Tribological Properties of Ni-P/Si3N4 Nanocomposite Layers Deposited by Chemical Reduction Method on Aluminum Alloy AW-7075


Abstract
1. Introduction
2. Materials and Methods
3. Results
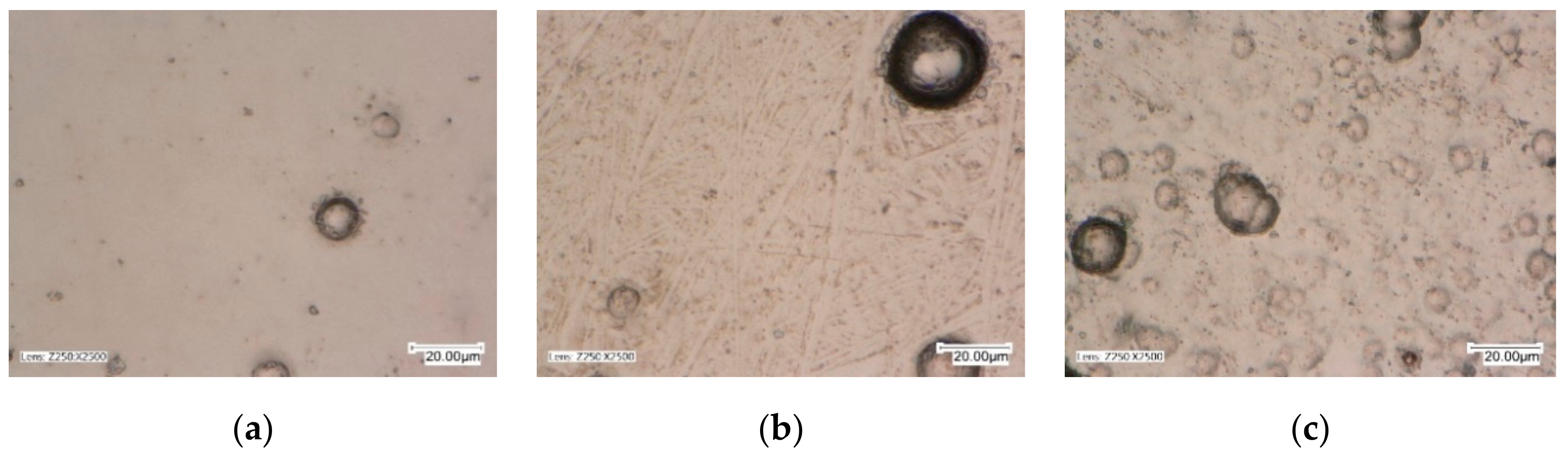
3.1. Characteristics of Layers
3.2. Microhardness of Layers
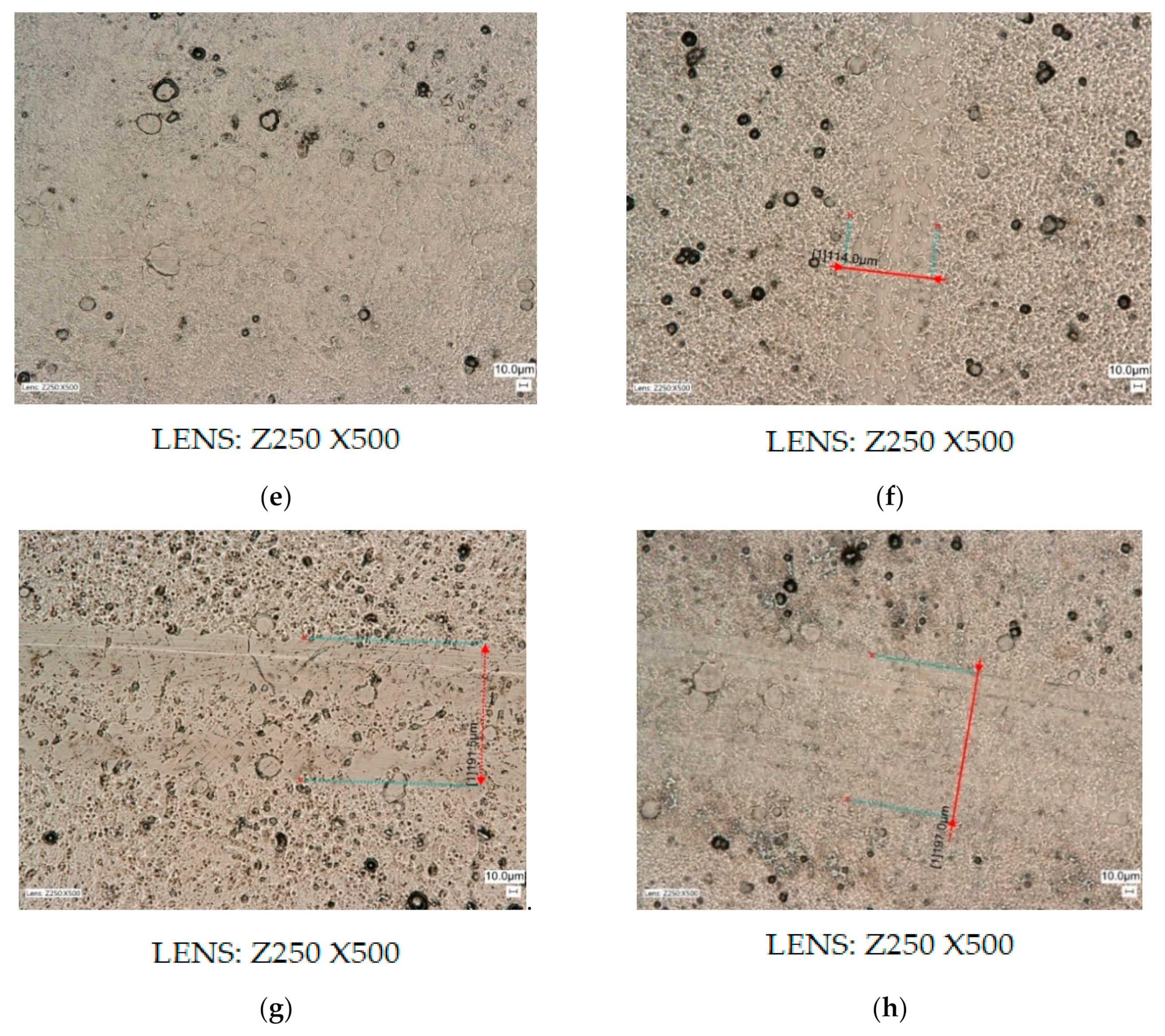
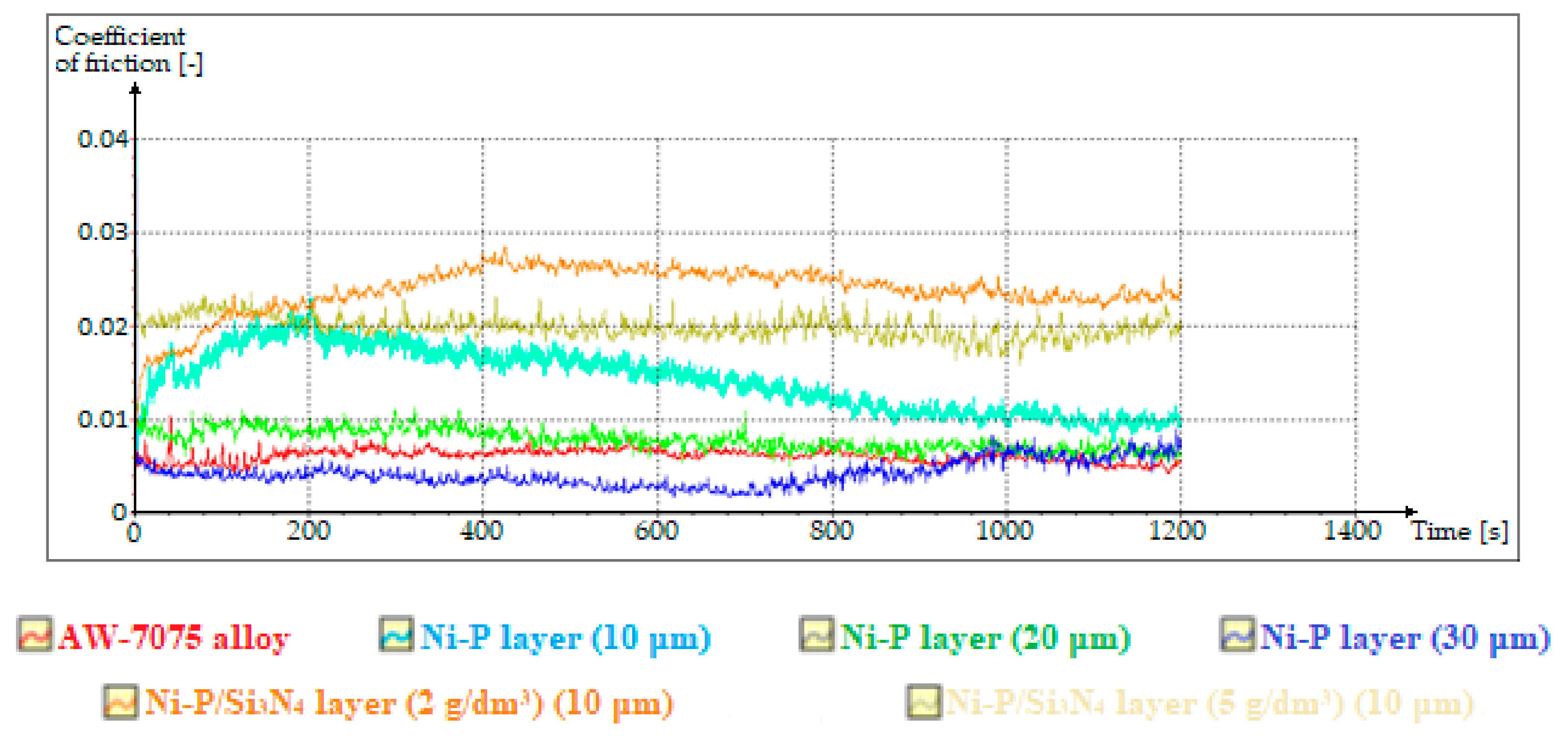
3.3. Tribological Tests
4. Discussion
Funding
Conflicts of Interest
References
- Burakowski, T. Rozważania o Synergizmie w Inżynierii Powierzchni; Wydawnictwo Politechniki Radomskiej: Radom, Poland, 2004. [Google Scholar]
- Burakowski, T. Areologia Podstawy Teoretyczne; Instytut Technologii Eksploatacji—Państwowy Instytut Badawczy: Radom, Poland, 2013. [Google Scholar]
- Kupczyk, M. Wytwarzanie i Eksploatacja Narzędzi Skrawających z Powłokami Przeciwzużyciowymi; Wydawnictwo Politechniki Poznańskiej: Poznan, Poland, 2009. [Google Scholar]
- Trzaska, M. Studies of the structure and properties of Ni-P and Ni-P/Si3N4 surface layers deposited on aluminum by the electroless method. J. Achiev. Mater. Manuf. Eng. 2010, 43, 269–275. [Google Scholar]
- Blicharski, M. Inżynieria Powierzchni; Wydawnictwo WNT: Warsaw, Poland, 2012. [Google Scholar]
- Starosta, R.; Dyl, T. Obróbka Powierzchniowa; Wydawnictwo Akademii Morskiej w Gdyni: Gdynia, Poland, 2008. [Google Scholar]
- Chronowska-Przywara, K.; Kot, M.; Zimowski, S. The research techniques for analysis of mechanical and tribological properties of coating-substrate systems. Zesz. Nauk. Politech. Śląskiej 2014, 83, 39–49. [Google Scholar]
- Śmierzchalski, D.; Wieczorowski, M. Simple scratch method for industry and for teaching. Inżynieria Masz. 2013, 3, 99–108. [Google Scholar]
- Chronowska-Przywara, K.; Kot, M. Effect of scratch test parameters on the deformation and fracture of coating-substrate systems. Tribologia 2014, 2, 19–29. [Google Scholar]
