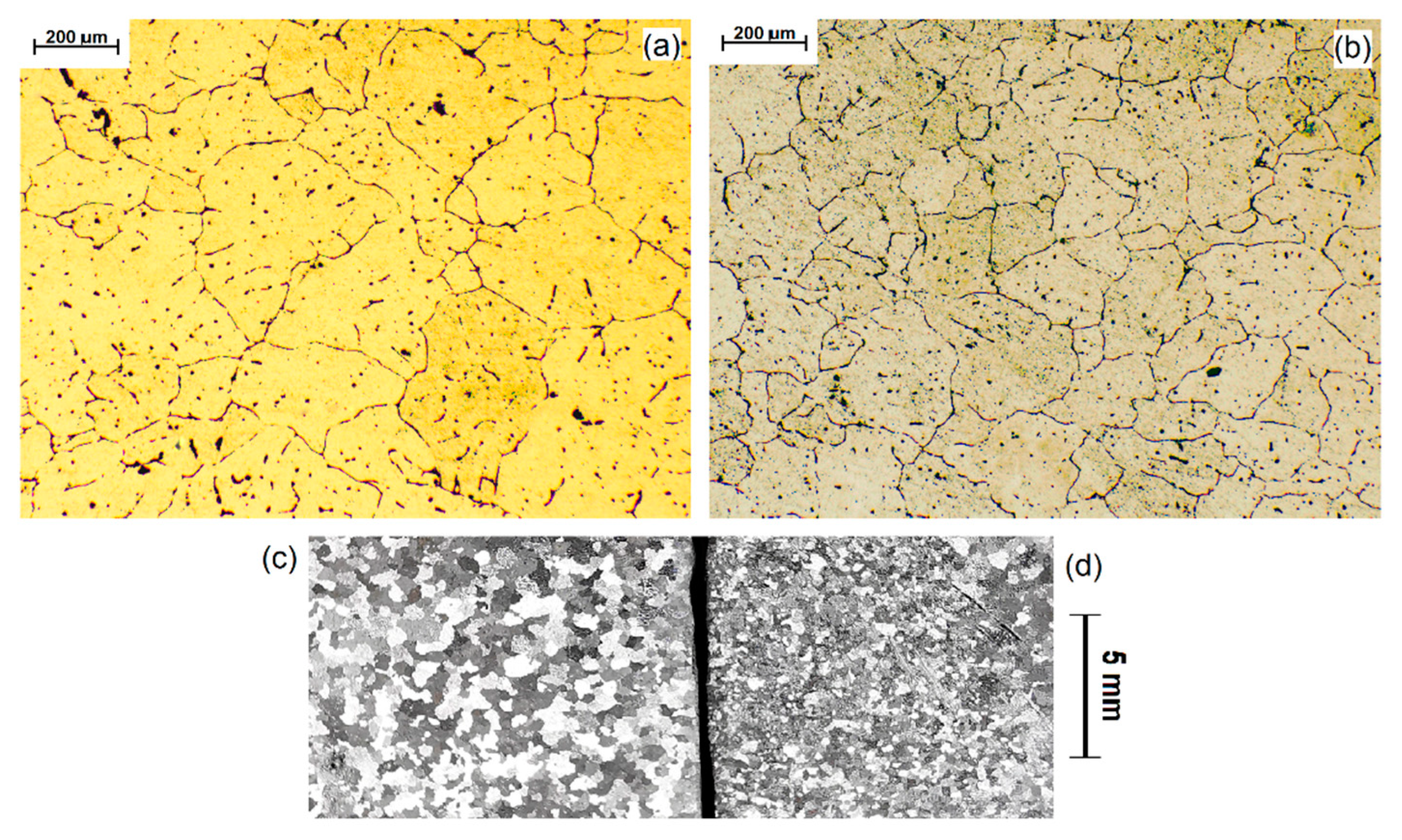
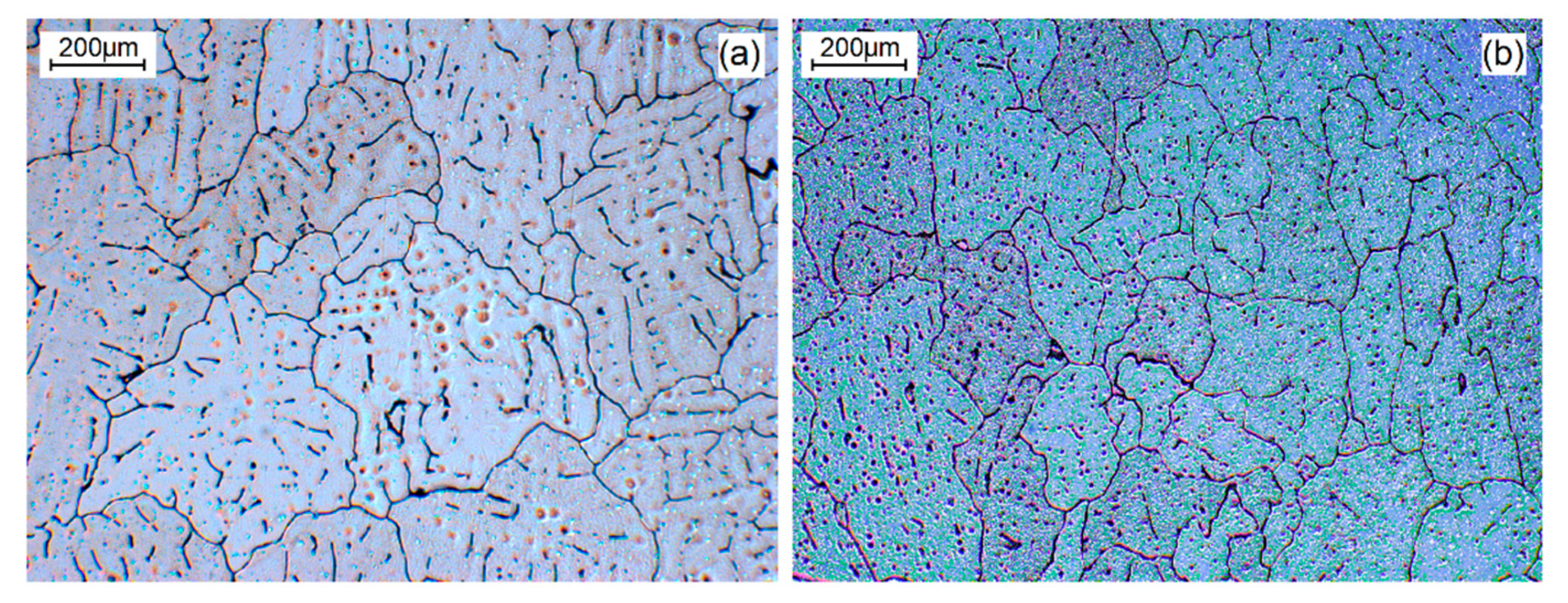
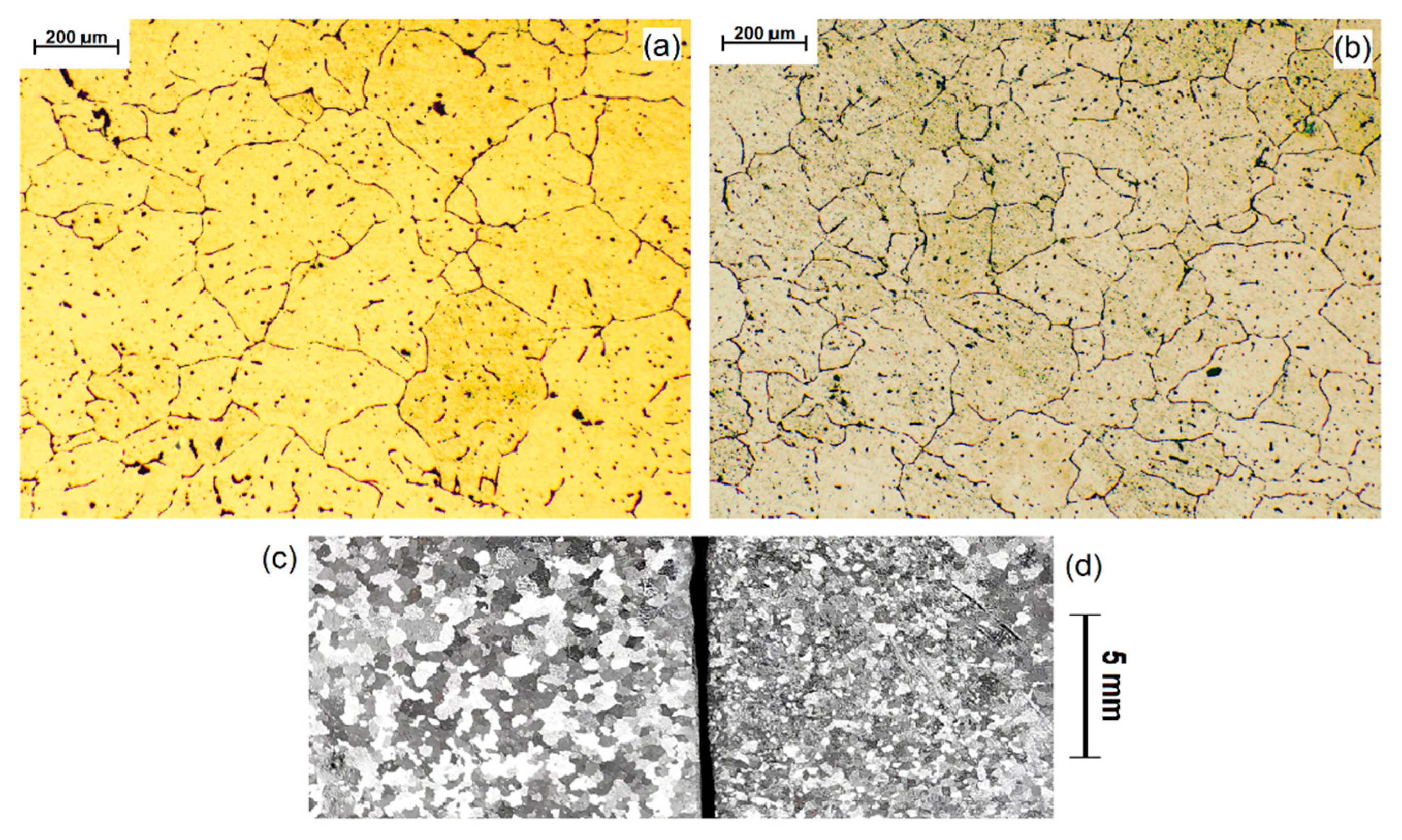
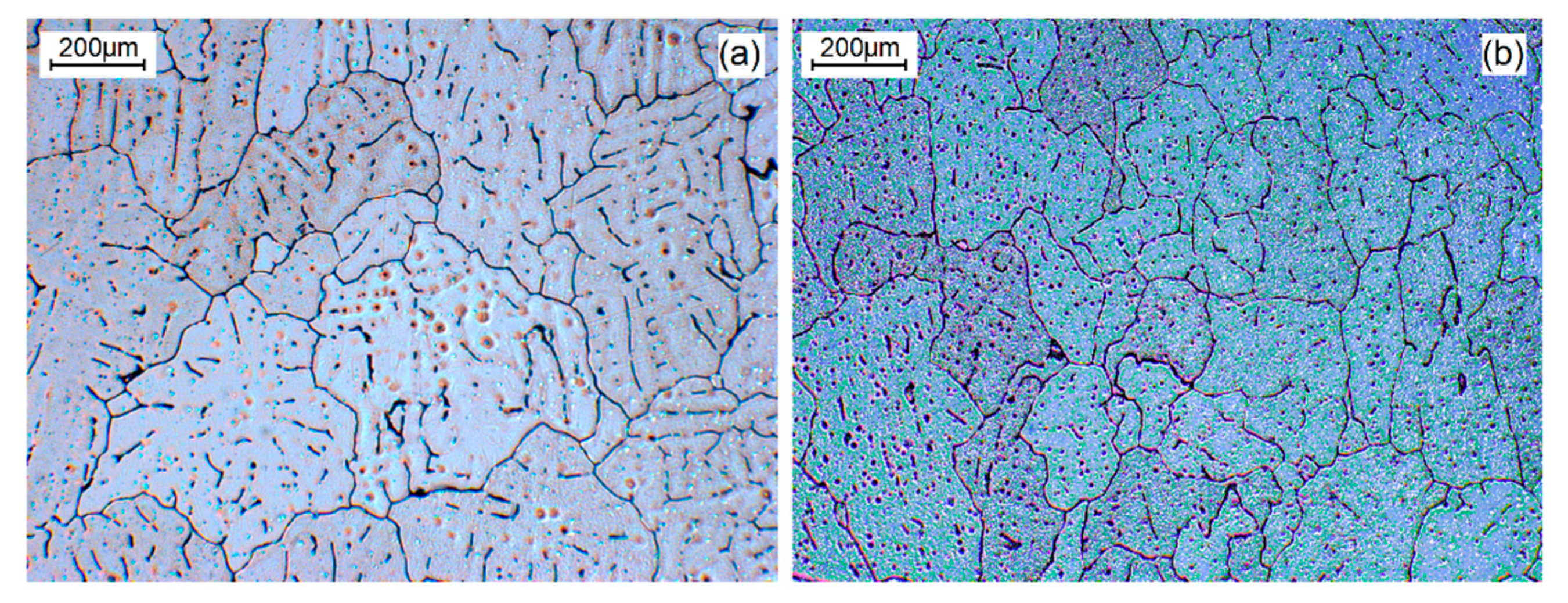
3.1. Grain Refinement after Sonication
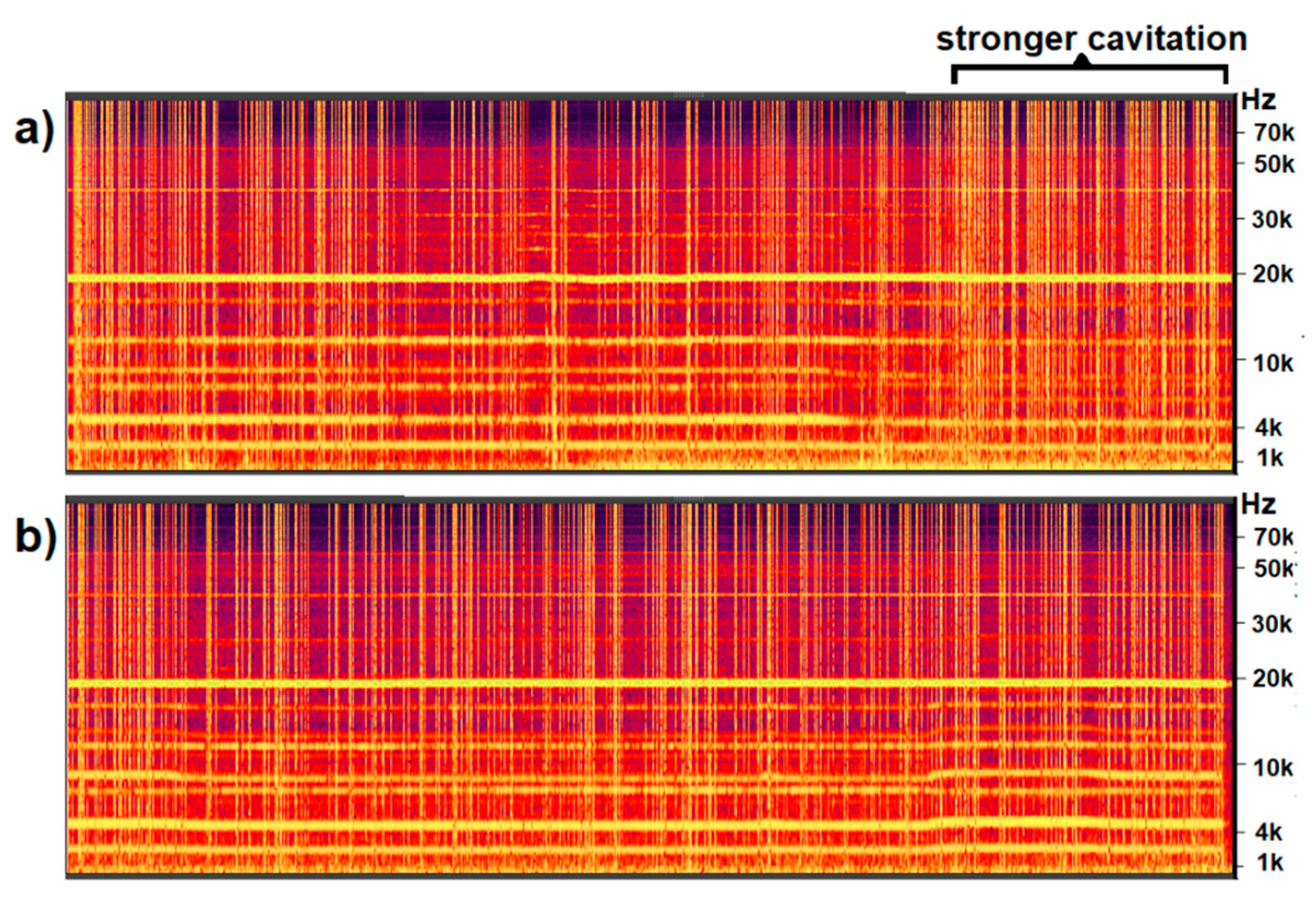
3.2. Gas Content Decrease Due to Sonication
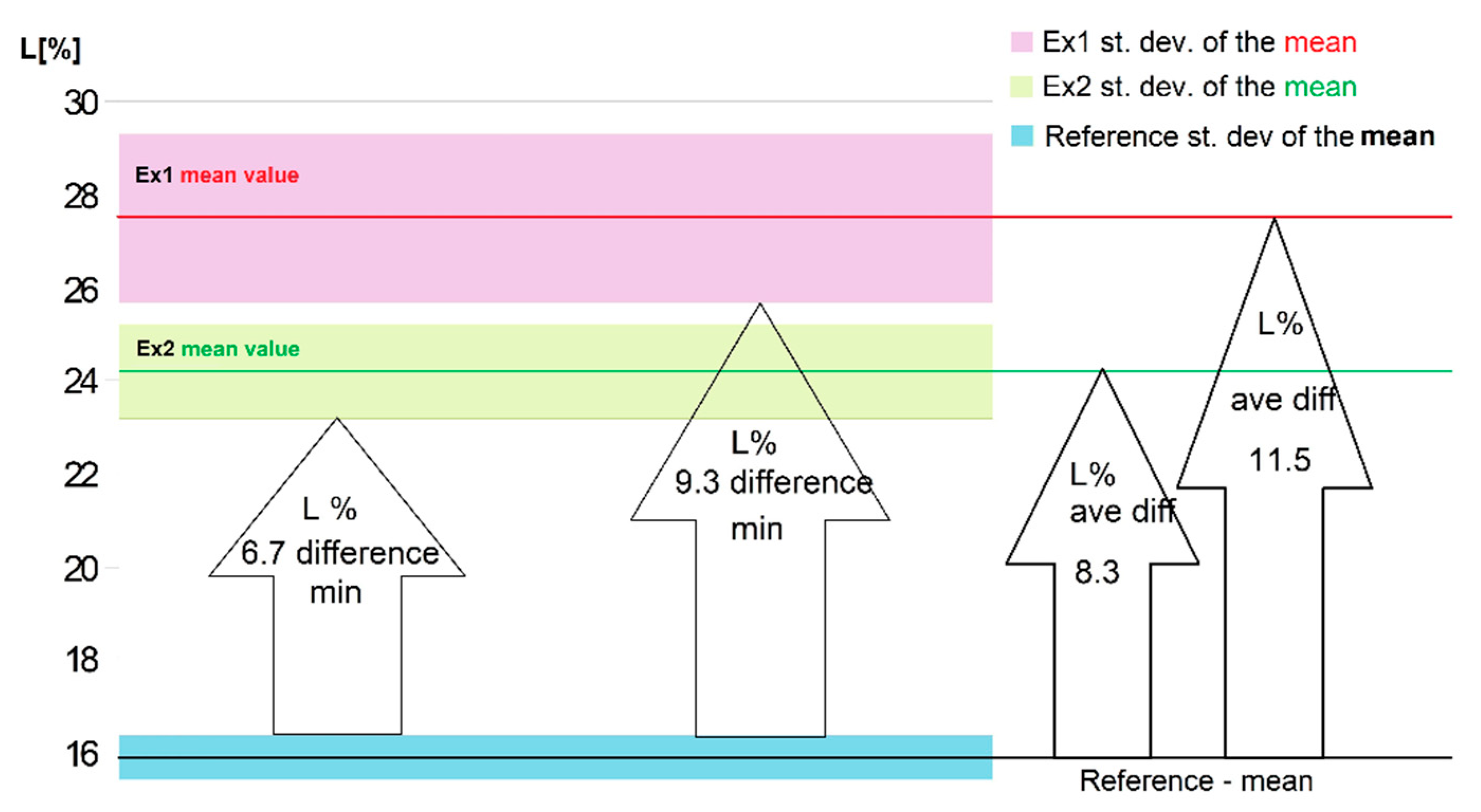
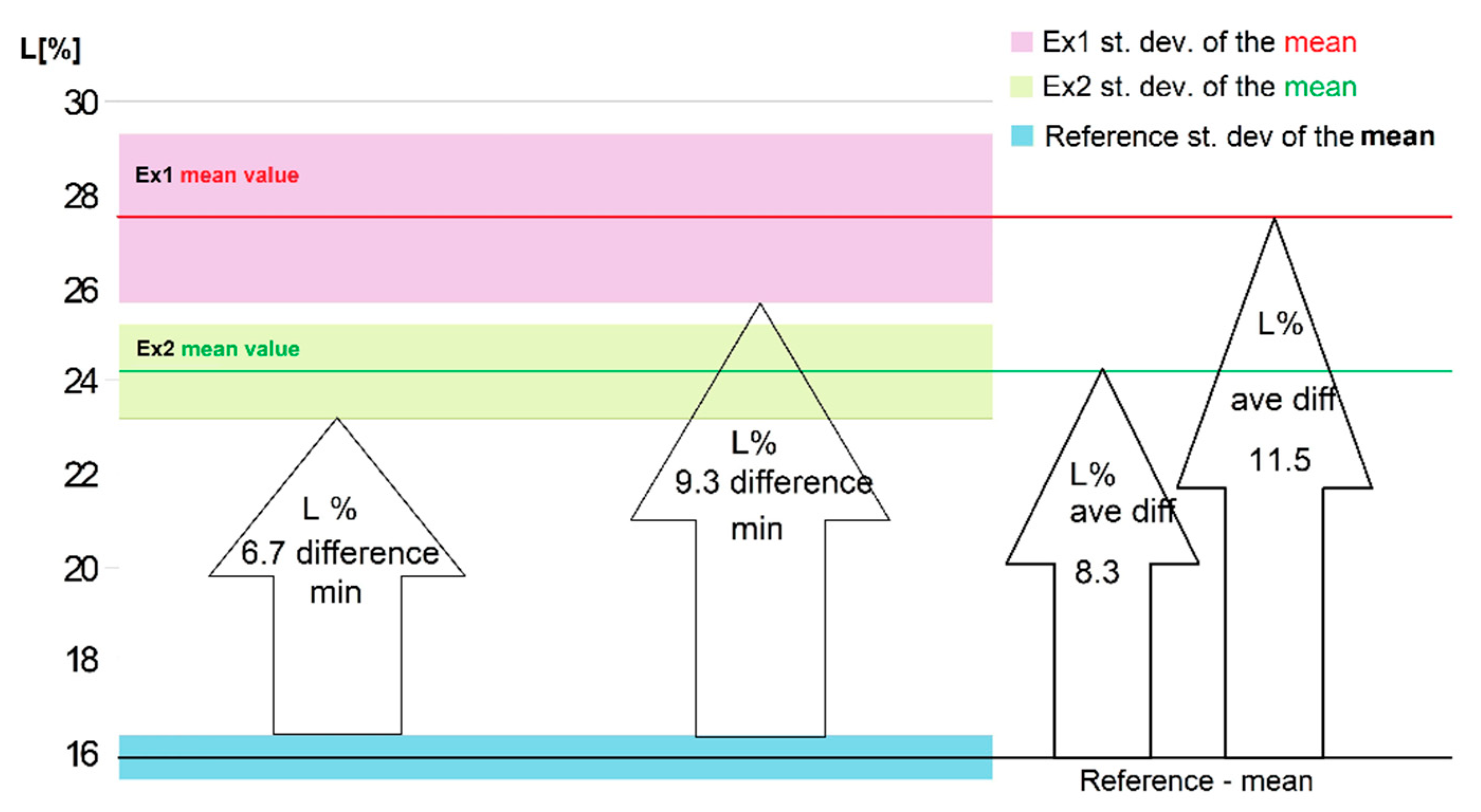
3.3. Elongation after Sonication
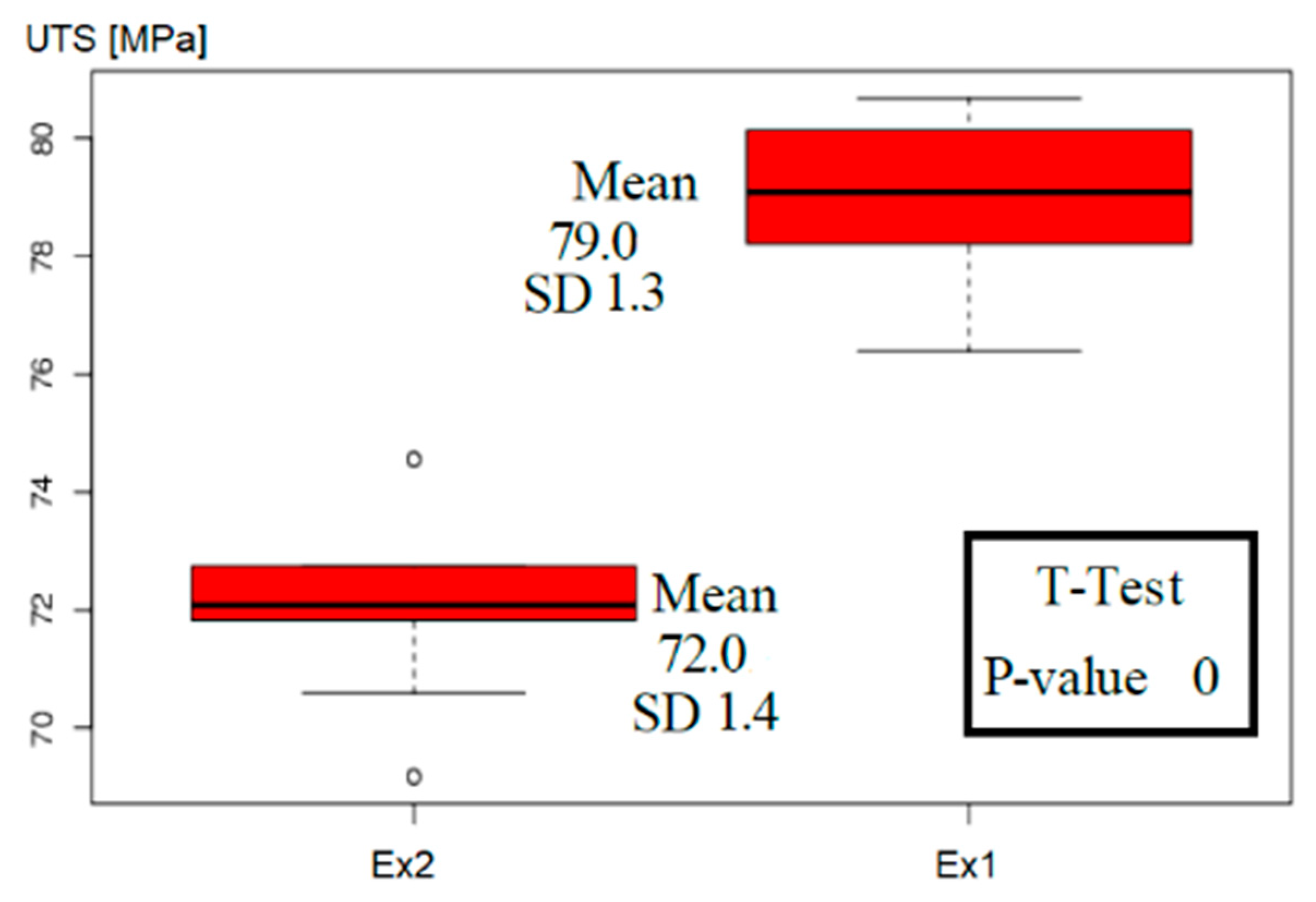
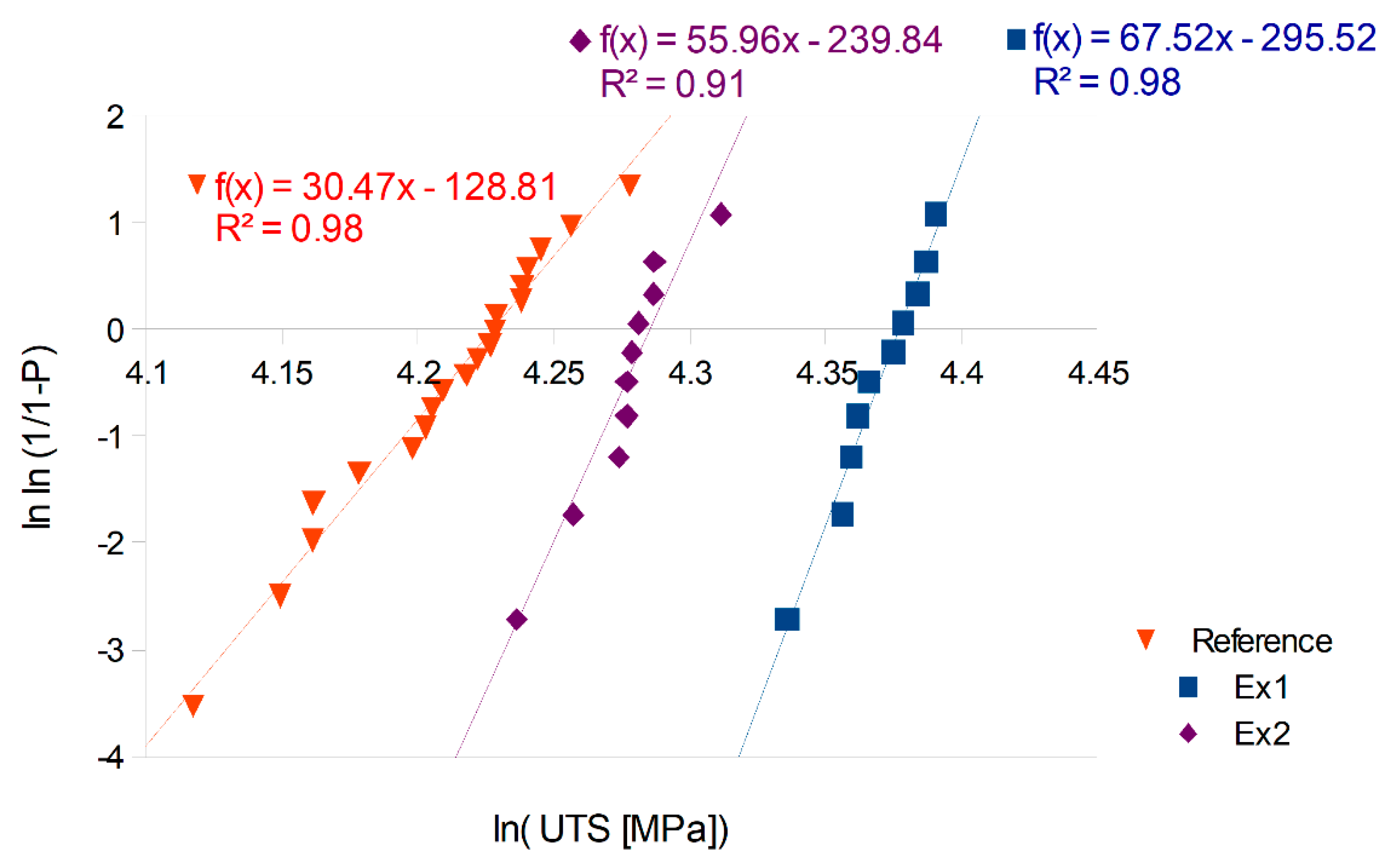
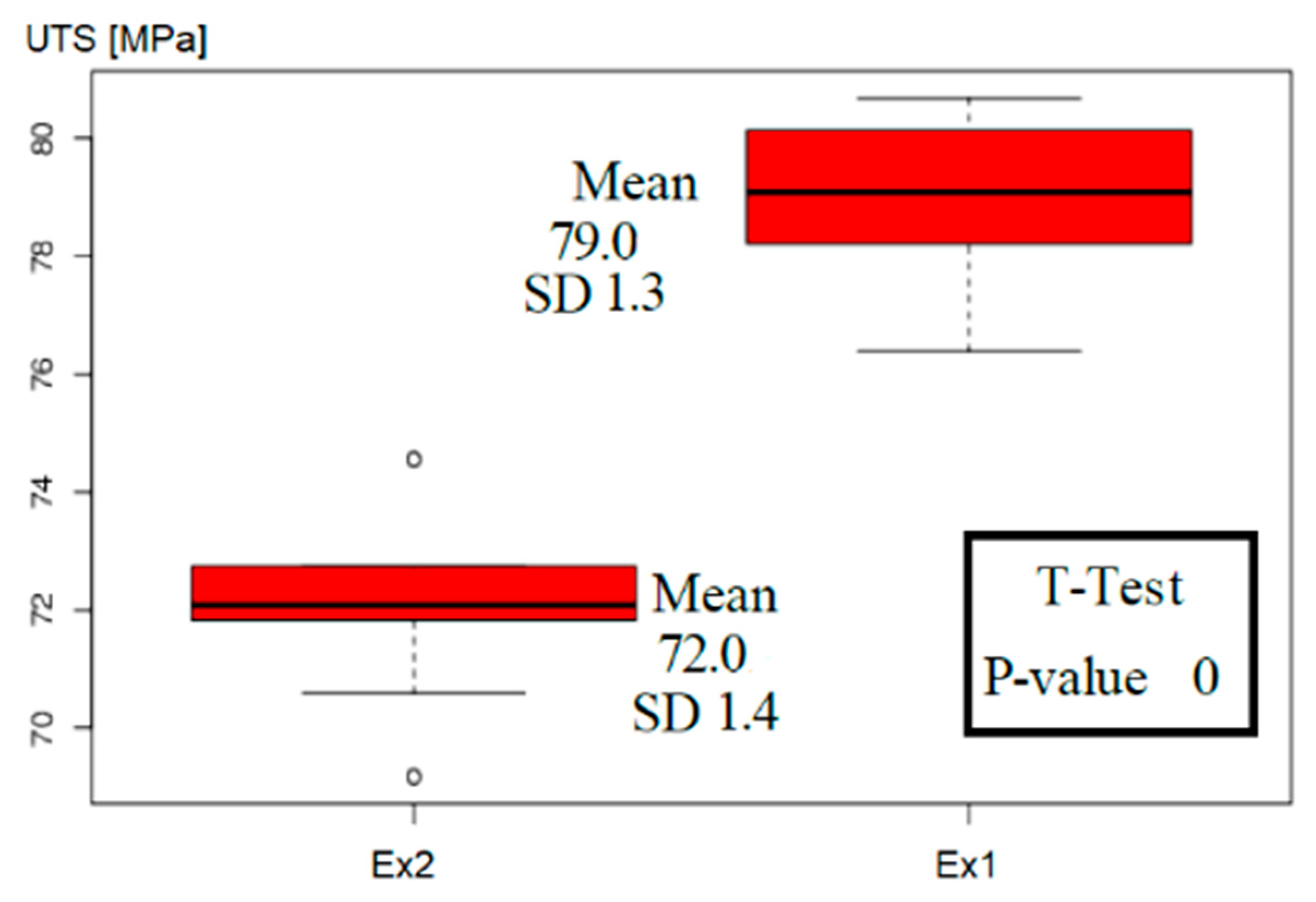
3.4. Ultimate Tensile Strength (UTS) after Sonication
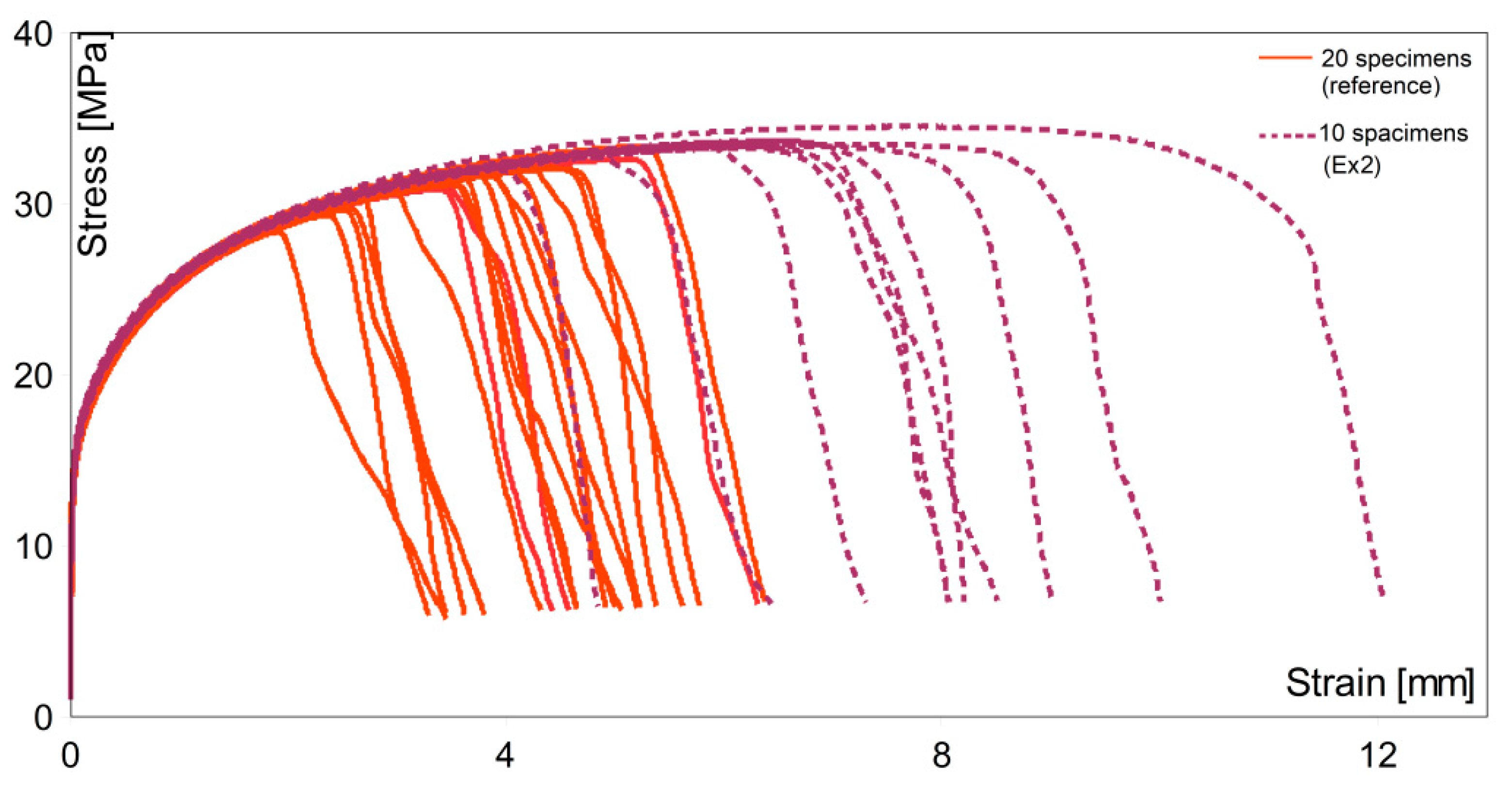
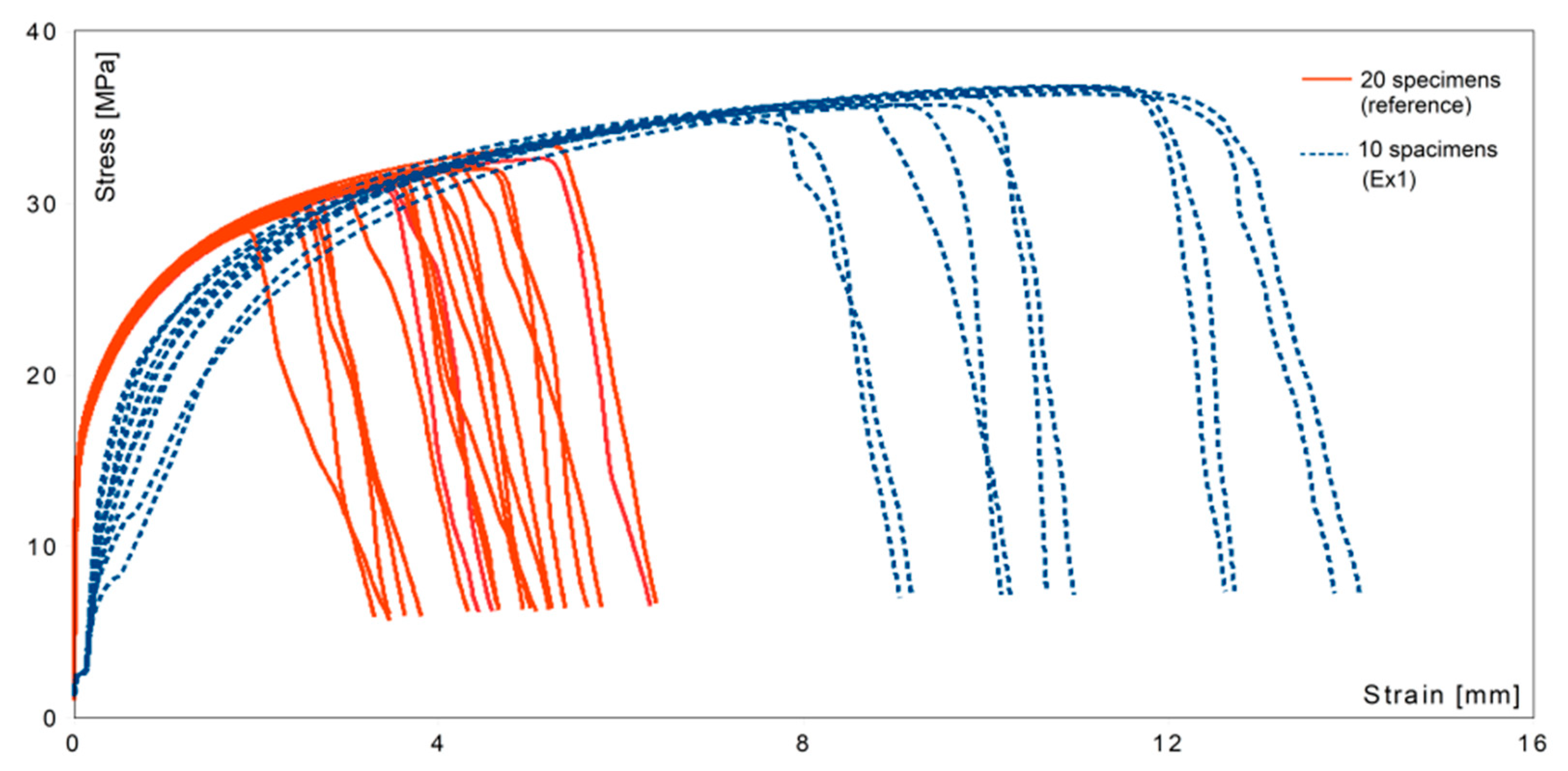
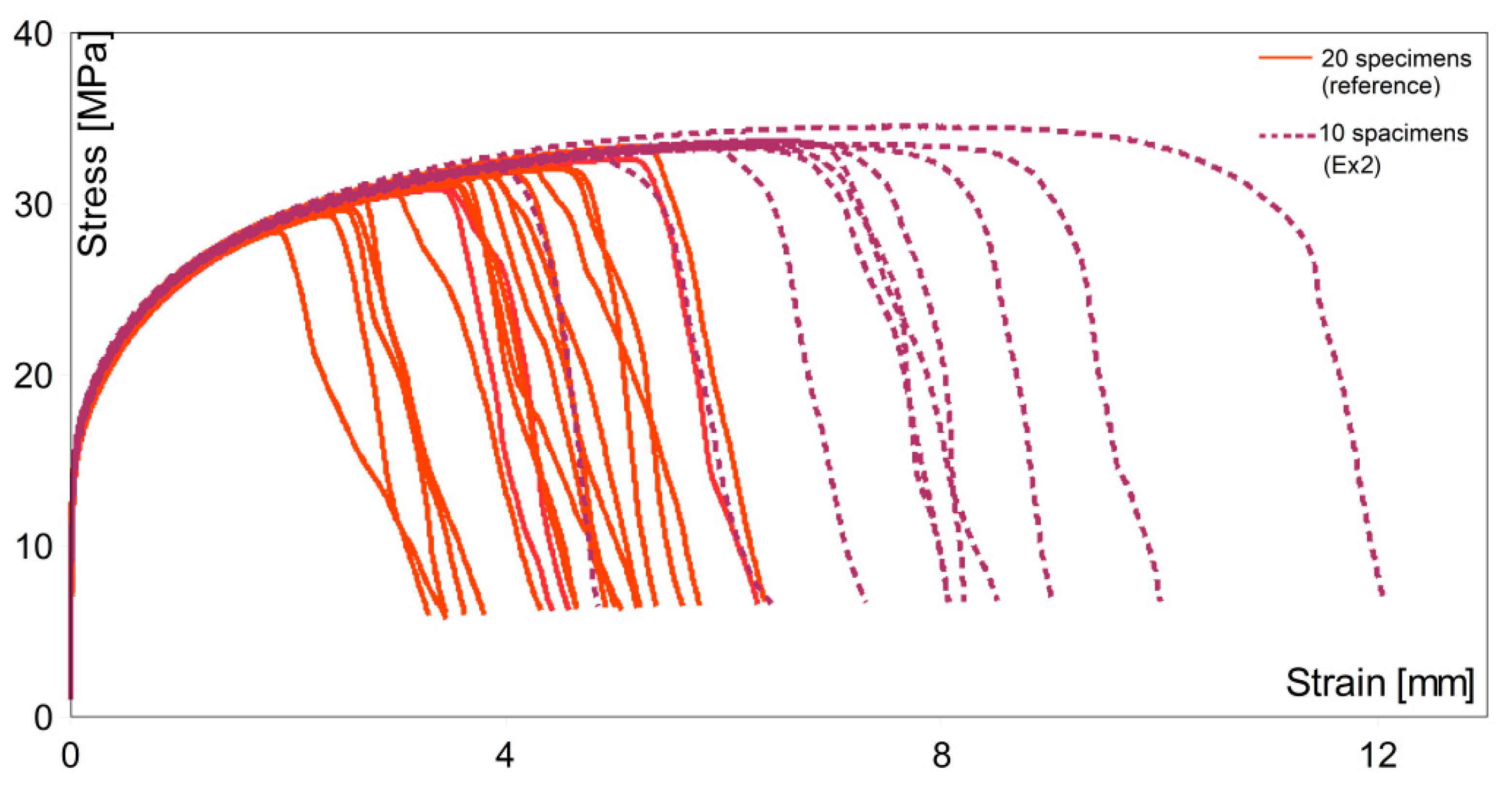
3.5. The Stress–Strain Curves
4. Discussion
4.1. Dataset Validity
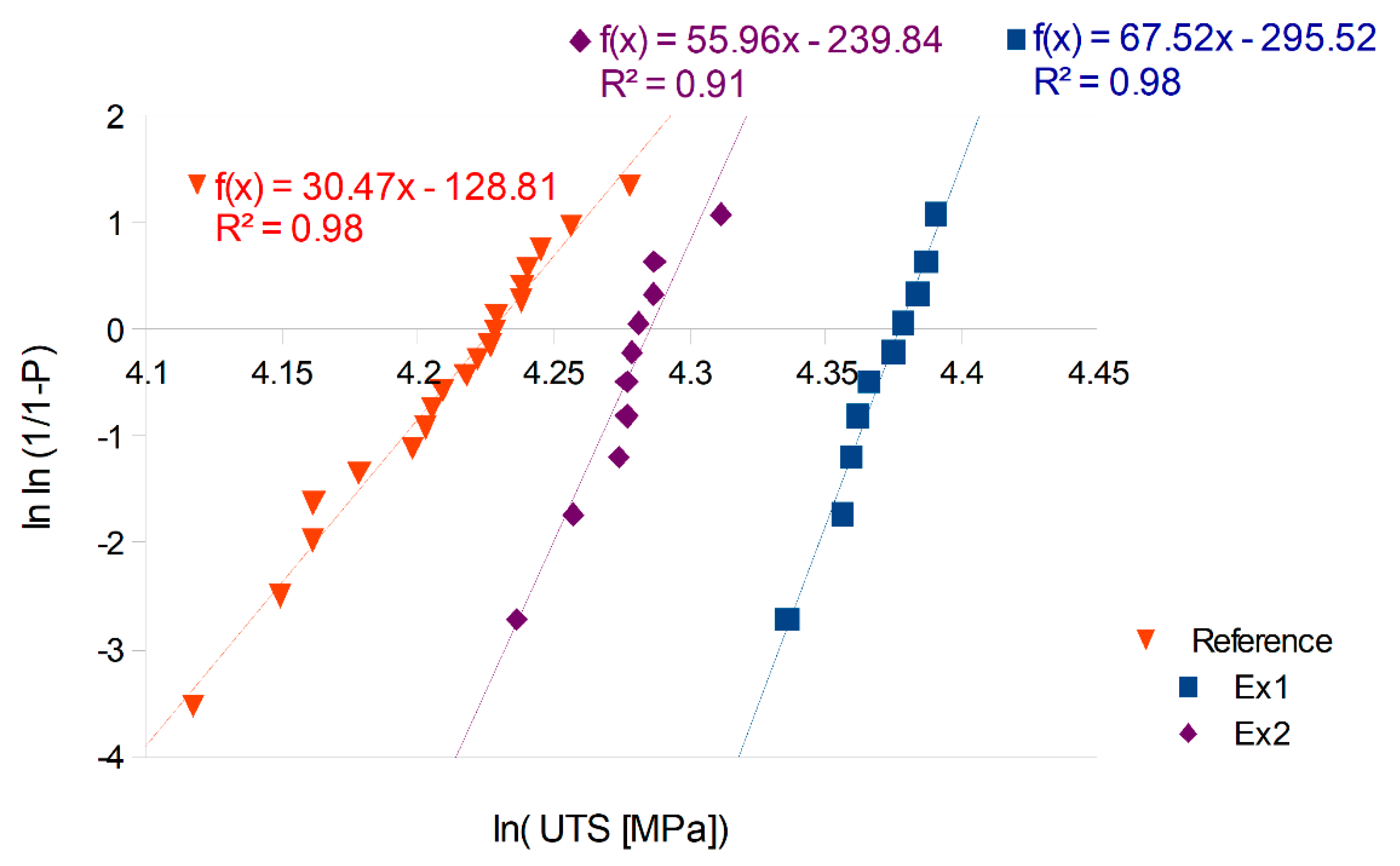
4.2. Regression Validity
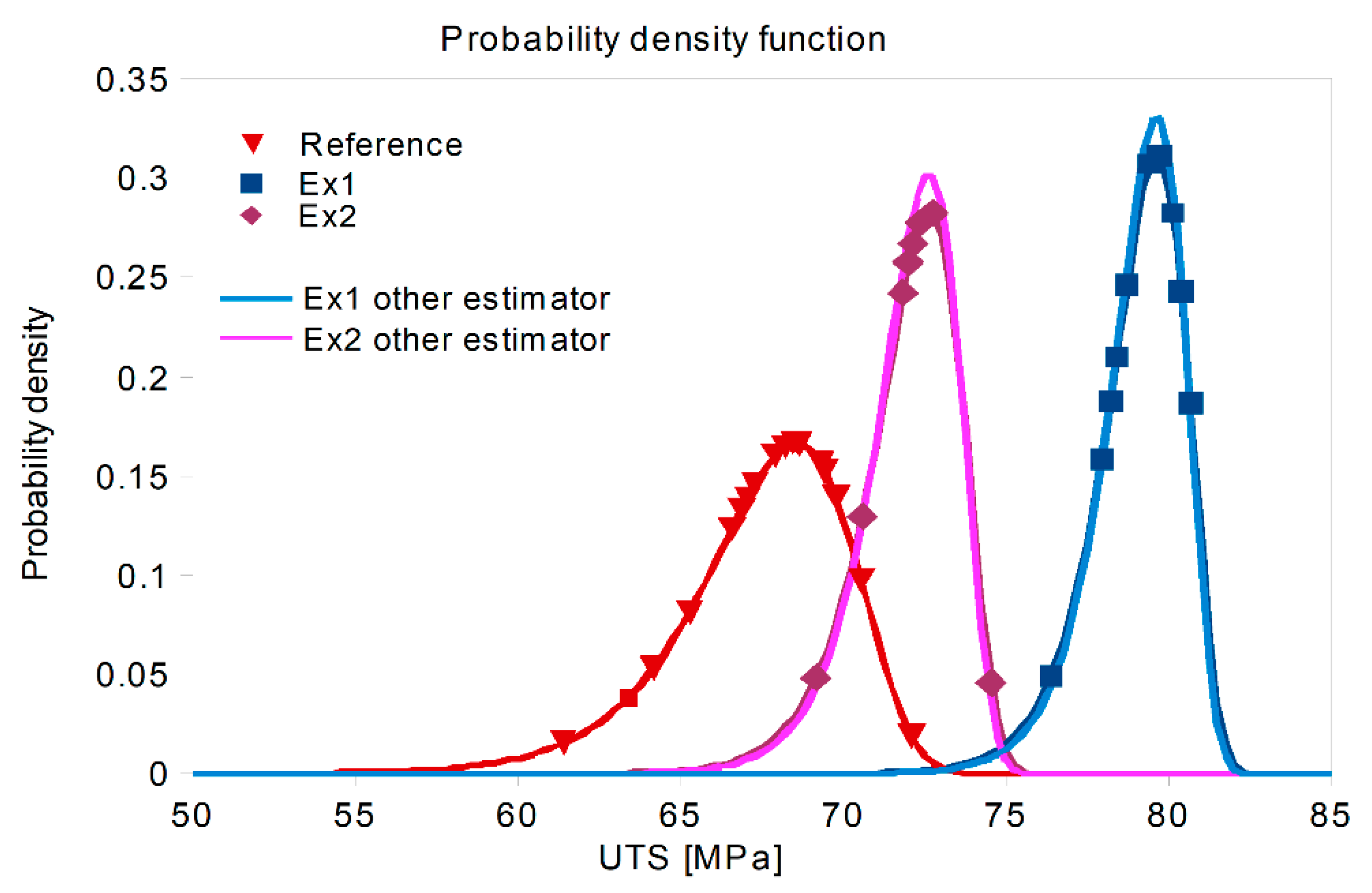
4.3. Validity of Comparison between Distributions
4.4. Validation of Used Estimators
4.5. Expected Error
4.6. Role of Degassing and Structure Changes in Metal Straightening
5. Conclusions
- Contactless sonication provided significant changes in the observed microstructure of the cast alloy and decreased the grain size by up to 48%.
- The treatment was followed by a gas content decrease of up to 0.11 cm3/100 g.
- Ultrasonicated melts after casting exhibit improved the ductile properties, and the percentage of elongation increased maximally 1.7 times (from 16% to 28%).
