
Jumping Wave Characteristic during Low Plasticity Burnishing Process


Abstract
1. Introduction
1.1. Literature Review
1.2. Process of Burnishing and Surface Layer Structure
2. Materials and Methods
- Topography: 1354 px × 1018 px;
- Pixel size: 1.3 μm/pixel (for turned sample) and 2.6 μm/pixel (for burnished sample);
- Axis Z-Scan step of 2 μm (for turned sample) and 12 μm (for burnished sample);
- Threshold 3%;
- Algorithm: Confocal Fusion.
3. Results and Discussion
4. Conclusions
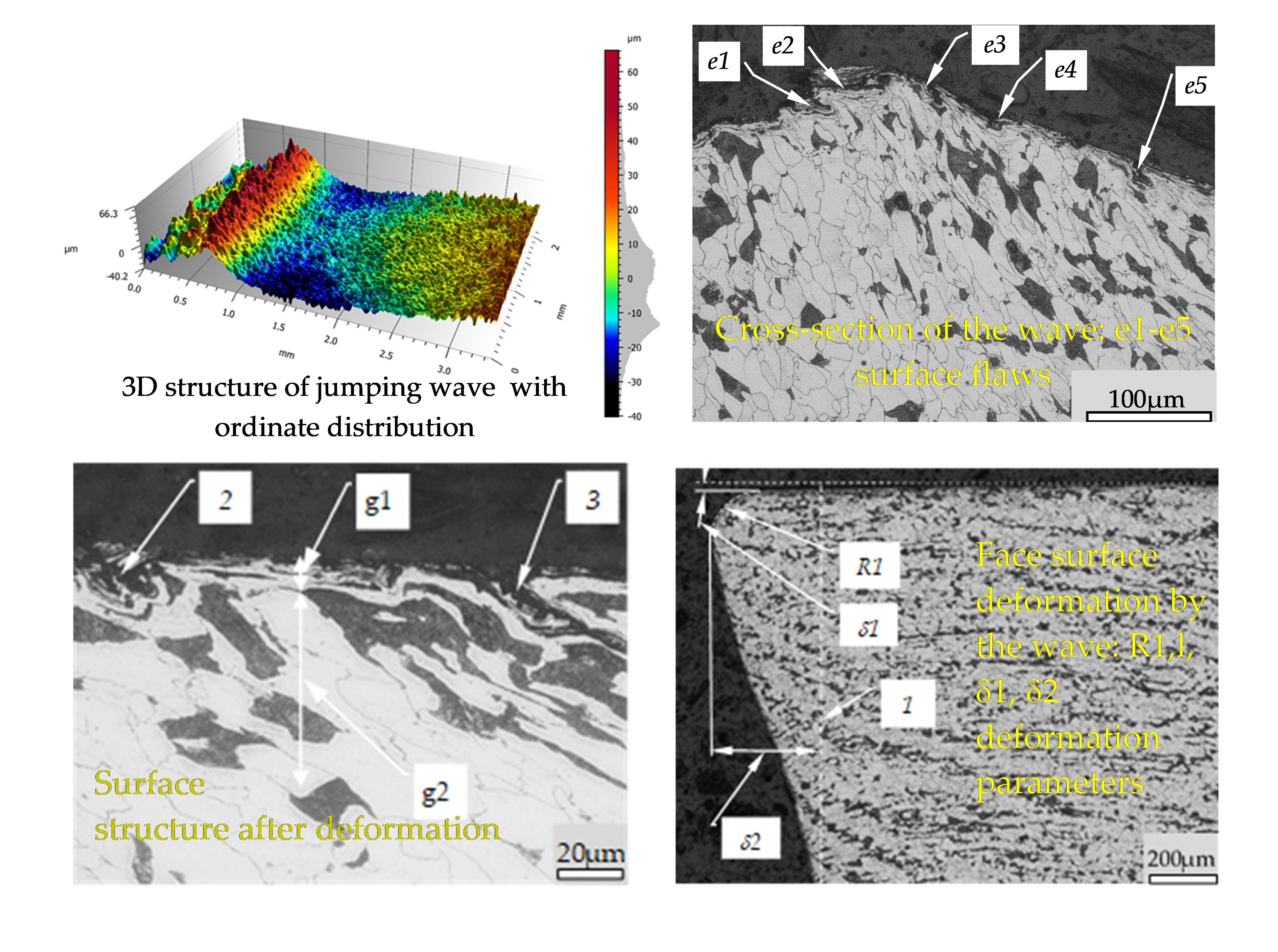
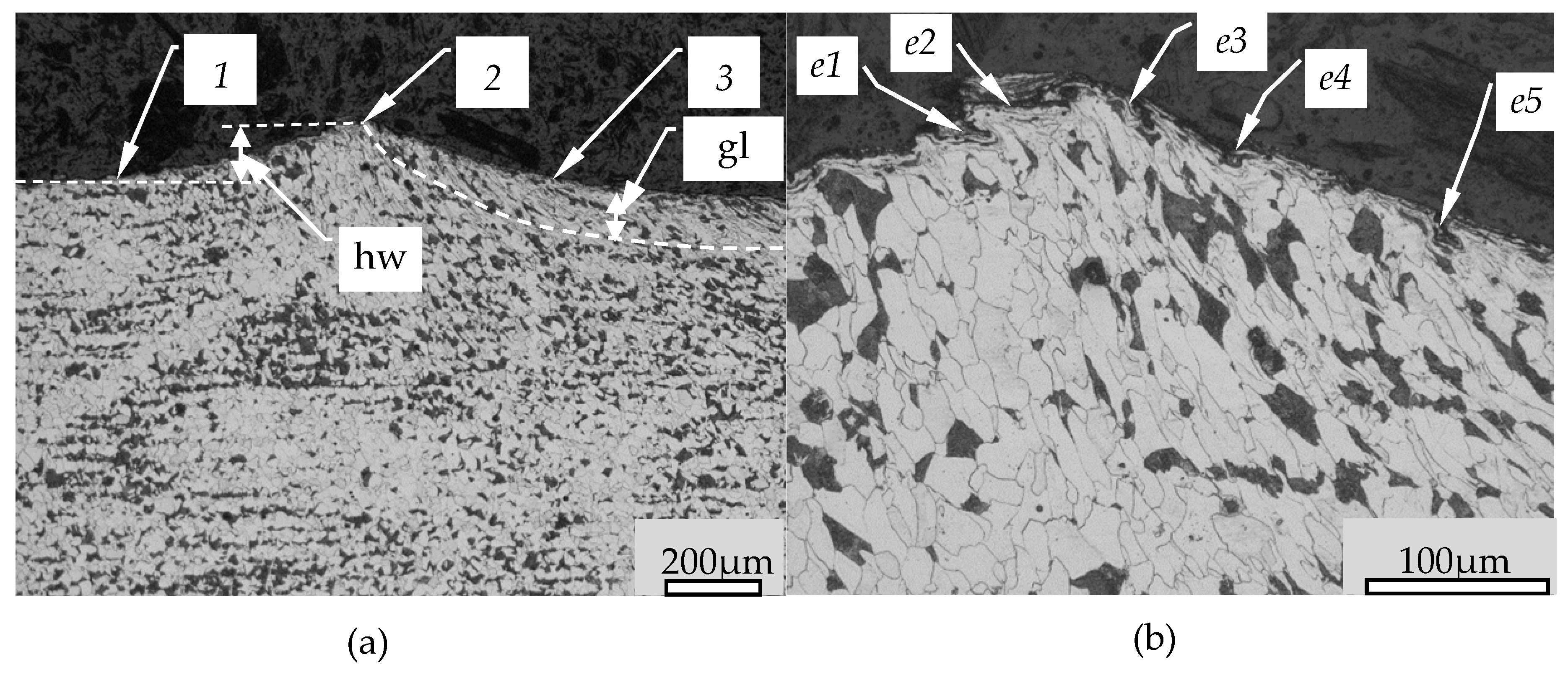
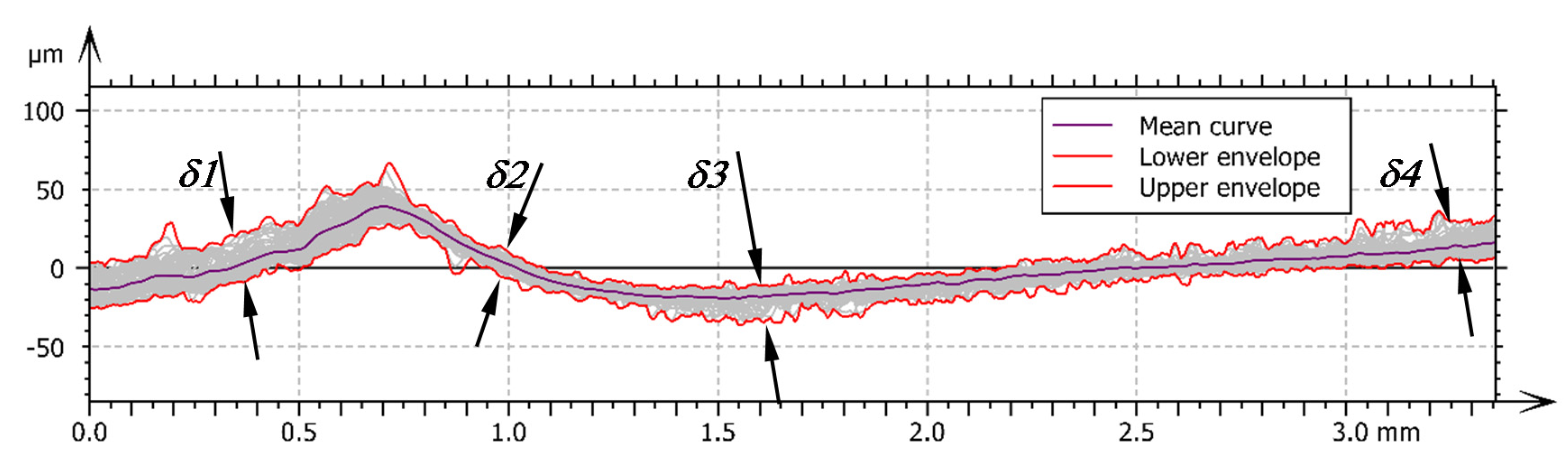