- Shilong, W.; Xuefei, H.; Mengixiao, G.; Weigang, H. Microstructure and mechanical properties of Ni-P-Si3N4 nanowire electroless composite coatings. Appl. Surf. Sci. 2015, 357, 328–332. [Google Scholar]
- Farzeneh, A.; Mohammadi, M.; Ehteshamzadeh, M.; Mohammadi, F. Electrochemical and structural properties of electroless Ni-P-SiC nanocomposite coatings. Appl. Surf. Sci. 2013, 276, 697–704. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Ramamoorthy, B. Effect of reducing agent and nano Al2O3 particles on the properties of electroless Ni-P coating. Appl. Surf. Sci. 2014, 307, 654–660. [Google Scholar] [CrossRef]
- Balaraju, J.N.; Ezhil, S.V.; Rajam, K.S. Electrochemical behavior of low phosphorus electroless Ni-P-Si3N4 composite coatings. Mater. Chem. Phys. 2010, 120, 546–551. [Google Scholar] [CrossRef]
- Franco, M.; Sha, W.; Aldic, G.; Malinov, S.; Cimenoglu, H. Effect of reinforcement and heat treatment on elevated temperaturę sliding of electroless Ni-P/SiC composite coatings. Tribol. Int. 2016, 97, 265–271. [Google Scholar] [CrossRef]
- Soleimani, R.; Mahboubi, F.; Arman, S.Y.; Kazemi, M.; Maniee, A. Development of mathematical model to evaluate microstructure and corrosion behavior of electroless Ni–P/nano-SiC coating deposited on 6061 aluminum alloy. J. Ind. Eng. Chem. 2015, 23, 328–337. [Google Scholar] [CrossRef]
- Matik, U. Structural and wear properties of heat-treated electroless Ni-P alloy and Ni-P-Si3N4 composite coatings on iron based compacts. Surf. Coat. Technol. 2016, 302, 528–534. [Google Scholar] [CrossRef]
- Sudagar, J.; Venkateswarlu, K.; Lian, J. Dry sliding wear properties of a 7075-T6 aluminum alloy coated with Ni-P (h) in different pretreatment conditions. J. Mater. Eng. Perform. 2010, 19, 810–818. [Google Scholar] [CrossRef]