- The processed alloy showed a great improvement in strength. The mean UTS was increased by about 17%. This was followed by changes in the calculated Weibull modulus from 31 to 68. Even considering the maximum possible error, the quality of the metal after treatment was significantly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bruna, M.; Galčík, M. Casting quality improvement by gating system optimization. Arch. Foundry Eng. 2021, 1, 132–136. [Google Scholar]
- Dojka, R.; Jezierski, J.; Tiedje, N.S. Geometric Form of Gating System Elements and Its Influence on the Initial Filling Phase. J. Mater. Eng. Perform. 2019, 28, 3922–3928. [Google Scholar] [CrossRef] [Green Version]
- Uludağ, M.; Gurtaran, M.; Dispinar, D. The Effect of Bifilm and Sr Modification on the Mechanical Properties of AlSi12Fe Alloy. Arch. Foundry Eng. 2020, 3, 99–104. [Google Scholar]
- Abramov, O.V. Crystallization of Metals in Ultrasonic Field; Science-Moscow: Moscow, Russia, 1972. [Google Scholar]
- Eskin, G.I. Ultrasonic Treatment of Molten Aluminum; Metallurgiya-Moscow: Moscow, Russia, 1965. [Google Scholar]
- Eskin, G.I.; Eskin, D.G. Ultrasonic Treatment of Light Alloy Melts, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 75–98. [Google Scholar]
- Eskin, D.G.; Tzanakis, I.; Wang, F.; Lebon, G.S.B.; Subroto, T.; Pericleous, K.A.; Mi, J. Fundamental studies of ultrasonic melt processing. Ultrason. Sonochem. 2019, 52, 455–467. [Google Scholar] [CrossRef] [PubMed]
- Vives, C. Grain refinement in aluminum alloys by means of electromagnetic vibrations including cavitation phenomena. JOM-e 1998, 50, 1–9. [Google Scholar]
- Bojarevics, V.; Djambazov, G.S.; Pericleous, K.A. Contactless Ultrasound Generation in a Crucible. Met. Mater. Trans. A 2015, 46, 2884–2892. [Google Scholar] [CrossRef] [Green Version]
