
Effects of Pre- and Post-Carburizing Surface Modification on the Tribological and Adhesion Properties of Heat-Resistant KHR 45A Steel for Cracking Tubes




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
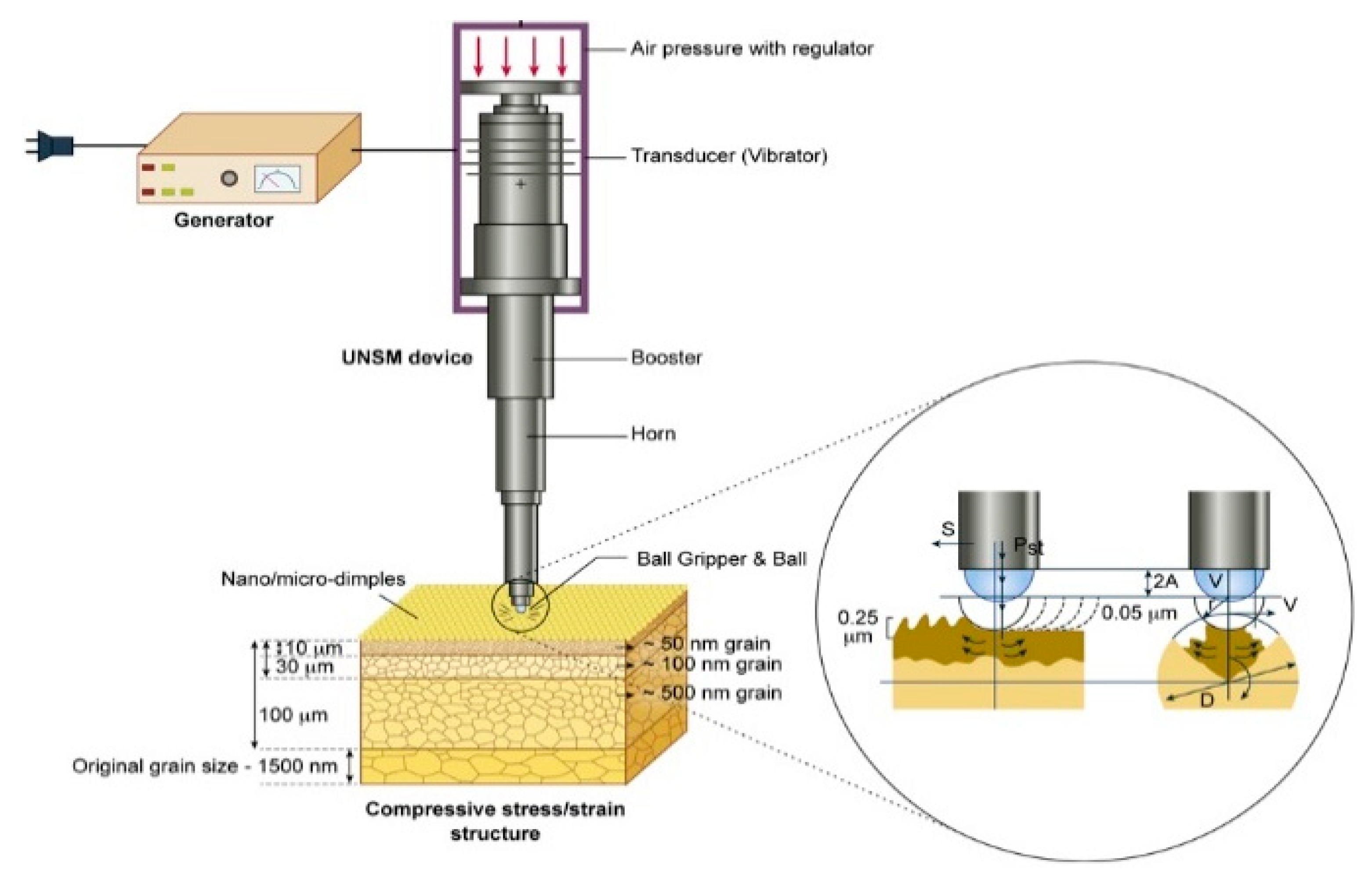
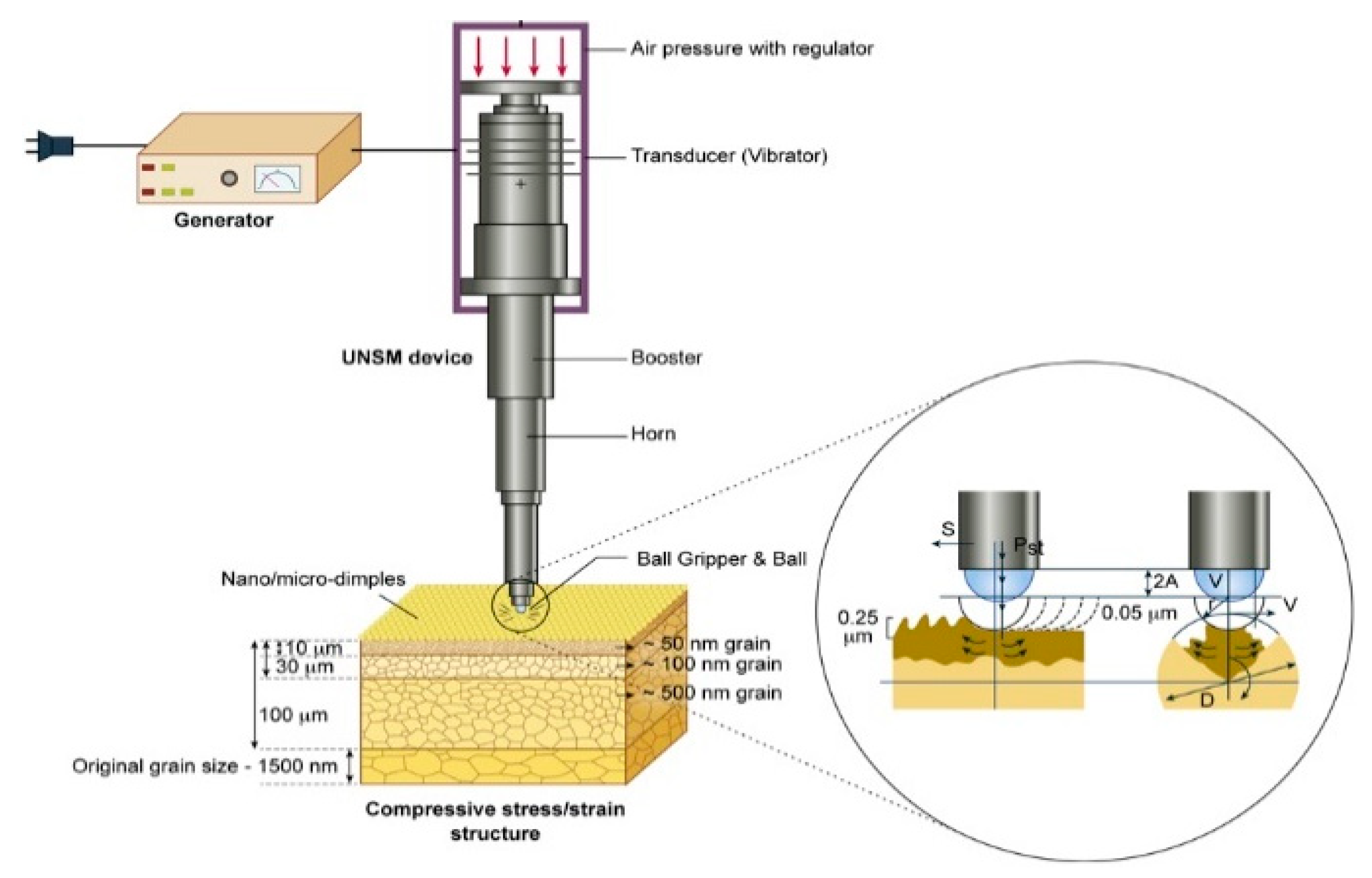
2.2. UNSM Technology
2.3. Tribological and Scratch Tests
2.4. Characterization
3. Results and Discussion
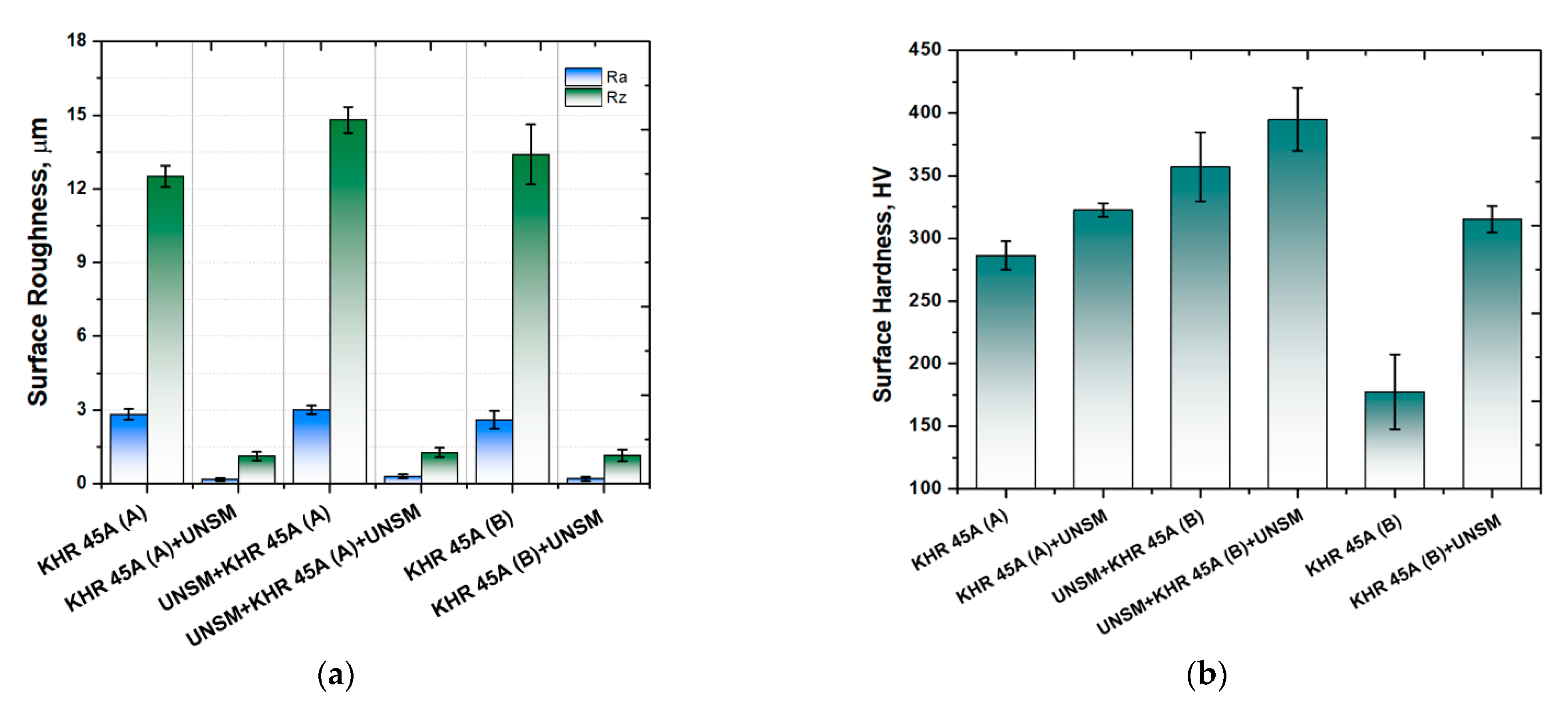
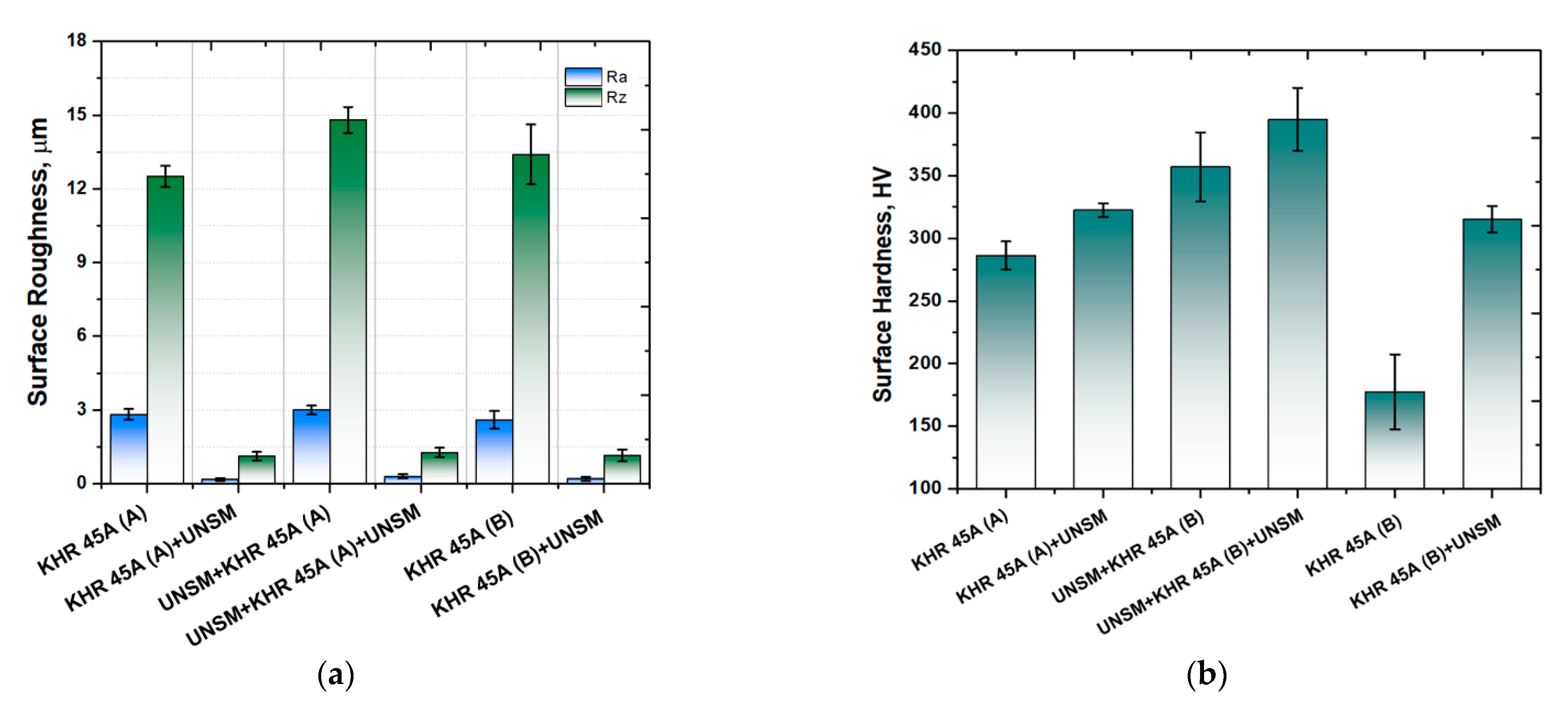
3.1. Surface Roughness and Hardness
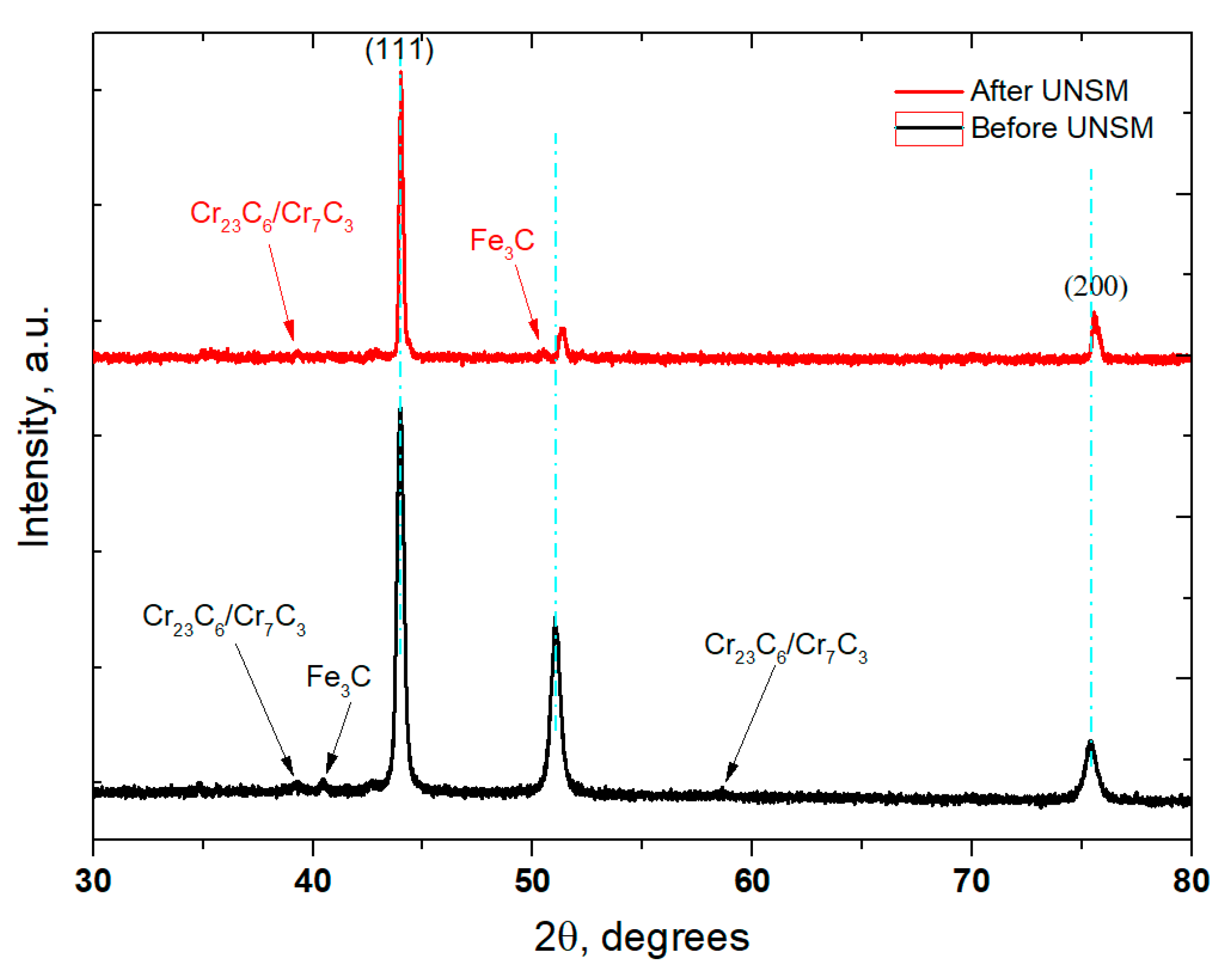
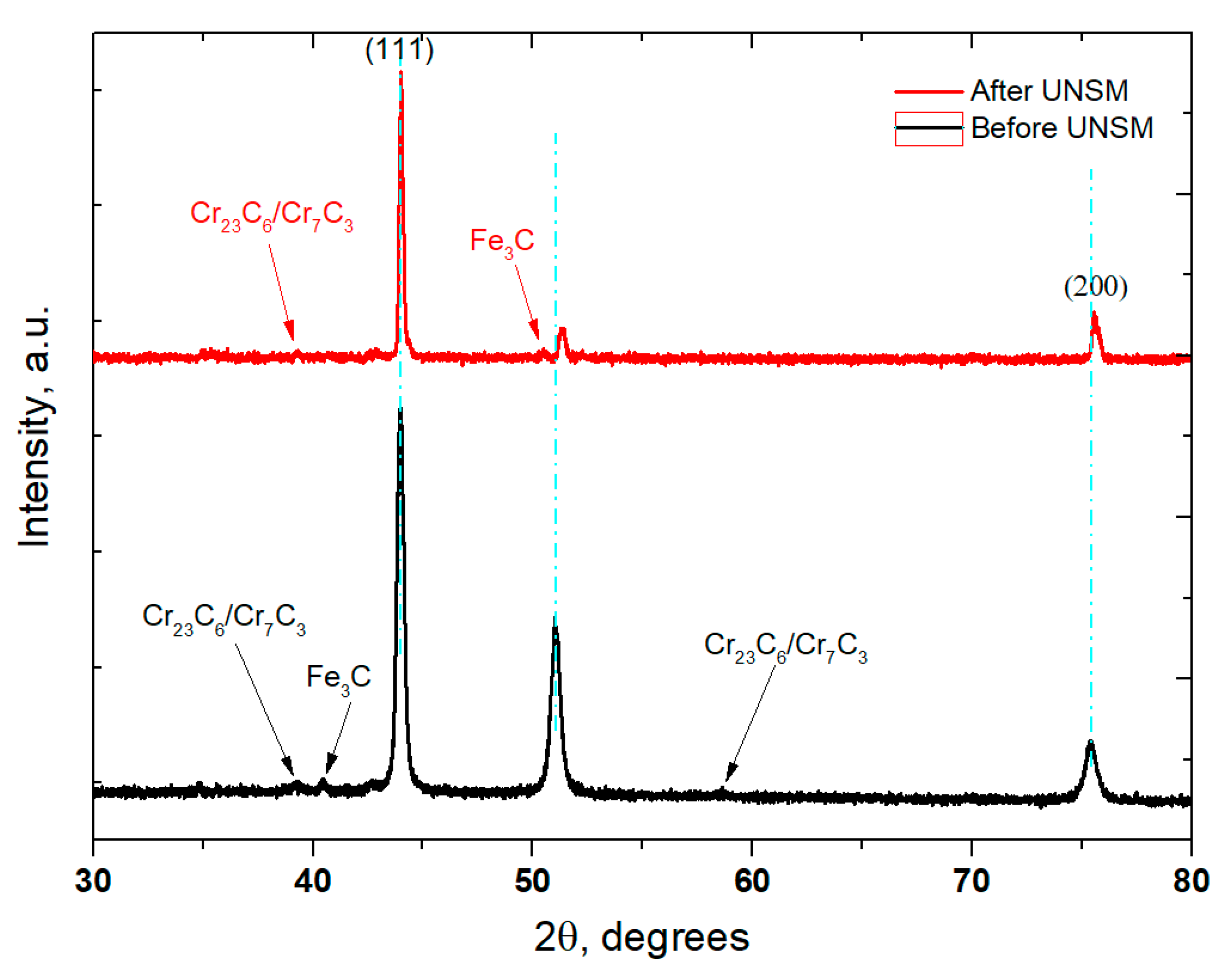
3.2. XRD Pattern
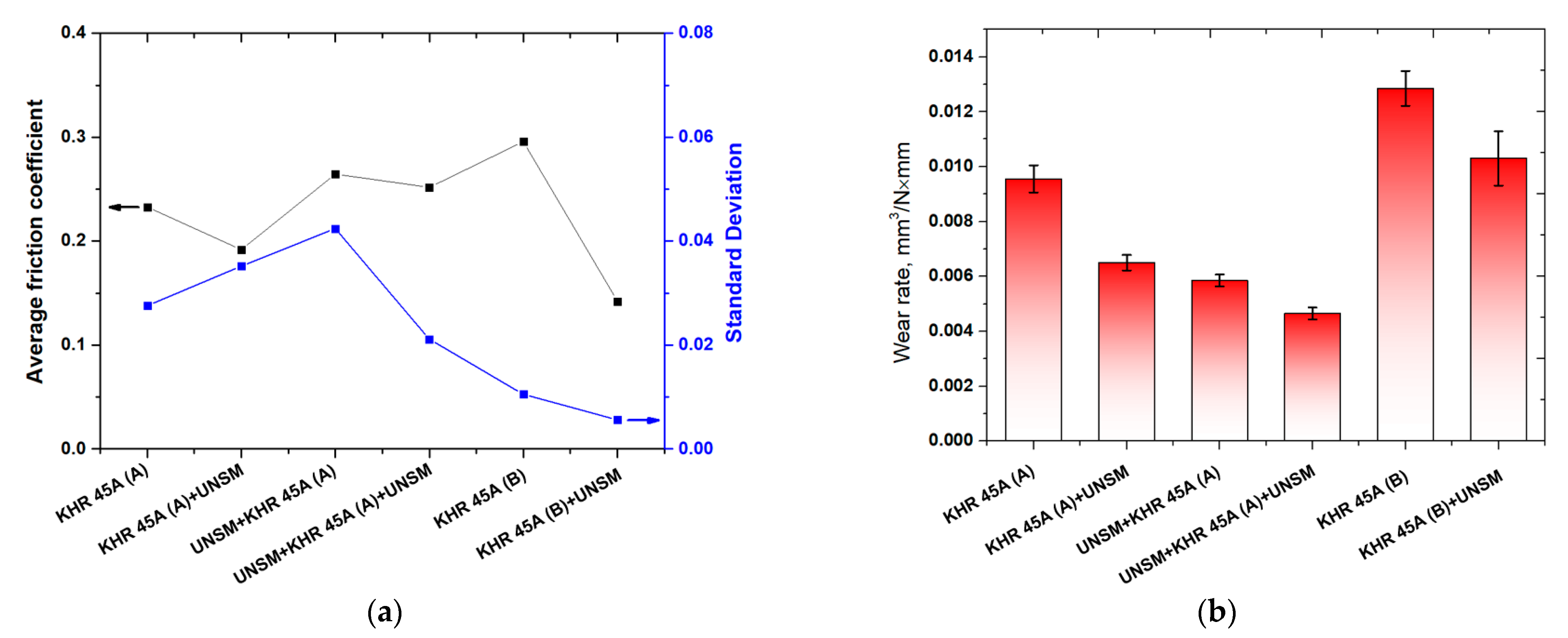
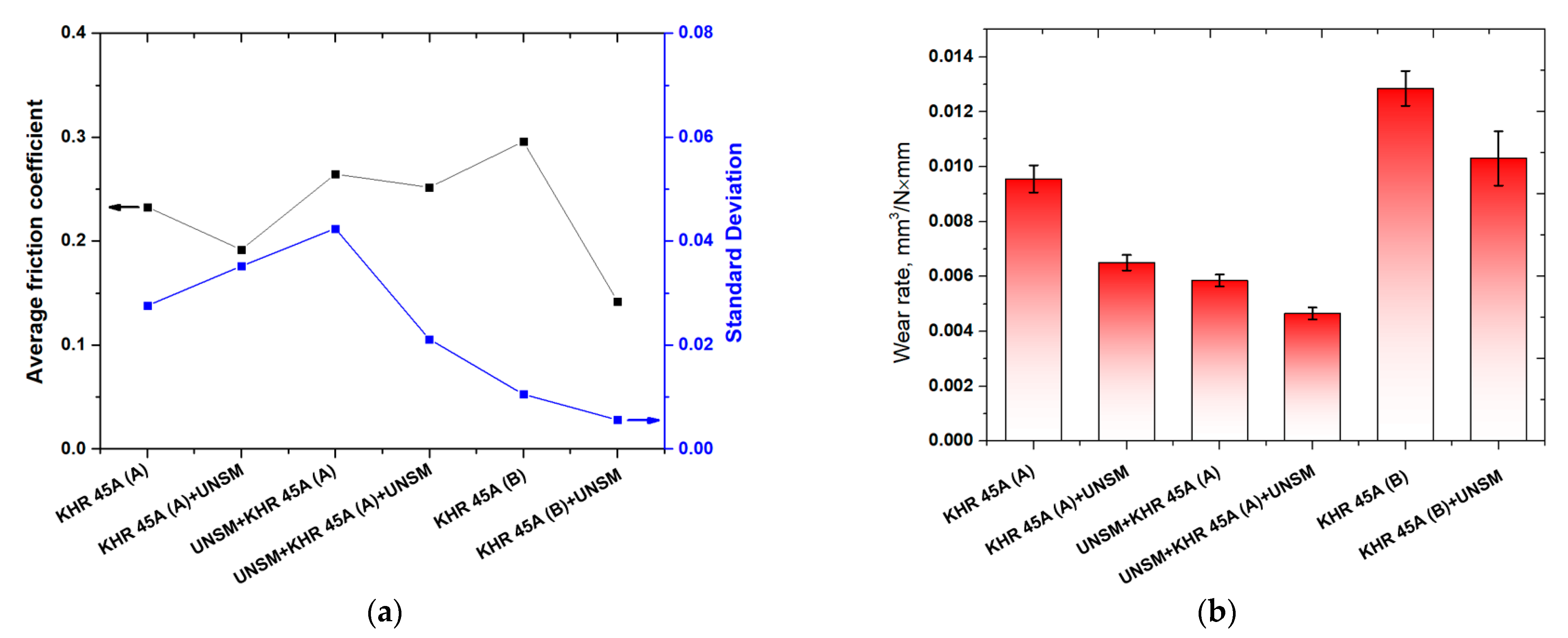
3.3. Tribological Performance
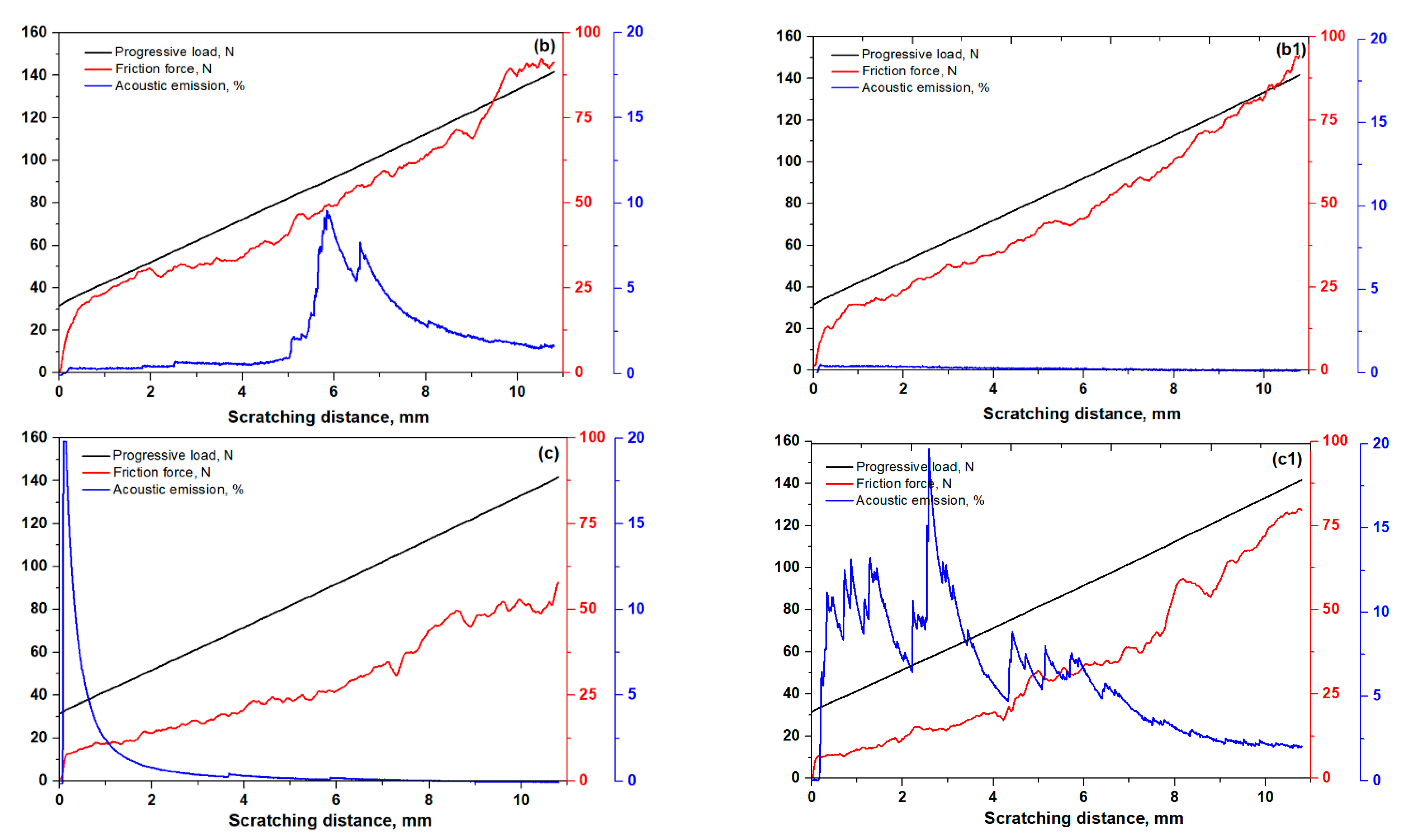
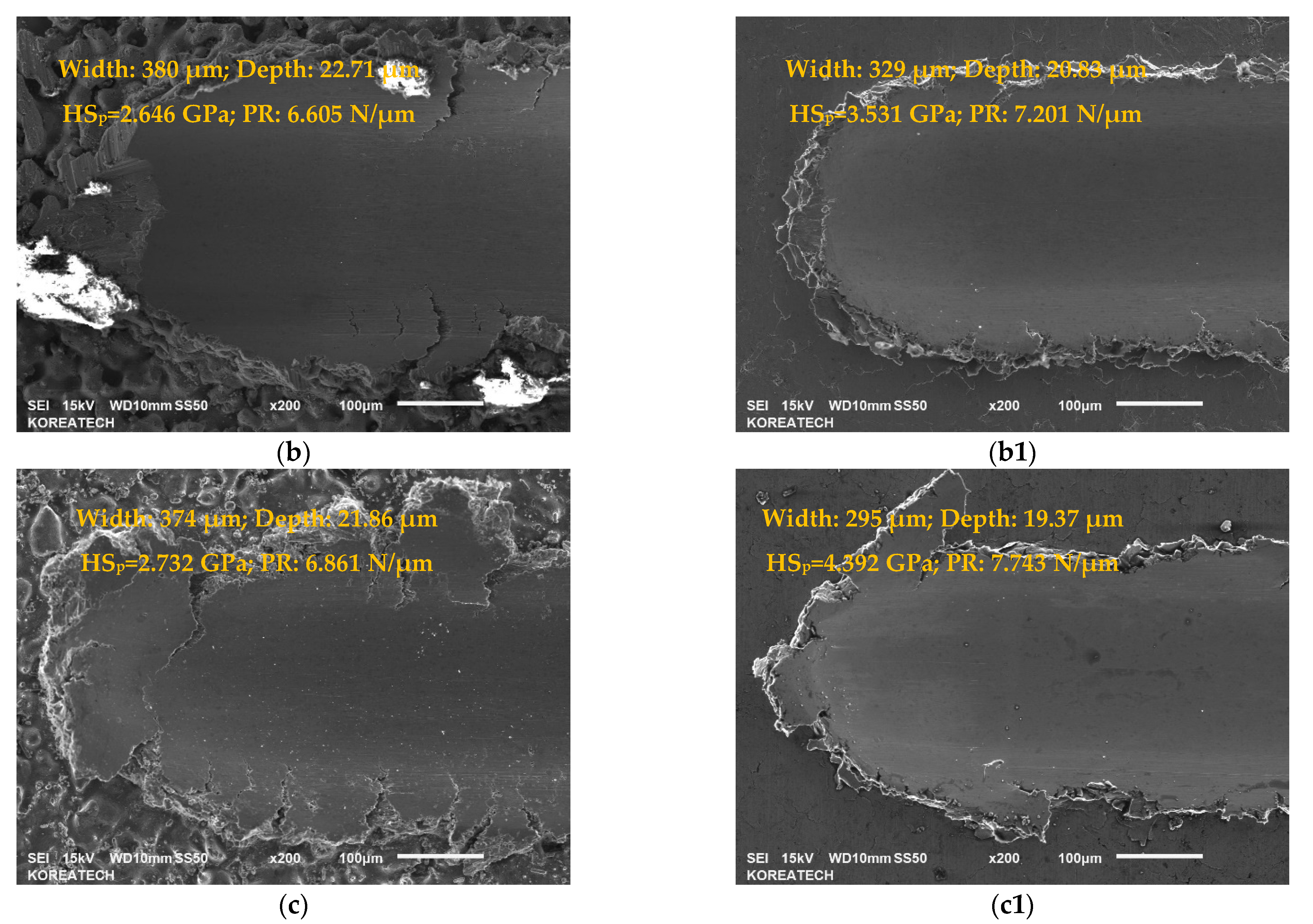
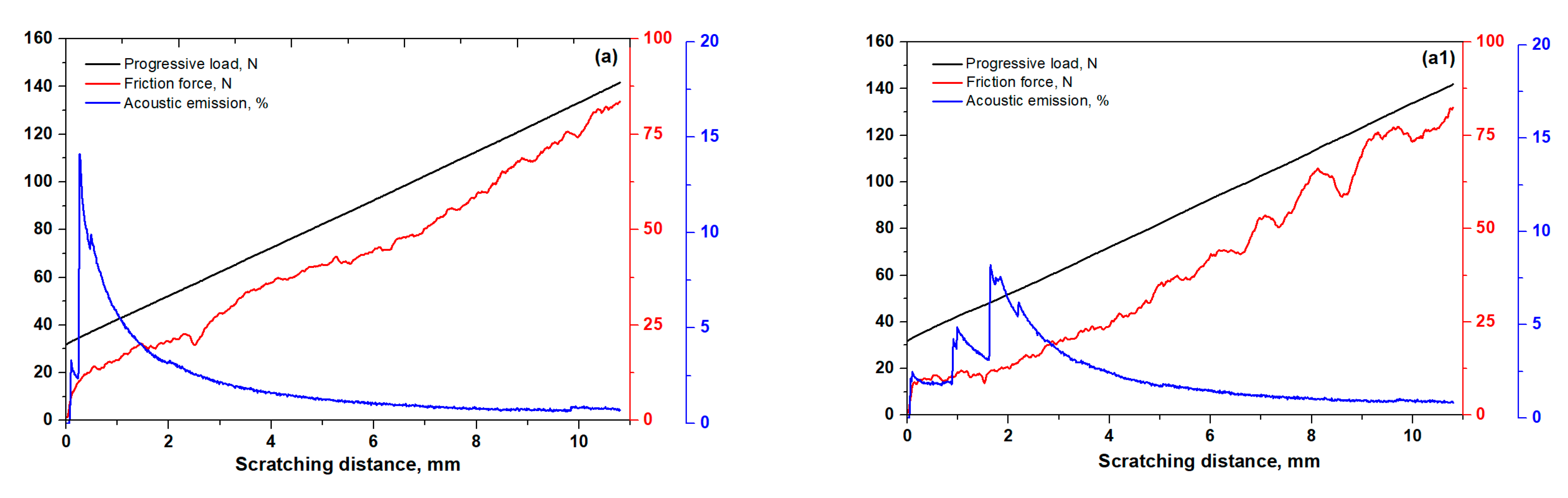
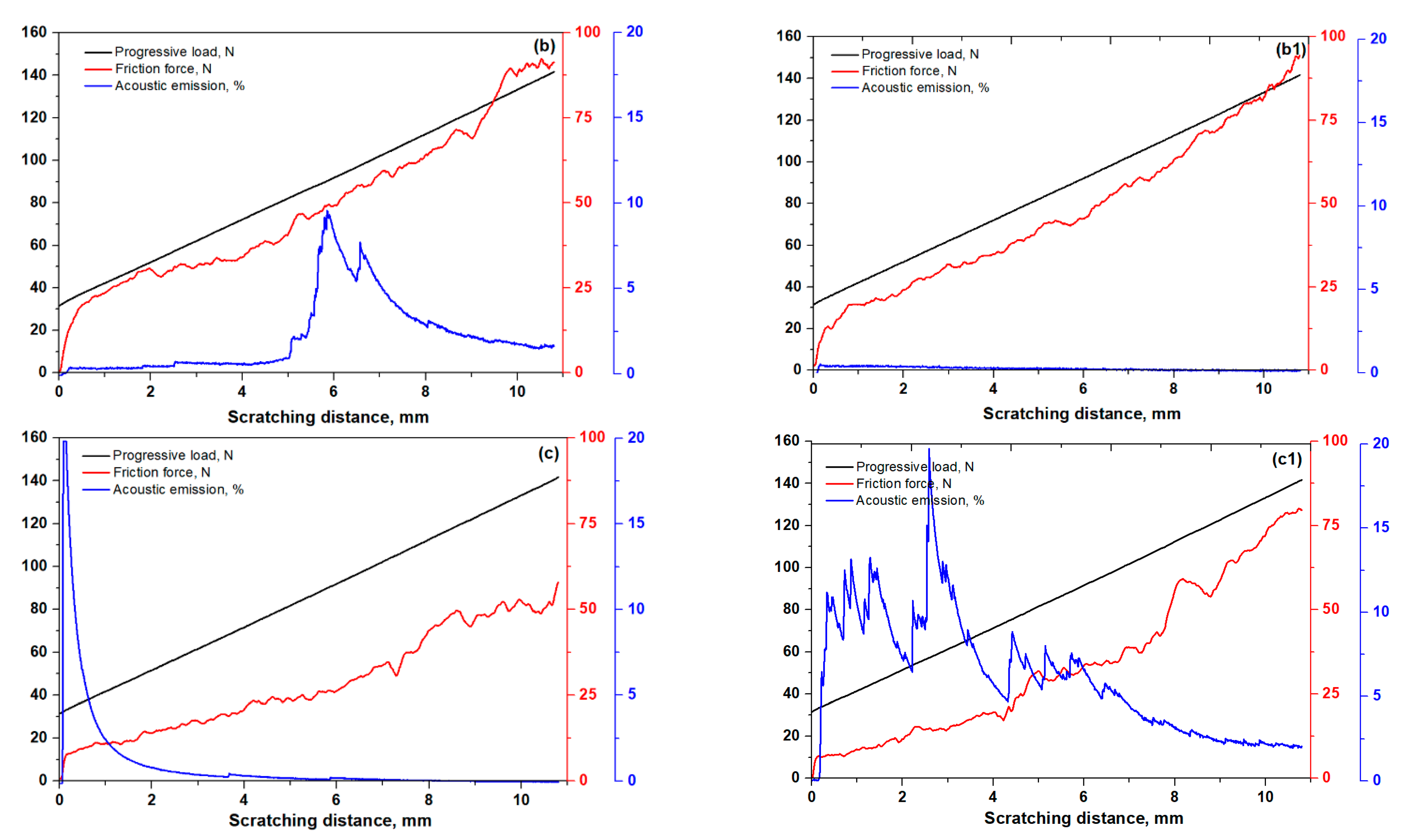
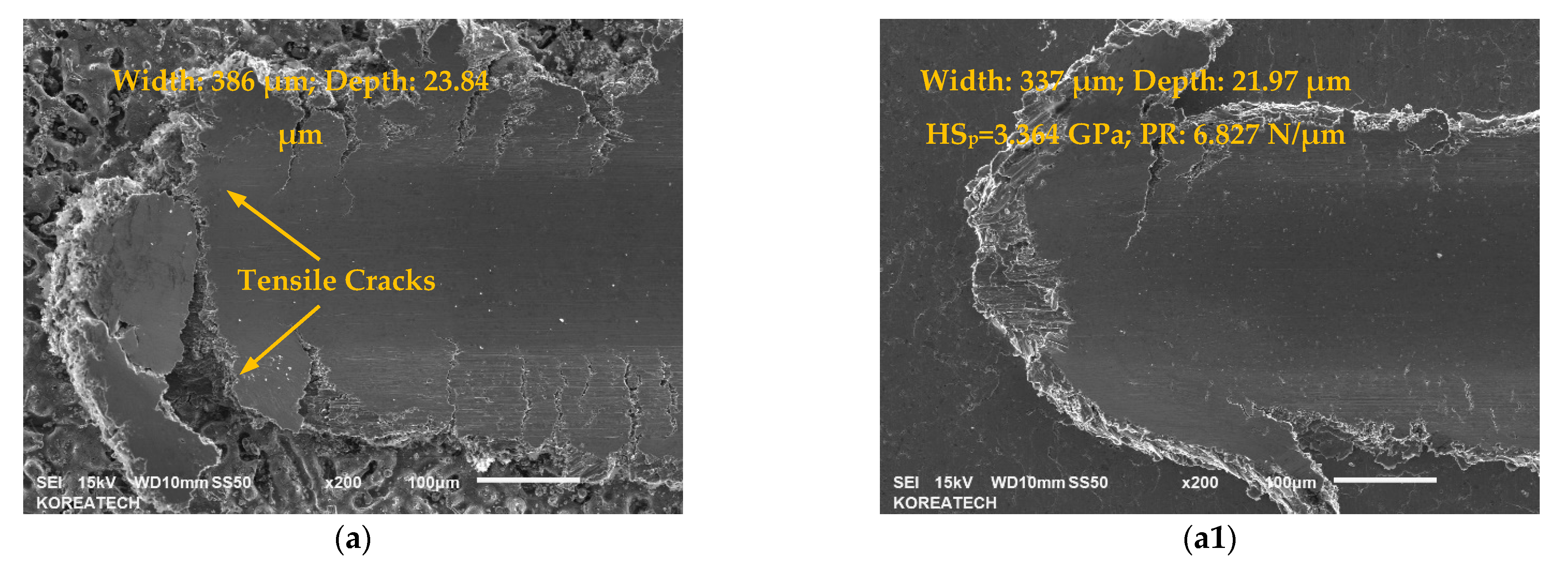
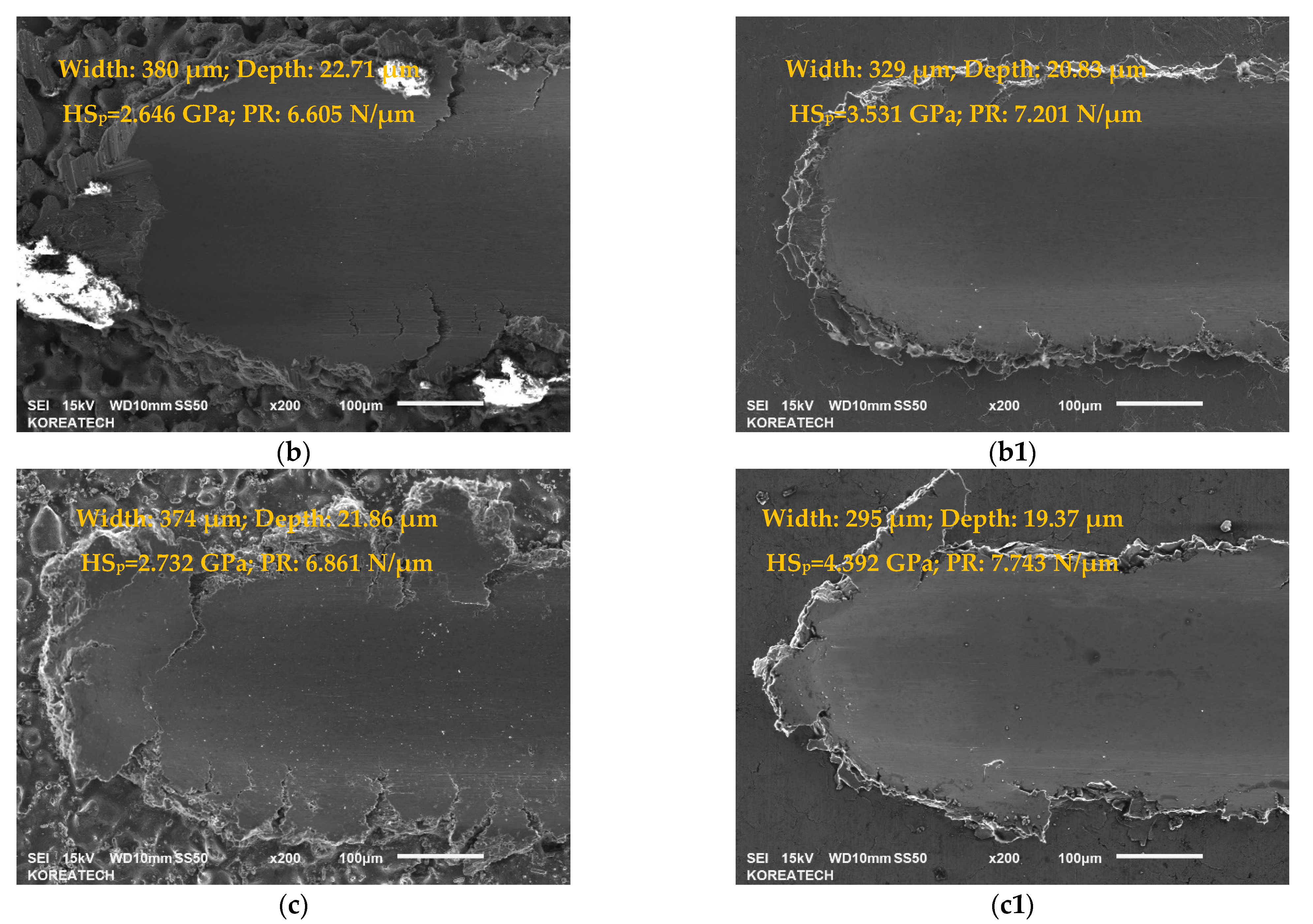
3.4. Scratch-Induced Adhesion Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Ebhota, W.S.; Karun, S.A.; Inamboa, F.L. Centrifugal casting technique baseline knowledge, applications, and processing parameters: Overview. Int. J. Mater. Res. 2016, 107, 960–969. [Google Scholar] [CrossRef]