- Vijayanand, M.; Elansezhian, R. Effect of different pretreatments and heat treatment on wear properties of electroless Ni-B coatings on 7075-T6 aluminum alloy. Procedia Eng. 2014, 97, 1707–1717. [Google Scholar] [CrossRef]
- Prasanta, S.; Suman, K.D. Tribology of electroless nickel coatings—A review. Mater. Des. 2011, 32, 1760–1775. [Google Scholar]
- Sudagar, J.; Lian, J.; Sha, W. Electroless nickel, alloy, composite and nano coatings—A critical review. J. Alloys Compd. 2013, 571, 183–204. [Google Scholar] [CrossRef]
- Balaraju, J.N.; Seshadri, S.K. Preparation and characterization of electroless Ni-P and Ni-P-Si3N4 composite coatings. Trans. Inst. Met. Finish. 1999, 77, 84–86. [Google Scholar] [CrossRef]
- Mazurek, A.; Cieślak, G.; Bartoszek, W.; Trzaska, M. Abrasion resistance of Ni-B/Si3N4 composite layers produced by electroless method. Arch. Mater. Sci. Eng. 2017, 87, 21–26. [Google Scholar] [CrossRef]
- Trzaska, M.; Cieślak, G.; Mazurek, A. Structure and properties of Ni-P/PTFE composite coatings produced by chemical reduction method. Compos. Theory Pr. 2016, 16, 174–179. [Google Scholar]
- Li, Z.; Farhat, Z. Hertzian Indentation Behavior of Electroless Ni-P-Ti Composite Coatings. Metall. Mater. Trans. A 2020, 51, 3674–3691. [Google Scholar]
- Varshney, P.; Chhangani, S.; Prasad, M.; Pati, S.; Gollapudi, S. Effect of grain boundary relaxation on the corrosion behaviour of nanocrystalline Ni-P alloy. J. Alloys Compd. 2020, 830, 154616. [Google Scholar] [CrossRef]
- Sharifalhoseinia, Z.; Entezaria, M.H.; Davoodib, A.; Shahidi, M. Access to nanocrystalline, uniform, and fine-grained Ni-P coating with improved anticorrosive action through the growth of ZnO nanostructures before the plating process. Corros. Sci. 2020, 172, 108743. [Google Scholar] [CrossRef]