- The shape of the outflow of the material wave beyond the front surface indicates that the stresses above the yield point during burnishing may occur at a much greater depth than would be apparent from the plastic deformation exists in the structure of the workpiece material.
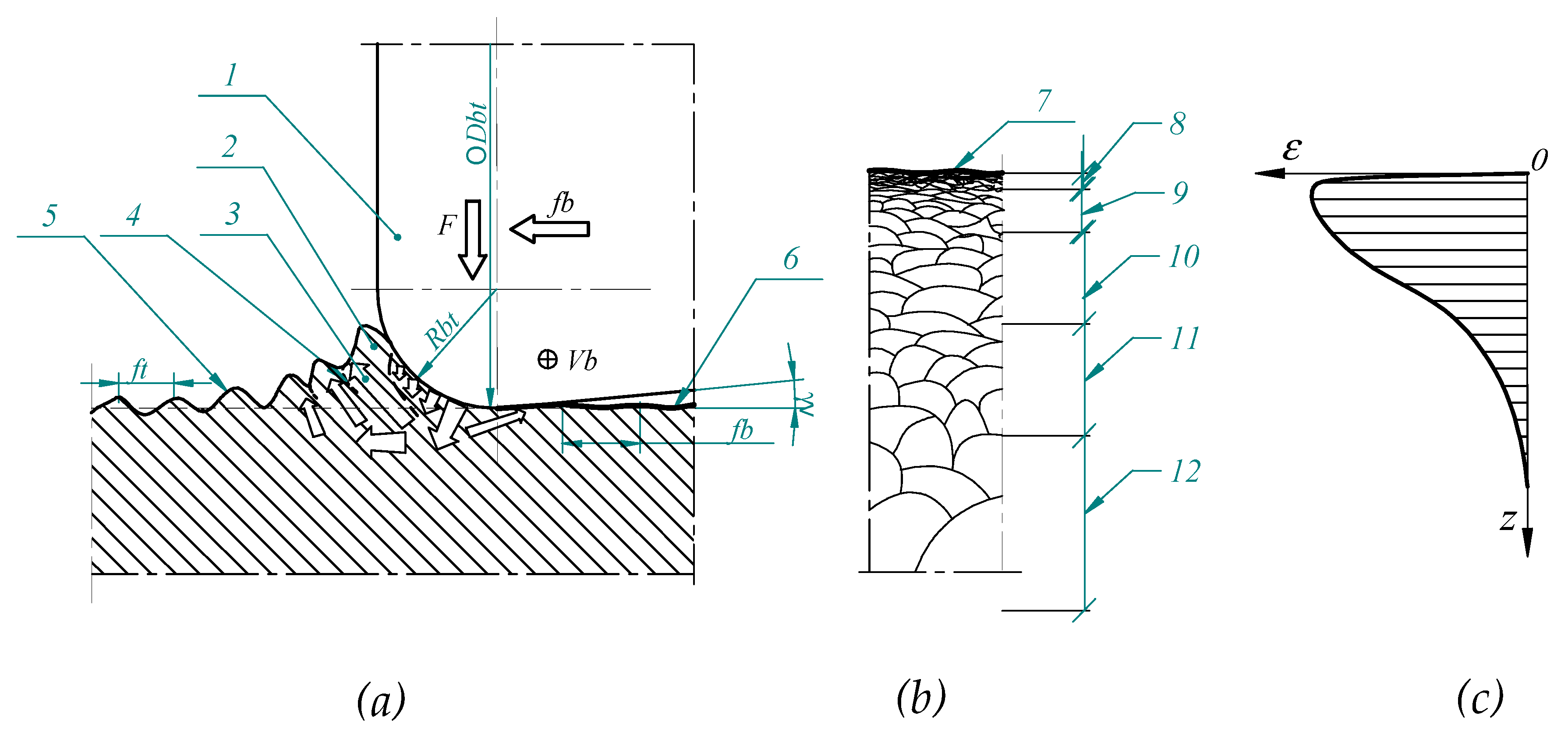
- During the burnishing process the value of the surface roughness under the central point of the tool (the observation was made after moving out the tool from the surface) is lower in relation to the value of the surface roughness remaining after the pass of the tool. This may be the result of the reverse flow of material during the burnishing process (i.e., the flow direction is opposite to the feed) which causes an increase of the surface irregularities behind the tool.