- Pericleous, K.A.; Bojarevics, V.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Tonry, C.E.H. Contactless Ultrasonic Cavitation in Alloy Melts. Materials 2019, 12, 3610–3622. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tonry, C.E.H.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Beckwith, C.; Bojarevics, V.; Pericleous, K.A. Acoustic resonance for contactless ultrasonic cavitation in alloy melts. Ultrason. Sonochem. 2020, 63, 104959–104971. [Google Scholar] [CrossRef]
- Eskin, G.I. Cavitation mechanism of ultrasonic melt degassing. Ultrason. Sonochem. 1995, 2, S137–S141. [Google Scholar] [CrossRef] [Green Version]
- Eskin, D.G. Overview of ultrasonic degassing development. In Light Metals 2017; Ratvik, A., Ed.; Springer: Cham, Switzerland, 2017; pp. 1437–1443. [Google Scholar]
- Campbell, J. (Ed.) Chapter 6—Gas porosity. In Castings, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2003; pp. 178–204. [Google Scholar]
- Leighton, T.G.; Walton, A.J.; Pickworth, M.J.W. Primary bjerknes forces. Eur. J. Phys. 1990, 11, 47–50. [Google Scholar] [CrossRef]
- Khavari, M.; Priyadarshi, A.; Hurrell, A.; Pericleous, K.A.; Eskin, D.G.; Tzanakis, I. Characterization of shock waves in power ultrasound. J. Fluid Mech. 2021, 915, 1–14. [Google Scholar] [CrossRef]
- Priyadarshi, A.; Khavari, M.; Subroto, T.; Conte, M.; Prentice, P.; Pericleous, K.A.; Eskin, D.G.; Durodola, J.; Tzanakis, I. On the governing fragmentation mechanism of primary intermetallics by induced cavitation. Ultrason. Sonochem. 2021, 70, 105260–105276. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Xia, M.; Arumuganathar, S. Enhanced heterogeneous nucleation in AZ91D alloy by intensive melt shearing. Acta Mater. 2009, 57, 4891–4901. [Google Scholar] [CrossRef]