- Kanamori, K.; Kimoto, Y.; Toriumi, S.; Yonezu, A. Evaluation of adhesion durability of Ni–P coating using repeated Laser Shock Adhesion Test. Surf. Coat. Technol. 2020, 396, 125953. [Google Scholar] [CrossRef]
- Touri, S.; Monirvaghef, S.M. Fabrication and characterization of functionally graded Ni-P electroless coating with variable properties along the surface of the coating. Mater. Today Commun. 2020, 24, 101203. [Google Scholar] [CrossRef]
- Mohsenifar, F.; Ebrahimifar, H. Effect of titanium oxide ceramic particles concentration on microstructure and corrosion behaviour of Ni–P–Al2O3–TiO2 composite coating. Bull. Mater. Sci. 2020, 43, 99. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Zhao, W.; Sheng, H.; Li, H. Fabrication and properties of carbon fiber-Si3N4 nanowires-hydroxyapatite/phenolic resin composites for biological applications. Ceram. Int. 2020, 46, 16397–16404. [Google Scholar] [CrossRef]
- Khullar, P.; Zhu, D.; Gilbert, J.L. Fretting corrosion of Si3N4 vs. CoCrMo femoral heads on Ti-6Al-V trunnions. J. Orthop. Res. 2020, 38, 1617–1626. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, D.; Wang, J.; Zhang, J.; Zhou, J.; Zhang, Y. Synthesis of self-toughness porous Si3N4 ceramics with three-dimensional cage structures. Mater. Lett. 2020, 270, 127651. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, J.; Wang, Z.; Chen, W.; Hu, B.; Zhang, Y.; Liao, H.; Ma, S. Tribological behavior and lubricating mechanism of Si3N4 in artificial seawater. Ceram. Int. 2020, 46, 14361–14368. [Google Scholar] [CrossRef]
- Nassajpour-Esfahani, A.; Emadi, R.; Alhaji, A.; Bahrami, A.; Haftbaradaran-Esfahani, M. Towards high strength MgAl2O4/Si3N4 transparent nanocomposite, using spark plasma sintering. J. Alloys Compd. 2020, 830, 154588. [Google Scholar] [CrossRef]
- Yan, L.; Liu, J.; Wang, X.; Ma, C.; Zhang, C.; Wang, H.; Wei, Y.; Wen, X.; Yang, Y.; Li, Y. Ru catalysts supported by Si3N4 for Fischer-Tropsch synthesis. Appl. Surf. Sci. 2020, 526, 146631. [Google Scholar] [CrossRef]
