Improved Toughness in Lignin/Natural Fiber Composites Plasticized with Epoxidized and Maleinized Linseed Oils

 ,
,  ,
, 
 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Processing of Plasticized Compounds
2.2. Measurements of Mechanical Properties
2.3. Thermo-Mechanical Characterization
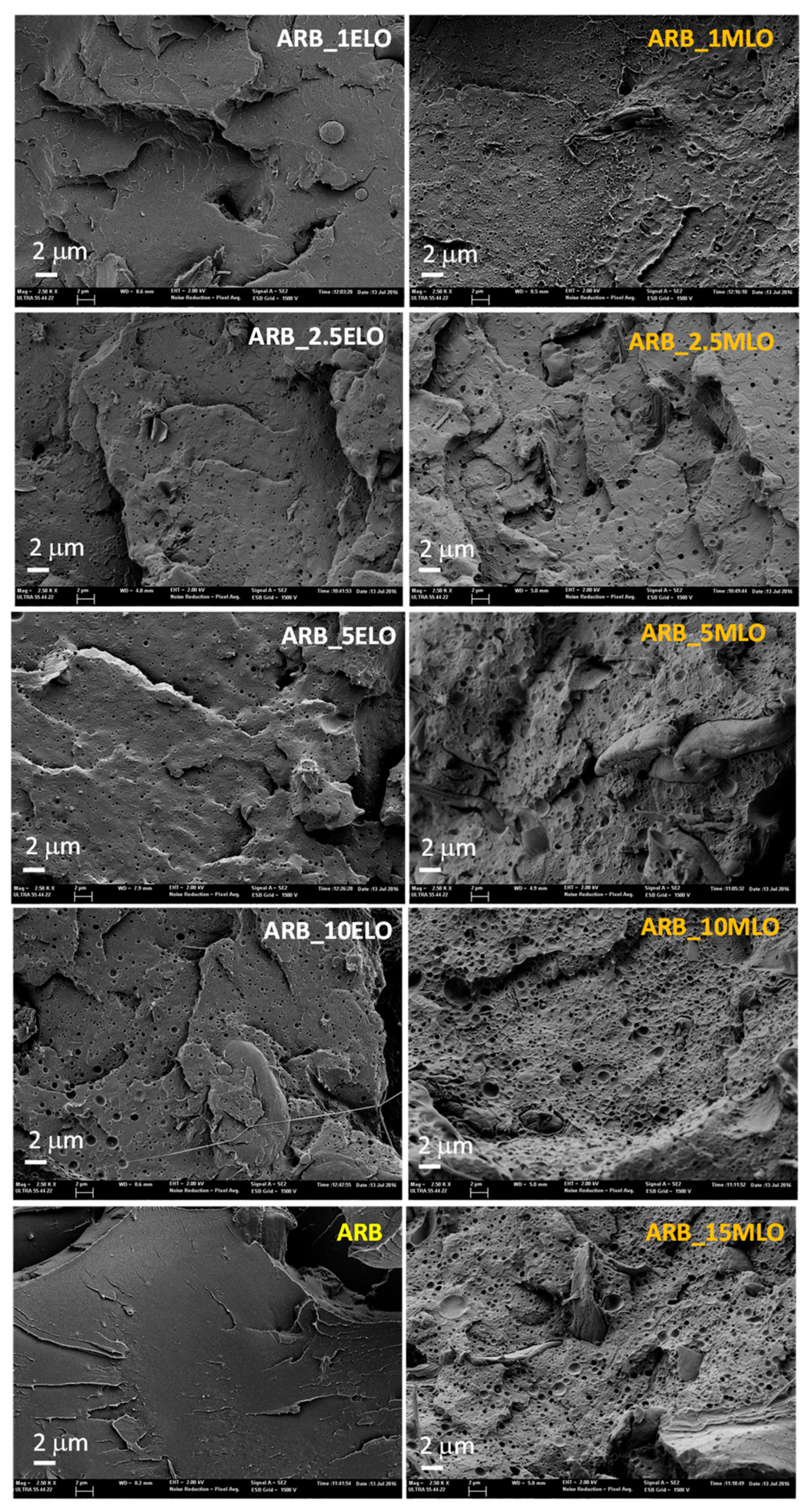
2.4. Morphological Characterization
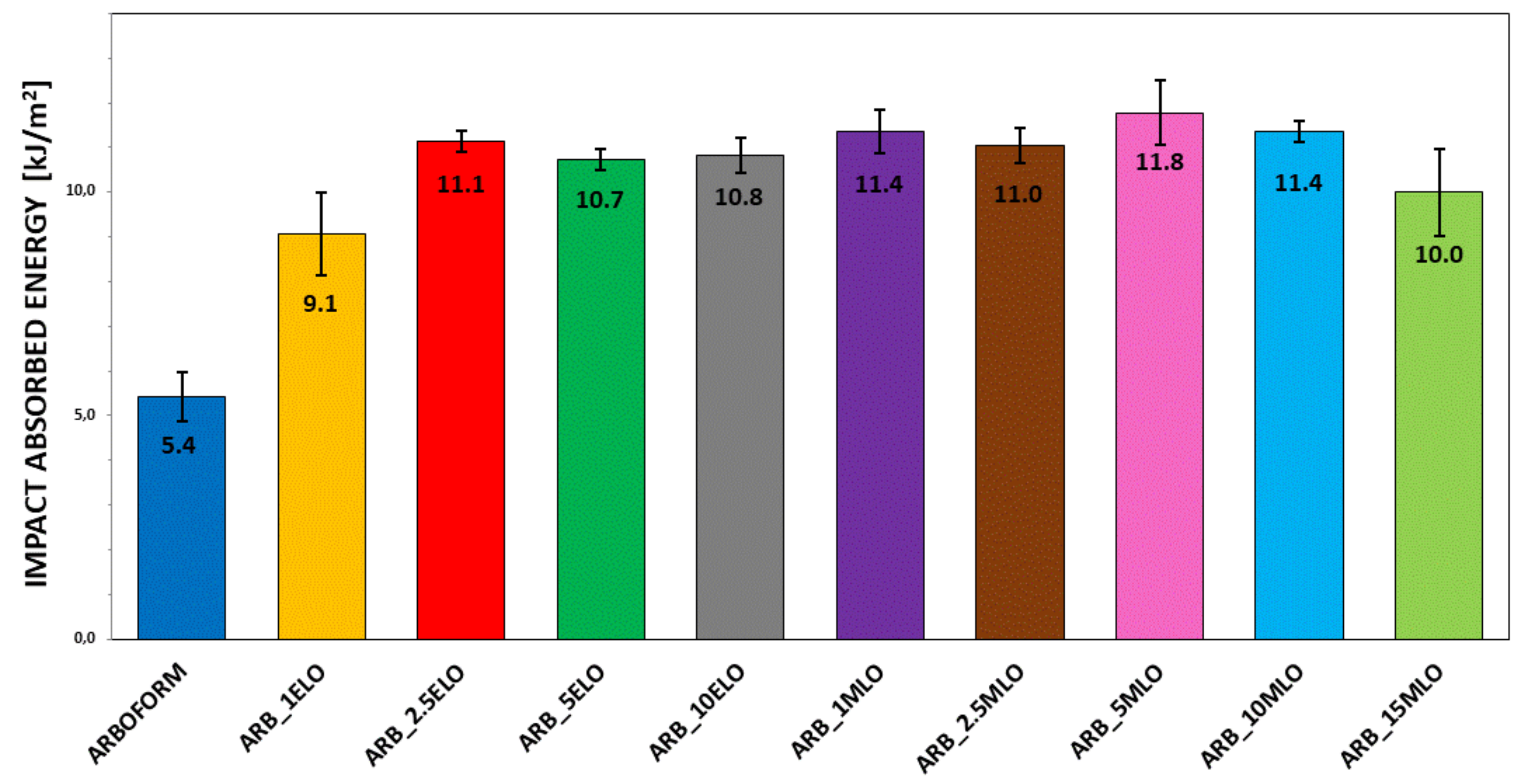
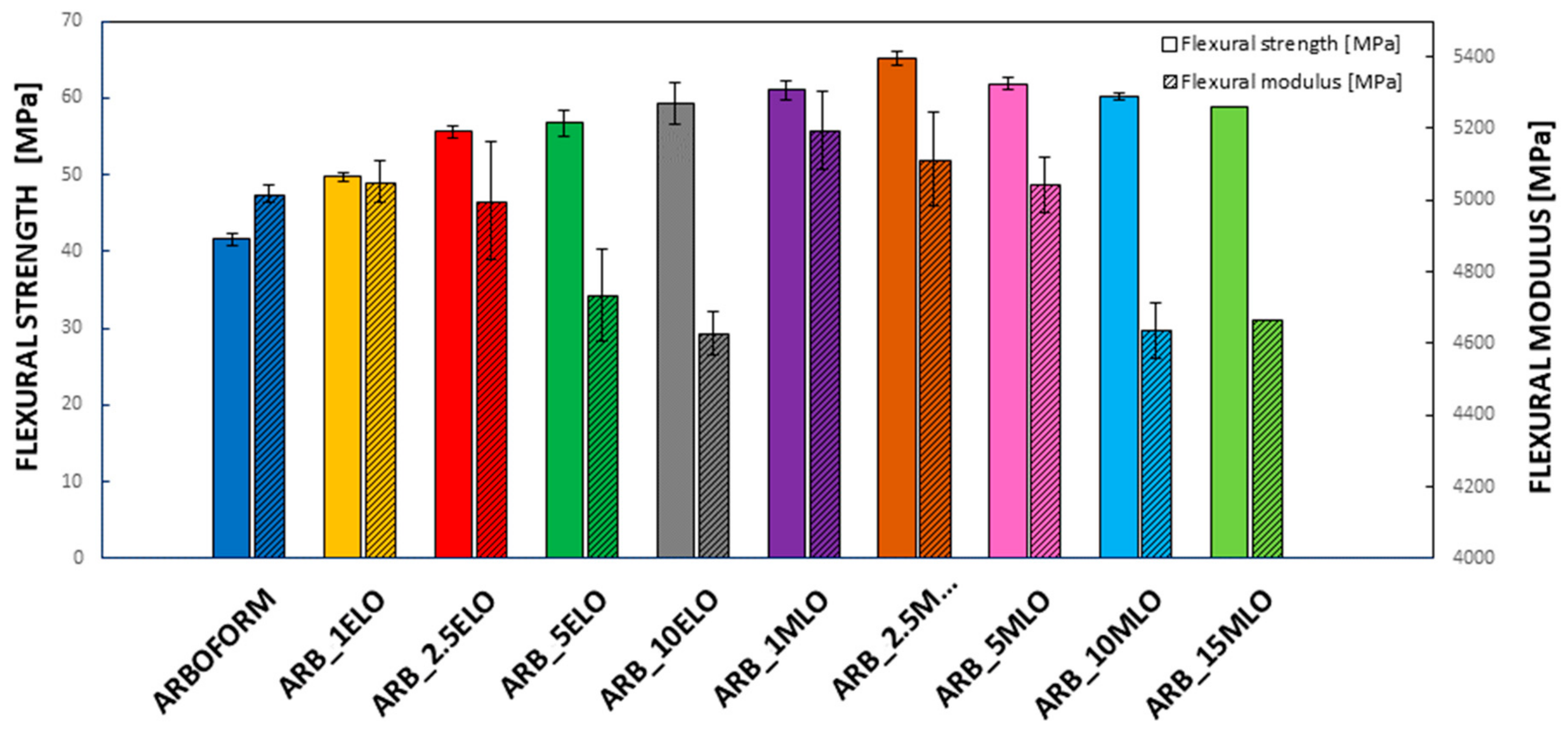
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Barhalescu, M.L.; Jarcau, M.; Poroch-Seritan, M.; Costescu, E.; Vaideanu, D.; Petrescu, T.C. The Behaviour of “Liquid Wood” When Exposed to Some Physico-Chemical Factors; IOP Publishing: Bristol, UK; p. 012034.