- Wang, F.; Eskin, D.G.; Connolley, T.; Wang, C.; Koe, B.; King, A.; Reinhard, C.; Mi, J. In-situ synchrotron X-ray radiography observation of primary Al2Cu intermetallic growth on fragments of aluminium oxide film. Mater. Lett. 2018, 213, 303–305. [Google Scholar] [CrossRef]
- Li, H.T.; Wang, Y.; Xia, M.; Zuo, Y.; Fan, Z. Harnessing oxides in liquid metals and alloys. In Solidification Science and Technology; Fan, Z., Stone, I., Eds.; Brunel University Press: London, UK, 2011; pp. 93–110. [Google Scholar]
- Lee, S.B.; Kim, Y.M. Direct observation of in-plane ordering in the liquid at a liquid Al/α-Al2O3 (1102) interface. Acta Mater. 2011, 59, 1383–1388. [Google Scholar] [CrossRef]
- Wang, F.; Tzanakis, I.; Eskin, D.G.; Mi, J.; Connolley, T. In situ observation of ultrasonic cavitation-induced fragmentation of the primary crystals formed in Al alloys. Ultrason. Sonochem. 2017, 39, 66–76. [Google Scholar] [CrossRef] [PubMed]
- Pericleous, K.A.; Bojarevics, V.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Tonry, C.E.H. The contactless electromagnetic sonotrode. In Shape Casting 2019; Tiryakioğlu, M., Griffiths, W.D., Jolly, M., Eds.; Springer: Cham, Switzerland, 2019; pp. 239–252. [Google Scholar]
- Tonry, C.E.H.; Djambazov, G.; Dybalska, A.; Bojarevics, V.; Griffiths, W.D.; Pericleous, K.A. Resonance from contactless ultrasound in alloy melts. In Light Metals 2019; Springer: Cham, Switzerland, 2019; pp. 1551–1559. [Google Scholar]
- Pericleous, K.A.; Bojarevics, V.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Tonry, C.E.H. Alloy grain refinement by means of electromagnetic vibrations. In Proceedings of the Liquid Metal Processing & Casting Conference, Birmingham, UK, 8–11 September 2019; pp. 507–516. [Google Scholar]