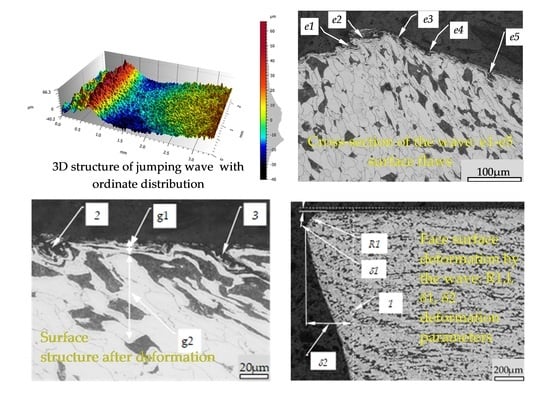
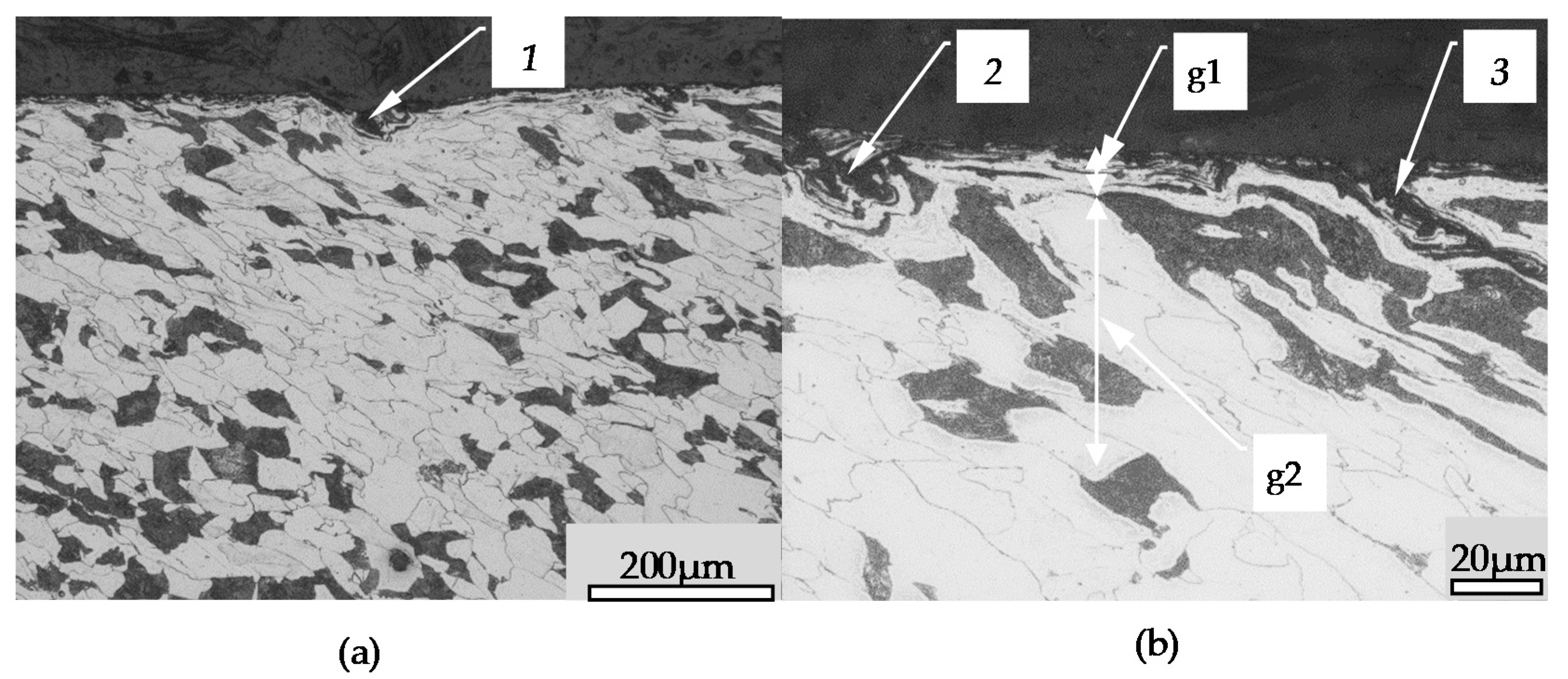
- When material is pushed out in the wave, shear stresses occur that cause slippage of the material in the wave area which results the additional defects on the surface to be burnished. The flaws formed on the surface due to slips are not fully removed by the burnishing process and additional structures remain on the surface as residues of the material slips occurs in the wave before the burnishing tool.