- Plăvănescu, S. Biodegradable Composite Materials—Arboform: A Review. Int. J. Mod. Manuf. Technol. 2014, 6, 63–84. [Google Scholar]
- Nägele, H.; Pfitzer, J.; Nägele, E.; Inone, E.R.; Eisenreich, N.; Eckl, W.; Eyerer, P. Arboform®─A Thermoplastic, Processable Material from Lignin and Natural Fibers. In Chemical Modification, Properties, and Usage of Lignin; Hu, T.Q., Ed.; Springer US: Boston, MA, USA, 2002; pp. 101–119. [Google Scholar]
- Nagele, H.; Pfitzer, J.; Ziegler, L.; Inone-Kauffmann, E.R.; Eckl, W.; Eisenreich, N. Lignin Matrix Composites from Natural Resources-ARBOFORM®. In Bio-Based Plastics: Materials and Applications; Kabasci, S., Ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; pp. 89–115. [Google Scholar] [CrossRef]
- Mokhena, T.C.; Mochane, M.J.; Sadiku, E.R.; Agboola, O.; John, M.J. Opportunities for PLA and Its Blends in Various Applications. In Green Biopolymers and their Nanocomposites; Materials Horizons: From Nature to Nanomaterials; Gnanasekaran, D., Ed.; Springer: Singapore. [CrossRef]
- Nedelcu, D.; Lohan, N.M.; Volf, I.; Comaneci, R. Thermal behaviour and stability of the Arboform® LV3 Nature liquid wood. Compos. Part B Eng. 2016, 103, 84–89. [Google Scholar] [CrossRef]
- Nedelcu, D.; Santo, L.; Santos, A.; Plavanescu, S. Mechanical Behaviour Evaluation of Arboform Material Samples by Bending Deflection Test. Mat. Plast. 2015, 52, 423–426. [Google Scholar]
- Bouajila, J.; Dole, P.; Joly, C.; Limare, A. Some laws of a lignin plasticization. J. Appl. Polym. Sci. 2006, 102, 1445–1451. [Google Scholar] [CrossRef]
- Wang, C.; Kelley, S.S.; Venditti, R.A. Lignin-based thermoplastic materials. Chem. Sus. Chem. 2016, 9, 770–783. [Google Scholar] [CrossRef]
- Sakata, I.; Senju, R. Thermoplastic behavior of lignin with various synthetic plasticizers. J. Appl. Polym. Sci. 1975, 19, 2799–2810. [Google Scholar] [CrossRef]
- Antonsson, S.; Henriksson, G.; Johansson, M.; Lindström, M.E. Low Mw-lignin fractions together with vegetable oils as available oligomers for novel paper-coating applications as hydrophobic barrier. Ind. Crop. Prod. 2008, 27, 98–103. [Google Scholar] [CrossRef]
- Plastics — Standard atmospheres for conditioning and testing; ISO 291; International Organization for Standardization: Geneva, Switzerland, 2008.
- Plastics — Determination of Charpy impact properties — Part 1: Non-instrumented impact test; ISO 179; International Organization for Standardization: Geneva, Switzerland, 2008.
- Plastics — Determination of tensile properties — Part 1: General principles; ISO 527; International Organization for Standardization: Geneva, Switzerland, 2019.
- Plastics — Determination of flexural properties; ISO 178; International Organization for Standardization: Geneva, Switzerland, 2019.