- Pericleous, K.A.; Beckwith, W.D.; Bojarevics, V.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Tonry, C.E.H. Progress in the development of a contactless ultrasonic processing route for alloy grain refinement. IOP Conf Ser. Mater. Sci. Eng. 2020, 861, 012070–012078. [Google Scholar] [CrossRef]
- Smith, W.F.; Hashemi, J. Foundations of Materials Science and Engineering, 4th ed.; McGraw-Hill: New York, NY, USA, 2006; pp. 242–243. [Google Scholar]
- Zok, F.W. On weakest link theory and Weibull statistics. J. Am. Ceram. Soc. 2017, 100, 1265–1268. [Google Scholar]
- Green, N.R.; Campbell, J. Statistical distributions of fracture strengths of cast Al7SiMg alloy. Mater. Sci. Eng. A 1993, 173, 261–266. [Google Scholar] [CrossRef]
- Byczynski, G.E.; Campbell, J. The effects of oxide film defects on the strength and reliability of 319 alloy castings. In Advances in Aluminum Casting Technology II; Tiryakioğlu, M., Campbell, J., Eds.; ASM: Clevland, OH, USA, 2002; pp. 65–75. [Google Scholar]
- Mi, J.; Harding, R.A.; Campbell, J. Effects of the entrained surface film on the reliability of castings. Met. Mater. Trans. A 2004, 35, 2893–2902. [Google Scholar] [CrossRef]
- Campbell, J. Structure, defects and properties of the finished casting. In Castings, 2nd ed.; Elsevier: London, UK, 2003; p. 303. [Google Scholar]
- Ono, K. A Simple Estimation Method of Weibull Modulus and Verification with Strength Data. Appl. Sci. 2019, 9, 1575–1614. [Google Scholar] [CrossRef] [Green Version]