- Wang, L.; Qi, Q.; Yang, X.; Zhang, H.; Liu, Z.; Ge, S.; Peng, X.; Liu, L.; Liu, Y.; Liu, X.; et al. Mechanical properties optimization of Si3N4 ceramics by in-situ introduction of core-shell structural W-Fe5Si3. Compos. Part B 2020, 196, 108134. [Google Scholar] [CrossRef]
- Szala, M.; Kot, E.A. Influence of repainting on the mechanical properties, surface topography and microstructure of polyester powder coatings. Adv. Sci. Technol. Res. J. 2017, 11, 159–165. [Google Scholar] [CrossRef]
- Trzaska, M. Structure and properties of composite Ni-P/SiC surface layers produced by chemical reduction on aluminum and its alloys. Przem. Chem. 2014, 93, 1286–1290. [Google Scholar]
- Czapczyk, K.; Legutko, S.; Siwak, P.; Grochalski, K.; Mazurek, A. The influence of thickness of the Ni-P layers deposited on the AW-7075 aluminum alloy on their adhesion and mechanical properties. Inżynieria Powierzchni Surf. Eng. 2018, 23, 18–26. [Google Scholar] [CrossRef]
- Czapczyk, K.; Legutko, S.; Siwak, P.; Gapiński, B.; Cieślak, G. Mechanical properties of Ni-P/Si3N4 nanocomposite surface leyers produced by chemical reduction on AW-7075 aluminum alloy. Przem. Chem. 2018, 97, 942–948. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [%] | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zn | Mg | Cu | Fe | Si | Mn | Cr | Zr | Ti | other | Al |
| 5.1–6.1 | 2.1–2.9 | 1.2–2.0 | ≤0.50 | ≤0.4 | ≤0.3 | 0.18–0.28 | ≤0.25 | ≤0.20 | ≤0.05 | Rest |
| Stage | Load, N | Time, s | Wear Diameter, mm | Rotation Speed, s−1 | Counterspecimen | Contact Pressure, MPa |
|---|---|---|---|---|---|---|
| The first-preliminary | 7.5 | 60 | 15 | 2 | 100Cr6 bearing steel ball with a radius of 3.15 mm (1/4”) | 0.062 (AW7075) 0.071 (Ni-P) 0.071 (Ni-P/Si3N4) |