- The created wave on the surface displaced in front of the tool causes the material in the surface layer to move in a vertical and horizontal direction. This can be seen from the specific orientation of the material structures in the surface layer. In the case when these displacements are too large the material can lose its cohesiveness and subsequently delaminate, what may lead to surface flaking.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Przybylski, W. Low Plasticity Burnishing Processes, Fundamentals, Tools and Machine Tool; National Research Institute: Radom, Poland, 2019; ISBN 978-83-7789-567-2. [Google Scholar]
- Zielecki, W.; Bucior, M.; Trzepiecinski, T.; Ochał, K. Effect of slide burnishing of shoulder fillets on the fatigue strength of X19NiCrMo4 steel shafts. Int. J. Adv. Manuf. Technol. 2020, 106, 2583–2593. [Google Scholar] [CrossRef]
- Rodríguez, A.; de Lacalle, L.L.; Celaya, A.; Lamikiz, A.; Albizuri, J. Surface improvement of shafts by the deep ball-burnishing technique. Surf. Coat. Technol. 2012, 206, 2817–2824. [Google Scholar] [CrossRef]
- Abrão, A.; Denkena, B.; Kohler, J.; Breidenstein, B.; Mörke, T. The Influence of Deep Rolling on the Surface Integrity of AISI 1060 High Carbon Steel. Procedia CIRP 2014, 13, 31–36. [Google Scholar] [CrossRef]
- Amini, C.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Llumà, J.; Estevez-Urra, A. Finite Element Analysis of Ball Burnishing on Ball-End Milled Surfaces Considering Their Original Topology and Residual Stress. Metals 2020, 10, 638. [Google Scholar] [CrossRef]
- Alshareef, A.J.; Marinescu, I.D.; Basudan, I.M.; Alqahtani, B.M.; Tharwan, M.Y. Ball-burnishing factors affecting residual stress of AISI 8620 steel. Int. J. Adv. Manuf. Technol. 2020, 107, 1387–1397. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Breidenstein, B.; Abrão, A.; Meyer, K. Correlation between process load and deep rolling induced residual stress profiles. Procedia CIRP 2018, 78, 161–165. [Google Scholar] [CrossRef]
- Saldaña-Robles, A.; Plascencia-Mora, H.; Aguilera-Gómez, E.; Saldaña-Robles, A.; Marquez-Herrera, A.; La Peña, J.A.D.-D. Influence of ball-burnishing on roughness, hardness and corrosion resistance of AISI 1045 steel. Surf. Coat. Technol. 2018, 339, 191–198. [Google Scholar] [CrossRef]
- Nagorkin, M.; Fyodorov, V.; Totai, A. Features of Waviness’s Formation and Deviations from Roundness of Machine Details Surfaces at Final Machining with Surface Plastic Deformation by Elastic Action Tools. Procedia Eng. 2017, 206, 169–175. [Google Scholar] [CrossRef]
- Okada, M.; Shinya, M.; Matsubara, H.; Kozuka, H.; Tachiya, H.; Asakawa, N.; Otsu, M. Development and characterization of diamond tip burnishing with a rotary tool. J. Mater. Process. Technol. 2017, 244, 106–115. [Google Scholar] [CrossRef]
- Chomienne, V.; Valiorgue, F.; Rech, J.; Verdu, C. Influence of ball burnishing on residual stress profile of a 15-5PH stainless steel. CIRP J. Manuf. Sci. Technol. 2016, 13, 90–96. [Google Scholar] [CrossRef]
- Okada, M.; Suenobu, S.; Watanabe, K.; Yamashita, Y.; Asakawa, N. Development and burnishing characteristics of roller burnishing method with rolling and sliding effects. Mechatronics 2015, 29, 110–118. [Google Scholar] [CrossRef]
- Hamadache, H.; Zemouri, Z.; Laouar, L.; Dominiak, S. Improvement of surface conditions of 36 Cr Ni Mo 6 steel by ball burnishing process. J. Mech. Sci. Technol. 2014, 28, 1491–1498. [Google Scholar] [CrossRef]
- Swirad, S.; Pawlus, P. The Effect of Ball Burnishing on Tribological Performance of 42CrMo4 Steel under Dry Sliding Conditions. Materials 2020, 13, 2127. [Google Scholar] [CrossRef] [PubMed]
- Kovács, Z.F.; Viharos, Z.J.; Kodácsy, J. Determination of the working gap and optimal machining parameters for magnetic assisted ball burnishing. Measurement 2018, 118, 172–180. [Google Scholar] [CrossRef]
- Ding, Z.; Zhao, J.; Liu, H.; Dong, Y. Effects of ball burnishing on surface properties of SKD11 mold steel. Eng. Res. Express 2020, 2, 025004. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Smolin, I.; Dmitriev, A.; Tarasov, S.; Gorgots, V. Toward control of subsurface strain accumulation in nanostructuring burnishing on thermostrengthened steel. Surf. Coat. Technol. 2016, 285, 171–178. [Google Scholar] [CrossRef]