- Wand, D.; Rong, S. Study on cast-weld process and composite interface of bimetal composite roll sleeve. J. Mater. Res. Technol. 2021, 12, 848–861. [Google Scholar] [CrossRef]
- Delic, A.; Oruc, M.; Rimac, M.; Kump, A.; Anderson, P. Simulation centrifugal casting of the heat resistant austenitic steel HK 30 modified by niobium. In New Technologies, Development and Application II. NT 2019; Lecture Notes in Networks and Systems 76; Karabegovic, I., Ed.; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Hiremath, P.; Sharma, S.; Gowrishankar, M.C.; Shettar, M.; Gurumurthy, B.M. Effect of post carburizing treatments on residual stress distribution in plain carbon and alloy steels—A numerical analysis. J. Mater. Res. Technol. 2020, 9, 8439–8450. [Google Scholar] [CrossRef]
- Dini, G.; Vaghefi, S.M.M.; Lotfiani, M.; Jafari, M.; Safaei-Rad, M.; Navabi, M.; Abbasi, S. Computational and experimental failure analysis of continuous-annealing furnace radiant tubes exposed to excessive temperature. Eng. Fail. Anal. 2008, 15, 445–457. [Google Scholar] [CrossRef]
- Sawazaki, Y.; Ukai, S.; Sugino, Y.; Hayashi, S.; Oono, N.; Hamajima, K.; Niwa, A. Development of 15CrODS ferritic steels for over 1273 K service. J. Nucl. Mater. 2013, 442, S169–S172. [Google Scholar] [CrossRef]
- Karademir, I.; Celik, M.B.; Husem, F.; Maleki, E.; Amanov, A.; Unal, O. Effects of constrained groove pressing, severe shot peening and ultrasonic nanocrystal surface modification on microstructure and mechanical behavior of S500MC high strength low alloy automotive steel. Appl. Surf. Sci. 2021, 538, 147935. [Google Scholar] [CrossRef]
- Bahl, S.; Suwas, S.; Ungar, T.; Chatterjee, K. Elucidating microstructural evolution and strengthening mechanisms in nanocrystalline surface induced by surface mechanical attrition treatment of stainless steel. Acta Mater. 2017, 122, 138–151. [Google Scholar] [CrossRef]
- Kepka Jr., M.; Kepka, M.; Tittel, J. Parametric study of the potential of application of high-strength steels to increasing the service fatigue life of vehicle structures. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 012037. [Google Scholar] [CrossRef]
- Geanta, V.; Voiculescu, I.; Elena-Manuela, S. Hafnium influence on the microstructure of FeCrAl alloys. IOP Conf. Ser. Mater. Sci. Eng. 2016, 133, 012016. [Google Scholar] [CrossRef] [Green Version]