- Plastics — Determination of temperature of deflection under load — Part 2: Plastics and ebonite; ISO 75; International Organization for Standardization: Geneva, Switzerland, 2013.
- Jiang, L.; Chen, F.; Qian, J.; Huang, J.; Wolcott, M.; Liu, L.; Zhang, J. Reinforcing and toughening effects of bamboo pulp fiber on poly (3-hydroxybutyrate-co-3-hydroxyvalerate) fiber composites. Ind Eng. Chem. Res. 2009, 49, 572–577. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Enhanced properties of lignin-based biodegradable polymer composites using injection moulding process. Compo. Part A Appl. Sci. Manuf. 2011, 42, 1710–1718. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Sánchez-Nacher, L.; Fenollar, O.; Balart, R. The effect of maleinized linseed oil (MLO) on mechanical performance of poly (lactic acid)-thermoplastic starch (PLA-TPS) blends. Carbohydr. Polym. 2016, 147, 60–68. [Google Scholar] [CrossRef]
- Mikus, P.Y.; Alix, S.; Soulestin, J.; Lacrampe, M.F.; Krawczak, P.; Coqueret, X.; Dole, P. Deformation mechanisms of plasticized starch materials. Carbohydr. Polym. 2014, 114, 450–457. [Google Scholar] [CrossRef] [PubMed]
- Oliveira de Castro, D.; Frollini, E.; Ruvolo-Filho, A.; Dufresne, A. “Green polyethylene” and curauá cellulose nanocrystal based nanocomposites: Effect of vegetable oils as coupling agent and processing technique. J. Polym. Sci. Part B Polym. Phys. 2015, 53, 1010–1019. [Google Scholar] [CrossRef]
- Coles, S. Bioplastics from Lipids. In Bio-Based Plastics: Materials and Applications; Kabasci, S., Ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; pp. 117–135. [Google Scholar] [CrossRef]
- Samper, M.-D.; Ferri, J.M.; Carbonell-Verdu, A.; Balart, R.; Fenollar, O. Properties of biobased epoxy resins from epoxidized linseed oil (ELO) crosslinked with a mixture of cyclic anhydride and maleinized linseed oil. EXPRESS Polym. Lett. 2019, 13, 407–418. [Google Scholar] [CrossRef]
- Balart, J.F.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Montanes, N.; Fenollar, O.; Balart, R. The effect of maleinized linseed oil as biobased plasticizer in poly (lactic acid)-based formulations. Polym. Int. 2017, 66, 882–891. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Garcia-Garcia, D.; Dominici, F.; Torre, L.; Sanchez-Nacher, L.; Balart, R. PLA films with improved flexibility properties by using maleinized cottonseed oil. Eur. Polym. J. 2017, 91, 248–259. [Google Scholar] [CrossRef]
- Gutierrez-Villarreal, M.H.; Rodríguez-Velazquez, J. The effect of citrate esters as plasticizers on the thermal and mechanical properties of poly (methyl methacrylate). J. Appl. Polym. Sci. 2007, 105, 2370–2375. [Google Scholar] [CrossRef]
- Vidotti, S.E.; Chinellato, A.C.; Hu, G.H.; Pessan, L.A. Effects of low molar mass additives on the molecular mobility and transport properties of polysulfone. Journal of applied polymer science 2006, 101, 825–832. [Google Scholar] [CrossRef]