- Skoczylas, A.; Zaleski, K. Selected Properties of the Surface Layer of C45 Steel Parts Subjected to Laser Cutting and Ball Burnishing. Materials 2020, 13, 3429. [Google Scholar] [CrossRef] [PubMed]
- Świrad, S.; Wydrzynski, D.; Nieslony, P.; Krolczyk, G. Influence of hydrostatic burnishing strategy on the surface topography of martensitic steel. Measurement 2019, 138, 590–601. [Google Scholar] [CrossRef]
- Rotella, G.; Filice, L.; Micari, F. Improving surface integrity of additively manufactured GP1 stainless steel by roller burnishing. CIRP Ann. 2020, 69, 513–516. [Google Scholar] [CrossRef]
- Buldum, B.; Cagan, S. Study of Ball Burnishing Process on the Surface Roughness and Microhardness of AZ91D Alloy. Exp. Tech. 2018, 42, 233–241. [Google Scholar] [CrossRef]
- Sattari, S.; Jahani, M.; Atrian, A.; Ghadiri, H. Investigation of mechanical properties and the effects of deep cold rolling on surface alterations of Al-1.5 vol% SiCnps nanocomposite fabricated by P/M. Mater. Res. Express 2018, 5, 055039. [Google Scholar] [CrossRef]
- Korzynski, M.; Zarski, T. Slide diamond burnishing influence on of surface stereometric structure of an AZ91 alloy. Surf. Coat. Technol. 2016, 307, 590–595. [Google Scholar] [CrossRef]
- Posdzich, M.; Stöckmann, R.; Morczinek, F.; Putz, M. Investigation of a plain ball burnishing process on differently machined Aluminium EN AW 2007 surfaces. MATEC Web Conf. 2018, 190, 11005. [Google Scholar] [CrossRef]
- Amdouni, H.; Bouzaiene, H.; Montagne, A.; Van Gorp, A.; Coorevits, T.; Nasri, M.; Iost, A. Experimental study of a six new ball-burnishing strategies effects on the Al-alloy flat surfaces integrity enhancement. Int. J. Adv. Manuf. Technol. 2017, 90, 2271–2282. [Google Scholar] [CrossRef]
- Rotella, G.; Rinaldi, S.; Filice, L. Roller burnishing of Ti6Al4V under different cooling/lubrication conditions and tool design: Effects on surface integrity. Int. J. Adv. Manuf. Technol. 2020, 106, 431–440. [Google Scholar] [CrossRef]
- Yuan, X.; Sun, Y.; Li, C.; Liu, W. Experimental investigation into the effect of low plasticity burnishing parameters on the surface integrity of TA2. Int. J. Adv. Manuf. Technol. 2017, 88, 1089–1099. [Google Scholar] [CrossRef]
- Okada, M.; Terada, S.; Miura, T.; Iwai, Y.; Takazawa, T.; Kataoka, Y.; Kihara, T.; Otsu, M. Fundamental burnishing characteristics of Ni-based alloy using coated carbide tool. Procedia Manuf. 2018, 15, 1278–1283. [Google Scholar] [CrossRef]
- Prasad, V.J.; Joshi, K.S.; Ramana, V.V.; Chiranjeevi, R. Effect of Roller Burnishing on Surface Properties of Wrought AA6063 Aluminium Alloys. Mater. Today: Proc. 2018, 5, 8033–8040. [Google Scholar] [CrossRef]
- Grochała, D.; Berczyński, S.; Grządziel, Z. Modeling of burnishing thermally toughened X42CrMo4 steel with a ceramic ZrO2 ball. Arch. Civ. Mech. Eng. 2017, 17, 1011–1018. [Google Scholar] [CrossRef]
- Hemanth, S.; Harish, A.; Bharadwaj, R.N.; Bhat, A.B.; Sriharsha, C. Design of Roller Burnishing Tool and Its Effect on the Surface Integrity of Al 6061. Mater. Today Proc. 2018, 5, 12848–12854. [Google Scholar] [CrossRef]
- Pang, C.; Luo, H.; Zhang, Z.; Ma, Y. Precipitation behavior and grain refinement of burnishing Al-Zn-Mg alloy. Prog. Nat. Sci. 2018, 28, 54–59. [Google Scholar] [CrossRef]
- Pohrelyuk, I.; Sheykin, S.; Padgurskas, J.; Lavrys, S. Wear resistance of two-phase titanium alloy after deformation-diffusion treatment. Tribol. Int. 2018, 127, 404–411. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Tarasov, S.; Dmitriev, A. Nanostructuring burnishing and subsurface shear instability. J. Mater. Process. Technol. 2015, 217, 327–335. [Google Scholar] [CrossRef]
- Balland, P.; Tabourot, L.; Degre, F.; Moreau, V. Mechanics of the burnishing process. Precis. Eng. 2013, 37, 129–134. [Google Scholar] [CrossRef]
- Schulze, V.; Bleicher, F.; Groche, P.; Guo, Y.; Pyun, Y. Surface modification by machine hammer peening and burnishing. CIRP Ann. 2016, 65, 809–832. [Google Scholar] [CrossRef]