| The second | 7.5 | 300 | 15 | 2 | 100Cr6 bearing steel ball with a radius of 3.15 mm (1/4”) | 0.062 (AW7075) 0.071 (Ni-P) 0.071 (Ni-P/Si3N4) |
| Stage | Load, N | Time, s | Wear Diameter, mm | Rotation Speed, s−1 | Counterspecimen | Contact Pressure, MPa |
|---|---|---|---|---|---|---|
| The third | 5 | 1200 | 30 | 1 | 100Cr6 bearing steel ball with a radius of 3.15 mm (1/4”) | 0.054 (AW7075) 0.062 (Ni-P) 0.062 (Ni-P/Si3N4) |
| The fourth | 10 | 1200 | 30 | 1 | 100Cr6 bearing steel ball with a radius of 3.15 mm (1/4”) | 0.066 (AW7075) 0.078 (Ni-P) 0.078 (Ni-P/Si3N4) |
| Si3N4 Content in Bath, g/dm3 | Chemical Element, % Vol. | ||
|---|---|---|---|
| P | Ni | Si | |
| 0 | 23.09 | 76.91 | - |
| 2 | 24.08 | 75.48 | 0.44 |
| 5 | 24.64 | 74.78 | 0.58 |
| Material | Thickness of Layer, µm | Si Content in Layer, % vol. | Si3N4 Content in Bath, g/dm3 | Rz, μm | Standard Deviation | Ra, μm | Standard Deviation |
|---|---|---|---|---|---|---|---|
| AW-7075 | - | - | - | 0.358 | 0.0513 | 0.0456 | 0.0029 |
| Ni-P | 10 | - | - | 1.95 | 0.638 | 0.113 | 0.0257 |
| 20 | - | - | 2.61 | 0.693 | 0.190 | 0.0523 | |
| 30 | - | - | 1.32 | 0.589 | 0.101 | 0.0313 | |
| Ni-P/Si3N4 | 10 | 0.44–0.48 | 2 | 14.1 | 3.45 | 1.54 | 0.481 |
| 10 | 0.58 | 5 | 2.72 | 0.926 | 0.146 | 0.0512 |
| Material | Thickness of Layer, µm | Si3N4 Content in Bath, g/dm3 | Isotropy, % | The First Direction, [⁰] | The Second Direction, [⁰] | The Third Direction, [⁰] |
|---|---|---|---|---|---|---|
| AW-7075 | - | - | 26.3 | 0.238 | 90.0 | 69.3 |
| Ni-P | 10 | - | 66.8 | 169 | 163 | 89.4 |
| 20 | - | 66.3 | 90.0 | 135 | 45.0 | |
| 30 | - | 17.2 | 45.0 | 90.0 | 135 | |
| Ni-P/Si3N4 | 10 | 2 | 81.5 | 45.0 | 90.0 | 135 |
| 10 | 5 | 66.9 | 135 | 90.0 | 26.5 |
| Material | Thickness of Layer, µm | Si Content in Layer, % vol. | Si3N4 Content in Bath, g/dm3 | HV0,03 | Standard Deviation |