- Moraru, C.I.; Lee, T.C.; Karwe, M.V.; Kokini, J.L. Plasticizing and Antiplasticizing Effects of Water and Polyols on a Meat-Starch Extruded Matri. J. Food Sci 2002, 67, 3396–3401. [Google Scholar] [CrossRef]
- Silverajah, V.S.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hassan, H.A.; Woei, C.B. A comparative study on the mechanical, thermal and morphological characterization of poly (lactic acid)/epoxidized palm oil blend. Int. J. Mol. Sci. 2012, 13, 5878–5898. [Google Scholar] [CrossRef]
- Chieng, B.; Ibrahim, N.; Then, Y.; Loo, Y. Epoxidized vegetable oils plasticized poly (lactic acid) biocomposites: Mechanical, thermal and morphology properties. Molecules 2014, 19, 16024–16038. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Plasticized poly (lactic acid) with low molecular weight poly (ethylene glycol): Mechanical, thermal, and morphology properties. J. Appl. Polym. Sci. 2013, 130, 4576–4580. [Google Scholar] [CrossRef]
- Lau, A.K.-t.; Hung, A.P.Y. Natural Fiber-Reinforced Biodegradable and Bioresorbable Polymer Composites; Woodhead Publishing, imprint of Elsevier Ltd.: Duxford, UK, 2017. [Google Scholar]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crop. Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Alam, J.; Alam, M.; Raja, M.; Abduljaleel, Z.; Dass, L. MWCNTs-reinforced epoxidized linseed oil plasticized polylactic acid nanocomposite and its electroactive shape memory behavior. Int. J. Mol. Sci. 2014, 15, 19924–19937. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Campo, M.; Quiles-Carrillo, L.; Masia, J.; Reig-Pérez, M.; Montanes, N.; Balart, R. Environmentally friendly compatibilizers from soybean oil for ternary blends of poly (lactic acid)-PLA, poly (ε-caprolactone)-PCL and poly (3-hydroxybutyrate)-PH. Materials 2017, 10, 1339. [Google Scholar] [CrossRef] [PubMed]
- Mazurchevici, S.; Quadrini, F.; Nedelcu, D. The liquid wood heat flow and material properties as a function of temperature. Mat. Res. Express 2018, 5, 035303. [Google Scholar] [CrossRef]
- Plavanescu, S.; Carausu, C.; Comaneci, R.; Nedelcu, D. The Influence of Technological Parameters on the Dynamic Behavior of “Liquid Wood” Samples Obtained by Injection Molding; AIP Publishing: Melville, NY, USA, 2017; p. 030038. [Google Scholar]
- Nedelcu, D.; Ciofu, C.; Lohan, N.M. Microindentation and differential scanning calorimetry of “liquid wood”. Compos. Part B Eng. 2013, 55, 11–15. [Google Scholar] [CrossRef]
- Cicala, G.; Tosto, C.; Latteri, A.; La Rosa, D.A.; Blanco, I.; Elsabbagh, A.; Russo, P.; Ziegmann, G. Green Composites Based on Blends of Polypropylene with Liquid Wood Reinforced with Hemp Fibers: Thermomechanical Properties and the Effect of Recycling Cycles. Materials 2017, 10, 998. [Google Scholar] [CrossRef]