- Delgado, P.; Cuesta, I.; Alegre, J.; Díaz, A. State of the art of Deep Rolling. Precis. Eng. 2016, 46, 1–10. [Google Scholar] [CrossRef]
- Hiegemann, L.; Weddeling, C.; Tekkaya, A.E. Analytical contact pressure model for predicting roughness of ball burnished surfaces. J. Mater. Process. Technol. 2016, 232, 63–77. [Google Scholar] [CrossRef]
- Li, F.L.; Xia, W.; Zhou, Z.Y.; Zhao, J.; Tang, Z.Q. Analytical prediction and experimental verification of surface roughness during the burnishing process. Int. J. Mach. Tools Manuf. 2012, 62, 67–75. [Google Scholar] [CrossRef]
- Aldrine, M.E.; Babu, N.M.; Kumar, S.A. Evaluation of Induced Residual Stresses due to Low Plasticity Burnishing through Finite Element Simulation. Mater. Today Proc. 2017, 4, 10850–10857. [Google Scholar] [CrossRef]
- John, M.S.; Wilson, A.W.; Bhardwaj, A.P.; Abraham, A.; Vinayagam, B. An investigation of ball burnishing process on CNC lathe using finite element analysis. Simul. Model. Pract. Theory 2016, 62, 88–101. [Google Scholar] [CrossRef]
- Kułakowska, A.; Bohdal, Ł. Researches and Simulation of Elastic Recovery Phenomena during Roller Burnishing Process of Macro-Asperities of Surface. Materials 2020, 13, 5276. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Zhang, X.-M.; Ding, H. Experimental and numerical study of the subsurface deformation and residual stress during the roller burnishing process. Procedia CIRP 2020, 87, 491–496. [Google Scholar] [CrossRef]
- Mahato, A.; Guo, Y.; Sundaram, N.K.; Chandrasekar, S. Surface folding in metals: A mechanism for delamination wear in sliding. Proc. R. Soc. A Math. Phys. Eng. Sci. 2014, 470, 20140297. [Google Scholar] [CrossRef]
- ISO 3448:1992. Industrial Liquid Lubricants—ISO Viscosity Classification; International Organization for Standardization: Geneva, Switzerland, 1992. [Google Scholar]
- Sensofar. 2019. Available online: http://www.sensofar.com/metrology/sneox/ (accessed on 22 April 2020).
- ISO 25178-2:2012. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 4287:1997. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 1997. [Google Scholar]
- ISO 13565-1:1996. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method; Surfaces Having Stratified Functional Properties—Part 1: Filtering and General Measurement Conditions; International Organization for Standardization: Geneva, Switzerland, 1996. [Google Scholar]
- ISO 13565-2:1996. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method; Surfaces Having Stratified Functional Properties—Part 2: Height Characterization Using the Linear Material Ratio Curve; International Organization for Standardization: Geneva, Switzerland, 1996. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EN | C [wt.%] | Mn [wt.%] | Si [wt.%] | P [wt.%] | S [wt.%] | Cr [wt.%] | Ni [wt.%] | Al [wt.%] | Cu [wt.%] | Nb [wt.%] |
|---|---|---|---|---|---|---|---|---|---|---|
| 1.0562 | 0.14 | 1.36 | 0.17 | 0.018 | 0.009 | 0.076 | 0.039 | 0.033 | 0.095 | 0.023 |
| Parameter | Hardness (in a soft state) | Tensile strength (Rm) | The yield strength (Re) | |||||||
| Unit | HB (Brinell Scale) | HRC (Rockwell scale) | MPa | MPa | ||||||
| Value | 220 | <20 | 490–630 | 335 | ||||||
| No of Sample | Diameter before Burnishing (after Turning) [mm] | Cutting Speed Vc [m/min] | Feed of Turning ft [mm/rev] | Diameter after Burnishing [mm] | Burnishing Speed Vn [m/min] | Feed of Burnishing fn [mm/rev] | Force F [N] |
|---|---|---|---|---|---|---|---|
| 1 | 97.00 ± 0.02 | 61 | 0.3 | 96.92 ± 0.02 | 30.5 | 0.2 | 800 |
| 2 | 96.07 ± 0.02 | 61 | 0.3 | 96.00 ± 0.02 | 30.5 | 0.2 | 800 |
| 3 | 96.80 ± 0.02 | 61 | 0.3 | 96.70 ± 0.02 | 30.5 | 0.2 | 800 |
| Height Parameters | Value | Unit | Description |
|---|---|---|---|
| Sq | 7.53 | µm | Root-mean-square height |
| Ssk | 1.12 | - | Skewness |
| Sku | 3.09 | - | Kurtosis |
| Sp | 29.0 | µm | Maximum peak height |
| Sv | 12.9 | µm | Maximum pit height |
| Sz | 41.8 | µm | Maximum height |
| Sa | 6.06 | µm | Arithmetic mean height |
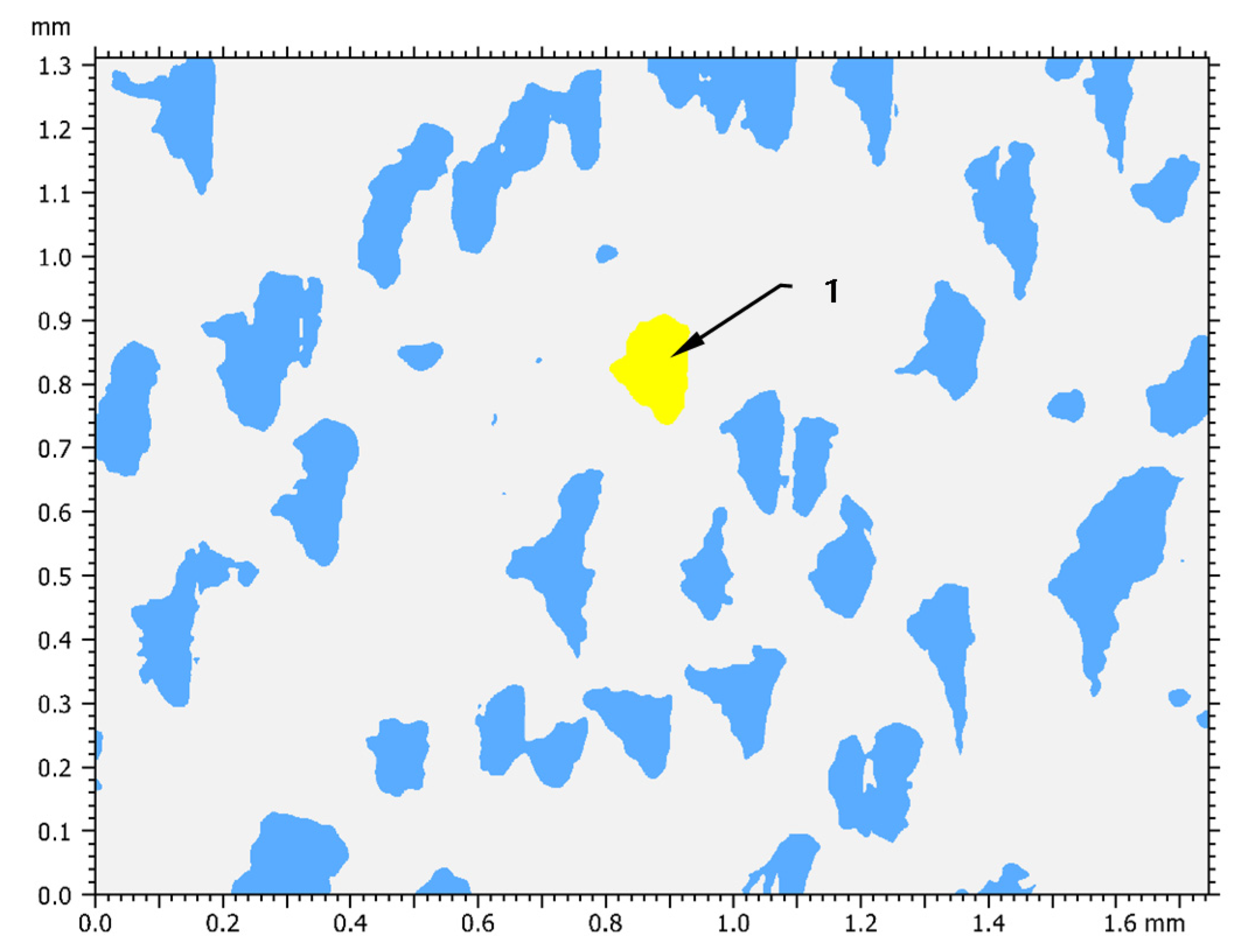
| Number of Islands–45, Threshold = 21.3 µm | |||
|---|---|---|---|
| Parameters | Unit | Mean Value | Std. dev. |
| Projected area | mm2 | 0.00964 | 0.00822 |
| Perimeter | µm | 457 | 310 |