- Leighton, T.G. Acoustic Bubble Detection: II. The detection of transient cavitation. Environ. Eng. 1995, 8, 16–25. [Google Scholar]
- Manoylov, A.; Lebon, G.S.B.; Djambazov, G.; Pericleous, K.A. Coupling of acoustic cavitation with DEM-based particle solvers for modeling de-agglomeration of particle clusters in liquid metals. Met. Mater. Trans. A 2017, 48, 5616–5627. [Google Scholar] [CrossRef] [Green Version]
- Murty, B.S.; Kori, S.A.; Chakraborty, M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 2002, 47, 3–29. [Google Scholar] [CrossRef]
- Tiryakioglu, M.; Hudak, D. Guidelines for Two-Parameter Weibull Analysis for Flaw-Containing Materials. Met. Mater. Trans. B 2011, 42, 1130–1135. [Google Scholar] [CrossRef]
- Tiryakioglu, M.; Hudak, D. Unbiased estimates of the Weibull parameters by the linear regression method. J. Mater. Sci. 2008, 43, 1914–1919. [Google Scholar] [CrossRef]
- Tiryakioglu, M.; Hudak, D. On estimating Weibull modulus by the linear regression method. J. Mater. Sci. 2007, 42, 10173–10179. [Google Scholar] [CrossRef]
- Hudak, D.; Tiryakioğlu, M. On comparing the shape parameters of two Weibull distributions. Mater. Sci. Eng. A 2011, 528, 8028–8030. [Google Scholar] [CrossRef]
- Askeland, D.R. The Science and Engineering of Materials, 7th ed.; Cengage Learning: Boston, MA, USA, 2016; pp. 208–209. [Google Scholar]
- Weibull, W. A Statistical Distribution Function of Wide Applicability. J. Appl. Mech. 1951, 18, 293–297. [Google Scholar] [CrossRef]
- Li, T.; Griffiths, W.D.; Chen, J. Weibull Modulus Estimated by the Non-linear Least Squares Method: A Solution to Deviation Occurring in Traditional Weibull Estimation. Met. Mater. Trans. A 2017, 48, 5516–5528. [Google Scholar] [CrossRef] [Green Version]