- Amanov, A.; Cho, I.S.; Pyoun, Y.S.; Lee, C.S.; Park, I.G. Micro-dimpled surface by ultrasonic nanocrystal surface modification and its tribological effects. Wear 2012, 286–287, 136–144. [Google Scholar] [CrossRef]
- Amanov, A.; Umarov, R.; Amanov, T. Increase in strength and fretting resistance of Alloy 718 using the surface modification process. Materials 2018, 11, 1366. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amanov, A.; Cho, I.H.; Pyun, Y.S. Development of surface modification technology for CEDM nozzle and fatigue enhancement of Ni-based alloy. Test Eng. Manag. 2020, 83, 1372–1377. [Google Scholar]
- Rovani, A.C.; Breganon, R.; de Souza, G.S.; Brunatto, S.F.; Pintaude, G. Scratch resistance of low-temperature plasma nitrided and carburized martensitic stainless steel. Wear 2017, 376–377, 70–76. [Google Scholar] [CrossRef]
- Naik, S.N.; Walley, S.M. The Hall–Petch and inverse Hall–Petch relations and the hardness of nanocrystalline metals. J. Mater. Sci. 2020, 55, 2661–2681. [Google Scholar] [CrossRef] [Green Version]
- Jo, B.; Shim, Y.B.; Sharifimehr, S.; Fatemi, A. Deformation and fatigue behaviors of carburized automotive gear steel and predictions. Frattura ed Integrità Strutt. 2016, 37, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.; Idapalapati, S.; Wang, W.; Narasimalu, S. Effect of surface mechanical treatments on the microstructure-property-performance of engineering alloys. Materials 2019, 12, 2503. [Google Scholar] [CrossRef] [Green Version]
- Amanov, A. Effect of local treatment temperature of ultrasonic nanocrystalline surface modification on tribological behavior and corrosion resistance of stainless steel 316 L produced by selective laser melting. Surf. Coat. Technol. 2020, 398, 126080. [Google Scholar] [CrossRef]
- Kheradmandfard, M.; Kashani-Bozorg, S.F.; Kang, K.H.; Penkov, O.V.; Hanzaki, A.Z.; Pyun, Y.S.; Amanov, A.; Kim, D.E. Simultaneous grain refinement and nanoscale spinodal decomposition of β phase in Ti-Nb-Ta-Zr alloy induced by ultrasonic mechanical impacts. J. Alloys Compd. 2018, 738, 540–549. [Google Scholar] [CrossRef]
- Liang, G.; Schmauder, S.; Lyu, M.; Schneider, Y.; Zhang, C.; Han, Y. An investigation of the influence of initial roughness on the friction and wear behavior of ground surfaces. Materials 2018, 11, 137. [Google Scholar] [CrossRef] [Green Version]