- Pawlak, F.; Aldas, M.; López-Martínez, J.; Samper, D.M. Effect of Different Compatibilizers on Injection-Molded Green Fiber-Reinforced Polymers Based on Poly(lactic acid)-Maleinized Linseed Oil System and Sheep Wool. Polymers 2019, 11, 1514. [Google Scholar] [CrossRef]
- Magoń, A.; Pyda, M. Study of crystalline and amorphous phases of biodegradable poly(lactic acid) by advanced thermal analysis. Polymer 2009, 50, 3967–3973. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Blanes-Martínez, M.M.; Montanes, N.; Fenollar, O.; Torres-Giner, S.; Balart, R. Reactive toughening of injection-molded polylactide pieces using maleinized hemp seed oil. Eur. Polym. J. 2018, 98, 402–410. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Then, Y.Y.; Loo, Y.Y. Epoxidized Jatropha Oil as a Sustainable Plasticizer to Poly(lactic Acid). Polymers 2017, 9, 204. [Google Scholar] [CrossRef] [PubMed]
- Carbonell-Verdu, A.; Ferri, J.M.; Dominici, F.; Boronat, T.; Sanchez-Nacher, L.; Balart, R.; Torre, L. Manufacturing and compatibilization of PLA/PBAT binary blends by cottonseed oil-based derivatives. Express Polym. Lett. 2018, 12, 808–823. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Fenollar, O.; Fombuena, V.; Lopez-Martinez, J.; Balart, R. Improvement of Mechanical Ductile Properties of Poly(3-hydroxybutyrate) by Using Vegetable Oil Derivatives. Macromol. Mat. Eng. 2017, 302, 1600330. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, Y.; Tang, J.; Zhang, Z. Determination of the Solubility Parameter of Epoxidized Soybean Oil by Inverse Gas Chromatography. J. Macromol. Sci. Part B 2013, 52, 1405–1413. [Google Scholar] [CrossRef]
- Domingues, R.C.C.; Pereira, C.C.; Borges, C.P. Morphological control and properties of poly(lactic acid) hollow fibers for biomedical applications. J. Appl. Polym. Sci. 2017, 134, 45494. [Google Scholar] [CrossRef]
- Abbott, S. Chemical compatibility of poly (lactic acid): A practical framework using Hansen solubility parameters. In Poly (lactic acid): Synthesis, Structures, Properties, Processing, and Applications; Auras, R.A., Lim, L.-T., Selke, S.E.M., Tsuji, H., Eds.; John Wiley & Sons: Hoboken, NJ, USA; pp. 83–95. [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Arboform L, V3, wt % | ELO, wt % | MLO, wt % |
|---|---|---|---|
| ARBOFORM | 100 | 0 | 0 |
| ARB_1ELO | 99 | 1 | 0 |
| ARB_2.5ELO | 97.5 | 2.5 | 0 |
| ARB_5ELO | 95 | 5 | 0 |
| ARB_10ELO | 90 | 10 | 0 |
| ARB_1MLO | 99 | 0 | 1 |
| ARB_2.5MLO | 97.5 | 0 | 2.5 |
| ARB_5MLO | 95 | 0 | 5 |
| ARB_10MLO | 90 | 0 | 10 |
| ARB_15MLO | 85 | 0 | 15 |
| Reference | Tensile Modulus [MPa] | Tensile Strength [MPa] | Strain at Break [%] |
|---|---|---|---|
| ARBOFORM | 5520 ± 270 | 23 ± 2 | 2.1 ± 0.3 |
| ARB_1ELO | 5260 ± 400 | 27 ± 2 | 2.4 ± 0.2 |
| ARB_2.5ELO | 5200 ± 370 | 28 ± 3 | 2.6 ± 0.3 |
| ARB_5ELO | 4860 ± 410 | 32 ± 2 | 2.9 ± 0.2 |
| ARB_10ELO | 4730 ± 310 | 31 ± 2 | 3.1 ± 0.3 |
| ARB_1MLO | 4900 ± 660 | 32 ± 4 | 3.0 ± 0.3 |
| ARB_2.5MLO | 4760 ± 220 | 32 ± 2 | 3.3 ± 0.4 |