|---|---|---|---|---|---|
| AW-7075 | - | - | - | 192.46 | 6.69 |
| Ni-P | 10 | - | - | 590.62 | 19.44 |
| 20 | - | - | 627.83 | 21.13 | |
| 30 | - | - | 622.34 | 4.58 | |
| Ni-P/Si3N4 | 10 | 0.44–0.48 | 2 | 639.97 | 18.05 |
| 10 | 0.58 | 5 | 632.76 | 17.98 |
| Material | AW-7075 | Ni-P (10 µm) | Ni-P (20 µm) | Ni-P (30 µm) | Ni-P/Si3N4 (10 µm, 2 g/dm3) | Ni-P/Si3N4 (10 µm, 5 g/dm3) |
|---|---|---|---|---|---|---|
| Crack widths, µm | 769.6–813.0 | 146.5–151.1 | 177.3–198.5 | 128.5–133.1 | 127.0–134.1 | 138.7–152.5 |
| AW-7075 | Ni-P (10 µm) | Ni-P (20 µm) | Ni-P (30 µm) | Ni-P/Si3N4 (10 µm, 2 g/dm3) | Ni-P/Si3N4 (10 µm, 5 g/dm3) | Ni-P/Si3N4 (10 µm, 2 g/dm3) | Ni-P/Si3N4 (10 µm, 5 g/dm3) | |
|---|---|---|---|---|---|---|---|---|
| Force, N | 5 | 5 | 5 | 5 | 5 | 5 | 10 | 10 |
| Crack widths, µm | 75.8–78.2 | 148.9–172.2 | 216.1–259.6 | 137.6–138.7 | 0–99.5 | 114.0–118.5 | 191.5–201.4 | 197.0–197.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czapczyk, K. Tribological Properties of Ni-P/Si3N4 Nanocomposite Layers Deposited by Chemical Reduction Method on Aluminum Alloy AW-7075. Materials 2020, 13, 5797. https://doi.org/10.3390/ma13245797
Czapczyk K. Tribological Properties of Ni-P/Si3N4 Nanocomposite Layers Deposited by Chemical Reduction Method on Aluminum Alloy AW-7075. Materials. 2020; 13(24):5797. https://doi.org/10.3390/ma13245797
Chicago/Turabian StyleCzapczyk, Kazimierz. 2020. "Tribological Properties of Ni-P/Si3N4 Nanocomposite Layers Deposited by Chemical Reduction Method on Aluminum Alloy AW-7075" Materials 13, no. 24: 5797. https://doi.org/10.3390/ma13245797
APA StyleCzapczyk, K. (2020). Tribological Properties of Ni-P/Si3N4 Nanocomposite Layers Deposited by Chemical Reduction Method on Aluminum Alloy AW-7075. Materials, 13(24), 5797. https://doi.org/10.3390/ma13245797