| Equivalent diameter | µm | 95.2 | 56.7 |
| Mean diameter | µm | 88.7 | 53.9 |
| Min diameter | µm | 56.4 | 33.3 |
| Max diameter | µm | 142 | 93.6 |
| Min diameter angle | deg. | 5.30 | 43.82 |
| Max diameter angle | deg. | −16.1 | 64.41 |
| Form factor | - | 0.531 | 0.175 |
| Aspect ratio | - | 2.54 | 0.89 |
| Roundness | - | 0.481 | 0.149 |
| Compactness | - | 0.685 | 0.107 |
| Orientation | deg. | 70.0 | 38.8 |
| Volume | µm3 | 51,496 | 50,492 |
| Max height | µm | 8.49 | 3.93 |
| Height/Area ratio | µm/mm2 | 6025 | 9671 |
| Mean height | µm | 4.22 | 2.02 |
| Global Information | Value |
|---|---|
| Number of grains | 47 |
| Total area occupied by the grains | 0.434 mm2 (19.0%) |
| Density of grains | 20.5 Grains/mm2 |
| Grain Parameters | Unit | Mean | Std. Dev. |
|---|---|---|---|
| Area | mm2 | 0.00924 | 0.00828 |
| Perimeter | µm | 440 | 317 |
| Equivalent diameter | µm | 91.3 | 58.5 |
| Mean diameter | µm | 84.9 | 55.5 |
| Min diameter | µm | 54.0 | 34.4 |
| Max diameter | µm | 136 | 95.7 |
| Min diameter angle | deg. | 4.13 | 42.1 |
| Max diameter angle | deg. | −15.1 | 64.5 |
| Form factor | - | 0.529 | 0.170 |
| Aspect ratio | - | 2.63 | 0.961 |
| Roundness | - | 0.470 | 0.146 |
| Compactness | - | 0.677 | 0.106 |
| Orientation | deg. | 73.6 | 41.3 |
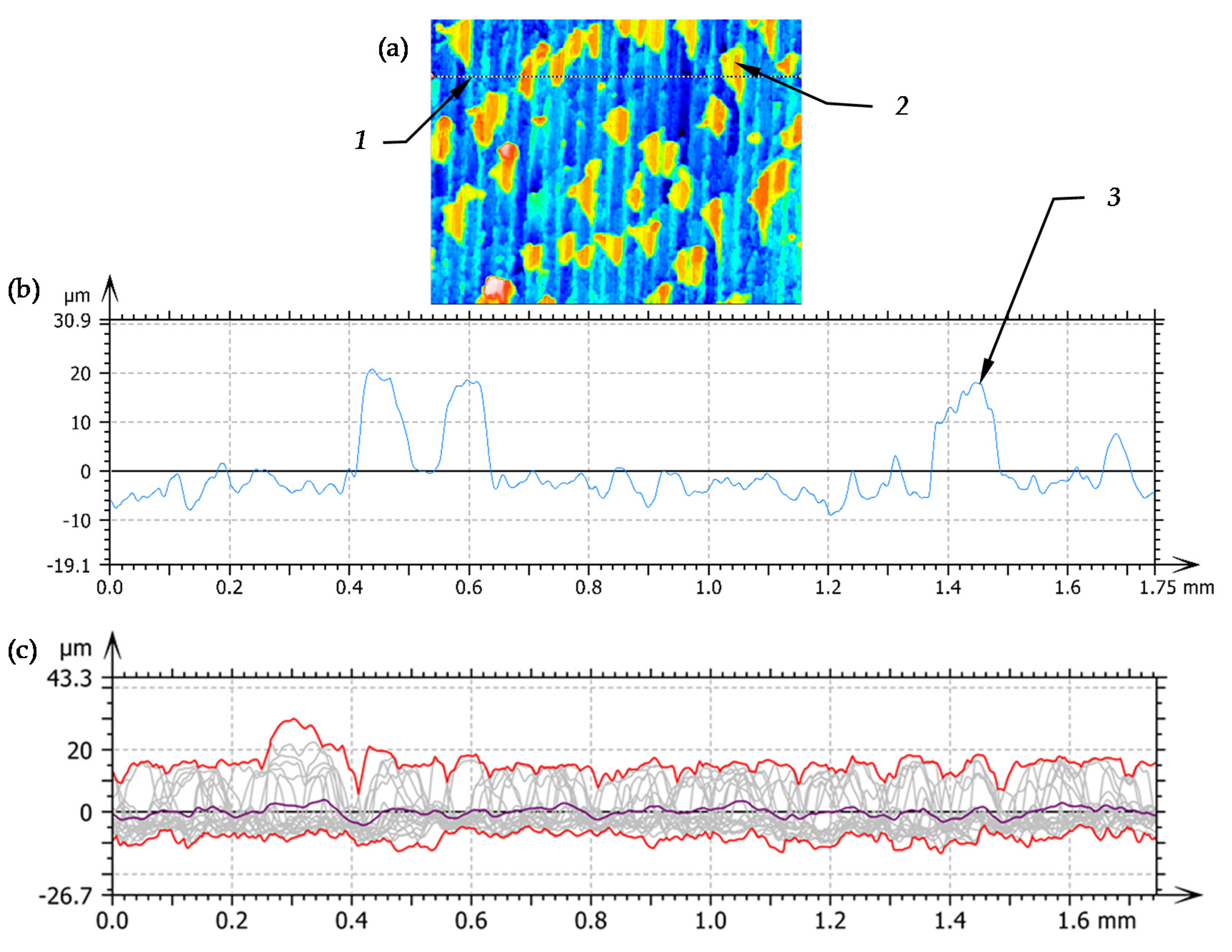
| Amplitude Parameters Primary Profile | Unit | Value - | Context | Description | |
| Pp | µm | 20.7 | Maximum peak height of the raw profile. | ||
| Pv | µm | 9.01 | Maximum valley depth of the raw profile. | ||
| Pz | µm | 29.7 | Maximum height of the raw profile. | ||
| Pc | µm | 13.6 | ISO 4287 w/o amendment 2 | Mean height of the raw profile elements. | |
| Pt | µm | 29.7 | Total height of raw profile. | ||
| Pa | µm | 4.92 | Arithmetic Mean Deviation of the raw profile. | ||
| Pq | µm | 6.88 | Root-mean-square (RMS) Deviation of the raw profile. | ||
| Psk | - | 1.64 | Skewness of the raw profile. | ||
| Pku | - | 4.63 | Kurtosis of the raw profile. | ||
| The data for the series of 19 west-east profiles | |||||
| Amplitude Parameters Primary Profile | Unit | Mean Value | Std. dev. | Context | Description |
| Pp | µm | 18.36 | 3.35 | ISO 4287 w/o amendment 2 | Maximum peak height of the raw profile. |
| Pv | µm | 10.59 | 1.54 | Maximum valley depth of the raw profile. | |
| Pz | µm | 28.95 | 2.82 | Maximum height of the raw profile. | |
| Pc | µm | 18.32 | 4.00 | Mean height of the raw profile elements. | |
| Pt | µm | 28.95 | 2.82 | Total height of raw profile. | |
| Pa | µm | 5.99 | 1.09 | Arithmetic Mean Deviation of the raw profile. | |
| Pq | µm | 7.40 | 0.84 | Root-mean-square (RMS) Deviation of the raw profile. | |
| Psk | - | 1.11 | 0.48 | Skewness of the raw profile. | |
| Pku | - | 3.25 | 1.58 | Kurtosis of the raw profile. | |
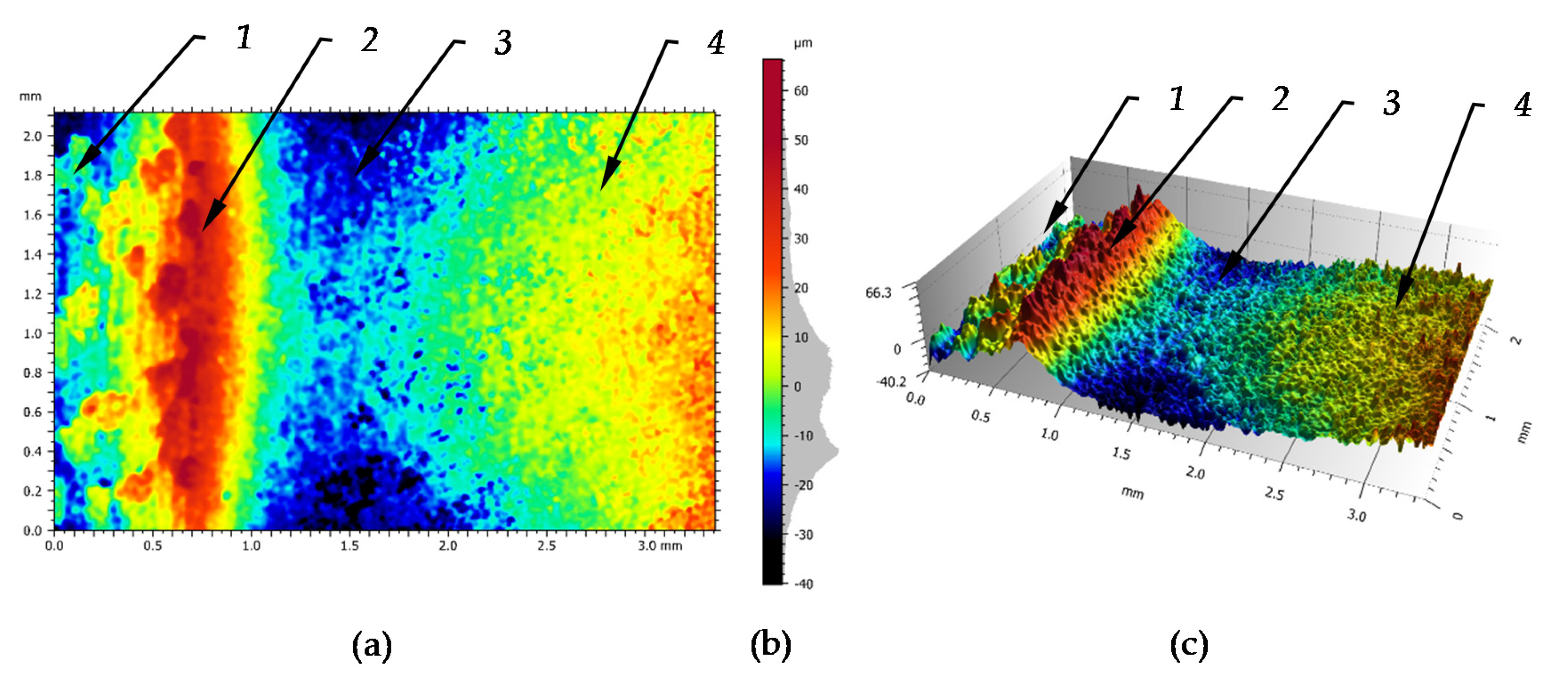
| Height Parameters | Value | Unit | Description |
|---|---|---|---|
| Sq | 15.4 | µm | Root-mean-square height |
| Ssk | 0.696 | - | Skewness |
| Sku | 3.55 | - | Kurtosis |
| Sp | 66.3 | µm | Maximum peak height |
| Sv | 40.2 | µm | Maximum pit height |
| Sz | 107 | µm | Maximum height |
| Sa | 12.2 | µm | Arithmetic mean height |
| Functional Parameters (Stratified surfaces) (used Gaussian filter, 0.25 mm) | |||
| Sk | 6.53 | µm | Core roughness depth |
| Spk | 4.69 | µm | Reduced summit height |
| Svk | 4.24 | µm | Reduced valley depth |
| Smr1 | 11.7 | % | Upper bearing area |
| Smr2 | 87.7 | % | Lower bearing area |
| Spq | 2.97 | Plateau root-mean-square roughness | |
| Svq | 5.57 | Valley root-mean-square roughness | |
| Smq | 94.4 | Material ratio at plateau-to-valley transition | |
| Amplitude Parameters—Primary Profile | Unit | Mean | Std. Dev. | Min | Max | Lower Quartile | Upper Quartile | Median |
|---|---|---|---|---|---|---|---|---|
| Pp | µm | 44.0 | 6.46 | 32.7 | 66.6 | 38.2 | 48.6 | 43.2 |
| Pv | µm | 25.6 | 4.38 | 20.2 | 36.3 | 22.2 | 28.2 | 23.8 |
| Pz | µm | 69.7 | 7.75 | 55.4 | 90.6 | 64.1 | 73.5 | 69.0 |
| Pc (ISO 4287 w/o amendment 2) | µm | 36.1 | 15.7 | 18.7 | 86.7 | 25.7 | 40.1 | 30.3 |
| Pt | µm | 69.7 | 7.75 | 55.4 | 90.6 | 64.1 | 73.5 | 69.0 |
| Pa | µm | 11.9 | 0.928 | 10.3 | 14.1 | 11.2 | 12.5 | 11.8 |