- Elzanaty, H. The effect of carburization on hardness and wear properties of the mild steel samples. Int. J. Innov. Appl. Stud. 2014, 6, 995–1001. [Google Scholar]
- Chen, W.; He, X.; Yu, W.; Wang, M.; Yao, K. Microstructure, hardness, and tensile properties of vacuum carburizing gear steel. Metals 2021, 11, 300. [Google Scholar] [CrossRef]
- Lindroos, M.; Valtonen, K.; Kemppainen, A.; Laukkanen, A.; Holmberg, K.; Kuokkala, V. Wear behavior and work hardening of high strength steels in high stress abrasion. Wear 2015, 322–323, 32–40. [Google Scholar] [CrossRef]
- Feng, B. Effects of surface roughness on scratch resistance and stress-strain fields during scratch tests. AIP Advan. 2017, 7, 035217. [Google Scholar] [CrossRef] [Green Version]
- Menezes, M.R.; Godoy, C.; Buono, V.T.L.; Schvartman, M.M.; Avelar-Barista Wison, J.C. Effect of shot peening and treatment temperature on wear and corrosion resistance of sequentially plasma treated AISI 316L steel. Surf. Coat. Technol. 2017, 309, 651–662. [Google Scholar] [CrossRef]
- Podgornik, B.; Vizintin, J.; Wanstrand, O.; Larssons, M.; Hogmark, S.; Ronkainen, H.; Holmberg, K. Tribological properties of plasma nitrided and hard coated AISI 4140 steel. Wear 2001, 249, 254–259. [Google Scholar] [CrossRef]
- ASTM G171-03. Standard Test Method for Scratch Hardness of Materials Using a Diamond Stylus. Available online: https://www.astm.org/Standards/G171.htm (accessed on 19 May 2021).
- Bull, S.J.; Berasetegui, E.G. An overview of the potential of quantitative coating adhesion measurement by scratch testing. Tribol. Int. 2006, 9, 99–114. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength, MPa | Yield Strength, MPa | Elastic Modulus, GPa | Impact, KV/Ku (J) | Poisson’s Ratio | Elongation, % |
|---|---|---|---|---|---|
| 517 | 282 | 171.7 | 23 | 0.294 | 41 |
| Fe | Cr | C | Ti | Mn | Si | Ni | S | P | Mo | Nb | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 17.62 | 18.84 | 0.40 | 0.95 | 0.02 | 0.06 | 53.64 | 0.002 | 0.003 | 3.08 | 1.8 | 0.53 |
| Frequency, kHz | Amplitude, µm | Speed, mm/min | Load, N | Feed-Rate, µm | Ball Diameter, mm | Ball Material |
|---|---|---|---|---|---|---|
| 20 | 50 | 2000 | 50 | 70 | 2.38 | WC |
| Applied Load, N | Stroke, mm | Linear Speed, cm/s | Frequency, Hz | Sliding Distance, m |