- Datsiou, K.C.; Overend, M. Weibull parameter estimation and goodness-of-fit for glass strength data. Struct. Saf. 2018, 73, 29–41. [Google Scholar] [CrossRef]
- Faucher, B.; Tyson, W.R. On the determination of Weibull parameters. J. Mater. Sci. Lett. 1988, 7, 1199–1203. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency (kHz) | Temperature (°C) | Gas Content before Treatment (cm3/100g) | Gas Content after Treatment (cm3/100g) | Gas Content Decrease (cm3/100g) | Gas Content Decrease (%) | |
|---|---|---|---|---|---|---|
| Ex1 | 18.86 | 710 | 0.17 | 0.11 | 0.06 | 35% |
| Ex2 | 18.42 | 710 | 0.16 | 0.12 | 0.04 | 35% |
| Ex3 | 18.61 | 706 | 0.17 | 0.11 | 0.06 | 35% |
| Ex4 | 18.32 | 700 | 0.15 | 0.04 | 0.11 | 73% |
| Ex5 (*) | 18.42 | 709 | 0.20 | 0.14 | 0.06 | 30% |
| L (%) Reference | L′ (%) after Treatment | L′/L | L′/L (*100%) | |
|---|---|---|---|---|
| Ex1 | 15.9 ± 3.0 | 27.5 ± 6.5 | 1.73 | 173% |
| Ex2 | 24.2 ± 4.2 | 1.52 | 152% | |
| Ex5 (*) | 15.5 ± 6.5 | 0.98 | 98% |
| UTS (MPa) Reference | UTS′ (MPa) after Treatment | UTS’/UTS (*100%) | |
|---|---|---|---|
| Ex1 | 67.4 ± 2.6 | 79 ± 1.3 | 117% |
| Ex2 | 72 ± 2.6 | 107% | |
| Ex5 (*) | 65.6 ± 4.5 | 98% |
| No | Method | Used Estimator | Estimated m from UTS Data | AD Test Result (p-Value) | Approach Ref. | ||
|---|---|---|---|---|---|---|---|
| Ex1 | Ex 2 | Ex1 | Ex 2 | ||||
| 1 | LR | P = (i − 0.5)/n | 71.7 | 59.6 | 0.99 | 0.67 | [42] |
| 2 | LR | P = (i − 0.348)/(n + 0.19) | 67.5 | 56.0 | 0.99 | 0.64 | [38] |
| 3 | LR | P = (i − 0.44)/(n + 0.12) | 69.7 | 57.8 | 0.91 | 0.67 | [43] |