| Pq | µm | 15.0 | 1.03 | 13.2 | 17.8 | 14.0 | 15.8 | 15.0 |
| Psk | - | 0.788 | 0.257 | 0.222 | 1.38 | 0.630 | 0.991 | 0.753 |
| Pku | - | 3.41 | 0.686 | 2.12 | 5.59 | 2.95 | 3.87 | 3.33 |
| Height Parameters | Value | Unit | Description |
|---|---|---|---|
| Sq | 2.62 | µm | Root-mean-square height |
| Ssk | −0.0402 | - | Skewness |
| Sku | 4.59 | - | Kurtosis |
| Sp | 13.8 | µm | Maximum peak height |
| Sv | 13.0 | µm | Maximum pit height |
| Sz | 26.7 | µm | Maximum height |
| Sa | 1.99 | µm | Arithmetic mean height |
| Amplitude Parameters Roughness Profile | Unit | Context | Description | Mean | Std. Dev. | Min | Max |
|---|---|---|---|---|---|---|---|
| Rp | µm | Gaussian filter, 0.25 mm, End effects managed | Maximum peak height of the roughness profile. | 3.97 | 0.748 | 2.74 | 5.78 |
| Rv | µm | Gaussian filter, 0.25 mm, End effects managed | Maximum valley depth of the roughness profile. | 4.01 | 0.743 | 2.47 | 6.03 |
| Rz | µm | Gaussian filter, 0.25 mm, End effects managed | Maximum Height of roughness profile. | 7.98 | 1.31 | 5.31 | 10.6 |
| Rc | µm | Gaussian filter, 0.25 mm, End effects managed, ISO 4287 w/o amendment 2 | Mean height of the roughness profile elements. | 5.22 | 0.823 | 3.14 | 7.11 |
| Rt | µm | Gaussian filter, 0.25 mm, End effects managed | Total height of roughness profile. | 12.1 | 2.93 | 6.92 | 18.2 |
| Ra | µm | Gaussian filter, 0.25 mm, End effects managed | Arithmetic mean deviation of the roughness profile. | 1.63 | 0.247 | 1.02 | 2.11 |
| Rq | µm | Gaussian filter, 0.25 mm, End effects managed | Root-mean-square (RMS) deviation of the roughness profile. | 2.02 | 0.316 | 1.28 | 2.62 |
| Rsk | - | Gaussian filter, 0.25 mm, End effects managed | Skewness of the roughness profile. | -0.011 | 0.250 | -0.48 | 0.61 |
| Rku | - | Gaussian filter, 0.25 mm, End effects managed | Kurtosis of the roughness profile. | 2.71 | 0.338 | 2.18 | 3.70 |
| Material ratio parameters—Roughness profile | |||||||
| Rmr | % | c = 1 µm under the highest peak, Gaussian filter, 0.25 mm | Relative Material Ratio of the roughness profile. | 3.17 | 2.45 | 0.77 | 13.9 |
| Rdc | µm | p = 20%, q = 80%, Gaussian filter, 0.25 mm | Roughness profile Section Height difference | 3.16 | 0.505 | 1.95 | 4.23 |
| ISO 13565 [49], ISO 13565-2 [50] | |||||||
| Rk | µm | Double Gaussian filter, 0.25 mm, End effects managed | Kernel roughness depth. | 4.79 | 0.797 | 2.91 | 6.40 |
| Rpk | µm | Double Gaussian filter, 0.25 mm, End effects managed | Reduced peak height. | 2.09 | 0.893 | 0.95 | 4.89 |
| Rvk | µm | Double Gaussian filter, 0.25 mm, End effects managed | Reduced valley depth. | 3.07 | 0.925 | 1.30 | 5.45 |
| Mr1 | % | Double Gaussian filter, 0.25 mm, End effects managed | Upper material ratio. | 9.81 | 3.08 | 4.11 | 17.2 |
| Mr2 | % | Double Gaussian filter, 0.25 mm, End effects managed | Lower material ratio. | 85.1 | 4.03 | 73.4 | 95.0 |
| A1 | µm2/ mm | Double Gaussian filter, 0.25 mm, End effects managed | Upper area. | 105 | 58.6 | 28.3 | 276 |
| A2 | µm2/ mm | Double Gaussian filter, 0.25 mm, End effects managed | Lower area. | 236 | 113 | 43.3 | 626 |
| Rpk* | µm | Double Gaussian filter, 0.25 mm, End effects managed | Peak height. | 3.08 | 1.68 | 1.01 | 7.61 |
| Rvk* | µm | Double Gaussian filter, 0.25 mm, End effects managed | Valley depth. | 4.78 | 1.99 | 1.84 | 11.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dzionk, S.; Dobrzynski, M.; Ścibiorski, B. Jumping Wave Characteristic during Low Plasticity Burnishing Process. Materials 2021, 14, 1441. https://doi.org/10.3390/ma14061441
Dzionk S, Dobrzynski M, Ścibiorski B. Jumping Wave Characteristic during Low Plasticity Burnishing Process. Materials. 2021; 14(6):1441. https://doi.org/10.3390/ma14061441
Chicago/Turabian StyleDzionk, Stefan, Michal Dobrzynski, and Bogdan Ścibiorski. 2021. "Jumping Wave Characteristic during Low Plasticity Burnishing Process" Materials 14, no. 6: 1441. https://doi.org/10.3390/ma14061441
APA StyleDzionk, S., Dobrzynski, M., & Ścibiorski, B. (2021). Jumping Wave Characteristic during Low Plasticity Burnishing Process. Materials, 14(6), 1441. https://doi.org/10.3390/ma14061441