|---|---|---|---|---|
| 10 | 4 | 10 | 4 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amanov, A.; Choi, J.-H.; Pyun, Y.-S. Effects of Pre- and Post-Carburizing Surface Modification on the Tribological and Adhesion Properties of Heat-Resistant KHR 45A Steel for Cracking Tubes. Materials 2021, 14, 3658. https://doi.org/10.3390/ma14133658
Amanov A, Choi J-H, Pyun Y-S. Effects of Pre- and Post-Carburizing Surface Modification on the Tribological and Adhesion Properties of Heat-Resistant KHR 45A Steel for Cracking Tubes. Materials. 2021; 14(13):3658. https://doi.org/10.3390/ma14133658
Chicago/Turabian StyleAmanov, Auezhan, Joo-Hyun Choi, and Young-Sik Pyun. 2021. "Effects of Pre- and Post-Carburizing Surface Modification on the Tribological and Adhesion Properties of Heat-Resistant KHR 45A Steel for Cracking Tubes" Materials 14, no. 13: 3658. https://doi.org/10.3390/ma14133658
APA StyleAmanov, A., Choi, J.-H., & Pyun, Y.-S. (2021). Effects of Pre- and Post-Carburizing Surface Modification on the Tribological and Adhesion Properties of Heat-Resistant KHR 45A Steel for Cracking Tubes. Materials, 14(13), 3658. https://doi.org/10.3390/ma14133658