| 4 | WLR | P = (i − 0.5)/n | 59.6 | 56.3 | ≤0.05 | 0.66 | [44,45] |
| Method | n | M | M′ | Bias (M′/M) | Standard Deviation (M′) | |
|---|---|---|---|---|---|---|
| Ex1 | 1 | 10 | 68 | 71.94 | 1.05 | 32.5% |
| 2 | 68.57 | 1.01 | 32.2% | |||
| 3 | 70.71 | 1.03 | 32.4% | |||
| Ex2 | 1 | 10 | 56 | 59.49 | 1.06 | 32.3% |
| 2 | 56.07 | 1.00 | 32.5% | |||
| 3 | 57.71 | 1.03 | 32.6% | |||
| Reference set | (*) | 20 | 31 | 31.49 | 1.02 | 21.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dybalska, A.; Caden, A.; Griffiths, W.D.; Nashwan, Z.; Bojarevics, V.; Djambazov, G.; Tonry, C.E.H.; Pericleous, K.A. Enhancement of Mechanical Properties of Pure Aluminium through Contactless Melt Sonicating Treatment. Materials 2021, 14, 4479. https://doi.org/10.3390/ma14164479
Dybalska A, Caden A, Griffiths WD, Nashwan Z, Bojarevics V, Djambazov G, Tonry CEH, Pericleous KA. Enhancement of Mechanical Properties of Pure Aluminium through Contactless Melt Sonicating Treatment. Materials. 2021; 14(16):4479. https://doi.org/10.3390/ma14164479
Chicago/Turabian StyleDybalska, Agnieszka, Adrian Caden, William D. Griffiths, Zakareya Nashwan, Valdis Bojarevics, Georgi Djambazov, Catherine E. H. Tonry, and Koulis A. Pericleous. 2021. "Enhancement of Mechanical Properties of Pure Aluminium through Contactless Melt Sonicating Treatment" Materials 14, no. 16: 4479. https://doi.org/10.3390/ma14164479
APA StyleDybalska, A., Caden, A., Griffiths, W. D., Nashwan, Z., Bojarevics, V., Djambazov, G., Tonry, C. E. H., & Pericleous, K. A. (2021). Enhancement of Mechanical Properties of Pure Aluminium through Contactless Melt Sonicating Treatment. Materials, 14(16), 4479. https://doi.org/10.3390/ma14164479