| ARB_5MLO | 4660 ± 180 | 33 ± 1 | 4.2 ± 0.7 |
| ARB_10MLO | 4320 ± 310 | 30 ± 3 | 3.8 ± 0.5 |
| ARB_15MLO | 4500 ± 350 | 27 ± 1 | 3.6 ± 0.3 |
| Reference | Tg (°C) |
|---|---|
| ARBOFORM | 59.1 |
| ARB_1MLO | 58.8 |
| ARB_2.5MLO | 58.4 |
| ARB_5MLO | 58.4 |
| ARB_10MLO | 57.5 |
| ARB_1MLO | 60.1 |
| ARB_2.5MLO | 60.4 |
| ARB_5MLO | 61.4 |
| ARB_10MLO | 61.0 |
| ARB_15MLO | 60.8 |
| 1st Heating | Cooling | 2nd Heating | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tg [°C] | Tcc [°C] | ΔHcc [Jg−1] | Tm’ [°C] | Tm’’ [°C] | ΔHm [Jg−1] | Tg [°C] | Tg [°C] | Tcc [°C] | ΔHcc [Jg−1] | Tm [°C] | Tm’’ [°C] | ΔHm [Jg−1] | |
| ARBOFORM | 55.5 | 97.2 | 16.0 | 140.5 | 154.3 | 22.7 | 46.4 | 55.3 | 124.9 | 7.3 | 148.6 | 154.9 | 13.9 |
| ARB_1ELO | 55.1 | 97.3 | 18.7 | 141.1 | 154.7 | 27.3 | 47.8 | 54.7 | 130.1 | 3.7 | 150.4 | 155.4 | 9.4 |
| ARB_2.5ELO | 54.7 | 93.7 | 18.7 | 140.5 | 154.2 | 27.5 | 46.4 | 54.0 | 132.1 | 3.8 | 150.7 | 155.6 | 6.6 |
| ARB_5ELO | 54.4 | 96.7 | 18.5 | 140.2 | 154.4 | 28.1 | 46.4 | 54.0 | 130.0 | 4.0 | 151.4 | 154.9 | 6.8 |
| ARB_10ELO | 54.3 | 95.5 | 19.0 | 140.0 | 154.9 | 29.0 | 47.3 | 52.0 | 131.1 | 4.1 | 151.6 | 155.2 | 7.0 |
| ARB_1MLO | 57.7 | 100.7 | 18.5 | 140.7 | 153.6 | 25.2 | 47.3 | 55.5 | 126.6 | 12.6 | 151.4 | 155.4 | 14.0 |
| ARB_2.5MLO | 57.6 | 103.8 | 21.2 | 142.1 | 154.0 | 22.9 | 47.7 | 55.6 | 127.5 | 12.6 | 152.2 | 155.0 | 13.3 |
| ARB_5MLO | 57.2 | 102.6 | 21.8 | 142.8 | 154.3 | 24.8 | 48.4 | 55.8 | 127.1 | 11.6 | 152.4 | 155.5 | 14.1 |
| ARB_10MLO | 56.6 | 102.8 | 21.6 | 143.0 | 154.4 | 26.9 | 47.2 | 55.4 | 127.0 | 13.9 | 150.9 | 155.0 | 13.8 |
| ARB_15MLO | 56.2 | 103.2 | 22.8 | 142.0 | 153.4 | 30.5 | 46.5 | 55.3 | 127.2 | 15.2 | 148.6 | 155.0 | 14.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dominici, F.; Samper, M.D.; Carbonell-Verdu, A.; Luzi, F.; López-Martínez, J.; Torre, L.; Puglia, D. Improved Toughness in Lignin/Natural Fiber Composites Plasticized with Epoxidized and Maleinized Linseed Oils. Materials 2020, 13, 600. https://doi.org/10.3390/ma13030600
Dominici F, Samper MD, Carbonell-Verdu A, Luzi F, López-Martínez J, Torre L, Puglia D. Improved Toughness in Lignin/Natural Fiber Composites Plasticized with Epoxidized and Maleinized Linseed Oils. Materials. 2020; 13(3):600. https://doi.org/10.3390/ma13030600
Chicago/Turabian StyleDominici, Franco, María Dolores Samper, Alfredo Carbonell-Verdu, Francesca Luzi, Juan López-Martínez, Luigi Torre, and Debora Puglia. 2020. "Improved Toughness in Lignin/Natural Fiber Composites Plasticized with Epoxidized and Maleinized Linseed Oils" Materials 13, no. 3: 600. https://doi.org/10.3390/ma13030600
APA StyleDominici, F., Samper, M. D., Carbonell-Verdu, A., Luzi, F., López-Martínez, J., Torre, L., & Puglia, D. (2020). Improved Toughness in Lignin/Natural Fiber Composites Plasticized with Epoxidized and Maleinized Linseed Oils. Materials, 13(3), 600. https://doi.org/10.3390/ma13030600